JP6039676B2 - 高さが先細になる湾曲複合ストリンガーおよび対応するパネル - Google Patents
高さが先細になる湾曲複合ストリンガーおよび対応するパネル Download PDFInfo
- Publication number
- JP6039676B2 JP6039676B2 JP2014534567A JP2014534567A JP6039676B2 JP 6039676 B2 JP6039676 B2 JP 6039676B2 JP 2014534567 A JP2014534567 A JP 2014534567A JP 2014534567 A JP2014534567 A JP 2014534567A JP 6039676 B2 JP6039676 B2 JP 6039676B2
- Authority
- JP
- Japan
- Prior art keywords
- curved
- continuous
- web
- straight
- region
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000002131 composite material Substances 0.000 title claims description 84
- 239000000758 substrate Substances 0.000 claims description 78
- 238000000034 method Methods 0.000 claims description 23
- 230000003014 reinforcing effect Effects 0.000 claims description 10
- 239000004918 carbon fiber reinforced polymer Substances 0.000 claims description 9
- 238000005452 bending Methods 0.000 claims description 6
- 230000007423 decrease Effects 0.000 claims description 5
- 230000008878 coupling Effects 0.000 claims 1
- 238000010168 coupling process Methods 0.000 claims 1
- 238000005859 coupling reaction Methods 0.000 claims 1
- 230000002787 reinforcement Effects 0.000 description 8
- 239000000463 material Substances 0.000 description 7
- 229910052751 metal Inorganic materials 0.000 description 7
- 239000002184 metal Substances 0.000 description 7
- 230000032798 delamination Effects 0.000 description 6
- 235000012149 noodles Nutrition 0.000 description 5
- 238000005096 rolling process Methods 0.000 description 5
- 230000007704 transition Effects 0.000 description 5
- 230000001965 increasing effect Effects 0.000 description 4
- 239000011229 interlayer Substances 0.000 description 3
- 230000008569 process Effects 0.000 description 3
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 2
- 230000008901 benefit Effects 0.000 description 2
- 239000010936 titanium Substances 0.000 description 2
- 229910052719 titanium Inorganic materials 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 230000001939 inductive effect Effects 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 238000009966 trimming Methods 0.000 description 1
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B64—AIRCRAFT; AVIATION; COSMONAUTICS
- B64C—AEROPLANES; HELICOPTERS
- B64C1/00—Fuselages; Constructional features common to fuselages, wings, stabilising surfaces or the like
- B64C1/06—Frames; Stringers; Longerons ; Fuselage sections
- B64C1/12—Construction or attachment of skin panels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B64—AIRCRAFT; AVIATION; COSMONAUTICS
- B64C—AEROPLANES; HELICOPTERS
- B64C1/00—Fuselages; Constructional features common to fuselages, wings, stabilising surfaces or the like
- B64C1/06—Frames; Stringers; Longerons ; Fuselage sections
- B64C1/064—Stringers; Longerons
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49616—Structural member making
- Y10T29/49622—Vehicular structural member making
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24628—Nonplanar uniform thickness material
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Aviation & Aerospace Engineering (AREA)
- Moulding By Coating Moulds (AREA)
- Laminated Bodies (AREA)
Description
Claims (13)
- 連続構造用パネル(100)であって、
連続外板コンポーネント(104)と、
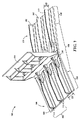
連続湾曲複合ストリンガー(102)であって、
前記連続外板コンポーネント(104)に連結された基板フランジ(112)と、
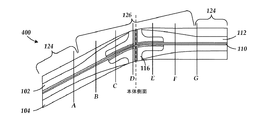
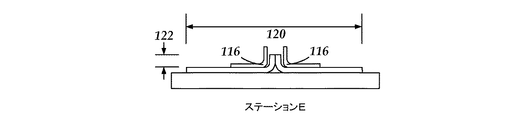
ウェブ高さ(122)を生成するために前記基板フランジ(112)から外方へ突出し、前記連続湾曲複合ストリンガー(102)の湾曲領域(126)において先細になるウェブ(110)とを有する、連続湾曲複合ストリンガー(102)と、
を含み、
前記基板フランジ(112)は、基板幅(120)を生成するために前記ウェブ(110)から離れるように延在し、前記ウェブ高さ(122)が減少するにつれて前記基板幅(120)が増大する、
連続構造用パネル(100)。 - 前記連続湾曲複合ストリンガー(102)は、炭素繊維強化プラスチック(CFRP)を含む、請求項1に記載の連続構造用パネル(100)。
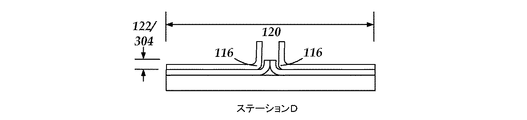
- 前記湾曲領域(126)において前記基板フランジ(112)に連結された補強フィッティング(116)をさらに含み、前記湾曲領域(126)における前記連続湾曲複合ストリンガー(102)の慣性曲げモーメントを増大させるように構成されている、請求項1または2に記載の連続構造用パネル(100)。
- 前記補強フィッティング(116)を介して前記連続構造用パネル(100)に取り付けられた補助構造用パネル(114)をさらに含み、前記補強フィッティング(116)は、荷重を前記連続湾曲複合ストリンガー(102)および前記連続外板コンポーネント(104)から前記補助構造用パネル(114)に伝達する、請求項3に記載の連続構造用パネル(100)。
- 前記連続外板コンポーネント(104)および前記連続湾曲複合ストリンガー(102)は、航空機の本体側面(SOB)のジョイントに跨る、請求項1から4のいずれか一項に記載の連続構造用パネル(100)。
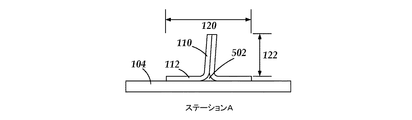
- 前記ウェブ高さ(122)は、前記ウェブ(110)が平坦面を画定する第1のロケーションにおけるストレートウェブ高さを含み、
前記ウェブ高さ(122)が、前記第1のロケーションにおける前記ストレートウェブ高さから非平面を画定するために前記ウェブ(110)が湾曲する第2のロケーションにおける湾曲ウェブ高さ(122)までにかけて先細になり、
前記ウェブ高さ(122)が、前記第2のロケーションにおける前記湾曲ウェブ高さ(122)から前記ウェブ(110)が平坦面を画定する第3のロケーションにおける前記ストレートウェブ高さに戻ると増大する、
請求項1から5のいずれか一項に記載の連続構造用パネル(100)。 - 前記基板フランジ(112)は、基板幅(120)を生成するために前記ウェブ(110)から離れるように延在し、前記基板幅(120)は、前記第1のロケーションから前記第2のロケーションにかけて増大し、前記第2のロケーションから前記第3のロケーションにかけて減少する、請求項6に記載の連続構造用パネル(100)。
- 前記第2のロケーションが、前記連続湾曲複合ストリンガー(102)の最小曲率半径に関連する前記連続湾曲複合ストリンガー(102)の長さに沿った概略位置に対応する、請求項6に記載の連続構造用パネル(100)。
- 車両の高荷重領域内の湾曲複合構造用パネル(100)を使用する方法であって、
複数の連続湾曲複合ストリンガー(102)を形成することであって、各連続湾曲複合ストリンガー(102)は、
少なくとも1つのストレート領域(124)と、
少なくとも1つの湾曲領域(126)と、
基板フランジ(112)と、
ウェブ(110)を有し、前記ウェブ(110)は、
各ストレート領域(124)内にストレートウェブ高さと、
前記ストレートウェブ高さよりも低い各湾曲領域(126)内の湾曲ウェブ高さ(122)とを有する、形成することと、
連続外板コンポーネント(104)を形成することと、
前記連続外板コンポーネント(104)に前記複数の連続湾曲複合ストリンガー(102)を連結することと、
前記少なくとも1つの湾曲領域(126)内の前記湾曲複合構造用パネル(100)に安定性をもたらすために、補強フィッティング(116)を、前記少なくとも1つの湾曲領域(126)における少なくとも1つの基板フランジ(112)に連結することと
を含む、車両の高荷重領域内の湾曲複合構造用パネルを使用する方法。 - 各連続湾曲複合ストリンガー(102)を形成することは、各ストレート領域(124)内のストレート基板幅(120)および各湾曲領域(126)内の湾曲基板幅(120)を生成するために、前記基板フランジ(112)が前記ウェブ(110)から離れるように延在するように各連続湾曲複合ストリンガー(102)を形成することを含み、各湾曲領域(126)内の前記湾曲基板幅(120)は、各ストレート領域(124)内の前記ストレート基板幅(120)よりも大きい、請求項9に記載の方法。
- 前記補強フィッティング(116)を介して補助構造用パネル(114)を前記湾曲複合構造用パネルに連結することをさらに含む、請求項9または10に記載の方法。
- 前記連続湾曲複合ストリンガー(102)の前記ウェブ(110)が、前記ストレートウェブ高さから前記湾曲ウェブ高さ(122)に至って前記ストレートウェブ高さに戻るまでのところで、実質的に直線的に先細になる、請求項9に記載の方法。
- 前記連続湾曲複合ストリンガー(102)の前記ウェブ(110)が、前記ストレートウェブ高さから前記湾曲ウェブ高さ(122)に至って前記ストレートウェブ高さに戻るまでのところで、実質的に非直線的に先細になる、請求項9に記載の方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US13/269,839 US8993097B2 (en) | 2011-10-10 | 2011-10-10 | Tapered height curved composite stringers and corresponding panels |
| US13/269,839 | 2011-10-10 | ||
| PCT/US2012/052894 WO2013055459A1 (en) | 2011-10-10 | 2012-08-29 | Tapered height curved composite stringers and corresponding panels |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2014534924A JP2014534924A (ja) | 2014-12-25 |
| JP2014534924A5 JP2014534924A5 (ja) | 2015-09-03 |
| JP6039676B2 true JP6039676B2 (ja) | 2016-12-07 |
Family
ID=46826927
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014534567A Active JP6039676B2 (ja) | 2011-10-10 | 2012-08-29 | 高さが先細になる湾曲複合ストリンガーおよび対応するパネル |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US8993097B2 (ja) |
| EP (2) | EP3219602B1 (ja) |
| JP (1) | JP6039676B2 (ja) |
| CN (1) | CN103874629B (ja) |
| ES (2) | ES2654855T3 (ja) |
| RU (1) | RU2600416C2 (ja) |
| WO (1) | WO2013055459A1 (ja) |
Families Citing this family (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8684311B2 (en) * | 2012-03-07 | 2014-04-01 | The Boeing Company | Bonded splice joint |
| FR3006297B1 (fr) * | 2013-05-29 | 2016-07-15 | Airbus Operations Sas | Procede d'assemblage de deux panneaux comportant des raidisseurs a l'aide d'eclisses et aeronef comprenant une zone de jonction amelioree entre une poutre ventrale et une barque avant |
| US10479475B2 (en) | 2013-08-09 | 2019-11-19 | The Boeing Company | Composite stringer beam joint structure of an aircraft |
| US9475570B2 (en) * | 2013-08-23 | 2016-10-25 | The Boeing Company | Upper joints between outboard wing boxes and wing center sections of aircraft wing assemblies |
| US10086922B2 (en) * | 2013-11-15 | 2018-10-02 | The Boeing Company | Low stress stiffener runout in Pi bonded structure |
| WO2015094059A1 (en) * | 2013-12-20 | 2015-06-25 | Saab Ab | Stiffening element and reinforced structure |
| GB2528080A (en) * | 2014-07-08 | 2016-01-13 | Airbus Operations Ltd | Structure |
| US9586667B2 (en) * | 2014-12-02 | 2017-03-07 | The Boeing Company | Splice assembly for joining structural components |
| US10286623B2 (en) | 2015-06-15 | 2019-05-14 | Lockheed Martin Corporation | Composite materials with tapered reinforcements |
| US10040536B2 (en) * | 2015-09-17 | 2018-08-07 | The Boeing Company | Wing structure, stringer structure, and related apparatus and methods of assembly |
| US9897130B2 (en) | 2016-04-15 | 2018-02-20 | The Boeing Company | Telescoping cap assembly for encapsulating a fastener disposed within a confined space |
| US10087970B2 (en) | 2016-04-29 | 2018-10-02 | The Boeing Company | Sealant Containment Assembly |
| US10556665B2 (en) | 2016-06-20 | 2020-02-11 | The Boeing Company | Apparatuses and methods for improved sealing |
| GB2566920A (en) * | 2017-07-12 | 2019-04-03 | Safran Nacelles Ltd | Fitting for a stiffened panel |
| US11014644B2 (en) | 2017-10-25 | 2021-05-25 | The Boeing Company | Stiffened-cavity for modular wrap ply assembly for hat stringer |
| CA3033583C (en) * | 2018-03-06 | 2023-08-15 | The Boeing Company | Stringer stiffened composite panels having improved pull-off strength |
| US11845236B2 (en) | 2018-03-12 | 2023-12-19 | The Boeing Company | Composite structure splice and method |
| US11312468B2 (en) * | 2018-08-08 | 2022-04-26 | The Boeing Company | Elongate structures, structural assemblies with elongate structures, and methods for supporting a structural load |
| US11180238B2 (en) * | 2018-11-19 | 2021-11-23 | The Boeing Company | Shear ties for aircraft wing |
| US11325688B2 (en) * | 2019-05-09 | 2022-05-10 | The Boeing Company | Composite stringer and methods for forming a composite stringer |
| US11858623B2 (en) | 2021-09-13 | 2024-01-02 | The Boeing Company | Aircraft fuel tank joints and methods of assembling the same |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB8621725D0 (en) | 1986-09-09 | 1986-10-15 | British Aerospace | Forming elongate structural components |
| US7527222B2 (en) * | 2004-04-06 | 2009-05-05 | The Boeing Company | Composite barrel sections for aircraft fuselages and other structures, and methods and systems for manufacturing such barrel sections |
| US7134629B2 (en) | 2004-04-06 | 2006-11-14 | The Boeing Company | Structural panels for use in aircraft fuselages and other structures |
| US7431196B2 (en) | 2005-03-21 | 2008-10-07 | The Boeing Company | Method and apparatus for forming complex contour structural assemblies |
| JP5116282B2 (ja) | 2006-10-31 | 2013-01-09 | 株式会社ジャムコ | 構造部材の連続製造方法 |
| DE102007029500B4 (de) * | 2007-06-25 | 2013-02-14 | Airbus Operations Gmbh | Verfahren zum Koppeln von Versteifungsprofilelementen sowie Strukturbauteil |
| GB0712549D0 (en) | 2007-06-29 | 2007-08-08 | Airbus Uk Ltd | Improvements in elongate composite structural members |
| GB0712553D0 (en) * | 2007-06-29 | 2007-08-08 | Airbus Uk Ltd | Composite panel stiffener |
| GB0712552D0 (en) * | 2007-06-29 | 2007-08-08 | Airbus Uk Ltd | Elongate composite structural members and improvements therein |
| DE102007033868B4 (de) * | 2007-07-20 | 2013-01-31 | Airbus Operations Gmbh | Profil mit wenigstens einem Hohlprofilquerschnitt |
| US7968169B2 (en) * | 2007-08-07 | 2011-06-28 | The Boeing Company | Compound contoured composite beams and fabrication methods |
| FR2922517B1 (fr) * | 2007-10-18 | 2010-04-23 | Airbus France | Avion comportant des jonctions d'arrets de raidisseurs et procede de fabrication d'un tel avion |
| US8152948B2 (en) | 2008-01-09 | 2012-04-10 | The Boeing Company | Contoured composite parts |
| DE102008057247B3 (de) | 2008-11-13 | 2010-01-28 | Deutsches Zentrum für Luft- und Raumfahrt e.V. | Paneel in einer Semimonocoque-Bauweise und Herstellungsverfahren dafür |
| DE102009056994B4 (de) | 2009-12-04 | 2020-03-19 | Airbus Defence and Space GmbH | Stoßverbindung zwischen Rumpfsektionen und Verfahren |
-
2011
- 2011-10-10 US US13/269,839 patent/US8993097B2/en active Active
-
2012
- 2012-08-29 EP EP17169546.3A patent/EP3219602B1/en active Active
- 2012-08-29 ES ES12756617.2T patent/ES2654855T3/es active Active
- 2012-08-29 ES ES17169546T patent/ES2715969T3/es active Active
- 2012-08-29 EP EP12756617.2A patent/EP2766258B1/en active Active
- 2012-08-29 RU RU2014118601/11A patent/RU2600416C2/ru active
- 2012-08-29 JP JP2014534567A patent/JP6039676B2/ja active Active
- 2012-08-29 WO PCT/US2012/052894 patent/WO2013055459A1/en active Application Filing
- 2012-08-29 CN CN201280049595.9A patent/CN103874629B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| ES2654855T3 (es) | 2018-02-15 |
| JP2014534924A (ja) | 2014-12-25 |
| EP3219602A1 (en) | 2017-09-20 |
| EP2766258A1 (en) | 2014-08-20 |
| WO2013055459A1 (en) | 2013-04-18 |
| RU2600416C2 (ru) | 2016-10-20 |
| CN103874629A (zh) | 2014-06-18 |
| CN103874629B (zh) | 2016-05-04 |
| US8993097B2 (en) | 2015-03-31 |
| EP3219602B1 (en) | 2018-12-19 |
| US20130089712A1 (en) | 2013-04-11 |
| ES2715969T3 (es) | 2019-06-07 |
| RU2014118601A (ru) | 2015-11-20 |
| EP2766258B1 (en) | 2017-10-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6039676B2 (ja) | 高さが先細になる湾曲複合ストリンガーおよび対応するパネル | |
| EP2406071B1 (en) | Composite structures employing quasi-isotropic laminates | |
| JP6340451B2 (ja) | 接合重ね継手 | |
| RU2636494C2 (ru) | Композитные радиусные заполнители и способы их изготовления | |
| EP2835310B1 (en) | Aircraft side of body joint | |
| US6190484B1 (en) | Monolithic composite wing manufacturing process | |
| JP4977696B2 (ja) | 補強ビームおよび補強ビームを製造するための方法ならびに繊維積層物 | |
| US9440725B2 (en) | Reinforced stringer and method of manufacture thereof | |
| US9180960B2 (en) | Boron fiber reinforced structural components | |
| US20120074265A1 (en) | Nano-reinforced radius filler for an aircraft structure and a method of producing an aircraft structure comprising such filler | |
| EP2650120B1 (en) | Multi-layer metallic structure | |
| JP2020050332A (ja) | 構造荷重を支持するための狭長構造物、狭長構造物を伴う構造アセンブリ、及び方法 | |
| JP6118119B2 (ja) | 内側及び外側ストリンガーを備える連続外板を有する構造ジョイント | |
| CN206889425U (zh) | 蜂窝夹层结构等强度连接结构 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150713 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20150713 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20160415 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160426 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160606 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20161101 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20161104 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6039676 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |