JP6027809B2 - Coating method using slot die and method for producing functional film - Google Patents
Coating method using slot die and method for producing functional film Download PDFInfo
- Publication number
- JP6027809B2 JP6027809B2 JP2012172292A JP2012172292A JP6027809B2 JP 6027809 B2 JP6027809 B2 JP 6027809B2 JP 2012172292 A JP2012172292 A JP 2012172292A JP 2012172292 A JP2012172292 A JP 2012172292A JP 6027809 B2 JP6027809 B2 JP 6027809B2
- Authority
- JP
- Japan
- Prior art keywords
- coating
- film
- slot die
- bead
- thickness
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000576 coating method Methods 0.000 title claims description 187
- 238000004519 manufacturing process Methods 0.000 title claims description 9
- 239000011248 coating agent Substances 0.000 claims description 219
- 239000011324 bead Substances 0.000 claims description 55
- 238000011144 upstream manufacturing Methods 0.000 claims description 32
- 230000003068 static effect Effects 0.000 claims description 19
- 238000000034 method Methods 0.000 claims description 13
- 238000009501 film coating Methods 0.000 claims description 4
- 239000007888 film coating Substances 0.000 claims description 3
- 239000000463 material Substances 0.000 claims 1
- 239000010408 film Substances 0.000 description 128
- 230000006837 decompression Effects 0.000 description 6
- 239000000758 substrate Substances 0.000 description 5
- 230000003373 anti-fouling effect Effects 0.000 description 4
- 230000007547 defect Effects 0.000 description 4
- 230000000087 stabilizing effect Effects 0.000 description 4
- 238000012360 testing method Methods 0.000 description 4
- -1 polyethylene terephthalate Polymers 0.000 description 3
- 229920000139 polyethylene terephthalate Polymers 0.000 description 3
- 239000005020 polyethylene terephthalate Substances 0.000 description 3
- 239000010409 thin film Substances 0.000 description 3
- 101700004678 SLIT3 Proteins 0.000 description 2
- 102100027339 Slit homolog 3 protein Human genes 0.000 description 2
- 230000000052 comparative effect Effects 0.000 description 2
- 238000005516 engineering process Methods 0.000 description 2
- 239000007788 liquid Substances 0.000 description 2
- 229920005672 polyolefin resin Polymers 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 230000006641 stabilisation Effects 0.000 description 2
- 238000011105 stabilization Methods 0.000 description 2
- 239000004925 Acrylic resin Substances 0.000 description 1
- 229920000178 Acrylic resin Polymers 0.000 description 1
- 238000004364 calculation method Methods 0.000 description 1
- 239000012461 cellulose resin Substances 0.000 description 1
- 238000003851 corona treatment Methods 0.000 description 1
- 125000004122 cyclic group Chemical group 0.000 description 1
- 208000028659 discharge Diseases 0.000 description 1
- 238000007599 discharging Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 230000001678 irradiating effect Effects 0.000 description 1
- 238000013532 laser treatment Methods 0.000 description 1
- 238000000691 measurement method Methods 0.000 description 1
- 239000012788 optical film Substances 0.000 description 1
- 229920005668 polycarbonate resin Polymers 0.000 description 1
- 239000004431 polycarbonate resin Substances 0.000 description 1
- 229920001225 polyester resin Polymers 0.000 description 1
- 239000004645 polyester resin Substances 0.000 description 1
- 238000004381 surface treatment Methods 0.000 description 1
Images



Landscapes
- Application Of Or Painting With Fluid Materials (AREA)
Description
本発明は、スロットダイのリップ先端に形成されるビードの基材フィルム上流側を減圧にしながら、低粘度の塗工剤を基材フィルム上へ塗工するスロットダイによる塗膜の塗工方法および機能性フィルムの製造方法に関する。 The present invention relates to a coating method using a slot die for applying a low-viscosity coating agent onto a base film while reducing the pressure on the upstream side of the base film of the bead formed at the lip end of the slot die, and The present invention relates to a method for producing a functional film.
従来、基材フィルム上へ塗膜を形成する方法として、基材フィルムにスロットダイを近接させ、該スロットダイの先端から塗工剤を吐出して、基材フィルム上へ塗工剤を塗工する塗膜の塗工方法が知られている。 Conventionally, as a method of forming a coating film on a base film, a slot die is brought close to the base film, and a coating agent is discharged from the tip of the slot die to apply the coating agent onto the base film. A coating method for a coating film is known.
このスロットダイによる塗膜の塗工方法は、高精度塗工に適していることから、基材フィルムへ塗工剤を均一な厚さに連続塗工する用途に広く採用されている。基材フィルム上へ外観良好な塗膜を安定して形成するには、塗工剤の粘度、静的表面張力等の塗工剤の特性および塗工膜厚(ウェット膜厚)に応じて、塗工速度、スロットダイ先端と基材フィルムとの間隔(以下、塗工ギャップと称することがある)、ダイリップ先端の厚さおよび形状等、最適な条件を選択する必要があり、特許文献1には、塗工剤の粘度、静的表面張力および塗工速度から算出されるキャピラリー数Caと、塗工ギャップHを塗工膜厚hで除した値H/hとが特定の関係となる塗工条件で塗工することにより、スジ・ムラの発生が極めて少なく、均一な膜厚の塗膜が得られる塗膜の塗工方法が提案されている。また、非特許文献1には、フィルム形状式モデル(FPEモデル)およびNavier−Stokes式を用いた有限要素法モデル(FEMモデル)のそれぞれの手法を用いてスロットダイによる低流量限界を検討し、キャピラリー数CaとH/hとが特定の関係となる塗工条件で塗工することにより、外観が良好な塗膜が得られることが記載されている。すなわち、キャピラリー数Caを縦軸に、H/hを横軸にとると、ビードの安定領域と不安定領域の境界線は下に凸の曲線となり、この曲線の下側の塗工条件ではビードが安定し、外観の良好な塗膜が得られることが記載されている。ここで、キャピラリー数CaはCa=μ・V/σで表される。なお、μは塗工剤の粘度、σは塗工剤の静的表面張力、Vは塗工速度を示す。
Since the coating method of the coating film by this slot die is suitable for high-precision coating, it is widely used for applications in which a coating agent is continuously applied to a base film with a uniform thickness. In order to stably form a coating film with a good appearance on the base film, depending on the properties of the coating agent such as the viscosity of the coating agent, static surface tension and the coating film thickness (wet film thickness) It is necessary to select optimum conditions such as the coating speed, the distance between the tip of the slot die and the base film (hereinafter sometimes referred to as a coating gap), the thickness and shape of the tip of the die lip. Is a coating having a specific relationship between the capillary number Ca calculated from the viscosity, static surface tension and coating speed of the coating agent and the value H / h obtained by dividing the coating gap H by the coating film thickness h. There has been proposed a coating method for applying a coating film under which the coating film having a uniform film thickness can be obtained with extremely little generation of streaks and unevenness by coating under the working conditions. Further,
しかしながら、基材フィルムへ薄膜を形成するために低粘度の塗工剤を薄く塗工すると、ビードの容積が小さくなるためビードの安定性が損なわれ易く、安定した塗工が困難となる。これを解決する方法として、ビード上流側(基材フィルムの搬送方向上流側)を減圧にすることにより、ビードを安定に保ち、塗工することが行われている。このようなビード上流側を減圧にする塗工方法での塗工条件は、従来のビード上流側と下流側とで圧力差を設けない従来の塗膜の塗工方法と大きく異なっている。特許文献2には、ビードの上流側を減圧にしつつ、同時にビード下流側を加圧することにより、高速塗工が可能になり、さらに、より薄い塗膜を形成できることが記載されている。また、特許文献3および4には、均一な厚みで且つ外観不良の少ない塗膜を得るために、ビード下流側の圧力からビード上流側の圧力と下限減圧度(理論下限バキューム圧)とを差し引いた値が特定の範囲となる塗工条件で塗工すると外観良好な塗膜が形成できることが記載されている。
However, if a low-viscosity coating agent is applied thinly to form a thin film on the base film, the bead volume is reduced, so that the stability of the bead tends to be impaired, and stable coating becomes difficult. As a method for solving this, the bead is kept stable and coated by reducing the pressure on the upstream side of the bead (upstream side in the conveyance direction of the base film). The coating conditions in the coating method for reducing the pressure on the upstream side of the bead are greatly different from the conventional coating method for coating film in which no pressure difference is provided between the upstream side and the downstream side of the conventional bead.
一方、特許文献5には、幅方向の膜厚を均一にし、塗工剤の液圧の変動によるスジ状ムラ等の発生を抑え、安定した塗工を維持するために、塗工剤の粘度μ、塗工速度V、塗工膜厚h、スロット長さ、リップギャップより算出される値が特定の範囲となる条件で塗工する方法が提案されている。しかしながら、ビード上流側を減圧にして塗工する塗工方法では、塗工剤の粘度μだけでなく静的表面張力σも安定な塗工を可能にする重要な因子であり、さらに、塗工時には塗工速度V、塗工膜厚h、リップギャップだけでなくビード上流側の減圧度P、塗工ギャップH、ダイリップの厚さも安定塗工を可能にする重要な因子であり、前記特許文献5に記載された塗工条件を満たすだけでは外観が良好で膜厚が均一な薄膜塗工を安定的に実現することは困難であった。
On the other hand, in
本発明は、このような状況に鑑みてなされたもので、低粘度の塗工剤を薄く(例えば、塗工膜厚で30μm以下)塗工を行う場合であっても、高速塗工に伴う空気巻き込みによるスジ状ムラの発生を抑え、外観が良好で膜厚が均一な薄膜を安定して塗工できる塗膜の塗工方法および機能性フィルムの製造方法を提供することを課題とする。 The present invention has been made in view of such a situation, and is accompanied by high-speed coating even when a low-viscosity coating agent is applied thinly (for example, a coating film thickness of 30 μm or less). It is an object of the present invention to provide a coating film coating method and a functional film manufacturing method capable of suppressing the occurrence of streaky unevenness due to air entrainment and stably coating a thin film having a good appearance and a uniform film thickness.
(1)基材フィルムにスロットダイを近接させ、スロットダイ先端から塗工剤を吐出して前記基材フィルムとの間にビードを形成させると共に、該ビードの基材フィルムの上流側を減圧にしながら前記基材フィルム表面に塗工剤を塗工するスロットダイによる塗膜の塗工方法において、
前記塗工剤の粘度をμ、前記塗工剤の静的表面張力をσ、前記基材フィルムと前記スロットダイ先端との相対速度をV、上流側ダイリップの吐出口端部とコンタクトラインとの距離をL、下流側ダイリップの厚みをL1、塗工ギャップをH、塗工膜厚をh、キャピラリー数をCa(Ca=μ・V/σ)とした際に、式(2)を満たす塗工条件かつ減圧度が0.1から1.0kPaの範囲で塗工することを特徴とするスロットダイによる塗膜の塗工方法が提供され、
Ca/(L/L1) ≦ 0.1149e ―0.2857(H/h) (2)
(2)塗工剤の粘度が、20mP・s以下である(1)記載の塗膜の塗工方法が提供され、
(3)塗工膜厚が5μm〜30μmである(1)または(2)記載の塗膜の塗工方法が提
供され、
(4)(1)乃至(3)のいずれかに記載のスロットダイによる塗工方法を含む機能性フ
ィルムの製造方法が提供される。
(1) A slot die is brought close to the base film, and a coating agent is discharged from the tip of the slot die to form a bead with the base film, and the upstream side of the base film of the bead is reduced in pressure. While in the coating method of the coating film by the slot die to apply the coating agent on the substrate film surface,
The viscosity of the coating agent is μ, the static surface tension of the coating agent is σ, the relative speed between the base film and the tip of the slot die is V, the outlet end of the upstream die lip and the contact line When the distance is L, the downstream die lip thickness is L 1 , the coating gap is H, the coating film thickness is h, and the number of capillaries is Ca (Ca = μ · V / σ), the formula (2) is satisfied. A coating method of a coating film by a slot die, characterized in that coating is performed in a range of coating conditions and a degree of vacuum of 0.1 to 1.0 kPa ,
Ca / (L / L1) ≦ 0.1149e− 0.2857 (H / h) (2)
(2) The method for coating a coating film according to (1), wherein the viscosity of the coating agent is 20 mP · s or less, is provided.
(3) The coating film coating method according to (1) or (2), wherein the coating film thickness is 5 μm to 30 μm,
(4) A method for producing a functional film including the coating method using the slot die according to any one of (1) to (3) is provided.
本発明のスロットダイによる塗膜の塗工方法によれば、従来、外観不良が生じやすかった低粘度の塗工剤を薄く塗工を行う場合であっても、高速塗工に伴う空気巻き込みによるスジ状ムラの発生を抑え、膜厚が均一で、外観が良好な塗膜を安定して塗工することが可能になるという効果を奏する。また、前記塗工方法を含む方法で基材フィルム上へ機能性を有する塗工剤を塗工する機能性フィルムの製造方法により、反射防止性能、防眩性能、耐傷付き性能、防汚性能、位相差性能、導電性能等を有する機能性フィルムを得ることができる。 According to the coating method of the coating film by the slot die of the present invention, conventionally, even when thinly applying a low-viscosity coating agent that is likely to cause poor appearance, it is caused by air entrainment accompanying high-speed coating. It is possible to suppress the occurrence of streak-like unevenness, and to stably apply a coating film having a uniform film thickness and a good appearance. In addition, by a method for producing a functional film that coats a functional coating agent on a base film by a method including the coating method, antireflection performance, antiglare performance, scratch resistance performance, antifouling performance, A functional film having retardation performance, conductive performance, and the like can be obtained.
以下、本発明に係るスロットダイによる塗膜の塗工方法およびそれを用いた機能性フィルムの製造方法について説明する。 Hereinafter, the coating method by the slot die which concerns on this invention, and the manufacturing method of a functional film using the same are demonstrated.
前述の如く、通常のビード上流側および下流側の気圧を制御せず常圧で塗工するスロットダイによる塗工では、スロットダイ先端部と基材フィルム表面との間に形成されるビードの形状を安定させることにより、高速塗工に伴う空気巻き込みによるスジ状ムラを大幅に低減できることが知られている。 As described above, in the case of coating with a slot die that is applied at normal pressure without controlling the pressure upstream and downstream of the normal bead, the shape of the bead formed between the tip of the slot die and the substrate film surface It is known that streak-like unevenness due to air entrainment associated with high-speed coating can be significantly reduced by stabilizing.
本発明者等は、上記のビードを安定化させれば塗膜表面に発生する高速塗工に伴う空気巻き込みによるスジ状ムラを大幅に低減できることに着目し、減圧チャンバーを備えたスロットダイを用いてビード上流側を減圧にしながら低粘度の塗工剤を基材フィルム上へ塗工するスロットダイを用いた塗膜の塗工方法において、ビードを安定化させる検討を行った。その結果、ダイ先端と基材フィルムとの間隔である塗工ギャップH、塗工膜厚h、基材フィルムとスロットダイ先端との相対速度(以下、塗工速度と称することがある)V、塗工剤の粘度μ、塗工剤の静的表面張力σ、スロットダイ下流側リップ厚みL1およびビード上流側の減圧度Pとから算出されるパラメーターが所定の値以下であればビードが安定し、高速塗工に伴う空気巻き込みによるスジ状ムラが大幅に低減できることを見出し、本発明を完成するに到った。 The inventors focused on the fact that streaky irregularities due to air entrainment caused by high-speed coating generated on the coating surface can be greatly reduced by stabilizing the above-described bead, and a slot die having a decompression chamber is used. In the coating method using a slot die for applying a low-viscosity coating agent onto the base film while reducing the pressure on the upstream side of the bead, studies were made to stabilize the bead. As a result, the coating gap H, which is the distance between the die tip and the base film, the coating thickness h, the relative speed between the base film and the slot die tip (hereinafter sometimes referred to as coating speed) V, The bead is stable if the parameters calculated from the viscosity μ of the coating agent, the static surface tension σ of the coating agent, the lip thickness L 1 on the downstream side of the slot die and the degree of pressure reduction P on the upstream side of the bead are below a predetermined value. As a result, the present inventors have found that streak-like unevenness due to air entrainment accompanying high-speed coating can be greatly reduced, and the present invention has been completed.
なお、高速塗工による外観不良は、スロットダイ先端と基材フィルムとの間隔である塗工ギャップH、塗工剤の粘度μ、下流側リップ厚みL1および/または塗工速度Vが大きすぎ、あるいは塗工膜厚h、塗工剤の静的表面張力σ、上流側ダイリップの吐出口とコンタクトラインまでの距離Lおよび/またはビード上流側の減圧度Pが小さすぎる場合に生じる現象で、空気巻き込みによるスジ状ムラが発生する。 Appearance defects due to high-speed coating are too large in the coating gap H, which is the distance between the tip of the slot die and the base film, the viscosity μ of the coating agent, the downstream lip thickness L 1 and / or the coating speed V. Or a phenomenon that occurs when the coating film thickness h, the static surface tension σ of the coating agent, the distance L between the discharge port of the upstream die lip and the contact line and / or the pressure reduction degree P upstream of the bead are too small, Striped unevenness occurs due to air entrainment.
次に、本発明のスロットダイによる塗膜の塗工方法について、図1および図2を用いて詳細に説明する。
図1および図2は、本発明の減圧チャンバー7を設けたスロットダイ8による塗膜の塗工方法の一例を示すものであり、塗工剤を吐出するスリット3を設けたスロットダイ8を用いて、バックアップロール6に張架され走行する基材フィルム9上に塗膜12を形成している状態を示している。これらの図に示すように、塗膜形成時には、リップ先端5と基材フィルム9表面との間に、スリット3から供給される塗工剤からなるビード11が形成される。この状態で基材フィルム9を走行させることにより、基材フィルム9の表面に塗膜12が形成されるのであるが、この塗膜12の形成時に前記ビード11の形状が不安定であると、形成される塗膜12の膜厚が不均一となる。このため、ダイ先端と基材フィルムとの間隔である塗工ギャップHが広すぎたり、塗工速度Vが速すぎたりすると空気巻き込みによるスジ状ムラが発生し、外観が良好な塗膜が得られなくなる。したがって、前記ビード11の形状を安定化させることが重要となる。
Next, the coating method of the coating film by the slot die of this invention is demonstrated in detail using FIG. 1 and FIG.
FIG. 1 and FIG. 2 show an example of a method of coating a coating film with a slot die 8 provided with a
本発明に適した塗工剤の粘度は20mPa・s以下、好ましくは10mPa・s以下であり、1mPa・s以上が好ましい。塗工剤の粘度が高すぎる場合は、ダイ内部での圧力損失が高くなり送液系への負担が大きくなるので好ましくない。また、逆に低すぎる場合はダイ内部での圧力が不足するため幅方向への膜厚精度が不安定となるので好ましくない。また、塗工剤の静的表面張力は10mN/m〜40mN/m以下が好ましく、さらには15mN/m〜35mN/mが好ましい。静的表面張力がこの範囲を外れた塗工剤は、ダイリップ先端と基材フィルムとの間隔Hが広いとビードの形成が難しくなる。 The viscosity of the coating agent suitable for the present invention is 20 mPa · s or less, preferably 10 mPa · s or less, and preferably 1 mPa · s or more. When the viscosity of the coating agent is too high, the pressure loss inside the die increases and the burden on the liquid feeding system increases, which is not preferable. On the other hand, if it is too low, the pressure inside the die is insufficient and the film thickness accuracy in the width direction becomes unstable. The static surface tension of the coating agent is preferably 10 mN / m to 40 mN / m or less, and more preferably 15 mN / m to 35 mN / m. A coating agent having a static surface tension outside this range makes it difficult to form a bead when the distance H between the die lip tip and the substrate film is wide.
本発明に用いる基材フィルムは、ポリエステル系樹脂、アクリル系樹脂、セルロース系樹脂、ポリカーボネート系樹脂、環状オレフィン系樹脂、オレフィン系樹脂等からなる光学用フィルムが特に好ましく、その厚さは15μm〜200μmが好ましい。また、塗工適性を高めるために、コロナ放電処理、エキシマレーザー処理等の表面処理を行い、基材フィルムの濡れ性を高めてもよい。 The base film used in the present invention is particularly preferably an optical film composed of a polyester resin, an acrylic resin, a cellulose resin, a polycarbonate resin, a cyclic olefin resin, an olefin resin, etc., and its thickness is 15 μm to 200 μm. Is preferred. Moreover, in order to improve the coating suitability, surface treatment such as corona discharge treatment or excimer laser treatment may be performed to improve the wettability of the base film.
スロットダイ上流側に設けた減圧チャンバー内の圧力は、大気圧より0.05kPa〜2.0kPaの範囲で減圧にするのが好ましい。この減圧度が0.05kPa未満の場合はビード上流側を減圧にした効果がほとんどなく、塗工速度を大きくすると空気巻き込みによるスジ状ムラが起こり易いので好ましくなく、逆に2.0kPaを超える減圧度とした場合は減圧チャンバー内の減圧度が大き過ぎるためにビードが上流側に引っ張られ、安定したビードが形成でき難くなるので好ましくない。 The pressure in the decompression chamber provided on the upstream side of the slot die is preferably reduced in the range of 0.05 kPa to 2.0 kPa from atmospheric pressure. If the degree of vacuum is less than 0.05 kPa, there is almost no effect of reducing the upstream side of the bead, and increasing the coating speed is undesirable because streaky unevenness due to air entrainment tends to occur, and conversely, the pressure exceeding 2.0 kPa If the pressure is too high, the degree of vacuum in the vacuum chamber is too large, and the bead is pulled upstream, making it difficult to form a stable bead.
本発明のスロットダイ先端と基材フィルムとの間隔である塗工ギャップHは、50μm〜200μmが好ましく、さらには70μm〜150μmが好ましい。塗工ギャップが50μm未満の場合は、塗工ギャップが狭すぎるためにスロットダイ先端が基材フィルムに当る恐れがあるので好ましくなく、逆に200μmを超えると、塗工ギャップが大きくなるためビードが安定し難くなるので好ましくない。 The coating gap H, which is the distance between the tip of the slot die of the present invention and the base film, is preferably 50 μm to 200 μm, and more preferably 70 μm to 150 μm. If the coating gap is less than 50 μm, the coating gap is too narrow, which is not preferable because the tip of the slot die may hit the substrate film. Conversely, if the coating gap exceeds 200 μm, the coating gap becomes large and the bead becomes Since it becomes difficult to stabilize, it is not preferable.
一方、塗工膜厚(ウェット膜厚)は、5μm〜30μmが好ましく、さらには7μm〜20μmが好ましい。塗工膜厚が5μm未満の場合はビードの厚さが薄くなるためビードに僅かな力が加わってもビードが影響を受け易くなり安定し難く、一方、塗工膜厚が30μmを超えると塗工された塗工剤が流れ落ち易くなるため好ましくない。
塗工速度は、3m/min〜60m/minが好ましく、さらには5m/min〜50m/minが好ましい。3m/min未満の場合は塗工速度が遅くて生産性が悪いので好ましくなく、60m/minを超える塗工速度では高速塗工による空気巻き込みが起こりやすくスジ状ムラが発生し易くなるので好ましくない。
On the other hand, the coating film thickness (wet film thickness) is preferably 5 μm to 30 μm, and more preferably 7 μm to 20 μm. When the coating film thickness is less than 5 μm, the bead thickness becomes thin, so even if a slight force is applied to the bead, the bead is easily affected and difficult to stabilize, while when the coating film thickness exceeds 30 μm, The processed coating agent is not preferred because it tends to flow down.
The coating speed is preferably 3 m / min to 60 m / min, and more preferably 5 m / min to 50 m / min. If the coating speed is less than 3 m / min, the coating speed is slow and the productivity is poor, which is not preferable. If the coating speed exceeds 60 m / min, air entrainment is likely to occur due to high-speed coating, and streaky unevenness is likely to occur. .
通常、スロットダイのスリットは、塗工剤が水平方向あるいは垂直方向に吐出されるように設置して用いられるが、本発明のスロットダイのスリットを前記設置方向より傾けて設置し塗工することもできる。 Normally, the slot die slit is used by being installed so that the coating agent is discharged in the horizontal direction or the vertical direction, but the slot die slit of the present invention is installed inclined and applied from the installation direction. You can also.
本発明においては高速塗工による外観不良について着目し、ビードを安定化させ、空気巻き込みによるスジ状ムラが発生しない塗工条件について検討を行った。
前述のように、空気巻き込みによるスジ状ムラはスロットダイ先端と基材フィルムとの間隔である塗工ギャップH、塗工剤の粘度μ、下流側リップ厚みL1および/または塗工速度Vが大きすぎる場合、あるいは塗工膜厚h、塗工剤の静的表面張力σ、上流側ダイリップの吐出口端部とコンタクトラインまでの距離Lおよび/またはビード上流側の減圧度Pが小さすぎる場合に生じる現象で、このような条件で塗工を行うと、図1に示すビードの一部が切断し、スジ状のムラが発生し、ついには塗工されない部分が生じる。本発明者等はこれらの塗工条件について検討し、その結果を定量化することにより均一でスジ状ムラのない塗工条件の範囲を明確にし、厚さが均一で外観が良好な塗膜を得ることができるスロットダイによる塗膜の塗工方法を確立した。
In the present invention, attention was paid to appearance defects due to high-speed coating, and coating conditions for stabilizing beads and causing no streaky unevenness due to air entrainment were examined.
As described above, streaky unevenness due to air entrainment is caused by the coating gap H, which is the distance between the tip of the slot die and the base film, the viscosity μ of the coating agent, the downstream lip thickness L 1 and / or the coating speed V. If too large, or if the coating film thickness h, the static surface tension σ of the coating agent, the distance L between the discharge port end of the upstream die lip and the contact line and / or the pressure reduction P upstream of the bead are too small If the coating is performed under such conditions, a part of the bead shown in FIG. 1 is cut, streaky unevenness is generated, and finally a portion that is not applied is generated. The present inventors examined these coating conditions, and quantified the results to clarify the range of coating conditions that are uniform and free of streak-like unevenness. The coating method of the coating film by the slot die which can be obtained was established.
<試験1>
表1に示す3種類のスロットダイを用い、厚さ50μmのポリエチレンテレフタレートフィルムへ粘度1.9mPa・s、静的表面張力26.8mN/mの塗工剤を、塗工速度V、減圧度Pおよび塗工ギャップHを表1に示す範囲で変化させ、塗工膜厚(ウェット膜厚)10μmに塗工し、塗膜の外観を観察した。
<
Using three types of slot dies shown in Table 1, a coating agent having a viscosity of 1.9 mPa · s and a static surface tension of 26.8 mN / m was applied to a polyethylene terephthalate film having a thickness of 50 μm. And the coating gap H was changed in the range shown in Table 1, it applied to the coating film thickness (wet film thickness) 10 micrometers, and the external appearance of the coating film was observed.

前述の如く、スロットダイによる塗工は、キャピラリー数Caを縦軸に、無次元膜厚H/hを横軸として図に表すと、キャピラリー数が小さく、無次元膜厚が小さい領域がビードの安定領域であることが知られている。本発明においても、前記ビードの安定化のためのパラメーターとして、キャピラリー数Caと無次元膜厚H/hについて着目し、試験結果の解析を行った。 As described above, when coating with a slot die is represented in the figure with the capillary number Ca as the vertical axis and the dimensionless film thickness H / h as the horizontal axis, the region where the number of capillaries is small and the dimensionless film thickness is small is a bead. It is known to be a stable region. Also in the present invention, the test results were analyzed focusing on the number of capillaries Ca and the dimensionless film thickness H / h as parameters for stabilizing the beads.
一般的には、ビードの安定化の観点では、キャピラリー数を小さくするために、塗工剤の粘度μは低く、且つ塗工剤の静的表面張力σは高い方が、ビードの形状を安定に維持する上で好ましい。また、塗工速度Vは、遅いほうがビードの安定化の点で好ましい。 Generally, from the standpoint of bead stabilization, in order to reduce the number of capillaries, the lower the viscosity μ of the coating agent and the higher the static surface tension σ of the coating agent, the more stable the bead shape. It is preferable when maintaining it. Further, a lower coating speed V is preferable in terms of bead stabilization.
一方、ビードを安定させるには無次元膜厚H/hは小さい方が好ましい。無次元膜厚は、塗工ギャップ(スロットダイ先端と基材フィルムとの間隔)Hと塗工膜厚hとの比であり、その比が小さい程、スジ状ムラ等の外観欠陥が少なく、かつビードを安定的に維持する上で好ましい。 On the other hand, in order to stabilize the bead, it is preferable that the dimensionless film thickness H / h is small. The dimensionless film thickness is the ratio of the coating gap (distance between the slot die tip and the base film) H and the coating film thickness h, and the smaller the ratio, the fewer the appearance defects such as streak-like unevenness, And it is preferable when maintaining a bead stably.
前記のことより、試験1で得られた結果について、キャピラリー数Caを縦軸に、無次元膜厚H/hを横軸にとり、得られた結果を示したのが図4である。なお、図4中の○印はスジ状ムラが発生しなかったもの、×印はスジ状ムラが発生したものを示す。なお、スジ状ムラの有無は塗工表面に防爆蛍光ランプを照射し、その反射光を目視にて観察した。
From the above, FIG. 4 shows the results obtained in
図4から明らかなように、ビード上流側を減圧にして塗工する本発明の方法では、全ての領域で○印と×印とが入り混じっており、キャピラリー数Caと無次元膜厚H/hのみでは、塗工条件の適否を明確に判断できないことが明らかである。 As apparent from FIG. 4, in the method of the present invention in which coating is performed with the pressure upstream of the bead being reduced, the circle mark and the x mark are mixed in all regions, and the capillary number Ca and the dimensionless film thickness H / It is clear that the suitability of the coating conditions cannot be clearly determined only by h.
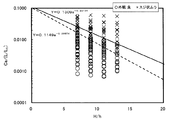
本発明者らは、前記結果に鑑み、ビードの安定には、ビード上流側の減圧度P、塗工ギャップH、上流側ダイリップ吐出口端部とコンタクトラインまでの距離Lおよび下流側のダイリップの厚みL1も影響を与えていると考え、これらの条件も考慮したパラメーターCa/(L/L1)を縦軸に、無次元膜厚H/hを横軸として試験1の結果をプロットし図3を得た。なお、図3中の○印はスジ状ムラが生じず外観の良好な塗膜が得られたもの、×印はスジ状ムラが発生したものを示す。
In view of the above results, the inventors of the present invention have a bead stability in which the pressure reduction degree P on the upstream side of the bead, the coating gap H, the distance L between the upstream end of the die lip discharge port and the contact line, and the downstream side of the die lip. thought to give a thickness L 1 influence, these conditions also considered parameter Ca / a (L / L 1) on the vertical axis plots the results of
なお、本発明に用いられる塗工剤はニュートン流体と考えられるため、上流側リップの吐出口端部とコンタクトラインとの距離Lは、下記式を用いて計算できる。
L=H2(P−ΔP)/6μV
ここで、
ΔP=12μL1V(h−H/2)/H3
Since the coating agent used in the present invention is considered to be a Newtonian fluid, the distance L between the discharge port end of the upstream lip and the contact line can be calculated using the following equation.
L = H 2 (P−ΔP) / 6 μV
here,
ΔP = 12 μL 1 V (h−H / 2) / H 3
図3から明らかなように、ビード上流側を減圧にして塗工する塗膜の塗工方法では、Ca/(L/L1)を縦軸に、無次元膜厚H/hを横軸にとることにより、○印(外観の良好な塗膜)がプロットされた領域と×印(スジ状ムラが発生した塗膜)がプロットされた領域とが明らかに分かれ、図3中の実線で示す直線より下側が好適な塗工領域であることが明らかとなった。これを式に表したのが、式(1)であり、この式を満足する条件で塗工することにより、スジ状ムラを大幅に減少させることができる。なお、計算に用いた数値は、下記に示す単位に換算した値を用いた。
Ca/(L/L1) ≦ 0.1309e―0.2212(H/h) (1)
但し、Caはキャピラリー数:μV/σ
L=H2(P−ΔP)/6μV
ΔP=12μL1V(h−H/2)/H3
ΔP:ビード下流側圧力損失(kPa)
μ:粘度(Pa・s)
σ:静的表面張力(N/m)
P:減圧度(Pa)
V:基材フィルムとスロットダイ先端との相対速度(m/s)
H:塗工ギャップ(m)
h:塗工膜厚(ウェット厚み)(m)
L1:下流側ダイリップ厚み(m)
L:上流側ダイリップ吐出口端部とコンタクトラインまでの距離(m)
As is clear from FIG. 3, in the coating method of coating with the bead upstream side being decompressed, Ca / (L / L 1 ) is on the vertical axis and dimensionless film thickness H / h is on the horizontal axis. As a result, the region where the circles (coating having a good appearance) are plotted and the region where xs (coating where streaky unevenness is generated) are plotted are clearly separated, and are indicated by a solid line in FIG. It became clear that the lower side of the straight line is a suitable coating region. This is expressed in the formula (1), and the stripe-shaped unevenness can be greatly reduced by coating under the condition satisfying the formula. In addition, the value converted into the unit shown below was used for the numerical value used for calculation.
Ca / (L / L 1 ) ≦ 0.1309e −0.2212 (H / h) (1)
However, Ca is the number of capillaries: μV / σ
L = H 2 (P−ΔP) / 6 μV
ΔP = 12 μL 1 V (h−H / 2) / H 3
ΔP: Bead downstream pressure loss (kPa)
μ: Viscosity (Pa · s)
σ: Static surface tension (N / m)
P: Decompression degree (Pa)
V: Relative speed between base film and slot die tip (m / s)
H: Coating gap (m)
h: Coating film thickness (wet thickness) (m)
L 1 : downstream die lip thickness (m)
L: Distance between upstream die lip outlet end and contact line (m)
さらには、図3中の破線で示す直線より下の領域がさらに好適な塗工領域である。これを式に表したのが式(2)であり、この式を満足する塗工条件で塗工することにより、スジ状ムラを完全になくすことができる。
Ca/(L/L1) ≦ 0.1149e―0.2857(H/h) (2)
Furthermore, the region below the straight line indicated by the broken line in FIG. 3 is a more preferable coating region. This is expressed in the formula (2). By coating under the coating conditions that satisfy this formula, the stripe-like unevenness can be completely eliminated.
Ca / (L / L 1 ) ≦ 0.1149e− 0.2857 (H / h) (2)
本発明に適用できる塗工剤の粘度、静的表面張力については前述したが、塗工剤の種類としては、反射防止性、防眩性、耐傷付き性、防汚性、位相差性、自己修復性、導電性等を付与することができる塗工剤を用いることができ、それらを基材フィルムへ塗工することにより、反射防止性能、防眩性能、耐傷付き性能、防汚性能、位相差性能、自己修復性能、導電性能等を有する機能性フィルムを得ることができる。 Although the viscosity and static surface tension of the coating agent applicable to the present invention have been described above, the types of coating agent include antireflection properties, antiglare properties, scratch resistance, antifouling properties, retardation properties, self Coating agents that can provide restorability, conductivity, etc. can be used, and by applying them to the base film, antireflection performance, antiglare performance, scratch resistance performance, antifouling performance, etc. A functional film having phase difference performance, self-healing performance, conductive performance and the like can be obtained.
次に、本発明で用いた各種パラメーターについて測定方法を説明する。
<μ:塗工剤の粘度>
塗工剤の粘度は、粘度計TVE-22L(東機産業株式会社製)を用い、23℃、液量0.6mLで測定した。
Next, measurement methods for various parameters used in the present invention will be described.
<Μ: viscosity of coating agent>
The viscosity of the coating agent was measured at 23 ° C. and a liquid volume of 0.6 mL using a viscometer TVE-22L (manufactured by Toki Sangyo Co., Ltd.).
<σ:塗工剤の静的表面張力>
塗工剤の静的表面張力σは、表面張力計CBVP-A3(協和界面科学株式会社製)を用い、Wilhlmy法により測定した。
<Σ: Static surface tension of coating agent>
The static surface tension σ of the coating agent was measured by a Wilhlmy method using a surface tension meter CBVP-A3 (manufactured by Kyowa Interface Science Co., Ltd.).
<h:塗工厚み>
塗工厚み(ウェット膜厚)hは、基材フィルム上に塗工された塗工剤の吐出量を塗工面積で除して算出した。
<H: coating thickness>
The coating thickness (wet film thickness) h was calculated by dividing the discharge amount of the coating agent coated on the base film by the coating area.
<実施例1〜4>
表2に示すスロットダイを用い、厚さ50μmのポリエチレンテレフタレートフィルム上へ、粘度1.9mPa・s、静的表面張力26.8mN/mの塗工剤を、表2に示す塗工速度、減圧度、塗工ギャップおよび塗工膜厚(ウェット厚み)で塗工し、塗膜の外観を観察した。その結果、表2に示すように、各実施例の塗工条件は本発明の塗工条件を満足しており(Ca/(L/L1)の値が式(1)の右辺で算出される値より小さい)、スジ状ムラの発生はなく、外観良好な塗膜が得られた。
<Examples 1-4>
Using a slot die shown in Table 2, a coating agent having a viscosity of 1.9 mPa · s and a static surface tension of 26.8 mN / m is applied to a polyethylene terephthalate film having a thickness of 50 μm. The film was coated at a degree, a coating gap, and a coating film thickness (wet thickness), and the appearance of the coating film was observed. As a result, as shown in Table 2, the coating conditions of each example satisfy the coating conditions of the present invention (the value of Ca / (L / L 1 ) is calculated on the right side of the equation (1). No streak-like unevenness was observed, and a coating film having a good appearance was obtained.
<比較例1〜3>
表2に示すリップ厚みを有するスロットダイを用い、厚さ50μmのポリエチレンテレフタレートフィルム上へ、粘度1.9mPa・s、静的表面張力26.8mN/mの塗工剤を、表2に示す塗工速度、減圧度、塗工ギャップおよび塗工膜厚(ウェット厚み)で塗工し、塗膜の外観を観察した。その結果、表2に示すように、各比較例の塗工条件は本発明の塗工条件を満足しておらず(Ca/(L/L1)の値が式(1)の右辺で算出される値より大きい)、いずれも一部にスジ状ムラが発生し、外観が不良であった。
<Comparative Examples 1-3>
Using a slot die having a lip thickness shown in Table 2, a coating agent having a viscosity of 1.9 mPa · s and a static surface tension of 26.8 mN / m is applied onto a 50 μm thick polyethylene terephthalate film. Coating was carried out at a work speed, a reduced pressure degree, a coating gap, and a coating film thickness (wet thickness), and the appearance of the coating film was observed. As a result, as shown in Table 2, the coating conditions of each comparative example do not satisfy the coating conditions of the present invention (the value of Ca / (L / L 1 ) is calculated on the right side of the formula (1). In both cases, streaky unevenness occurred in part and the appearance was poor.
以上の如く、本発明によれば、ビードの基材フィルム上流側を減圧にしながら基材フィルム表面に塗工剤を塗工するスロットダイによる塗膜の製造を、式(1)を満足する塗工条件で塗工することによりスジ状ムラがなく、膜厚が均一で外観が良好な塗膜を得ることができる。さらに、本発明のスロットダイによる塗膜の塗工方法を含む方法で基材フィルム上に機能性を有する塗工剤を塗工する機能性フィルムの製造方法により、反射防止性能、防眩性能、耐傷付き性能、防汚性能、位相差性能、自己修復性能、導電性能等が付与された機能性フィルムを得ることができる。
As described above, according to the present invention, it is possible to manufacture a coating film by a slot die in which a coating agent is applied to the surface of a base film while reducing the pressure on the upstream side of the base film of the bead. By coating under the working conditions, it is possible to obtain a coating film having no streak-like unevenness, uniform film thickness and good appearance. Furthermore, by a method for producing a functional film that coats a coating agent having functionality on a base film by a method including a coating method of a coating film by the slot die of the present invention, antireflection performance, antiglare performance, It is possible to obtain a functional film provided with performance with scratch resistance, antifouling performance, retardation performance, self-healing performance, conductive performance, and the like.
1.上流側リップ
2.下流側リップ
3.スリット
4.マニホールド
5.リップ先端(スロットダイ先端)
6.バックアップロール
7.減圧チャンバー
8.スロットダイ
9.基材フィルム
11.ビード
12.塗膜
H:塗工ギャップ
h:塗工膜厚
L1:下流側ダイリップの厚さ
L:上流側ダイリップの吐出口端部とコンタクトラインまでの距離
1. 1.
6). 6. Backup
Claims (4)
前記塗工剤の粘度をμ、前記塗工剤の静的表面張力をσ、前記基材フィルムと前記スロットダイ先端との相対速度をV、上流側ダイリップの吐出口端部とコンタクトラインとの距離をL、下流側ダイリップの厚みをL1、塗工ギャップをH、塗工膜厚をh、キャピラリー数をCa(Ca=μ・V/σ)とした際に、式(2)を満たす塗工条件かつ減圧度が0.1から1.0kPaの範囲で塗工することを特徴とするスロットダイによる塗膜の塗工方法。
Ca/(L/L1) ≦ 0.1149e ―0.2857(H/h) (2) A slot die is brought close to the base film, and a coating agent is discharged from the tip of the slot die to form a bead between the base film and the upstream side of the base film of the bead while reducing the pressure. In the coating method of the coating film by the slot die that coats the coating agent on the material film surface,
The viscosity of the coating agent is μ, the static surface tension of the coating agent is σ, the relative speed between the base film and the tip of the slot die is V, the outlet end of the upstream die lip and the contact line When the distance is L, the downstream die lip thickness is L 1 , the coating gap is H, the coating film thickness is h, and the number of capillaries is Ca (Ca = μ · V / σ), the formula (2) is satisfied. A coating method using a slot die, characterized in that coating is performed in a coating condition and a degree of reduced pressure in the range of 0.1 to 1.0 kPa .
Ca / (L / L1) ≦ 0.1149e− 0.2857 (H / h) (2)
The manufacturing method of the functional film characterized by including the coating method by the slot die in any one of Claims 1 thru | or 3.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012172292A JP6027809B2 (en) | 2012-08-02 | 2012-08-02 | Coating method using slot die and method for producing functional film |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012172292A JP6027809B2 (en) | 2012-08-02 | 2012-08-02 | Coating method using slot die and method for producing functional film |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2014030786A JP2014030786A (en) | 2014-02-20 |
| JP6027809B2 true JP6027809B2 (en) | 2016-11-16 |
Family
ID=50281037
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012172292A Active JP6027809B2 (en) | 2012-08-02 | 2012-08-02 | Coating method using slot die and method for producing functional film |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6027809B2 (en) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20220194857A1 (en) * | 2019-04-11 | 2022-06-23 | Wellture Finetech Co., Ltd. | Nano inorganic composition and coating method using same |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10118560A (en) * | 1996-10-21 | 1998-05-12 | Konica Corp | Coating application method |
| US6720025B2 (en) * | 2002-07-01 | 2004-04-13 | 3M Innovative Properties Company | Slot extrusion coating methods |
| JP2006095491A (en) * | 2004-09-30 | 2006-04-13 | Fuji Photo Film Co Ltd | Coating method, optical film and anti-reflection film |
| JP4841822B2 (en) * | 2004-09-30 | 2011-12-21 | 富士フイルム株式会社 | Manufacturing method of web with coating film |
| JP4759283B2 (en) * | 2005-02-14 | 2011-08-31 | 富士フイルム株式会社 | Method for producing optical functional layer |
| JP2007225839A (en) * | 2006-01-25 | 2007-09-06 | Nitto Denko Corp | Optical function film, its manufacturing method, polarizer plate, optical element, and image display |
-
2012
- 2012-08-02 JP JP2012172292A patent/JP6027809B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2014030786A (en) | 2014-02-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8728580B2 (en) | Method of manufacturing film with coating | |
| JP2015112572A (en) | Die coater, and manufacturing method for coated film | |
| JP2003260400A (en) | Coating method and apparatus | |
| JP6027809B2 (en) | Coating method using slot die and method for producing functional film | |
| JP2009045513A (en) | Method and apparatus for applying coating liquid and method for manufacturing product having coating film | |
| JP5149660B2 (en) | EXTRUSION APPARATUS AND METHOD FOR PRODUCING WEB WITH COATING | |
| CN105983511A (en) | A coating device and a coating method | |
| JP2007237128A (en) | Application method and applicator | |
| JP2006095491A (en) | Coating method, optical film and anti-reflection film | |
| JP4984312B2 (en) | Coating equipment | |
| JP2011200831A (en) | Extrusion coating device and method for producing coating film | |
| JP5365718B2 (en) | Coating film drying method | |
| JP2006255660A (en) | Coating method and coater | |
| JP2006095454A (en) | Method for applying coating liquid | |
| JPH03202171A (en) | Coating device | |
| JP5321643B2 (en) | Coating device | |
| JP2014226620A (en) | Method for forming thin film and thin film | |
| JP2006272269A (en) | Coating method for coating liquid and optical film | |
| JP2006272130A (en) | Coating method of coating liquid, coating device of coating liquid, optical film and antireflection film | |
| JP2003200097A (en) | Application method and slot die | |
| JP6597151B2 (en) | Coating device | |
| JP5605098B2 (en) | Curtain coating apparatus and curtain coating method | |
| US5976251A (en) | Inlet for introducing water to wire edge guides for curtain coating | |
| JP5899916B2 (en) | Thin film formation method | |
| JP5581258B2 (en) | Method for producing a film with a coating film |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20150723 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20160323 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160404 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160601 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20161003 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20161017 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6027809 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |