JP5983527B2 - Method for estimating tensile properties in the direction perpendicular to the working direction after bending a steel plate - Google Patents
Method for estimating tensile properties in the direction perpendicular to the working direction after bending a steel plate Download PDFInfo
- Publication number
- JP5983527B2 JP5983527B2 JP2013101122A JP2013101122A JP5983527B2 JP 5983527 B2 JP5983527 B2 JP 5983527B2 JP 2013101122 A JP2013101122 A JP 2013101122A JP 2013101122 A JP2013101122 A JP 2013101122A JP 5983527 B2 JP5983527 B2 JP 5983527B2
- Authority
- JP
- Japan
- Prior art keywords
- bending
- strain
- processing
- tensile
- steel
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images





Landscapes
- Investigating Strength Of Materials By Application Of Mechanical Stress (AREA)
Description
本発明は、鋼板の曲げ加工前の引張特性より、曲げ加工後の、加工方向と直交する方向の引張特性を推定する方法に関し、UOE鋼管の管軸方向引張特性の推定に用いて好適なものに関する。 The present invention relates to a method for estimating a tensile property in a direction perpendicular to a processing direction after bending from a tensile property before bending of a steel sheet, and is suitable for use in estimating the tensile property in the axial direction of a UOE steel pipe. About.
従来、石油や天然ガスを高圧輸送する観点から周方向特性が重視されてきたが、近年では地震や、凍土地域の地盤変動による鋼管の変形などが考慮されるようになり、軸方向特性(特に変形特性、低YRなど)が要求されている。 Conventionally, circumferential characteristics have been emphasized from the viewpoint of high-pressure transportation of oil and natural gas.However, in recent years, deformation of steel pipes due to earthquakes and ground deformation in frozen regions has been considered, and axial characteristics (especially Deformation characteristics, low YR, etc.) are required.
鋼板を曲げ加工した場合、加工硬化やバウシンガー効果の影響を受けて成形前後で引張特性、特に降伏点が変化するため、建築物にプレスベンド鋼管を使用したり、UOE鋼管を製造する場合に曲げ加工後の機械的性質を素材鋼板のものから推定することが検討されている。 When bending steel plates, the tensile properties, especially the yield point, change before and after forming due to the effects of work hardening and the Bauschinger effect, so when using press-bend steel pipes for buildings or manufacturing UOE steel pipes It has been studied to estimate the mechanical properties after bending from those of the material steel plate.
特許文献1は、鋼板の曲げ加工における機械的性質に及ぼす加工度と焼戻し処理の影響を評価して、建物の設計要求性能値と比較する方法に関し、曲げ加工後の機械的特性を推定してSR処理の必要性を判断し、更にSR処理後の鋼板の機械的性質を推定するため、素材鋼板の機械的特性(0.2%耐力、引張強さ、降伏比)と炭素当量(Ceq)、加工度(t/D=板厚/曲げ直径)およびSR処理温度(℃)を鋼板の曲げ加工後およびSR処理後の鋼板の機械的性質に及ぼす影響因子と位置づけて重回帰分析し、その結果より、曲げ加工後およびSR処理後の鋼板の機械的性質を推定することが記載されている。
非特許文献1は、加工硬化やバウシンガー効果を考慮して鋼管の強度変化を精度良く推定するため、塑性挙動に及ぼす繰り返し加工の影響を明らかとすることを目的に、APIX60、65の鋼から採取した棒状試験片を用いて降伏伸びより小さい逆方向予歪を与えた場合や、微小ひずみの引張と圧縮加工を交互に与えた場合の強度変化について検討した結果を述べている。
Non-Patent
ところで、近年、UOE鋼管の製造においては、管周方向の他に管軸方向についても機械的特性の目標値が設定されるようになり、U、Oプレスによる曲げ加工後に、曲げ加工方向と直交する方向の材料特性を推定することが必要になっている。 By the way, in recent years, in the manufacture of UOE steel pipes, target values of mechanical properties have been set not only in the pipe circumferential direction but also in the pipe axis direction, and orthogonal to the bending direction after bending by the U and O presses. It is necessary to estimate the material properties in the direction.
しかしながら、曲げ加工による素材鋼板からの機械的特性の変化は、圧延方向と圧延直角方向で鋼板の機械的性質が相違するように、曲げ加工方向と曲げ加工直交方向で相違すると考えられ、曲げ加工後に、曲げ加工方向の材料特性を推定する特許文献1記載の影響評価方法では対応できないことが推察される。
However, the change in mechanical properties from the steel sheet due to bending is considered to be different between the bending direction and the orthogonal direction of bending, so that the mechanical properties of the steel sheet are different between the rolling direction and the direction perpendicular to the rolling direction. Later, it is presumed that the influence evaluation method described in
また、特許文献1記載の影響評価方法では重回帰分析を用いていることから、推定値の変化は単調増加(または減少)であらわされることとなり、低ひずみ域におけるバウシンガー効果による応力低下を反映できず、推定精度の低下、特に降伏点の変化の推定精度が低下することが推察される。
In addition, since the multiple regression analysis is used in the influence evaluation method described in
そこで、本発明は、素材鋼板から鋼管の管軸方向の引張特性の推定に好適な、曲げ加工後に、曲げ加工方向と直交する方向の引張特性を鋼板の引張特性から精度よく推定する手法を提供することを目的とする。 Therefore, the present invention provides a method for accurately estimating the tensile property in the direction perpendicular to the bending direction from the tensile property of the steel plate after bending, which is suitable for estimating the tensile property in the tube axis direction of the steel pipe from the raw steel plate. The purpose is to do.
本発明の課題は以下の手段で達成可能である。
1.鋼板の曲げ加工後における、加工方向と直交する方向の引張特性の推定方法であって、鋼板を曲げ加工後、加工方向と直交する方向から採取した引張試験片による応力−ひずみ関係をSwiftの式:σ=C(ε+δ)^nで近似し、加工ひずみ量を変えた曲げ加工毎に求めた複数のSwiftの式:σ=C(ε+δ)^nから、式における係数であるC:真ひずみが1のときの真応力、n:加工硬化係数、およびδ:補正項の曲げ加工前後の変化を前記加工ひずみ量の関数として表し、任意の加工ひずみ量による曲げ加工後の、加工方向と直交する方向の引張特性を前記鋼板の引張特性から推定することを特徴とする鋼板の曲げ加工後における、加工方向と直交する方向の引張特性の推定方法。
2.曲げ加工後のSwiftの式:σ=C(ε+δ)^nにおけるC:真ひずみが1のときの真応力を(1)式、n:加工硬化係数を(2)式、δ:補正項を(3)式で表すことを特徴とする1記載の鋼板の曲げ加工後における、加工方向と直交する方向の引張特性の推定方法。
C/C 0 =c*(n/n 0 )+d (1)
n/n 0 =a*λ p +b (2)
δ=e×exp(f×λp) (3)
各式においてλpは加工時に導入したひずみ量、(1)、(2)式においてn0、C0は曲げ加工前のn,C、(1)〜(3)式においてa,b,c,d,e,fは定数。
3.鋼板がベイナイト主体の組織を有し、APIX65グレード以上であることを特徴とする1または2記載の鋼板の曲げ加工後における、加工方向と直交する方向の引張特性の推定方法。
The object of the present invention can be achieved by the following means.
1. A method for estimating tensile properties in a direction orthogonal to a processing direction after bending a steel sheet, and a stress-strain relationship by a tensile test piece taken from a direction orthogonal to the processing direction after bending the steel sheet : Approximated by σ = C (ε + δ) ^ n, and a plurality of Swift's equations obtained for each bending process with different amounts of processing strain: σ = C (ε + δ) ^ n, C: a true strain Is the true stress when n is 1, n is the work hardening coefficient, and δ is the change in the correction term before and after bending as a function of the amount of processing strain, orthogonal to the processing direction after bending with any amount of processing strain. A method for estimating a tensile property in a direction orthogonal to a processing direction after bending a steel plate, wherein the tensile property in a direction to be performed is estimated from the tensile property of the steel plate.
2. Swift equation after bending: C: true stress when true strain is 1 in σ = C (ε + δ) ^ n, n: work hardening coefficient (2), δ: correction term (3) The method for estimating tensile properties in a direction orthogonal to the processing direction after bending the steel sheet according to 1, wherein
C / C 0 = c * (n / n 0 ) + d (1)
n / n 0 = a * λ p + b (2)
δ = e × exp (f × λ p ) (3)
In each equation, λ p is the amount of strain introduced during machining, in equations (1) and (2), n 0 and C 0 are n and C before bending , and in equations (1) to (3), a, b and c , D, e, f are constants.
3. Steel has a bainite main tissue, after bending of the steel plate of 1 or 2, wherein you, characterized in that at APIX65 grade or method of estimating the direction of the tensile properties perpendicular to the working direction.
本発明では、曲げ加工後の応力−ひずみ関係をSwiftの式:σ=C(ε+δ)^nで近似し、近似式の係数を加工ひずみ量の関数として定式化するので、任意の加工ひずみ量に対する引張特性を精度良く推定でき、UOE鋼管の生産効率が向上し、産業上極めて有用である。 In the present invention, the stress-strain relationship after bending is approximated by the Swift equation: σ = C (ε + δ) ^ n, and the coefficient of the approximate expression is formulated as a function of the amount of processing strain. It is possible to accurately estimate the tensile properties with respect to, improve the production efficiency of UOE steel pipe, and is extremely useful in industry.
本発明は、素材鋼板を曲げ加工後、加工方向と直交する方向から採取した引張試験片による応力−ひずみ関係をSwiftの式:σ=C(ε+δ)^nで近似し、加工ひずみ量(pre−strain、予ひずみ量とも言う)を変えた曲げ加工毎に求めた複数のSwiftの式:σ=C(ε+δ)^nから、式における係数であるC:真ひずみが1のときの真応力、n:加工硬化係数、およびδ:補正項の曲げ加工前後の変化を加工ひずみ量の関数として表して、任意の加工ひずみ量の曲げ加工後の引張特性を素材鋼板の引張特性から高い精度で推定することを特徴とする。 The present invention approximates the stress-strain relationship by a tensile test piece taken from a direction orthogonal to the processing direction after bending the material steel plate by the Swift equation: σ = C (ε + δ) ^ n, and the amount of processing strain (pre -Strain, also referred to as pre-strain amount) From a plurality of Swift formulas obtained for each bending process: σ = C (ε + δ) ^ n, C: a true stress when the true strain is 1 , N: work hardening coefficient, and δ: change in the correction term before and after bending as a function of the amount of processing strain, the tensile properties after bending of any amount of processing strain can be calculated with high accuracy from the tensile properties of the material steel plate It is characterized by estimating.
以下、具体的に説明する。 This will be specifically described below.
[STEP1]
素材鋼板のC方向を長手として採取した曲げ試験片に4点曲げ試験で加工ひずみを導入した後、曲げ加工方向の直交方向(素材鋼板のL方向)から採取した引張試験片を用いた引張試験で、曲げ加工後の応力−ひずみ関係を求める。引張試験は、加工ひずみ量を変えた曲げ加工毎に行い、それぞれについて応力―ひずみ関係を求める。
[STEP1]
Tensile test using tensile test specimens sampled from the orthogonal direction of the bending direction (L direction of the raw steel sheet) after introducing processing strain into the bending specimens taken with the C direction of the raw steel sheet as the longitudinal direction in a 4-point bending test Thus, the stress-strain relationship after bending is obtained. The tensile test is performed for each bending process with different processing strains, and the stress-strain relationship is obtained for each.
図1は4点曲げ試験を説明する図で、上下面にひずみゲージ3a〜3cを貼った曲げ試験片1の上方に支点2a、2b、下方に支点2c、2dを配置し、支点2a、2bまたは支点2c、2dを昇降させて曲げ加工を行って、任意の加工ひずみ量に達した時点で除荷する。
FIG. 1 is a diagram for explaining a four-point bending test, in which
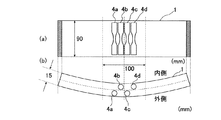
図2に引張試験片の採取位置を示す。曲げ加工時、内面側では周方向に圧縮、外面側では引張ひずみを生じており、ひずみ方向の違いによる特性変化を調査するため、曲げ加工後の曲げ試験片1から、曲げ加工方向と直交するように6mmφの引張試験片4a〜4dを1/4t(tは板厚(mm))、3/4t(tは板厚(mm))位置より各2本採取した。引張試験片4a、4cは曲げ加工により引張側(外面側)となる位置から、引張試験片4b、4dは曲げ加工により圧縮側(内面側)となる位置から採取した。
FIG. 2 shows the sampling position of the tensile test piece. During bending, the inner surface is compressed in the circumferential direction and the outer surface is tensile strained. In order to investigate changes in characteristics due to differences in the strain direction, the
また、素材鋼板のL方向から採取した引張試験片を用いて、引張試験で予ひずみ前の応力‐ひずみ関係を求めておく。なお、曲げ加工前後の引張試験は常温で行う。 Moreover, the stress-strain relationship before pre-strain is obtained by a tensile test using a tensile test piece taken from the L direction of the raw steel plate. The tensile test before and after bending is performed at room temperature.
[STEP2]
素材鋼板および加工ひずみ量毎に求めた応力−ひずみ関係のそれぞれをSwiftの式:σ=C(ε+δ)^nで近似し、式の係数C、n、δを算出し、各係数と加工ひずみ量の関係を定式化する。Swiftの式:σ=C(ε+δ)^nにおいて、C:真ひずみが1のときの真応力、n:加工硬化係数、δ:補正項とする。
[STEP2]
Each of the stress-strain relationships determined for each material steel plate and the amount of processing strain is approximated by the Swift equation: σ = C (ε + δ) ^ n, and the coefficients C, n, and δ of the equation are calculated. Formulate the quantity relationship. In the Swift equation: σ = C (ε + δ) ^ n, C: true stress when true strain is 1, n: work hardening coefficient, δ: correction term.
n乗硬化式(σ=Cε^n)の場合、ベイナイト鋼のような加工硬化係数の小さい鋼材に対しては、低ひずみ域での応力−ひずみ曲線との整合性が悪くなることから、補正項δにより低ひずみ域での精度の向上を図る。 In the case of the n-th power hardening formula (σ = Cε ^ n), for steel materials having a small work hardening coefficient such as bainite steel, the consistency with the stress-strain curve in the low strain region is deteriorated. The term δ improves accuracy in the low strain region.
素材鋼板のL方向(造管後の管軸方向)における応力−ひずみ関係を表す式を(1)式とし、曲げ加工後の管軸方向の応力−ひずみ関係を加工ひずみ量毎に(2)式で表す。
σ=C0(ε+δ)^n0 (1)
σ=C(ε+δ)^n (2)
(1)式の係数C0は、初期引張特性において、リューダース伸びがある場合はリューダース伸び終了後のひずみから6%ひずみの間における任意の4点について、真応力−真ひずみ関係をプロットした場合の真ひずみが1のときの真応力で求められる。(2)式の加工後の係数Cについても同様の手法で求められる。
The equation representing the stress-strain relationship in the L direction (the tube axis direction after pipe making) of the material steel plate is taken as equation (1), and the stress-strain relationship in the tube axis direction after bending is calculated for each processing strain amount (2) Represented by a formula.
σ = C 0 (ε + δ) ^ n 0 (1)
σ = C (ε + δ) ^ n (2)
The coefficient C 0 in equation (1) plots the true stress-true strain relationship for any four points between 6% strain and strain after the end of Luders elongation when Lueders elongation is present in the initial tensile properties. The true stress when the true strain is 1 is obtained. The coefficient C after processing of the equation (2) is also obtained by the same method.
(1)式の係数n0は、初期引張特性において、リューダース伸びがある場合はリューダース伸び終了後のひずみから6%ひずみの間における任意の4点について、予ひずみ量の対数に対するそのときの応力の対数の関係をプロットした場合の直線の傾きにより求められる。(2)式の加工後の係数nについても同様の手法で求められる。 In the initial tensile properties, the coefficient n 0 in the formula (1) is the value corresponding to the logarithm of the pre-strain amount at any four points between 6% strain and the strain after the end of Luders elongation when there is Luders elongation. It is obtained from the slope of a straight line when the logarithmic relationship of stress is plotted. The coefficient n after processing of equation (2) can also be obtained by the same method.
図3〜5に、ベイナイト主体の組織となるX65グレード級鋼板について、加工ひずみ量を変えた場合の応力−ひずみ関係式の係数変化を求めた結果を示す。供試鋼は表1に素材鋼板の引張特性を示すsampleA〜Eとした。sampleA〜Eはベイナイト主体の組織のため、n0<0.15である。sampleF,Gは、sampleA〜Eについて求めた結果を組織の異なる(n0が大きく異なる)鋼に適用した場合の推定精度を検討するためのもので、ベイナイトが90%未満のフェライト‐ベイナイト組織のn0 >0.15の鋼である。本発明でベイナイト主体の組織とは、ベイナイトが90%以上で、残部組織は特に規定しない。 The result of having calculated | required the coefficient change of the stress-strain relational expression at the time of changing the amount of processing strains about FIGS. 3-5 to the X65 grade grade steel plate which becomes a structure mainly composed of bainite is shown. The test steels were sample A to E shown in Table 1 showing the tensile properties of the raw steel plates. Since samples A to E are bainite-based structures, n 0 <0.15. sample F and G are for examining the estimation accuracy when the results obtained for samples A to E are applied to steels having different structures (notably different in n 0 ), and the ferrite-bainite structure having a bainite content of less than 90%. The steel is n 0 > 0.15. In the present invention, the bainite-based structure is 90% or more of bainite, and the remaining structure is not particularly defined.

図3は、n/n0(n0:予歪前の加工硬化係数、n:予歪後の加工硬化係数)と予ひずみ量λpの関係を示し、採取位置の区別なくn/n0=−11.529λp+0.9929で整理される。図4は、真ひずみが1のときの応力比(C/C0)とn/n0の関係を示し、C/C0=0.1394(n/n0)+0.8586で整理される。 FIG. 3 shows the relationship between n / n 0 (n 0 : work hardening coefficient before pre-strain , n: work hardening coefficient after pre-strain) and the pre-strain amount λ p , and n / n 0 regardless of the sampling position. = -11.529 λ p +0.9929. FIG. 4 shows the relationship between the stress ratio (C / C 0 ) and n / n 0 when the true strain is 1, and is arranged as C / C 0 = 0.1394 (n / n 0 ) +0.8586. .
図5に補正項δの加工ひずみ量λpに対する関係を示す。加工ひずみ量λpの増加にともないδの値がゼロに収束する傾向を示すことから、加工ひずみ量λpに対するδの関係を(3)式で近似する。
δ=e×exp(f×λp) (3)
図より、(3)式の係数はe=0.0106、f=−95.4となる。
FIG. 5 shows the relationship between the correction term δ and the processing strain amount λ p . Since the value of δ tends to converge to zero as the processing strain amount λ p increases, the relationship of δ to the processing strain amount λ p is approximated by equation (3).
δ = e × exp (f × λ p ) (3)
From the figure, the coefficients of equation (3) are e = 0.0106 and f = -95.4.
以上の結果より、表1の供試鋼(sampleA〜E)の0.5%YSを加工ひずみ量λpに応じて推定する式は(4)式で表せる。
σ= C{ln(1+0.005)+δ}^n
=[C0{0.139(−11.529λp+0.9929)+0.8586}]{ln(1+0.005)+0.0106exp(−95.4λp)}^{n0(−11.529λp +0.9929)} (4)
上記計算式における推定精度は±20MPaと高い精度を有する。
From the above results, the equation for estimating 0.5% YS of the test steels (samples A to E) in Table 1 according to the processing strain amount λ p can be expressed by equation (4).
σ = C {ln (1 + 0.005) + δ} ^ n
= [C 0 {0.139 (-11.529λ p +0.9929) +0.8586}] {ln (1 + 0.005) + 0.0106exp (−95.4λ p )} ^ {n 0 (−11.529λ p +0.9929)} (4)
The estimation accuracy in the above calculation formula has a high accuracy of ± 20 MPa.
なお、表1のsampleF,Gは、フェライト‐ベイナイト組織でn0>0.15のため、上記計算式を適用すると、低応力で塑性域に達した後に大きな加工硬化を示す特性上、低ひずみ域での整合性が悪くなり約30〜40MPa高めに推定されることとなる。本発明は、引張特性をSwiftの式:σ=C(ε+δ)^nで表すので、加工硬化指数が一定の範囲内にある場合、すなわち主組織が同じ場合に推定精度が向上する。 In addition, sample F and G in Table 1 are ferrite-bainite structure and n 0 > 0.15, and therefore, when the above formula is applied, the low strain exhibits a large work hardening after reaching the plastic region with low stress. The consistency in the region deteriorates and is estimated to be about 30 to 40 MPa higher. In the present invention, since the tensile property is expressed by the Swift equation: σ = C (ε + δ) ^ n, the estimation accuracy is improved when the work hardening index is within a certain range, that is, when the main structure is the same.
sampleFのように、フェライト−ベーナイト組織でn0>0.15となる鋼板の場合、補正項δ=0として、応力−ひずみ関係をn乗硬化式(σ=Cε^n)であらわすと推定精度が向上する。 In the case of a steel sheet in which n 0 > 0.15 in a ferrite-bainite structure as in sample F, assuming that the correction term δ = 0, the stress-strain relationship is represented by the n-th power hardening equation (σ = Cε ^ n), and the estimated accuracy Will improve.
本発明を適用して、任意の曲げ加工により製造されたUOE鋼管の管軸方向の引張特性を素材鋼板の引張特性から推定する場合について、具体的に説明する。 The case where the present invention is applied and the tensile properties in the tube axis direction of a UOE steel pipe manufactured by an arbitrary bending process are estimated from the tensile properties of the raw steel sheet will be specifically described.
本発明により、UOE鋼管成形前後での管軸方向引張特性の推定を行う場合、鋼管成形で受けるひずみ量を管の内面側、外面側で規定する。
UOE鋼管の成形過程はUプレス、Oプレス、縮管、拡管からなり、繰り返し変形を受ける。UOE鋼管の管軸方向特性を評価する際、試験片採取位置は溶接線から3時の位置であるため、Uプレスの影響は受けない。また、本発明では簡略化のため、縮管は非常に小さいひずみ量であるため無視してもよいと仮定する。
According to the present invention, when estimating the pipe axis direction tensile characteristics before and after forming a UOE steel pipe, the amount of strain received by the steel pipe forming is defined on the inner surface side and the outer surface side of the tube.
The process of forming a UOE steel pipe consists of a U press, an O press, a contracted tube, and an expanded tube, and undergoes repeated deformation. When evaluating the pipe axis direction characteristics of the UOE steel pipe, the test piece sampling position is 3 o'clock from the weld line, and is not affected by the U press. In the present invention, for the sake of simplification, it is assumed that the contraction tube is negligibly small and can be ignored.
上記の仮定を適用した場合、鋼管成形までに受けるひずみ量は、λOをOプレスまでに導入されるひずみ量(=管径/管厚比)、λEを拡管ひずみとした場合、管の内面側は(5)式、外面側は(6)式であらわせる。
内面側のひずみ量=−λO+λE (5)
外面側のひずみ量=λO+λE (6)
従って、管外面側の引張特性はひずみ量の和をλpとすることであらわせる。一方、内側ではひずみ方向が変化することからバウシンガー効果を考慮しなければならない。任意の予ひずみ量に対して逆方向予ひずみを付与した際のバウシンガー効果はいくつか報告されており(例えば、非特許文献2)、これらの値を参考にして特定のバウシンガー効果係数Bを見積もることができる。
When the above assumption is applied, the amount of strain that is incurred before forming the steel pipe is as follows: λ O is the strain amount introduced before the O press (= tube diameter / tube thickness ratio), and λ E is the tube expansion strain, The inner surface side is expressed by equation (5), and the outer surface side is expressed by equation (6).
Internal strain = −λ O + λ E (5)
Strain amount on the outer surface side = λ O + λ E (6)
Accordingly, tensile properties of Kangaimen side can be expressed by the sum of the strain amount lambda p. On the other hand, since the strain direction changes on the inside, the Bausinger effect must be considered. Several Bausinger effects have been reported when reverse prestrain is applied to an arbitrary amount of prestrain (for example, Non-Patent Document 2), and a specific Bausinger effect coefficient B with reference to these values. Can be estimated.
管内面の引張特性は、バウシンガー効果係数Bを用いて、(7)式により推定できる。
σ=C{ln(1+0.005)+δ}^n
=B[C0{0.139(−11.529λp+0.9929)+0.8586}]{ln(1+0.005)+0.0106exp(−95.4λp)}^{n0(−11.529λp +0.9929)} (7)
このときλp=λOである。
The tensile properties of the inner surface of the tube can be estimated by the expression (7) using the Bauschinger effect coefficient B.
σ = C {ln (1 + 0.005) + δ} ^ n
= B [C 0 {0.139 (-11.529λ p +0.9929) +0.8586}] {ln (1 + 0.005) + 0.0106exp (−95.4λ p )} ^ {n 0 (−11. 529λ p +0.9929)} (7)
At this time, λ p = λ O.
図6に、主組織が同じで、強度レベルがX70グレード内で異なる鋼管を対象に、鋼管の管軸方向引張特性(YS実測値)と、同鋼管用鋼板のL方向の引張特性を基に(7)式により推定した管軸方向引張特性(YS推定値)を比較した結果を示す。UOE鋼管の場合、素材鋼板のL方向が鋼管の管軸方向となる。 Fig. 6 shows the pipe axial direction tensile properties (YS measured value) of steel pipes with the same main structure and different strength levels within the X70 grade, and the L direction tensile properties of the steel pipe steel plates. The result of having compared the pipe axis direction tensile property (YS estimated value) estimated by (7) Formula is shown. In the case of a UOE steel pipe, the L direction of the material steel plate is the pipe axis direction of the steel pipe.
X70グレードの鋼管の製造時に、各工程において導入されるひずみ量はλO=0.025、λE=0.01とする。このときのバウシンガー効果係数Bは、非特許文献1よりおよそ0.9となる。
X70 during the production of grades of steel pipe, strain amount introduced in each step and λ O = 0.025, λ E = 0.01. The Bausinger effect coefficient B at this time is about 0.9 from
図6より、推定精度は−30〜+20MPaで、特許文献1の推定手法におけるYS推定精度(±50MPa)と比較して高い精度を有し、主組織が同じであれば、異なる強度レベルの鋼材においても、高い精度で管軸方向引張特性の推定が可能である。
From FIG. 6, the estimation accuracy is −30 to +20 MPa, which has a higher accuracy than the YS estimation accuracy (± 50 MPa) in the estimation method of
本発明によれば、ベイナイトを主組織とするUOE鋼管用鋼板(素材鋼板)を対象として、造管時の各工程におけるひずみ量と、鋼管用鋼板の引張特性より、UOE鋼管成形後の管軸方向引張特性を精度よく推定することが可能である。また、鋼管製造前後の引張特性変化が精度良く推定できるので、素材鋼板への要求特性が明確となり、適切な製造条件を選択することが可能となる。 According to the present invention, for a steel sheet for UOE steel pipe (material steel sheet) whose main structure is bainite, the tube shaft after forming a UOE steel pipe from the strain amount in each process during pipe making and the tensile properties of the steel pipe steel plate It is possible to accurately estimate the directional tensile properties. In addition, since the change in tensile properties before and after the manufacture of the steel pipe can be accurately estimated, the required properties for the material steel plate are clarified, and it is possible to select appropriate manufacturing conditions.
1 曲げ試験片
2a、2b、2c、2d 支点
3a、3b、3c ひずみゲージ
4a、4b、4c、4d 引張試験片
1
Claims (3)
C/C 0 =c*(n/n 0 )+d (1)
n/n 0 =a*λ p +b (2)
δ=e×exp(f×λp) (3)
各式においてλpは加工時に導入したひずみ量、(1)、(2)式においてn0、C0は曲げ加工前のn,C、(1)〜(3)式においてa,b,c,d,e,fは定数。 Swift equation after bending: C: true stress when true strain is 1 in σ = C (ε + δ) ^ n, n: work hardening coefficient (2), δ: correction term The method for estimating tensile properties in a direction orthogonal to the processing direction after bending the steel sheet according to claim 1, wherein
C / C 0 = c * (n / n 0 ) + d (1)
n / n 0 = a * λ p + b (2)
δ = e × exp (f × λ p ) (3)
In each equation, λ p is the amount of strain introduced during machining, in equations (1) and (2), n 0 and C 0 are n and C before bending , and in equations (1) to (3), a, b and c , D, e, f are constants.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013101122A JP5983527B2 (en) | 2013-05-13 | 2013-05-13 | Method for estimating tensile properties in the direction perpendicular to the working direction after bending a steel plate |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013101122A JP5983527B2 (en) | 2013-05-13 | 2013-05-13 | Method for estimating tensile properties in the direction perpendicular to the working direction after bending a steel plate |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2014222160A JP2014222160A (en) | 2014-11-27 |
| JP5983527B2 true JP5983527B2 (en) | 2016-08-31 |
Family
ID=52121754
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013101122A Expired - Fee Related JP5983527B2 (en) | 2013-05-13 | 2013-05-13 | Method for estimating tensile properties in the direction perpendicular to the working direction after bending a steel plate |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5983527B2 (en) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5910803B2 (en) * | 2014-05-08 | 2016-04-27 | 新日鐵住金株式会社 | Method for evaluating plastic material and method for evaluating plastic working of plastic material |
| CN104697858B (en) * | 2015-03-23 | 2017-12-01 | 深圳大学 | A kind of reinforcing bar constitutive relation experimental rig and method |
| JP6649187B2 (en) * | 2016-06-27 | 2020-02-19 | 株式会社神戸製鋼所 | Method for estimating tensile properties |
| JP6264425B1 (en) * | 2016-10-26 | 2018-01-24 | Jfeスチール株式会社 | Method for estimating the strength of baked products |
| BR112022023698A2 (en) * | 2020-05-26 | 2022-12-20 | Jfe Steel Corp | STEEL PIPE COLLAPSE RESISTANCE PREDICTION MODEL GENERATION METHOD, STEEL PIPE COLLAPSE RESISTANCE PREDICTION METHOD, STEEL PIPE MANUFACTURING CHARACTERISTICS DETERMINATION METHOD AND STEEL PIPE MANUFACTURING METHOD |
| CN113155608B (en) * | 2021-04-13 | 2024-10-11 | 常州启赋安泰复合材料科技有限公司 | Composite material sheet compression loading device |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3721517B2 (en) * | 2002-08-22 | 2005-11-30 | 清水建設株式会社 | Method for evaluating the effect of degree of work and annealing on mechanical properties in bending of steel sheets |
| JP4995052B2 (en) * | 2007-11-30 | 2012-08-08 | 新日本製鐵株式会社 | Strength prediction evaluation method and apparatus, program, and recording medium |
| JP5131212B2 (en) * | 2009-01-21 | 2013-01-30 | Jfeスチール株式会社 | Material state estimation method |
-
2013
- 2013-05-13 JP JP2013101122A patent/JP5983527B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2014222160A (en) | 2014-11-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5983527B2 (en) | Method for estimating tensile properties in the direction perpendicular to the working direction after bending a steel plate | |
| Gardner et al. | Description of stress-strain curves for cold-formed steels | |
| Yuan et al. | Stub column tests on stainless steel built-up sections | |
| Afshan et al. | Strength enhancements in cold-formed structural sections—Part I: Material testing | |
| RU2653031C2 (en) | Steel for high-definition pipes of major pipelines with stress aging and hydrogen attack high resistance, method for their manufacturing and welded steel pipe | |
| US20120143527A1 (en) | Local buckling performance evaluating method for steel pipe, steel pipe designing method, steel pipe manufacturing method, and steel pipe | |
| Shi et al. | Cyclic behavior of 460 MPa high strength structural steel and welded connection under earthquake loading | |
| JP2009063320A (en) | Judge method of brittle crack propagation stopping characteristics of thick steel plate | |
| Quach et al. | Material properties of cold-formed and hot-finished elliptical hollow sections | |
| Aleksandrovic et al. | VARIATION OF NORMAL ANISOTROPY RATIO" r" DURING THE PLASTIC FORMING | |
| BR112017006565B1 (en) | welded steel tube and steel plate used in a hic environment, and manufacturing methods for the same | |
| JP2019174452A (en) | Method for evaluating crush resistant characteristics of steel pipe | |
| Chen et al. | Effect of loading protocols on the hysteresis behaviour of hot-rolled structural steel with yield strength up to 420 MPa | |
| Howlader et al. | Cold-forming effect on stainless steel sections | |
| Shabalov et al. | Influence of UO shaping on the mechanical properties of large-diameter electrowelded pipe | |
| JP2007163392A (en) | Local buckling performance evaluation method of steel pipe, material design method of steel pipe, and steel pipe | |
| RU2539111C1 (en) | Method for determining resistance to extended ductile fracture of high-strength pipe steels | |
| RU2339018C1 (en) | Method of metal residual life evaluation of operated steel pipes | |
| JP4720344B2 (en) | Steel pipe, pipeline using the steel pipe | |
| Morris et al. | Cyclic behaviour concerning the response of material subjected to tension levelling | |
| CN105928784A (en) | Method for measuring rupture toughness of hot-rolled carbon steel under plane stress | |
| CN112326429A (en) | Method for determining plane strain fracture toughness of steel | |
| Kumar et al. | Measurement of the residual stress in hot rolled strip using strain gauge method | |
| Gkantou et al. | 12.10: Structural response of high strength steel hollow sections under combined biaxial bending and compression | |
| JP6696135B2 (en) | Steel pipe axial force member |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20141219 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20151030 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20151201 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160125 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20160705 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20160718 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5983527 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |