JP6184422B2 - Virtual welding system - Google Patents
Virtual welding system Download PDFInfo
- Publication number
- JP6184422B2 JP6184422B2 JP2014555322A JP2014555322A JP6184422B2 JP 6184422 B2 JP6184422 B2 JP 6184422B2 JP 2014555322 A JP2014555322 A JP 2014555322A JP 2014555322 A JP2014555322 A JP 2014555322A JP 6184422 B2 JP6184422 B2 JP 6184422B2
- Authority
- JP
- Japan
- Prior art keywords
- welding
- weld
- adapter
- coupon
- simulated
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000003466 welding Methods 0.000 claims description 278
- 238000006073 displacement reaction Methods 0.000 claims description 66
- 238000000034 method Methods 0.000 claims description 62
- 239000011324 bead Substances 0.000 claims description 48
- 239000000463 material Substances 0.000 claims description 35
- 238000004088 simulation Methods 0.000 claims description 22
- 230000000007 visual effect Effects 0.000 claims description 20
- 230000017525 heat dissipation Effects 0.000 claims description 19
- 238000009877 rendering Methods 0.000 claims description 10
- 239000007787 solid Substances 0.000 claims description 8
- 230000008859 change Effects 0.000 claims description 7
- 230000007246 mechanism Effects 0.000 claims description 6
- 230000004044 response Effects 0.000 claims description 6
- 230000000295 complement effect Effects 0.000 claims description 4
- 238000012790 confirmation Methods 0.000 claims description 3
- 230000008878 coupling Effects 0.000 claims description 3
- 238000010168 coupling process Methods 0.000 claims description 3
- 238000005859 coupling reaction Methods 0.000 claims description 3
- 238000000151 deposition Methods 0.000 claims description 3
- 230000005355 Hall effect Effects 0.000 claims description 2
- 230000001939 inductive effect Effects 0.000 claims 1
- 230000006870 function Effects 0.000 description 49
- 239000002245 particle Substances 0.000 description 48
- 230000008569 process Effects 0.000 description 25
- 238000010586 diagram Methods 0.000 description 12
- 238000004891 communication Methods 0.000 description 11
- 238000012549 training Methods 0.000 description 10
- 230000000694 effects Effects 0.000 description 9
- 238000000227 grinding Methods 0.000 description 9
- 238000012545 processing Methods 0.000 description 9
- 238000005520 cutting process Methods 0.000 description 8
- 230000033001 locomotion Effects 0.000 description 7
- 239000002893 slag Substances 0.000 description 7
- 238000005516 engineering process Methods 0.000 description 6
- 238000013507 mapping Methods 0.000 description 6
- 229910052751 metal Inorganic materials 0.000 description 6
- 239000002184 metal Substances 0.000 description 6
- 230000007547 defect Effects 0.000 description 5
- 239000007789 gas Substances 0.000 description 5
- 238000003860 storage Methods 0.000 description 5
- 238000004458 analytical method Methods 0.000 description 4
- 238000007711 solidification Methods 0.000 description 4
- 238000010521 absorption reaction Methods 0.000 description 3
- 230000007613 environmental effect Effects 0.000 description 3
- 230000002093 peripheral effect Effects 0.000 description 3
- 230000000704 physical effect Effects 0.000 description 3
- 239000000779 smoke Substances 0.000 description 3
- 230000008023 solidification Effects 0.000 description 3
- 238000009941 weaving Methods 0.000 description 3
- 238000005493 welding type Methods 0.000 description 3
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 2
- 238000013459 approach Methods 0.000 description 2
- 230000006399 behavior Effects 0.000 description 2
- 230000008901 benefit Effects 0.000 description 2
- 239000003086 colorant Substances 0.000 description 2
- 238000002485 combustion reaction Methods 0.000 description 2
- 230000000994 depressogenic effect Effects 0.000 description 2
- 239000000945 filler Substances 0.000 description 2
- 230000005484 gravity Effects 0.000 description 2
- 210000001503 joint Anatomy 0.000 description 2
- 229910001338 liquidmetal Inorganic materials 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 230000005055 memory storage Effects 0.000 description 2
- 210000003205 muscle Anatomy 0.000 description 2
- 230000003287 optical effect Effects 0.000 description 2
- 239000011148 porous material Substances 0.000 description 2
- 238000012552 review Methods 0.000 description 2
- 238000005070 sampling Methods 0.000 description 2
- 238000007778 shielded metal arc welding Methods 0.000 description 2
- 239000007921 spray Substances 0.000 description 2
- 239000010959 steel Substances 0.000 description 2
- 238000012546 transfer Methods 0.000 description 2
- 230000007704 transition Effects 0.000 description 2
- 229910001209 Low-carbon steel Inorganic materials 0.000 description 1
- 230000004913 activation Effects 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 238000000429 assembly Methods 0.000 description 1
- 230000000712 assembly Effects 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- 230000003190 augmentative effect Effects 0.000 description 1
- 239000010953 base metal Substances 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000004422 calculation algorithm Methods 0.000 description 1
- 238000004364 calculation method Methods 0.000 description 1
- 230000021615 conjugation Effects 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 238000013016 damping Methods 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 230000009977 dual effect Effects 0.000 description 1
- 230000005611 electricity Effects 0.000 description 1
- 238000011049 filling Methods 0.000 description 1
- 238000007667 floating Methods 0.000 description 1
- 230000006698 induction Effects 0.000 description 1
- 230000002452 interceptive effect Effects 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 238000011068 loading method Methods 0.000 description 1
- 230000014759 maintenance of location Effects 0.000 description 1
- 238000007726 management method Methods 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 230000003278 mimic effect Effects 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 210000005036 nerve Anatomy 0.000 description 1
- 230000006855 networking Effects 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 238000004806 packaging method and process Methods 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 238000002310 reflectometry Methods 0.000 description 1
- 230000008439 repair process Effects 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 238000012384 transportation and delivery Methods 0.000 description 1
- 238000013024 troubleshooting Methods 0.000 description 1
- WFKWXMTUELFFGS-UHFFFAOYSA-N tungsten Chemical compound [W] WFKWXMTUELFFGS-UHFFFAOYSA-N 0.000 description 1
- 239000010937 tungsten Substances 0.000 description 1
- 229910052721 tungsten Inorganic materials 0.000 description 1
- 238000002604 ultrasonography Methods 0.000 description 1
- 239000012905 visible particle Substances 0.000 description 1
- 238000012800 visualization Methods 0.000 description 1
Images

























Classifications
-
- G—PHYSICS
- G09—EDUCATION; CRYPTOGRAPHY; DISPLAY; ADVERTISING; SEALS
- G09B—EDUCATIONAL OR DEMONSTRATION APPLIANCES; APPLIANCES FOR TEACHING, OR COMMUNICATING WITH, THE BLIND, DEAF OR MUTE; MODELS; PLANETARIA; GLOBES; MAPS; DIAGRAMS
- G09B19/00—Teaching not covered by other main groups of this subclass
- G09B19/24—Use of tools
Landscapes
- Engineering & Computer Science (AREA)
- Business, Economics & Management (AREA)
- General Physics & Mathematics (AREA)
- Physics & Mathematics (AREA)
- Educational Administration (AREA)
- Educational Technology (AREA)
- Entrepreneurship & Innovation (AREA)
- Theoretical Computer Science (AREA)
- Processing Or Creating Images (AREA)
- Arc Welding Control (AREA)
- User Interface Of Digital Computer (AREA)
- Arc Welding In General (AREA)
- Management, Administration, Business Operations System, And Electronic Commerce (AREA)
Description
関連出願の相互参照
本願は、2009年7月10日に出願された米国特許出願第12/501,257号の一部継続出願である。
This application is a continuation-in-part of US patent application Ser. No. 12 / 501,257, filed Jul. 10, 2009.
本開示は、仮想現実(バーチャルリアリティ)シミュレーションに関し、より具体的には、シミュレートされた仮想現実環境又は拡張された現実環境においてアーク溶接訓練を提供するためのシステム及び方法に関する。 The present disclosure relates to virtual reality simulations, and more specifically to systems and methods for providing arc welding training in a simulated virtual reality environment or an augmented reality environment.
従来のようにアーク溶接のコツを学ぶには、多くの時間の教育や、訓練、練習が必要であった。学ぶべき多くの異なるタイプのアーク溶接及びアーク溶接工程がある。典型的には、溶接は、生徒が実際の溶接装置を使用して、実際の金属片に溶接作業を行って習得する。このような実世界の訓練は、十分でない溶接資材に拘束されており、限られた溶接材料を用いている。しかしながら、最近では、溶接シミュレーションを用いる訓練の考え方が、より一般的になってきた。一部の溶接シミュレーションは、パソコンを経由して及び/又はインターネットを介してオンラインで実行される。しかしながら、現在既知の溶接シミュレーションは、それら溶接の訓練の焦点が限定される傾向にある。 To learn arc welding tips as before, many hours of education, training and practice were required. There are many different types of arc welding and arc welding processes to learn. Typically, welding is learned by students performing welding operations on actual metal pieces using actual welding equipment. Such real world training is constrained by insufficient welding materials and uses limited welding materials. Recently, however, the idea of training using welding simulation has become more common. Some welding simulations are performed online via a personal computer and / or via the Internet. However, currently known welding simulations tend to limit the focus of their welding training.
例えば、一部の溶接シミュレーションは、「マッスル・メモリ(運動神経の能力のための記憶」の訓練のためだけに焦点を当てており、溶接ツールをどのように保持し且つ位置決めするかについて溶接を学ぶ生徒を訓練していた。他の溶接シミュレーションは、溶接工程の視覚的効果及び音声効果を示すことに焦点を当てているが、これは、実世界の溶接を高いリアリティで表す望ましいフィードバックを生徒に提供しないような、限定された、大抵の場合非現実的な方法であった。良好な溶接を行うために生徒に必要な調整を行わせるように指示する実際のフィードバックが必要である。溶接は、単にマッスル・メモリによってだけではなく、アーク及び/又はパドルを目で見て学習する。 For example, some welding simulations are focused solely on “muscle memory (memory for motor nerve abilities)” training and how to hold and position the welding tool. The other welding simulations focus on showing the visual and audio effects of the welding process, which gives the student the desired feedback that represents real-world welding with high reality. This is a limited and often impractical method that is not offered by the actual feedback that is required to instruct the student to make the necessary adjustments to make a good weld. Visibly learn arcs and / or paddles, not just by muscle memory.
また、従来の、伝統的な、以前から提案されたアプローチの限界及び不利点は、このような従来のアプローチを、図面を参照して本願の以下の部分に説明される本発明による実施形態と比較することにより、当業者には明らかになるであろう。 Also, the limitations and disadvantages of the conventional, traditional and previously proposed approach are that such a conventional approach can be compared with the embodiments according to the invention described in the following part of the application with reference to the drawings. A comparison will be apparent to those skilled in the art.
本発明の一態様では、仮想溶接システムは、プログラム可能なプロセッサベースのサブシステムと、このプログラム可能なプロセッサベースのサブシステムに動作可能に接続された空間トラッカーとを含む。空間トラッカーによって空間的に追跡可能なモック溶接ツールを用いる。モック溶接ツールは、1つ以上のアダプタを有しており、各アダプタは、特定の溶接タイプの実世界の外観をエミュレートする。ベースが、1つ以上のアダプタのそれぞれに取外し可能に結合されている。 In one aspect of the invention, a virtual welding system includes a programmable processor-based subsystem and a spatial tracker operably connected to the programmable processor-based subsystem. A mock welding tool that can be spatially tracked by a spatial tracker is used. A mock welding tool has one or more adapters, each adapter emulating a real world appearance of a particular weld type. A base is removably coupled to each of the one or more adapters.
本発明の別の態様では、モック溶接ツールは、仮想溶接システム内で使用される。1つ以上のアダプタが用いられており、各アダプタは、特定の溶接タイプの物理的特性をエミュレートする。ベースが、1つ以上のアダプタのそれぞれに取外し可能に結合されており、ベースは、基準(データム)位置に対するモック溶接ツールのリアルタイムの空間位置を特定する。 In another aspect of the invention, the mock welding tool is used in a virtual welding system. One or more adapters are used, each adapter emulating the physical characteristics of a particular weld type. A base is removably coupled to each of the one or more adapters, and the base identifies the real-time spatial position of the mock welding tool relative to a reference (datum) position.
また、仮想溶接システム内でモック溶接ツールを使用する方法が用いられる。第1のアダプタは、ベースに取外し可能に結合されており、第1のアダプタは、第1の溶接タイプに関連付けられている。第1のアダプタは、ベースから取り外されており、ここで、第2のアダプタは、ベースに取外し可能に結合されており、第2のアダプタは、第2の溶接タイプに関連付けられている。共通のベースを用いる複数のアダプタタイプの使用によって、実質的に任意のモバイル位置で用いられるポータブルな仮想溶接システムの使用が容易になる。 A method of using a mock welding tool in a virtual welding system is also used. The first adapter is removably coupled to the base, and the first adapter is associated with the first weld type. The first adapter has been removed from the base, wherein the second adapter is removably coupled to the base and the second adapter is associated with a second weld type. The use of multiple adapter types with a common base facilitates the use of a portable virtual welding system used at virtually any mobile location.
この発明の概要は、本明細書でさらに説明する概念の選択を簡略化した形態で紹介するために提供される。この発明の概要は、特許請求の範囲に記載される主題の主要な特徴又は本質的な特徴を特定することを意図しておらず、また、特許請求の範囲に記載される主題の範囲を限定するために使用することを意図したものでもない。さらに、特許請求の範囲に記載される主題は、本開示の任意の部分で言及されるいくつかの又は全ての不利点を解決するような実装形態に限定されるものではない。本発明の更なる実施形態、態様及び利点は、詳細な説明、図面及び特許請求の範囲から推論可能である。 This Summary is provided to introduce a selection of concepts in a simplified form that are further described herein. This Summary is not intended to identify key features or essential features of the claimed subject matter, nor is it intended to limit the scope of the claimed subject matter. It is not intended to be used to do so. Furthermore, the claimed subject matter is not limited to implementations that solve any or all disadvantages noted in any part of this disclosure. Further embodiments, aspects and advantages of the present invention can be inferred from the detailed description, drawings and claims.
参照を添付図面について行う。本発明の特定の実施形態及び更なる利点が、以下の詳細な説明に詳細に説明されるように示される。
ここで図面を参照すると、本発明のいくつかの実施形態又は実装形態は、以下で、図面とともに説明する。ここで、同様の参照符号は、全体を通して同様の要素を参照するために使用される。本発明の実施形態は、複数のアダプタを収容するためのベースを有するモック溶接ツールを用いる仮想溶接システムを対象としており、ここで、各アダプタは、異なる溶接タイプをシミュレートする。アダプタは、必要なときにベースとの取外し可能なシームレスな結合が可能な共通のサイズを有することができる。様々な例示的な仮想溶接システムを以下に本明細書の文脈で示し且つ説明するが、本発明は、示された例に限定されるものではない。
Reference is made to the attached drawings. Particular embodiments and further advantages of the present invention are shown as described in detail in the following detailed description.
Referring now to the drawings, some embodiments or implementations of the invention are described below in conjunction with the drawings. Here, like reference numerals are used to refer to like elements throughout. Embodiments of the present invention are directed to a virtual welding system that uses a mock welding tool having a base for housing a plurality of adapters, where each adapter simulates a different welding type. The adapters can have a common size that allows for a removable seamless connection with the base when needed. Various exemplary virtual welding systems are shown and described below in the context of this specification, but the invention is not limited to the examples shown.
より具体的には、主題となる実施形態は、プログラム可能なプロセッサベースのサブシステムと、プログラム可能なプロセッサベースのサブシステムに動作可能に接続された空間トラッカー(tracker)と、空間トラッカーによって空間的に追跡可能な少なくとも1つのモック(mock)溶接ツールと、プログラム可能なプロセッサベースのサブシステムに動作可能に接続された少なくとも1つのディスプレイ装置とを含むような仮想現実溶接システムに関する。追加の柔軟性を提供するために、モック溶接ツールは、ベースと複数のアダプタとを含んでおり、各アダプタが、異なる溶接タイプをシミュレートするために用いられる。例えば、第1のアダプタはGMAW溶接をシミュレートすることができ、第2のアダプタはSMAW溶接をシミュレートすることができ、第3のアダプタは酸素燃焼溶接をシミュレートすること等ができる。代替的に又は追加的に、ツールは、酸素燃焼又は他の切断トーチ等の切断装置をシミュレートするために用いることができる。アダプタは全て、これらアダプタが共通のベースに接続され及び取り外される際に、シームレスなスイッチの切替えを可能にする標準化されたサイズを有することができる。ポータブルな使用に対応するために、モック溶接ツールと一緒に使用するための空間に溶接クーポンを保持するために、コンパクトに収納可能なスタンドが用いられる。このように、システムは、仮想現実空間における複数の溶接タイプをシミュレートすることが可能であり、溶接パドルは、各溶接タイプに見合ったリアルタイムの溶湯流動性及び熱放散特性を有する。 More specifically, the subject embodiments include a programmable processor-based subsystem, a spatial tracker operably connected to the programmable processor-based subsystem, and a spatial tracker by means of a spatial tracker. A virtual reality welding system that includes at least one mock welding tool that can be tracked and at least one display device operably connected to a programmable processor-based subsystem. To provide additional flexibility, the mock welding tool includes a base and a plurality of adapters, each adapter being used to simulate a different weld type. For example, the first adapter can simulate GMAW welding, the second adapter can simulate SMAW welding, the third adapter can simulate oxycombustion welding, and the like. Alternatively or additionally, the tool can be used to simulate a cutting device such as oxyfuel combustion or other cutting torch. All adapters can have a standardized size that allows seamless switch switching when these adapters are connected to and removed from a common base. To accommodate portable use, a compact retractable stand is used to hold the weld coupon in space for use with a mock welding tool. In this way, the system can simulate multiple weld types in virtual reality space, and the weld paddle has real-time melt fluidity and heat dissipation characteristics appropriate for each weld type.
シミュレートされた溶接パドルのリアルタイムの溶湯流動性及び熱放散特性は、表示されるときにモック溶接ツールのユーザにリアルタイムの視覚的フィードバックを提供し、ユーザが、このリアルタイムの視覚フィードバックに応答して、リアルタイムで溶接技術を調整又は維持することが可能になる。表示された溶接パドルは、ユーザの溶接技術や選択された溶接工程及びパラメータに基づいて、実世界で形成されるような溶接パドルを表す。パドル(例えば、形状、色、スラグ、サイズ)を確認することにより、ユーザは、良好な溶接部を形成するために自分の溶接技術を変更し、行うべき溶接のタイプを決定することができる。パドルの形状は、モック溶接ツールの動きに応答する。本明細書で使用される際に、用語「リアルタイム」は、ユーザが実世界の溶接シナリオにおいて知覚し且つ経験するのと同じ方法で、シミュレートされた環境でその時間内に知覚し且つ経験することを意味する。さらに、溶接パドルは、重力を含む物理的な環境の影響に応答し、ユーザが、水平方向の、垂直方向の、及び頭上の溶接並びに様々な角度でのパイプ溶接を含む様々な位置で溶接を現実的に練習することを可能にする。 The real-time melt fluidity and heat dissipation characteristics of the simulated weld paddle provide real-time visual feedback to the mock welding tool user when displayed, and the user responds to this real-time visual feedback It becomes possible to adjust or maintain the welding technique in real time. The displayed weld paddle represents a weld paddle as formed in the real world based on the user's welding technique and the selected welding process and parameters. By checking the paddle (e.g., shape, color, slug, size), the user can change their welding technique to form a good weld and determine the type of weld to perform. The paddle shape responds to the movement of the mock welding tool. As used herein, the term “real time” perceives and experiences in that time in a simulated environment in the same way that a user perceives and experiences in a real-world welding scenario. Means that. In addition, the weld paddle responds to the effects of the physical environment, including gravity, allowing the user to weld at various positions, including horizontal, vertical and overhead welding as well as pipe welding at various angles. It makes it possible to practice realistically.
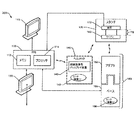
ここで例示的な実施形態を示す目的のために示される図面を参照すると、図1は、リアルタイム仮想現実環境内でアーク溶接訓練を提供するような仮想溶接システム100のブロック図である。仮想溶接システム100は、プログラム可能なプロセッサベースのサブシステム(PPS)110を含む。仮想溶接システム100は、サブシステム(PPS)110に動作可能に接続された空間トラッカー(ST)120をさらに含む。仮想溶接システム100は、サブシステム(PPS)110に動作可能に接続された有形の溶接ユーザインターフェイス(WUI)130と、サブシステム(PPS)110及び空間トラッカー(ST)120に動作可能に接続された顔面装着型ディスプレイ装置(FMDD)140とを含む。仮想溶接システム100は、サブシステム(PPS)110に動作可能に接続された監視員用ディスプレイ装置(ODD)150をさらに含む。仮想溶接システム100は、空間トラッカー(ST)120及びサブシステム(PPS)110に動作可能に接続された少なくとも1つのモック溶接ツール(MWT)160も含む。仮想溶接システム100は、スタンド170と、このスタンド170に取付け可能な少なくとも1つの溶接クーポン(WC)180とをさらに含む。モック溶接ツール(MWT)160は、複数の異なる溶接タイプをシミュレートするために、1つ以上のアダプタ(図示せず)に結合するベース(図示せず)を含むことができる。
Referring now to the drawings shown for purposes of illustrating exemplary embodiments, FIG. 1 is a block diagram of a
図2は、図1に示されたシステムの一実装形態を表すようなシステム200を示す。顔面装着型ディスプレイ装置(FMDD)140を用いて、ユーザが溶接を視覚的に体験するためのシミュレートされた仮想環境を表示する。このシミュレートされた環境の正確なレンダリング(画像の3次元化)を提供するために、顔面装着型ディスプレイ装置(FMDD)140はサブシステム(PPS)110と通信して、システム200の顔面装着型ディスプレイ装置(FMDD)140の空間位置に関するデータを送受信する。通信は、既知の配線接続及び/又はBluetooth(登録商標)、無線イーサネット(登録商標)等の無線技術を利用して容易にすることができる。空間位置データを取得するために、1つ以上のセンサ142が、顔面装着型ディスプレイ装置(FMDD)140内に及び/又はこれに近接して配置される。センサ142は、次に、磁石172等の、システム200内の特定の基準(データム)に関する空間位置を評価する。磁石172は、既知の基準点に位置付けされており、且つ溶接クーポン180に対して所定の距離178で配置される。この所定の距離178は、スタンド170に関連したフォームファクタ、テンプレート、又は予備構成された構造を利用することによって維持することができる。こうして、磁石172に対するセンサ142の移動は、スタンド170内の溶接クーポン180に対する顔面装着型ディスプレイ装置(FMDD)140の位置データを本質的に提供することができる。センサ142は、既知の通信プロトコルを利用して磁石に対する位置を特定するために無線通信することができ、顔面装着型ディスプレイ装置(FMDD)140をリアルタイムで更新して、ユーザの動きと一致させる。
FIG. 2 shows a
システム200は、ベース166に結合されるアダプタ162を含むような、モック溶接ツール(MWT)160も含む。アダプタ162は、複数のアダプタのうちの1つを単に表しており、各アダプタが特定の溶接タイプをシミュレートすることを認識すべきである。アダプタ162は、ベース166に取外し可能に結合されており、別の代替品として、あるアダプタの取外し及び交換を可能にする。取外し可能な結合は、タブ、ディンプル、スライダ、プッシュボタン等を利用して達成することができ、ユーザがアダプタ162及び/又はベース166を押し下げ、ねじり、又は他に機械的に変更することができる。特定の溶接タイプを正確にシミュレートするために、各アダプタ162は、実際の溶接動作を行うために使用される実世界の等価物を表すようにサイズ決めされる。一旦、特定のアダプタがベースに結合されると、ユーザは使用する際にアダプタのタイプを入力して、PPSがこのPPSに関連する適切な命令セットをロードして実行することを可能にする。このように、各アダプタタイプに見合った正確なレンダリングは、顔面装着型ディスプレイ装置(FMDD)140上に表示される。
The
1つ以上のセンサ168を、ベース166内に又はこれに近接して配置することができる。顔面装着型ディスプレイ装置(FMDD)140と同様に、センサ68は、スタンド170上の磁石172に対する空間位置を無線で判定することができる。このように、アダプタ162及びベース166は、組み合わされて、アダプタ162及びベース166の両方の寸法が既定される際に、磁石172に対する既知の位置及び空間を本質的に有する。システム200は、各アダプタ162を収容するために適切に較正されることを保証するために、ユーザは、(例えば溶接ユーザインターフェイス(WUI)130を介して)サブシステム(PPS)110とインターフェイスして、特定のアダプタが現在使用中であるという表示を示す。一旦このような表示が示されると、サブシステム(PPS)110は、メモリ112からルックアップテーブルを読み出すことができ、このテーブルは、顔面装着型ディスプレイ装置(FMDD)140を介してユーザが経験したようなシミュレートされた環境を適切にレンダリングするためのルールセットを含む。
One or
一実施形態では、サブシステム(PPS)110は、開示されたアーキテクチャを実行するために動作可能なコンピュータである。本発明の様々な態様について追加のコンテキストを提供するために、以下の議論は、本発明の様々な態様を実装するような適切なコンピュータ環境の簡潔で一般的な説明を提供することを意図している。サブシステム(PPS)110は、1つ以上のコンピュータ上で実行され、他のプログラムモジュールと組み合わせて及び/又はハードウェアとソフトウェアとの組み合わせとして実装されるような、コンピュータ実行可能命令を用いることができる。一般に、プログラムモジュールは、特定のタスクを実行する或いは特定の抽象データタイプを実装するような、ルーチン、プログラム、コンポーネント、データ構造等を含む。例えば、そのようなプログラム及びコンピュータ実行可能命令は、各種のコンピュータ制御パラダイムを使用するロボットを介して処理することができる。 In one embodiment, subsystem (PPS) 110 is a computer operable to execute the disclosed architecture. In order to provide additional context for various aspects of the present invention, the following discussion is intended to provide a concise and general description of a suitable computing environment for implementing various aspects of the present invention. ing. Subsystem (PPS) 110 may use computer-executable instructions that are executed on one or more computers and implemented in combination with other program modules and / or as a combination of hardware and software. it can. Generally, program modules include routines, programs, components, data structures, etc. that perform particular tasks or implement particular abstract data types. For example, such programs and computer-executable instructions can be processed via a robot using various computer control paradigms.
さらに、当業者は、本発明の方法が、シングルプロセッサ又はマルチプロセッサ・コンピュータシステム、ミニコンピュータ、メインフレームコンピュータを含む他のコンピュータシステム構成だけでなく、パーソナルコンピュータ、ハンドヘルドコンピュータ装置、マイクロプロセッサベースの又はプログラム可能な家庭用電化製品等と共に実装できることを理解するであろう。各コンピュータは、1つ以上の関連装置に動作可能に接続することができる。本発明の例示の態様は、分散コンピュータ環境で実施することもでき、ここで、特定のタスクが、通信ネットワークを介してリンクされた遠隔処理装置によって実行される。分散コンピュータ環境では、プログラムモジュールは、ローカルメモリ記憶装置及びリモートメモリ記憶装置の両方に配置することができる。 Moreover, those skilled in the art will recognize that the method of the present invention is not limited to other computer system configurations including single processor or multiprocessor computer systems, minicomputers, mainframe computers, as well as personal computers, handheld computer devices, microprocessor-based It will be understood that it can be implemented with programmable household appliances and the like. Each computer can be operatively connected to one or more associated devices. The illustrated aspects of the invention may also be practiced in distributed computing environments where certain tasks are performed by remote processing devices that are linked through a communications network. In a distributed computing environment, program modules can be located in both local and remote memory storage devices.
サブシステム(PPS)110は、コンピュータを含む本発明の様々な態様を実装するための例示的な環境を利用することができ、コンピュータは、通信目的のためのプロセッサ114、メモリ112及びシステムバスを含む。システムバスは、メモリ112を含むがこれに限定されないシステム・コンポーネントをプロセッサ114に結合する。プロセッサ114は、市販の様々なプロセッサのいずれであってよい。デュアルマイクロプロセッサ及び他のマルチプロセッサ・アーキテクチャも、プロセッサ114として用いることもできる。
Subsystem (PPS) 110 can utilize an exemplary environment for implementing various aspects of the invention, including a computer, which includes
システムバスは、メモリバス又はメモリコントローラ、周辺バス、及び市販の様々なバスアーキテクチャのいずれかを使用するローカルバスを含むような、複数のタイプのバス構造のいずれかとすることができる。メモリ112は、読み取り専用メモリ(ROM)及びランダムアクセスメモリ(RAM)を含むことができる。起動中等にサブシステム(PPS)110内の要素同士の間で情報を転送するのに役立つ基本ルーチンを含むような基本入力/出力システム(BIOS)が、ROMに格納されている。
The system bus can be any of several types of bus structures, including a memory bus or memory controller, a peripheral bus, and a local bus using any of a variety of commercially available bus architectures. The
サブシステム(PPS)110は、例えばリムーバブルディスクからの読取り又は書込むためのハードディスクドライブや、磁気ディスクドライブ、CD−ROMディスクを読取るため又は他の光媒体からの読取り又は書込むための光ディスクドライブ等をさらに含むことができる。サブシステム(PPS)110は、少なくともいくつかの形態のコンピュータ可読媒体を含むことができる。コンピュータ可読媒体は、コンピュータによってアクセスできる任意の利用可能な媒体である。例として、制限するものではなく、コンピュータ可読媒体は、コンピュータ記憶媒体及び通信媒体を含んでもよい。コンピュータ記憶媒体は、コンピュータ可読命令、データ構造、プログラムモジュール又は他のデータ等の情報を記憶するための任意の方法又は技術で実装された、揮発性及び不揮発性の、リムーバブル及び非リムーバブル媒体を含む。コンピュータ記憶媒体は、RAM、ROM、EEPROM、フラッシュメモリ又は他のメモリ技術、CD−ROM、デジタル多用途ディスク(DVD)又は他の磁気記憶装置、又は所望される情報を格納するために使用され且つサブシステム(PPS)110によってアクセスできる他の任意の媒体を含むが、これらに限定されるものではない。 The subsystem (PPS) 110 is, for example, a hard disk drive for reading or writing from a removable disk, a magnetic disk drive, an optical disk drive for reading a CD-ROM disk or reading or writing from another optical medium, etc. Can further be included. Subsystem (PPS) 110 may include at least some form of computer readable media. Computer readable media can be any available media that can be accessed by a computer. By way of example, and not limitation, computer readable media may include computer storage media and communication media. Computer storage media includes volatile and non-volatile removable and non-removable media implemented in any method or technique for storing information such as computer-readable instructions, data structures, program modules or other data. . The computer storage medium is used to store RAM, ROM, EEPROM, flash memory or other memory technology, CD-ROM, digital versatile disc (DVD) or other magnetic storage device, or desired information and This includes, but is not limited to, any other medium that can be accessed by subsystem (PPS) 110.
通信媒体は、典型的に、コンピュータ可読命令、データ構造、プログラムモジュール又は、搬送波又は他の送信機構等の変調されたデータ信号のデータを具現化し、任意の情報配信媒体を含む。用語「変調データ信号」は、1つ又は複数のその特徴セットを有する信号や、信号内の情報をエンコード化するような方法で変更された信号を意味する。例として、限定するものないが、通信媒体は、有線ネットワークや直接的な有線接続等の有線媒体、又は音響、RF、赤外線及び他の無線媒体等の無線媒体を含む。上述した媒体の任意の組み合わせは、コンピュータ可読媒体の範囲内に含まれる。 Communication media typically embodies computer readable instructions, data structures, program modules or data in a modulated data signal such as a carrier wave or other transmission mechanism and includes any information delivery media. The term “modulated data signal” means a signal that has one or more of its characteristics set or changed in such a manner as to encode information in the signal. By way of example, and not limitation, communication media includes wired media such as a wired network or direct wired connection, or wireless media such as acoustic, RF, infrared and other wireless media. Any combination of the above-described media is included within the scope of computer-readable media.
オペレーティングシステム、1つ以上のアプリケーション・プログラム、他のプログラムモジュール、及びプログラムデータを含むようないくつかのプログラムモジュールは、ドライブ及びRAMに記憶されてもよい。サブシステム(PPS)110のオペレーティングシステムは、市販の多数のオペレーティングシステムのいずれかとすることができる。 Several program modules may be stored in the drive and RAM, including an operating system, one or more application programs, other program modules, and program data. The operating system of the subsystem (PPS) 110 can be any of a number of commercially available operating systems.
さらに、ユーザは、キーボードや、マウス等のポインティング・デバイスを介してコンピュータにコマンド及び情報を入力することができる。他の入力装置は、マイクロフォン、IRリモートコントロール、トラックボール、ペン入力装置、ジョイスティック、ゲームパッド、デジタル化タブレット、衛星放送受信アンテナ、スキャナ等を含んでもよい。これらの入力装置及び他の入力装置は、大抵の場合、システムバスに結合されるが、パラレルポート、ゲームポート、ユニバーサルシリアルバス(USB)、IRインターフェイス、及び/又は様々な無線技術等の他のインターフェイスによっても接続することができるような、シリアルポートインターフェイスを介してプロセッサに接続される。モニタ(図示せず)又は他のタイプのディスプレイ装置は、ビデオアダプタ等のインターフェイスを介してシステムバスに接続してもよい。視覚的出力は、リモートデスクトッププロトコル、VNC、X−Windowシステム等のリモートディスプレイ・ネットワークプロトコルを介して達成することもできる。視覚的出力に加えて、コンピュータは、典型的に、スピーカーやプリンタ等の他の周辺出力装置を含む。 Furthermore, the user can input commands and information into the computer via a keyboard or a pointing device such as a mouse. Other input devices may include a microphone, IR remote control, trackball, pen input device, joystick, game pad, digitizing tablet, satellite dish, scanner, and the like. These and other input devices are often coupled to the system bus, but other ports such as a parallel port, game port, universal serial bus (USB), IR interface, and / or various wireless technologies It is connected to the processor via a serial port interface, which can also be connected by an interface. A monitor (not shown) or other type of display device may be connected to the system bus via an interface, such as a video adapter. Visual output can also be achieved via a remote display network protocol such as a remote desktop protocol, VNC, X-Windows system or the like. In addition to visual output, computers typically include other peripheral output devices such as speakers and printers.
監視員用ディスプレイ装置(ODD)150及び溶接ユーザインターフェイス(WUI)130等のディスプレイは、プロセッサから電子的に受信したデータを提示するために、サブシステム(PPS)110と一緒に用いることができる。例えば、ディスプレイは、データを電子的に提示するようなLCD、プラズマ、CRT、モニタ等とすることができる。代替的に又は追加的に、ディスプレイは、プリンタ、ファクシミリ、プロッタ等のハードコピー形式で受信したデータを提示することができる。ディスプレイは、任意のカラーでデータを表示でき、且つ無線又は任意のハードワイヤ(配線接続)のプロトコル及び/又は規格を介してサブシステム(PPS)110からデータを受信することができる。一実施形態では、溶接ユーザインターフェイス(WUI)130は、ユーザが、1つ以上の以前のシミュレーションからの溶接データを検討するようにサブシステム(PPS)110とインターフェイス可能にするタッチスクリーンである。ユーザは、特定の分析(例えば、溶接品質)に関する情報を識別するために、様々なデータパラダイムを検索することもできる。このようなデータは、スコアリング又は他の比較のために、1つ以上のベンチマークについて評価される。 Displays such as an observer display device (ODD) 150 and a welding user interface (WUI) 130 may be used with the subsystem (PPS) 110 to present data received electronically from the processor. For example, the display can be an LCD, plasma, CRT, monitor, etc. that presents data electronically. Alternatively or additionally, the display can present data received in a hardcopy format such as a printer, facsimile, plotter, etc. The display can display data in any color and can receive data from the subsystem (PPS) 110 via a wireless or any hardwire protocol and / or standard. In one embodiment, the weld user interface (WUI) 130 is a touch screen that allows a user to interface with the subsystem (PPS) 110 to review weld data from one or more previous simulations. The user can also search various data paradigms to identify information regarding a particular analysis (eg, weld quality). Such data is evaluated for one or more benchmarks for scoring or other comparison.
コンピュータは、論理的及び/又は物理的な接続を使用するネットワーク環境で、リモートコンピュータ(複数可)等の1つ以上のリモートコンピュータに対して動作することができる。リモートコンピュータ(複数可)は、ワークステーション、サーバコンピュータ、ルータ、パーソナルコンピュータ、マイクロプロセッサベースの娯楽機器、ピア(peer)デバイス、又は他の共通ネットワークノードとすることができ、典型的には、コンピュータに関して説明した多くの又は全ての要素を含むことができる。示される論理接続は、ローカルエリアネットワーク(LAN)及びワイドエリアネットワーク(WAN)を含む。このようなネットワーク環境は、オフィス、企業規模のコンピュータネットワーク、イントラネット、及びインターネットにおいて一般的である。 The computer can operate against one or more remote computers, such as remote computer (s), in a network environment that uses logical and / or physical connections. The remote computer (s) can be a workstation, server computer, router, personal computer, microprocessor-based entertainment device, peer device, or other common network node, typically a computer Many or all of the elements described with respect to can be included. The logical connections shown include a local area network (LAN) and a wide area network (WAN). Such network environments are commonplace in offices, enterprise-wide computer networks, intranets, and the Internet.
LANネットワーク環境で使用する場合に、コンピュータは、ネットワーク・インターフェイス又はアダプタを介してローカルネットワークに接続される。WANネットワーク環境で使用する場合に、コンピュータは、典型的にはモデムを含むか、LAN上の通信サーバに接続されるか、インターネット等のWAN上で通信を確立する他の手段を有する。ネットワーク環境では、コンピュータ又はその一部に関して示されるプログラムモジュールは、リモートメモリ記憶装置に格納してもよい。本明細書で説明するネットワーク接続は例示的なものであり、コンピュータ間の通信リンクを確立する他の手段を使用してもよい。 When used in a LAN networking environment, the computer is connected to the local network through a network interface or adapter. When used in a WAN network environment, the computer typically includes a modem, is connected to a communication server on the LAN, or has other means of establishing communication over the WAN, such as the Internet. In a network environment, program modules illustrated with respect to the computer or portions thereof may be stored in a remote memory storage device. The network connections described herein are exemplary and other means of establishing a communications link between computers may be used.
図3〜図5は、アダプタ162の非限定的な実施例を示している。図3は、GMAW溶接ガン300のようなアダプタ162を示す。図4は、スティック形状溶接ツール400のようなアダプタ162を示す。図5は、酸素燃焼トーチ500のようなアダプタ162を示す。アダプタは、複数の異なる構成要素を有するものとして本明細書に説明されるが、アダプタの単一要素の及び複数要素の実施形態の両方が、本発明の範囲内に企図されることを理解されたい。最初に図3を考慮すると、GMAW溶接ガン300は、チューブ312を介してインターフェイス318に接続されたノズル310を含む。溶接ガン300は、実世界での用途で使用される際に、GMAWガンと略同じ重量と寸法を有することができる。ガン300内の各構成要素の寸法は、既知の値であり、この値を用いて、溶接クーポン180及び磁石172を考慮してガンを較正することができる。インターフェイス318は、ベースへのアダプタ300の取外し可能な結合を可能にするような1つ以上の機械的機構を含むことができる。
3-5 illustrate a non-limiting example of the
図4は、プレート及びパイプ溶接用のスティック形状溶接ツール400を示しており、この溶接ツールは、ホルダー422とシミュレートされたスティック形状電極410とを含む。一実施形態では、シミュレートされたスティック形状電極410は、実世界のパイプ溶接の際の例えばルートパス溶接手順中に又はプレートを溶接するときに生じる抵抗フィードバックをシミュレートするための触覚抵抗性チップを含むことができる。ユーザが、シミュレートされたスティック形状電極162をこのルートから非常に離れた個所に移動させた場合に、これにより、ユーザは、より小さな抵抗を感じるか、又は感知することができ、こうして現在の溶接工程を調整する及び維持するために使用するフィードバックを導出することができる。インターフェイス418は、スティック形状溶接ツール400のベースへの取外し可能な結合を可能にする。
FIG. 4 shows a stick-shaped
図5は、ノズル510とインターフェイス518とを含む酸素燃焼アダプタ500を示しており、このインターフェイスは、酸素燃焼アダプタ500のベースへの取外し可能な結合を可能にする。この実施形態では、インターフェイス518は、ベースの直径の周りに固定されたカラー522を含む。プッシュボタン520は、ベース上の相補的な機構(例えば、ディンプル)と機械的にインターフェイスする突起や他の機構を含むことができる。このように、アダプタ500は、プッシュボタンが押し下げられる又は他に操作されるかに依存してベースに「ロック」することができる。他の実施形態では、酸素燃焼アダプタは、金属対象物を切断するために使用される切断トーチを表すために使用される。この実施形態では、切断トーチは、この切断トーチが実世界の用途で動作するかのように、仮想溶接システム内に表示される。例えば、サブシステム(PPS)110は、溶接トーチの代わりに、切断トーチの適用を表すコードをロードして実行することができる。
FIG. 5 shows an
本発明の他の実施形態によれば、例えば溶接ガンを介して供給されるワイヤ電極を有するハンドヘルド半自動溶接ガンをシミュレートするようなMWTを含む、他のモック溶接ツールも同様に可能である。さらに、本発明の他のいくつかの実施形態によれば、実世界の溶接ツールは、ツールが仮想溶接システム100において現実のアークを形成するために実際に使用されていない場合であっても、ユーザの手の中のツールの実際の感触をより良くシミュレートするためにモック溶接ツール(MWT)160として使用することができる。また、シミュレートされた研削ツールは、仮想溶接システム100のシミュレートされた研削モードでの使用のために提供してもよい。同様に、シミュレートされた切削ツールは、仮想溶接システム100のシミュレートされた切削モードでの使用のために提供してもよい。さらに、シミュレートされたガスタングステン・アーク溶接(GTAW)トーチ又はフィラー材料は、仮想溶接システム100で使用するために提供してもよい。
According to other embodiments of the present invention, other mock welding tools are possible as well, including MWTs, for example to simulate a handheld semi-automatic welding gun with wire electrodes fed through the welding gun. Further, according to some other embodiments of the present invention, a real world welding tool may be used even if the tool is not actually used to form a real arc in the
図6は、GMAWガン300、スティック形状溶接ツール400、酸素燃焼アダプタ500等の1つ以上のアダプタにインターフェイスするために使用されるベース600を示す。ベース600は、本明細書で説明するセンサ168等の1つ以上の電子部品を収容することができるような本体620を含む。一実施形態では、本体620は、例えば、ねじ、ボルト、リベット等の締結具640を介して一緒に保持されるような2つの半体からなる。配線接続ケーブル630は、ベース600とサブシステム(PPS)110との通信を容易にするために、本体620から延びている。
FIG. 6 shows a base 600 that is used to interface to one or more adapters, such as a
インターフェイス610は、ランディング(landing)614と、このインターフェイス610の反対側に配置されたディンプル(dimple)616とを含む。ランディングとディンプルとの組み合わせは、例示的なアダプタ300,400,500のインターフェイス内で相補的な構成要素に対して取外し可能なインターロック(連結装置)として機能することができる。しかしながら、任意の機械的インターフェイスは、実質的に、ベース600へのアダプタの効率的な取外し及び交換を容易にするように企図されている。突起部636内に配置されたプッシュボタン618は、このプッシュボタン618が押し下げられたときに、ユーザがアクティブな溶接モード内にいることを示すために用いられている。少なくともアダプタ400に関して、相補的なフォームファクタが、プッシュボタン618上でスリーブとして嵌合するようにアダプタに含めることができ、ユーザは、アダプタ上のフォームファクタ機構を介してプッシュボタンを押し下げることができる。この目的のために、アダプタのフォームファクタは、ユーザに実世界の外観及び溶接動作の感覚を与えるために、実世界のトリガー又は同様の装置をシミュレートすることができる。
The
図7は、内部に配置されたセンサ652を明らかにするベース600の切欠き斜視図である。センサ652は、ケーブル654を介して1つ以上の異なる構成要素(例えば、サブシステム(PPS)110)と通信し、ベース600内の既定の位置で配置され、且つ締結具658を介して所定の位置で保持される。ベーン(翼)(vane)672は、本体620の全体を通じたベース600の構造的支持を提供する。一実施形態では、センサ652は、静電容量センサ、圧電、渦電流、誘導、超音波、ホール効果、及び/又は赤外線近接センサ技術等の既知の非接触技術を利用する。このような技術は、ヘルメット146で使用されるセンサ142,168と、ベース166とをそれぞれ含むような、本明細書で説明する他のセンサと一緒に用いられる。図8は、モック溶接ツール800を示しており、ここで、アダプタ400が、仮想溶接システム100内で使用するベース600に取外し可能に結合されている。
FIG. 7 is a cut-away perspective view of the base 600 revealing the sensor 652 disposed therein. Sensor 652 communicates with one or more different components (eg, subsystem (PPS) 110) via
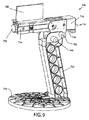
図9は、磁石710に関して既知の位置の空間に溶接クーポン758を位置付けするために利用されるスタンド700を示す。スタンド700は、直立部722を介して互いに結合されるアーム714及びベース724を含む。一実施形態では、直立部722は、ベース724に取外し可能に係合しており、スタンド700が包装や輸送のために個別の構成要素に分解できるようにする。また、ベース724及び直立部722は、比較的小さい重量を同時に維持するような構成要素に構造的支持体を追加する1つ以上の構造的機構(例えば、ベーン(翼))を有することができる。プランジャ732は、アームから離れる方向に引き込むことができ、繰返し可能な空間位置においてスタンド700上のクーポンの取外しや交換を可能にする。
FIG. 9 shows a
アーム714の寸法と、ランディング738上に配置された磁石710に対する溶接クーポン758の位置は、全て既知であり、溶接クーポン758に近接するモック溶接ツールが、既知の出力及び反復可能な出力を有しており、それによって適切なリアルタイム仮想溶接環境をユーザに提供する。ピン762,764は、スタンド700から取り外すことができ、図10に示されるように、アーム714がピン764の周りに旋回可能になる。この実施形態では、ピン762は、孔766,768から取外され、それによってアーム714がピン764の周りで第2の位置に回転可能になる。このように、ユーザは、それぞれの平面に関連するニュアンスを学習するために複数の平面(例えば、水平面及び垂直面)内の溶接をシミュレートすることができる。スタンド700の設計は、溶接クーポン758に対する磁石710の空間位置が、リアルタイムシミュレーション環境溶接の形成及び表示のための正確で再現性のある結果を提供するためのいずれかの位置に維持されることを保証するということは注目に値する。
The dimensions of the
図11は、ある場所から他の場所に容易に移送することができるようなモバイル溶接キットを示す。このキットは、バッテリー、A/C、他の電源を含む動力源の近くの任意の位置で実質的にセットアップすることができる。容器810は、溶接装置のハウジングとして実質的に形成することができ、その内部は、複数のシェル、溶接ユーザインターフェイス(WUI)130を収容するためのプラットフォームや他の格納領域、スタンド700、モック溶接ツール800、及びヘルメット900を含む。容器は、容器810の効率的な移送を容易にするために、車輪をさらに含む。
FIG. 11 shows a mobile welding kit that can be easily transferred from one location to another. The kit can be set up substantially at any location near the power source, including batteries, A / C, and other power sources. The
図12は、典型的な溶接システムに関連付けられた複数のメトリックを表示する例示的なユーザインターフェイス830を示す。インターフェイス830は、シミュレートされた溶接システムを利用するアダプタのタイプを識別するためにセレクター832を含む。温度計836、電流計838、電圧計842は、溶接動作中にリアルタイムのフィードバックをユーザに提供することができる。同様に、854,856は、追加情報を表示して、ユーザ入力がフィードバックを変更することを可能する。図13は、実世界のハードウェア溶接システムのインターフェイスをシミュレートするような代替ユーザインターフェイス860を示す。一実施形態では、ユーザは、本明細書に説明されるようなタッチスクリーン又は他の周辺入力方法を使用して、ディスプレイ860に入力を提供することができる。
FIG. 12 shows an
図14及び図15は、仮想溶接システムを作動させるときに、ユーザが着用するヘルメット900を示す。図14は、ヘルメット900の正面斜視図を示しており、このヘルメットは、上述したように、実世界のアプリケーションで使用され且つFMDDを含めるように改良された実際の溶接ヘルメットとすることができる。このように、ユーザは、実世界のシナリオと同じように、溶接ヘルメットを着用することができ、仮想環境が、顔面装着型ディスプレイ装置(FMDD)140を介してリアルタイムでユーザに表示される。図15は、溶接ヘルメット900内に一体化された顔面装着型ディスプレイ装置(FMDD)140の例示的な実施形態を示す。顔面装着型ディスプレイ装置(FMDD)140は、有線手段又は無線手段のいずれかを介してサブシステム(PPS)110及び空間トラッカー(ST)120に動作可能に接続される。空間トラッカー(ST)120のセンサ142は、本発明の様々な実施形態によれば、顔面装着型ディスプレイ装置(FMDD)140又は溶接ヘルメット900に取り付けることができ、顔面装着型ディスプレイ装置(FMDD)140及び/又は溶接ヘルメット900が、空間トラッカー(ST)120によって形成された3次元空間フレームのリファレンスに対して追跡するのを可能にする。
14 and 15 show a
図16は、図1の仮想溶接システム100のプログラム可能なプロセッサベースのサブシステム(PPS)110のサブシステムのブロック図の例示的な実施形態を示す。サブシステム(PPS)110は、本発明の実施形態によれば、中央処理装置(CPU)111と1つ以上のグラフィック処理装置(GPU)115とを含む。一実施形態では、1つのGPU115は、顔面装着型ディスプレイ装置(FMDD)140上に単眼視(monoscopic)を提供するために使用される。別の実施形態では、2つのGPU115は、顔面装着型ディスプレイ装置(FMDD)140上に立体視(stereoscopic)を提供するために使用される。いずれのケースでも、ユーザは、本発明の実施形態によれば、リアルタイムの溶湯流動性及び熱吸収特性及び熱放散特性を有する溶接パドル(別名、溶接プール)の仮想現実シミュレーションを見る。
FIG. 16 shows an exemplary embodiment of a block diagram of a programmable processor-based subsystem (PPS) 110 subsystem of the
図17は、図10のサブシステム(PPS)110にけるグラフィック処理装置(GPU)115のブロック図の例示的な実施形態を示す。各GPU115は、データ並列アルゴリズムの実装をサポートする。本発明の実施形態によれば、各GPU115は、2つの仮想現実のビューを提供可能な2つのビデオ出力118,119を提供する。2つのビデオ出力は、顔面装着型ディスプレイ装置(FMDD)140に送ることができ、溶接者の視点をレンダリングし、第3のビデオ出力は、例えば溶接者の視点又は他のいくつかの視点のいずれかをレンダリングするような監視員用ディスプレイ装置(ODD)150に送ることができる。残りの第4のビデオ出力は、例えばプロジェクタに送ることができる。両方のGPU15は、同じ溶接の物理的計算を実行するが、同じ又は別の観点から仮想現実環境をレンダリングすることができる。GPU115は、コンピュータ統合化デバイスアーキテクチャ(CUDA)116とシェーダ(shader)117とを含む。CUDA116は、業界標準のプログラミング言語を介してソフトウェア開発者にアクセス可能にされたGPU115のコンピュータエンジンである。CUDA116は、並列コアを含み、本明細書で説明する溶接パドルシミュレーションの物理モデルを実行するために使用される。CPU111は、リアルタイムの溶接入力データをGPU115上のCUDA116に提供する。シェーダ117は、シミュレーションの全てのビジュアルの描画及び適用に応答可能である。ビード(bead)やパドルビジュアルは、本明細書に後で説明されるwexel変位マップの状態によって動かされる。本発明の実施形態によれば、物理モデルは、毎秒約30回の割合で、実行され且つ更新される。
FIG. 17 illustrates an exemplary embodiment of a block diagram of a graphics processing unit (GPU) 115 in the subsystem (PPS) 110 of FIG. Each
図18は、図1の仮想溶接システム100の機能ブロック図の例示的な実施形態を示す。図12に示されるように仮想溶接システム100の様々な機能ブロックは、サブシステム(PPS)110で実行されるソフトウェア命令及びモジュールを介して主に実装される。仮想溶接システム100の様々な機能ブロックは、物理インターフェイス1201、トーチ及びクランプモデル1202、環境モデル1203、サウンドコンテンツ機能1204、溶接サウンド1205、スタンド/テーブルモデル1206、内部アーキテクチャ機能1207、キャリブレーション機能1208、溶接クーポンモデル1210、溶接物理1211、内部物理調整ツール(微調整をする道具)1212、グラフィカル・ユーザインターフェイス機能1213、グラフ作成機能1214、生徒レポート機能1215、レンダー1216、ビードレンダリング1217、3次元テクスチャ1218、視覚的な手がかり機能1219、スコアリング及び公差機能1220、公差エディタ1221及び空間エフェクト1222を含む。
FIG. 18 illustrates an exemplary embodiment of a functional block diagram of the
内部アーキテクチャ機能1207は、例えばファイルのロード、情報の保持、スレッドの管理、物理モデルの投入、及びメニューのトリガー等を含むような、仮想溶接システム100のプロセスのより高いレベルのソフトウェア管理(ロジスティクス)を提供する。内部アーキテクチャ機能1207は、本発明の実施形態によれば、CPU111上で実行される。サブシステム(PPS)110への特定のリアルタイム入力は、アーク位置、ガン位置、FMDD又はヘルメットの位置、ガンのオン/オフ状態、及び接触モード状態(はい/いいえ)を含む。
Internal architecture functions 1207 include higher level software management (logistics) of
グラフィカル・ユーザインターフェイス機能1213は、ユーザが、物理的なユーザインターフェイス130のジョイスティック132を使用する監視員用ディスプレイ装置(ODD)150を介して、溶接シナリオを設定することを可能にする。本発明の実施形態によれば、溶接シナリオのセットアップは、言語の選択、ユーザ名の入力、試しプレート(すなわち、溶接クーポン)の選択、溶接工程(例えば、FCAW、GMAW、SMAW)及び関連する軸方向のスプレー、パルス、又はショートアーク法の選択、ガスタイプ及び流量の選択、スティック形状電極のタイプ(例えば、6010又は7018)の選択、フラックス入りワイヤ(例えば、自己シールド、ガスシールドのタイプ)の選択を含む。溶接シナリオのセットアップは、テーブルの高さ、アームの高さ、アームの位置、スタンド170のアーム回転の選択も含む。溶接シナリオのセットアップは、さらに、環境(例えば、仮想現実空間内のバックグラウンド環境)の選択、ワイヤ送給速度の設定、電圧レベルの設定、アンペア数の設定、極性の選択、特定の視覚的な手がかりのオン又はオフにすることを含む。
The graphical
シミュレートされた溶接シナリオ中に、グラフ作成機能1214は、ユーザの能力パラメータを収集し、グラフ形式で(例えば、監視員用ディスプレイ装置(ODD)150上に)表示するために、ユーザの能力パラメータをグラフィカル・ユーザインターフェイス機能1213に提供する。空間トラッカー(ST)120からの追跡情報は、グラフ作成機能1214に供給される。グラフ作成機能1214は、シンプル分析モジュール(SAM)と、ホイップ(whip)/ウィーブ(weave)分析モジュール(WWAM)とを含む。SAMは、溶接移動角度、移動速度、溶接角度、位置、及び先端を含むユーザ溶接パラメータを分析して、この溶接パラメータをビードテーブルに格納されたデータと比較することにより、一定距離を動かす。WWAMは、ダイム(わずかな)間隔、ホイップ時間、パドル時間を含むユーザのホイップパラメータを分析する。WWAMは、織り幅、織り間隔、織りのタイミングを含むユーザのウィーブ(weave)パラメータを分析する。SAM及びWWAMは、生のデータ入力(例えば、位置及び姿勢データ)を、グラフ作成のために機能的に使用可能なデータに解釈する。SAM及びWWAMによって分析された各パラメータについて、公差ウィンドウは、公差エディタ1221を使用するビードテーブル内の最適な且つ理想的な設定値入力付近に制限するパラメータによって規定され、スコアリング及び公差機能1220が実行される。
During a simulated welding scenario, the
公差エディタ1221は、材料の使用、電気の使用、及び溶接時間を概算する全て溶接メータ(weldometer)を含む。さらに、いくつかのパラメータが公差範囲外である場合には、不連続な溶接(すなわち、溶接欠陥)が発生することがある。任意の不連続状態の溶接は、グラフ作成機能1214によって処理され、グラフィカル・ユーザインターフェイス機能1213を介してグラフ形式で提示される。このような不連続な溶接は、不適切な溶接サイズ、乏しいビード配置、凹面ビード、過度の凸面、アンダーカット、気孔率、不完全な溶融、スラグ巻き込み、過剰なフィラー、溶け落ち、及び過度のスパッタ等を含む。本発明の実施形態によれば、不連続のレベル又は量は、特定のユーザパラメータが最適な又は理想的な設定点からどれだけ離れているかに依存する。
The
異なるパラメータ制限は、例えば溶接の初心者、溶接の熟練者、及び展示会での人物等、様々なタイプのユーザについて事前に規定してもよい。スコアリング及び公差機能1220は、ユーザが特定のパラメータについてどの位最適(理想)値に近い状態かに依存し、且つ不連続のレベルや溶接部に存在する欠陥に依存して、数値スコアを提供する。最適な値は、実世界のデータから導出される。スコアリング及び公差機能1220、及びグラフ作成機能1214からの情報は、生徒レポート機能1215によって使用され、インストラクター及び/又は生徒の能力レポートを作成する。
Different parameter limits may be pre-defined for various types of users, such as welding beginners, welding experts, and people at exhibitions. Scoring and
仮想溶接システム100は、仮想溶接作業の結果を分析して表示することができる。この結果を分析することによって、仮想溶接システム100は、ユーザが溶接工程の許容限界から、溶接パス中のいつの時点で、溶接接合部に沿ったどの箇所で、外れているかを判定することが可能であることを意味する。スコアは、ユーザの能力に起因させてもよい。一実施形態では、スコアは、公差の範囲の間のモック溶接ツール160の位置、方向、速度の偏差の関数であってもよく、この公差は、理想的な溶接パスから限界の又は許容できない溶接作業に及ぶことがある。任意の勾配範囲が、ユーザの能力をスコアリングするために選択されるときに、仮想溶接システム100に組み込むことができる。スコアリングは、数値的に又はアルファベットの順で表示することができる。さらに、ユーザの能力は、溶接接合部に沿った時間及び/又は位置において、モック溶接ツールが溶接接合部にどれ位近接して横断するかをグラフ表示することができる。移動角度、作業角度、速度、及び溶接接合部からの距離等のパラメータは、測定される例であるが、任意のパラメータは、スコアリング目的のために分析することができる。パラメータの公差範囲は、実世界の溶接データから取得され、それによって、ユーザが実世界でどのように実行すべきかについての正確なフィードバックを提供する。別の実施形態では、ユーザの能力に対応した欠点の分析を組み込んで、監視員用ディスプレイ装置(ODD)150上に表示することもできる。この実施形態では、グラフは、仮想溶接作業中にモニタされた各種測定パラメータに起因する不連続のタイプがどのようなものかを示すために描写することができる。閉塞が監視員用ディスプレイ装置(ODD)150に表示されない場合があるが、欠陥が、依然としてユーザの能力の結果に起因して発生し、この結果は、依然として対応して表示される、すなわちグラフ化することができる。
The
視覚的な手がかり機能1219は、顔面装着型ディスプレイ装置(FMDD)140及び/又は監視員用ディスプレイ装置(ODD)150上に重ねられた色とインジケータを表示することにより、ユーザに即座にフィードバックを提供する。視覚的な手がかりは、位置、先端からワークまでの距離、溶接角度、移動角度、移動速度、及びアーク長(例えば、スティック溶接用)を含む溶接パラメータ151のそれぞれに提供されるが、ユーザの溶接技術のいくつかの態様が既定された限界値や公差に基づいて調整すべき場合には、ユーザに視覚的に指示を示す。視覚的な手がかりは、例えば、ホイップ/ウィーブ技術や溶接ビード「ダイム」間隔のために提供してもよい。視覚的な手がかりは、個別に又は任意の所望の組み合わせで設定してもよい。 Visual cues function 1219 provides immediate feedback to the user by displaying overlaid colors and indicators on face-mounted display device (FMDD) 140 and / or surveillance display device (ODD) 150 To do. Visual cues are provided for each of the welding parameters 151 including position, tip-to-workpiece distance, welding angle, moving angle, moving speed, and arc length (eg, for stick welding), but the user's weld If some aspects of the technology are to be adjusted based on pre-determined limits and tolerances, the user is visually instructed. Visual cues may be provided, for example, for whip / weave techniques or weld bead “dime” spacing. The visual cues may be set individually or in any desired combination.
キャリブレーション機能1208は、実世界の空間の物理的な構成要素(3次元フレームのリファレンス)を、仮想現実空間のビジュアル構成要素に調和させる機能を提供する。溶接クーポン(WC)のそれぞれの異なるタイプは、スタンド170のアーム714にWCを取り付け、且つ(例えば、WCの上に3つのディンプルで示される)既定の位置のWCを、空間トラッカー(ST)120に動作可能に接続されたキャリブレーションスタイラスに接触させることにより、工場で較正される。空間トラッカー(ST)120は、既定の位置での磁場強度を読み取り、位置情報をサブシステム(PPS)110に提供し、サブシステム(PPS)110は、この位置情報を使用して、較正を実行する(すなわち、実世界空間から仮想現実空間へ移行する)。
The calibration function 1208 provides a function for harmonizing physical components of the real world space (3D frame reference) with visual components of the virtual reality space. Each different type of weld coupon (WC) attaches a WC to the
任意の特定のタイプのWCは、同じ反復方法で、非常に厳しい公差内で、スタンド170のアーム714に嵌合する。一例では、アーム714上のクーポン758と磁石710との間の距離は、上述した、図2で説明したように既知の距離178である。従って、一旦特定のWCタイプが較正されると、そのWCタイプは、再較正しなくてもよい(すなわち、特定のタイプのWCの較正は、1回限りのイベントである)。同じタイプのWCは、互換性がある。キャリブレーションは、溶接工程中にユーザによって知覚された実態的なフィードバックが、仮想現実空間でユーザに表示されるものに調和され、シミュレーションをよりリアルにさせることを保証する。例えば、ユーザがモック溶接ツール(MWT)160の先端を実際の溶接クーポン(WC)180のコーナー部の周りにスライドさせた場合に、ユーザは、このユーザが実際のコーナー部周りにスライドする先端を感じ取るように、顔面装着型ディスプレイ装置(FMDD)140上で仮想WCのコーナー部の周りをスライドする先端を見る。本発明の実施形態によれば、モック溶接ツール(MWT)160は、事前に位置決めされたジグ内に配置され、且つこの既知のジグ位置に基づいて同様に較正される。
Any particular type of WC will fit into the
本発明の代替実施形態によれば、例えばクーポンのコーナー部にセンサを有する「スマート」クーポンが提供される。空間トラッカー(ST)120は、「スマート」溶接クーポンのコーナー部を追跡することができ、それによって、仮想溶接システム100は、「スマート」溶接クーポンが実世界の3次元空間でどこに位置しているかを継続的に認識することができる。本発明の更なる代替実施形態によれば、ライセンスキーが、溶接クーポンのロックを解除するために提供される。特定のWCが購入された場合に、ライセンスキーが提供され、ユーザが、そのライセンスキーを仮想溶接システム100に入力して、そのWCに関連するソフトウェアのロックを解除することを可能にする。本発明の別の実施形態によれば、空間的な非標準溶接クーポンは、部品の実世界のCAD図面に基づいて提供される。ユーザは、この部品が実世界で実際に生産される前であっても、CAD部品を溶接する訓練を行うことができる。
In accordance with an alternative embodiment of the present invention, a “smart” coupon is provided, for example having a sensor at the corner of the coupon. The space tracker (ST) 120 can track the corners of the “smart” welding coupon, so that the
サウンドコンテンツ機能1204及び溶接サウンド1205は、特定の溶接パラメータが公差範囲内又は公差範囲外であるかによって変化するような、特定のタイプの溶接音を提供する。サウンドは、様々な溶接工程及びパラメータに合わせて調整される。例えば、MIGスプレーアーク溶接工程では、ユーザがモック溶接ツール(MWT)160を正確に配置されていない場合には、パチパチ(crackling)音が提供され、モック溶接ツール(MWT)160が正確に位置決めされている場合に、シューという(hissing)音が提供される。ショートアーク溶接工程では、一定のパチパチ音や油で揚げる際の(frying)音が適切な溶接技術のために提供され、アンダーカットが発生している場合には、シューという音が提供される。これらのサウンドは、適切な及び不適切な溶接技術に対応した実世界の音を模倣する。
The
本発明の様々な実施形態によれば、高い忠実性を有するサウンドコンテンツは、様々な電子的及び機械的手段を使用して実際の溶接の実世界の録音から取得することができる。本発明の実施形態によれば、知覚された音量及び音の指向性は、モック溶接ツール(MWT)160と溶接クーポン(WC)180との間のシミュレートされたアークに対するユーザの頭部の位置、向き及び距離に依存して変更される(ユーザが、空間トラッカー(ST)120によって追跡される顔面装着型ディスプレイ装置(FMDD)140を着用していると仮定する)。サウンドは、例えば、ヘルメット900のイヤホンのスピーカーを介して、コンソール135又はスタンド170内に構成されたスピーカーを介して、ユーザに提供することができる。
According to various embodiments of the present invention, high fidelity sound content can be obtained from real-world recordings of actual welds using a variety of electronic and mechanical means. According to embodiments of the present invention, the perceived volume and sound directivity is determined by the position of the user's head relative to the simulated arc between the mock welding tool (MWT) 160 and the welding coupon (WC) 180. , Depending on the orientation and distance (assuming the user is wearing a face-mounted display device (FMDD) 140 tracked by the spatial tracker (ST) 120). The sound can be provided to the user via a speaker configured in the console 135 or the
環境モデル1203は、仮想現実空間内の様々なバックグラウンドのシーン(静止画及び動画)を提供する。このようなバックグラウンド環境は、例えば屋内の溶接工場、屋外のレーストラック、ガレージ等を含むことができ、移動する車、人、鳥、雲、及び様々な環境音を含んでもよい。バックグラウンド環境は、本発明の実施形態によれば、対話型であってもよい。例えば、ユーザは、その環境が溶接のために適切(例えば、安全)であることを保証するために、溶接を開始する前に、バックグラウンド領域を検査しなければならない。例えばガン、スティック形状電極を含むホルダー等を含む各種モック溶接ツール(MWT)160を仮想現実空間内でモデル化するような、トーチ及びクランプ1202モデルが提供される。
The
例えば平板クーポン、T継手クーポン、突き合せ継手クーポン、溝溶接クーポン、パイプクーポン(例えば、直径5.08cm(2インチ)のパイプと直径15.24cm(6インチ)のパイプ)を含む各種溶接クーポン(WC)180を仮想現実空間においてモデル化するような、クーポンモデル1210が提供される。代替的に又は追加的に、溶接クーポンモデルは、マルチバージョンを含むことができ、このクーポンは、単一のフォームファクタの範囲内で一種以上の溶接クーポンを含む。例えば、例示的なマルチ溶接クーポンは、単一の構成要素のT継手、突き合せ継手、溝溶接を含んでもよい。調節可能なアーム714、ベース724、及び調整可能なアームをベースに結合するために使用される直立部174を含むスタンド700の様々な部分を、仮想現実空間で使用されるようにモデル化するような、スタンド/テーブルモデル1206が提供される。溶接ユーザインターフェイス130、コンソール135、及び監視員用ディスプレイ装置(ODD)150の様々な部分を仮想現実空間においてモデル化するような、物理インターフェイスモデル1201が提供される。
Various welding coupons including, for example, flat coupons, T joint coupons, butt joint coupons, groove weld coupons, pipe coupons (eg, pipes with a diameter of 5.08 cm (2 inches) and pipes with a diameter of 15.24 cm (6 inches)) A
本発明の実施形態によれば、仮想現実空間における溶接パドル又はプールのシミュレーションが達成され、ここでシミュレートされた溶接パドルは、リアルタイムの溶湯流動性及び熱放散特性を有する。溶接パドルの中心には、本発明の実施形態によれば、シミュレーションは、GPU115上で実行される溶接物理機能1211(別名、物理モデル)である。溶接物理機能は、二重レイヤ変位技術を用いて、動的な流動性/粘度、固体性、熱勾配(熱吸収及び熱放散)、パドルウェイク、及びビード形状を正確にモデル化し、図14A〜図14Cに関して本明細書でより詳細に説明される。
According to an embodiment of the present invention, a simulation of a weld paddle or pool in virtual reality space is achieved, where the simulated weld paddle has real-time melt fluidity and heat dissipation characteristics. At the center of the weld paddle, according to an embodiment of the present invention, the simulation is a weld physics function 1211 (aka physical model) that is executed on the
溶接物理的機能1211は、ビードレンダリング機能1217と通信して、加熱された溶融状態から冷却された固化状態までの全ての状態の溶接ビードをレンダリングする。ビードレンダリング機能1217は、溶接物理的機能からの情報1211(例えば、熱、流動性、変位、ダイム間隔)を使用して、仮想現実空間における溶接ビードをリアルタイムで正確的に且つ現実的にレンダリングする。3次元テクスチャ機能1218は、テクスチャマップをビードレンダリング機能1217に提供して、追加のテクスチャ(例えば、焼付き(scorching)、スラグ、粒)をシミュレートされた溶接ビード上に重ね合せる。例えば、スラグは、溶接工程中に及びこの直後に溶接ビード上にレンダリングされるように示され、その後、下層の溶接ビードを表に出すために取外すことができる。レンダリング機能1216を使用して、スパーク、スパッタ、煙、アークグロー、有害な煙及びガス、及び例えばアンダーカット及び多孔等の特定の不連続を含む空間エフェクトモジュール1222からの情報を使用する様々な特定の非パドル特徴をレンダリングする。
The weld physics function 1211 communicates with the
内部物理調整ツール1212は、様々な溶接物理パラメータを各種の溶接工程について規定し、更新し、変更することを可能にするような微調整ツールである。本発明の実施形態によれば、内部物理調整ツール1212はCPU111上で実行され、調整された又は更新されたパラメータがGPU115にダウンロードされる。内部物理調整ツール1212を介して調整されるパラメータのタイプは、溶接クーポンに関するパラメータ、溶接クーポンをリセットすることなくプロセスを変更できるようなプロセスパラメータ(第2のパスを行うために可能にする)、全体のシミュレーションをリセットすることなく変更できるような様々なグローバルパラメータ、及びその他の各種パラメータを含む。
The internal
図19は、図1の仮想溶接システム100を使用して訓練する方法1300の実施形態のフローチャートである。ステップ1310において、溶接技術に従って、溶接クーポンに対してモック溶接ツールを移動させる。ステップ1320において、仮想現実システムを使用して、三次元空間におけるモック溶接ツールの位置と姿勢とを追跡する。ステップ1330において、シミュレートされたモック溶接ツールが、シミュレートされたモック溶接ツールから放出されたシミュレートされたアークの付近でシミュレートされた溶接パドルを形成することによって、シミュレートされた溶接クーポンの少なくとも1つのシミュレートされた表面上にシミュレートされた溶接ビード材料を堆積する際に、仮想現実空間におけるモック溶接ツール及び溶接クーポンのリアルタイム仮想現実シミュレーションを示す仮想現実溶接システムのディスプレイをビューする。ステップ1340において、ディスプレイ上で、シミュレートされた溶接パドルの、リアルタイムの溶湯流動性及び熱放散特性を確認する。ステップ1350において、シミュレートされた溶接パドルのリアルタイムの溶湯流動性及び熱放散特性の確認に応答して、溶接技術の少なくとも1つの態様をリアルタイムで変更する。
FIG. 19 is a flowchart of an embodiment of a
方法300は、リアルタイムでの溶湯流動性(例えば、粘度)及び熱放散を含むような、シミュレートされた溶接パドルの様々な特性を確認することに応答して、ユーザが仮想現実空間で溶接パドルを確認し、自分の溶接技術をどのように変更するかを示す。ユーザは、リアルタイムのパドルウェイク及びダイム間隔を含む他の特性を確認して応答する。溶接パドルの特性に対する確認及び応答は、殆どの溶接動作が実世界で実際にどのように行われているかを示す。GPU115上で実行される溶接物理機能1211の二重変位レイヤモデリングによって、リアルタイムの溶湯流動性及び熱放散特性を正確にモデル化することを可能にし、ユーザに提示することができる。例えば、熱放散は、固化時間を決定する(すなわち、wexelが完全に固化するのに、どのくらいの時間がかかるか)。
The
さらに、ユーザは、同じ又は異なる(例えば、第2の)モック溶接ツール及び/又は溶接工程を使用して、溶接ビード材料上に第2のパスを形成することができる。このような第2のパスシナリオでは、シミュレーションは、シミュレートされたモック溶接ツールが、シミュレートされたモック溶接ツールから放出されたシミュレートされたアーク付近に第2のシミュレートされた溶接パドルを形成することにより、第1のシミュレートされた溶接ビード材料と統合される第2のシミュレートされた溶接ビード材料を堆積する際に、シミュレートされたモック溶接ツール、溶接クーポン、及び元のシミュレートされた溶接ビード材料部を仮想現実空間に示す。同じ又は異なる溶接ツールやプロセスを使用する追加の後続のパスは、同様の方法で形成することができる。第2の又はその後のパスでは、以前の溶接ビード材料は、本発明のいくつかの実施形態によれば、新しい溶接パドルが、仮想現実空間において、以前の溶接ビード材料、新たな溶接ビード材料、及び可能性として下層の溶接クーポン材料のいずれかの組み合わせから形成される際に、堆積される新たな溶接ビード材料と統合される。このような後続のパスは、例えば、広い隅肉又は溝溶接を形成する必要があり、以前のパスにより形成された溶接ビードを修復するために行われてもよく、又はパイプ溶接で行われたルートパスの後にホットパスと1つ以上の充填及びキャップパスを含んでもよい。本発明の様々な実施形態によれば、溶接ビード及びベース材料は、軟鋼、ステンレス鋼、アルミニウム、ニッケルベース合金、又は他の材料を含んでもよい。 Further, the user can form a second pass on the weld bead material using the same or different (eg, second) mock welding tool and / or welding process. In such a second pass scenario, the simulation shows that the simulated mock welding tool places a second simulated weld paddle near the simulated arc emitted from the simulated mock welding tool. A simulated mock welding tool, weld coupon, and original simulation in depositing a second simulated weld bead material that is integrated with the first simulated weld bead material by forming The welded bead material part is shown in the virtual reality space. Additional subsequent passes using the same or different welding tools and processes can be formed in a similar manner. In a second or subsequent pass, the previous weld bead material may be replaced according to some embodiments of the present invention by the new weld paddle in the virtual reality space, the previous weld bead material, the new weld bead material, And possibly integrated with the new weld bead material to be deposited when formed from any combination of the underlying weld coupon materials. Such a subsequent pass needs to form, for example, a wide fillet or groove weld, may be made to repair the weld bead formed by the previous pass, or was made by pipe welding. A hot pass and one or more filling and cap passes may be included after the root pass. According to various embodiments of the present invention, the weld bead and base material may include mild steel, stainless steel, aluminum, nickel base alloy, or other materials.
図20A〜図20Bは、本発明の実施形態による、溶接要素(wexel)変位マップ1420の概念を示す。図20Aは、平坦な上面1410を有する平坦な溶接クーポン(WC)1400の側面図を示す。溶接クーポン1400は、例えばプラスチック部品として実世界に存在し、且つシミュレートされた溶接クーポンとして仮想現実空間にも存在する。図20Bは、wexelマップ1420を形成する溶接要素(すなわち、wexels)のグリッド又はアレイ内に分割されるシミュレートされたWC1400の上面1410の表現を示している。各wexel(例えば、wexel 1421)は、溶接クーポンの表面1410の小さな部分を規定する。wexelマップは、表面の解像度を規定する。変更可能なチャネルパラメータ値が、各wexelに割り当てられ、各wexelの値がシミュレートされた溶接工程中に、仮想現実溶接空間においてリアルタイムで動的に変更することが可能になる。変更可能なチャネルパラメータ値は、チャネルパドル(溶湯流動性/粘度変位)、熱(熱吸収/熱放散)、変位(固体変位)、追加のもの(エクストラ)(例えば、スラグ、粒、焼付け、未使用金属等の各種追加の状態)に対応する。これらの変更可能なチャネルは、パドル用のPHED、熱、エクストラ及び変位としてそれぞれ本明細書で参照される。
20A-20B illustrate the concept of a
図20は、図1の仮想溶接システム100においてシミュレートされるような、図14の平坦な溶接クーポン(WC)1400の溶接クーポン空間及び溶接空間の例示的な実施形態を示す。点O,X,Y,Zは、ローカルの3次元溶接クーポン空間を規定する。一般的に、各溶接クーポンタイプは、3次元溶接クーポン空間から2次元仮想現実溶接空間へのマッピングを規定する。図20のwexelマップ1420は、仮想現実の溶接空間にマップする2次元アレイの値である。ユーザは、図20に示されるように点Bから点Eに溶接する。点Bから点Eへの軌跡線は、図20の3次元溶接クーポン空間と2次元溶接空間との両方に示されている。
FIG. 20 illustrates an exemplary embodiment of the weld coupon space and weld space of the flat weld coupon (WC) 1400 of FIG. 14, as simulated in the
各タイプの溶接クーポンは、マップwexel内の各位置について変位の方向を規定する。図21の平坦な溶接クーポンについて、変位の方向は、wexelマップ(すなわち、Z方向)の全ての位置において同じある。wexelマップのテクスチャ座標が、マッピングを明確にするために、3次元溶接クーポン空間と2次元溶接空間との両方でS,T(時には、U,Vとも呼ばれる)として示されている。wexelマップは、溶接クーポン1400の矩形領域1410にマッピングされ且つこの領域を表す。
Each type of welding coupon defines the direction of displacement for each position in the map wexel. For the flat weld coupon of FIG. 21, the direction of displacement is the same at all positions in the wexel map (ie, the Z direction). The texture coordinates of the wexel map are shown as S, T (sometimes also called U, V) in both the 3D welding coupon space and the 2D welding space for clarity of mapping. The wexel map is mapped to and represents the
図22は、図1の仮想溶接システム100においてシミュレートされるような、コーナー(T継手)溶接クーポン(WC)1600の溶接クーポン空間及び溶接空間の例示的な実施形態を示す。コーナーWC1600は、図22に示されるように2次元溶接空間にマッピングされるような、3次元溶接クーポン空間の2つの面1610,1620を有する。ここでも、点O,X,Y,Zは、ローカルの3次元溶接クーポン空間を規定する。wexelマップのテクスチャ座標は、マッピングを明確にするために、3次元溶接クーポン空間と2次元溶接空間との両方において、S,Tとして示されている。ユーザは、図22に示されるように点Bから点Eに溶接する。点Bから点Eへの軌跡線は、図22の3次元溶接クーポン空間と2次元溶接空間との両方に示されている。しかしながら、変位の方向は、図22に示されるように反対側のコーナーに向けて、3次元溶接クーポン空間に示されるように、ラインX’−O’に向かう。
FIG. 22 illustrates an exemplary embodiment of a weld coupon space and weld space for a corner (T-joint) weld coupon (WC) 1600 as simulated in the
図23は、図1の仮想溶接システム100においてシミュレートされるような、パイプ溶接クーポン(WC)1700の溶接クーポン空間及び溶接空間の例示的な実施形態を示す。パイプWC1700は、図23に示されるように2次元溶接空間にマッピングされた、3次元溶接クーポン空間の湾曲した面1710を有する。ここでも、点O,X,Y,Zは、ローカルの3次元溶接クーポン空間を規定する。wexelマップのテクスチャ座標は、マッピングを明確にするために、3次元溶接クーポン空間と2次元溶接空間との両方においてS,Tとして示されている。ユーザは、図23に示されるように湾曲した軌跡に沿って点Bから点Eに溶接する。軌跡曲線及び点Bから点Eへのラインは、図23において3次元溶接クーポン空間と2次元溶接空間にそれぞれ示されている。変位の方向は、ラインY−Oから離れる方向である(すなわち、パイプの中心から離れる)。
FIG. 23 illustrates an exemplary embodiment of a weld coupon space and weld space for a pipe weld coupon (WC) 1700 as simulated in the
テクスチャマップが、幾何学的形状の矩形表面領域にマッピングされるような同様の方法で、溶接可能なwexelマップは、溶接クーポンの矩形表面にマッピングすることができる。溶接可能なマップの各要素は、画像の各要素が画素(画素の縮小)と呼ばれるような、同じ意味でwexelと呼ばれる。画素は、色(例えば、赤、緑、青等)を規定する情報チャネルを含む。wexelは、仮想現実空間における溶接可能な表面を規定する情報チャネル(例えば、P,H,E,D)を含む。 In a similar manner such that the texture map is mapped to a rectangular surface area of the geometric shape, the weldable wexel map can be mapped to the rectangular surface of the weld coupon. Each element of the weldable map is called a wexel in the same sense, with each element of the image called a pixel (pixel reduction). A pixel includes an information channel that defines a color (eg, red, green, blue, etc.). Wexel includes information channels (eg, P, H, E, D) that define weldable surfaces in virtual reality space.
本発明の実施形態によれば、wexelの形式は、4つの浮動小数点数を含むPHED(パドル(Puddle)、熱(Heat)、エクストラ(Extra)、変位(Displacement))チャネルとして要約される。エクストラチャネルは、例えば、wexel位置にスラグが存在するか否かのような、wexelに関する論理情報を格納するビットのセットとして扱われる。パドルチャネルは、wexel位置での任意の液化金属についての変位値を格納する。変位チャネルは、wexel位置での固化金属についての変位値を格納する。熱チャネルは、wexel位置での所与の熱の大きさの値を格納する。このように、溶接クーポンの溶接可能な部分は、溶接ビードによる変位、液体金属によるきらめく(shimmering)表面「パドル」、熱による色等を示すことができる。これらの効果の全ては、溶接可能な表面に適用される頂点及びピクセルシェーダ(shader)によって達成される。 According to an embodiment of the present invention, the format of the wexel is summarized as a PHED (Puddle, Heat, Extra, Displacement) channel containing four floating point numbers. An extra channel is treated as a set of bits that store logical information about the wexel, such as whether there is a slag at the wexel position, for example. The paddle channel stores the displacement value for any liquefied metal at the wexel position. The displacement channel stores the displacement value for the solidified metal at the wexel position. The heat channel stores a given heat magnitude value at the wexel location. Thus, the weldable portion of the weld coupon can exhibit displacement due to weld beads, shimmering surface “paddles” due to liquid metal, color due to heat, and the like. All of these effects are achieved by vertices and pixel shaders applied to the weldable surface.
本発明の実施形態によれば、変位マップと粒子システムとが、粒子が互いに相互作用し且つ変位マップと衝突するような箇所で使用される。粒子は、仮想流体力学粒子であり、溶接パドルの液体挙動を提供するが、直接的にレンダリングされない(すなわち、視覚的に直接見ることができない)。その代わりに、変位マップ上の粒子エフェクトのみが、視覚的に見ることができる。wexelへの熱入力は、近くの粒子の運動に影響を与える。パドルや変位を含むような、溶接パドルのシミュレーションに関わる2つのタイプの変位が存在する。パドルは「一時的」であるが、粒子及び熱が存在する限り(わずかに)持続する。変位は、「永続的」である。パドル変位は、急速に変化する(例えば、きらめく)溶接の液体金属であり、且つ変位の「上部に」あると考えることができる。粒子は、仮想表面の変位マップ(すなわち、wexelマップ)の一部に重ね合される。変位は、最初のベース金属及び固化した溶接ビードの両方を含むような恒久的な固体金属を表す。 According to embodiments of the present invention, a displacement map and a particle system are used where the particles interact with each other and collide with the displacement map. The particles are virtual hydrodynamic particles that provide the liquid behavior of the weld paddle, but are not rendered directly (ie, cannot be seen directly visually). Instead, only the particle effects on the displacement map can be visually seen. The heat input to wexel affects the motion of nearby particles. There are two types of displacements involved in welding paddle simulation, including paddles and displacements. The paddle is “temporary” but lasts as long as particles and heat are present. The displacement is “permanent”. Paddle displacement is a rapidly changing (eg, sparkling) welded liquid metal and can be considered “on top” of the displacement. The particles are superimposed on a portion of the virtual surface displacement map (ie, the wexel map). Displacement represents a permanent solid metal that includes both the initial base metal and the solidified weld bead.
本発明の実施形態によれば、仮想現実空間におけるシミュレートされた溶接工程は、以下のように動作する。粒子は、薄いコーン(円錐体)内のエミッタ(シミュレートされたモック溶接ツール(MWT)160のエミッタ)から流れる。粒子は、表面がwexelマップによって規定されるような、シミュレートされた溶接クーポンの表面と最初に接触する。粒子が、互いに及びwexelマップと相互作用し、リアルタイムで蓄積する。より多くの熱が追加されると、wexelがエミッタにより近くなる。熱は、アーク点からの距離と熱がこのアークから入力される時間に依存してモデル化される。いくつかのビジュアル(例えば、色、等)は、熱によって動かされる。溶接パドルは、十分な熱を有するwexelsについて仮想現実空間で描画され又はレンダリングされる。その溶接パドルが十分に熱くなっている箇所では、wexelマップは、これらwexel位置については「立ち昇る」ようにパドル変位を引き起こし、液化する。パドル変位は、各wexel位置での「最も高い」粒子をサンプリングすることによって決定される。エミッタが溶接軌跡に沿って移動すると、wexel位置が冷却されながら進む。熱は、特定の割合でwexel位置から取り除かれる。冷却が閾値に達している場合に、wexelマップは固化する。このように、パドル変位は、段階的に変位(すなわち、固化したビード)に変換される。追加された変位は、全体の高さが変化しないように取り除かれたパドルに相当する。粒子の寿命は、固化が完了するまで、持続するように微調整又は調整される。仮想溶接システム100でモデル化される特定の粒子特性は、引力/反発力、速度(熱に関連する)、減衰(熱放散に関連する)、方向(重力に関係する)を含む。
According to an embodiment of the present invention, a simulated welding process in virtual reality space operates as follows. The particles flow from an emitter (emitter of simulated mock welding tool (MWT) 160) in a thin cone. The particles first contact the surface of the simulated weld coupon, the surface of which is defined by a wexel map. Particles interact with each other and the wexel map and accumulate in real time. As more heat is added, the wexel is closer to the emitter. The heat is modeled as a function of the distance from the arc point and the time that heat is input from this arc. Some visuals (eg color, etc.) are moved by heat. Weld paddles are drawn or rendered in virtual reality space for wexels with sufficient heat. Where the weld paddle is hot enough, the wexel map liquefies, causing paddle displacement to “rise” for these wexel positions. The paddle displacement is determined by sampling the “highest” particle at each wexel position. As the emitter moves along the welding trajectory, the wexel position proceeds while being cooled. Heat is removed from the wexel location at a specific rate. The wexel map solidifies when cooling reaches a threshold. Thus, the paddle displacement is converted into displacement (ie solidified beads) in stages. The added displacement corresponds to the paddle removed so that the overall height does not change. The lifetime of the particles is fine tuned or adjusted to persist until solidification is complete. Specific particle characteristics modeled by the
図24A〜図24Cは、図1の仮想溶接システム100の二重変位(変位と粒子)パドルモデルの概念の例示的な実施形態を示す。溶接クーポンは、少なくとも1つの表面を有する仮想現実空間においてシミュレートされる。溶接クーポンの表面は、固体変位層とパドル変位層とを含む二重変位層として仮想現実空間でシミュレートされる。パドル変位層は、固体変位層を変更することができる。
24A-24C illustrate an exemplary embodiment of the double displacement (displacement and particle) paddle model concept of the
本明細書で説明したように、「パドル」は、wexelマップの領域によって規定され、ここで、パドルの値は、粒子の存在によって引き上げられる。サンプリング工程が、図24A〜図24Cに表されている。wexelマップのセクションは、7つの隣接するwexelsを有するように示されている。現在の変位値は、所定の高さ(つまり、各wexelについての所定の変位)の影付きでない長方形バー1910によって表されている。図24Aでは、粒子1920が、現在の変位レベルと衝突する丸い影付きでないドットとして示されており、積み重ねられている。図24Bでは、「最も高い」粒子高さ1930が、各wexel位置でサンプリングされる。図24Cでは、影付きの長方形1940は、粒子の結果として、パドルが、変位の上にどの位追加されたかを示している。溶接パドルの高さは、パドルが熱に基づいて特定の液化速度で追加されるので、サンプリングされた値に瞬時に設定されない。図24A〜図24Cには示されていないが、パドル(影付きの長方形形)が段階的に収縮し、変位(影付きでない長方形)がパドルの場所を正確に占めるように下方から段階的に成長する際に、固化過程を視覚化することが可能である。このように、リアルタイムの溶湯流動性特性が正確にシミュレートされる。ユーザが特定の溶接工程練習する際に、ユーザは、仮想現実空間においてリアルタイムで溶接パドルの溶湯流動性特性及び熱放散特性を観察することができ、この情報を使用して、自分の溶接技術を調整又は維持することができる。
As described herein, a “paddle” is defined by the area of the wexel map, where the value of the paddle is raised by the presence of particles. The sampling process is represented in FIGS. 24A-24C. The section of the wexel map is shown as having seven adjacent wexels. The current displacement value is represented by an unshaded
溶接クーポンの表面を表すwexelsの数が固定されている。さらに、本明細書で説明するように、流動性をモデル化するためにシミュレーションにより生成されたパドル粒子は、一時的なものである。従って、一旦、初期パドルが、仮想溶接システム100を使用するシミュレートされた溶接工程中に、仮想現実空間に生成されると、wexelsとパドル粒子との数は、比較的一定の値を維持する傾向がある。これは、パドル粒子が同様の速度で形成され且つ「崩壊」される(すなわち、パドル粒子は、一時的である)ので、処理されるwexelsの数が固定されており、溶接工程中に存在し且つ処理されるパドル粒子の数が比較的一定の値に維持される傾向がある。従って、サブシステム(PPS)110の処理負荷は、シミュレートされた溶接セッション中に比較的一定に維持される。
The number of wexels representing the surface of the welding coupon is fixed. Furthermore, as described herein, paddle particles generated by simulation to model fluidity are temporary. Thus, once the initial paddle is generated in virtual reality space during a simulated welding process using
本発明の別の実施形態によれば、パドル粒子は、溶接クーポンの表面内に又は下に生成される。このような実施形態では、変位は、未使用(すなわち、未だ溶接されていない)の溶接クーポンの元の表面変位に対して正又は負となるようにモデル化することができる。このように、パドル粒子は、溶接クーポンの表面に蓄積されるだけでなく、溶接クーポンに浸透してもよい。しかしながら、wexelsの数は、依然として固定されており、形成され且つ崩壊されるパドル粒子は、依然として比較的一定のままである。 According to another embodiment of the present invention, paddle particles are generated in or below the surface of the weld coupon. In such an embodiment, the displacement can be modeled to be positive or negative with respect to the original surface displacement of an unused (ie, not yet welded) weld coupon. Thus, paddle particles may not only accumulate on the surface of the weld coupon, but also penetrate the weld coupon. However, the number of wexels is still fixed, and the paddle particles that are formed and collapsed remain relatively constant.
本発明の代替実施形態によれば、モデル化される粒子の代わりに、wexel変位マップは、パドルの流動性をモデル化するための複数のチャネルを有するように提供してもよい。又は、粒子をモデル化する代わりに、密度の高いボクセルマップをモデル化してもよい。本明細書で使用されるように、ボクセル(例えば、体積ピクセル)は、3次元空間内の規則的なグリッド上の値を表す、体積要素である。又は、wexelマップの代わりに、サンプリングされ且つ決して消え去ることのない粒子のみをモデル化してもよい。しかしながら、このような代替実施形態は、システムの比較的一定の処理負荷を提供することはできない。 According to an alternative embodiment of the present invention, instead of the particles to be modeled, a wexel displacement map may be provided having multiple channels for modeling paddle fluidity. Alternatively, instead of modeling particles, a dense voxel map may be modeled. As used herein, a voxel (eg, a volume pixel) is a volume element that represents a value on a regular grid in three-dimensional space. Alternatively, instead of a wexel map, only the particles that are sampled and never disappear may be modeled. However, such an alternative embodiment cannot provide a relatively constant processing load of the system.
さらに、本発明の実施形態によれば、空気の吹き込み(blowthrough)又はキー孔は、材料を取り除くことによってシミュレートされる。例えば、ユーザが長い時間に亘って同じ場所にアークを維持した場合に、実世界では、材料は孔を生じるように焼け落ちる。このような実世界の溶け落ちは、wexelデシメーション(decimation)技術によって仮想溶接システム100によってシミュレートされる。wexelによって吸収された熱量が、仮想溶接システム100によって非常に高いと判断された場合に、そのwexelは、焼け落ちるものであるとフラグ付けされる又は指定することができ、そのようにレンダリングされる(例えば、孔としてレンダリングされる)。しかしながら、その後、wexel再構成は、材料が最初に焼け落ちた後で再び追加されるような特定の溶接工程(例えば、パイプ溶接)について生じる。一般に、仮想溶接システム100は、(材料を取り除く)wexelデシメーションとwexel再構成(すなわち、材料の追加)をシミュレートする。さらに、ルートパス溶接内の材料を取り除くことは、仮想溶接システム100において適切にシミュレートされる。
Furthermore, according to embodiments of the present invention, air blowthrough or key holes are simulated by removing material. For example, if the user maintains the arc in the same place for a long time, in the real world, the material will burn out to create holes. Such a real world burn-out is simulated by the
さらに、ルートパス溶接内の材料を取り除くことは、仮想溶接システム100で適切にシミュレートされる。例えば、実世界では、ルートパスの研削は、後続の溶接パスの前に行われる。同様に、仮想溶接システム100は、仮想溶接接合部から材料を取り除く、研削パスをシミュレートすることができる。取り除かれた材料は、wexelマップに負の変位としてモデル化されることが理解されよう。つまり、研削パスは、仮想溶接システム100によってモデル化された材料を取り除き、変更されたビードの輪郭をもたらす、ということである。仮想溶接システム100が材料の所定の厚さを取り除くような研削パスのシミュレーションを自動化することができ、その自動化は、ルートパス溶接ビードの表面に対するそれぞれで行うができる。
Furthermore, removing material in the root pass weld is properly simulated in the
代替実施形態では、実際の研削ツール、すなわちグラインダーは、モック溶接ツール160又は別の入力装置の起動により、オン/オフするようにシミュレートされる。研削ツールは、実世界のグラインダーに似るようにシミュレートできることに留意されたい。この実施形態では、ユーザは、ルートパスに沿って研削ツールを操作して、その移動に応じて材料を取り除く。ユーザは、非常に多くの材料を取り除くことができることを理解されたい。上述したことと同様に、孔や(上述した)欠陥は、ユーザが非常に多くの材料を研削し過ぎた場合に生じることがある。それでも、ハードリミット又はストップが、実装される、すなわち、ユーザが非常に多くの材料を取り除くことを防止する、或いは非常に多くの材料が取り除かれた表示を示すように、プログラムされる。
In an alternative embodiment, the actual grinding tool, or grinder, is simulated to turn on / off upon activation of the
本明細書で説明する不可視「パドル」粒子に加えて、仮想溶接システム100は、本発明の実施形態によれば、アーク、炎、スパーク効果を表すために他の3つのタイプの目に見える粒子を使用してもよい。これらのタイプの粒子は、他のタイプの粒子と相互作用しないが、変位マップ内でのみ相互作用する。これらの粒子はシミュレートされた溶接面に衝突するが、これらの粒子は互いに相互作用しない。本発明の実施形態によれば、パドル粒子のみが、互いに相互作用する。スパーク粒子の物理的性質は、スパーク粒子が、仮想現実空間で跳ね返り、この空間内で光るドットとしてレンダリングされるようにセットアップされる。
In addition to the invisible “paddle” particles described herein, the
アーク粒子の物理的性質は、アーク粒子がシミュレートされた溶接クーポンや溶接ビードの表面に衝突し、しばらく留まるようにセットアップされる。アーク粒子は、仮想現実空間における大きな薄暗い青斑点としてレンダリングされる。これは、視覚的な画像の並べ替えを形成するために重ね合された多くのこのようなスポットを必要とする。最終結果は、青い縁を含む白く輝く後光である。 The physical properties of the arc particles are set up so that the arc particles strike the simulated weld coupon or weld bead surface and stay for a while. Arc particles are rendered as large dim blue spots in virtual reality space. This requires a number of such spots superimposed to form a visual image permutation. The end result is a white glowing afterglow with a blue edge.
炎粒子の物理的性質は、上方にゆっくり持ち上げられるようにモデル化される。炎粒子は、中間サイズの薄暗い赤黄色の斑点としてレンダリングされる。これは、視覚的な画像の並べ替えを形成するために重ね合された多くのスポットを必要とする。最終結果は、上向きに持ち上げられ且つ次第に暗くなる赤い縁を含む橙赤色の炎の斑点である。本発明の他の実施形態によれば、他のタイプの非パドル粒子を、仮想溶接システム100に実装してもよい。例えば、煙粒子は、炎粒子と同様の方法でモデル化し、シミュレートすることができる。
The physical properties of the flame particles are modeled so that they are slowly lifted upwards. Flame particles are rendered as dim red yellow spots of medium size. This requires a number of superimposed spots to form a visual image permutation. The end result is an orange-red flame spot with a red edge that is lifted upward and gradually darkens. According to other embodiments of the present invention, other types of non-paddle particles may be implemented in the
シミュレートされた可視化における最終ステップは、GPU115のシェーダ117によって提供された頂点及びピクセルシェーダによって処理される。頂点及びピクセルシェーダが、パドル及び変位だけでなく、熱によって変更された表面の色及び反射性に適用される。本明細書で以前説明したように、PHEDのwexel形式のエクストラ(E)チャネルは、wexel当たりの使用される追加情報の全てを含む。本発明の実施形態によれば、エクストラ情報は、非未使用ビット(真=ビード、偽=未使用鋼)、スラグビット、アンダーカット値(このwexelにおけるアンダーカット量、ゼロはアンダーカットが存在しないに等しい)、多孔性値(このwexelにおける気孔量、ゼロは気孔が存在しないことに等しい)、及びビードが固化する時間をエンコード化されたビードウェイク値を含む。未使用鋼、スラグ、ビード、及び多孔性を含む異なる溶接クーポンの外観に関連付けられた画像マップのセットが存在する。これらの画像マップは、バンプ(突起)マッピングとテクスチャマッピングとの両方に使用される。これらの画像マップの混合量は、本明細書で説明する各種フラグ及び値によって制御される。
The final step in the simulated visualization is handled by the vertex and pixel shader provided by
ビードウェイク効果が、1次元イメージマップと、ビードの所定のビットが固化する時間をエンコード化するwexel当たりのビードウェイク値とを使用して達成される。一旦、熱いパドルwexel位置が、「パドル」と呼ぶのに十分な熱さを有さなくなると、時間はその位置でセーブされ、「ビードェイク」と呼ばれる。最終結果は、シェーダコードが、1次元のテクスチャマップを使用して、ビードが横たわる方向を表すユニークな外観にビードを与えるような「波紋」を描くこととなる。本発明の代替実施形態によれば、仮想溶接システム100は、仮想現実空間で、シミュレーションをすることが可能であり、シミュレートされた溶接パドルが、溶接軌跡に沿って移動される際に、シミュレートされた溶接パドルのリアルタイムの流動化−固化の移行からもたらされるような、リアルタイムの溶接ビードウェイク特性を有する溶接ビードを表示する。
The bead wake effect is achieved using a one-dimensional image map and a bead wake value per wexel that encodes the time at which a given bit of the bead solidifies. Once the hot paddle wexel location does not have enough heat to call it a “paddle”, time is saved at that location and is called a “bead shake”. The end result is that the shader code uses a one-dimensional texture map to draw a “ripple” that gives the bead a unique appearance that represents the direction in which the bead lies. According to an alternative embodiment of the present invention, the
本発明の代替実施形態によれば、仮想溶接システム100は、溶接機のトラブルシューティングを行う方法をユーザに教えることができる。例えば、システムのトラブルシューティングモードは、ユーザが、システムを正しくセットアップできるようにこのユーザを訓練することができる(例えば、ガス流量を修正する、電源コード接続を修正する)。本発明の別の代替実施形態によれば、仮想溶接システム100は、溶接セッション(又は溶接セッションの少なくとも一部、例えばNフレーム)を記録及び再生することが可能である。トラックボールは、ビデオのフレームをスクロールするために設けられており、ユーザ又はインストラクターが溶接セッションを批評することを可能にする。再生が、同様に選択可能な速度で提供される(例えば、全速、半分の速度、1/4の速度)。本発明の実施形態によれば、分割スクリーン再生が提供され、2つの溶接セッションを、例えば監視員用ディスプレイ装置(ODD)150上で2つ並べて見ることを可能にする。例えば、「良好な」溶接セッションは、比較目的のために「不十分な」溶接セッションの横に表示することができる。
According to an alternative embodiment of the present invention,
要約すると、プログラム可能なプロセッサベースのサブシステムと、プログラム可能なプロセッサベースのサブシステムに動作可能に接続された空間トラッカーと、空間トラッカーによって空間的に追跡可能な少なくとも1つのモック溶接ツールと、プログラム可能なプロセッサベースのサブシステムに動作可能に接続された少なくとも1つのディスプレイ装置と、を含むリアルタイム仮想現実溶接装置が開示される。仮想現実溶接装置は、ポータブル用途に適応するように設計されており、コンパクトに収納可能なスタンドを用いて、モック溶接ツールと一緒に使用するための空間に溶接クーポンを保持する。モック溶接ツールは、複数のアダプタを結合する共通のベースを含んでおり、各アダプタは、特定の溶接タイプをシミュレートする。このように、システムは、仮想現実空間で、リアルタイムの溶湯流動性及び熱放散特性を有する溶接パドルをシミュレートすることができる。システムは、リアルタイムでディスプレイ装置にシミュレートされた溶接パドルをさらに表示することができる。 In summary, a programmable processor-based subsystem, a spatial tracker operably connected to the programmable processor-based subsystem, at least one mock welding tool spatially trackable by the spatial tracker, and a program A real-time virtual reality welding apparatus is disclosed that includes at least one display device operably connected to a possible processor-based subsystem. The virtual reality welding device is designed to accommodate portable applications and uses a compact retractable stand to hold the weld coupon in space for use with a mock welding tool. The mock welding tool includes a common base that joins multiple adapters, each adapter simulating a specific weld type. In this way, the system can simulate a weld paddle with real-time melt fluidity and heat dissipation characteristics in virtual reality space. The system can further display the simulated weld paddle on the display device in real time.
上述した例は、本発明の様々な態様のいくつかの可能な実施形態の単なる例示であり、均等な修正及び/又は変更が、本明細書及び添付図面を読み且つ理解することにより、他の当業者に可能になる。具体的には、上述した構成要素(アセンブリ、デバイス、システム、回路等)によって実行される様々な機能に関して、このような構成要素を説明するために使用される用語(「手段」への言及を含む)は、特に断らない限り、本発明の例示の実装形態の機能を実行するように開示された構造と構造的に等価ではないとしても、説明した構成要素(例えば、それは機能的に均等である)の特定の機能を実行するようなハードウェア、ソフトウェア、又はそれらの組み合わせ等の構成要素に対応することを意図している。さらに、本発明の特定の特徴は、いくつかの実装形態のうちの1つのみに関して開示されているが、このような特徴は、所与の又は特定の用途について所望され且つ有利となるように、他の実装形態の1つ以上の特徴と組み合わせることができる。また、「含む(including)」、「含む(includes)」、「有する(having)」、「有する(has)」、「含む(with)」、又はこれらの活用形を含む用語の範囲は、詳細な説明及び/又は特許請求の範囲において使用されている。このような用語は、用語「備える、有する、含む(comprising)」と同様の方法で包括されることを意図している。本明細書で利用されるように、用語「データム(基準)」及び「基準点」は、測定が行われるリファレンスを指す。 The above examples are merely illustrative of some possible embodiments of various aspects of the invention, and equivalent modifications and / or changes may be made to others by reading and understanding this specification and the accompanying drawings. It becomes possible to those skilled in the art. Specifically, with respect to the various functions performed by the components described above (assemblies, devices, systems, circuits, etc.), the terminology used to describe such components (reference to “means”) Unless otherwise stated, even though it is not structurally equivalent to the structure disclosed to perform the functions of the exemplary implementations of the invention, it does not It is intended to correspond to components such as hardware, software, or combinations thereof that perform certain functions. Furthermore, while specific features of the invention are disclosed with respect to only one of several implementations, such features may be desirable and advantageous for a given or specific application. Can be combined with one or more features of other implementations. Also, the scope of terms including "including", "includes", "having", "has", "with", or their conjugations is detailed. Used in the description and / or claims. Such terms are intended to be encompassed in a manner similar to the term “comprising”. As used herein, the terms “datum (reference)” and “reference point” refer to the reference from which measurements are made.
本明細書は、最良の形態を含む、本発明を開示するために例を使用し、当業者が、任意の装置又はシステムを製作し且つ使用し、又は任意の組込まれた方法を実行することを含むように、本発明を実施することを可能にする。本発明の特許性のある範囲は、特許請求の範囲によって規定され、当業者によって想起される他の例も含むことができる。そのような例は、それらの例が、特許請求の範囲の文言と異ならない構造要素を有する場合や、又はそれらの例が、特許請求の範囲の文言と本質的でない相違を有する等価な構造要素を含む場合に、特許請求の範囲内にあるものとする。 This written description uses examples to disclose the invention, including the best mode, and that any person skilled in the art can make and use any device or system, or perform any built-in method. Makes it possible to implement the invention. The patentable scope of the invention is defined by the claims, and may include other examples that occur to those skilled in the art. Such examples are the case where the examples have structural elements that do not differ from the language of the claims, or equivalent structural elements in which the examples have non-essential differences from the language of the claims. If it is included, it shall fall within the scope of the claims.
100 仮想溶接システム
110 プログラム可能なプロセッサベースのサブシステム
111 中央処理装置
112 メモリ
114 プロセッサ
115 グラフィック処理装置
116 コンピュータ統合化デバイスアーキテクチャ
117 シェーダ
118 ビデオ出力
119 ビデオ出力
120 空間トラッカー
130 溶接ユーザインターフェイス
132 ジョイスティック
140 顔装着型ディスプレイ装置
142 センサ
146 ヘルメット
150 ディスプレイ装置
160 モック溶接ツール
162 アダプタ
166 ベース
168 センサ
170 スタンド
172 磁石
178 所定の距離
180 溶接クーポン
200 システム
300 溶接ガン
310 ノズル
312 チューブ
318 インターフェイス
400 スティック形状溶接ツール
410 シミュレートされたスティック形状電極
422 ホルダー
500 酸素燃焼トーチ
510 ノズル
518 インターフェイス
520 プッシュボタン
522 カラー
600 ベース
610 インターフェイス
614 ランディング
616 ディンプル
618 プッシュボタン
620 本体
630 配線接続ケーブル
640 締結具
652 センサ
654 ケーブル
658 締結具
672 ベーン(翼)
700 スタンド
710 磁石
714 アーム
722 直立部
724 ベース
732 プランジャ
738 ランディング
758 溶接クーポン
762 ピン
764 ピン
766 孔
768 孔
800 モック溶接ツール
810 容器
830 ユーザインターフェイス
832 セレクター
836 温度計
838 電流計
842 電圧計
854 ステップ
856 ステップ
860 代替ユーザインターフェイス
900 ヘルメット
1201 物理インターフェイス
1202 トーチ/クランプモデル
1203 環境モデル
1204 サウンドコンテンツ機能
1205 溶接サウンド
1206 スタンド/テーブルモデル
1207 内部アーキテクチャ機能
1208 キャリブレーション機能
1210 溶接クーポンモデル
1211 溶接物理
1212 内部物理調整ツール
1213 ユーザインターフェイス機能
1214 グラフ作成機能
1215 生徒レポート機能
1216 レンダー
1217 ビードレンダリング
1218 3次元テクスチャ
1219 視覚的な手がかり機能
1220 スコアリング/公差機能
1221 公差エディタ
1222 空間エフェクト
1300 方法
1310 ステップ
1320 ステップ
1330 ステップ
1340 ステップ
1350 ステップ
1400 平坦な溶接クーポン
1410 平坦な上面
1420 変位マップ
1421 wexel
1600 溶接クーポン
1610 表面
1620 表面
1700 パイプ溶接クーポン
1710 湾曲した表面
1910 長方形のバー
1920 粒子
1930 粒子の高さ
1940 影付きの長方形
6010 スティック形状電極
7018 スティック形状電極
B 点B
D 情報のチャネル
E 情報の位置/チャネル
H 情報のチャネル
O 点O
O’ ライン
P 情報のチャネル
S テクスチャ座標
T テクスチャ座標
U テクスチャ座標
V テクスチャ座標
X 点X
X’ ライン
Y 点Y
Z 点Z
100
700
1600
D Information channel E Information position / Channel H Information channel O Point O
O 'line P channel of information S texture coordinates T texture coordinates U texture coordinates V texture coordinates X point X
X 'line Y point Y
Z point Z
Claims (15)
プログラム可能なプロセッサベースのサブシステム(110)と;
前記プログラム可能なプロセッサベースのサブシステム(110)に動作可能に接続された空間トラッカー(120)と;
前記空間トラッカー(120)によって空間的に追跡可能なモック溶接ツール(160)と;を備えており、
該モック溶接ツール(160)は、
2つ以上のアダプタ(162,300,400,500)であって、各アダプタ(162,300,400,500)は、特定の溶接タイプの実世界の外観をエミュレートする、アダプタ(162,300,400,500)と;
前記空間トラッカーに対する空間位置を決定するために1つ以上のセンサを含むベース(166)であって、前記2つ以上のアダプタ(162,300,400,500)のそれぞれが、前記ベース(166)に取外し可能に接続される、ベース(166)と;を有し、
前記2つ以上のアダプタ(162,300,400,500)のそれぞれは、前記ベース(166)と相互作用し、前記プログラム可能なプロセッサベースのサブシステム(110)は、各アダプタに関連する適切な命令セットを実行して、前記2つ以上のアダプタ(162,300,400,500)のそれぞれに見合ったレンダリングを顔面装着型ディスプレイ装置上のディスプレイに表示させる、
仮想溶接システム。 A virtual welding system (100) comprising:
A programmable processor-based subsystem (110);
A spatial tracker (120) operably connected to the programmable processor-based subsystem (110);
A mock welding tool (160) spatially trackable by the spatial tracker (120);
The mock welding tool (160)
Two or more adapters (162, 300, 400, 500), each adapter (162, 300, 400, 500) emulating the real-world appearance of a particular weld type. , 400, 500);
A base (166) that includes one or more sensors for determining a spatial position relative to the spatial tracker, wherein each of the two or more adapters (162, 300, 400, 500) includes the base (166). It has a; Ru is removably connected, the base (166) to
Each of the two or more adapters (162, 300, 400, 500) interacts with the base (166), and the programmable processor-based subsystem (110) is associated with the appropriate adapter associated with each adapter. Executing a set of instructions to display a rendering for each of the two or more adapters (162, 300, 400, 500) on a display on a face-mounted display device;
Virtual welding system.
空間位置を有する磁石(172)であって、前記磁石は、前記1つ以上のセンサ(168)によって追跡されて、前記磁石(172)に対する前記モック溶接ツール(160)の相対位置を識別する、磁石(172)と;をさらに含む、
請求項1に記載の仮想溶接システム。 One or more sensors (168) disposed within the base (166);
A magnet (172) having a spatial position, the magnet being tracked by the one or more sensors (168) to identify a relative position of the mock welding tool (160) relative to the magnet (172); A magnet (172); and
The virtual welding system according to claim 1.
前記磁石(172)と前記溶接クーポン(80)とを所定の空間的関係でサポートするようなスタンド(170)が提供される、
請求項2に記載の仮想溶接システム。 A weld coupon (180) having at least one surface and simulating a real-world part to be welded, the weld coupon (180) being located at a known distance from the magnet (172) Wherein at least one surface of the weld coupon (180) is simulated in virtual reality space as a double displacement layer comprising a solid displacement layer and a paddle displacement layer, the paddle displacement layer comprising the solid displacement layer Further comprising a weld coupon (180) that is changeable;
A stand (170) is provided that supports the magnet (172) and the welding coupon (80) in a predetermined spatial relationship.
The virtual welding system according to claim 2.
該ヘルメット(146)内に配置された顔面装着型ディスプレイ装置(150)であって、該顔面装着型ディスプレイ装置(150)は、前記顔面装着型ディスプレイ装置(150)に表示される際に、リアルタイムの視覚的フィードバックを前記モック溶接ツール(160)のユーザに提供するために、シミュレートされた溶接パドルのリアルタイムの溶湯流動性及び熱放散特性を表示して、リアルタイムの視覚的フィードバックに応答して、ユーザがリアルタイムで溶接技術を調整する又は維持することを可能にする、顔面装着型ディスプレイ装置(150)と;をさらに含む、
請求項1乃至3のいずれか一項に記載の仮想溶接システム。 A helmet (146) worn by the user;
A face-mounted display device (150) disposed in the helmet (146), wherein the face-mounted display device (150) is displayed in real time when displayed on the face-mounted display device (150). In response to real-time visual feedback, displaying real-time melt fluidity and heat dissipation characteristics of the simulated weld paddle to provide visual feedback to the user of the mock welding tool (160) Further comprising: a face-mounted display device (150) that allows a user to adjust or maintain the welding technique in real time;
The virtual welding system as described in any one of Claims 1 thru | or 3.
請求項4に記載の仮想溶接システム。 The position of the helmet (146) is determined by the spatial tracker (120) and communicated to the programmable processor-based subsystem (110).
The virtual welding system according to claim 4.
前記センサは、好ましくは、静電容量センサ、圧電センサ、赤外線近接センサ、ホール効果センサ、渦電流センサ、誘導センサ、及び超音波センサのうちの1つ又は複数である、
請求項4又は5に記載の仮想溶接システム。 To track the spatial position of the helmet (146) with respect to magnets (172), one or more sensors disposed on the helmet (146) in (168); and wherein the
The sensor is preferably one or more of a capacitance sensor, a piezoelectric sensor, an infrared proximity sensor, a Hall effect sensor, an eddy current sensor, an inductive sensor, and an ultrasonic sensor.
The virtual welding system according to claim 4 or 5.
2つ以上のアダプタ(162)であって、各アダプタ(162)は、特定の溶接タイプの物理的特性をエミュレートする、アダプタ(162)と;
前記2つ以上のアダプタ(162)のそれぞれに取外し可能に結合されたベース(166)であって、前記ベース(166)は、基準位置に対する前記モック溶接ツール(160)のリアルタイム空間位置を特定し、前記ベースは、空間トラッカーに対する空間位置を決定するために1つ以上のセンサを含み、
前記2つ以上のアダプタのそれぞれは、前記ベース(166)と相互作用し、プログラム可能なプロセッサベースのサブシステム(110)は、各アダプタに関連する適切な命令セットを実行して、前記2つ以上のアダプタのそれぞれに見合ったレンダリングを顔面装着型ディスプレイ装置上のディスプレイに表示させる、
モック溶接ツール。 A mock welding tool (160) used in the virtual welding system (100), the mock welding tool (160) being:
Two or more adapters (162), each adapter (162) emulating the physical characteristics of a particular weld type; and adapters (162);
Wherein a base that is removably coupled to each of the two or more adapters (162) (166), said base (166), the real-time spatial position to identify the relative reference position mock welding tool (160) The base includes one or more sensors to determine a spatial position relative to the spatial tracker;
Each of the two or more adapters interacts with the base (166), and a programmable processor-based subsystem (110) executes the appropriate instruction set associated with each adapter to execute the two Rendering suitable for each of the above adapters is displayed on the display on the face-mounted display device.
Mock welding tool.
請求項7に記載のモック溶接ツール。 The reference point is a weld coupon (180) having at least one surface in simulating a real-world part to be welded, the weld coupon (180) having at least one surface and Simulating a real-world part to be welded, wherein at least one surface of the weld coupon (180) is simulated in virtual reality space as a double displacement layer comprising a solid displacement layer and a paddle displacement layer; The paddle displacement layer can change the solid displacement layer,
The mock welding tool according to claim 7.
前記溶接クーポン(180)に対して前記磁石(172)の空間位置を固定するようなスタンド(170)が提供されており;
1つ以上のセンサ(168)が、前記ベース(166)内に配置されており、前記1つ以上のセンサは、前記磁石(172)に対する前記ベース(166)の位置を決定し;
前記センサは、好ましくは、これらの位置を前記プログラム可能なプロセッサベースのサブシステム(110)に通信する;
請求項8に記載のモック溶接ツール。 A magnet (172) disposed at a predetermined position with respect to the welding coupon (180);
A stand (170) is provided for fixing the spatial position of the magnet (172) relative to the welding coupon (180);
One or more sensors (168) are disposed within the base (166), the one or more sensors determining the position of the base (166) relative to the magnet (172);
The sensor preferably communicates these locations to the programmable processor-based subsystem (110);
The mock welding tool according to claim 8.
請求項7乃至9のいずれか一項に記載のモック溶接ツール。 A said base (166) first end arranged interface, the interface facilitates removable mechanical bond with each of the two or more adapters (162), an interface In addition,
The mock welding tool according to any one of claims 7 to 9.
請求項10に記載のモック溶接ツール。 The interface includes at least one first mechanical mechanism complementary to at least one second mechanical mechanism in the adapter (162), wherein each adapter (162) relative to the base (166) Facilitates removable mechanical coupling,
The mock welding tool according to claim 10.
好ましくは、前記トリガーは、スリーブを介して各アダプタ内で係合され、前記スリーブは、前記アダプタを介してアクティブ溶接状態をユーザによって開始するために、機械的に操作される、
請求項7乃至11のいずれか一項に記載のモック溶接ツール。 The base (166) further includes a trigger used to indicate an active welding condition within the virtual welding system (100);
Preferably, the trigger is engaged within each adapter via a sleeve, and the sleeve is mechanically manipulated to initiate an active weld state by the user via the adapter.
The mock welding tool according to any one of claims 7 to 11.
第1のアダプタ(162)をベース(166)に取外し可能に接続するステップであって、第1のアダプタ(162)は、第1の溶接タイプに関連付けられている、接続するステップと;
前記ベース(166)から第1のアダプタ(162)を取外すステップと;
第2のアダプタ(162)を前記ベース(166)に取外し可能に接続するステップであって、第2のアダプタ(162)は第2の溶接タイプに関連付けられている、接続するステップと;を含み、
前記ベース(166)は、溶接クーポン(180)に対する前記モック溶接ツール(160)の空間位置を判定するセンサ(168)を含み、前記ベース(166)の位置は、ディスプレイにリアルタイムで更新される、
方法。 A method of using a mock welding tool (160) within a virtual welding system (100), the method comprising:
Removably connecting a first adapter (162) to a base (166), wherein the first adapter (162) is associated with a first weld type;
Removing the first adapter (162) from the base (166);
Removably connecting a second adapter (162) to the base (166), wherein the second adapter (162) is associated with a second weld type. ,
The base (166) includes a sensor (168) that determines a spatial position of the mock welding tool (160) relative to a welding coupon (180), the position of the base (166) being updated in real time on a display;
Method.
前記センサ(168)は、前記磁石(172)の位置を判定するとともに、前記磁石(172)の位置に少なくとも基づいて前記溶接クーポン(180)の位置を計算する、
請求項13に記載の方法。 A magnet (172) disposed at a known position relative to the welding coupon (180);
The sensor (168) determines the position of the magnet (172) and calculates the position of the welding coupon (180) based at least on the position of the magnet (172).
The method of claim 13.
仮想現実溶接システム(100)を用いて、三次元空間において第1のアダプタ(162)を含むモック溶接ツール(160)を追跡するステップと;
第1のアダプタ(162)を含むシミュレートされたモック溶接ツール(160)が、第1のアダプタ(162)を含むモック溶接ツール(160)から放出されるシミュレートされたアークの近傍でシミュレートされた溶接パドルを形成することによって、第1のシミュレートした溶接ビード材料を、シミュレートされた溶接クーポン(180)の少なくとも1つの表面に堆積させる際に、第1のアダプタ(62)及び溶接クーポン(180)を含むモック溶接ツール(160)のリアルタイム仮想現実シミュレーションを仮想現実空間に示す仮想現実溶接装置(100)のディスプレイを確認するステップと;
前記ディスプレイ上で、第1のシミュレートされた溶接パドルの第1のリアルタイムの溶湯流動性及び熱放散特性を確認するステップと;
リアルタイムで、第1のシミュレートされた溶接パドルの第1のリアルタイムの溶湯流動性及び熱放散特性の確認に応答して、第1の溶接技術の少なくとも1つの態様を変更するステップと;を含み、
さらに好ましくは、
第2の溶接技術に従って、第2のアダプタ(162)を含む前記モック溶接ツール(160)を溶接クーポン(180)に対して移動させるステップと;
前記仮想現実溶接システム(100)を用いて、第2のアダプタ(162)を含む前記モック溶接ツール(160)を三次元空間において追跡するステップと;
第2のアダプタ(162)を含むシミュレートされたモック溶接ツール(160)が、第2のアダプタ(162)を含むシミュレートされたモック溶接ツール(160)から放出されるシミュレートされたアークの近傍で第2のシミュレートされた溶接パドルを形成することによって、第2のシミュレートされた溶接ビード材料を、シミュレートされた溶接クーポン(180)のシミュレートされた少なくとも1つの表面上に堆積する際に、第2のアダプタ(162)及び前記溶接クーポン(180)を含む前記モック溶接ツール(160)のリアルタイムの仮想現実シミュレーションを仮想現実空間に示す前記仮想現実溶接装置(100)のディスプレイを確認するステップと;
前記ディスプレイ上で、第2のシミュレートされた溶接パドルの第2のリアルタイムの溶湯流動性及び熱放散特性を確認するステップと;
リアルタイムで、第2のシミュレートされた溶接パドルの第2のリアルタイムの溶湯流動性及び熱放散特性の確認に応答して、第2の溶接技術の少なくとも1つの態様を変更するステップと;をさらに含む、
請求項13又は14に記載の方法。 Moving the mock welding tool (160) including the first adapter (162) relative to the welding coupon (180) according to a first welding technique;
Tracking the mock welding tool (160) including the first adapter (162) in three-dimensional space using the virtual reality welding system (100);
A simulated mock welding tool (160) including a first adapter (162) is simulated in the vicinity of a simulated arc emitted from a mock welding tool (160) including a first adapter (162). Forming the first simulated weld bead material on at least one surface of the simulated weld coupon (180) by forming a simulated weld paddle ascertaining the display of the coupon virtual reality welding device are shown in a virtual reality space in real time virtual reality simulation of the mock welding tool (160) comprising (180) (100);
Confirming a first real-time melt fluidity and heat dissipation characteristics of the first simulated weld paddle on the display;
Modifying at least one aspect of the first welding technique in response to confirmation of the first real-time melt fluidity and heat dissipation characteristics of the first simulated weld paddle in real-time. ,
More preferably,
Moving the mock welding tool (160) including the second adapter (162) relative to the welding coupon (180) according to a second welding technique;
Tracking the mock welding tool (160) including a second adapter (162) in a three-dimensional space using the virtual reality welding system (100);
A simulated mock welding tool (160) including a second adapter (162) is emitted from a simulated mock welding tool (160) including a second adapter (162). Depositing a second simulated weld bead material on the simulated at least one surface of the simulated weld coupon (180) by forming a second simulated weld paddle in the vicinity. A display of the virtual reality welding apparatus (100) showing a real-time virtual reality simulation of the mock welding tool (160) including the second adapter (162) and the welding coupon (180) in a virtual reality space. A step to confirm;
Confirming a second real-time melt fluidity and heat dissipation characteristic of the second simulated weld paddle on the display;
Altering at least one aspect of the second welding technique in response to confirmation of the second real-time melt fluidity and heat dissipation characteristics of the second simulated weld paddle in real time; Including,
15. A method according to claim 13 or 14.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US13/364,489 | 2012-02-02 | ||
| US13/364,489 US9011154B2 (en) | 2009-07-10 | 2012-02-02 | Virtual welding system |
| PCT/IB2013/000129 WO2013114189A1 (en) | 2012-02-02 | 2013-02-01 | Virtual welding system |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017143277A Division JP6483210B2 (en) | 2012-02-02 | 2017-07-25 | Virtual welding system |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2015513115A JP2015513115A (en) | 2015-04-30 |
| JP6184422B2 true JP6184422B2 (en) | 2017-08-23 |
Family
ID=47891788
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014555322A Expired - Fee Related JP6184422B2 (en) | 2012-02-02 | 2013-02-01 | Virtual welding system |
| JP2017143277A Active JP6483210B2 (en) | 2012-02-02 | 2017-07-25 | Virtual welding system |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017143277A Active JP6483210B2 (en) | 2012-02-02 | 2017-07-25 | Virtual welding system |
Country Status (6)
| Country | Link |
|---|---|
| JP (2) | JP6184422B2 (en) |
| KR (1) | KR102154879B1 (en) |
| CN (2) | CN104221069B (en) |
| BR (1) | BR112014019144A8 (en) |
| DE (1) | DE202013011845U1 (en) |
| WO (1) | WO2013114189A1 (en) |
Families Citing this family (49)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9104195B2 (en) | 2006-12-20 | 2015-08-11 | Lincoln Global, Inc. | Welding job sequencer |
| US10994358B2 (en) | 2006-12-20 | 2021-05-04 | Lincoln Global, Inc. | System and method for creating or modifying a welding sequence based on non-real world weld data |
| US9937577B2 (en) | 2006-12-20 | 2018-04-10 | Lincoln Global, Inc. | System for a welding sequencer |
| US9280913B2 (en) | 2009-07-10 | 2016-03-08 | Lincoln Global, Inc. | Systems and methods providing enhanced education and training in a virtual reality environment |
| US9330575B2 (en) | 2008-08-21 | 2016-05-03 | Lincoln Global, Inc. | Tablet-based welding simulator |
| US8884177B2 (en) | 2009-11-13 | 2014-11-11 | Lincoln Global, Inc. | Systems, methods, and apparatuses for monitoring weld quality |
| US9318026B2 (en) | 2008-08-21 | 2016-04-19 | Lincoln Global, Inc. | Systems and methods providing an enhanced user experience in a real-time simulated virtual reality welding environment |
| US9196169B2 (en) | 2008-08-21 | 2015-11-24 | Lincoln Global, Inc. | Importing and analyzing external data using a virtual reality welding system |
| US8851896B2 (en) | 2008-08-21 | 2014-10-07 | Lincoln Global, Inc. | Virtual reality GTAW and pipe welding simulator and setup |
| US9483959B2 (en) | 2008-08-21 | 2016-11-01 | Lincoln Global, Inc. | Welding simulator |
| US8274013B2 (en) | 2009-03-09 | 2012-09-25 | Lincoln Global, Inc. | System for tracking and analyzing welding activity |
| US9773429B2 (en) | 2009-07-08 | 2017-09-26 | Lincoln Global, Inc. | System and method for manual welder training |
| US9221117B2 (en) | 2009-07-08 | 2015-12-29 | Lincoln Global, Inc. | System for characterizing manual welding operations |
| US10748447B2 (en) | 2013-05-24 | 2020-08-18 | Lincoln Global, Inc. | Systems and methods providing a computerized eyewear device to aid in welding |
| US9011154B2 (en) | 2009-07-10 | 2015-04-21 | Lincoln Global, Inc. | Virtual welding system |
| US8569655B2 (en) | 2009-10-13 | 2013-10-29 | Lincoln Global, Inc. | Welding helmet with integral user interface |
| US8569646B2 (en) | 2009-11-13 | 2013-10-29 | Lincoln Global, Inc. | Systems, methods, and apparatuses for monitoring weld quality |
| US9468988B2 (en) | 2009-11-13 | 2016-10-18 | Lincoln Global, Inc. | Systems, methods, and apparatuses for monitoring weld quality |
| WO2012082105A1 (en) | 2010-12-13 | 2012-06-21 | Edison Welding Institute, Inc. | Welding training system |
| US20160093233A1 (en) | 2012-07-06 | 2016-03-31 | Lincoln Global, Inc. | System for characterizing manual welding operations on pipe and other curved structures |
| US9767712B2 (en) | 2012-07-10 | 2017-09-19 | Lincoln Global, Inc. | Virtual reality pipe welding simulator and setup |
| US10930174B2 (en) | 2013-05-24 | 2021-02-23 | Lincoln Global, Inc. | Systems and methods providing a computerized eyewear device to aid in welding |
| US20150072323A1 (en) | 2013-09-11 | 2015-03-12 | Lincoln Global, Inc. | Learning management system for a real-time simulated virtual reality welding training environment |
| US10083627B2 (en) | 2013-11-05 | 2018-09-25 | Lincoln Global, Inc. | Virtual reality and real welding training system and method |
| US9836987B2 (en) | 2014-02-14 | 2017-12-05 | Lincoln Global, Inc. | Virtual reality pipe welding simulator and setup |
| JP2015225214A (en) * | 2014-05-28 | 2015-12-14 | 旭エレクトロニクス株式会社 | Simulation system |
| WO2015185972A1 (en) | 2014-06-02 | 2015-12-10 | Lincoln Global, Inc. | System and method for manual welder training |
| EP3265865B1 (en) * | 2015-03-06 | 2024-07-10 | Illinois Tool Works Inc. | Sensor assisted head mounted displays for welding |
| CN106447174B (en) * | 2016-09-07 | 2019-11-29 | 同济大学 | A kind of ontology modeling method of the steel high value added product production technology knowledge based on three-dimensional framework |
| EP3319066A1 (en) | 2016-11-04 | 2018-05-09 | Lincoln Global, Inc. | Magnetic frequency selection for electromagnetic position tracking |
| US20180130226A1 (en) | 2016-11-07 | 2018-05-10 | Lincoln Global, Inc. | System and method for calibrating a welding trainer |
| US10913125B2 (en) | 2016-11-07 | 2021-02-09 | Lincoln Global, Inc. | Welding system providing visual and audio cues to a welding helmet with a display |
| US10997872B2 (en) | 2017-06-01 | 2021-05-04 | Lincoln Global, Inc. | Spring-loaded tip assembly to support simulated shielded metal arc welding |
| CN109304530A (en) * | 2017-07-26 | 2019-02-05 | 林肯环球股份有限公司 | The system and method that the glasses device of computerization is provided to assist welding |
| CN107644579B (en) * | 2017-10-30 | 2020-01-17 | 广西农业职业技术学院 | Magnetic induction type manual electric arc welding simulation training instrument |
| JP7146402B2 (en) * | 2018-01-18 | 2022-10-04 | キヤノン株式会社 | Information processing device and information processing method |
| EP3537412A1 (en) * | 2018-03-07 | 2019-09-11 | Seabery North America, S.L. | Systems and methods to simulate robotic joining operations |
| EP3537409A1 (en) * | 2018-03-07 | 2019-09-11 | Seabery North America, S.L. | Systems and methods to simulate joining operations |
| US11475792B2 (en) | 2018-04-19 | 2022-10-18 | Lincoln Global, Inc. | Welding simulator with dual-user configuration |
| US11557223B2 (en) | 2018-04-19 | 2023-01-17 | Lincoln Global, Inc. | Modular and reconfigurable chassis for simulated welding training |
| US11403962B2 (en) | 2018-08-03 | 2022-08-02 | Illinois Tool Works Inc. | System and method for weld training |
| CN108971859B (en) * | 2018-09-03 | 2024-04-30 | 陕西隆翔停车设备集团有限公司 | Comb tooth type stereo garage comb tooth frame welding device |
| CN109175829A (en) * | 2018-09-07 | 2019-01-11 | 上海航天精密机械研究所 | Welding gun pose on-line tuning method and device |
| CN109759751B (en) * | 2018-12-28 | 2021-01-05 | 中国核工业二三建设有限公司 | Welding quality detection method for welding part in radiation environment |
| CN110085065A (en) * | 2019-04-11 | 2019-08-02 | 武汉湾流科技股份有限公司 | A kind of welding analog training method, device and system based on augmented reality |
| CN111915947A (en) * | 2019-05-10 | 2020-11-10 | 长沙智能机器人研究院有限公司 | Virtual welding teaching equipment and system |
| CN110675033B (en) * | 2019-09-04 | 2023-06-30 | 深圳市为汉科技有限公司 | Welding training behavior data scoring method |
| CN110782722A (en) * | 2019-09-30 | 2020-02-11 | 南京浩伟智能科技有限公司 | Teaching system and teaching method based on AR system |
| CN110782723A (en) * | 2019-09-30 | 2020-02-11 | 南京浩伟智能科技有限公司 | Learning equipment for simulating practical training and simulated practical training method |
Family Cites Families (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5114910Y2 (en) * | 1971-03-02 | 1976-04-20 | ||
| JPS5098035U (en) * | 1974-01-16 | 1975-08-15 | ||
| CN2060098U (en) * | 1988-12-28 | 1990-08-08 | 陆相成 | Multi-functional miniature gas welding torch |
| JP4129342B2 (en) * | 1999-09-02 | 2008-08-06 | 株式会社東芝 | Manual welding support device, manual welding support method, manual welding training device, and manual welding training method |
| CN1963889A (en) * | 2005-11-11 | 2007-05-16 | 上海工程技术大学 | Experience system and method of simulated teaching of universal electric welder |
| CN100463013C (en) * | 2006-06-09 | 2009-02-18 | 西安交通大学 | Simulative training device for manual arc welding operation |
| CN101209512A (en) * | 2006-12-28 | 2008-07-02 | 中国科学院金属研究所 | Combination type stirring friction welding tool |
| WO2008147877A1 (en) * | 2007-05-22 | 2008-12-04 | Trimble Navigation Limited | Handling raster image 3d objects |
| KR101047077B1 (en) * | 2008-04-22 | 2011-07-07 | 고종철 | Network based welding simulation device and method |
| AT507021B1 (en) * | 2008-07-04 | 2010-04-15 | Fronius Int Gmbh | DEVICE FOR SIMULATING A WELDING PROCESS |
| US20100012637A1 (en) * | 2008-07-16 | 2010-01-21 | Illinois Tool Works Inc. | Robotic gmaw torch with quick release gooseneck locking mechanism, dual alignment features, and multiple electrical contacts |
| US8747116B2 (en) * | 2008-08-21 | 2014-06-10 | Lincoln Global, Inc. | System and method providing arc welding training in a real-time simulated virtual reality environment using real-time weld puddle feedback |
| US8657605B2 (en) * | 2009-07-10 | 2014-02-25 | Lincoln Global, Inc. | Virtual testing and inspection of a virtual weldment |
| US8915740B2 (en) * | 2008-08-21 | 2014-12-23 | Lincoln Global, Inc. | Virtual reality pipe welding simulator |
| US9483959B2 (en) * | 2008-08-21 | 2016-11-01 | Lincoln Global, Inc. | Welding simulator |
| CN101722504A (en) * | 2008-10-25 | 2010-06-09 | 刘保全 | Novel combined chisel for welders |
| CN101587659B (en) * | 2009-06-29 | 2011-02-09 | 西安交通大学 | Simulation training device for manual arc welding rod-moving operation, and arc welding rod-moving detection method |
| CN101653889A (en) * | 2009-09-22 | 2010-02-24 | 昆山日皓焊切器材有限公司 | Bendable replaceable welding torch |
| CN201799778U (en) * | 2010-09-06 | 2011-04-20 | 广州市花都区劲力源电器配件厂 | Adapter substitute of manual soldering pliers |
| JP2012218058A (en) * | 2011-04-13 | 2012-11-12 | Sumitomo Heavy Industries Marine & Engineering Co Ltd | Welding simulator |
| JP5921898B2 (en) * | 2012-01-30 | 2016-05-24 | ジャパンマリンユナイテッド株式会社 | Welding skill education support device |
-
2013
- 2013-02-01 CN CN201380017661.9A patent/CN104221069B/en not_active Expired - Fee Related
- 2013-02-01 DE DE202013011845.8U patent/DE202013011845U1/en not_active Expired - Lifetime
- 2013-02-01 BR BR112014019144A patent/BR112014019144A8/en not_active IP Right Cessation
- 2013-02-01 JP JP2014555322A patent/JP6184422B2/en not_active Expired - Fee Related
- 2013-02-01 WO PCT/IB2013/000129 patent/WO2013114189A1/en active Application Filing
- 2013-02-01 CN CN201710339967.6A patent/CN107316544B/en not_active Expired - Fee Related
- 2013-02-01 KR KR1020147023933A patent/KR102154879B1/en active IP Right Grant
-
2017
- 2017-07-25 JP JP2017143277A patent/JP6483210B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2015513115A (en) | 2015-04-30 |
| CN104221069B (en) | 2017-06-09 |
| KR102154879B1 (en) | 2020-09-11 |
| CN107316544A (en) | 2017-11-03 |
| KR20140128361A (en) | 2014-11-05 |
| WO2013114189A1 (en) | 2013-08-08 |
| BR112014019144A2 (en) | 2017-06-20 |
| BR112014019144A8 (en) | 2017-07-11 |
| CN104221069A (en) | 2014-12-17 |
| CN107316544B (en) | 2020-09-22 |
| JP2017223966A (en) | 2017-12-21 |
| DE202013011845U1 (en) | 2014-10-08 |
| JP6483210B2 (en) | 2019-03-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6483210B2 (en) | Virtual welding system | |
| JP6723399B2 (en) | Real-time simulation system and method for providing improved user experience in a virtual reality welding environment | |
| US9836994B2 (en) | Virtual welding system | |
| US10916153B2 (en) | Systems and methods providing an enhanced user experience in a real-time simulated virtual reality welding environment | |
| US11715388B2 (en) | Importing and analyzing external data using a virtual reality welding system | |
| JP6866332B2 (en) | Import and analysis of external data using virtual reality welding system | |
| JP6433441B2 (en) | System and method for providing a combination of virtual reality arc welding and three-dimensional observation |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20160129 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170104 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20161228 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170322 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170613 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20170713 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20170725 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6184422 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |