JP6086765B2 - Grinding wheel - Google Patents
Grinding wheel Download PDFInfo
- Publication number
- JP6086765B2 JP6086765B2 JP2013049418A JP2013049418A JP6086765B2 JP 6086765 B2 JP6086765 B2 JP 6086765B2 JP 2013049418 A JP2013049418 A JP 2013049418A JP 2013049418 A JP2013049418 A JP 2013049418A JP 6086765 B2 JP6086765 B2 JP 6086765B2
- Authority
- JP
- Japan
- Prior art keywords
- grinding
- grinding wheel
- wheel
- auxiliary
- grindstone
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000227 grinding Methods 0.000 title claims description 121
- 239000000463 material Substances 0.000 claims description 11
- 238000005245 sintering Methods 0.000 claims description 7
- 239000006061 abrasive grain Substances 0.000 claims description 6
- 229910003460 diamond Inorganic materials 0.000 claims description 6
- 239000010432 diamond Substances 0.000 claims description 6
- 239000004575 stone Substances 0.000 claims description 6
- 235000012431 wafers Nutrition 0.000 description 21
- 238000000034 method Methods 0.000 description 8
- 230000001681 protective effect Effects 0.000 description 6
- 239000008187 granular material Substances 0.000 description 5
- 239000004065 semiconductor Substances 0.000 description 5
- 239000000758 substrate Substances 0.000 description 5
- 239000011146 organic particle Substances 0.000 description 4
- 239000002245 particle Substances 0.000 description 4
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 4
- 239000004793 Polystyrene Substances 0.000 description 3
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 3
- 229910052710 silicon Inorganic materials 0.000 description 3
- 239000010703 silicon Substances 0.000 description 3
- 229920002845 Poly(methacrylic acid) Polymers 0.000 description 2
- 229910004298 SiO 2 Inorganic materials 0.000 description 2
- 239000004115 Sodium Silicate Substances 0.000 description 2
- 239000000853 adhesive Substances 0.000 description 2
- 230000001070 adhesive effect Effects 0.000 description 2
- 239000003795 chemical substances by application Substances 0.000 description 2
- 150000002148 esters Chemical class 0.000 description 2
- 239000004088 foaming agent Substances 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 229920003229 poly(methyl methacrylate) Polymers 0.000 description 2
- 239000004926 polymethyl methacrylate Substances 0.000 description 2
- 229920002223 polystyrene Polymers 0.000 description 2
- 229910052594 sapphire Inorganic materials 0.000 description 2
- 239000010980 sapphire Substances 0.000 description 2
- NTHWMYGWWRZVTN-UHFFFAOYSA-N sodium silicate Chemical compound [Na+].[Na+].[O-][Si]([O-])=O NTHWMYGWWRZVTN-UHFFFAOYSA-N 0.000 description 2
- 229910052911 sodium silicate Inorganic materials 0.000 description 2
- 239000002390 adhesive tape Substances 0.000 description 1
- 239000013078 crystal Substances 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 239000003292 glue Substances 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 238000005498 polishing Methods 0.000 description 1
- -1 polyethylene vinyl chloride Polymers 0.000 description 1
- 229920000098 polyolefin Polymers 0.000 description 1
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B27/00—Other grinding machines or devices
- B24B27/0076—Other grinding machines or devices grinding machines comprising two or more grinding tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B5/00—Machines or devices designed for grinding surfaces of revolution on work, including those which also grind adjacent plane surfaces; Accessories therefor
- B24B5/02—Machines or devices designed for grinding surfaces of revolution on work, including those which also grind adjacent plane surfaces; Accessories therefor involving centres or chucks for holding work
- B24B5/04—Machines or devices designed for grinding surfaces of revolution on work, including those which also grind adjacent plane surfaces; Accessories therefor involving centres or chucks for holding work for grinding cylindrical surfaces externally
- B24B5/045—Machines or devices designed for grinding surfaces of revolution on work, including those which also grind adjacent plane surfaces; Accessories therefor involving centres or chucks for holding work for grinding cylindrical surfaces externally with the grinding wheel axis perpendicular to the workpiece axis
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B7/00—Machines or devices designed for grinding plane surfaces on work, including polishing plane glass surfaces; Accessories therefor
- B24B7/20—Machines or devices designed for grinding plane surfaces on work, including polishing plane glass surfaces; Accessories therefor characterised by a special design with respect to properties of the material of non-metallic articles to be ground
- B24B7/22—Machines or devices designed for grinding plane surfaces on work, including polishing plane glass surfaces; Accessories therefor characterised by a special design with respect to properties of the material of non-metallic articles to be ground for grinding inorganic material, e.g. stone, ceramics, porcelain
- B24B7/228—Machines or devices designed for grinding plane surfaces on work, including polishing plane glass surfaces; Accessories therefor characterised by a special design with respect to properties of the material of non-metallic articles to be ground for grinding inorganic material, e.g. stone, ceramics, porcelain for grinding thin, brittle parts, e.g. semiconductors, wafers
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/67—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere
- H01L21/67005—Apparatus not specifically provided for elsewhere
- H01L21/67011—Apparatus for manufacture or treatment
- H01L21/67092—Apparatus for mechanical treatment
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Condensed Matter Physics & Semiconductors (AREA)
- General Physics & Mathematics (AREA)
- Manufacturing & Machinery (AREA)
- Computer Hardware Design (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Power Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Ceramic Engineering (AREA)
- Inorganic Chemistry (AREA)
- Polishing Bodies And Polishing Tools (AREA)
- Mechanical Treatment Of Semiconductor (AREA)
Description
本発明は、研削装置の研削ホイールに関する。 The present invention relates to a grinding wheel of a grinding apparatus.
IC、LSI、LED等の数多くのデバイスが表面に形成され、且つ個々のデバイスが分割予定ライン(ストリート)によって区画されたウエーハは、研削装置によって裏面が研削されて所定の厚みに加工された後、レーザー加工装置によって個々のデバイスに分割され、分割されたデバイスは携帯電話やパソコン、照明器具等の電気機器に広く利用されている。 A wafer in which a number of devices such as IC, LSI, LED, etc. are formed on the surface, and each device is partitioned by a line to be divided (street), after the back surface is ground by a grinding machine and processed to a predetermined thickness The device is divided into individual devices by a laser processing apparatus, and the divided devices are widely used in electric devices such as mobile phones, personal computers, and lighting equipment.
また、IC、LSI、LED等のデバイスが形成されるシリコンウエーハ、サファイア基板、SiC基板はデバイスが形成される前に研削装置によって両面が平坦に研削され、更に必要に応じて研磨装置により研磨されて鏡面に加工される。 In addition, silicon wafers, sapphire substrates, and SiC substrates on which devices such as ICs, LSIs, and LEDs are formed are both ground flat by a grinding device before the devices are formed, and further polished by a polishing device as necessary. And processed into a mirror surface.
研削装置は、ウエーハ等の被加工物を保持するチャックテーブルと、該チャックテーブルに保持された被加工物を研削する研削砥石が配設された研削ホイールを回転可能に支持する研削手段と、研削領域に研削水を供給する研削水供給手段とを備えており、ウエーハ又は基板を高精度に所望の厚みに研削することができる。 The grinding apparatus includes a chuck table for holding a workpiece such as a wafer, a grinding means for rotatably supporting a grinding wheel provided with a grinding wheel for grinding the workpiece held on the chuck table, Grinding water supply means for supplying grinding water to the region is provided, and the wafer or substrate can be ground to a desired thickness with high accuracy.
研削ホイールは、研削ユニットを構成するホイールマウントに装着される環状に形成された装着部と該装着部の反対側で環状に形成された自由端部とを有するホイール基台と、該ホイール基台の自由端部に間隔をおいて固着された複数のセグメント砥石とから構成され、セグメント砥石に研削水が供給される構成になっている(例えば、特開2006−198737号公報参照)。 A grinding wheel includes a wheel base having a ring-shaped mounting part mounted on a wheel mount constituting a grinding unit, and a free end formed in a ring shape on the opposite side of the mounting part, and the wheel base And a plurality of segment grindstones fixed to the free end portion at intervals. Grinding water is supplied to the segment grindstone (see, for example, JP-A-2006-198737).
しかし、サファイア基板、SiC基板のようにモース高度が高い被加工物を研削すると、研削抵抗が大きく被加工物の研削面の面精度が悪化するという問題がある。そこで、研削抵抗を小さくするためにセグメント砥石の厚みを薄くすると、セグメント砥石に微細な振動(ビビリ振動)が生じて研削面にうねりが生じるという問題がある。 However, when a workpiece having a high Mohs height, such as a sapphire substrate or a SiC substrate, is ground, there is a problem that the grinding resistance is large and the surface accuracy of the ground surface of the workpiece is deteriorated. Therefore, if the thickness of the segment grindstone is reduced in order to reduce the grinding resistance, there is a problem that fine vibration (chatter vibration) is generated in the segment grindstone, and the grinding surface is wavy.
本発明はこのような点に鑑みてなされたものであり、その目的とするところは、研削抵抗が小さいとともにビビリ振動が生じることのない研削ホイールを提供することである。 The present invention has been made in view of these points, and an object of the present invention is to provide a grinding wheel that has low grinding resistance and does not generate chatter vibration.
本発明によると、研削手段のホイールマウントに装着される研削ホイールであって、該ホイールマウントに装着される環状に形成された装着部と該装着部の反対側で環状に形成された自由端部とを有するホイール基台と、該ホイール基台の該自由端部に配設されリング状に連なる複数の砥石と、を備え、該複数の砥石のそれぞれは、ボンド材にダイアモンド砥粒を混入して焼結した研削砥石と、ボンド材のみを焼結した補助砥石とを含み、該複数の砥石のそれぞれに含まれる該補助砥石は、互いにリング状に連なって該研削砥石を内側から補強し、又は互いにリング状に連なって該研削砥石を外側から補強し、該研削砥石と、該補助砥石と、は、該ホイール基台からの高さが略同一であることを特徴とする研削ホイールが提供される。 According to the present invention, a grinding wheel to be mounted on a wheel mount of a grinding means, wherein an annular mounting portion mounted on the wheel mount and a free end portion formed annularly on the opposite side of the mounting portion And a plurality of grindstones arranged in a ring shape at the free end of the wheel base, each of the grindstones mixed with diamond abrasive grains in the bond material Te and grinding wheel sintered, and a auxiliary grinding wheel obtained by sintering only Bo command member, the auxiliary wheels included in each of the grinding wheel wherein the plurality of reinforced the grinding grindstone continuous with the ring to each other from the inside , or together to reinforce the grinding grindstone continuous with the ring from the outside, and the grinding whetstone, and the auxiliary grinding wheel, the grinding wheel whose height from the wheel base is characterized substantially the same der Rukoto Is provided.
好ましくは、砥石は、研削砥石を内側と外側とから補助砥石によってサンドイッチ状に挟み込んで構成される。或いは、砥石は、補助砥石を内側と外側とから研削砥石によってサンドイッチ状に挟み込んで構成される。好ましくは、ボンド材は、ビトリファイドボンドから構成される。 Preferably, the grindstone is configured by sandwiching the grinding grindstone from the inside and the outside by an auxiliary grindstone. Alternatively, the grindstone is configured by sandwiching an auxiliary grindstone from the inside and the outside by a grinding grindstone. Preferably, the bond material is composed of a vitrified bond.
本発明の研削ホイールによると、ホイール基台の自由端部に配設される砥石は、ボンド材にダイアモンド砥粒を混入して焼結した研削砥石と、研削砥石を内側又は外側から補強するボンド材のみを焼結した補助砥石とから構成されているので、研削砥石の厚みを薄くして研削抵抗を小さくできるとともに補助砥石によって研削砥石が補強され、微細な振動(ビビリ振動)が抑制されて研削面にうねりが生じるという問題を解消できる。 According to the grinding wheel of the present invention, the grindstone disposed at the free end of the wheel base includes a grindstone in which diamond abrasive grains are mixed and sintered in a bond material, and a bond that reinforces the grindstone from the inside or the outside. Since it consists of an auxiliary grinding stone that is made by sintering only the material, the grinding wheel can be reduced in thickness by reducing the thickness of the grinding wheel, and the grinding wheel is reinforced by the auxiliary grinding stone, and fine vibrations (chatter vibration) are suppressed. The problem of waviness on the ground surface can be solved.
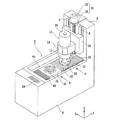
以下、本発明の実施形態を図面を参照して詳細に説明する。図1を参照すると、本発明の研削ホイールを具備した研削装置2の外観斜視図が示されている。4は研削装置2のベースであり、ベース4の後方にはコラム6が立設されている。コラム6には、上下方向に伸びる一対のガイドレール8が固定されている。
Hereinafter, embodiments of the present invention will be described in detail with reference to the drawings. Referring to FIG. 1, an external perspective view of a
この一対のガイドレール8に沿って研削ユニット(研削手段)10が上下方向に移動可能に装着されている。研削ユニット10は、スピンドルハウジング12と、スピンドルハウジング12を保持する支持部14を有しており、支持部14が一対のガイドレール8に沿って上下方向に移動する移動基台16に取り付けられている。
A grinding unit (grinding means) 10 is mounted along the pair of
研削ユニット10は、スピンドルハウジング12中に回転可能に収容されたスピンドル18と、スピンドル18を回転駆動するモータ20と、スピンドル18の先端に固定されたホイールマウント22と、ホイールマウント22に着脱可能に装着された研削ホイール24とを含んでいる。
The
研削装置2は、研削ユニット10を一対の案内レール8に沿って上下方向に移動するボールねじ30とパルスモータ32とから構成される研削ユニット送り機構34を備えている。パルスモータ32を駆動すると、ボールねじ30が回転し、移動基台16が上下方向に移動される。
The
ベース4の上面には凹部4aが形成されており、この凹部4aにチャックテーブル機構36が配設されている。チャックテーブル機構36はチャックテーブル38を有し、図示しない移動機構によりウエーハ着脱位置Aと、研削ユニット10に対向する研削位置Bとの間でY軸方向に移動される。40,42は蛇腹である。ベース4の前方側には、研削装置2のオペレータが研削条件等を入力する操作パネル44が配設されている。
A
図2を参照すると、半導体ウエーハ11は、例えば厚さが700μmのシリコンウエーハからなっており、表面11aに複数のストリート(分割予定ライン)13が格子状に形成されているとともに、複数のストリート13によって区画された各領域にIC、LSI等のデバイス15が形成されている。
Referring to FIG. 2, the
このように構成された半導体ウエーハ11は、デバイス15が形成されているデバイス領域17と、デバイス領域17を囲繞する外周余剰領域19を備えている。また、半導体ウエーハ11の外周にはシリコンウエーハの結晶方位を示すマークとしてのノッチ21が形成されている。
The
ウエーハ11の裏面11bの研削に先立って、ウエーハ11の表面11aには、保護テープ貼着工程により保護テープ23が貼着される。保護テープ23は、例えばポリエチレン塩化ビニル、ポリオリフィン等の一面に紫外線硬化型粘着材(糊層)を配設した紫外線硬化型粘着テープである。
Prior to grinding the
図3(A)を参照すると、図4に示された研削ホイール24を構成するホイール基台26の底面図が示されている。図3(B)は図3(A)の3B−3B線断面図である。図4に示すように、研削ホイール24のホイール基台26は、ホイールマウント22に装着される環状に形成された装着部26aと、装着部26aの反対側で同じく環状に形成された自由端部26bを有している。図3(A)に示されるように、ホイール基台26の自由端部26bには所定深さの環状嵌合溝27が形成されている。
Referring to FIG. 3A, a bottom view of the
図4に示すように、ホイール基台26の装着部26aには研削ホイール24をホイールマウント22に装着するためのねじ穴33と、ホイール基台26を上下方向に貫通する円周方向に所定間隔離間した複数の研削水供給孔31が形成されている。
As shown in FIG. 4, the
図5(A)及び図4に示すように、第1実施形態の研削ホイール24では、ホイール基台26の自由端部26bには、研削砥石28aと、研削砥石28aを外側から補強する補助砥石28bを半径方向に密着させて環状嵌合溝27中にリング状に配設し、複数個の砥石28が接着剤により嵌合溝27中に固定されている。
As shown in FIGS. 5A and 4, in the
即ち、本実施形態の研削ホイール24では、砥石28が、ボンド剤にダイアモンド砥粒を混入して焼結した研削砥石28aと、ボンド剤のみを焼結した補助砥石28bとを含み、研削砥石28aを内側に補助砥石28bを外側に半径方向に密着させて配置し、複数の研削砥石28aと補助砥石28bとが嵌合溝27中にリング状に固定されている。本実施形態では、ボンド材としてビトリファイドボンドを採用した。
That is, in the
図5(B)を参照すると、複数の砥石28の他の配列方法の模式図が示されている。本実施形態では、研削砥石28aを外側に補助砥石28bを内側にして半径方向に密着させて配置し、複数の研削砥石28a及び補助砥石28bを嵌合溝27中にリング状に固定している。
With reference to FIG. 5 (B), the schematic diagram of the other arrangement | sequence method of the some
図6(A)を参照すると、複数の砥石28の配列方法の他の実施形態が示されている。本実施形態では、研削砥石28aを内側と外側とから補助砥石28bによってサンドイッチ状に挟み込み、この組合せを嵌合溝27中に複数個配列してリング状に構成している。
Referring to FIG. 6A, another embodiment of a method for arranging a plurality of
図6(B)を参照すると、複数の砥石28の配列方法の更に他の実施形態が示されている。本実施形態では、補助研削砥石28bを内側と外側とから研削砥石28aによってサンドイッチ状に挟み込み、この組合せを嵌合溝27中に複数個配列してリング状に構成している。
Referring to FIG. 6B, still another embodiment of a method for arranging a plurality of
以下、上述した各実施形態の砥石28を構成する研削砥石28a及び補助砥石28bの製造方法の一例について説明する。
Hereinafter, an example of a method for manufacturing the
研削砥石28a及び補助砥石28bの製造方法
(1)粒径φ0.5μm(#8000)のダイアモンド砥粒と、SiO2を主成分としNaO、B2O3、CaO等を副成分とするビトリファイドボンド材と、珪酸ナトリウム(ゲル状の無機質発泡剤)と、粒径φ50μm前後の有機物粒子「ポリスチレン(PS)系、ポリメタクリル酸エステル(PMMA)系の有機物粒子(商品名ガッツパール:ガッツ化成株式会社)」とを混練して造粒し顆粒物(粒径φ350μm〜φ50μm)を生成する。
(2)SiO2を主成分としNaO、B2O3、CaO等を副成分とするビトリファイドボンド材と、珪酸ナトリウム(ゲル状の無機質発泡剤)と、粒径φ50μm前後の有機物粒子「ポリスチレン(PS)系、ポリメタクリル酸エステル(PMMA)系の有機物粒子(商品名ガッツパール:ガッツ化成株式会社)」とを混練して造粒し顆粒物(粒径φ350μm〜φ50μm)を生成する。
(3)セグメントを形成する枠体内に(1)の顆粒物と(2)の顆粒物とを層状に積層して充填し所定の形状に加圧成形する。
(4)焼結炉内に成形された顆粒物を搬入する。
(5)焼結炉内の温度を約2時間かけて650℃まで上昇させ、その後650℃を約6時間維持した後、約6時間かけて常温に戻して研削砥石28aと補助砥石28bとを一体に形成する。
(6)焼結炉内から一体になった研削砥石28aと補助砥石28bを搬出し、切断加工等によってセグメント形状に整形する。
Manufacturing method of grinding
(2) A vitrified bond material containing SiO 2 as a main component and NaO, B 2 O 3 , CaO or the like as a minor component, sodium silicate (gel-like inorganic foaming agent), and organic particles “polystyrene (diameter around φ50 μm) PS) -based and polymethacrylic acid ester (PMMA) -based organic particles (trade name Gutspearl: Guts Kasei Co., Ltd.) are kneaded and granulated to produce granules (particle size φ350 μm to φ50 μm).
(3) The granule of (1) and the granule of (2) are laminated and filled in a frame forming a segment, and pressure-molded into a predetermined shape.
(4) Bring the formed granule into the sintering furnace.
(5) The temperature in the sintering furnace is raised to 650 ° C. over about 2 hours, and then maintained at 650 ° C. for about 6 hours. Then, the temperature is returned to room temperature over about 6 hours, and the
(6) The
次に、本実施形態の研削ホイール24を使用したウエーハ11の研削方法について図7を参照して説明する。図7に示すように、研削ユニット10のスピンドル18の先端に固定されたホイールマウント22には、複数のねじ35により研削ホイール24が着脱可能に装着されている。研削ホイール24は、ホイール基台26の自由端部に研削砥石28aと補助砥石28bとを半径方向に密着させてリング状に固着して構成されている。
Next, a method for grinding the
研削装置のチャックテーブル38でウエーハ11の表面に貼着された保護テープ23側を吸着保持し、チャックテーブル38を矢印aで示す方向に例えば300rpmで回転しつつ、研削ホイール24を矢印bで示す方向に例えば6000rpmで回転させるとともに、研削ユニット送り機構34を駆動して研削ホイール24の研削砥石28a及び補助砥石28bをウエーハ11の裏面11bに接触させる。
The grinding
そして、研削ホイール24を所定の研削送り速度(例えば1μm/s)で下方に所定量研削送りしてウエーハ11の研削を実施する。接触式又は非接触式の厚み測定ゲージでウエーハ11の厚さを測定しながら、ウエーハ11を所望の厚さ、例えば100μmに研削する。
Then, the
上述した各実施形態の研削ホイール24によると、複数の砥石28は、ボンド材にダイアモンド砥粒を混入して焼結した研削砥石28aと、研削砥石28aを内側又は外側から補強する補助砥石28bとから構成されているので、研削砥石28aの厚みを薄くして研削抵抗を小さくできるとともに補助砥石28bによって研削砥石28aが補強され、微細な振動(ビビリ振動)が抑制されて研削面にうねりが生じるという問題を解消できる。
According to the
10 切削ユニット(切削手段)
11 半導体ウエーハ
22 ホイールマウント
23 保護テープ
24 研削ホイール
26 ホイール基台
28 砥石
28a 研削砥石
28b 補助砥石
38 チャックテーブル
10 Cutting unit (cutting means)
DESCRIPTION OF
Claims (4)
該ホイールマウントに装着される環状に形成された装着部と該装着部の反対側で環状に形成された自由端部とを有するホイール基台と、
該ホイール基台の該自由端部に配設されリング状に連なる複数の砥石と、を備え、
該複数の砥石のそれぞれは、ボンド材にダイアモンド砥粒を混入して焼結した研削砥石と、ボンド材のみを焼結した補助砥石とを含み、
該複数の砥石のそれぞれに含まれる該補助砥石は、互いにリング状に連なって該研削砥石を内側から補強し、又は互いにリング状に連なって該研削砥石を外側から補強し、
該研削砥石と、該補助砥石と、は、該ホイール基台からの高さが略同一であることを特徴とする研削ホイール。 A grinding wheel mounted on a wheel mount of a grinding means,
A wheel base having a ring-shaped mounting portion mounted on the wheel mount and a free end formed in a ring shape on the opposite side of the mounting portion;
A plurality of grindstones arranged at the free end of the wheel base and connected in a ring shape ,
Each of the plurality of grinding wheel comprises a grinding wheel having sintered by mixing diamond abrasive grains bond material, and an auxiliary grinding wheel obtained by sintering only Bo command member,
The auxiliary whetstones included in each of the plurality of whetstones are connected to each other in a ring shape to reinforce the grinding whetstone from the inside, or connected to each other in a ring shape to reinforce the whetstone from the outside,
And the grinding grindstone, and the auxiliary grinding wheel, the grinding wheel whose height from the wheel base is characterized substantially the same der Rukoto.
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013049418A JP6086765B2 (en) | 2013-03-12 | 2013-03-12 | Grinding wheel |
| KR1020140022400A KR102119908B1 (en) | 2013-03-12 | 2014-02-26 | Grinding wheel |
| CN201410085262.2A CN104044047B (en) | 2013-03-12 | 2014-03-10 | Emery wheel |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013049418A JP6086765B2 (en) | 2013-03-12 | 2013-03-12 | Grinding wheel |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2014172147A JP2014172147A (en) | 2014-09-22 |
| JP6086765B2 true JP6086765B2 (en) | 2017-03-01 |
Family
ID=51497699
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013049418A Active JP6086765B2 (en) | 2013-03-12 | 2013-03-12 | Grinding wheel |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP6086765B2 (en) |
| KR (1) | KR102119908B1 (en) |
| CN (1) | CN104044047B (en) |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0731970Y2 (en) * | 1989-06-06 | 1995-07-26 | 株式会社ディスコ | Grinding wheel |
| TW316868B (en) * | 1994-12-28 | 1997-10-01 | Norton Co | |
| JPH08336827A (en) * | 1995-06-12 | 1996-12-24 | Nippon Dry Tool Kk | Cutting blade |
| US6196911B1 (en) * | 1997-12-04 | 2001-03-06 | 3M Innovative Properties Company | Tools with abrasive segments |
| JPH11207636A (en) * | 1998-01-26 | 1999-08-03 | Mitsubishi Materials Corp | Cup-like grinding wheel |
| JP2002009027A (en) * | 2000-06-23 | 2002-01-11 | Hitachi Ltd | Flattening method and device |
| JP2004238838A (en) * | 2003-02-04 | 2004-08-26 | Japan Found Eng Co Ltd | Diamond bit for rotary boring |
| JP2006198737A (en) | 2005-01-21 | 2006-08-03 | Disco Abrasive Syst Ltd | Vitrified bond grinding wheel |
| CN2885506Y (en) * | 2005-12-21 | 2007-04-04 | 梁建湘 | Diamond edge-abrasive wheel |
| JP4906467B2 (en) * | 2006-10-17 | 2012-03-28 | 株式会社ジェイテクト | Inclined grooved whetstone and manufacturing method thereof |
| JP5295731B2 (en) | 2008-11-21 | 2013-09-18 | 株式会社ディスコ | Wafer grinding method |
| CN202200190U (en) * | 2011-08-04 | 2012-04-25 | 徐达墩 | Grinding wheel |
-
2013
- 2013-03-12 JP JP2013049418A patent/JP6086765B2/en active Active
-
2014
- 2014-02-26 KR KR1020140022400A patent/KR102119908B1/en active IP Right Grant
- 2014-03-10 CN CN201410085262.2A patent/CN104044047B/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2014172147A (en) | 2014-09-22 |
| KR20140111949A (en) | 2014-09-22 |
| CN104044047B (en) | 2018-01-23 |
| KR102119908B1 (en) | 2020-06-05 |
| CN104044047A (en) | 2014-09-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2012056013A (en) | Grinding wheel | |
| KR20170028833A (en) | Grinding wheel and method for grinding workpiece | |
| JP2009125915A (en) | Grinding wheel mounting mechanism | |
| JP7098240B2 (en) | Abrasive pad | |
| JP2012146889A (en) | Method for grinding wafer | |
| CN105609414B (en) | Method for grinding workpiece | |
| JP2017007057A (en) | Cutting blade and mounting structure of cutting blade | |
| JP2012089628A (en) | Grinding wheel | |
| JP2014172146A (en) | Grinding wheel | |
| JP6086765B2 (en) | Grinding wheel | |
| JP2010219461A (en) | Wafer polishing method | |
| JP2010094789A (en) | Grinding wheel | |
| JP2011143495A (en) | Grinding device | |
| JP5389433B2 (en) | Grinding wheel | |
| JP2016078165A (en) | Flat grinding wheel | |
| JP2019062148A (en) | Protective member processing method | |
| JP2019062147A (en) | Protective member processing method | |
| JP2019081219A (en) | Processing method for protective member | |
| JP2014097551A (en) | Grinding method | |
| JP2011041991A (en) | Wafer grinder | |
| JP6980341B2 (en) | How to process the protective member | |
| JP6949424B2 (en) | Abrasive pad | |
| KR20230084058A (en) | Method for grinding a workpiece | |
| JP2019081217A (en) | Processing method for protective member | |
| JP2019059007A (en) | Method for processing protective member |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20160115 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20161107 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20161115 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170113 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170131 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20170131 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6086765 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |