JP5961101B2 - Thermally expandable multilayer frame material for sashes - Google Patents
Thermally expandable multilayer frame material for sashes Download PDFInfo
- Publication number
- JP5961101B2 JP5961101B2 JP2012261777A JP2012261777A JP5961101B2 JP 5961101 B2 JP5961101 B2 JP 5961101B2 JP 2012261777 A JP2012261777 A JP 2012261777A JP 2012261777 A JP2012261777 A JP 2012261777A JP 5961101 B2 JP5961101 B2 JP 5961101B2
- Authority
- JP
- Japan
- Prior art keywords
- thermally expandable
- frame material
- sash
- resin composition
- multilayer frame
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images








Description
本発明はサッシ用熱膨張性多層枠材に関し、詳しくは合成樹脂を成形して得られるサッシ用熱膨張性多層枠材に関する。 The present invention relates to a thermally expandable multilayer frame material for sash, and more particularly to a thermally expandable multilayer frame material for sash obtained by molding a synthetic resin.
熱膨張性樹脂組成物を含む成形体は、火災等の熱にさらされた場合に膨張して不燃性の膨張残渣を形成する。この膨張残渣を利用して火災の延焼、煙の拡散を防止することができることから、熱膨張性樹脂組成物を含む成形体は広く建材の用途に使用されている。
熱膨張性樹脂組成物を含む成形体として、熱膨張性黒鉛を含むポリ塩化ビニル樹脂組成物を押出成形して得られる配管材が提案されている。
ポリ塩化ビニルの応用例の一つとして、塩素含有量60〜71重量%の塩素化ポリ塩化ビニル100重量部に対して、リン化合物と中和処理された熱膨張性黒鉛との合計量が20〜200重量部の範囲であり、無機充填材が30〜500重量部、リン化合物の重量と中和処理された熱膨張性黒鉛の重量との比が、9:1〜1:9の範囲である塩素化ポリ塩化ビニル樹脂組成物が提案されている(特許文献1、2)。
これらの先行技術文献によれば、前記塩素化ポリ塩化ビニル樹脂組成物を押出成形に使用できることが開示されている。
A molded body containing a thermally expandable resin composition expands when exposed to heat such as a fire to form a nonflammable expansion residue. Since this expansion residue can be used to prevent the spread of fire and the diffusion of smoke, molded articles containing a thermally expandable resin composition are widely used for building materials.
As a molded body containing a thermally expandable resin composition, a piping material obtained by extruding a polyvinyl chloride resin composition containing thermally expandable graphite has been proposed.
As one application example of polyvinyl chloride, the total amount of phosphorus compound and neutralized thermally expandable graphite is 20 with respect to 100 parts by weight of chlorinated polyvinyl chloride having a chlorine content of 60 to 71% by weight. In the range of ~ 200 parts by weight, the inorganic filler is in the range of 30 to 500 parts by weight, and the ratio of the weight of the phosphorus compound to the weight of the neutralized thermally expandable graphite is in the range of 9: 1 to 1: 9. Some chlorinated polyvinyl chloride resin compositions have been proposed (Patent Documents 1 and 2).
According to these prior art documents, it is disclosed that the chlorinated polyvinyl chloride resin composition can be used for extrusion molding.
またポリ塩化ビニルの他の応用例の一つとして、熱膨張性黒鉛を含むポリ塩化ビニル樹脂組成物を押出成形して得られる配管材が提案されている。
具体的な先行技術の一つとしてポリ塩化ビニル100重量部に対して熱膨張性黒鉛を1〜15重量部の割合で含む樹脂組成物により形成される耐火膨張層と、熱膨張性成分を含まないポリ塩化ビニル樹脂組成物により形成される被覆層とを備えた複層耐火配管材が提案されている(特許文献3、4)。
これらの先行技術によれば耐火膨張層、耐火膨張層の内側の被覆層、および耐火膨張層の外側の被覆層からなる三層構造が、三層共押出成形により得られる点について開示されている。
As another application example of polyvinyl chloride, a piping material obtained by extruding a polyvinyl chloride resin composition containing thermally expandable graphite has been proposed.
One specific prior art includes a fire expansion layer formed of a resin composition containing 1 to 15 parts by weight of thermally expandable graphite with respect to 100 parts by weight of polyvinyl chloride, and a thermally expandable component Multi-layer fireproof piping materials having a coating layer formed of a non-polyvinyl chloride resin composition have been proposed (Patent Documents 3 and 4).
According to these prior arts, it is disclosed that a three-layer structure comprising a fireproof expansion layer, a coating layer inside the fireproof expansion layer, and a coating layer outside the fireproof expansion layer is obtained by three-layer coextrusion molding. .
一般に加熱された場合に膨張を開始する熱膨張性樹脂組成物を用いて押出成形を実施することは困難である。
先の先行技術に開示されている多層構造の成形体の形状は円筒である。成形体の断面形状が押出方向の中心軸を基準として対称的な形状の場合には成形体に対して均等に熱がかかるため成形が可能である。
しかし円筒以外の形状に対して、熱膨張性樹脂組成物を用いて押出成形を実施した場合に製品として使用することのできる形状の成形体が得られるかどうかは先に示された先行技術では不明である。
In general, it is difficult to perform extrusion using a thermally expandable resin composition that starts to expand when heated.
The shape of the multilayer structure molded body disclosed in the prior art is a cylinder. When the cross-sectional shape of the molded body is symmetrical with respect to the central axis in the extrusion direction, the molded body can be molded because heat is applied evenly.
However, whether or not a molded body having a shape that can be used as a product is obtained when extrusion molding is performed using a thermally expandable resin composition for a shape other than a cylinder is the prior art shown above. It is unknown.
熱膨張性黒鉛を含むポリ塩化ビニル樹脂組成物の押出成形について本発明者らが検討したところ、押出成形により得られる成形品の断面形状が、中心軸を持つ対称的な形状と異なるに従って前記成形品の外観の低下が大きくなる問題点を発見した。
前記成形品の外観が低下する問題は組成の異なる二以上の樹脂組成物のうち、少なくとも一方に熱膨張性黒鉛が含まれる二以上の樹脂組成物を同時に押し出して多層の成形物を成形した場合に大きくなる。
When the present inventors examined extrusion molding of a polyvinyl chloride resin composition containing thermally expandable graphite, the above-mentioned molding was performed according to the fact that the cross-sectional shape of a molded product obtained by extrusion molding was different from a symmetrical shape having a central axis. I found a problem that the deterioration of the appearance of the product becomes large.
The problem of deterioration in the appearance of the molded product is when two or more resin compositions having different compositions among two or more resin compositions having different compositions are simultaneously extruded to mold a multilayer molded product. Become bigger.
一方、窓枠に使用されるサッシ用枠材は通常アルミニウム合金、木材等から形成される。しかしアルミニウム合金等の金属からなるサッシ用枠材の場合には熱を伝え易いことから断熱性の面から問題がある。
また木材からなるサッシ用枠材の場合は断熱性には優れるものの、火災等に対する耐火性に劣る問題があった。
On the other hand, the sash frame material used for the window frame is usually formed of aluminum alloy, wood or the like. However, in the case of a sash frame member made of a metal such as an aluminum alloy, there is a problem in terms of heat insulation because heat is easily transmitted.
In the case of a sash frame material made of wood, although it has excellent heat insulation properties, it has a problem of poor fire resistance against fires and the like.
本発明の目的は、外観、断熱性、耐火性に優れ、大量生産に適したサッシ用熱膨張性多層枠材を提供することにある。 An object of the present invention is to provide a thermally expandable multilayer frame material for a sash that is excellent in appearance, heat insulation, and fire resistance and is suitable for mass production.
上記課題を解決するため本発明者らが鋭意検討した結果、塩素化ポリ塩化ビニル含有熱膨張性樹脂組成物およびEPDM含有熱膨張性樹脂組成物の少なくとも一方からなる熱膨張性樹脂組成物層と、熱可塑性樹脂組成物層とが同時共押出により成形されたサッシ用熱膨張性多層枠材が本発明の目的に適うことを見出し、本発明者らは本発明を完成するに至った。 As a result of intensive studies by the present inventors in order to solve the above problems, a thermally expandable resin composition layer comprising at least one of a chlorinated polyvinyl chloride-containing thermally expandable resin composition and an EPDM-containing thermally expandable resin composition; The present inventors have found that a thermally expandable multilayer frame material for a sash formed by co-extrusion with a thermoplastic resin composition layer is suitable for the purpose of the present invention, and the present inventors have completed the present invention.
すなわち本発明は、
[1]熱膨張性樹脂組成物層と熱可塑性樹脂組成物層とを少なくとも含む二以上の樹脂組成物層からなり、
前記熱膨張性樹脂組成物層を形成する熱膨張性樹脂組成物が、樹脂成分100重量部、熱膨張性黒鉛3〜300重量部、無機充填材3〜200重量部および可塑剤20〜200重量部からなり、
前記熱膨張性樹脂組成物に含まれる樹脂成分が、塩素含有量が60〜72重量%の範囲である塩素化ポリ塩化ビニル樹脂およびEPDMの少なくとも一方からなり、
前記熱膨張性樹脂組成物層と前記熱可塑性樹脂組成物層とが、それぞれ前記熱膨張性樹脂組成物と熱可塑性樹脂組成物とを用いた同時共押出により成形されてなる、サッシ用熱膨張性多層枠材を提供するものである。
That is, the present invention
[1] It comprises two or more resin composition layers including at least a thermally expandable resin composition layer and a thermoplastic resin composition layer,
The thermally expandable resin composition forming the thermally expandable resin composition layer comprises 100 parts by weight of a resin component, 3 to 300 parts by weight of thermally expandable graphite, 3 to 200 parts by weight of an inorganic filler, and 20 to 200 parts by weight of a plasticizer. Consists of parts
The resin component contained in the thermally expandable resin composition comprises at least one of a chlorinated polyvinyl chloride resin and EPDM having a chlorine content in the range of 60 to 72% by weight,
The thermal expansion for a sash, wherein the thermal expansion resin composition layer and the thermoplastic resin composition layer are formed by co-extrusion using the thermal expansion resin composition and the thermoplastic resin composition, respectively. A multilayered frame material is provided.
また本発明の一つは、
[2]前記熱膨張性樹脂組成物が、熱安定剤、滑剤、加工助剤、熱分解型発泡剤、酸化防止剤、帯電防止剤、顔料、架橋剤および架橋促進剤からなる群より選ばれる少なくとも一つを含む、上記[1]に記載のサッシ用熱膨張性多層枠材を提供するものである。
One of the present invention is
[2] The thermally expandable resin composition is selected from the group consisting of a heat stabilizer, a lubricant, a processing aid, a pyrolytic foaming agent, an antioxidant, an antistatic agent, a pigment, a crosslinking agent, and a crosslinking accelerator. The thermally expandable multilayer frame material for a sash according to the above [1], comprising at least one.
また本発明の一つは、
[3]前記熱可塑性樹脂組成物層が、ポリ塩化ビニル樹脂組成物、塩素化ポリ塩化ビニル樹脂組成物およびEPDM樹脂組成物からなる群より選ばれる少なくとも一つからなる、上記[1]または[2]に記載のサッシ用熱膨張性多層枠材を提供するものである。
One of the present invention is
[3] The above [1] or [3], wherein the thermoplastic resin composition layer comprises at least one selected from the group consisting of a polyvinyl chloride resin composition, a chlorinated polyvinyl chloride resin composition, and an EPDM resin composition. [2] A thermally expandable multilayer frame material for a sash as described in [2].
また本発明の一つは、
[4]前記サッシ用熱膨張性多層枠材が、長手方向に空洞を有し、
前記空洞の内壁面の一部または全部が、前記熱膨張性樹脂組成物層により形成されている、上記[3]に記載のサッシ用熱膨張性多層枠材を提供するものである。
One of the present invention is
[4] The thermally expandable multilayer frame material for sash has a cavity in the longitudinal direction,
The present invention provides the thermally expandable multilayer frame material for a sash as described in [3] above, wherein a part or all of the inner wall surface of the cavity is formed of the thermally expandable resin composition layer.
また本発明の一つは、
[5]前記サッシ用熱膨張性多層枠材が、長手方向に空洞を有し、
前記サッシ用熱膨張性多層枠材の外壁面の一部または全部が、前記熱膨張性樹脂組成物層により形成されている、上記[3]または[4]に記載のサッシ用熱膨張性多層枠材を提供するものである。
One of the present invention is
[5] The thermally expandable multilayer frame material for sash has a cavity in the longitudinal direction,
The thermally expandable multilayer for sash according to the above [3] or [4], wherein a part or all of the outer wall surface of the thermally expandable multilayer frame material for sash is formed of the thermally expandable resin composition layer. A frame material is provided.
また本発明の一つは、
[6]前記サッシ用熱膨張性多層枠材が、窓用板材支持部を有し、
前記窓用板材支持部の内壁面の一部または全部が、前記熱膨張性樹脂組成物層により形成されている、上記[3]〜[5]のいずれかに記載のサッシ用熱膨張性多層枠材を提供するものである。
One of the present invention is
[6] The thermally expandable multilayer frame material for sash has a window plate material support part,
The thermally expandable multilayer for sash according to any one of the above [3] to [5], wherein a part or all of the inner wall surface of the window plate support is formed of the thermally expandable resin composition layer. A frame material is provided.
また本発明の一つは、
[7]上記[1]〜[6]のいずれかに記載のサッシ用熱膨張性多層枠材と、窓用板材とを有し、
前記窓用板材の外周に、前記サッシ用熱膨張性多層枠材を備えた、耐火性サッシを提供するものである。
One of the present invention is
[7] The sash thermally expandable multilayer frame material according to any one of [1] to [6], and a window plate.
The present invention provides a fireproof sash provided with the thermally expandable multilayer frame material for sash on the outer periphery of the window plate material.
また本発明の一つは、
[8]上記[1]〜[6]のいずれかに記載のサッシ用熱膨張性多層枠材と、不燃枠材と、窓用板材とを有し、
前記窓用板材の外周に、前記不燃枠材を備え、
前記サッシ用熱膨張性多層枠材と、前記不燃枠材とが、互いに接着された、耐火性サッシを提供するものである。
One of the present invention is
[8] The sash thermally expandable multilayer frame material according to any one of [1] to [6], a non-combustible frame material, and a window plate material,
On the outer periphery of the window plate material, the non-combustible frame material is provided,
The sash heat-expandable multilayer frame material and the non-combustible frame material are bonded to each other to provide a fire-resistant sash.
また本発明の一つは、
[9]前記サッシ用熱膨張性多層枠材の熱膨張性樹脂組成物層と、前記不燃枠材とが、互いに接着された、上記[8]に記載の耐火性サッシを提供するものである。
One of the present invention is
[9] The fire-resistant sash according to [8], wherein the thermally expandable resin composition layer of the thermally expandable multilayer frame material for sash and the non-combustible frame material are bonded to each other. .
本発明によれば、同時共押出により組成の異なる二以上の樹脂組成物層を含む、外観に優れるサッシ用熱膨張性多層枠材を提供することができる。
本発明のサッシ用熱膨張性多層枠材は熱膨張性樹脂組成物層を有する。このため本発明のサッシ用熱膨張性多層枠材が火災等の熱にさらされた場合にはこの熱膨張性樹脂組成物層が膨張して膨張残渣を形成する。
前記膨張残渣は不燃性であり、前記サッシ用熱膨張性多層枠材が設置されたサッシの隙間を閉塞させることができる。この膨張残渣により火災等により生じた炎や煙がサッシの隙間を通って広がることを防止できることから、本発明のサッシ用熱膨張性多層枠材は耐火性に優れる。
ADVANTAGE OF THE INVENTION According to this invention, the thermally expansible multilayer frame material for sashes which is excellent in the external appearance containing the 2 or more resin composition layer from which a composition differs by simultaneous coextrusion can be provided.
The thermally expandable multilayer frame material for sash of the present invention has a thermally expandable resin composition layer. For this reason, when the thermally expandable multilayer frame material for sash of the present invention is exposed to heat such as fire, the thermally expandable resin composition layer expands to form an expansion residue.
The expansion residue is nonflammable and can close the gap of the sash in which the thermally expandable multilayer frame material for sash is installed. Since the expansion residue can prevent the flame and smoke generated by a fire or the like from spreading through the sash gap, the thermally expandable multilayer frame material for sash of the present invention is excellent in fire resistance.
また本発明のサッシ用熱膨張性多層枠材は、組成の異なる二以上の樹脂組成物層を同時共押出により成形して得られることから容易に大量生産を行うことができ、金属からなるサッシ用熱膨張性多層枠材と比較して断熱性にも優れる。 The thermally expandable multilayer frame material for a sash according to the present invention can be easily mass-produced because it is obtained by co-extrusion of two or more resin composition layers having different compositions. Compared with the heat-expandable multi-layer frame material, it has excellent heat insulation.
最初に本発明に使用する熱膨張性樹脂組成物について説明する。
本発明に使用する熱膨張性樹脂組成物は、樹脂成分100重量部、熱膨張性黒鉛3〜300重量部、無機充填材3〜200重量部および可塑剤20〜200重量部からなる。
First, the thermally expandable resin composition used in the present invention will be described.
The thermally expandable resin composition used in the present invention comprises 100 parts by weight of a resin component, 3 to 300 parts by weight of thermally expandable graphite, 3 to 200 parts by weight of an inorganic filler, and 20 to 200 parts by weight of a plasticizer.
本発明に使用する熱膨張性樹脂組成物に含まれる樹脂成分は、塩素化ポリ塩化ビニルおよびEPDMの少なくとも一方である。 The resin component contained in the thermally expandable resin composition used in the present invention is at least one of chlorinated polyvinyl chloride and EPDM.
前記塩素化ポリ塩化ビニル樹脂は、ポリ塩化ビニル樹脂の塩素化物である。前記塩素化ポリ塩化ビニル樹脂の塩素含有量は少なくなると耐熱性が低下し、多くなると溶融押出成形が困難となるので60〜72重量%の範囲である。 The chlorinated polyvinyl chloride resin is a chlorinated product of polyvinyl chloride resin. When the chlorine content of the chlorinated polyvinyl chloride resin decreases, the heat resistance decreases, and when it increases, melt extrusion molding becomes difficult, so the range is from 60 to 72% by weight.
前記ポリ塩化ビニル樹脂は特に限定されず、従来公知の任意のポリ塩化ビニル樹脂を使用することができる。
前記ポリ塩化ビニル樹脂としては、例えば、塩化ビニル単独重合体、
塩化ビニルモノマーと前記塩化ビニルモノマーと共重合可能な不飽和結合を有するモノマーとの共重合体、
塩化ビニルモノマー以外の重合体または塩化ビニルモノマー以外の共重合体に塩化ビニルをグラフト共重合したグラフト共重合体等が挙げられる。
前記ポリ塩化ビニル樹脂は一種もしくは二種以上を使用することができる。
The polyvinyl chloride resin is not particularly limited, and any conventionally known polyvinyl chloride resin can be used.
Examples of the polyvinyl chloride resin include vinyl chloride homopolymers,
A copolymer of a vinyl chloride monomer and a monomer having an unsaturated bond copolymerizable with the vinyl chloride monomer;
Examples thereof include polymers other than vinyl chloride monomers or graft copolymers obtained by graft copolymerization of vinyl chloride with copolymers other than vinyl chloride monomers.
The said polyvinyl chloride resin can use 1 type, or 2 or more types.
前記塩化ビニルモノマーと共重合可能な不飽和結合を有するモノマーとしては、塩化ビニルモノマーと共重合可能であれば特に限定されず、例えば、エチレン、プロピレン、ブチレン等のα‐オレフィン類、
酢酸ビニル、フロピオン酸ビニル等のビニルエステル類、
ブチルビニルエーテル、セチルビニルエーテル等のビニルエーテル類、
メチルアクリレート、エチルアクリレート、ブチルアクリレート等のアクリル酸エステル類、
メチルメタクリレート、エチルメタクリレート、ブチルメタクリレート等のメタクリル酸エステル類、
スチレン、α‐メチルスチレン等の芳香族ビニル類、
N‐フェニルマレイミド、N‐シクロヘキシルマレイミド等のN‐置換マレイミド類などが挙げらる。
前記塩化ビニルモノマーと共重合可能な不飽和結合を有するモノマーは一種もしくは二種以上を使用することができる。
The monomer having an unsaturated bond copolymerizable with the vinyl chloride monomer is not particularly limited as long as it is copolymerizable with the vinyl chloride monomer. For example, α-olefins such as ethylene, propylene, butylene,
Vinyl esters such as vinyl acetate and vinyl propionate,
Vinyl ethers such as butyl vinyl ether and cetyl vinyl ether,
Acrylic esters such as methyl acrylate, ethyl acrylate, butyl acrylate,
Methacrylic acid esters such as methyl methacrylate, ethyl methacrylate, butyl methacrylate,
Aromatic vinyls such as styrene and α-methylstyrene,
And N-substituted maleimides such as N-phenylmaleimide and N-cyclohexylmaleimide.
One or two or more monomers having an unsaturated bond copolymerizable with the vinyl chloride monomer can be used.
前記塩化ビニルモノマー以外の重合体または塩化ビニルモノマー以外の共重合体としては、塩化ビニルをグラフト重合するものまたはグラフト共重合するものであれば特に限定されず、例えば、エチレン‐酢酸ビニル共重合体、
エチレン‐酢酸ビニル‐一酸化炭素共重合体、エチレン‐エチルアクリレート共重合体、エチレン‐ブチルアクリレート‐一酸化炭素共重合体、エチレン‐メチルメタクリレート共重合体、エチレン‐プロピレン共重合体、アクリロニトリル‐ブタジエン共重合体、ポリウレタン、塩素化ポリエチレン、塩素化ポリプロピレンなどが挙げられる。
これらは一種もしくは二種以上を使用することができる。
The polymer other than the vinyl chloride monomer or the copolymer other than the vinyl chloride monomer is not particularly limited as long as it is graft-polymerized or graft-copolymerized with vinyl chloride. For example, an ethylene-vinyl acetate copolymer ,
Ethylene-vinyl acetate-carbon monoxide copolymer, ethylene-ethyl acrylate copolymer, ethylene-butyl acrylate-carbon monoxide copolymer, ethylene-methyl methacrylate copolymer, ethylene-propylene copolymer, acrylonitrile-butadiene Copolymers, polyurethane, chlorinated polyethylene, chlorinated polypropylene and the like can be mentioned.
These can use 1 type, or 2 or more types.
前記ポリ塩化ビニル樹脂の平均重合度は特に限定されるものではないが、小さくなると成形体の機械的物性が低下し、大きくなると溶融粘度が高くなって溶融押出成形が困難になる。このため前記ポリ塩化ビニル樹脂の平均重合度は600〜1500の範囲であることが好ましい。 The average degree of polymerization of the polyvinyl chloride resin is not particularly limited. However, when it becomes smaller, the mechanical properties of the molded article are lowered, and when it becomes larger, the melt viscosity becomes higher and melt extrusion molding becomes difficult. For this reason, it is preferable that the average degree of polymerization of the said polyvinyl chloride resin is the range of 600-1500.
また前記EPDMは、エチレン、プロピレンおよび架橋用ジエンモノマーとの三元共重合体である。
前記EPDMに用いられるび架橋用ジエンモノマーとしては特に限定されず、例えば、5−エチリデン−2−ノルボルネン、5−プロピリデン−5−ノルボルネン、ジシクロペンタジエン、5−ビニル−2−ノルボルネン、5−メチレン−2−ノルボルネン、5−イソプロピリデン−2−ノルボルネン、ノルボルナジエン等の環状ジエン類、
1,4−ヘキサジエン、4−メチル−1,4−ヘキサジエン、5−メチル−1,4−ヘキサジエン、5−メチル−1,5−ヘプタジエン、6−メチル−1,5−ヘプタジエン、6−メチル−1,7−オクタジエン等の鎖状非共役ジエン類等が挙げられる。
The EPDM is a terpolymer of ethylene, propylene and a diene monomer for crosslinking.
The diene monomer for crosslinking used in the EPDM is not particularly limited. For example, 5-ethylidene-2-norbornene, 5-propylidene-5-norbornene, dicyclopentadiene, 5-vinyl-2-norbornene, 5-methylene Cyclic dienes such as 2-norbornene, 5-isopropylidene-2-norbornene, norbornadiene,
1,4-hexadiene, 4-methyl-1,4-hexadiene, 5-methyl-1,4-hexadiene, 5-methyl-1,5-heptadiene, 6-methyl-1,5-heptadiene, 6-methyl- Examples include chain non-conjugated dienes such as 1,7-octadiene.
前記EPDMは、ムーニー粘度(ML1+41 25℃)が4〜30の範囲であることが好ましい。
ムーニー粘度が4以上であると、柔軟性に優れる。またムーニー粘度が30以下の場合は硬くなりすぎるのを防止することができる。
なお、上記ムーニー粘度は、EPDMのムーニー粘度計による粘度の尺度のことをいう。
The EPDM preferably has a Mooney viscosity (ML 1 + 41 25 ° C.) in the range of 4 to 30.
When the Mooney viscosity is 4 or more, the flexibility is excellent. Moreover, when Mooney viscosity is 30 or less, it can prevent becoming too hard.
The Mooney viscosity is a measure of viscosity measured by an EPDM Mooney viscometer.
前記EPDMは、架橋用ジエンモノマーの含有量が2.0重量%〜5.0重量%の範囲であることが好ましい。
2.0重量%以上であれば、分子間の架橋が進むことから柔軟性に優れる、また5.0重量%以下の場合には耐候性に優れる。
The EPDM preferably has a crosslinking diene monomer content in the range of 2.0 wt% to 5.0 wt%.
If the amount is 2.0% by weight or more, the intermolecular cross-linking proceeds, so that the flexibility is excellent. If the amount is 5.0% by weight or less, the weather resistance is excellent.
前記熱膨張性黒鉛は、従来公知の物質であり、天然鱗状グラファイト、熱分解グラファイト、キッシュグラファイト等の粉末を、濃硫酸、硝酸、セレン酸等の無機酸と、濃硝酸、過塩素酸、過塩素酸塩、過マンガン酸塩、重クロム酸塩、過酸化水素等の強酸化剤とにより処理してグラファイト層間化合物を生成させたものである。生成された熱膨張性黒鉛は炭素の層状構造を維持したままの結晶化合物である。 The heat-expandable graphite is a conventionally known substance, and powders such as natural scaly graphite, pyrolytic graphite, and quiche graphite are mixed with an inorganic acid such as concentrated sulfuric acid, nitric acid, and selenic acid, and concentrated nitric acid, perchloric acid, peroxygen, and the like. A graphite intercalation compound is produced by treatment with a strong oxidizing agent such as chlorate, permanganate, dichromate, or hydrogen peroxide. The heat-expandable graphite produced is a crystalline compound that maintains the layered structure of carbon.
本発明に使用される熱膨張性黒鉛は、前記酸処理して得られた熱膨張性黒鉛がアンモニア、脂肪族低級アミン、アルカリ金属化合物、アルカリ土類金属化合物等で中和されていてもよい。
前記脂肪族低級アミンとしては、例えば、モノメチルアミン、ジメチルアミン、トリメチルアミン、エチルアミン、プロピルアミン、ブチルアミン等が挙げられる。
前記アルカリ金属化合物及びアルカリ土類金属化合物としては、例えば、カリウム、ナトリウム、カルシウム、バリウム、マグネシウム等の水酸化物、酸化物、炭酸塩、硫酸塩、有機酸塩等が挙げられる。
前記熱膨張性黒鉛の具体例としては、例えば、日本化成社製「CA−60S」等が挙げられる。
In the thermally expandable graphite used in the present invention, the thermally expandable graphite obtained by the acid treatment may be neutralized with ammonia, an aliphatic lower amine, an alkali metal compound, an alkaline earth metal compound, or the like. .
Examples of the aliphatic lower amine include monomethylamine, dimethylamine, trimethylamine, ethylamine, propylamine, and butylamine.
Examples of the alkali metal compound and alkaline earth metal compound include hydroxides such as potassium, sodium, calcium, barium, and magnesium, oxides, carbonates, sulfates, and organic acid salts.
Specific examples of the thermally expandable graphite include “CA-60S” manufactured by Nippon Kasei Co., Ltd.
前記熱膨張性黒鉛の粒度は、細かくなりすぎると黒鉛の膨張度が小さく、発泡性が低下する傾向がある。また大きくなりすぎると膨張度が大きいという点では効果があるが、樹脂と混練する際に、分散性が悪く成形性が低下し、得られた押出成形体の機械的物性が低下する傾向がある。
このため前記熱膨張性黒鉛の粒度は20〜200メッシュの範囲のものが好ましい。
When the particle size of the thermally expandable graphite is too fine, the degree of expansion of the graphite is small, and the foamability tends to decrease. Further, if it becomes too large, there is an effect in that the degree of expansion is large, but when kneaded with a resin, the dispersibility is poor and the moldability is lowered, and the mechanical properties of the obtained extruded product tend to be lowered. .
For this reason, the particle size of the thermally expandable graphite is preferably in the range of 20 to 200 mesh.
前記熱膨張性黒鉛の添加量は、少なくなると耐火性能及び発泡性が低下する傾向がある。また多くなると押出成形しにくくなり、得られた成形体の表面性が悪くなり、機械的物性が低下する傾向がある。このため前記塩素化ポリ塩化ビニル樹脂100重量部に対する前記熱膨張性黒鉛の添加量は、3〜300重量部の範囲である。
前記塩素化ポリ塩化ビニル樹脂100重量部に対する前記熱膨張性黒鉛の添加量は、10〜200重量部の範囲であれば好ましい。
If the amount of the thermally expansive graphite added decreases, the fire resistance and foamability tend to decrease. Moreover, when it increases, it will become difficult to extrusion-mold, the surface property of the obtained molded object will worsen, and there exists a tendency for a mechanical physical property to fall. For this reason, the addition amount of the thermally expandable graphite with respect to 100 parts by weight of the chlorinated polyvinyl chloride resin is in the range of 3 to 300 parts by weight.
The amount of the thermally expandable graphite added to 100 parts by weight of the chlorinated polyvinyl chloride resin is preferably in the range of 10 to 200 parts by weight.
前記無機充填材は、一般にポリ塩化ビニル樹脂成形体を製造する際に使用されている無機充填材であれば、特に限定はない。具体的には、例えば、シリカ、珪藻土、アルミナ、酸化亜鉛、酸化チタン、酸化カルシウム、酸化マグネシウム、酸化鉄、酸化錫、酸化アンチモン、フェライト類、水酸化カルシウム、水酸化マグネシウム、水酸化アルミニウム、塩基性炭酸マグネシウム、炭酸カルシウム、炭酸マグネシウム、炭酸亜鉛、炭酸バリウム、ドーンナイト、ハイドロタルサイト、硫酸カルシウム、硫酸バリウム、石膏繊維、ケイ酸カルシウム、タルク、クレー、マイ力、モンモリロナイト、ベントナイト、活性白土、セビオライト、イモゴライト、セリサイト、ガラス繊維、ガラスビーズ、シリカ系バルン、窒化アルミニウム、窒化ホウ素、窒化ケイ素、カーボンブラック、グラファイト、炭素繊維、炭素バルン、木炭粉末、各種金属粉、チタン酸カリウム、硫酸マグネシウム、チタン酸ジルコニア鉛、アルミニウムボレート、硫化モリブデン、炭化ケイ素、ステンレス繊維、ホウ酸亜鉛、各種磁性粉、スラグ繊維、フライアッシュ、脱水汚泥等が挙げられる。 If the said inorganic filler is an inorganic filler generally used when manufacturing a polyvinyl chloride resin molded object, there will be no limitation in particular. Specifically, for example, silica, diatomaceous earth, alumina, zinc oxide, titanium oxide, calcium oxide, magnesium oxide, iron oxide, tin oxide, antimony oxide, ferrites, calcium hydroxide, magnesium hydroxide, aluminum hydroxide, base Magnesium carbonate, calcium carbonate, magnesium carbonate, zinc carbonate, barium carbonate, dawnite, hydrotalcite, calcium sulfate, barium sulfate, gypsum fiber, calcium silicate, talc, clay, my strength, montmorillonite, bentonite, activated clay, Seviolite, imogolite, sericite, glass fiber, glass beads, silica-based balun, aluminum nitride, boron nitride, silicon nitride, carbon black, graphite, carbon fiber, carbon balun, charcoal powder, various metal powders, potassium titanate, sulfur Magnesium titanate zirconia lead, aluminum borate, molybdenum sulfide, silicon carbide, stainless steel fiber, zinc borate, various magnetic powder, slag fibers, fly ash, and a dewatered sludge.
中でも炭酸カルシウムおよび加熱時に脱水し、吸熱効果のある水酸化カルシウム、水酸化マグネシウム、水酸化アルミニウム等の含水無機物が好ましい。
また酸化アンチモンは難燃性向上の効果があるので好ましい。
前記無機充填材は一種もしくは二種以上を使用することができる。
Of these, calcium carbonate and water-containing inorganic substances such as calcium hydroxide, magnesium hydroxide, and aluminum hydroxide that are dehydrated during heating and have an endothermic effect are preferable.
Antimony oxide is preferable because it has an effect of improving flame retardancy.
The said inorganic filler can use 1 type, or 2 or more types.
前記無機充填材の添加量は、少なくなると耐火性能が低下する傾向があり、多くなると押出成形しにくくなり、得られた成形体の表面性が悪くなり、機械的物性が低下する傾向がある。前記塩素化ポリ塩化ビニル樹脂100重量部に対して、3〜200重量部の範囲である。
前記無機充填材の添加量は、前記塩素化ポリ塩化ビニル樹脂100重量部に対して、10〜150重量部の範囲であれば好ましい。
When the amount of the inorganic filler added is small, the fire resistance tends to be lowered, and when it is increased, extrusion molding is difficult, the surface properties of the obtained molded article are deteriorated, and the mechanical properties tend to be lowered. The amount is in the range of 3 to 200 parts by weight with respect to 100 parts by weight of the chlorinated polyvinyl chloride resin.
The amount of the inorganic filler added is preferably in the range of 10 to 150 parts by weight with respect to 100 parts by weight of the chlorinated polyvinyl chloride resin.
前記可塑剤は、一般にポリ塩化ビニル樹脂成形体を製造する際に使用されている可塑剤であれば、特に限定されない。具体的には、例えば、ジ‐2‐エチルヘキシルフタレート(DOP)、ジブチルフタレート(DBP)、ジヘプチルフタレート(DHP)、ジイソデシルフタレート(DIDP)等のフタル酸エステル可塑剤、
ジ‐2‐エチルヘキシルアジペート(DOA)、ジイソブチルアジペート(DIBA)、ジブチルアジペート(DBA)等の脂肪酸エステル可塑剤、
エポキシ化大豆油等のエポキシ化エステル可塑剤、
アジピン酸エステル、アジピン酸ポリエステル等のポリエステル可塑剤、
トリ‐2−エチルヘキシルトリメリテート(TOTM)、トリイソノニルトリメリテート(TINTM)等のトリメリット酸エステル可塑剤、
トリメチルホスフェート(TMP)、トリエチルホスフェート(TEP)等の燐酸エステル可塑剤、
鉱油等のプロセスオイルなどが挙げられる。
前記可塑剤は一種もしくは二種以上を使用することができる。
If the said plasticizer is a plasticizer generally used when manufacturing a polyvinyl chloride resin molded object, it will not specifically limit. Specifically, for example, phthalate plasticizers such as di-2-ethylhexyl phthalate (DOP), dibutyl phthalate (DBP), diheptyl phthalate (DHP), diisodecyl phthalate (DIDP),
Fatty acid ester plasticizers such as di-2-ethylhexyl adipate (DOA), diisobutyl adipate (DIBA), dibutyl adipate (DBA),
Epoxidized ester plasticizers such as epoxidized soybean oil,
Polyester plasticizers such as adipic acid ester and adipic acid polyester,
Trimellitic acid ester plasticizers such as tri-2-ethylhexyl trimellitate (TOTM) and triisononyl trimellitate (TINTM),
Phosphate plasticizers such as trimethyl phosphate (TMP) and triethyl phosphate (TEP),
Examples include process oils such as mineral oil.
One or more plasticizers can be used.
前記可塑剤の添加量は、少なくなると押出成形性が低下する傾向があり、多くなると得られた成形体が柔らかくなり過ぎる傾向がある。このため前記塩素化ポリ塩化ビニル樹脂100重量部に対して、前記可塑剤の添加量は20〜200重量部の範囲である。 When the amount of the plasticizer added is small, the extrusion moldability tends to be lowered, and when the amount is increased, the obtained molded product tends to be too soft. For this reason, the addition amount of the plasticizer is in the range of 20 to 200 parts by weight with respect to 100 parts by weight of the chlorinated polyvinyl chloride resin.
先に説明した通り、本発明に使用する塩素化ポリ塩化ビニル含有熱膨張性樹脂組成物は、塩素含有量が60〜72重量%の範囲である塩素化ポリ塩化ビニル樹脂、熱膨張性黒鉛、無機充填材及び可塑剤からなる。
前記塩素化ポリ塩化ビニル含有熱膨張性樹脂組成物は燐酸エステル可塑剤を除くリン化合物を含有すると、押出成形性が低下する。このため燐酸エステル可塑剤を除くリン化合物を含有するものではない。なお、先に説明した可塑剤である燐酸エステル可塑剤を含有することができる。
As described above, the chlorinated polyvinyl chloride-containing thermally expandable resin composition used in the present invention has a chlorinated polyvinyl chloride resin, a thermally expandable graphite, having a chlorine content in the range of 60 to 72% by weight, It consists of an inorganic filler and a plasticizer.
When the chlorinated polyvinyl chloride-containing thermally expandable resin composition contains a phosphorus compound excluding a phosphate ester plasticizer, the extrusion moldability is lowered. For this reason, it does not contain the phosphorus compound except the phosphate ester plasticizer. In addition, the phosphate plasticizer which is a plasticizer demonstrated previously can be contained.
押出成形を阻害するリン化合物は次の通りである。
赤リン、
トリフェニルホスフェート、トリクレジルホスフェート、トリキシレニルホスフェート、クレジルジフェニルホスフェート、キシレニルジフェニルホスフェート等の各種リン酸エステル、
リン酸ナトリウム、リン酸カリウム、リン酸マグネシウム等のリン酸金属塩、
ポリリン酸アンモニウム類、
下記化学式で表される化合物等が挙げられる。
Phosphorus compounds that inhibit extrusion are as follows.
Red phosphorus,
Various phosphate esters such as triphenyl phosphate, tricresyl phosphate, trixylenyl phosphate, cresyl diphenyl phosphate, xylenyl diphenyl phosphate,
Metal phosphates such as sodium phosphate, potassium phosphate, magnesium phosphate,
Ammonium polyphosphates,
Examples thereof include compounds represented by the following chemical formulas.

R2は、水酸基、炭素数1〜16の直鎖状若しくは分岐状のアルキル基、炭素数1〜16の直鎖状若しくは分岐状のアルコキシル基、炭素数6〜16のアリール基、又は、炭素数6〜16のアリールオキシ基を表す。 R 2 is a hydroxyl group, a linear or branched alkyl group having 1 to 16 carbon atoms, a linear or branched alkoxyl group having 1 to 16 carbon atoms, an aryl group having 6 to 16 carbon atoms, or carbon. The aryloxy group of Formula 6-16 is represented.
前記化学式で表される化合物としては、例えば、メチルホスホン酸、メチルホスホン酸ジメチル、メチルホスホン酸ジエチル、エチルホスホン酸、プロピルホスホン酸、ブチルホスホン酸、2−メチルプロピルホスホン酸、t−ブチルホスホン酸、2,3−ジメチル−ブチルホスホン酸、オクチルホスホン酸、フェニルホスホン酸、ジオクチルフェニルホスホネート、ジメチルホスフィン酸、メチルエチルホスフィン酸、メチルプロピルホスフィン酸、ジエチルホスフィン酸、ジオクチルホスフィン酸、フェニルホスフィン酸、ジエチルフェニルホスフィン酸、ジフェニルホスフィン酸、ビス(4−メトキシフェニル)ホスフィン酸等が挙げられる。 Examples of the compound represented by the chemical formula include methylphosphonic acid, dimethyl methylphosphonate, diethyl methylphosphonate, ethylphosphonic acid, propylphosphonic acid, butylphosphonic acid, 2-methylpropylphosphonic acid, t-butylphosphonic acid, 2, 3-dimethyl-butylphosphonic acid, octylphosphonic acid, phenylphosphonic acid, dioctylphenylphosphonate, dimethylphosphinic acid, methylethylphosphinic acid, methylpropylphosphinic acid, diethylphosphinic acid, dioctylphosphinic acid, phenylphosphinic acid, diethylphenylphosphinic acid , Diphenylphosphinic acid, bis (4-methoxyphenyl) phosphinic acid and the like.
ポリリン酸アンモニウム類としては、特に限定されず、例えば、ポリリン酸アンモニウム、メラミン変性ポリリン酸アンモニウム等が挙げられる。
本発明においては、これらの押出成形性を阻害するリン化合物を使用するものではない。
The ammonium polyphosphates are not particularly limited, and examples thereof include ammonium polyphosphate and melamine-modified ammonium polyphosphate.
In the present invention, these phosphorus compounds that inhibit extrusion moldability are not used.
また本発明に使用する前記熱膨張性樹脂組成物には、その物性を損なわない範囲で、必要に応じて、一般に使用されている、リン化合物以外の熱安定剤、滑剤、加工助剤、熱分解型発泡剤、酸化防止剤、帯電防止剤、顔料、架橋剤、架橋促進剤等が添加されてもよい。 The heat-expandable resin composition used in the present invention has a heat stabilizer other than a phosphorus compound, a lubricant, a processing aid, a heat, and the like, which are generally used as necessary, as long as the physical properties are not impaired. Decomposable foaming agents, antioxidants, antistatic agents, pigments, crosslinking agents, crosslinking accelerators, and the like may be added.
前記熱安定剤としては、例えば、三塩基性硫酸鉛、三塩基性亜硫酸鉛、二塩基性亜リン酸鉛、ステアリン酸鉛、二塩基性ステアリン酸鉛等の鉛熱安定剤、
有機錫メルカプト、有機錫マレート、有機錫ラウレート、ジブチル錫マレート等の有機錫熱安定剤、
ステアリン酸亜鉛、ステアリン酸カルシウム等の金属石鹸熱安定剤等が挙げられる。
前記熱安定剤は一種もしくは二種以上を使用することができる。
Examples of the heat stabilizer include lead heat stabilizers such as tribasic lead sulfate, tribasic lead sulfite, dibasic lead phosphite, lead stearate, and dibasic lead stearate.
Organotin heat stabilizers such as organotin mercapto, organotin malate, organotin laurate, dibutyltin malate,
Examples thereof include metal soap heat stabilizers such as zinc stearate and calcium stearate.
One or two or more heat stabilizers can be used.
前記滑剤としては、例えば、ポリエチレン、パラフィン、モンタン酸等のワックス類、
各種エステルワックス類、
ステアリン酸、リシノール酸等の有機酸類、
ステアリルアルコール等の有機アルコール類、
ジメチルビスアミド等のアミド系化合物等が挙げられる。
前記滑剤は一種もしくは二種以上を使用することができる。
Examples of the lubricant include waxes such as polyethylene, paraffin, and montanic acid,
Various ester waxes,
Organic acids such as stearic acid, ricinoleic acid,
Organic alcohols such as stearyl alcohol,
Examples include amide compounds such as dimethylbisamide.
The said lubricant can use 1 type, or 2 or more types.
前記加工助剤としては、例えば、塩素化ポリエチレン、メチルメタクリレート‐エチルアクリレート共重合体、高分子量のポリメチルメタクリレート等が挙げられる。 Examples of the processing aid include chlorinated polyethylene, methyl methacrylate-ethyl acrylate copolymer, and high molecular weight polymethyl methacrylate.
前記熱分解型発泡剤としては、例えば、アゾジカルボンアミド(ADCA)、ジニトロソペンタメチレンテトラミン(DPT)、p,p−オキシビスベンゼンスルホニルヒドラジド(OBSH)、アゾビスイソブチロニトリル(AIBN)等が挙げられる。 Examples of the thermally decomposable foaming agent include azodicarbonamide (ADCA), dinitrosopentamethylenetetramine (DPT), p, p-oxybisbenzenesulfonylhydrazide (OBSH), azobisisobutyronitrile (AIBN), and the like. Is mentioned.
前記酸化防止剤としては、例えば、フェノール化合物等が挙げられる。 As said antioxidant, a phenol compound etc. are mentioned, for example.
前記帯電防止剤としては、例えば、アミノ化合物等が挙げられる。 Examples of the antistatic agent include amino compounds.
前記顔料としては、例えば、アゾ系、フタロシアニン系、スレン系、染料レーキ系等の有機顔料、酸化物系、クロム酸モリブデン系、硫化物・セレン化物系、フェロシアニン化物系などの無機顔料等が挙げられる。 Examples of the pigment include organic pigments such as azo, phthalocyanine, selenium, and dye lake, and inorganic pigments such as oxide, molybdenum chromate, sulfide / selenide, and ferrocyanide. Can be mentioned.
前記架橋剤としては、例えば、硫黄等が挙げられる。また前記架橋促進剤としては、例えば、ジエチルジチオカルバミン酸テルル、N,N,N’,N’−テトラエチルチウラムジスルフィド、ジエチルジチオカルバミン酸ベンジル等が挙げられる。 Examples of the crosslinking agent include sulfur. Examples of the crosslinking accelerator include tellurium diethyldithiocarbamate, N, N, N ′, N′-tetraethylthiuram disulfide, benzyl diethyldithiocarbamate, and the like.
[熱膨張性樹脂組成物の具体例]
本発明に使用される熱膨張性樹脂組成物の具体例は次の通りである。
(a)樹脂成分、熱膨張性黒鉛部、無機充填材部および可塑剤からなる樹脂組成物
(b)上記(a)の樹脂組成物に対し、熱安定剤、滑剤、加工助剤、熱分解型発泡剤、酸化防止剤、帯電防止剤、顔料、架橋剤および架橋促進剤からなる群より選ばれる少なくとも一つを添加してなる樹脂組成物
[Specific Examples of Thermally Expandable Resin Composition]
Specific examples of the thermally expandable resin composition used in the present invention are as follows.
(A) Resin composition comprising a resin component, a thermally expandable graphite part, an inorganic filler part and a plasticizer (b) For the resin composition of (a) above, a heat stabilizer, lubricant, processing aid, thermal decomposition Resin composition comprising at least one selected from the group consisting of a mold foaming agent, an antioxidant, an antistatic agent, a pigment, a crosslinking agent and a crosslinking accelerator
次に本発明に使用する熱可塑性樹脂組成物について説明する。
本発明に使用する熱可塑性樹脂組成物としては押出成形ができるものであれば特に限定はないが、前記熱可塑性樹脂組成物に含まれる樹脂成分としては、例えば、ポリ塩化ビニル樹脂(PVC)、塩素化ポリ塩化ビニル樹脂(CPVC)、ポリエチレン(PE)、ポリプロピレン(PP)、エチレン‐プロピレン‐ジエン共重合体(EPDM)、クロロプレン(CR)、アクリロニトリル‐ブタジエン‐スチレン共重合体(ABS)、アクリロニトリル‐スチレン‐アクリロニトリル共重合体(ASA)、アクリロニトリル/エチレン‐プロピレン‐ジエン/スチレン共重合体(AES)等が挙げらる。
前記樹脂としては、ポリ塩化ビニル樹脂(PVC)、塩素化ポリ塩化ビニル樹脂(CPVC)、ポリエチレン(PE)、ポリプロピレン(PP)、エチレン−プロピレン−架橋用ジエンモノマー共重合体(EPDM)、クロロプレン(CR)等が好ましい。
Next, the thermoplastic resin composition used in the present invention will be described.
The thermoplastic resin composition used in the present invention is not particularly limited as long as it can be extruded. Examples of the resin component contained in the thermoplastic resin composition include polyvinyl chloride resin (PVC), Chlorinated polyvinyl chloride resin (CPVC), polyethylene (PE), polypropylene (PP), ethylene-propylene-diene copolymer (EPDM), chloroprene (CR), acrylonitrile-butadiene-styrene copolymer (ABS), acrylonitrile -Styrene-acrylonitrile copolymer (ASA), acrylonitrile / ethylene-propylene-diene / styrene copolymer (AES) and the like.
Examples of the resin include polyvinyl chloride resin (PVC), chlorinated polyvinyl chloride resin (CPVC), polyethylene (PE), polypropylene (PP), ethylene-propylene-crosslinking diene monomer copolymer (EPDM), chloroprene ( CR) and the like are preferable.
前記ポリ塩化ビニル樹脂は特に限定されず、従来公知の任意のポリ塩化ビニル樹脂を使用することができる。
前記ポリ塩化ビニル樹脂としては、例えば、塩化ビニル単独重合体、
塩化ビニルモノマーと前記塩化ビニルモノマーと共重合可能な不飽和結合を有するモノマーとの共重合体、
塩化ビニルモノマー以外の重合体または塩化ビニルモノマー以外の共重合体に塩化ビニルをグラフト共重合したグラフト共重合体等が挙げられる。
前記ポリ塩化ビニル樹脂は一種もしくは二種以上を使用することができる。
The polyvinyl chloride resin is not particularly limited, and any conventionally known polyvinyl chloride resin can be used.
Examples of the polyvinyl chloride resin include vinyl chloride homopolymers,
A copolymer of a vinyl chloride monomer and a monomer having an unsaturated bond copolymerizable with the vinyl chloride monomer;
Examples thereof include polymers other than vinyl chloride monomers or graft copolymers obtained by graft copolymerization of vinyl chloride with copolymers other than vinyl chloride monomers.
The said polyvinyl chloride resin can use 1 type, or 2 or more types.
前記塩化ビニルモノマーと共重合可能な不飽和結合を有するモノマーとしては、塩化ビニルモノマーと共重合可能であれば特に限定されず、例えば、エチレン、プロピレン、ブチレン等のα‐オレフィン類、
酢酸ビニル、フロピオン酸ビニル等のビニルエステル類、
ブチルビニルエーテル、セチルビニルエーテル等のビニルエーテル類、
メチルアクリレート、エチルアクリレート、ブチルアクリレート等のアクリル酸エステル類、
メチルメタクリレート、エチルメタクリレート、ブチルメタクリレート等のメタアクリル酸エステル類、
スチレン、α‐メチルスチレン等の芳香族ビニル類、
N‐フェニルマレイミド、N−シクロヘキシルマレイミド等のN‐置換マレイミド類などが挙げられる。
前記塩化ビニルモノマーと共重合可能な不飽和結合を有するモノマーは一種もしくは二種以上を使用することができる。
The monomer having an unsaturated bond copolymerizable with the vinyl chloride monomer is not particularly limited as long as it is copolymerizable with the vinyl chloride monomer. For example, α-olefins such as ethylene, propylene, butylene,
Vinyl esters such as vinyl acetate and vinyl propionate,
Vinyl ethers such as butyl vinyl ether and cetyl vinyl ether,
Acrylic esters such as methyl acrylate, ethyl acrylate, butyl acrylate,
Methacrylates such as methyl methacrylate, ethyl methacrylate, butyl methacrylate,
Aromatic vinyls such as styrene and α-methylstyrene,
And N-substituted maleimides such as N-phenylmaleimide and N-cyclohexylmaleimide.
One or two or more monomers having an unsaturated bond copolymerizable with the vinyl chloride monomer can be used.
前記塩化ビニルモノマー以外の重合体または塩化ビニルモノマー以外の共重合体としては、塩化ビニルをグラフト重合するものまたはグラフト共重合するものであれば特に限定されず、例えば、エチレン−酢酸ビニル共重合体、
エチレン‐酢酸ビニル−一酸化炭素共重合体、エチレン‐エチルアクリレート共重合体、エチレン‐ブチルアクリレート‐一酸化炭素共重合体、エチレン‐メチルメタクリレート共重合体、エチレン‐プロピレン共重合体、アクリロニトリル‐ブタジエン共重合体、ポリウレタン、塩素化ポリエチレン、塩素化ポリプロピレンなどが挙げられる。
これらは一種もしくは二種以上を使用することができる。
The polymer other than the vinyl chloride monomer or the copolymer other than the vinyl chloride monomer is not particularly limited as long as it is a graft polymer of vinyl chloride or a graft copolymer, and for example, an ethylene-vinyl acetate copolymer. ,
Ethylene-vinyl acetate-carbon monoxide copolymer, ethylene-ethyl acrylate copolymer, ethylene-butyl acrylate-carbon monoxide copolymer, ethylene-methyl methacrylate copolymer, ethylene-propylene copolymer, acrylonitrile-butadiene Copolymers, polyurethane, chlorinated polyethylene, chlorinated polypropylene and the like can be mentioned.
These can use 1 type, or 2 or more types.
前記ポリ塩化ビニル樹脂の平均重合度は特に限定されるものではないが、小さくなると成形体の機械的物性が低下し、大きくなると溶融粘度が高くなって溶融押出成形が困難になる。このため前記ポリ塩化ビニル樹脂の平均重合度は600〜1500の範囲であることが好ましい。 The average degree of polymerization of the polyvinyl chloride resin is not particularly limited. However, when it becomes smaller, the mechanical properties of the molded article are lowered, and when it becomes larger, the melt viscosity becomes higher and melt extrusion molding becomes difficult. For this reason, it is preferable that the average degree of polymerization of the said polyvinyl chloride resin is the range of 600-1500.
また前記塩素化ポリ塩化ビニル樹脂(CPVC)としては、例えば、先に説明したポリ塩化ビニル樹脂(PVC)を塩素化したもの等が挙げられる。
前記塩素化ポリ塩化ビニル樹脂の塩素含有量は少なくなると溶融押出成形が容易となり、多くなると耐熱性が向上することから60〜72重量%の範囲であることが好ましい。
Moreover, as said chlorinated polyvinyl chloride resin (CPVC), what chlorinated the polyvinyl chloride resin (PVC) demonstrated previously, etc. are mentioned, for example.
When the chlorine content of the chlorinated polyvinyl chloride resin is reduced, melt extrusion molding is facilitated. When the chlorine content is increased, the heat resistance is improved.
前記EPDMとしては、先の熱膨張性樹脂組成物の樹脂成分として使用するEPDMの場合と同様のものを使用することができる。 As said EPDM, the thing similar to the case of EPDM used as a resin component of the above-mentioned thermally expansible resin composition can be used.
前記熱可塑性樹脂組成物に含まれる樹脂成分に対し、先に説明した無機充填材、前記可塑剤を添加することにより、本発明に使用する熱可塑性樹脂組成物を得ることができる。 The thermoplastic resin composition used in the present invention can be obtained by adding the inorganic filler and the plasticizer described above to the resin component contained in the thermoplastic resin composition.
本発明に使用する熱可塑性樹脂組成物には、その物性を損なわない範囲で、必要に応じて、押出成形の際に一般に使用されている、熱安定剤、滑剤、加工助剤、熱分解型発泡剤、酸化防止剤、帯電防止剤、顔料等が添加されてもよい。
これらの具体例については先に例示したものと同様である。
In the thermoplastic resin composition used in the present invention, as long as the physical properties are not impaired, a heat stabilizer, a lubricant, a processing aid, and a thermal decomposition type, which are generally used in extrusion molding, if necessary. A foaming agent, an antioxidant, an antistatic agent, a pigment and the like may be added.
These specific examples are the same as those exemplified above.
[熱可塑性樹脂組成物の具体例]
本発明に使用される熱可塑性樹脂組成物の具体例は次の通りである。
(c)樹脂成分、および無機充填材からなる樹脂組成物
(d)樹脂成分、可塑剤および無機充填材からなる樹脂組成物
(e)上記(c)の樹脂組成物に対し、熱安定剤、滑剤、加工助剤、熱分解型発泡剤、酸化防止剤、帯電防止剤、顔料、架橋剤および架橋促進剤からなる群より選ばれる少なくとも一つを添加してなる樹脂組成物
(f)上記(d)の樹脂組成物に対し、熱安定剤、滑剤、加工助剤、熱分解型発泡剤、酸化防止剤、帯電防止剤、顔料、架橋剤および架橋促進剤からなる群より選ばれる少なくとも一つを添加してなる樹脂組成物
[Specific examples of thermoplastic resin composition]
Specific examples of the thermoplastic resin composition used in the present invention are as follows.
(C) Resin composition comprising a resin component and an inorganic filler (d) Resin composition comprising a resin component, a plasticizer and an inorganic filler (e) A thermal stabilizer for the resin composition of (c) above, Resin composition (f) formed by adding at least one selected from the group consisting of a lubricant, a processing aid, a thermal decomposable foaming agent, an antioxidant, an antistatic agent, a pigment, a crosslinking agent and a crosslinking accelerator (f) At least one selected from the group consisting of a thermal stabilizer, a lubricant, a processing aid, a pyrolytic foaming agent, an antioxidant, an antistatic agent, a pigment, a crosslinking agent, and a crosslinking accelerator for the resin composition of d). Resin composition comprising
前記熱可塑性樹脂組成物に使用する樹脂成分を選択することにより、本発明のサッシ用熱膨張性多層枠材に多様な機能を付与することができる。
本発明に使用する熱可塑性樹脂組成物は、樹脂成分として塩化ビニル樹脂、塩素化ポリ塩化ビニル樹脂、EPDM等の一種もしくは二種以上を選択することが好ましい。
樹脂成分として塩化ビニル樹脂、塩素化ポリ塩化ビニル樹脂、EPDM等の一種もしくは二種以上を選択した場合には、得られるサッシ用熱膨張性多層枠材は柔軟性、気密性、水密性、強度に優れる。
By selecting a resin component to be used for the thermoplastic resin composition, various functions can be imparted to the thermally expandable multilayer frame material for sash of the present invention.
In the thermoplastic resin composition used in the present invention, it is preferable to select one or more of vinyl chloride resin, chlorinated polyvinyl chloride resin, EPDM and the like as the resin component.
When one or more of vinyl chloride resin, chlorinated polyvinyl chloride resin, EPDM, etc. are selected as the resin component, the resulting thermally expandable multilayer frame material for sash is flexible, airtight, watertight, and strong. Excellent.
前記熱可塑性樹脂組成物に使用するポリ塩化ビニル樹脂組成物は従来公知であり、例えば日本工業規格(JIS)に規定されるものを使用することができる。
前記ポリ塩化ビニル樹脂組成物には、軟質ポリ塩化ビニル樹脂組成物と硬質ポリ塩化ビニル樹脂組成物がある。
また前記軟質ポリ塩化ビニル樹脂組成物としては、例えば日本工業規格に定める軟質ポリ塩化ビニルコンパウンド(JIS K6723)等を使用することができる。
前記硬質ポリ塩化ビニル樹脂組成物としては、例えば日本工業規格に定める無可塑ポリ塩化ビニル−成形用及び押出用材料(JIS K6740−1〜2)等を使用することができる。
The polyvinyl chloride resin composition used for the thermoplastic resin composition is conventionally known, and for example, those defined in the Japanese Industrial Standard (JIS) can be used.
The polyvinyl chloride resin composition includes a soft polyvinyl chloride resin composition and a hard polyvinyl chloride resin composition.
In addition, as the soft polyvinyl chloride resin composition, for example, a soft polyvinyl chloride compound (JIS K6723) defined in Japanese Industrial Standard can be used.
As the hard polyvinyl chloride resin composition, for example, non-plastic polyvinyl chloride-molding and extrusion materials (JIS K6740-1) defined in Japanese Industrial Standard can be used.
本発明に使用する樹脂組成物は、押出成形用に好ましく使用することができる。前記樹脂組成物を使用して、常法に従い、一軸押出機、二軸押出機等の押出機で130〜170℃で溶融させて共押出することにより熱膨張性樹脂組成物層と熱可塑性樹脂組成物層とを少なくとも含む多層構造の長尺のサッシ用熱膨張性多層枠材を得ることができる。
前記長尺のサッシ用熱膨張性多層枠材を用途に応じて適切な長さに切断することにより、本発明のサッシ用熱膨張性多層枠材が得られる。
The resin composition used in the present invention can be preferably used for extrusion molding. Using the resin composition, a heat-expandable resin composition layer and a thermoplastic resin are melted at 130 to 170 ° C. and coextruded by an extruder such as a single screw extruder or a twin screw extruder according to a conventional method. A thermally expandable multilayer frame material for a long sash having a multilayer structure including at least a composition layer can be obtained.
The thermally expandable multilayer frame material for sash of the present invention is obtained by cutting the long thermally expandable multilayer frame material for sash into an appropriate length according to the application.
本発明のサッシ用熱膨張性多層枠材は、窓用板材と組み合わせて使用することができる。前記窓用板材の外周に、前記サッシ用熱膨張性多層枠材を設置することにより耐火性サッシが得られる。
また本発明のサッシ用熱膨張性多層枠材は、不燃枠材と組み合わせて使用することもできる。
前記不燃枠材の素材としては、例えば、アルミニウム合金、ステンレス等の金属、ガラス、セラミック等の無機物等を挙げることができる。
前記サッシ用熱膨張性多層枠材と不燃枠材とは、例えば接着剤、両面粘着テープ等により互いに接着することができる。
また前記サッシ用熱膨張性多層枠材と不燃枠材とは、例えば互いにスライドできるスライドレール部とスライドレール受部とをそれぞれ前記サッシ用熱膨張性多層枠材と不燃枠材とに設置しておき、前記スライドレール部とスライドレール受部とを組み合わせること等により固定することができる。
前記サッシ用熱膨張性多層枠材、前記不燃枠材および前記窓用板材とを組み合わせることにより耐火性サッシを得ることができる。
The thermally expandable multilayer frame material for sash of the present invention can be used in combination with a window plate material. A refractory sash is obtained by installing the sash heat-expandable multilayer frame material on the outer periphery of the window plate.
The thermally expandable multilayer frame material for sash of the present invention can also be used in combination with a non-combustible frame material.
Examples of the non-combustible frame material include metals such as aluminum alloy and stainless steel, inorganic materials such as glass and ceramics, and the like.
The thermally expandable multilayer frame material for sash and the non-combustible frame material can be bonded to each other with, for example, an adhesive or a double-sided adhesive tape.
The sash heat-expandable multi-layer frame material and the non-combustible frame material include, for example, a slide rail portion and a slide rail receiving portion that are slidable with each other on the sash heat-expandable multi-layer frame material and the non-combustible frame material, respectively. In addition, it can be fixed by combining the slide rail portion and the slide rail receiving portion.
A fireproof sash can be obtained by combining the thermally expandable multilayer frame material for sash, the non-combustible frame material, and the window plate material.
以下に図面を参照しつつ実施例により本発明を詳細に説明する。なお本発明はこれらの実施例により何ら限定されるものではない。 Hereinafter, the present invention will be described in detail with reference to the drawings. In addition, this invention is not limited at all by these Examples.
[サッシ用熱膨張性多層枠材100の構造]
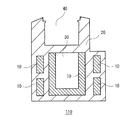
図1は実施例1に係るサッシ用熱膨張性多層枠材を説明するための模式断面図であり、実施例1に係るサッシ用熱膨張性多層枠材の長手方向に対する垂直面を基準とする断面形状を示したものである。図2は実施例1に係るサッシ用熱膨張性多層枠材を説明するための模式部分斜視図である。
図1に示される実施例1に係るサッシ用熱膨張性多層枠材100は、熱膨張性樹脂組成物層11と、熱可塑性樹脂組成物層21とを有する。また窓用板材支持部40を有する。
また実施例1に係るサッシ用熱膨張性多層枠材100は、長手方向に空洞30〜32を有する。図1に示される様に、本発明に使用するサッシ用熱膨張性多層枠材は一または二以上の空洞を有する。実施例1に係るサッシ用熱膨張性多層枠材100は複数の空洞30〜32を有するが、これらの空洞30〜32を設置することにより、前記サッシ用熱膨張性多層枠材100の重量を軽減できることに加え、前記サッシ用熱膨張性多層枠材100に振動吸収機能、断熱機能等も与えることができる。
[Structure of thermally expandable
FIG. 1 is a schematic cross-sectional view for explaining a thermally expandable multilayer frame material for a sash according to a first embodiment, based on a plane perpendicular to the longitudinal direction of the thermally expandable multilayer frame material for a sash according to the first embodiment. A cross-sectional shape is shown. FIG. 2 is a schematic partial perspective view for explaining the thermally expandable multilayer frame material for a sash according to the first embodiment.
A sash heat-expandable
Moreover, the thermally expandable
また前記空洞30の内壁面に前記熱膨張性樹脂組成物層10を設置することにより、前記サッシ用熱膨張性多層枠材100が火災等の熱にさらされた際に、前記熱膨張性樹脂組成物層10から膨張残渣が円滑に形成される。これにより前記サッシ用熱膨張性多層枠材100の耐火性を向上させることができる。
Further, by installing the thermally expandable
従来のサッシ用枠材の場合は、耐火性を高めるためにはその内部に熱膨張性耐火材料等を挿入等する必要があった。
これに対し実施例1に係るサッシ用熱膨張性多層枠材100の場合は、同時共押出により成形することができるため、成形と同時に前記サッシ用熱膨張性多層枠材100に前記熱膨張性樹脂組成物層10を設置することができる。このため単位時間当たりの生産性に優れる。
In the case of a conventional sash frame material, it has been necessary to insert a thermally expandable refractory material or the like into the sash frame material.
On the other hand, in the case of the thermally expandable
[サッシ用熱膨張性多層枠材100の製造例]
表1に示した所定量の塩素化塩化ビニル樹脂(徳山積水社製、「HA−53K」重合度1000、塩素含有量67.3重量%、以下「CPVC−1」と言う。)、塩化ビニル樹脂(徳山積水社製「TS−1000R」、重合度1000、以下「PVC」と言う。)、熱膨張性黒鉛(東ソ一社製「GREP−EG」)、炭酸カルシウム(白石カウシウム社製「ホワイトンBF300」)、ジイソデシルフタレート(ジェイ・プラス社製「DID P」、以下「DIDP」と言う。)、Ca−Zn複合安定剤(水沢化学社製「NT−231」)、ステアリン酸カルシウム(堺化学社製「SC−100」)、塩素化ポリエチレン(威海金弘社製「135A」)およびポリメチルメタクリレート(三菱レーヨン社製「P−530A」)からなる塩素化ポリ塩化ビニル含有熱膨張性樹脂組成物(前記熱膨張性樹脂組成物層10に対応する。)、ならびに、
PVC、炭酸カルシウム(白石カルシウム社製「ホワイトンBF300」)、ジイソデシルフタレート(「DIDP」)、Ca−Zn複合安定剤(水沢化学社製「NT−231」)、ステアリン酸カルシウム(堺化学社製「SC−100」)、塩素化ポリエチレン(威海金弘社製「135A」)およびポリメチルメタクリレート(三菱レーヨン社製「P−530A」)からなるポリ塩化ビニル樹脂組成物(前記熱可塑性樹脂組成物層20に対応する。)を一軸押出機(池貝機販社製、65mm押出機)に供給し、150tで同時共押出を行うことにより、図1に示される断面形状の長尺異型成形体を1m/hrの速度で同時共押出成形することができる。
前記押出機および金型を観察し、樹脂組成物の付着が観察された場合を×、樹脂組成物の付着が観察されなかった場合を○として表1に結果を記載した。
得られる長尺異型成形体を、前記長尺異型成形体の長手方向に対して垂直方向に切断することにより、実施例1に係るサッシ用熱膨張性多層枠材100が得られる。このサッシ用熱膨張性多層枠材100は外観に優れる。
[Production Example of Thermally Expandable
A predetermined amount of chlorinated vinyl chloride resin shown in Table 1 (manufactured by Tokuyama Sekisui Co., Ltd., “HA-53K” polymerization degree 1000, chlorine content 67.3 wt%, hereinafter referred to as “CPVC-1”), vinyl chloride Resin (“TS-1000R” manufactured by Tokuyama Sekisui Co., Ltd., polymerization degree 1000, hereinafter referred to as “PVC”), thermal expansive graphite (“GREP-EG” manufactured by Tosohichi Co., Ltd.), calcium carbonate (manufactured by Shiroishi Kausium “ Whiten BF300 "), diisodecyl phthalate (" DIDP "manufactured by J. Plus, hereinafter referred to as" DIDP "), Ca-Zn composite stabilizer (" NT-231 "manufactured by Mizusawa Chemical), calcium stearate (カ ル シ ウ ム"SC-100" manufactured by Kagaku Co., Ltd., chlorinated polyethylene ("135A" manufactured by Weihai Kinhiro Co., Ltd.) and polymethyl methacrylate ("P-530A" manufactured by Mitsubishi Rayon Co., Ltd.) A vinyl chloride-containing thermally expandable resin composition (corresponding to the thermally expandable resin composition layer 10), and
PVC, calcium carbonate (“Whiteon BF300” manufactured by Shiraishi Calcium Co., Ltd.), diisodecyl phthalate (“DIDP”), Ca—Zn composite stabilizer (“NT-231” manufactured by Mizusawa Chemical Co., Ltd.), calcium stearate (manufactured by Sakai Chemical Co., Ltd. SC-100 "), a chlorinated polyethylene (" 135A "manufactured by Weihai Kinhiro Co., Ltd.) and a polymethyl methacrylate (" P-530A "manufactured by Mitsubishi Rayon Co., Ltd.)) (the thermoplastic resin composition layer 20). 1) is supplied to a single screw extruder (Ikegai Machine Sales Co., Ltd., 65 mm extruder), and co-extrusion is performed at 150 tons, and the long profile molded body having a cross-sectional shape shown in FIG. 1 is 1 m / hr. Can be co-extruded at a speed of
The results are shown in Table 1, where the extruder and the mold were observed, and the case where adhesion of the resin composition was observed was marked as x, and the case where adhesion of the resin composition was not observed was marked as ◯.
By cutting the obtained long-shaped molded body in a direction perpendicular to the longitudinal direction of the long-shaped molded body, the thermally expandable
[サッシ用熱膨張性多層枠材110の構造]
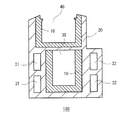
図3は実施例2に係るサッシ用熱膨張性多層枠材を説明するための模式断面図である。
実施例2に係るサッシ用熱膨張性多層枠材110は、実施例1に係るサッシ用熱膨張性多層枠材100の変形例である。
実施例1に係るサッシ用熱膨張性多層枠材100の場合は、一つの空洞30の内壁面の一部が前記熱膨張性樹脂組成物層10により形成されていた。
これに対し実施例2に係るサッシ用熱膨張性多層枠材110は、図3の上下方向を基準として、前記サッシ用熱膨張性多層枠材110の複数の空洞30〜32の内壁面の全部が前記熱膨張性樹脂組成物層10により形成されている。
[Structure of thermally expandable
FIG. 3 is a schematic cross-sectional view for explaining the thermally expandable multilayer frame material for a sash according to the second embodiment.
The sash heat-expandable
In the case of the thermally expandable
On the other hand, the thermally expandable
また実施例2に係るサッシ用熱膨張性多層枠材110は窓用板材支持部40を有する。この窓用板材支持部40に後述する窓用板材を設置することにより、サッシを形成することが可能である。
Further, the thermally expandable
前記窓用板材支持部40に対して窓用板材を設置した際の前記窓用板材の水平方向を基準として、前記サッシ用熱膨張性多層枠材110の空洞30〜32の内壁面が、前記熱膨張性樹脂組成物層10により隙間なく覆われている。
With reference to the horizontal direction of the window plate when the window plate is installed with respect to the
従来のサッシ用枠材の場合は、耐火性を高めるためにはその内部に熱膨張性耐火材料等を挿入等する必要があったが、従来のサッシ用枠材の内部の空洞の位置によっては熱膨張性耐火材料等を挿入等することが困難になる場合があった。
これに対し、実施例2に係るサッシ用熱膨張性多層枠材110の場合は、前記サッシ用熱膨張性多層枠材110の断面の任意の位置に前記熱膨張性樹脂組成物層10を設置することができる。
このため従来のサッシ用枠材と比較して、簡単に前記サッシ用熱膨張性多層枠材110の耐火性を高めることができる。
In the case of the conventional sash frame material, in order to increase the fire resistance, it was necessary to insert a thermally expandable refractory material etc. into the inside, but depending on the position of the cavity inside the conventional sash frame material It may be difficult to insert a thermally expandable refractory material or the like.
On the other hand, in the case of the thermally expandable
For this reason, compared with the conventional sash frame material, the fire resistance of the thermally expandable
[サッシ用熱膨張性多層枠材110の製造例]
実施例2に係るサッシ用熱膨張性多層枠材110は、実施例1の場合と同様の同時共押出成形により製造することができる。具体的な配合例は表1に示す通りである。
前記同時共押出成形により得られた前記サッシ用熱膨張性多層枠材110は外観に優れる。
[Production Example of Thermally Expandable
The thermally expandable
The sash heat-expandable
[サッシ用熱膨張性多層枠材120の構造]
図4は実施例3に係るサッシ用熱膨張性多層枠材を説明するための模式断面図である。
実施例3に係るサッシ用熱膨張性多層枠材120は、実施例1に係るサッシ用熱膨張性多層枠材100の変形例である。
実施例1に係るサッシ用熱膨張性多層枠材100の場合は、一つの空洞30の内壁面の一部が前記熱膨張性樹脂組成物層10により形成されていた。
これに対し実施例3に係るサッシ用熱膨張性多層枠材120は、窓用板材支持部40の内壁面の全部が前記熱膨張性樹脂組成物層10により形成されている。
[Structure of thermally expandable
FIG. 4 is a schematic cross-sectional view for explaining the thermally expandable multilayer frame material for sash according to the third embodiment.
The sash thermally expandable
In the case of the thermally expandable
On the other hand, in the thermally expandable
従来のサッシ用枠材の場合は、耐火性を高めるためにはその内部に熱膨張性耐火材料等を挿入等する必要があったが、従来のサッシ用枠材の内部の空洞の位置によっては熱膨張性耐火材料等を挿入等することが困難になる場合があった。
これに対し、実施例3に係るサッシ用熱膨張性多層枠材120の場合は、前記サッシ用熱膨張性多層枠材120の断面の任意の位置に前記熱膨張性樹脂組成物層10を設置することができる。
このため従来のサッシ用枠材と比較して、簡単に前記サッシ用熱膨張性多層枠材120の窓用板材支持部40の耐火性を高めることができる。
In the case of the conventional sash frame material, in order to increase the fire resistance, it was necessary to insert a thermally expandable refractory material etc. into the inside, but depending on the position of the cavity inside the conventional sash frame material It may be difficult to insert a thermally expandable refractory material or the like.
In contrast, in the case of the thermally expandable
For this reason, compared with the conventional sash frame material, the fire resistance of the window plate
[サッシ用熱膨張性多層枠材120の製造例]
実施例3に係るサッシ用熱膨張性多層枠材120は、実施例1の場合と同様の同時共押出成形により製造することができる。具体的な配合例は表1に示す通りである。
前記同時共押出成形により得られた前記サッシ用熱膨張性多層枠材120は外観に優れる。
[Example of production of thermally expandable
The sash thermally expandable
The thermally expandable
[サッシ用熱膨張性多層枠材130の構造]
図5は実施例4に係るサッシ用熱膨張性多層枠材を説明するための模式断面図である。
実施例4に係るサッシ用熱膨張性多層枠材130は、実施例1に係るサッシ用熱膨張性多層枠材100の変形例である。
実施例1に係るサッシ用熱膨張性多層枠材100の場合は、一つの空洞30の内壁面の一部が前記熱膨張性樹脂組成物層10により形成されていた。
これに対し実施例4に係るサッシ用熱膨張性多層枠材130は、一つの空洞30の内壁面の一部を前記熱膨張性樹脂組成物層10により形成したことに加え、窓用板材支持部40の内壁面の全部が前記熱膨張性樹脂組成物層10により形成されている。
[Structure of thermally expandable
FIG. 5 is a schematic cross-sectional view for explaining the thermally expandable multilayer frame material for sash according to the fourth embodiment.
The sash heat-expandable
In the case of the thermally expandable
On the other hand, in the thermally expandable
従来のサッシ用枠材の場合は、耐火性を高めるためにはその内部に熱膨張性耐火材料等を挿入等する必要があったが、従来のサッシ用枠材の内部の空洞の位置によっては熱膨張性耐火材料等を挿入等することが困難になる場合があった。
これに対し、実施例4に係るサッシ用熱膨張性多層枠材130の場合は、前記サッシ用熱膨張性多層枠材130の断面の任意の位置に前記熱膨張性樹脂組成物層10を設置することができる。
このため従来のサッシ用枠材と比較して、簡単に前記サッシ用熱膨張性多層枠材130の窓用板材支持部40の耐火性を高めることができる。
In the case of the conventional sash frame material, in order to increase the fire resistance, it was necessary to insert a thermally expandable refractory material etc. into the inside, but depending on the position of the cavity inside the conventional sash frame material It may be difficult to insert a thermally expandable refractory material or the like.
On the other hand, in the case of the thermally expandable multilayer frame material for
For this reason, compared with the conventional sash frame material, the fire resistance of the window plate
[サッシ用熱膨張性多層枠材130の製造例]
実施例4に係るサッシ用熱膨張性多層枠材130は、実施例1の場合と同様の同時共押出成形により製造することができる。具体的な配合例は表1に示す通りである。
前記同時共押出成形により得られた前記サッシ用熱膨張性多層枠材130は外観に優れる。
[Production example of thermally expandable
The sash thermally expandable
The sash heat-expandable
[サッシ用熱膨張性多層枠材140の構造]
図6は実施例5に係るサッシ用熱膨張性多層枠材を説明するための模式断面図である。
実施例5に係るサッシ用熱膨張性多層枠材140は、実施例3に係るサッシ用熱膨張性多層枠材120の変形例である。
実施例3に係るサッシ用熱膨張性多層枠材120の場合は、窓用板材支持部40の内壁面の全部が前記熱膨張性樹脂組成物層10により形成されていた。
これに対し、実施例5に係るサッシ用熱膨張性多層枠材140は、開口部41を有していて、前記開口部41の内壁面の一部が前記熱膨張性樹脂組成物層10により形成されている。
この開口部41を窓用レール等に設置することができる。
[Structure of thermally expandable
6 is a schematic cross-sectional view for explaining a thermally expandable multilayer frame material for a sash according to a fifth embodiment.
The sash heat-expandable
In the case of the thermally expandable
In contrast, the thermally expandable
This
従来のサッシ用枠材の場合は、耐火性を高めるためにはその内部に熱膨張性耐火材料等を挿入等する必要があったが、従来のサッシ用枠材の内部の空洞の位置によっては熱膨張性耐火材料等を挿入等することが困難になる場合があった。
これに対し、実施例5に係るサッシ用熱膨張性多層枠材140の場合は、前記サッシ用熱膨張性多層枠材140の断面の任意の位置に前記熱膨張性樹脂組成物層10を設置することができる。
このため従来のサッシ用枠材と比較して、簡単に前記サッシ用熱膨張性多層枠材140の窓用板材支持部40および開口部41の耐火性を高めることができる。
In the case of the conventional sash frame material, in order to increase the fire resistance, it was necessary to insert a thermally expandable refractory material etc. into the inside, but depending on the position of the cavity inside the conventional sash frame material It may be difficult to insert a thermally expandable refractory material or the like.
On the other hand, in the case of the thermally expandable
For this reason, compared with the conventional sash frame material, the fire resistance of the window plate
[サッシ用熱膨張性多層枠材140の製造例]
実施例5に係るサッシ用熱膨張性多層枠材140は、実施例3の場合と同様の同時共押出成形により製造することができる。具体的な配合例は表1に示す通りである。
前記同時共押出成形により得られた前記サッシ用熱膨張性多層枠材140は外観に優れる。
[Production example of thermally expandable
The sash heat-expandable
The sash heat-expandable
実施例6は実施例1の変形例である。
図7は実施例6に係るサッシ用熱膨張性多層枠材を説明するための模式断面図である。
実施例1に係るサッシ用熱膨張性多層枠材100は、前記熱膨張性樹脂組成物層11が塩素化ポリ塩化ビニル含有熱膨張性樹脂組成物により形成され、前記熱可塑性樹脂組成物層21がポリ塩化ビニル樹脂組成物により形成されていた。
これに対し、実施例6に係るサッシ用熱膨張性多層枠材150は、前記熱膨張性樹脂組成物層11がEPDM樹脂組成物により形成され、前記熱可塑性樹脂組成物層21がEPDM含有熱膨張性樹脂組成物により形成されている点が異なる。
実施例6に使用できる配合例を表2に示す。実施例1の場合と同様、表2における配合により、実施例6に係るサッシ用熱膨張性多層枠材150を得ることができる。
The sixth embodiment is a modification of the first embodiment.
FIG. 7 is a schematic cross-sectional view for explaining the thermally expandable multilayer frame material for sash according to the sixth embodiment.
In the thermally expandable
In contrast, in the thermally expandable
Table 2 shows formulation examples that can be used in Example 6. As in Example 1, the thermally expandable
[比較例1および2]
表1に示す配合により、実施例1の場合と同様に成形を試みた。ポリリン酸アンモニウムはクラリアントジャパン社製「AP422」を使用した。
比較例1および2のいずれの場合も押出機のスクリューおよび金型に樹脂組成物の付着が観察された。
[Comparative Examples 1 and 2]
With the formulation shown in Table 1, molding was attempted in the same manner as in Example 1. For the ammonium polyphosphate, “AP422” manufactured by Clariant Japan was used.
In both cases of Comparative Examples 1 and 2, adhesion of the resin composition to the screw and mold of the extruder was observed.
[サッシ用熱膨張性多層枠材100の応用例]
図8は実施例1により得られたサッシ用熱膨張性多層枠材100の応用例を説明するための模式正面図であり、図9は実施例1により得られたサッシ用熱膨張性多層枠材100の応用例を説明するための模式断面図である。
実施例7では、窓用板材50として、窓用ガラスが使用されている。
本発明に使用される窓用板材50は、耐火性を有するものが好ましい。
また前記窓用板材50の外周を覆うように硬質ポリ塩化ビニル製のグレージングチャンネル60が設置されていて、さらに前記グレージングチャンネル60の外周には保護材51が設置されている。
また前記サッシ用熱膨張性多層枠材100の窓用板材支持部40に前記グレージングチャンネル60を介して前記窓用板材50が挿入されている。
[Application example of thermally expandable
FIG. 8 is a schematic front view for explaining an application example of the thermally expandable
In the seventh embodiment, window glass is used as the
The
A
The
なお前記グレージングチャンネル60は、その本体部分と、前記本体部分の端部に形成された突起部分とを、異なる材料を用いた同時共押出により成形することもできる。
前記本体部分と、前記グレージングチャンネル60の長手方向に対する垂直面を基準とした断面から観察した前記突起部分との接合面の境界線は、折線および曲線の少なくとも一方を含むことが好ましい。
前記境界線が折線および曲線の少なくとも一方を含む場合は、前記境界線が直線である場合と比較して前記本体部分と前記突起部分との接合面積が増えることから、前記本体部分と前記突起部分の境界面の剥離を軽減することができる。
In addition, the said
It is preferable that a boundary line of a joint surface between the main body portion and the projection portion observed from a cross section with respect to a vertical plane with respect to the longitudinal direction of the
When the boundary line includes at least one of a broken line and a curved line, the bonding area between the main body portion and the protruding portion increases as compared with the case where the boundary line is a straight line. It is possible to reduce peeling of the boundary surface.
前記グレージングチャンネル60は、その本体部分と、前記本体部分の端部に形成された突起部分とをそれぞれ前記熱膨張性樹脂組成物と熱可塑性樹脂組成物とを用いた同時共押出により成形することが好ましい。
The
図8に示される様に、耐火性サッシ160は、前記サッシ用熱膨張性多層枠材100と前記窓用板材50とを組み合わせて得られる。
図8に示される様に、実施例1により得られた横2本、縦2本、合計4本のサッシ用熱膨張性多層枠材100が前記窓用板材50の外周にそれぞれ設置されている。
As shown in FIG. 8, the fire-
As shown in FIG. 8, a total of four sash heat-expandable
前記窓用板材50の垂直方向から観察した場合、前記板材50と平行な面を基準として前記板材50の周囲を前記熱膨張性樹脂組成物層10が前記空洞30の内部を隙間なく覆っている。
このため、前記サッシ用熱膨張性多層枠材100を使用した耐火性サッシ160が火災等の熱にさらされた場合、前記窓用板材50の周囲と前記サッシ用熱膨張性多層枠材100との間に前記熱膨張性樹脂組成物層10による膨張残渣が形成される。
この膨張残渣が前記板材50を支持することから、前記窓用板材50、前記前記サッシ用熱膨張性多層枠材100、前記前記サッシ用熱膨張性多層枠材100が設置されている壁、ならびに前記膨張残渣が一体となって前記火災等の炎、煙を遮断することができる。
このため、前記サッシ用熱膨張性多層枠材100を使用した耐火性サッシ160は耐火性に優れる。
When observed from the vertical direction of the
For this reason, when the
Since the expansion residue supports the
For this reason, the fire-
[サッシ用熱膨張性多層枠材170とその応用例]
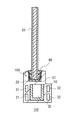
図10は実施例8に使用するサッシ用熱膨張性多層枠材170を説明するための模式斜視図である。
図10に示される様に、サッシ用熱膨張性多層枠材500は、前記サッシ用熱膨張性多層枠材170と、不燃枠材300とを組み合わされてなる。
実施例8に使用した前記不燃枠材300は、内部に空洞を有するアルミニウム合金からなる。また前記サッシ用熱膨張性多層枠材170は前記不燃枠材300と接する面が前記熱膨張性樹脂組成物層10により形成されている。また前記熱膨張性樹脂組成物層10と熱可塑性樹脂組成物層20とが同時共押出により形成されていて、内部に空洞30および31を有する。
実施例8に使用できる配合例は表1に示した実施例1の場合と同様であり、実施例8に使用するサッシ用熱膨張性多層枠材170を得ることができる。
[Thermal expansion
FIG. 10 is a schematic perspective view for explaining a sash heat-expandable
As shown in FIG. 10, the sash heat-expandable
The
Formulation examples that can be used in Example 8 are the same as those in Example 1 shown in Table 1, and the thermally expandable
前記不燃枠材300と前記サッシ用熱膨張性多層枠材170とは互いにスライドできるスライドレール部とスライドレール受部とがそれぞれ設置されている。
前記スライドレール部とスライドレール受部とを組み合わせることにより、前記不燃枠材300と前記サッシ用熱膨張性多層枠材170とを互いに固定することができる。
The
By combining the slide rail portion and the slide rail receiving portion, the
図11は、実施例8に係る耐火性サッシを説明するための模式断面図である。
図11に示される様に、前記サッシ用熱膨張性多層枠材170、前記不燃枠材300、およびガラスパネル200を組み合わせることにより耐火性サッシ600が得られる。
前記耐火性サッシ600が外壁に組み込まれる場合には、通常は前記サッシ用熱膨張性多層枠材170は室内側に、前記不燃枠材300は室外側に設置される。
FIG. 11 is a schematic cross-sectional view for explaining the fireproof sash according to the eighth embodiment.
As shown in FIG. 11, a
When the
前記耐火性サッシ600が火災等の熱にさらされた場合には、前記サッシ用熱膨張性多層枠材170に含まれる前記熱膨張性樹脂組成物層10が膨張して膨張残渣を形成する。この膨張残渣が前記ガラスパネル200および前記不燃枠材300との隙間を閉塞するため、火災等の炎を遮断することができることから、前記耐火性サッシ600は耐火性に優れる。
When the
本発明に係るサッシ用熱膨張性多層枠材は、希望する任意の位置に熱膨張性樹脂組成物層を配置することができることから、建築材の耐火性を容易に高めることができることに加え、使用する熱可塑性樹脂組成物層の機能を活かして様々な機能を付加することもできる。本発明に係るサッシ用熱膨張性多層枠材は、耐火性の要求される建築用途、船舶用途等の窓用の建材として広く活用することができる。 Since the thermally expandable multilayer frame material for sash according to the present invention can arrange the thermally expandable resin composition layer at any desired position, in addition to being able to easily increase the fire resistance of the building material, Various functions can be added by utilizing the function of the thermoplastic resin composition layer to be used. The thermally expandable multilayer frame material for a sash according to the present invention can be widely used as a building material for windows for use in buildings, ships and the like that require fire resistance.
10、11 熱膨張性樹脂組成物層
20、21 熱可塑性樹脂組成物層
30〜32 空洞
40 窓用板材支持部
41 開口部
50 窓用板材
51 保護材
60 グレージングチャンネル
100、110、120、130、140、150、170、500 サッシ用熱膨張性多層枠材
160、600 耐火性サッシ
200 ガラスパネル
300 不燃枠材
DESCRIPTION OF
Claims (9)
前記熱膨張性樹脂組成物層を形成する熱膨張性樹脂組成物が、樹脂成分100重量部、熱膨張性黒鉛3〜300重量部、無機充填材3〜200重量部および可塑剤20〜200重量部からなり、
前記熱膨張性樹脂組成物に含まれる樹脂成分が、塩素含有量が60〜72重量%の範囲である塩素化ポリ塩化ビニル樹脂およびEPDMの少なくとも一方からなり、
前記熱膨張性樹脂組成物層と前記熱可塑性樹脂組成物層とが、それぞれ前記熱膨張性樹脂組成物と熱可塑性樹脂組成物とを用いた同時共押出により成形されてなる、サッシ用熱膨張性多層枠材。 It consists of two or more resin composition layers including at least a thermally expandable resin composition layer and a thermoplastic resin composition layer,
The thermally expandable resin composition forming the thermally expandable resin composition layer comprises 100 parts by weight of a resin component, 3 to 300 parts by weight of thermally expandable graphite, 3 to 200 parts by weight of an inorganic filler, and 20 to 200 parts by weight of a plasticizer. Consists of parts
The resin component contained in the thermally expandable resin composition comprises at least one of a chlorinated polyvinyl chloride resin and EPDM having a chlorine content in the range of 60 to 72% by weight,
The thermal expansion for a sash, wherein the thermal expansion resin composition layer and the thermoplastic resin composition layer are formed by co-extrusion using the thermal expansion resin composition and the thermoplastic resin composition, respectively. Multilayer frame material.
前記空洞の内壁面の一部または全部が、前記熱膨張性樹脂組成物層により形成されている、請求項3に記載のサッシ用熱膨張性多層枠材。 The thermally expandable multilayer frame material for sash has a cavity in the longitudinal direction,
The thermally expandable multilayer frame material for a sash according to claim 3, wherein a part or all of the inner wall surface of the cavity is formed by the thermally expandable resin composition layer.
前記サッシ用熱膨張性多層枠材の外壁面の一部または全部が、前記熱膨張性樹脂組成物層により形成されている、請求項3または4に記載のサッシ用熱膨張性多層枠材。 The thermally expandable multilayer frame material for sash has a cavity in the longitudinal direction,
The thermally expandable multilayer frame material for sash according to claim 3 or 4, wherein a part or all of the outer wall surface of the thermally expandable multilayer frame material for sash is formed of the thermally expandable resin composition layer.
前記窓用板材支持部の内壁面の一部または全部が、前記熱膨張性樹脂組成物層により形成されている、請求項3〜5のいずれかに記載のサッシ用熱膨張性多層枠材。 The sash heat-expandable multilayer frame material has a window plate material support,
The thermally expandable multilayer frame material for sash according to any one of claims 3 to 5, wherein a part or all of an inner wall surface of the window plate support portion is formed of the thermally expandable resin composition layer.
前記窓用板材の外周に、前記サッシ用熱膨張性多層枠材を備えた、耐火性サッシ。 It has the thermally expansible multilayer frame material for sashes in any one of Claims 1-6, and the board | plate material for windows,
A fireproof sash comprising the thermally expandable multilayer frame material for a sash on an outer periphery of the window plate.
前記窓用板材の外周に、前記不燃枠材を備え、
前記サッシ用熱膨張性多層枠材と、前記不燃枠材とが、互いに接着された、耐火性サッシ。 A thermally expandable multilayer frame material for a sash according to any one of claims 1 to 6, an incombustible frame material, and a window plate material,
On the outer periphery of the window plate material, the non-combustible frame material is provided,
A fire-resistant sash in which the thermally expandable multilayer frame material for sash and the non-combustible frame material are bonded to each other.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012261777A JP5961101B2 (en) | 2011-11-29 | 2012-11-29 | Thermally expandable multilayer frame material for sashes |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011259719 | 2011-11-29 | ||
| JP2011259719 | 2011-11-29 | ||
| JP2012261777A JP5961101B2 (en) | 2011-11-29 | 2012-11-29 | Thermally expandable multilayer frame material for sashes |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2013136939A JP2013136939A (en) | 2013-07-11 |
| JP2013136939A5 JP2013136939A5 (en) | 2015-09-10 |
| JP5961101B2 true JP5961101B2 (en) | 2016-08-02 |
Family
ID=48912854
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012261777A Active JP5961101B2 (en) | 2011-11-29 | 2012-11-29 | Thermally expandable multilayer frame material for sashes |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5961101B2 (en) |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9045904B2 (en) * | 2012-11-16 | 2015-06-02 | Firestone Building Products Co., LLC | Thermoplastic membranes containing expandable graphite |
| KR101580874B1 (en) * | 2014-03-13 | 2015-12-29 | (주)동양윈텍 | Window System |
| JP6415177B2 (en) * | 2014-08-19 | 2018-10-31 | 積水化学北海道株式会社 | Method for producing synthetic resin molding |
| CN106604972A (en) * | 2014-08-27 | 2017-04-26 | 积水化学工业株式会社 | Thermally expandable fire resistant resin composition |
| AU2015309842A1 (en) | 2014-08-27 | 2017-03-09 | Sekisui Chemical Co., Ltd. | Resin composition |
| JP6875139B2 (en) * | 2016-02-02 | 2021-05-19 | 積水化学工業株式会社 | Refractory resin composition |
| JP6159463B1 (en) * | 2016-02-02 | 2017-07-05 | 積水化学工業株式会社 | Fireproof resin composition |
| JP6386600B2 (en) * | 2016-02-02 | 2018-09-05 | 積水化学工業株式会社 | Fireproof resin composition |
| JP6715115B2 (en) * | 2016-07-12 | 2020-07-01 | Ykk Ap株式会社 | Joinery frame and joinery |
| JP6787743B2 (en) * | 2016-10-13 | 2020-11-18 | 株式会社エクセルシャノン | Manufacturing method of resin sash |
| WO2018212337A1 (en) * | 2017-05-18 | 2018-11-22 | 積水化学工業株式会社 | Thermally expandable resin composition, and multilayer fire-resistant molded article for use as building material |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11216765A (en) * | 1998-02-03 | 1999-08-10 | Sekisui Chem Co Ltd | Manufacture of fire resistant rubber molding |
| JP3688508B2 (en) * | 1998-04-22 | 2005-08-31 | 積水化学工業株式会社 | Fireproof multilayer sheet |
| JP2001105467A (en) * | 1999-10-08 | 2001-04-17 | Sanyo Electric Co Ltd | Resin material for extrusion molding and extrusion molded product |
| JP4691324B2 (en) * | 2003-05-26 | 2011-06-01 | 積水化学工業株式会社 | Fireproof resin sash |
| JP2011036290A (en) * | 2009-08-06 | 2011-02-24 | Sekisui Chem Co Ltd | Fireproof compartment penetrating part structure |
| JP5481420B2 (en) * | 2011-03-28 | 2014-04-23 | ビニフレーム工業株式会社 | Airtight material for sash and manufacturing method thereof |
-
2012
- 2012-11-29 JP JP2012261777A patent/JP5961101B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2013136939A (en) | 2013-07-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5961101B2 (en) | Thermally expandable multilayer frame material for sashes | |
| JP5347103B1 (en) | Thermal expansion multilayer packing for building materials | |
| JP6539327B2 (en) | Thermally expandable refractory resin composition | |
| JP7130082B2 (en) | resin composition | |
| JP6168516B2 (en) | Thermally expandable packing for building materials | |
| JP2016223168A (en) | Multi-layered thermal expansion packing for building material | |
| JP6408976B2 (en) | Thermal expansion multilayer packing for building materials | |
| JP2018059079A (en) | Heat expansible resin composition and multilayer fire-resistant molding | |
| JP2018071288A (en) | Airtight material | |
| WO2018212337A1 (en) | Thermally expandable resin composition, and multilayer fire-resistant molded article for use as building material | |
| JP6564178B2 (en) | Thermal expansion multilayer packing for building materials |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20130729 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20130729 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150724 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20150724 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20160421 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20160601 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20160624 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5961101 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |