JP5883555B2 - 縦通材の遷移及び縦通材の遷移を用いた複合部品の製造方法 - Google Patents
縦通材の遷移及び縦通材の遷移を用いた複合部品の製造方法 Download PDFInfo
- Publication number
- JP5883555B2 JP5883555B2 JP2010121142A JP2010121142A JP5883555B2 JP 5883555 B2 JP5883555 B2 JP 5883555B2 JP 2010121142 A JP2010121142 A JP 2010121142A JP 2010121142 A JP2010121142 A JP 2010121142A JP 5883555 B2 JP5883555 B2 JP 5883555B2
- Authority
- JP
- Japan
- Prior art keywords
- ply
- laminate
- base
- web
- angle
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 230000007704 transition Effects 0.000 title claims description 248
- 239000002131 composite material Substances 0.000 title description 28
- 239000000463 material Substances 0.000 title description 14
- 238000004519 manufacturing process Methods 0.000 title description 12
- 238000000034 method Methods 0.000 claims description 60
- 238000013517 stratification Methods 0.000 claims description 45
- 235000012149 noodles Nutrition 0.000 claims description 32
- 230000004044 response Effects 0.000 claims description 10
- 230000000295 complement effect Effects 0.000 claims description 3
- 239000000835 fiber Substances 0.000 description 18
- 238000005452 bending Methods 0.000 description 10
- 230000003247 decreasing effect Effects 0.000 description 6
- 230000006870 function Effects 0.000 description 6
- 239000006260 foam Substances 0.000 description 5
- 238000010586 diagram Methods 0.000 description 4
- 239000000446 fuel Substances 0.000 description 4
- 230000008859 change Effects 0.000 description 3
- 239000000945 filler Substances 0.000 description 3
- 230000008569 process Effects 0.000 description 3
- 230000000087 stabilizing effect Effects 0.000 description 3
- 238000013022 venting Methods 0.000 description 3
- 238000010276 construction Methods 0.000 description 2
- 230000008878 coupling Effects 0.000 description 2
- 238000010168 coupling process Methods 0.000 description 2
- 238000005859 coupling reaction Methods 0.000 description 2
- 238000007599 discharging Methods 0.000 description 2
- 238000005553 drilling Methods 0.000 description 2
- 230000007613 environmental effect Effects 0.000 description 2
- 239000002828 fuel tank Substances 0.000 description 2
- 230000006872 improvement Effects 0.000 description 2
- 238000007689 inspection Methods 0.000 description 2
- 238000010030 laminating Methods 0.000 description 2
- 238000012423 maintenance Methods 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 230000009467 reduction Effects 0.000 description 2
- 239000000565 sealant Substances 0.000 description 2
- 239000003381 stabilizer Substances 0.000 description 2
- 238000009825 accumulation Methods 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 238000013475 authorization Methods 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 238000005260 corrosion Methods 0.000 description 1
- 230000007797 corrosion Effects 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 230000009977 dual effect Effects 0.000 description 1
- 239000003733 fiber-reinforced composite Substances 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 238000010348 incorporation Methods 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 230000010354 integration Effects 0.000 description 1
- 230000013011 mating Effects 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000009419 refurbishment Methods 0.000 description 1
- 230000006641 stabilisation Effects 0.000 description 1
- 238000011105 stabilization Methods 0.000 description 1
- 230000003068 static effect Effects 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 239000002759 woven fabric Substances 0.000 description 1
Images






























Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/06—Fibrous reinforcements only
- B29C70/10—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres
- B29C70/16—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres using fibres of substantial or continuous length
- B29C70/22—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres using fibres of substantial or continuous length oriented in at least two directions forming a two dimensional structure
- B29C70/222—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres using fibres of substantial or continuous length oriented in at least two directions forming a two dimensional structure the structure being shaped to form a three dimensional configuration
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/30—Shaping by lay-up, i.e. applying fibres, tape or broadsheet on a mould, former or core; Shaping by spray-up, i.e. spraying of fibres on a mould, former or core
- B29C70/304—In-plane lamination by juxtaposing or interleaving of plies, e.g. scarf joining
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B64—AIRCRAFT; AVIATION; COSMONAUTICS
- B64C—AEROPLANES; HELICOPTERS
- B64C1/00—Fuselages; Constructional features common to fuselages, wings, stabilising surfaces or the like
- B64C1/06—Frames; Stringers; Longerons ; Fuselage sections
- B64C1/064—Stringers; Longerons
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B64—AIRCRAFT; AVIATION; COSMONAUTICS
- B64C—AEROPLANES; HELICOPTERS
- B64C3/00—Wings
- B64C3/18—Spars; Ribs; Stringers
- B64C3/182—Stringers, longerons
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/30—Vehicles, e.g. ships or aircraft, or body parts thereof
- B29L2031/3076—Aircrafts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B64—AIRCRAFT; AVIATION; COSMONAUTICS
- B64C—AEROPLANES; HELICOPTERS
- B64C1/00—Fuselages; Constructional features common to fuselages, wings, stabilising surfaces or the like
- B64C2001/0054—Fuselage structures substantially made from particular materials
- B64C2001/0072—Fuselage structures substantially made from particular materials from composite materials
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02T—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO TRANSPORTATION
- Y02T50/00—Aeronautics or air transport
- Y02T50/40—Weight reduction
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/10—Methods of surface bonding and/or assembly therefor
- Y10T156/1052—Methods of surface bonding and/or assembly therefor with cutting, punching, tearing or severing
- Y10T156/1056—Perforating lamina
- Y10T156/1057—Subsequent to assembly of laminae
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/12—Surface bonding means and/or assembly means with cutting, punching, piercing, severing or tearing
- Y10T156/1348—Work traversing type
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49826—Assembling or joining
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24174—Structurally defined web or sheet [e.g., overall dimension, etc.] including sheet or component perpendicular to plane of web or sheet
- Y10T428/24182—Inward from edge of web or sheet
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24628—Nonplanar uniform thickness material
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24628—Nonplanar uniform thickness material
- Y10T428/24661—Forming, or cooperating to form cells
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Composite Materials (AREA)
- Aviation & Aerospace Engineering (AREA)
- Textile Engineering (AREA)
- Moulding By Coating Moulds (AREA)
- Nonwoven Fabrics (AREA)
- Body Structure For Vehicles (AREA)
- Shaping Of Tube Ends By Bending Or Straightening (AREA)
Description
基部と、
基部から外側に向かって延びる第1ウェブ及び第2ウェブであって、第1ウェブ及び第2ウェブの少なくとも一方の方向が、角度遷移ゾーン内で第1の角度から第2の角度まで遷移する、第1ウェブ及び第2ウェブと
を備えている。
基部と、第1及び第2ウェブとのプライ成層が、プライ遷移ゾーン内で遷移する。
プライ遷移ゾーンが、両端に第1プライゾーン端と第2プライゾーン端とを有しており、
基部と、第1及び第2ウェブとのプライ成層が、第1プライゾーン端の偏った構成から第2プライゾーン端の偏りの無い構成へと遷移する。
第1ウェブと第2ウェブとを相互に接続するキャップ
を備えている。
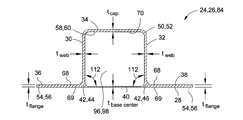
基部が第1フランジ及び第2フランジを含み、第1及び第2フランジの各々が、基部プライを有する基部積層体と、主要プライを有する主要積層体とから成っており、
第1ウェブ及び第2ウェブの各々が、主要積層体と、ラッププライから形成されるラップ積層体とから成っている。
第1フランジと第2フランジとを相互接続し、且つラップ積層体と基部積層体とを含む基部中央
を備えている。
第1の角度及び第2の角度の少なくとも一方が、基部に対する第1ウェブ及び第2ウェブの少なくとも一方の非垂直な方向を含んでいる。
第1ウェブと第2ウェブとの間に形成された開口
を含んでいる。
角度遷移ゾーン及びプライ遷移ゾーンが互いに直列である。
角度遷移ゾーン及びプライ遷移ゾーンが少なくとも部分的に互いに重複している。
第1ウェブ及び第2ウェブの少なくとも一方と、第1フランジ及び第2フランジの少なくとも一方とが、プライ遷移ゾーンの長さに沿って一定の厚みを有している。
外板部材と、
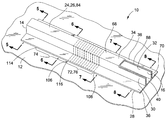
外板部材に装着されて、帽子状部分から二枚刃部分まで遷移する縦通材であって、
基部、及び
基部から外側に向かって延びる第1ウェブ及び第2ウェブであって、基部に対する第1ウェブと第2ウェブの方向が、両端に第1角度ゾーン端と第2角度ゾーン端とを有する角度遷移ゾーン内で遷移し、第1ウェブ及び第2ウェブの少なくとも一方が、第1角度ゾーン端において非垂直な方向を画定している第1ウェブ及び第2ウェブ
を含む縦通材と
を備える。
基部と、第1ウェブ及び第2ウェブとのプライ成層が、両端に第1角度ゾーン端と第2角度ゾーン端とを有する角度遷移ゾーン内で遷移し、基部と、両ウェブとのプライ成層が、第1プライゾーン端に偏った構成を、且つ第2プライゾーン端に偏りの無い構成を形成しており、
角度遷移ゾーンとプライ遷移ゾーンとが互いに直列である。
第1ウェブと第2ウェブとを相互接続するキャップ
を備えている。
第1ウェブと第2ウェブとの間に形成された開口
を含んでいる。
縦通材と外板部材とが、胴体、翼、尾部のうちの少なくとも一つの一部を含んでいる。
第1ウェブ及び第2ウェブの少なくとも一方の方向を、角度遷移ゾーン内で第1の角度から第2の角度へ変化させるステップ
を含む。
プライ遷移ゾーン内で、基部と、第1及び第2ウェブとのプライ成層を変化させるステップ
を含む。
第1の角度及び第2の角度の少なくとも一方が、基部に対する第1ウェブ及び第2ウェブの少なくとも一方の非垂直な方向を含んでいる。
角度遷移ゾーンとプライ遷移ゾーンとが互いに直列である。
角度遷移ゾーンとプライ遷移ゾーンとが、少なくとも部分的に互いに重複する。
主要積層体から主要プライを除き、且つラップ積層体にラッププライを加えること
を含む。
基部積層体に基部プライを加えること
を含む。
第1プライゾーン端の偏った構成から第2プライゾーン端の偏りの無い構成まで遷移させること
を含む。
プライ遷移ゾーン内で、第1及び第2フランジと、第1及び第2ウェブとの厚みを一定に維持すること
を含む。
キャップの少なくとも一部を除去することにより、縦通材に開口を形成するステップ
を含む。
基部モールド上に基部プライを成層することにより基部積層体を形成するステップ、
プライ遷移ゾーン内で基部プライの量をインクリメンタルに増加させるステップ、
角度遷移ゾーン内で第1の角度から第2の角度まで遷移する硬化モールド側壁を有する硬化モールドの上に主要プライを成層するステップ、
基部プライのインクリメンタルな増加に対応して、プライ遷移ゾーン内で主要プライの量をインクリメンタルに減少させることにより、主要積層体を形成するステップ、
硬化モールドと相補的に形成されたマンドレルの周りにラッププライを成層するステップ、
主要プライのインクリメンタルな減少と、基部プライのインクリメンタルな増加とに対応して、プライ遷移ゾーン内でラッププライの量をインクリメンタルに増加させることにより、ラップ積層体を形成するステップ、
主要積層体にラップ積層体を挿入するステップ、
ラップ積層体及び主要積層体に沿って第1ヌードル及び第2ヌードルの少なくとも一方を配置するステップ、
ラップ積層体と主要積層体とに基部積層体を追加するステップ、
基部積層体、ラップ積層体、及び主要積層体を同時硬化させて縦通材を形成するステップ、並びに
縦通材のキャップの少なくとも一部を除去することにより縦通材に開口を形成するステップ
を含む。
12 外板部材
14 翼の胴体寄り
16 翼の外側
18 前桁
20 後桁
22 リブ
24 複合部品
26 縦通材
28 基部
30 第1ウェブ
32 第2ウェブ
34 キャップ
36 第1フランジ
38 第2フランジ
40 基部中央
42 半径充填剤
44 第1ヌードル
46 第2ヌードル
48 プライ成層
50 主要積層体
52 主要プライ
54 基部積層体
56 基部プライ
58 ラップ積層体
60 ラッププライ
62 基部積層体と主要積層体との境界面
64 主要積層体とラップ積層体との境界面
66 ラップ積層体と基部積層体との境界面
68 工具表面
69 モールド線
70 通気表面
72 重ね継ぎ
74 角度遷移ゾーン
76 プライ遷移ゾーン
78 偏った構成
80 偏りの無い構成
82 プライ遷移勾配
84 帽子状部分
86 二枚刃部分
88 開口
90 基部モールド
92 マンドレル
93 マンドレル側壁
96 ブラダー
98 発泡体
100 硬化モールド
101 ブラダー側壁
102 繊維プライ
104 テーププライ
106 第1プライゾーン端
108 第2プライゾーン端
110 第1の角度
112 第2の角度
114 第1角度ゾーン端
116 第2角度ゾーン端
120 航空機
124 翼
136 第1積層体厚
138 第2積層体厚
Claims (14)
- 基部プライから形成され、ほぼ平面形をした基部積層体と;
主要プライから形成され、その長さの少なくとも一部に沿ってハット形の断面を有する主要積層体と;
ラッププライから形成され、その長さの少なくとも一部に沿って閉じた断面形状を有し、該主要積層体内に収められたラップ積層体と、を有し、
主要積層体は、該基部積層体と面一であって、第1及び第2フランジを含む基部を形成し、
主要積層体と該ラップ積層体は
該基部から外側に向かって延びる第1ウェブ及び第2ウェブを形成し、第1及び第2ウェブの少なくとも一方の方向が、角度遷移ゾーン内で第1の角度から第2の角度まで遷移している縦通材。 - 該基部と、第1及び第2ウェブとのプライの成層が、プライ遷移ゾーン内で遷移し、
該プライ遷移ゾーンは枚数が増加または減少するプライを有する、請求項1に記載の縦通材。 - プライ遷移ゾーンが両端に第1プライゾーン端と第2プライゾーン端とを有しており、
主要プライのプライ成層と、ラッププライ及び基部プライのプライ成層とを比較すると、プライの成層が、第1プライゾーン端におけるプライの枚数の偏った構成から第2プライゾーン端におけるプライの枚数の偏りの無い構成まで遷移している、
請求項2に記載の縦通材。 - 第1ウェブと第2ウェブとを相互接続するキャップ
を更に備える、請求項1に記載の縦通材。 - 第1フランジと第2フランジとを相互に接続し、ラップ積層体と基部積層体とを含む基部中央
を更に備える、請求項1に記載の縦通材。 - 第1の角度及び第2の角度の少なくとも一方が、第1ウェブ及び第2ウェブの少なくとも一方の基部に対する非垂直な方向を含んでいる、
請求項1に記載の縦通材。 - 第1ウェブと第2ウェブとの間に形成された開口を更に備える、請求項1に記載の縦通材。
- 角度遷移ゾーンとプライ遷移ゾーンとが互いに対して直列である、
請求項2に記載の縦通材。 - 角度遷移ゾーンとプライ遷移ゾーンとが少なくとも部分的に互いに重複する、
請求項2に記載の縦通材。 - 第1ウェブ及び第2ウェブの少なくとも一方と、第1フランジ及び第2フランジの少なくとも一方とが、プライ遷移ゾーンの長さに沿って一定の厚みを有している、
請求項2に記載の縦通材。 - 基部と、基部から外側に向かって延びる第1ウェブ及び第2ウェブとを有する縦通材を形成する方法であって、
基部モールド上に基部プライを成層することにより基部積層体をほぼ平面形状に形成すること、
基部プライの枚数をプライ遷移領域内でインクリメントに増加させること、
主要プライを第1の角度から第2の角度まで角度遷移ゾーン内で遷移する硬化モールドの側壁を有する硬化モールドに成層することにより、主要積層体をハット形の断面に形成すること、
該プライ遷移ゾーン内で基部プライのインクリメント増加に対応して、主要プライの枚数をインクリメンタルに減少させること、
ラッププライを該硬化モールドに相補的に形成されたマンドレルの周りに成層することにより、閉じた断面形状にラップ積層体を形成すること、
主要プライのインクリメント減少と基部プライのインクリメント増加に対応して該プライ遷移ゾーン内でラッププライの枚数をインクリメント増加させること、
ラップ積層体を主要積層体に挿入すること、及び
少なくとも第1と第2のヌードルの一方を該ラップ積層体と主要積層体とに沿って配置することと、
該主要積層体の第1及び第2フランジが該基部積層体と面一であるように、該基部積層体を該ラップ積層体と該主要積層体に追加することとを含み、
該基部から外側に向かって延びる第1ウェブ及び第2ウェブの少なくとも一方の方向が、角度遷移ゾーン内で第1の角度から第2の角度まで遷移する方法。 - 該基部積層体、ラップ積層体及び主要積層体を同時硬化し、縦通材を形成することをさらに含む請求項11に記載の方法。
- 第1の角度及び第2の角度の少なくとも一方が、基部に対する第1ウェブ及び第2ウェブの少なくとも一方の非垂直な方向を含む、請求項11に記載の方法。
- 該角度遷移ゾーンと該プライ遷移ゾーンとが互いに対して直列である、請求項11に記載の方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US12/474,005 US8074694B2 (en) | 2009-05-28 | 2009-05-28 | Stringer transition method |
| US12/474,005 | 2009-05-28 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010274910A JP2010274910A (ja) | 2010-12-09 |
| JP5883555B2 true JP5883555B2 (ja) | 2016-03-15 |
Family
ID=42671627
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010121142A Active JP5883555B2 (ja) | 2009-05-28 | 2010-05-27 | 縦通材の遷移及び縦通材の遷移を用いた複合部品の製造方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (2) | US8074694B2 (ja) |
| EP (1) | EP2256031B1 (ja) |
| JP (1) | JP5883555B2 (ja) |
| CA (2) | CA2700796C (ja) |
Families Citing this family (46)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102007029500B4 (de) * | 2007-06-25 | 2013-02-14 | Airbus Operations Gmbh | Verfahren zum Koppeln von Versteifungsprofilelementen sowie Strukturbauteil |
| US8074694B2 (en) * | 2009-05-28 | 2011-12-13 | The Boeing Company | Stringer transition method |
| GB0912015D0 (en) * | 2009-07-10 | 2009-08-19 | Airbus Operations Ltd | Stringer |
| JP5361009B2 (ja) * | 2011-02-24 | 2013-12-04 | 三菱航空機株式会社 | パネル材、航空機の主翼、パネル材の形成方法 |
| US8777158B2 (en) * | 2011-03-25 | 2014-07-15 | The Boeing Company | Joint sealing system |
| JP6100461B2 (ja) * | 2011-12-27 | 2017-03-22 | 三菱航空機株式会社 | ベント部材、航空機の主翼 |
| US9144948B2 (en) | 2012-04-04 | 2015-09-29 | The Boeing Company | Hat stiffeners with canted webs |
| US9381704B2 (en) | 2012-06-08 | 2016-07-05 | The Boeing Company | Non-vented bladder system for curing composite parts |
| US8758879B2 (en) * | 2012-06-24 | 2014-06-24 | The Boeing Company | Composite hat stiffener, composite hat-stiffened pressure webs, and methods of making the same |
| US9120276B2 (en) * | 2012-07-25 | 2015-09-01 | The Boeing Company | Laminated composite bending and stiffening members with reinforcement by inter-laminar metal sheets |
| US9333713B2 (en) | 2012-10-04 | 2016-05-10 | The Boeing Company | Method for co-curing composite skins and stiffeners in an autoclave |
| ES2619478T3 (es) | 2012-10-31 | 2017-06-26 | Airbus Operations S.L. | Larguerillo |
| US9527575B2 (en) * | 2012-11-26 | 2016-12-27 | The Boeing Company | Multi-box wing spar and skin |
| FR3000018B1 (fr) * | 2012-12-21 | 2016-12-09 | Airbus Operations Sas | Raidisseur de fuselage d'aeronef, son procede de fabrication, et fuselage d'aeronef equipe d'un tel raidisseur |
| US20160009368A1 (en) * | 2013-02-28 | 2016-01-14 | The Boeing Company | Composite laminated plate having reduced crossply angle |
| US9096324B2 (en) * | 2013-03-19 | 2015-08-04 | The Boeing Company | Joint assembly to form a sealed flow conduit |
| US10308343B2 (en) * | 2013-05-30 | 2019-06-04 | The Boeing Company | Composite hat stiffener |
| US9399509B2 (en) * | 2014-04-10 | 2016-07-26 | The Boeing Company | Vent stringer fitting |
| US9527572B2 (en) | 2014-06-26 | 2016-12-27 | The Boeing Company | Elongated structures and related assemblies |
| US9914244B2 (en) | 2014-08-04 | 2018-03-13 | The Boeing Company | Bladder system for curing composite parts |
| US9862122B2 (en) | 2014-08-14 | 2018-01-09 | The Boeing Company | Reinforced bladder |
| US9399510B2 (en) * | 2014-08-20 | 2016-07-26 | The Boeing Company | Hat stringer closeout fitting and method of making same |
| US10195817B2 (en) * | 2015-01-02 | 2019-02-05 | The Boeing Company | Skin-stringer design for composite wings |
| US9725184B2 (en) | 2015-06-18 | 2017-08-08 | The Boeing Company | Methods for sealing an internal composite vent stringer |
| US9809297B2 (en) * | 2015-08-26 | 2017-11-07 | The Boeing Company | Structures containing stiffeners having transition portions |
| US9757906B2 (en) | 2015-08-31 | 2017-09-12 | The Boeing Company | Methods of making composite charges |
| US10053203B2 (en) * | 2015-10-13 | 2018-08-21 | The Boeing Company | Composite stiffener with integral conductive element |
| US9808988B2 (en) * | 2015-11-30 | 2017-11-07 | The Boeing Company | Carbon fiber reinforced plastic (CFRP) stringer termination softening with stacked CFRP noodle |
| DE102016115753B8 (de) * | 2016-08-25 | 2023-06-22 | Dr. Ing. H.C. F. Porsche Aktiengesellschaft | Klappbare Unterbodenverkleidung |
| US20180086429A1 (en) * | 2016-09-28 | 2018-03-29 | The Boeing Company | Airfoil-Shaped Body Having Composite Base Skin with Integral Hat-Shaped Spar |
| US10773789B2 (en) * | 2017-07-07 | 2020-09-15 | The Boeing Company | Skin-panel interface of an aircraft |
| US11964439B2 (en) * | 2017-11-27 | 2024-04-23 | Nitto Denko Corporation | Reinforcement structure and producing method of reinforcement structure |
| US10745104B2 (en) * | 2018-03-02 | 2020-08-18 | The Boeing Company | Stringer transition through a common base charge |
| EP3546362B1 (en) | 2018-03-28 | 2024-01-24 | Airbus Operations GmbH | Fuselage assembly for an aircraft |
| NL2020871B1 (en) * | 2018-05-03 | 2019-11-12 | Univ Delft Tech | Method for making a virgin joint between two separate structural hollow sections, and such a virgin joint |
| GB2575102A (en) * | 2018-06-29 | 2020-01-01 | Airbus Operations Ltd | Duct stringer with bulkhead |
| US11242866B2 (en) | 2018-08-01 | 2022-02-08 | General Electric Company | Casing having a non-axisymmetric composite wall |
| CN109583040B (zh) * | 2018-11-07 | 2022-11-18 | 中国航空工业集团公司西安飞机设计研究所 | 一种考虑复合材料结构参数连续性的优化方法 |
| US11179902B2 (en) * | 2018-12-19 | 2021-11-23 | The Boeing Company | Bladder mandrel package |
| GB2581835A (en) | 2019-03-01 | 2020-09-02 | Airbus Operations Ltd | Composite stiffener |
| US11325688B2 (en) | 2019-05-09 | 2022-05-10 | The Boeing Company | Composite stringer and methods for forming a composite stringer |
| US10919260B2 (en) * | 2019-05-09 | 2021-02-16 | The Boeing Company | Composite structure having a variable gage and methods for forming a composite structure having a variable gage |
| US10919256B2 (en) * | 2019-05-09 | 2021-02-16 | The Boeing Company | Composite structure having a variable gage and methods for forming a composite structure having a variable gage |
| US10913215B2 (en) * | 2019-05-09 | 2021-02-09 | The Boeing Company | Composite structure having a variable gage and methods for forming a composite structure having a variable gage |
| US11597495B2 (en) | 2021-07-30 | 2023-03-07 | The Boeing Company | Vented hat stringers and methods of forming the same |
| US11718384B2 (en) | 2021-07-30 | 2023-08-08 | The Boeing Company | Hat-stringer assemblies for an aircraft and methods of forming same |
Family Cites Families (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2383634A (en) * | 1943-02-20 | 1945-08-28 | Budd Edward G Mfg Co | Main frame structure for airfoils or the like |
| GB724758A (en) * | 1951-02-07 | 1955-02-23 | Ernest Platton King | Improvements in or relating to composite metal-fibrous structures |
| US3995080A (en) * | 1974-10-07 | 1976-11-30 | General Dynamics Corporation | Filament reinforced structural shapes |
| WO1980002254A1 (en) * | 1979-04-16 | 1980-10-30 | H Forsch | Stitch bond fastening of composite structures |
| DE3248856T1 (de) * | 1981-06-30 | 1984-10-18 | The Boeing Co., Seattle, Wash. | Verfahren zum Herstellen einer Vorform aus faserverstärktem Verbundmaterial |
| US5451015A (en) * | 1993-05-18 | 1995-09-19 | Bell Helicopter Textron Inc. | Crashworthy composite aircraft structure with integral fuel tank |
| JP4526698B2 (ja) * | 2000-12-22 | 2010-08-18 | 富士重工業株式会社 | 複合材成形品及びその製造方法 |
| US7357166B2 (en) * | 2004-11-24 | 2008-04-15 | The Boeing Company | Flexible mandrel for highly contoured composite stringer |
| US7837147B2 (en) * | 2005-03-18 | 2010-11-23 | The Boeing Company | Systems and methods for reducing noise in aircraft fuselages and other structures |
| EP1745770A1 (fr) * | 2005-07-13 | 2007-01-24 | L'Oréal | Produit cosmétique bicouche, ses utilisations et kit de maquillage contenant ce produit |
| US9102103B2 (en) * | 2006-02-02 | 2015-08-11 | The Boeing Company | Thermoplastic composite parts having integrated metal fittings and method of making the same |
| JP4354463B2 (ja) * | 2006-02-28 | 2009-10-28 | 三菱重工業株式会社 | 複合材を用いた構造部材の成形方法及び複合材料を用いた構造部材 |
| WO2007113345A1 (es) * | 2006-03-31 | 2007-10-11 | Airbus España, S.L. | Procedimiento de fabricacion de estructuras de material compuesto con un utillaje colapsable |
| GB0616324D0 (en) * | 2006-08-16 | 2006-09-27 | Airbus Uk Ltd | A cover panel for an aircraft wing and a method of forming thereof |
| EP2153979B1 (en) * | 2007-04-30 | 2016-10-19 | Airbus Operations S.L. | Multispar torsion box made from composite material |
| EP2156943A4 (en) * | 2007-04-30 | 2013-11-27 | Airbus Operations Sl | COMPOSITE GEOMETRIES MADE FROM COMPOSITE MATERIAL AND METHOD FOR PRODUCING GEOMETRIES |
| US7861969B2 (en) * | 2007-05-24 | 2011-01-04 | The Boeing Company | Shaped composite stringers and methods of making |
| US8043554B2 (en) * | 2007-06-08 | 2011-10-25 | The Boeing Company | Manufacturing process using bladderless mold line conformal hat stringer |
| US20080302912A1 (en) * | 2007-06-08 | 2008-12-11 | The Boeing Company | Bladderless Mold Line Conformal Hat Stringer |
| GB0712552D0 (en) * | 2007-06-29 | 2007-08-08 | Airbus Uk Ltd | Elongate composite structural members and improvements therein |
| DE102007033868B4 (de) * | 2007-07-20 | 2013-01-31 | Airbus Operations Gmbh | Profil mit wenigstens einem Hohlprofilquerschnitt |
| US7798285B2 (en) * | 2008-11-14 | 2010-09-21 | Rohr, Inc. | Acoustic barrel for aircraft engine nacelle including crack and delamination stoppers |
| US8074694B2 (en) * | 2009-05-28 | 2011-12-13 | The Boeing Company | Stringer transition method |
| US8262969B2 (en) * | 2009-10-09 | 2012-09-11 | Spirit Aerosystems, Inc. | Apparatus and method for manufacturing an aircraft stringer |
-
2009
- 2009-05-28 US US12/474,005 patent/US8074694B2/en active Active
-
2010
- 2010-03-30 EP EP10250657.3A patent/EP2256031B1/en active Active
- 2010-04-16 CA CA2700796A patent/CA2700796C/en active Active
- 2010-04-16 CA CA2943126A patent/CA2943126C/en active Active
- 2010-05-27 JP JP2010121142A patent/JP5883555B2/ja active Active
-
2011
- 2011-10-30 US US13/284,927 patent/US8746618B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| US8074694B2 (en) | 2011-12-13 |
| EP2256031A2 (en) | 2010-12-01 |
| EP2256031A3 (en) | 2016-01-27 |
| US20100304094A1 (en) | 2010-12-02 |
| CA2943126A1 (en) | 2010-11-28 |
| US8746618B2 (en) | 2014-06-10 |
| CA2700796C (en) | 2016-10-18 |
| EP2256031B1 (en) | 2019-06-26 |
| CA2700796A1 (en) | 2010-11-28 |
| JP2010274910A (ja) | 2010-12-09 |
| CA2943126C (en) | 2018-03-20 |
| US20120045609A1 (en) | 2012-02-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5883555B2 (ja) | 縦通材の遷移及び縦通材の遷移を用いた複合部品の製造方法 | |
| US9061754B2 (en) | High pulloff capability hat stringer | |
| US10889363B2 (en) | Efficient sub-structures | |
| US10308345B2 (en) | Structure | |
| AU2013201545B2 (en) | Bonded composite airfoil and fabrication method | |
| US6237873B1 (en) | Composite material wing structure | |
| US20150129113A1 (en) | Multi-layer metallic structure and composite-to-metal joint methods | |
| EP3446963B1 (en) | Co-cured spar and stringer center wing box | |
| EP2650120B1 (en) | Multi-layer metallic structure | |
| CA2659448C (en) | Wing panel structure | |
| JP7128041B2 (ja) | 航空機の外板パネル境界面 | |
| US9868508B2 (en) | Rib foot for aircraft wing | |
| US20160325820A1 (en) | Structural component | |
| CN115675831A (zh) | 用于飞行器的帽梁组件以及形成该帽梁组件的方法 | |
| US20160311188A1 (en) | Lightweight structure and method for producing a lightweight structure | |
| EP3360801B1 (en) | Method of assembly of composite core sandwich edge joint | |
| US11858623B2 (en) | Aircraft fuel tank joints and methods of assembling the same | |
| US20210155337A1 (en) | Net edge composite core splices for aircraft wing | |
| US20180230693A1 (en) | Method of assembly of composite core sandwich edge joint |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130515 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140227 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140311 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20140609 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20140612 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20140709 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20140714 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140808 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150120 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20150417 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150515 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150908 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20151207 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20160112 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20160208 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5883555 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |