JP6170137B2 - Bending tool automatic operation method and manufacturing apparatus - Google Patents
Bending tool automatic operation method and manufacturing apparatus Download PDFInfo
- Publication number
- JP6170137B2 JP6170137B2 JP2015510572A JP2015510572A JP6170137B2 JP 6170137 B2 JP6170137 B2 JP 6170137B2 JP 2015510572 A JP2015510572 A JP 2015510572A JP 2015510572 A JP2015510572 A JP 2015510572A JP 6170137 B2 JP6170137 B2 JP 6170137B2
- Authority
- JP
- Japan
- Prior art keywords
- bending
- tool
- reference light
- light beam
- bending tool
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000005452 bending Methods 0.000 title claims description 152
- 238000004519 manufacturing process Methods 0.000 title claims description 32
- 238000000034 method Methods 0.000 title claims description 27
- 230000033001 locomotion Effects 0.000 claims description 55
- 238000013459 approach Methods 0.000 claims description 34
- 238000005259 measurement Methods 0.000 claims description 32
- 230000005540 biological transmission Effects 0.000 claims description 9
- 230000004308 accommodation Effects 0.000 claims description 2
- 238000003780 insertion Methods 0.000 description 6
- 230000037431 insertion Effects 0.000 description 6
- 238000001514 detection method Methods 0.000 description 5
- 230000000694 effects Effects 0.000 description 3
- 238000009434 installation Methods 0.000 description 3
- 230000001133 acceleration Effects 0.000 description 2
- 238000012937 correction Methods 0.000 description 1
- 238000009792 diffusion process Methods 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 238000012544 monitoring process Methods 0.000 description 1
- 230000000750 progressive effect Effects 0.000 description 1
- 230000003252 repetitive effect Effects 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D5/00—Bending sheet metal along straight lines, e.g. to form simple curves
- B21D5/02—Bending sheet metal along straight lines, e.g. to form simple curves on press brakes without making use of clamping means
- B21D5/0209—Tools therefor
- B21D5/0254—Tool exchanging
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Bending Of Plates, Rods, And Pipes (AREA)
- Length Measuring Devices By Optical Means (AREA)
Description
本発明は、請求項1と2の前文に記載された方法および請求項10と11の前文に記載された製造装置に関する。
The present invention relates to a method according to the preambles of claims 1 and 2 and a manufacturing apparatus according to the preambles of
曲げ工程を自動化する場合に、すでに、工作物を操作するためのプログラミング可能な装置が使用され、しばしば曲げ工具を操作するためにも使用されている。その場合に使用される操作装置の位置決め精度に対する高い要請が生じ、その要請は従来の工業ロボットによってはしばしば満たすことができず、それに応じて操作装置は高価になる。 In the case of automating the bending process, already programmable devices for manipulating the workpiece are used and often also for manipulating the bending tool. In this case, there is a high demand for the positioning accuracy of the operating device used, and this requirement cannot often be met by conventional industrial robots, and the operating device is accordingly expensive.
本発明の課題は、操作装置に対する精度要請を低下させることができる方法を提供し、ないしは操作装置として工業ロボットの使用も可能となる、製造装置を提供することにある。 An object of the present invention is to provide a method capable of reducing the accuracy requirement for an operating device, or to provide a manufacturing apparatus that can use an industrial robot as the operating device.
発明の課題は、請求項1と2に記載された特徴を有する、種概念を形成する方法および請求項10と11の特徴を有する製造装置によって解決される。
The object of the invention is solved by a method for forming a seed concept having the features described in claims 1 and 2 and a manufacturing apparatus having the features of
保持位置への曲げ工具の接近、または曲げ工具の保持部分への把持部材の、あるいは曲げ位置への工作物の接近が、少なくとも1つの座標方向において、接近方向に見て保持位置ないし曲げ位置の前で、かつ工具ホルダに対して既知の測定距離にある、フォトインターラプタ装置(ライトビーム装置)の参照光ビームによって監視されて、曲げ工具または把持部材ないし工作物に設けられた、接近方向に対し、かつ参照光ビームに対してほぼ直角の測定エッジによってビームが中断された時点で、曲げ工具または把持部材ないし工作物の実際位置が定められて、制御装置によって測定距離が、実際位置から保持位置まで、ないしは保持部分または曲げ位置までの取扱い装置の残りの接近運動のための計算の基礎として使用されることによって、工具ホルダないし曲げ工具の近傍領域内での操作装置のローカルな参照により、より小さい位置決めエラーしか生じない。というのは、参照光ビームから保持位置まで、または曲げ位置までは、短い距離区間だけ移動するだけでよく、その距離区間ではわずかな偏差しか生じず、それによって参照前に生じていた位置決めエラーを無効にすることができるからである。操作装置ないしそれによって収容される曲げ工具または工作物の非接触の位置検出と位置精度の向上が得られる。 The approach of the bending tool to the holding position, or of the gripping member to the holding part of the bending tool, or the approach of the workpiece to the bending position, in at least one coordinate direction, In the approaching direction provided on the bending tool or gripping member or workpiece, monitored by the reference light beam of the photo interrupter device (light beam device) before and at a known measuring distance with respect to the tool holder On the other hand, when the beam is interrupted by a measuring edge substantially perpendicular to the reference beam, the actual position of the bending tool or gripping member or workpiece is determined and the measuring distance is maintained from the actual position by the control device. By being used as the basis for calculations for the remaining approaching movement of the handling device to the position or to the holding part or the bending position The local reference of the operating device in the region near the tool holder or bending tool, produces only smaller positioning errors. This is because it is only necessary to move by a short distance section from the reference light beam to the holding position or the bending position, and only a slight deviation occurs in the distance section, thereby eliminating the positioning error that occurred before the reference. This is because it can be invalidated. Non-contact position detection and improved position accuracy of the operating device or the bending tool or workpiece accommodated thereby can be obtained.
位置決め精度は、操作装置の接近運動が、保持位置ないし保持部分までの残りの距離を計算する間、停止状態なしで続行される場合に、さらに向上させることができる。というのは、それによって操作装置の移動部材の制動と加速による他のエラー源が回避されるからである。 The positioning accuracy can be further improved if the approaching movement of the operating device is continued without stopping while calculating the remaining position to the holding position or holding part. This is because other sources of error due to braking and acceleration of the moving member of the operating device are thereby avoided.
操作装置の接近運動の速度が参照光ビームに達する前に低下される場合には、精度はさらに向上させることができる。というのは、それによって参照と残りの接近運動における動的な影響が著しく減少されるからである。 If the speed of the approaching movement of the operating device is reduced before reaching the reference light beam, the accuracy can be further improved. This is because the dynamic effects on the reference and the remaining approach movements are thereby significantly reduced.
工具ホルダの領域内のローカルな参照は、次に操作装置が保持位置からの予め定められた間隔から離隔運動する場合に、制御装置によって操作装置の位置制御のために求められた位置が、他の後続の運動路を計算するために使用されることにより、時間的に制限して適用することができる。この場合においては、操作装置のグローバルな座標系は、変わらない。その場合に位置決め精度があまりに小さくなる場合には、本発明に基づくローカルな参照は、高い位置決め精度が必要とされる場所においては、付加的なフォトインターラプタ装置を設けることによって可能にすることができる。 The local reference in the area of the tool holder is that the position determined for the position control of the operating device by the control device when the operating device is then moved away from a predetermined distance from the holding position. Can be applied in a time limited manner by being used to calculate the following path of motion. In this case, the global coordinate system of the operating device does not change. In that case, if the positioning accuracy is too small, local referencing according to the present invention can be made possible by providing an additional photo-interrupter device where high positioning accuracy is required. it can.
接近運動において、実際位置が2つの異なる座標方向において、2つの、特にそれぞれの座標方向に対して直角の測定エッジによって同一の参照光ビームが次々と中断されることによって検出される場合に、曲げ工具の挿入または把持ないし工作物の位置決めのプロセスは、衝突の危険をより少なくして、より確実に実施することができる。 In an approaching motion, bending is performed when the actual position is detected in two different coordinate directions by the interruption of the same reference light beam one after another by two measuring edges, in particular perpendicular to the respective coordinate directions. The process of tool insertion or gripping or workpiece positioning can be carried out more reliably with less risk of collision.
それに対して代替的に、接近運動において、実際位置は2つの座標方向において、2つの座標方向に互いに対して離隔した2つの参照光ビームが2つの測定エッジによって次々と中断されることによって検出することができ、それによって位置決めにおける同一の利点が得られる。 On the other hand, in the approaching movement, the actual position is detected in two coordinate directions by two reference light beams spaced apart from each other in the two coordinate directions being interrupted one after another by two measurement edges. Which can provide the same advantages in positioning.
曲げ工具の正確な挿入または把持のためには、曲げ工具における測定エッジとして、工具収容部と共に保持位置を定める輪郭、特に工具ホルダに設けられた収容溝と関連する固定部分、が使用されると、効果的である。というのはそれによって、問題のない挿入ないし把持のためにその位置が基準となる、重要なエッジの測定が行われるからである。 For precise insertion or gripping of the bending tool, a measuring edge in the bending tool is used with a contour defining the holding position together with the tool receiving part, in particular a fixed part associated with a receiving groove provided in the tool holder. Is effective. This is because an important edge measurement is made, whose position is the basis for a safe insertion or gripping.
曲げ工具の角度位置エラーを補正する可能性は、接近方向に対し、かつ参照光ビームに対して直角に延びる、曲げ工具の表面平面に設けられた2つの、互いに対して平行かつ離隔した測定エッジが、参照光ビームによって検出されることにある。そのために第1のステップにおいて曲げ工具が、接近運動において参照光ビームに達する前に、接近方向に対し、かつ参照光ビームに対して直角に方向付けされた、操作装置の回転軸によって参照光ビームに対して第1の斜め角度だけ回動され、それによって第1の測定エッジが前方の測定エッジを形成する。第1の測定エッジによって参照光ビームが中断された場合に、接近運動が停止され、次に曲げ工具は、第2の測定エッジが参照光ビームを中断するまで、反対方向に相対角度だけ回動される。操作装置の位置制御によって検出された、2つの測定エッジの位置偏差と、測定エッジの互いに対する既知の間隔とに基づいて、目標方向からの表面平面の角度偏差が求められ、それが次に回転軸を中心とする補正回動によって補償される。 The possibility of correcting the angular position error of the bending tool consists of two measuring edges, parallel to and spaced from each other, provided in the surface plane of the bending tool, which extend in the approach direction and perpendicular to the reference light beam. Is detected by the reference light beam. For this purpose, in the first step the reference light beam is directed by the axis of rotation of the operating device, which is directed in the approach direction and perpendicular to the reference light beam before the bending tool reaches the reference light beam in the approaching movement. Is rotated by a first oblique angle, whereby the first measurement edge forms the front measurement edge. When the reference light beam is interrupted by the first measuring edge, the approaching movement is stopped and then the bending tool is rotated by a relative angle in the opposite direction until the second measuring edge interrupts the reference light beam. Is done. Based on the position deviation of the two measurement edges detected by the position control of the operating device and the known distance of the measurement edges relative to each other, the angular deviation of the surface plane from the target direction is determined, which is then rotated. It is compensated by a correction rotation around the axis.
本発明に基づく利点は、種概念を形成する製造装置において、工具ホルダに、特に操作装置へ向いた側に、制御装置と結合され、工具のための保持位置に対し、ないしは工作物のための曲げ位置に対して既知の測定距離内で参照光ビームを送信し、かつ監視する少なくとも1つのフォトインターラプタ装置が配置されている場合に、得られる。 The advantage according to the invention is that, in a production device forming a seed concept, it is connected to a tool holder, in particular on the side facing the operating device, with a control device, for holding positions for tools or for workpieces. Obtained if at least one photointerrupter device is arranged that transmits and monitors a reference light beam within a known measuring distance with respect to the bending position.
測定エッジの位置の極めて正確な検出は、フォトインターラプタ装置がレーザービーム発生器、特にレーザーダイオードを有している場合に、可能である。レーザービームの高い発光強度とわずかな拡散は、中断について極めて正確に監視することができる。 Very accurate detection of the position of the measuring edge is possible if the photointerrupter device has a laser beam generator, in particular a laser diode. The high emission intensity and slight diffusion of the laser beam can be monitored very accurately for interruptions.
2つの異なる座標方向において参照を簡単に実施することができるようにするために、フォトインターラプタ装置は、好ましくは、1つの構造的ユニット内で2つの互いに対して離隔し、かつ平行な参照光ビームを送信することができる。 In order to be able to easily perform the reference in two different coordinate directions, the photo-interrupter device is preferably separated from one another and parallel reference light in one structural unit A beam can be transmitted.
フォトインターラプタ装置は、フォトインターラプタ装置が送信ユニットと、それに対して離隔した受信ユニットとを有する場合に、製造装置の内部の多くの位置に設けることができ、その場合に受信ユニットは送信ユニットから送信された参照光ビームの入射を監視し、かつ制御装置と信号接続されている。 The photo interrupter device can be provided at many positions inside the manufacturing apparatus when the photo interrupter device has a transmission unit and a reception unit spaced apart from the transmission unit. In this case, the reception unit is a transmission unit. The incidence of the reference light beam transmitted from is monitored and is signal-connected to the control device.
同様に、フォトインターラプタ装置を配置するために、このフォトインターラプタ装置が組み合わされた送信−受信ユニットと、それに対して離隔したビーム方向変換装置、特にミラーとを有していると、効果的である。 Similarly, in order to arrange a photo-interrupter device, it is effective to have a transmission-reception unit combined with this photo-interrupter device and a beam redirecting device, particularly a mirror, separated from the unit. It is.
参照は、工具ホルダが細長い収容溝を有し、かつ参照光ビームが収容溝に対して平行に延びていると、特に簡単に行うことができる。 Reference can be made particularly simply if the tool holder has an elongated receiving groove and the reference light beam extends parallel to the receiving groove.
さらに、フォトインターラプタ装置は、工具ホルダの1つに統合することができ、かつ参照光ビームは曲げプレスの主要平面ないし作業平面に対して直角に延びることができ、それによって収容溝の長手方向および/または収容溝の深さ方向に曲げ工具の正確な位置決めを行うことができる。 Furthermore, the photointerrupter device can be integrated into one of the tool holders, and the reference light beam can extend perpendicular to the main or working plane of the bending press, whereby the longitudinal direction of the receiving groove In addition, the bending tool can be accurately positioned in the depth direction of the receiving groove.
フォトインターラプタ装置の協働する構成要素が2つの工具ホルダに配置されており、かつ参照光ビームが工具ホルダの間の間隔を主要平面に対して平行にカバーすることができる場合に、それぞれ2つまでの軸方向において、曲げ工具と工作物の正確な位置決めを実施することができる。 2 if the cooperating components of the photo interrupter device are arranged in two tool holders and the reference light beam can cover the spacing between the tool holders parallel to the main plane. Accurate positioning of the bending tool and the workpiece can be performed in up to three axial directions.
フォトインターラプタ装置の簡単で同時に正確な取り付けは、フォトインターラプタ装置が固定部分を有している場合に行うことができ、それによってフォトインターラプタ装置は曲げ工具のように工具ホルダに固定可能となる。 Simple and accurate mounting of the photo interrupter device can be done when the photo interrupter device has a fixed part, so that the photo interrupter device can be fixed to the tool holder like a bending tool. Become.
本発明をさらに良く理解するために、以下の図を用いて本発明を詳細に説明する。 For better understanding of the present invention, the present invention will be described in detail with reference to the following drawings.
図は、それぞれ著しく図式的に簡略化された表示である。 Each figure is a remarkably graphically simplified representation.
最初に記録しておくが、異なるように記載される実施形態において、同一の部分には同一の参照符号ないし同一の構成部分名称が設けられており、その場合に説明全体に含まれる開示は、同一の参照符号ないし同一の構成部分名称を有する同一の部分へ意味に従って移し替えることができる。また、説明内で選択される、たとえば上、下、側方などのような位置記載は、直接説明され、かつ示される図に関するものであって、この位置記載は位置が変化した場合には意味に従って新しい位置へ移し替えられる。さらに、図示され、かつ説明される様々な実施例からなる個別特徴または特徴の組合せも、それ自体自立した、進歩的または発明に基づく解決を表すことができる。 Although initially recorded, in the embodiments described differently, the same parts are provided with the same reference numerals or the same component names, and the disclosure included in the entire description in that case is: The same reference numerals or the same parts having the same component names can be transferred according to the meaning. Also, position descriptions, such as up, down, side, etc., selected in the description are directly related to the figure shown and shown, and this position description means when the position changes To move to a new position. Furthermore, individual features or combinations of features from the various embodiments shown and described can also represent a self-supporting, progressive or invention-based solution.
具体的な説明内の値領域についてのすべての記載は、その任意の部分領域とすべての部分領域を共に含むものであって、たとえば記載1から10は、下限の1と上限の10から始まるすべての部分領域、すなわち下限の1またはそれ以上で始まり、上限の10またはそれ以下で終了する、たとえば1から1.7、または3.2から8.1、あるいは5.5から10のすべての部分領域、を一緒に含んでいるものとする。
All the descriptions of the value region in the specific description include both the arbitrary partial region and all the partial regions. For example, the descriptions 1 to 10 are all starting from the lower limit 1 and the
図1には、曲げプレス2、特に多軸ロボットの形式の、操作装置3および工具貯蔵部4を有する、曲げ成形された工作部分を形成するための製造装置1を示している。曲げプレス2の機械フレーム5は、互いに対して距離をおいて、詳しく図示されない横ユニットを介して互いに対して平行かつ設置面6に対して垂直の平面内に延びる実質的に2つのサイドスタンド7およびそれらと結合された固定のプレスビーム8またはプレステーブルを有している。固定のプレスビーム8に対し、設置面6に対して垂直の方向において、サイドスタンド7のガイド装置内に、調節可能なプレスビーム9が案内されて配置されており、かつ、サイドスタンド7ないし機械フレーム5に配置された駆動手段10、たとえば油圧シリンダ、電気的なスピンドルドライブなど駆動結合されている。
FIG. 1 shows a production device 1 for forming a bent machined part having an operating
2つのプレスビームに、互いに対向する、固定手段を備えた工具ホルダ11が配置されており、その工具ホルダが、たとえば工具収容開口部12を有している。工具ホルダ11は、それぞれ成形すべき工作部分と曲げ工程のための設定に従って、曲げ工具13を装着するために設けられており、たとえば固定のプレスビーム8内の工具ホルダ11内に曲げダイ14と、プレスビーム9の工具ホルダ11内に曲げスタンプ15を有している。
A tool holder 11 having fixing means facing each other is arranged on the two press beams, and the tool holder has, for example, a
それぞれシリーズ製造すべき工作部分または曲げ工具13の保守に従って、様々な時間間隔で曲げ工具13の新規装着とそれに伴って交換が必要である。
According to the maintenance of the work part to be manufactured in series or the
さらに、製造装置1は、自動化された工作部分または工具移送のために、たとえば多軸ロボット16の形式の、把持器17を有する操作装置3を有しており、その把持器は少なくとも1つの把持部材18、たとえば把持ペンチ、吸引式把持器などを有している。その場合に操作装置3の作業室は、好ましくは、曲げプレス2の利用可能な作業室と工具貯蔵部4にわたって延びている。その場合に操作装置3は、走行装置19内でプレスビーム8の前側20に対して平行に延びる方向に走行可能とすることができる。
Furthermore, the production device 1 has an
プレスビーム8の後ろ側21に、さらに、ストッパフィンガー23を有するストッパ装置22を設けることができ、そのストッパフィンガーがCNC制御されて、曲げるべき工作物の正確な位置決めを支援する。
On the
製造装置1は、プログラミング可能な制御装置24を有しており、その制御装置によって製造装置1およびそのコンポーネントの機能が開ループ制御、閉ループ制御、監視、調節され、あるいは他のやり方で調整される。特に、操作装置3のジョイントアームと特に把持部材18ないしそれによって操作される工作物または曲げ工具13の状態と位置の検出と制御も、それに属する。その場合に制御装置24は、製造装置1にわたって分配された、互いに信号接続されているサブシステム、特に操作装置3のための位置制御25も有しており、それによって、操作課題を実施する場合に、種々の運動部材の位置および操作装置3の調節軸が制御される。
The manufacturing device 1 has a
本発明は、曲げ工具13を工具ホルダ11における保持位置へ挿入し、ないしはそこから取り出すことに関する。これは、曲げプレス2に設けられた工具ホルダ11に関するものとすることができるが、その代わりに、あるいはそれに加えて工具貯蔵部4に設けられた工具ホルダ26であってもよく、それが作業室内、ないし操作装置3の到達距離内にある。図1において、曲げダイ14と曲げスタンプ15は、工具貯蔵部4におけるそれぞれの保持位置27で示されており、その保持位置においてそれぞれ曲げ工具13が工具ホルダ26内に保持されている。曲げプレス2には、曲げダイ14の形式の曲げ工具13が示されており、その曲げダイはまさに固定の曲げビーム8に設けられた工具ホルダ11へ接近し、あるいはそれから離れるところで示されている。
The present invention relates to the insertion and / or removal of a
曲げ工具13を操作装置3から問題なくかつ妨げられずに工具ホルダ11、26に設けられた保持位置27へ移動させることができるようにするために、それぞれの保持位置27へ高い精度で到着することが必要である。その場合に、実際においては、操作装置3の位置精度が低すぎることにより、あるいは工具ホルダ11、26の位置誤差によって、常に繰り返し問題が生じる。操作装置3の位置エラーの可能な原因は、たとえば把持部材18に対する工作物位置の誤り、操作装置3のダイのゼロ位置エラー、アーム長さと角度エラー、熱的影響、ギアの遊び、ギアの弾性およびギアの偏心性、アーム弾性並びに位置制御25の距離測定システムの限定された測定分解度である。同様な原因は、工具貯蔵部4または曲げプレス2における保持位置27の不正確さと変化ももたらすことがある。
In order to be able to move the
これらのエラー源またはその作用は、しばしば極めて高い手間と費用によってしか対処できないので、本発明に係る製造装置1は、少なくとも1つのフォトインターラプタ装置28を有しており、それによって、操作装置3の位置決め精度はそれを搭載した工具ホルダ11、26の領域内で、比較的わずかな手間と費用でずっと高くすることができる。図1には、たとえば固定のプレスビーム8に設けられた工具ホルダ11、および工具貯蔵部4に設けられた工具ホルダ26に、それぞれフォトインターラプタ装置28が対応づけられている。もちろん、調節可能なプレスビーム9に設けられた工具ホルダ11に、同様にフォトインターラプタ装置28を対応づけることも、可能である。
Since these error sources or their effects can often be dealt with only with very high effort and cost, the production device 1 according to the invention has at least one photo-
図1は、曲げ工具13における保持部分29を示しており、その保持部分において把持部材18により曲げ工具13と操作装置3の間の結合が形成される。
FIG. 1 shows a holding
フォトインターラプタ装置28は、工具ホルダ11、16の領域内に参照光ビーム30を発生させ、その参照光ビームは、操作装置3から見て、保持位置27の前の測定距離31内に位置する。操作装置3が保持位置27へ接近した場合に、曲げ工具13における、あるいは把持部材18における、予め定められた測定エッジによって参照光ビーム30が中断された場合に、このビーム中断は、フォトインターラプタ装置28によって検出して制御装置24へ供給することができる。参照光ビーム30は、保持位置27の前の既知の測定距離31内にあるので、ビーム中断の時点でそれぞれ観察される測定エッジの実際位置を定めることができ、その実際位置から、残りの接近距離が既知の測定距離31に相当することが認識され、その測定距離は、操作装置3がその前に実施した接近運動と比較してかなり小さい。
The
操作装置3の位置決め精度は、移動した距離の長さに少なくとも部分的に常に比例するので、参照光ビーム30によって定められる実際位置から保持位置27まで移動する距離も比較的短く、ここでは比較的小さい位置決めエラーしか生じない。
Since the positioning accuracy of the
参照光ビーム30によって、保持位置27に対して短い距離において、操作装置3の座標系について新たに参照することができ、それによって、操作装置3の移動が比較的大きい場合に参照光ビーム30の前において場合によっては生じる位置決めエラーまたは工具貯蔵部4の位置偏差を無効にすることができる。図1には、水平のX軸32の方向に延びる測定距離31が示されているが、垂直のY軸33の方向に既知の測定距離を定めることも可能であって、それによって水平のX方向32の代わりに、あるいはそれに加えて垂直のY軸33の方向においても参照を行うことができる。その場合に測定距離31は、数ミリメートルから数センチメートルの領域から選択されており、それによって、曲げセルの形式のこの種の製造装置においてその到達距離が少なくとも数メートルになる、操作装置3の全到達距離に比較してかなり短い。
With the
普及している工業ロボットにおいては、到達距離が数メートルである場合に、±1mmの規模の位置決め不正確さが生じることがある。というのは、ここでは操作装置3の多くの移動部材と移動軸が含まれており、ここでは個別エラーがかなりの程度に加算されることがあるからであって、保持位置27までの参照光ビーム30の残りの接近運動が短い場合には、極めて小さい位置決めエラーしか生じない。というのは、この比較的短い距離区間上では、操作装置のより少ない移動部材と移動軸しか関与せず、あるいは少なくともよりわずかな相対移動を実施すれば済むからである。
In a popular industrial robot, positioning inaccuracy on the scale of ± 1 mm may occur when the reach distance is several meters. This is because, here, a large number of moving members and moving axes of the
到着すべき保持位置27の近傍領域内で操作装置3を参照することによって、把持部材18によって曲げ工具13を挿入ないしは把持する場合に、曲げ工具13を位置決めする際の、冒頭で述べた多くのエラー源は、無効にすることができる。参照光ビーム30から保持位置27までの残りの接近運動は、ある程度、それぞれ考察される工具ホルダ11、26のローカルな座標系において行われ、それによって操作装置3および/または工具貯蔵部4の機械的または熱的な変形による位置決め不正確さは、除去することができる。操作装置および/または工具貯蔵部4の機械的な変形は、使用される曲げ工具13の質量に高い程度において依存し、かつ、工具ホルダ11、26の近傍領域内のローカルな参照に基づいて、それぞれ吸収すべき質量または熱的な影響を位置制御25によって計算的に複雑なやり方で考慮することは、不要になる。
When the
図1において、参照光ビーム30は図面平面に対して直角かつ、図示の実施例においてX軸32の方向に延びる、接近方向に対しても直角に延びている。その場合に参照光ビーム30は、送信ユニットから受信ユニットへ延びており、その場合に受信ユニットは、送信ユニットから送信される参照光ビーム30の入射を監視し、かつ制御装置24と信号接続されており、それによって参照光ビーム30の中断は、実際位置の検出ないしそれに続く残りの接近運動の新規計算を作動させることができる。受信ユニットと送信ユニットは、参照光ビームの方向に互いに離隔させることができるが、参照光ビーム30をミラーによって方向変換し、それによって受信ユニットを送信ユニットと1つの構造ユニットにまとめることも可能である。
In FIG. 1, the
把持部材18による曲げ工具13の把持の精度を向上させるために、参照光ビーム30における操作装置3の参照が、把持部材18に設けられた測定エッジによって実施され、この場合において測定距離31は、参照光ビーム30から工具ホルダ11、26内にある曲げ工具13の保持部分29まで延びている。
In order to improve the gripping accuracy of the
図2から5には、工具収容部11、26内への曲げ工具13の挿入が示されており、その場合に製造装置1の残りの部分は、簡単にするために取り去ってある。
FIGS. 2 to 5 show the insertion of the
その場合に、先行する図1内と同じ部分については、同一の参照符号ないし構成部品名称が使用される。不必要な繰り返しを避けるために、先行する図1の詳細な説明を参照するよう指示し、ないしは参照する。 In that case, the same reference numerals or component names are used for the same parts as in the preceding FIG. To avoid unnecessary repetition, it is indicated or referred to the detailed description of the preceding FIG.
その場合に図2は、曲げ工具13を示しており、その曲げ工具は操作装置3の把持器17の把持部材18によって保持されており、かつ、たとえば下方の固定のプレスビーム8に、あるいは工具貯蔵部4内に配置された工具収容部11、26内へ挿入されるものである。ここでは把持ペンチの形式の把持部材18を有する把持器17が結合されている、保持部分29は、図示の実施例においては把持溝34として形成されており、その中へペンチ形状の把持部材18が嵌入する。容易に認識されるように、図2内で工具収容部11、26内へ曲げ工具13を挿入するために、破線で示す2つに分かれた接近運動35が必要であって、第1のステップにおいて曲げ工具13を工具収容部11、26の上方に垂直に整合するように位置決めし、次に垂直の下降運動によって曲げ工具13の固定部分36を工具収容部11、26の収容溝37内へ導入することができる。次に、図示されない固定手段、たとえばクランプバーによって、工具ホルダ11、26における曲げ工具13の固定が行われる。
In that case, FIG. 2 shows a
収容溝37は、内法幅38を有し、それは、固定部分36の外側寸法39よりも大きくなければならない。それぞれ与えられた操作装置3の位置決め精度ないし繰り返し精度に従って、内法幅38は、固定部分36を導入するための十分なあそびが存在するように、選択されなければならず、それによって曲げ工具13が下降する際に工具ホルダ11、26との予測されない衝突が行われることがなくなる。
The receiving
操作装置3の課題は、曲げ工具の中心平面40を工具ホルダ11、26の主要平面41内へ位置決めすることにあり、その場合にこれは、参照光ビーム30を有するフォトインターラプタ装置28を使用しながら行われる。
The task of the
容易に認識されるように、水平のX軸32の方向における接近運動35の水平の部分は、曲げ工具13の下エッジ42が工具ホルダ11、26の上エッジ43の上方に位置する高さにおいて行われなければならない。参照光ビーム30によって、測定位置が定められ、その測定位置は工具ホルダ11、26に対して測定距離31内に位置し、かつ参照光ビーム30を中断するボディのために、この時点で工具ホルダ11、26に関する実際位置を定める。工具ホルダ11、26における参照点として、図示の実施例においては収容溝37の、操作装置3から見て後方の側面44が使用されるが、任意の他の参照点を使用することもできる。実施例において選択されている側面44は、たとえば固定部分36がクランプバーによってこの側面44に対して押圧されるので、効果的である。
As will be readily appreciated, the horizontal portion of the approaching
曲げ工具13の実際位置を検出するために、参照光ビーム30が曲げ工具13の予め定められた部分または操作装置3の他の部分によって中断されるまで、曲げ工具が操作装置3から保持位置27へ接近する。そのために、図示の実施例においては、曲げ工具13において、曲げ工具13の固定部分36に位置する測定エッジ45が選択される。その場合に測定エッジ45は、固定部分36の表面平面46内にあって、操作装置3の接近方向32に対して直角かつ参照光ビーム30に対して直角となる。収容溝37は、曲げ工具13の保持位置27を定める輪郭を形成するので、固定部分36における測定エッジ45が選択されると、効果的であるが、たとえば曲げ工具13の前面47におけるエッジを参照のために使用することも、可能である。
In order to detect the actual position of the
図3は、測定エッジ45が参照光ビーム30を中断し、かつ測定エッジ45が収容溝37の側面44に対して既知の測定距離31内にある、接近運動の時点を示している。それによって曲げ工具13の実際位置が定められ、制御装置24はこの実際位置に対して操作装置3のための残りの接近運動を計算することができ、その場合にこの残りの接近運動は、移動する距離が短いことに基づいて高い精度で実施することができる。残りの接近運動は、たとえば、固定部分36の測定エッジ45が側面44の少し前にあるように、従って後続の下降のためにわずかなあそびが与えられるように、定められる。
FIG. 3 shows the point of approach movement when the
図4には、X軸32の方向における水平の接近運動が終了しており、測定エッジ45が収容溝37の側面44のすぐ前にある、曲げ工具13の位置を示しており、その後曲げ工具13が垂直方向33において収容溝37内へ下降されなければならない。図5は、最終的に有効な保持位置27内に位置決めされた曲げ工具13を示しており、その曲げ工具の固定部分36を、矢印によって示唆される締め付け力48によって収容溝37内に固定することができ、それによって固定部分36の表面平面46が収容溝37の側面44と添接して、曲げ工具13の正確な保持位置27が得られる。
FIG. 4 shows the position of the
図6は、フォトインターラプタ装置28の他の可能な実施形態を示しており、そのフォトインターラプタ装置は2つの、互いに対して離隔し、かつ平行な参照光ビーム30と49を発生させて、中断について監視することができる。参照光ビーム30によっては、X軸32の方向における曲げ工具13の実際位置を、参照光ビーム49によってはY軸33の方向における曲げ工具13の実際位置を検出することができる。その場合に曲げ工具13は、図示されない操作装置3によって、まず、第1の測定エッジ45が第1の参照光ビーム30を中断するまで、水平方向に工具ホルダ11、26へ接近し、次に曲げ工具13の第2の測定エッジ50としての下エッジ42が第2の参照光ビーム49を中断するまで、垂直方向に下降する。水平の接近運動は、第1の参照光ビーム30の中断後も、さらに少し続行され、それによって曲げ工具13の角部が第2の参照光ビーム49の中断を作動させる必要がなく、垂直の実際位置のための測定点が下エッジ42の内部にくる。実際位置の検出は、交換されたシーケンスによっても行うことができ、それにおいてはまず、水平の下エッジ42が測定エッジとして、そして次に垂直の測定エッジが検出される。そのために、接近運動はそれに応じて変更してプログラミングされる。
FIG. 6 shows another possible embodiment of the
第1の参照光ビーム30の中断から、曲げ工具13のそれ以降の各水平の運動は、X軸32の方向における残りの接近運動の一部であって、それが制御装置24によって計算され、第2の参照光ビーム49の第1の中断からは、曲げ工具13のそれ以降の各垂直運動は、Y軸33の方向における残りの接近運動の一部であって、それが同様に制御装置24によって計算される。水平のX方向32においても、垂直のY方向33においても、曲げ工具13の実際位置をこのように照会することによって、参照光ビーム30、49から保持位置27までの残りの接近運動は向上した精度で実施することができる。というのは、曲げ工具13の位置の参照を、2つの方向において行うことができるからである。また、単独の参照光ビーム30のみが使用されて、接近運動が次のように、すなわちこの参照符号ビームによってまず第1の測定エッジ30が検出されて、次に同じ参照光ビーム30によって第2の測定エッジ50も検出されるようにして決定されることにより、2つの座標方向32、33において参照報告を実施することも可能である。
From the interruption of the first
曲げ工具13の接近運動は、参照光ビーム30、49が中断された場合に、短い停止時間を設けるようにプログラミングすることができるが、好ましくは、接近運動は中断なしで続行され、それによって位置決め精度をさらに向上させることができる。というのは、さらにエラー源となることがあり得る、著しい制動および加速プロセスが削減されるからである。
The approaching movement of the
図7には、フォトインターラプタ装置28によって、工具ホルダ11、26に設けられたその保持位置から曲げ工具13を遠ざける場合の精度も向上できることが、示されている。これは、曲げ工具13の固定部分36への接近運動35において把持器17が次のように、すなわち把持部材18が、たとえば把持溝34の形式の保持部分29に接近する場合にフォトインターラプタ装置28の参照光ビーム30において操作装置3の参照を実施することができるように、案内されることによって行われる。そのために、把持部材18において他の測定エッジ51が定められ、その測定エッジは好ましくは、参照光ビーム30に対して直角かつ接近方向に対して直角に延びている。把持部材18に設けられた測定エッジ51によって参照光ビーム30が中断されることにより、把持部材18の実際位置が定められ、その実際位置から保持部分29、ここでは把持溝34まで、あとは数センチメートルの短い残りの接近運動のみが必要であって、それは比較的高い精度で実施することができる。
FIG. 7 shows that the accuracy when the
図7にはさらに、破線の矢印によって、把持器17の離隔運動52が示唆されており、その場合に、曲げ工具13が保持位置27へ下ろされた後に、接近運動において行われたフォトインターラプタ装置28における参照が再び無効にされて、把持器17の実際位置が再び、位置制御25によって検出された座標に基づいて求められ、従って操作装置3の変更されない座標が使用されることが、可能である。この場合においては、工具ホルダ11、26におけるローカルな参照は、ある意味で再び無効にされる。しかし、他の箇所において新規の参照が行われるまでは、フォトインターラプタ装置28における参照を永続的に維持することも、可能である。
FIG. 7 further suggests the separating
図8は、フォトインターラプタ装置28の可能な実施形態を示しており、それは固定部分36を有し、それによって曲げ工具13のように直接工具ホルダ11、26の収容溝37内へ挿入することができる。さらに、曲げ工具13の場合のように締め付け力48によって固定を行うことができる。フォトインターラプタ装置28をこのように工具ホルダ11、26に固定することによって、フォトインターラプタ装置28のより簡単かつ迅速な交換を行うことができ、それにもかかわらず、参照光ビーム30の正確な位置決めが与えられている。図7には、さらに、フォトインターラプタ装置28が上述したように第2の参照光ビーム49を発生させることができ、それによって1つの構造的なユニットにより、かつ簡単な接近運動によって、2つの異なる座標方向において参照を行うことができることが、示唆されている。
FIG. 8 shows a possible embodiment of the
図9は、図9には示されていない装置装置3によって工具ホルダ11、26内へ曲げ工具3を挿入する方法の可能な他の変形例を上面で示している。その場合に、接近運動の個々の段階は、文字aからeで示されている。参照光ビーム30は、工具ホルダ11、26の収容溝37に対して平行に延びて、フォトインターラプタ装置28によって中断について監視される。フォトインターラプタ装置28は、この実施例においては、工具ホルダ11、26の左の端部に送信ユニット53を有しており、その送信ユニットから、好ましくはレーザービーム54の形式の参照光ビーム30が受信ユニット55へ送信される。送信ユニット53は、たとえばレーザーダイオード56の形式のレーザー光源を有し、受信ユニット55はたとえばフォトセル57を有しており、そのフォトセルによってレーザービーム54の中断を監視することができ、かつそのフォトセルは図示されない制御装置24と信号接続されている。その代わりに、フォトインターラプタ装置28が組み合わされた送信−受信ユニット58およびそれに対して離隔したミラー59を有し、それらの間に、ここではレーザービーム54の形式の参照光ビーム30が延びることも、可能である。
FIG. 9 shows in a top view another possible variant of the method for inserting the
曲げ工具13の接近の特殊なやり方により、参照光ビーム30に対して直角に延びる2つの測定エッジ60と61が順次検出されることによって、角度位置エラーを定めて補正することができる。図9は、曲げ工具13を収容溝37に対し、かつ参照光ビーム30に対して平行な位置aで示している。接近する場合に、曲げ工具13は、たとえば45°の斜め角度62だけ時計方向に位置bへ回動され、それによって曲げ工具13の前側63に設けられた第1の測定エッジ60が、前方の測定エッジ64を形成する。次に、参照光ビーム30が中断されるまで、X軸32の方向に曲げ工具13の接近が行われる(段階c)。中断のこの時点で、参照光ビーム30によって定められる、目標位置と実際位置の間の位置偏差65が検出される。次に、第2の測定エッジ61が参照光ビーム30の中断をもたらすまで(段階e)、曲げ工具13の逆方向の、たとえば反時計方向の、回動が行われる(段階d)。この時点でも、測定エッジ61の目標位置と実際位置の間の位置偏差66が求められる。2つの位置偏差65、66の合計と、ここでは工具長さに相当する、隣接する測定エッジ60、61の間の間隔67とから、参照光ビーム30に関する曲げ工具13の角度位置エラーalphaが、以下のように計算される:
tang alpha =(位置偏差65+位置偏差66)/間隔67
Due to the special approach of the
tang alpha = (
求められた曲げ工具13の角度位置エラーは、その後、制御装置24によって補正することができ、それによって曲げ工具13の挿入は、高い精度で行うことができる。
The determined angular position error of the
図10は、製造装置1の他の代替的あるいは付加的に可能な実施形態を示しており、それにおいてフォトインターラプタ装置28が下方の工具収容部11内に統合されている。参照光ビーム30は、この実施例においては、主要平面41に対して直角に延びており、この配置によってY軸33の方向における曲げ工具13の接近運動を監視することができる。それによって収容溝37内への挿入は、上述した方向におけるようにも管理し、かつわずかな機械的負荷で行うことができる。その場合に付加的に、この方向においても接近運動を参照光ビーム30によって監視することにより、収容溝37の長手方向における位置決めの精度も向上させることができる。
FIG. 10 shows another alternative or additionally possible embodiment of the production device 1, in which a
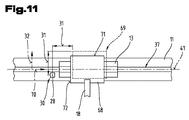
図11には、工具ホルダ11内に挿入された曲げ工具13に対して破線で示唆された曲げ位置69へ工作物68を位置決めするための、本発明の使用が上面で示されている。この形態において、フォトインターラプタ装置28は、参照光ビーム30を発生し、その参照光ビームは、Y軸33の方向に、図面平面に対し、かつ曲げるべき工作物68の表面に対して直角に延びている。この方向は、また、主要平面41に対して平行である。このように方向付けされた参照光ビーム30によって、工作物エッジ71、72によって参照光ビーム30が中断された場合に工具収容部11に対する、そしてそれに伴って曲げ工具13に対する工作物68の実際位置が定められることによって、X軸32の方向および/または、収容溝37に対して平行に方向付けされているZ方向70において曲げ位置69内への接近運動を最適化することができる。この実際位置に基づいて、接近運動のための目標位置を表す、曲げ位置69までのそれぞれの測定距離31の値だけ、接近が続行される。したがって工作物68を位置決めする方法は、曲げ工具13を位置決めするための上述した方法のように、到着すべき目標位置の近傍領域内で非接触の参照を用いて実施され、かつ工具位置決めに関連して説明されたすべての方法変形例も意味に従って工作物位置決めのためにも適用することができる。
FIG. 11 shows the use of the present invention on the top side for positioning the
実施例は、方法および製造装置1の可能な実施変形例を示すものであって、その場合にここに記録しておくが、本発明は具体的に示されたその実施変形例に限定されるものではなく、むしろ個々の実施変形例を互いに様々に組み合わせることも可能であって、これらの変形可能性は、具体的な発明による技術的に取り扱うための教示に基づいて、この分野で活動する当業者の裁量の範囲内にある。従って図示され、かつ説明された実施変形例の個々の詳細を組み合わせることによって可能となるすべての考えられる実施変形例も、保護範囲に一緒に含まれる。 The examples show possible implementation variants of the method and the production apparatus 1 and are recorded here in that case, but the invention is limited to the concrete implementation examples specifically shown. Rather, individual implementation variants can also be combined with one another in various ways, and these variants are active in this field based on the technical handling teachings according to the specific invention. Within the discretion of those skilled in the art. Accordingly, all possible implementation variants that are possible by combining the individual details of the implementation variants shown and described are also included in the scope of protection.
最後に、形式を整えるために指摘しておくが、製造装置1の構造をより良く理解するために、製造装置ないしその構成要素は、一部寸法通りではなく、かつ/または拡大および/または縮小して示されている。 Finally, it is pointed out for the sake of formatting that in order to better understand the structure of the manufacturing device 1, the manufacturing device or its components are not partly dimensioned and / or enlarged and / or reduced. It is shown as
自立した発明的解決の基礎となる課題は、明細書から読み取ることができる。 The problems that form the basis for independent invention solutions can be read from the description.
特に、図1;2、3、4、5;6;7;8;9、10、11に示される形態は、自立した発明に基づく解決の対象を形成することができる。これに関する発明の課題と解決は、これらの図の詳細な説明から読み取ることができる。 In particular, the forms shown in FIGS. 1; 2, 3, 4, 5; 6; 7; 8; 9, 10, 11 can form the subject of a solution based on a self-supporting invention. The problems and solutions of the invention in this regard can be read from the detailed description of these figures.
1 製造装置
2 曲げプレス
3 操作装置
4 工具貯蔵部
5 機械フレーム
6 設置面
7 サイドスタンド
8,9 プレスビーム
10 駆動手段
11 工具ホルダ
12 工具収容開口部
13 曲げ工具
14 曲げダイ
15 曲げスタンプ
16 多軸ロボット
17 把持器
18 把持部材
19 走行装置
20 前側
21 後ろ側
22 ストッパ装置
23 ストッパフィンガー
24 制御装置
25 位置制御
26 工具ホルダ
27 保持位置
28 フォトインターラプタ装置
29 保持部分
30 参照光ビーム
31 測定距離
32 X軸
33 Y軸
34 把持溝
35 接近運動
36 固定部分
37 収容溝
38 内法幅
39 外側寸法
40 中心平面
41 主要平面
42 下エッジ
43 上エッジ
44 側面
45 測定エッジ
46 表面平面
47 前面
48 締め付け力
49 参照光ビーム
50,51 測定エッジ
52 離隔運動
53 送信ユニット
54 レーザービーム
55 受信ユニット
56 レーザーダイオード
57 フォトセル
58 送信器−受信器ユニット
59 ミラー
60,61 測定エッジ
62 斜め角度
63 前側
64 前方の測定エッジ
65,66 位置偏差
67 間隔
68 工作物
69 曲げ位置
70 Z軸
71,72 工作物エッジ
DESCRIPTION OF SYMBOLS 1 Manufacturing apparatus 2
Claims (20)
把持部材(18)によって保持部分(29)に保持された曲げ工具(13)を操作装置(3)によって保持位置(27)へ移動し、この保持位置(27)において把持部材(18)を保持部分(29)から外し、あるいは把持部材(18)を操作装置(3)によって、保持位置(27)内にある曲げ工具(13)の保持部分(29)へ移動し、把持部材(18)によって保持部分(29)を把持した後に、曲げ工具(13)を保持位置(27)から取り出す、方法において、
保持位置(27)への曲げ工具(13)の接近または保持部分(29)への把持部材(18)の接近を、少なくとも1つの座標方向(32、33)において接近方向(32)に見て保持位置(27)の前かつ工具ホルダ(11、26)に対して既知の測定距離(31)内にある、フォトインターラプタ装置(28)の参照光ビーム(30)によって監視し、
曲げ工具(13)ないし把持部材(18)に設けられた、接近方向(32)に対し、かつ参照光ビーム(30)に対してほぼ直角の測定エッジ(45、50、51)によってビームが中断された時点で、曲げ工具(13)または把持部材(18)の実際位置を定め、
制御装置(24)によって測定距離(31)を、実際位置から保持位置(27)まで、ないしは保持部分(29)までの取扱い装置(3)の残りの接近運動のための計算の基礎として使用する、ことを特徴とする曲げ工具(13)を挿入し、あるいは取り出す方法。 The bending tool (13) is inserted into the holding position (27) provided in the tool holder (11, 26) using the gripping member (18) of the operating device (3) having a programmable control device (24). Or a way to get out of it,
The bending tool (13) held by the holding member (29) by the holding member (18) is moved to the holding position (27) by the operating device (3), and the holding member (18) is held at the holding position (27). Remove from the part (29) or move the gripping member (18) by means of the operating device (3) to the holding part (29) of the bending tool (13) in the holding position (27) and by the gripping member (18) In the method of removing the bending tool (13) from the holding position (27) after gripping the holding part (29),
The approach of the bending tool (13) to the holding position (27) or the approach of the gripping member (18) to the holding part (29) is seen in the approach direction (32) in at least one coordinate direction (32, 33). Monitored by a reference light beam (30) of the photointerrupter device (28) in front of the holding position (27) and within a known measuring distance (31) relative to the tool holder (11, 26);
The beam is interrupted by measuring edges (45, 50, 51) provided on the bending tool (13) or gripping member (18) in the approach direction (32) and substantially perpendicular to the reference light beam (30). The actual position of the bending tool (13) or gripping member (18) is determined,
The measuring distance (31) is used by the control device (24) as a basis for calculations for the remaining approaching movement of the handling device (3) from the actual position to the holding position (27) or to the holding part (29). A method of inserting or removing a bending tool (13) characterized in that
把持部材(18)によって保持された工作物(68)を操作装置(3)によって曲げ工具(13)に対して曲げ位置(69)へ移動する、方法において、
曲げ位置(69)への工作物の接近を、少なくとも1つの座標方向(32、70)において、接近方向(32,70)に見て曲げ位置(69)の前、かつ工具ホルダ(11)に対して既知の測定距離(31)内にある、フォトインターラプタ装置(28)の参照光ビーム(30)によって監視し、
接近方向(32、70)に対し、かつ参照光ビーム(30)に対してほぼ直角の、工作物(68)に設けられた測定エッジ(71、72)によってビームが中断された時点で、工作物(68)の実際位置を定め、
制御装置(24)によって測定距離(31)を、実際位置から曲げ位置(69)までの保持装置(3)の残りの接近運動のための計算の基礎として使用する、ことを特徴とする、曲げるべき工作物を位置決めする方法。 In a bending position (69) provided on a bending tool (13) inserted into a tool holder (11) using a gripping member (18) of an operating device (3) having a programmable control device (24) A method for positioning a workpiece (68) to be bent, comprising:
In a method of moving a workpiece (68) held by a gripping member (18) to a bending position (69) with respect to a bending tool (13) by means of an operating device (3),
The approach of the workpiece to the bending position (69) in the at least one coordinate direction (32, 70) in the approach direction (32, 70) and before the bending position (69) and to the tool holder (11). Monitored by a reference light beam (30) of the photointerrupter device (28), which is within a known measuring distance (31),
When the beam is interrupted by the measuring edges (71, 72) provided on the workpiece (68), approximately perpendicular to the approach direction (32, 70) and to the reference light beam (30), the work piece Determine the actual position of the object (68),
Bending, characterized in that the measuring distance (31) is used by the control device (24) as a basis for calculations for the remaining approaching movement of the holding device (3) from the actual position to the bending position (69) A method for positioning a workpiece.
接近運動する際に、参照光ビーム(30)に達する前に、接近方向(32)に対し、かつ参照光ビーム(30)に対して直角に方向付けされた、操作装置(3)の回転軸によって、参照光ビーム(30)に対して第1の斜め角度(62)だけ曲げ工具(13)を回動し、それによって第1の測定エッジ(60)が前方の測定エッジ(64)を形成し、参照光ビーム(30)が第1の測定エッジ(60)によって中断された場合に、接近運動が停止され、次に、第2の測定エッジ(61)が参照光ビーム(30)を中断するまで、相対角度だけ曲げ工具(13)を反対方向に回動し、かつ、操作装置(3)の位置制御(25)によって検出された、測定エッジ(60、61)の位置偏差(65、66)と、測定エッジ(60、61)の互いに対する既知の間隔(67)とに基づいて、目標方向からの表面平面(63)の角度偏差を求める、ことを特徴とする請求項1〜9の何れか一項に記載の方法。 Two parallel and spaced measuring edges (60) provided in the surface plane (63) of the bending tool (13), extending in a direction of approach (32) and perpendicular to the reference light beam (30). , 81) are detected by a reference light beam (30),
In the approaching movement, the axis of rotation of the operating device (3) is oriented with respect to the approaching direction (32) and perpendicular to the reference light beam (30) before reaching the reference light beam (30). Rotates the bending tool (13) by a first oblique angle (62) relative to the reference light beam (30), so that the first measuring edge (60) forms the front measuring edge (64). However, if the reference light beam (30) is interrupted by the first measurement edge (60), the approach movement is stopped, and then the second measurement edge (61) interrupts the reference light beam (30). Until the bending tool (13) is rotated in the opposite direction by a relative angle and the position deviation (65, 61) of the measurement edge (60, 61) detected by the position control (25) of the operating device (3). 66) and the measurement edges (60, 61) That based on the known spacing (67), determining the angular deviation of the surface plane (63) from the target direction, the method according to any one of claim 1 to 9, characterized in that.
フォトインターラプタ装置(28)が、工具ホルダ(11,26)に配置されており、かつ曲げ工具(13)のための保持位置(27)に対して既知の測定距離(31)で参照光ビーム(30)を送信し、かつ監視し、制御装置(24)が測定距離(31)を、参照光ビーム(30)によって定められた実際位置から保持位置(27)までの操作装置(3)の残りの接近運動のための計算の基礎として使用する、ことを特徴とする製造装置。 A gripping member provided in a bending press (2), an operating device (3) with a programmable control device (24) and a handling device (3) for handling a bending tool (13) or a workpiece (68) (18) and an operating device provided in the press beam (8, 9) or the tool storage (4) of the bending press (2) for holding the bending tool (13) in the holding position (27). (3) Contact with tool holder (11, 26) which is arranged in the region and the control device at least one photo-interrupter device coupled (24) (28), the manufacturing apparatus (1) having the And
A photo interrupter device (28) is arranged in the tool holder (11, 26) and a reference light beam at a known measuring distance (31) with respect to the holding position (27) for the bending tool (13). (30) is transmitted and monitored, and the control device (24) determines the measurement distance (31) of the operating device (3) from the actual position defined by the reference light beam (30) to the holding position (27). A manufacturing device, characterized in that it is used as a basis for calculations for the remaining approaching movements.
フォトインターラプタ装置(28)が工具ホルダ(11)に配置されており、かつ、工作物(68)のための曲げ位置(69)に対して既知の測定距離(31)で参照光ビーム(30)を送信し、かつ監視し、制御装置(24)が測定距離(31)を、参照光ビーム(30)によって定められた実際位置から曲げ位置(69)までの取扱い装置(3)の残りの接近運動のための計算の基礎として使用する、ことを特徴とする製造装置。 Bending press (2), operating device (3) with programmable control device (24) and grips provided on operating device (3) for moving workpiece (68) to bending position (69) In the working area of the operating device (3) provided on the press beam (8, 9) of the bending press (2) to hold the member (18) and the bending tool (13) in the holding position (27) Oite the manufacturing apparatus (1) having at least one photo-interrupter device coupled with arranged tool holder (11) and a control unit (24) and (28), a
A photo interrupter device (28) is arranged in the tool holder (11) and a reference light beam (30) at a known measuring distance (31) with respect to the bending position (69) for the workpiece (68). ) sends, and monitor the remaining handling apparatus control device (24) is measured distance (31), to the position bent from the actual position determined by the reference light beam (30) (69) (3) A manufacturing device, characterized in that it is used as a basis for calculations for the approaching movement of
受信ユニット(55)が、送信ユニット(53)から送信された参照光ビーム(30)の入射を監視し、かつ制御装置(24)と信号接続している、ことを特徴とする請求項11〜14の何れか一項に記載の製造装置(1)。 The photo interrupter device (28) has a transmission unit (53) and a reception unit (55) spaced apart from the transmission unit (53),
Reception unit (55) monitors the incidence of the reference light beam transmitted from the transmitting unit (53) (30), and the control unit (24) to be signal connection, according to claim 11, characterized in that - The manufacturing apparatus (1) as described in any one of 14 .
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| ATA550/2012A AT511959B1 (en) | 2012-05-09 | 2012-05-09 | Method for the automated handling of a bending tool and production device |
| ATA550/2012 | 2012-05-09 | ||
| PCT/AT2013/050103 WO2013166538A1 (en) | 2012-05-09 | 2013-05-07 | Method for automated manipulation of a bending tool, and manufacturing device |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2015517407A JP2015517407A (en) | 2015-06-22 |
| JP6170137B2 true JP6170137B2 (en) | 2017-07-26 |
Family
ID=48222582
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015510572A Expired - Fee Related JP6170137B2 (en) | 2012-05-09 | 2013-05-07 | Bending tool automatic operation method and manufacturing apparatus |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP2846943B1 (en) |
| JP (1) | JP6170137B2 (en) |
| AT (1) | AT511959B1 (en) |
| WO (1) | WO2013166538A1 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102429212B1 (en) * | 2022-02-03 | 2022-08-03 | 최명철 | Press system |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AT515272B1 (en) | 2014-01-09 | 2015-10-15 | Trumpf Maschinen Austria Gmbh | Tool storage system for bending tools |
| AT515781B1 (en) | 2014-10-08 | 2015-12-15 | Trumpf Maschinen Austria Gmbh | Handling system for bending tools |
| AT517712B1 (en) * | 2015-11-04 | 2017-04-15 | Trumpf Maschinen Austria Gmbh & Co Kg | Gripper system for a bending press |
| AT519480B1 (en) | 2017-02-08 | 2018-07-15 | Trumpf Maschinen Austria Gmbh & Co Kg | Bending tool storage device |
| US10197219B1 (en) | 2017-08-04 | 2019-02-05 | Jason Boyer | Secondary light curtain for detecting crush zone intrusion in a secondary process and associated method for use |
| IT201900006656A1 (en) | 2019-05-08 | 2020-11-08 | Salvagnini Italia Spa | Bending machine for metal sheets |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4166369A (en) * | 1978-04-06 | 1979-09-04 | Kabushiki Kaisha Komatsu Seisakusho | Safety device for press brake |
| JPS59227379A (en) * | 1983-06-09 | 1984-12-20 | 株式会社アマダ | Method and device for supplying work |
| JP2501194B2 (en) * | 1986-04-11 | 1996-05-29 | 株式会社 アマダ | Line position detector |
| DE3731871A1 (en) * | 1987-09-18 | 1989-04-06 | Bellheimer Metallwerk Gmbh | CIRCULAR SHELF |
| JPH0549121U (en) * | 1991-12-13 | 1993-06-29 | 株式会社小松製作所 | Positioning device for work in press machine |
| JP2625606B2 (en) * | 1992-05-19 | 1997-07-02 | 富士通株式会社 | Articulated arm type transfer device and adjustment method thereof |
| JPH06234018A (en) * | 1993-02-09 | 1994-08-23 | Komatsu Ltd | Automatic die changing device of press brake |
| US5761940A (en) * | 1994-11-09 | 1998-06-09 | Amada Company, Ltd. | Methods and apparatuses for backgaging and sensor-based control of bending operations |
| DE19928831A1 (en) * | 1999-06-24 | 2000-12-28 | Fiessler Elektronik Ohg | Holding device for workpieces on bending machines or presses has control means to deactivate holding device as tool reaches predetermined position relative to workpiece |
| US6644080B2 (en) * | 2001-01-12 | 2003-11-11 | Finn-Power International, Inc. | Press brake worksheet positioning system |
| JP4094916B2 (en) * | 2002-09-19 | 2008-06-04 | 株式会社アマダ | Bending machine |
| AT508923B1 (en) * | 2009-11-10 | 2011-05-15 | Trumpf Maschinen Austria Gmbh | MANUFACTURING SYSTEM, ESPECIALLY FOR FREEFORM BENDING |
| AT509708B1 (en) * | 2010-09-02 | 2011-11-15 | Trumpf Maschinen Austria Gmbh | TOOL MAGAZINE FOR A MANIPULATOR |
| EP2444173B1 (en) * | 2010-10-20 | 2013-11-27 | TRUMPF Sachsen GmbH | Mechanical assembly for processing metal sheets and method for changing tools on such a mechanical assembly |
-
2012
- 2012-05-09 AT ATA550/2012A patent/AT511959B1/en active
-
2013
- 2013-05-07 WO PCT/AT2013/050103 patent/WO2013166538A1/en active Application Filing
- 2013-05-07 JP JP2015510572A patent/JP6170137B2/en not_active Expired - Fee Related
- 2013-05-07 EP EP13731256.7A patent/EP2846943B1/en active Active
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102429212B1 (en) * | 2022-02-03 | 2022-08-03 | 최명철 | Press system |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2846943B1 (en) | 2016-07-27 |
| AT511959A4 (en) | 2013-04-15 |
| AT511959B1 (en) | 2013-04-15 |
| JP2015517407A (en) | 2015-06-22 |
| WO2013166538A1 (en) | 2013-11-14 |
| EP2846943A1 (en) | 2015-03-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6170137B2 (en) | Bending tool automatic operation method and manufacturing apparatus | |
| US10603752B2 (en) | Machine tool | |
| US10307877B2 (en) | Machine tool | |
| US10688612B2 (en) | Machine tool | |
| US10960536B2 (en) | Measurement station and measurement method | |
| US10391559B2 (en) | Machine tool | |
| TWI500474B (en) | Offset-measuring system of machine tool and offset-measuring method thereof | |
| EP2969385B1 (en) | Micro turning machine | |
| US11439484B2 (en) | Method for controlling a machine tool | |
| JP2014504555A (en) | Manufacturing device having sensing means for sensing tool position and method of operating manufacturing device | |
| CN106041296A (en) | Online dynamic vision laser precise processing method | |
| US10974361B2 (en) | Method for correcting a position of a tip of a machine tool | |
| JP2009233785A (en) | Position measuring method of machine tool and its device | |
| US11247304B2 (en) | Workpiece information recognition system | |
| JP2019086823A (en) | Machining system | |
| JP2019188508A (en) | Working robot system and working robot | |
| CN110385696B (en) | Work robot system and work robot | |
| US10618173B2 (en) | Processing system and method for controlling processing machine | |
| JPH09300178A (en) | Nc machine tool provided with cutting edge tip position measuring function of tool | |
| TW201816531A (en) | Numerically controlled machine tool with spatial positional error compensation | |
| JP2014087883A (en) | Method for measuring tool length, and machine tool | |
| JPH1199450A (en) | Tool length measuring method and device for machine tool | |
| WO2017051445A1 (en) | Multi-joint robot teaching system | |
| JPH039966Y2 (en) | ||
| KR20170029381A (en) | Laser processing device |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20160426 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20170208 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170214 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170515 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170530 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20170629 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6170137 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |