JP6038018B2 - 流れに最適化したポリマー心臓弁 - Google Patents
流れに最適化したポリマー心臓弁 Download PDFInfo
- Publication number
- JP6038018B2 JP6038018B2 JP2013505152A JP2013505152A JP6038018B2 JP 6038018 B2 JP6038018 B2 JP 6038018B2 JP 2013505152 A JP2013505152 A JP 2013505152A JP 2013505152 A JP2013505152 A JP 2013505152A JP 6038018 B2 JP6038018 B2 JP 6038018B2
- Authority
- JP
- Japan
- Prior art keywords
- leaflets
- point
- valve
- polymer
- thickness
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 229920000642 polymer Polymers 0.000 title claims description 97
- 210000003709 heart valve Anatomy 0.000 title claims description 85
- 238000000034 method Methods 0.000 claims description 69
- 230000017531 blood circulation Effects 0.000 claims description 32
- 230000000284 resting effect Effects 0.000 claims description 21
- 238000010438 heat treatment Methods 0.000 claims description 20
- 229920000249 biocompatible polymer Polymers 0.000 claims description 13
- 238000004519 manufacturing process Methods 0.000 claims description 9
- 238000009415 formwork Methods 0.000 claims description 8
- 239000000463 material Substances 0.000 claims description 8
- 230000036961 partial effect Effects 0.000 claims description 7
- 229920001296 polysiloxane Polymers 0.000 claims description 6
- 229920002635 polyurethane Polymers 0.000 claims description 6
- 239000004814 polyurethane Substances 0.000 claims description 6
- 238000009966 trimming Methods 0.000 claims description 6
- 230000008878 coupling Effects 0.000 claims description 2
- 238000010168 coupling process Methods 0.000 claims description 2
- 238000005859 coupling reaction Methods 0.000 claims description 2
- 238000009958 sewing Methods 0.000 claims description 2
- 238000005266 casting Methods 0.000 description 7
- 230000008569 process Effects 0.000 description 6
- 230000015572 biosynthetic process Effects 0.000 description 4
- 239000008280 blood Substances 0.000 description 4
- 210000004369 blood Anatomy 0.000 description 4
- 230000000747 cardiac effect Effects 0.000 description 4
- 230000008602 contraction Effects 0.000 description 4
- 238000010586 diagram Methods 0.000 description 4
- 239000007788 liquid Substances 0.000 description 4
- 208000007536 Thrombosis Diseases 0.000 description 3
- 238000005520 cutting process Methods 0.000 description 3
- 238000001035 drying Methods 0.000 description 3
- 230000002441 reversible effect Effects 0.000 description 3
- FVAUCKIRQBBSSJ-UHFFFAOYSA-M sodium iodide Chemical compound [Na+].[I-] FVAUCKIRQBBSSJ-UHFFFAOYSA-M 0.000 description 3
- PEDCQBHIVMGVHV-UHFFFAOYSA-N Glycerine Chemical compound OCC(O)CO PEDCQBHIVMGVHV-UHFFFAOYSA-N 0.000 description 2
- 238000000137 annealing Methods 0.000 description 2
- 230000008901 benefit Effects 0.000 description 2
- 239000012620 biological material Substances 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 238000001816 cooling Methods 0.000 description 2
- 239000012530 fluid Substances 0.000 description 2
- 238000003698 laser cutting Methods 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 230000004044 response Effects 0.000 description 2
- 210000001015 abdomen Anatomy 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 230000001746 atrial effect Effects 0.000 description 1
- 238000010009 beating Methods 0.000 description 1
- 239000000560 biocompatible material Substances 0.000 description 1
- 230000036772 blood pressure Effects 0.000 description 1
- 210000004204 blood vessel Anatomy 0.000 description 1
- 238000013480 data collection Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000011010 flushing procedure Methods 0.000 description 1
- 230000006870 function Effects 0.000 description 1
- 235000011187 glycerol Nutrition 0.000 description 1
- 230000000004 hemodynamic effect Effects 0.000 description 1
- 239000007943 implant Substances 0.000 description 1
- 230000003902 lesion Effects 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 239000002861 polymer material Substances 0.000 description 1
- 238000012805 post-processing Methods 0.000 description 1
- 239000002296 pyrolytic carbon Substances 0.000 description 1
- 230000002829 reductive effect Effects 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 210000003291 sinus of valsalva Anatomy 0.000 description 1
- 235000009518 sodium iodide Nutrition 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images
















Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F2/00—Filters implantable into blood vessels; Prostheses, i.e. artificial substitutes or replacements for parts of the body; Appliances for connecting them with the body; Devices providing patency to, or preventing collapsing of, tubular structures of the body, e.g. stents
- A61F2/02—Prostheses implantable into the body
- A61F2/24—Heart valves ; Vascular valves, e.g. venous valves; Heart implants, e.g. passive devices for improving the function of the native valve or the heart muscle; Transmyocardial revascularisation [TMR] devices; Valves implantable in the body
- A61F2/2412—Heart valves ; Vascular valves, e.g. venous valves; Heart implants, e.g. passive devices for improving the function of the native valve or the heart muscle; Transmyocardial revascularisation [TMR] devices; Valves implantable in the body with soft flexible valve members, e.g. tissue valves shaped like natural valves
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F2/00—Filters implantable into blood vessels; Prostheses, i.e. artificial substitutes or replacements for parts of the body; Appliances for connecting them with the body; Devices providing patency to, or preventing collapsing of, tubular structures of the body, e.g. stents
- A61F2/02—Prostheses implantable into the body
- A61F2/24—Heart valves ; Vascular valves, e.g. venous valves; Heart implants, e.g. passive devices for improving the function of the native valve or the heart muscle; Transmyocardial revascularisation [TMR] devices; Valves implantable in the body
- A61F2/2412—Heart valves ; Vascular valves, e.g. venous valves; Heart implants, e.g. passive devices for improving the function of the native valve or the heart muscle; Transmyocardial revascularisation [TMR] devices; Valves implantable in the body with soft flexible valve members, e.g. tissue valves shaped like natural valves
- A61F2/2415—Manufacturing methods
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F2/00—Filters implantable into blood vessels; Prostheses, i.e. artificial substitutes or replacements for parts of the body; Appliances for connecting them with the body; Devices providing patency to, or preventing collapsing of, tubular structures of the body, e.g. stents
- A61F2/02—Prostheses implantable into the body
- A61F2/24—Heart valves ; Vascular valves, e.g. venous valves; Heart implants, e.g. passive devices for improving the function of the native valve or the heart muscle; Transmyocardial revascularisation [TMR] devices; Valves implantable in the body
- A61F2/2409—Support rings therefor, e.g. for connecting valves to tissue
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F2250/00—Special features of prostheses classified in groups A61F2/00 - A61F2/26 or A61F2/82 or A61F9/00 or A61F11/00 or subgroups thereof
- A61F2250/0014—Special features of prostheses classified in groups A61F2/00 - A61F2/26 or A61F2/82 or A61F9/00 or A61F11/00 or subgroups thereof having different values of a given property or geometrical feature, e.g. mechanical property or material property, at different locations within the same prosthesis
- A61F2250/0036—Special features of prostheses classified in groups A61F2/00 - A61F2/26 or A61F2/82 or A61F9/00 or A61F11/00 or subgroups thereof having different values of a given property or geometrical feature, e.g. mechanical property or material property, at different locations within the same prosthesis differing in thickness
Description
この出願は、2010年4月16日出願の米国出願第12/761,891号の恩典を主張し、その内容全体は参照により本明細書に組み入れられる。
プロテーゼ心臓弁は、損壊または病変した心臓弁を置き換えるのに使用されるものである。ヒト患者用のプロテーゼ心臓弁は、1950年代から実用化されている。現在、プロテーゼ心臓弁には、機械弁、生体弁(tissue valve)およびポリマー弁の3つの大分類が存在する。心臓弁プロテーゼは、病変または損壊した本来の弁が外科的に除去された後に、患者の心臓の環状開口部に移植される。弁は、被移植者の組織および弁の外側縁部を貫く縫合糸またはピンの使用を通じて開口部のアニュラスに固定され得る。あるいは、弁は、被移植者の組織を縫い付け用リングに縫合することによってアニュラスに固定され得る。心臓弁は、本質的に、拍動する心臓を通る血流のための一方向逆止弁として機能する。
ポリマー心臓弁は、高い耐久性、血液適合性および血流力学性能を有することが要求される。弁葉の厚みが、これらの要件を達成する鍵となる。先行技術の弁葉は、耐久性のある弁を得るために十分な厚みをもたせて製造され、その結果、順行流の圧力損失が過度に大きくなり、かつ弁葉の開口が不完全になる。本発明の態様は、順行流圧力損失性能を犠牲にすることも弁葉の開口を不完全にすることもなく、厚みのある弁葉の利用を提供する。
[本発明1001]
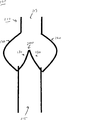
中心軸を有し、かつ該中心軸に沿って流入端から流出端まで延在する導管を含む、弁本体と、
該本体から該導管内へと延在し、該本体との連結湾曲部を各々規定する、少なくとも3枚の屈曲性弁葉と
を含む、ポリマー心臓弁であって、
該弁葉のそれぞれの対が、各々、該本体の近位に位置する交連部を規定し、かつ
該少なくとも3枚の弁葉が、
静止時の部分開口位置、
流入端から流出端への方向に沿う順行血流時の、中心軸から離れる方に偏った完全開口位置、および
流出端から流入端への方向に沿う逆行血流時の、中心軸に向かう方に偏った閉口位置
を規定する、
前記ポリマー心臓弁。
[本発明1002]
弁本体に沿って延在しかつ流入端からみてそれぞれの弁葉の遠位に位置するそれぞれの洞状突出部を、各弁葉ごとに導管にさらに含む、本発明1001のポリマー心臓弁。
[本発明1003]
弁葉を静止時の部分開口位置から順行血流時の開口位置へと移動させるのに必要とされるエネルギーが、静止時に閉口位置となるよう形成された同等の弁の弁葉を開口させるのに必要とされるエネルギーよりも小さい、本発明1001のポリマー心臓弁。
[本発明1004]
少なくとも3枚の弁葉が、順行血流に応じて対称に開口する、本発明1001のポリマー心臓弁。
[本発明1005]
開口位置において、各交連部を通過する血流速度が、他の交連部を通過する血流速度と実質的に同じである、本発明1001のポリマー心臓弁。
[本発明1006]
各弁葉が、本体の中心軸付近を先端とする一対の自由縁部を含む、本発明1001のポリマー心臓弁。
[本発明1007]
各弁葉が、少なくとも4点の厚みプロファイルによって特徴付けられ、ここで、
該プロファイルの第1点が、実質的に弁葉の先端に位置し;
弁葉の第2点および第3点が、実質的にそれぞれの交連部に位置し;
第4点が、実質的に、本体の近位の、連結湾曲部に沿って第2点と第3点の実質的に中間に位置する、
本発明1006のポリマー心臓弁。
[本発明1008]
第1点が、約0.25 mmから約0.5 mmの範囲の厚みを有する、本発明1007のポリマー心臓弁。
[本発明1009]
第2点および第4点が、各々、約0.3 mmから約0.7 mmの範囲の厚みを有する、本発明1007のポリマー心臓弁。
[本発明1010]
第3点が、約0.2 mmから約0.4 mmの範囲の厚みを有する、本発明1007のポリマー心臓弁。
[本発明1011]
第1点が、第2点および第4点の厚みの3分の2にほぼ等しいまたはそれ未満の厚みを有する、本発明1007のポリマー心臓弁。
[本発明1012]
第1点が、第2点および第4点の厚みの2分の1にほぼ等しいまたはそれ未満の厚みを有する、本発明1007のポリマー心臓弁。
[本発明1013]
第3点が、第2点および第4点の厚みの3分の2にほぼ等しいまたはそれ未満の厚みを有する、本発明1007のポリマー心臓弁。
[本発明1014]
隣接する弁葉の、それぞれの交連部に最も近い静止時開口が、0.1 mmから0.6の範囲である、本発明1001のポリマー心臓弁。
[本発明1015]
隣接する弁葉の、それぞれの交連部に最も近い静止時開口が、0.25 mmである、本発明1014のポリマー心臓弁。
[本発明1016]
本体、洞状突出部、および弁葉が、生体適合性ポリマーから製造される、本発明1001のポリマー心臓弁。
[本発明1017]
生体適合性ポリマーが、シリコーンおよび/またはポリウレタンからなる群より選択される、本発明1016のポリマー心臓弁。
[本発明1018]
本体、洞状突出部、および弁葉が、一体的に構築されている、本発明1017のポリマー心臓弁。
[本発明1019]
弁を移植する際に縫合を行う場所を提供するよう、洞および弁葉の上部または下部で本体に結合された少なくとも1つの縫い付け用リングをさらに含む、本発明1001のポリマー心臓弁。
[本発明1020]
中心軸を有し、かつ該中心軸に沿って流入端から流出端まで延在する導管を含む、弁本体と、
該本体から該導管内へと延在し、該本体との連結湾曲部を各々規定する、少なくとも3枚の屈曲性弁葉と
を含み、
該弁葉のそれぞれの対が、各々、該本体の近位に位置する交連部を規定し、かつ
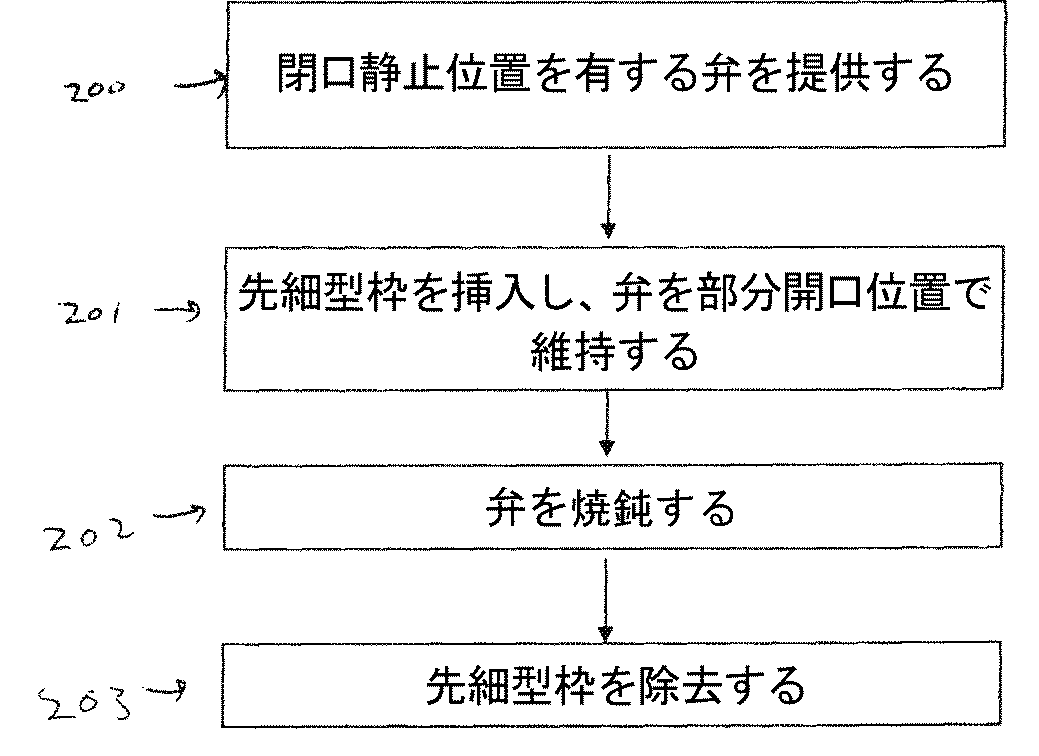
該弁葉が、実質的に閉口した静止時位置にある、
ポリマー弁
を形成する工程;
少なくとも3枚の弁葉を部分開口位置で維持するために先細型枠を導管に挿入する工程;
少なくとも3枚の弁葉の静止時位置を部分開口位置で固定するためにポリマー弁を加熱する工程;ならびに
加熱後に型枠を除去する工程
を含む、ポリマー心臓弁の製造方法。
[本発明1021]
各弁葉が、本体の中心軸付近を先端とする一対の自由縁部を含み、かつ少なくとも3枚の弁葉を部分開口位置で維持するために先細型枠を環状の本体に挿入する工程が、各弁葉の先端を中心軸から離れる方に偏らせるために該先細型枠を使用することを含む、本発明1020の方法。
[本発明1022]
先細型枠が、少なくとも3つのピンを含み、かつ先細型枠を環状の本体に挿入する工程が、少なくとも3つのピンの各々をそれぞれの交連部に配置することを含む、本発明1021の方法。
[本発明1023]
先細型枠が、少なくとも約25度の傾斜を有する円錐部分を含む、本発明1021の方法。
[本発明1024]
少なくとも3枚の弁葉の静止位置を部分開口位置で固定するためにポリマー弁を加熱する工程が、弁を少なくとも約2時間、約125℃の温度に加熱することを含む、本発明1021の方法。
[本発明1025]
型枠を除去した後、少なくとも3枚の弁葉が、静止時の部分開口位置、順行血流時の中心軸から離れる方に偏った完全開口位置、および逆行血流時の中心軸に向かう方に偏った閉口位置を規定する、本発明1020の方法。
[本発明1026]
所望の厚みプロファイルを提供するために少なくとも3枚の弁葉の各々をトリミングする工程をさらに含む、本発明1020の方法。
[本発明1027]
少なくとも3枚の弁葉の各々をトリミングする工程が、弁葉からポリマー材料の少なくとも一部分を除去するために熱線を使用することを含む、本発明1021の方法。
[本発明1028]
各弁葉の所望の厚みプロファイルが、少なくとも4点の厚みプロファイルを含み、ここで、
該プロファイルの第1点が、実質的に弁葉の先端に位置し;
弁葉の第2点および第3点が、実質的にそれぞれの交連部に位置し;かつ
第4点が、実質的に、本体の近位の、連結湾曲部に沿って第2点と第3点の実質的に中間に位置する、
本発明1026の方法。
[本発明1029]
第1点が、約0.25 mmから約0.5 mmの範囲の厚みを有する、本発明1028の方法。
[本発明1030]
第2点および第4点が、各々、約0.3 mmから約0.7 mmの範囲の厚みを有する、本発明1028の方法。
[本発明1031]
第3点が、約0.2 mmから約0.4 mmの範囲の厚みを有する、本発明1028の方法。
[本発明1032]
第1点が、第2点および第3点の厚みの3分の2にほぼ等しいまたはそれ未満の厚みを有する、本発明1028の方法。
[本発明1033]
第1点が、第2点および第3点の厚みの2分の1にほぼ等しいまたはそれ未満の厚みを有する、本発明1028の方法。
[本発明1034]
第4点が、第2点および第3点の厚みの3分の2にほぼ等しいまたはそれ未満の厚みを有する、本発明1028の方法。
[本発明1035]
隣接する弁葉の、それぞれの交連部に最も近い静止時開口が、0.1 mmから0.6の範囲である、本発明1020の方法。
[本発明1036]
隣接する弁葉の、それぞれの交連部に最も近い静止時開口が、0.25 mmである、本発明1035の方法。
[本発明1037]
本体、洞状突出部、および弁葉が、生体適合性ポリマーから製造される、本発明1020の方法。
[本発明1038]
生体適合性ポリマーが、シリコーンおよび/またはポリウレタンからなる群より選択される、本発明1020の方法。
[本発明1039]
本体および弁葉が、一体的に構築されている、本発明1020の方法。
[本発明1040]
弁を移植する際に縫合を行う場所を提供するよう、少なくとも1つの縫い付け用リングを、洞および弁葉の上部または下部で本体に結合する工程をさらに含む、本発明1020の方法。
[本発明1041]
中心軸を有し、かつ該中心軸に沿って流入端から流出端まで延在する導管を含む、弁本体と、
該本体から該導管内へと延在し、該本体との連結湾曲部を各々規定する、少なくとも3枚の屈曲性弁葉と
を含み、
該弁葉のそれぞれの対が、各々、該本体の近位に位置する交連部を規定し、かつ
該弁葉が、実質的に閉口した静止時位置にある、
ポリマー弁
を形成する工程;
少なくとも3枚の弁葉を部分開口位置で維持するために先細型枠を導管に挿入する工程;
少なくとも3枚の弁葉の静止位置を部分開口位置で固定するためにポリマー弁を加熱する工程;ならびに
加熱後に型枠を除去する工程
を含む方法によって調製された、ポリマー心臓弁。
全体として、本発明の技術は、弁の信頼性を向上させ順行流の圧力損失を減少させるポリマー心臓弁に関する。このポリマー心臓弁は、本体および少なくとも3枚の屈曲性弁葉を含み、隣接する弁葉の対が、それらの間に位置する交連部を規定している。弁葉は、低い順行流圧力損失および対称開口を実現するため、静止時に部分開口位置にあるよう形成される。
Claims (41)
- 中心軸を有し、かつ該中心軸に沿って流入端から流出端まで延在する導管を含む、弁本体と、
該本体から該導管内へと延在し、該本体との連結湾曲部を各々規定する、少なくとも3枚の屈曲性弁葉と
を含む、ポリマー心臓弁であって、
該弁葉のそれぞれの対が、各々、該本体の近位に位置する交連部を規定し、
該少なくとも3枚の弁葉のそれぞれは、該弁葉の中心領域よりも該弁葉の自由縁部付近が厚く、かつ
該少なくとも3枚の弁葉が、
静止時の部分開口位置、
流入端から流出端への方向に沿う順行血流時の、中心軸から離れる方に偏った完全開口位置、および
流出端から流入端への方向に沿う逆行血流時の、中心軸に向かう方に偏った閉口位置
を規定する、
前記ポリマー心臓弁。 - 弁本体に沿って延在しかつ流入端からみてそれぞれの弁葉の遠位に位置するそれぞれの洞状突出部を、各弁葉ごとに導管にさらに含む、請求項1記載のポリマー心臓弁。
- 弁葉を静止時の部分開口位置から順行血流時の開口位置へと移動させるのに必要とされるエネルギーが、静止時に閉口位置となるよう形成された同等の弁の弁葉を開口させるのに必要とされるエネルギーよりも小さい、請求項1記載のポリマー心臓弁。
- 少なくとも3枚の弁葉が、順行血流に応じて対称に開口する、請求項1記載のポリマー心臓弁。
- 開口位置において、各交連部を通過する血流速度が、他の交連部を通過する血流速度と実質的に同じである、請求項1記載のポリマー心臓弁。
- 各弁葉が、本体の中心軸付近を先端とする一対の自由縁部を含む、請求項1記載のポリマー心臓弁。
- 前記少なくとも3枚の弁葉のそれぞれが、第1点、第2点、第3点、および第4点を含む少なくとも4点の厚みプロファイルを有し、
該プロファイルの第1点が、実質的に弁葉の先端に位置し;
該プロファイルの第2点および第4点が、実質的にそれぞれの交連部に位置し;
第3点が、実質的に、本体の近位の、連結湾曲部に沿って第2点と第4点の実質的に中間に位置する、
請求項6記載のポリマー心臓弁。 - 第1点が、約0.25 mmから約0.5 mmの範囲の厚みを有する、請求項7記載のポリマー心臓弁。
- 第2点および第4点が、各々、約0.3 mmから約0.7 mmの範囲の厚みを有する、請求項7記載のポリマー心臓弁。
- 第3点が、約0.2 mmから約0.4 mmの範囲の厚みを有する、請求項7記載のポリマー心臓弁。
- 第1点が、第2点および第4点の厚みの3分の2にほぼ等しいまたはそれ未満の厚みを有する、請求項7記載のポリマー心臓弁。
- 第1点が、第2点および第4点の厚みの2分の1にほぼ等しいまたはそれ未満の厚みを有する、請求項7記載のポリマー心臓弁。
- 第3点が、第2点および第4点の厚みの3分の2にほぼ等しいまたはそれ未満の厚みを有する、請求項7記載のポリマー心臓弁。
- 隣接する弁葉の、それぞれの交連部に最も近い静止時開口が、0.1 mmから0.6の範囲である、請求項1記載のポリマー心臓弁。
- 隣接する弁葉の、それぞれの交連部に最も近い静止時開口が、0.25 mmである、請求項14記載のポリマー心臓弁。
- 本体、洞状突出部、および弁葉が、生体適合性ポリマーから製造される、請求項1記載のポリマー心臓弁。
- 生体適合性ポリマーが、シリコーンおよび/またはポリウレタンからなる群より選択される、請求項16記載のポリマー心臓弁。
- 本体、洞状突出部、および弁葉が、一体的に構築されている、請求項17記載のポリマー心臓弁。
- 弁を移植する際に縫合を行う場所を提供するよう、洞および弁葉の上部または下部で本体に結合された少なくとも1つの縫い付け用リングをさらに含む、請求項1記載のポリマー心臓弁。
- 中心軸を有し、かつ該中心軸に沿って流入端から流出端まで延在する導管を含む、弁本体と、
該本体から該導管内へと延在し、該本体との連結湾曲部を各々規定する、少なくとも3枚の屈曲性弁葉と
を含み、
該弁葉のそれぞれの対が、各々、該本体の近位に位置する交連部を規定し、かつ
該弁葉が、実質的に閉口した静止時位置にあり、
該少なくとも3枚の弁葉のそれぞれは、該弁葉の中心領域よりも該弁葉の自由縁部付近が厚い、
ポリマー弁
を形成する工程;
少なくとも3枚の弁葉を部分開口位置で維持するために先細型枠を導管に挿入する工程;
少なくとも3枚の弁葉の静止時位置を部分開口位置で固定するためにポリマー弁を加熱する工程;ならびに
加熱後に型枠を除去する工程
を含む、ポリマー心臓弁の製造方法。 - 各弁葉が、本体の中心軸付近を先端とする一対の自由縁部を含み、かつ少なくとも3枚の弁葉を部分開口位置で維持するために先細型枠を環状の本体に挿入する工程が、各弁葉の先端を中心軸から離れる方に偏らせるために該先細型枠を使用することを含む、請求項20記載の方法。
- 先細型枠が、少なくとも3つのピンを含み、かつ先細型枠を環状の本体に挿入する工程が、少なくとも3つのピンの各々をそれぞれの交連部に配置することを含む、請求項21記載の方法。
- 先細型枠が、少なくとも約25度の傾斜を有する円錐部分を含む、請求項21記載の方法。
- 少なくとも3枚の弁葉の静止位置を部分開口位置で固定するためにポリマー弁を加熱する工程が、弁を少なくとも約2時間、約125℃の温度に加熱することを含む、請求項21記載の方法。
- 型枠を除去した後、少なくとも3枚の弁葉が、静止時の部分開口位置、順行血流時の中心軸から離れる方に偏った完全開口位置、および逆行血流時の中心軸に向かう方に偏った閉口位置を規定する、請求項20記載の方法。
- 厚みプロファイルを提供するために少なくとも3枚の弁葉の各々をトリミングする工程をさらに含む、請求項20記載の方法。
- 少なくとも3枚の弁葉の各々をトリミングする工程が、弁葉からポリマー材料の少なくとも一部分を除去するために熱線を使用することを含む、請求項26記載の方法。
- 各弁葉の厚みプロファイルが、第1点、第2点、第3点、および第4点を含む少なくとも4点の厚みプロファイルであり、
該プロファイルの第1点が、実質的に弁葉の先端に位置し;
弁葉の第2点および第4点が、実質的にそれぞれの交連部に位置し;かつ
第3点が、実質的に、本体の近位の、連結湾曲部に沿って第2点と第4点の実質的に中間に位置する、
請求項26記載の方法。 - 第1点が、約0.25 mmから約0.5 mmの範囲の厚みを有する、請求項28記載の方法。
- 第2点および第4点が、各々、約0.3 mmから約0.7 mmの範囲の厚みを有する、請求項28記載の方法。
- 第3点が、約0.2 mmから約0.4 mmの範囲の厚みを有する、請求項28記載の方法。
- 第1点が、第2点および第3点の厚みの3分の2にほぼ等しいまたはそれ未満の厚みを有する、請求項28記載の方法。
- 第1点が、第2点および第3点の厚みの2分の1にほぼ等しいまたはそれ未満の厚みを有する、請求項28記載の方法。
- 第4点が、第2点および第3点の厚みの3分の2にほぼ等しいまたはそれ未満の厚みを有する、請求項28記載の方法。
- 隣接する弁葉の、それぞれの交連部に最も近い静止時開口が、0.1 mmから0.6の範囲である、請求項20記載の方法。
- 隣接する弁葉の、それぞれの交連部に最も近い静止時開口が、0.25 mmである、請求項35記載の方法。
- 本体、洞状突出部、および弁葉が、生体適合性ポリマーから製造される、請求項20記載の方法。
- 生体適合性ポリマーが、シリコーンおよび/またはポリウレタンからなる群より選択される、請求項20記載の方法。
- 本体および弁葉が、一体的に構築されている、請求項20記載の方法。
- 弁を移植する際に縫合を行う場所を提供するよう、少なくとも1つの縫い付け用リングを、洞および弁葉の上部または下部で本体に結合する工程をさらに含む、請求項20記載の方法。
- 中心軸を有し、かつ該中心軸に沿って流入端から流出端まで延在する導管を含む、弁本体と、
該本体から該導管内へと延在し、該本体との連結湾曲部を各々規定する、少なくとも3枚の屈曲性弁葉と
を含み、
該弁葉のそれぞれの対が、各々、該本体の近位に位置する交連部を規定し、かつ
該弁葉が、実質的に閉口した静止時位置にあり、
該少なくとも3枚の弁葉のそれぞれは、該弁葉の中心領域よりも該弁葉の自由縁部付近が厚い、
ポリマー弁
を形成する工程;
少なくとも3枚の弁葉を部分開口位置で維持するために先細型枠を導管に挿入する工程;
少なくとも3枚の弁葉の静止位置を部分開口位置で固定するためにポリマー弁を加熱する工程;ならびに
加熱後に型枠を除去する工程
を含む方法によって調製された、ポリマー心臓弁。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US12/761,891 | 2010-04-16 | ||
| US12/761,891 US10512537B2 (en) | 2010-04-16 | 2010-04-16 | Flow optimized polymeric heart valve |
| PCT/US2011/032559 WO2011130558A1 (en) | 2010-04-16 | 2011-04-14 | Flow optimized polymeric heart valve |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2013524890A JP2013524890A (ja) | 2013-06-20 |
| JP6038018B2 true JP6038018B2 (ja) | 2016-12-07 |
Family
ID=44276063
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013505152A Active JP6038018B2 (ja) | 2010-04-16 | 2011-04-14 | 流れに最適化したポリマー心臓弁 |
Country Status (8)
| Country | Link |
|---|---|
| US (3) | US10512537B2 (ja) |
| EP (2) | EP2558032B1 (ja) |
| JP (1) | JP6038018B2 (ja) |
| AU (1) | AU2011239561B2 (ja) |
| CA (1) | CA2796357C (ja) |
| DK (1) | DK2558032T3 (ja) |
| ES (1) | ES2887311T3 (ja) |
| WO (1) | WO2011130558A1 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10722631B2 (en) | 2018-02-01 | 2020-07-28 | Shifamed Holdings, Llc | Intravascular blood pumps and methods of use and manufacture |
| US11185677B2 (en) | 2017-06-07 | 2021-11-30 | Shifamed Holdings, Llc | Intravascular fluid movement devices, systems, and methods of use |
| US11511103B2 (en) | 2017-11-13 | 2022-11-29 | Shifamed Holdings, Llc | Intravascular fluid movement devices, systems, and methods of use |
| US11964145B2 (en) | 2019-07-12 | 2024-04-23 | Shifamed Holdings, Llc | Intravascular blood pumps and methods of manufacture and use |
Families Citing this family (27)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8579964B2 (en) | 2010-05-05 | 2013-11-12 | Neovasc Inc. | Transcatheter mitral valve prosthesis |
| US9554897B2 (en) | 2011-04-28 | 2017-01-31 | Neovasc Tiara Inc. | Methods and apparatus for engaging a valve prosthesis with tissue |
| US9308087B2 (en) | 2011-04-28 | 2016-04-12 | Neovasc Tiara Inc. | Sequentially deployed transcatheter mitral valve prosthesis |
| EP2765954B1 (en) | 2011-10-13 | 2021-12-22 | The Research Foundation Of State University Of New York | Polymeric heart valve |
| US9345573B2 (en) | 2012-05-30 | 2016-05-24 | Neovasc Tiara Inc. | Methods and apparatus for loading a prosthesis onto a delivery system |
| US9572665B2 (en) | 2013-04-04 | 2017-02-21 | Neovasc Tiara Inc. | Methods and apparatus for delivering a prosthetic valve to a beating heart |
| WO2015171743A2 (en) | 2014-05-07 | 2015-11-12 | Baylor College Of Medicine | Artificial, flexible valves and methods of fabricating and serially expanding the same |
| US10507101B2 (en) | 2014-10-13 | 2019-12-17 | W. L. Gore & Associates, Inc. | Valved conduit |
| CN113633435A (zh) | 2016-01-29 | 2021-11-12 | 内奥瓦斯克迪亚拉公司 | 用于防止流出阻塞的假体瓣膜 |
| CN113893064A (zh) | 2016-11-21 | 2022-01-07 | 内奥瓦斯克迪亚拉公司 | 用于快速收回经导管心脏瓣膜递送系统的方法和系统 |
| US10653523B2 (en) | 2017-01-19 | 2020-05-19 | 4C Medical Technologies, Inc. | Systems, methods and devices for delivery systems, methods and devices for implanting prosthetic heart valves |
| US10561495B2 (en) | 2017-01-24 | 2020-02-18 | 4C Medical Technologies, Inc. | Systems, methods and devices for two-step delivery and implantation of prosthetic heart valve |
| US11351058B2 (en) | 2017-03-17 | 2022-06-07 | W. L. Gore & Associates, Inc. | Glaucoma treatment systems and methods |
| CA3073834A1 (en) | 2017-08-25 | 2019-02-28 | Neovasc Tiara Inc. | Sequentially deployed transcatheter mitral valve prosthesis |
| JP7202374B2 (ja) | 2017-10-31 | 2023-01-11 | ダブリュ.エル.ゴア アンド アソシエイツ,インコーポレイティド | 弁付き導管 |
| DE102018201030A1 (de) | 2018-01-24 | 2019-07-25 | Kardion Gmbh | Magnetkuppelelement mit magnetischer Lagerungsfunktion |
| DE102018211327A1 (de) | 2018-07-10 | 2020-01-16 | Kardion Gmbh | Laufrad für ein implantierbares, vaskuläres Unterstützungssystem |
| US11857441B2 (en) | 2018-09-04 | 2024-01-02 | 4C Medical Technologies, Inc. | Stent loading device |
| USD977642S1 (en) | 2018-10-29 | 2023-02-07 | W. L. Gore & Associates, Inc. | Pulmonary valve conduit |
| AU2019374743B2 (en) | 2018-11-08 | 2022-03-03 | Neovasc Tiara Inc. | Ventricular deployment of a transcatheter mitral valve prosthesis |
| US11678983B2 (en) | 2018-12-12 | 2023-06-20 | W. L. Gore & Associates, Inc. | Implantable component with socket |
| US11602429B2 (en) | 2019-04-01 | 2023-03-14 | Neovasc Tiara Inc. | Controllably deployable prosthetic valve |
| WO2020210652A1 (en) | 2019-04-10 | 2020-10-15 | Neovasc Tiara Inc. | Prosthetic valve with natural blood flow |
| CA3140925A1 (en) | 2019-05-20 | 2020-11-26 | Neovasc Tiara Inc. | Introducer with hemostasis mechanism |
| AU2020295566B2 (en) | 2019-06-20 | 2023-07-20 | Neovasc Tiara Inc. | Low profile prosthetic mitral valve |
| US11931253B2 (en) | 2020-01-31 | 2024-03-19 | 4C Medical Technologies, Inc. | Prosthetic heart valve delivery system: ball-slide attachment |
| DE102020102474A1 (de) | 2020-01-31 | 2021-08-05 | Kardion Gmbh | Pumpe zum Fördern eines Fluids und Verfahren zum Herstellen einer Pumpe |
Family Cites Families (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4888009A (en) | 1985-04-05 | 1989-12-19 | Abiomed, Inc. | Prosthetic heart valve |
| DE3834545A1 (de) | 1988-10-11 | 1990-04-12 | Rau Guenter | Flexibles schliessorgan, insbesondere herzklappe, und verfahren zur herstellung desselben |
| US4863458A (en) * | 1988-12-14 | 1989-09-05 | Carbomedics Inc. | Heart valve prosthesis having configured leaflets and mounting ears |
| US5037434A (en) | 1990-04-11 | 1991-08-06 | Carbomedics, Inc. | Bioprosthetic heart valve with elastic commissures |
| US5258023A (en) | 1992-02-12 | 1993-11-02 | Reger Medical Development, Inc. | Prosthetic heart valve |
| GB9206449D0 (en) * | 1992-03-25 | 1992-05-06 | Univ Leeds | Artificial heart valve |
| IL118149A0 (en) * | 1996-05-05 | 1996-09-12 | Rdc Rafael Dev Corp | Method for producing heart valves and heart valves produced by the method |
| GB9701479D0 (en) | 1997-01-24 | 1997-03-12 | Aortech Europ Ltd | Heart valve |
| US5843183A (en) | 1997-05-13 | 1998-12-01 | Bokros; Jack C. | Trileaflet heart valve |
| US6117169A (en) | 1998-06-24 | 2000-09-12 | Sulzer Carbomedics Inc. | Living hinge attachment of leaflet to a valve body |
| US6287338B1 (en) | 1999-03-10 | 2001-09-11 | Sulzer Carbomedics Inc. | Pre-stressing devices incorporating materials subject to stress softening |
| US6174331B1 (en) * | 1999-07-19 | 2001-01-16 | Sulzer Carbomedics Inc. | Heart valve leaflet with reinforced free margin |
| US6371983B1 (en) * | 1999-10-04 | 2002-04-16 | Ernest Lane | Bioprosthetic heart valve |
| WO2002041789A2 (en) * | 2000-11-21 | 2002-05-30 | Rex Medical, L.P. | Percutaneous aortic valve |
| US6916338B2 (en) * | 2001-03-16 | 2005-07-12 | Mayo Foundation For Medical Education And Research | Synthetic leaflets for heart valve repair or replacement |
| US20030114924A1 (en) | 2001-12-18 | 2003-06-19 | Riyad Moe | Polymer heart valve |
| US20040024452A1 (en) | 2002-08-02 | 2004-02-05 | Kruse Steven D. | Valved prostheses with preformed tissue leaflets |
| WO2007016251A2 (en) | 2005-07-28 | 2007-02-08 | Cook Incorporated | Implantable thromboresistant valve |
| JP2009536074A (ja) * | 2006-05-05 | 2009-10-08 | チルドレンズ・メディカル・センター・コーポレイション | 経カテーテル人工心臓弁 |
| CN101715330A (zh) | 2007-05-25 | 2010-05-26 | 天成医疗有限公司 | 人工心脏瓣膜 |
-
2010
- 2010-04-16 US US12/761,891 patent/US10512537B2/en active Active
-
2011
- 2011-04-14 EP EP11716743.7A patent/EP2558032B1/en active Active
- 2011-04-14 WO PCT/US2011/032559 patent/WO2011130558A1/en active Application Filing
- 2011-04-14 EP EP21190736.5A patent/EP3967270A1/en active Pending
- 2011-04-14 ES ES11716743T patent/ES2887311T3/es active Active
- 2011-04-14 CA CA2796357A patent/CA2796357C/en active Active
- 2011-04-14 AU AU2011239561A patent/AU2011239561B2/en active Active
- 2011-04-14 DK DK11716743.7T patent/DK2558032T3/da active
- 2011-04-14 JP JP2013505152A patent/JP6038018B2/ja active Active
-
2019
- 2019-10-16 US US16/654,701 patent/US11298224B2/en active Active
-
2022
- 2022-03-04 US US17/687,295 patent/US20220313425A1/en active Pending
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11185677B2 (en) | 2017-06-07 | 2021-11-30 | Shifamed Holdings, Llc | Intravascular fluid movement devices, systems, and methods of use |
| US11511103B2 (en) | 2017-11-13 | 2022-11-29 | Shifamed Holdings, Llc | Intravascular fluid movement devices, systems, and methods of use |
| US10722631B2 (en) | 2018-02-01 | 2020-07-28 | Shifamed Holdings, Llc | Intravascular blood pumps and methods of use and manufacture |
| US11229784B2 (en) | 2018-02-01 | 2022-01-25 | Shifamed Holdings, Llc | Intravascular blood pumps and methods of use and manufacture |
| US11964145B2 (en) | 2019-07-12 | 2024-04-23 | Shifamed Holdings, Llc | Intravascular blood pumps and methods of manufacture and use |
Also Published As
| Publication number | Publication date |
|---|---|
| US10512537B2 (en) | 2019-12-24 |
| AU2011239561A1 (en) | 2012-11-08 |
| US20220313425A1 (en) | 2022-10-06 |
| ES2887311T3 (es) | 2021-12-22 |
| EP2558032A1 (en) | 2013-02-20 |
| CA2796357A1 (en) | 2011-10-20 |
| WO2011130558A1 (en) | 2011-10-20 |
| US20200046492A1 (en) | 2020-02-13 |
| US20110257738A1 (en) | 2011-10-20 |
| CA2796357C (en) | 2016-01-19 |
| US11298224B2 (en) | 2022-04-12 |
| EP3967270A1 (en) | 2022-03-16 |
| AU2011239561B2 (en) | 2015-04-09 |
| DK2558032T3 (da) | 2021-09-27 |
| JP2013524890A (ja) | 2013-06-20 |
| EP2558032B1 (en) | 2021-08-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6038018B2 (ja) | 流れに最適化したポリマー心臓弁 | |
| JP6035235B2 (ja) | ポリマー三葉心臓弁プロテーゼ | |
| JP6896742B2 (ja) | 導流器付き人工弁 | |
| CA2521896C (en) | Reed valve for implantation into mammalian blood vessels and heart with temporary or permanent support by two stents | |
| JP5881653B2 (ja) | 大動脈弁修復のための弁輪内取付フレーム | |
| CN104394803B (zh) | 心脏瓣膜假体 | |
| JP4287272B2 (ja) | 医療装置のための高分子弁膜構造 | |
| US5545215A (en) | External sigmoid valve complex frame and valved conduit supported by the same | |
| US20030069635A1 (en) | Prosthetic heart valve | |
| US11464639B2 (en) | Methods for creating sinus-matched aortic valves | |
| CN108261258A (zh) | 瓣膜假体和递送方法 | |
| WO2012044901A2 (en) | Intra-annular mounting frame for aortic valve repair | |
| RU2416378C1 (ru) | Отдельная створка аортального искусственного клапана и шаблон для ее получения | |
| JP2022529472A (ja) | 自然に設計された僧帽弁プロテーゼ | |
| JP6159041B1 (ja) | 人工弁 | |
| RU2747362C2 (ru) | Способ протезирования всех структур выходного отдела правого желудочка, пульмонального клапана, легочного ствола | |
| Tasca et al. | A comprehensive fluid dynamic and geometric Study for an “In-Vitro” comparison of four surgically implanted pericardial stented valves | |
| KR100604974B1 (ko) | 방실판막의 판막하 구조물을 재건하기 위한 성형기구 세트 | |
| Twardowska | Early prototyping and testing of a model of an expandable heart valve apparatus for paediatric deployment | |
| Benjamin | Steady flow investigations of valved heart conduits |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140327 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20150116 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150202 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20150501 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20150521 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150731 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20151130 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20160225 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160526 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20161017 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20161101 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6038018 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: R3D02 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |