JP5841463B2 - Dirt wiping sheet, dirt wiping sheet package, and method for producing dirt wiping sheet - Google Patents
Dirt wiping sheet, dirt wiping sheet package, and method for producing dirt wiping sheet Download PDFInfo
- Publication number
- JP5841463B2 JP5841463B2 JP2012054221A JP2012054221A JP5841463B2 JP 5841463 B2 JP5841463 B2 JP 5841463B2 JP 2012054221 A JP2012054221 A JP 2012054221A JP 2012054221 A JP2012054221 A JP 2012054221A JP 5841463 B2 JP5841463 B2 JP 5841463B2
- Authority
- JP
- Japan
- Prior art keywords
- nonwoven fabric
- sheet
- dirt wiping
- perforation
- wiping sheet
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 22
- 239000004745 nonwoven fabric Substances 0.000 claims description 57
- 238000005304 joining Methods 0.000 claims description 25
- 238000004806 packaging method and process Methods 0.000 claims description 14
- 238000005520 cutting process Methods 0.000 claims description 11
- 238000004140 cleaning Methods 0.000 description 79
- 238000000034 method Methods 0.000 description 29
- 239000004744 fabric Substances 0.000 description 13
- 239000000463 material Substances 0.000 description 12
- 230000004048 modification Effects 0.000 description 11
- 238000012986 modification Methods 0.000 description 11
- 239000000835 fiber Substances 0.000 description 10
- -1 polyethylene Polymers 0.000 description 10
- 238000007789 sealing Methods 0.000 description 7
- 239000000853 adhesive Substances 0.000 description 5
- 230000001070 adhesive effect Effects 0.000 description 5
- 239000002131 composite material Substances 0.000 description 4
- 229920000728 polyester Polymers 0.000 description 4
- 229920003002 synthetic resin Polymers 0.000 description 4
- 239000000057 synthetic resin Substances 0.000 description 4
- 239000004952 Polyamide Substances 0.000 description 3
- 239000004698 Polyethylene Substances 0.000 description 3
- 239000004743 Polypropylene Substances 0.000 description 3
- 239000012943 hotmelt Substances 0.000 description 3
- 229920002647 polyamide Polymers 0.000 description 3
- 229920000573 polyethylene Polymers 0.000 description 3
- 229920000139 polyethylene terephthalate Polymers 0.000 description 3
- 239000005020 polyethylene terephthalate Substances 0.000 description 3
- 229920001155 polypropylene Polymers 0.000 description 3
- 229920000433 Lyocell Polymers 0.000 description 2
- 239000004820 Pressure-sensitive adhesive Substances 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- 239000011888 foil Substances 0.000 description 2
- 230000002209 hydrophobic effect Effects 0.000 description 2
- 229920000915 polyvinyl chloride Polymers 0.000 description 2
- 239000004800 polyvinyl chloride Substances 0.000 description 2
- 238000004804 winding Methods 0.000 description 2
- 229920002972 Acrylic fiber Polymers 0.000 description 1
- 229920000742 Cotton Polymers 0.000 description 1
- 239000004677 Nylon Substances 0.000 description 1
- 239000004372 Polyvinyl alcohol Substances 0.000 description 1
- 229920000297 Rayon Polymers 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 238000011109 contamination Methods 0.000 description 1
- 239000000428 dust Substances 0.000 description 1
- 239000002657 fibrous material Substances 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 229920001778 nylon Polymers 0.000 description 1
- 238000010419 pet care Methods 0.000 description 1
- 229920001707 polybutylene terephthalate Polymers 0.000 description 1
- 229920000098 polyolefin Polymers 0.000 description 1
- 229920002451 polyvinyl alcohol Polymers 0.000 description 1
- 239000002964 rayon Substances 0.000 description 1
- 239000002689 soil Substances 0.000 description 1
- 229920002994 synthetic fiber Polymers 0.000 description 1
- 239000012209 synthetic fiber Substances 0.000 description 1
Images










Description
本発明は、汚れ拭きシート、汚れ拭きシートを収納する汚れ拭きシート包装体、及び汚れ拭きシートの製造方法に関する。 The present invention relates to a dirt wiping sheet, a dirt wiping sheet packaging for storing the dirt wiping sheet, and a method for producing the dirt wiping sheet.
従来、床やテーブル等の汚れや埃などを払拭して除去するための清掃用シートや、高齢者の介護やペットの手入れ等で体を拭くための体拭き用シートといった汚れ拭きシートが知られている。 Conventionally, there have been known dirt wiping sheets such as a cleaning sheet for wiping off and removing dirt and dust on the floor and table, and a body wiping sheet for wiping the body for elderly care and pet care etc. Yes.
上記汚れ拭きシートの一例として、液体、粘性流体等よりなる含浸剤を含浸させた不織布を2枚重ねてヒートシールにより接合することで袋状に形成し、袋の中に手を入れることで使用者の手に装着できるようにしたウェットティッシュが知られている(例えば、特許文献1参照)。 As an example of the above-mentioned dirt wiping sheet, two non-woven fabrics impregnated with an impregnating agent made of liquid, viscous fluid, etc. are stacked and joined by heat sealing to form a bag, and used by putting a hand in the bag There is known a wet tissue that can be attached to a person's hand (see, for example, Patent Document 1).
しかしながら、従来の汚れ拭きシートは、シートの厚みが薄いと、汚れを拭いたときに汚れがシートを通過して使用者の手を汚してしまうことがある。一方、シートの厚みを出すために不織布の目付を増やすと、コストが嵩む上に、シートにコシが出てしまい、硬くなりすぎてしまうという問題がある。また、薄いシートを複数枚重ね合わせて使用することも考えられるが、拭き作業を行っている最中にシートがばらけてしまい、作業の効率が低下するという問題がある。
上記特許文献1記載の技術は、2枚の不織布を上下に重ね合わせて袋状に形成しているため、袋の中に手を入れて装着する本来の使用方法ではなく、袋の表面に手を置いて使用するようにすれば、上記の課題を解決することはできる。
しかしながら、上記特許文献1記載の技術は、2枚の不織布の3辺がシールされていて、2枚の不織布を重ねないで展開して使用することは想定されておらず、軽微な汚れを広範囲に除去したい場合などシートの厚さよりもシートの広さを優先したいような場合に、使い勝手が悪かった。
However, when the conventional dirt wiping sheet has a small thickness, when the dirt is wiped, the dirt may pass through the sheet and soil the user's hand. On the other hand, if the basis weight of the nonwoven fabric is increased in order to increase the thickness of the sheet, there is a problem that the cost increases and the sheet is stiff and becomes too hard. In addition, it is conceivable to use a plurality of thin sheets superimposed, but there is a problem that the sheets are scattered during the wiping operation and the efficiency of the operation is lowered.
Since the technique described in
However, in the technique described in
本発明は、状況に応じてより適切な使用方法を採用可能な汚れ拭きシート、汚れ拭きシートを収納する汚れ拭きシート包装体、及び汚れ拭きシートの製造方法を提供することを目的とする。 An object of this invention is to provide the dirt wiping sheet which can employ | adopt a more suitable usage method according to a condition, the dirt wiping sheet package which accommodates a dirt wiping sheet, and the manufacturing method of a dirt wiping sheet.
請求項1に記載の発明は、上記目的を達成するためになされたものであり、汚れ拭きシートにおいて、
不織布の長手方向の端部同士を接合して接合部を形成することにより筒状に形成され、
幅方向に延在するミシン目が形成され、
前記ミシン目は、前記接合部に対向して設けられ、
前記接合部は、上面側に突出するように形成されていることを特徴とする。
Invention of
It is formed into a cylindrical shape by joining the longitudinal ends of the nonwoven fabric to form a joint,
A perforation extending in the width direction is formed,
The perforation is provided to face the joint;
The joining portion is formed so as to protrude to the upper surface side .
請求項2に記載の発明は、汚れ拭きシート包装体において、
開口部を有する袋状の袋本体と、前記開口部を開閉自在に覆う蓋材と、を備える包装体の内部に請求項1に記載の汚れ拭きシートが複数枚積層された状態で収納され、前記開口部から前記汚れ拭きシートが1枚ずつ取り出されて使用されることを特徴とする。
Invention of
A plurality of the dirt wiping sheets according to
請求項3に記載の発明は、汚れ拭きシートの製造方法において、
ロール状に巻かれた不織布の原反から当該不織布を引き出し、当該不織布の引き出し方向と直交する方向の中央に、前記引き出し方向沿ってミシン目を形成するミシン目形成工程と、
前記ミシン目形成工程でミシン目が形成された不織布の前記引き出し方向と直交する方向の端部を折り返し、当該端部同士を重ね合わせて固着させ、接合部を形成する接合工程と、
前記接合工程で接合部が形成された不織布の前記ミシン目が形成された方向と直交する方向で所定のサイズ毎に裁断する裁断工程と、を含み、
前記ミシン目は、前記接合部に対向して設けられ、
前記接合工程は、前記接合部が、上面側に突出するように形成されることを特徴とする。
The invention according to
Drawer the nonwoven fabric from raw nonwoven wound into a roll, the center in the direction orthogonal to the drawing direction of the nonwoven fabric, a perforated line forming step of forming perforations along the drawing direction,
A bonding step of folding the end portion in the direction perpendicular to the drawing direction of the nonwoven fabric perforation is formed, thereby fixing by overlapping each other the ends to form a junction with the perforation forming step,
See containing and a cutting step of cutting a predetermined size in the perforation direction perpendicular to the formed direction of the nonwoven fabric joint is formed by the joining step,
The perforation is provided to face the joint;
The bonding step is characterized in that the bonding portion is formed so as to protrude to the upper surface side .
本発明によれば、作業性を優先して手に装着させることもでき、厚みを優先して二層分使用することもでき、幅広さを優先して二枚分広げて使用することもできることとなって、状況に応じてより適切な使用方法を採用することができる。 According to the present invention, it can be attached to the hand with priority on workability, can be used for two layers with priority on thickness, and can be used with two sheets widened with priority on width. Thus, a more appropriate method of use can be adopted depending on the situation.
以下、本発明の実施の形態を、図面を参照しながら詳細に説明する。 Hereinafter, embodiments of the present invention will be described in detail with reference to the drawings.
本実施形態では、本発明の汚れ拭きシートとして、清掃用シート1を例示して説明する。
清掃用シート1は、図1に示すように、不織布2の長手方向Xの端部同士が接合されて接合部3が形成されることにより、筒状に形成されている。
In this embodiment, the
As shown in FIG. 1, the
不織布2は、所定の繊維を繊維素材として、例えば、スパンレース、エアスルー、エアレイド、ポイントボンド、スパンボンド、ニードルパンチ等の周知の技術により製造されるシート材である。本実施形態では、親水性を有する繊維を主体として構成されたウェットタイプのシート材を使用する。親水性を有する繊維の例としては、例えば、レーヨン、リヨセル、テンセル、コットン等のセルロース系繊維、アクリル繊維等の親水性の合成繊維などが挙げられる。これらは単独で、又は2種以上を組み合わせて用いることができる。
The
接合部3は、不織布2の長手方向Xの端部同士を重ね合わせ、その重ね合わせた面を、例えば、ホットメルト等の接着剤や、ヒートシール、超音波シール等で固着させることにより形成されている。
The joining
また、不織布2には、幅方向Yに延在する切り取り部としてのミシン目4が形成されている。即ち、清掃用シート1は、不織布2上に形成されたミシン目4に沿って切り取られることにより、長手方向Xに広げて使用することができるようになっている。
The
また、清掃用シート1は、図2及び図3に示すように、開口部11を有する袋状の袋本体10と、開口部11を開閉自在に覆う蓋材20と、を備える包装体30の内部に複数枚積層された状態で収納されて清掃用シート包装体100を構成し、開口部11から1枚ずつ取り出されて使用されるようになっている。
なお、以下の説明では、包装体30において、開口部11が形成された面を上面、開口部11が形成された面と反対側の面を底面とする。
Moreover, as shown in FIG.2 and FIG.3, the sheet |
In the following description, in the
袋本体10は、シート材により袋状に構成されている。シート材としては、例えば、ポリエチレン、ポリプロピレン、ポリエチレンテレフタレート、ポリエステル、ポリアミド、ポリ塩化ビニル等の合成樹脂シートの単材又は複合材、或いはこれら合成樹脂シートとアルミフォイル、紙等を張り合わせた複合シート等を使用することができる。なお、袋本体10を構成するシート材には、液密性又は気密性を有するシート材を用いるのが好ましい。
また、袋本体10を構成するシート材は、袋本体10の底面側(図示略)で袋本体10の長手方向に沿って接合されるとともに、袋本体10の長手方向の両端部で対向する面同士が接合されている。
The
In addition, the sheet material constituting the
袋本体10の上面には、内部に収納する清掃用シート1を取り出すための開口部11が形成されている。開口部11の形状は、特に限定されることはなく、図3に示したような楕円形としてもよいし、或いは円形、方形、方形の角を丸めた形状など任意の形状とすることができる。
また、袋本体10の上面には、後述する蓋材20が剥離された際に開口部11が形成されるように、ミシン目(図示省略)で区切られた閉ループ部11aが形成されている(図3参照)。
An
Further, on the upper surface of the
蓋材20は、袋本体10とは別体のシート片により、開口部11を開閉自在に覆うように構成されている。蓋材20の材質としては、袋本体10と同様に、ポリエチレン、ポリプロピレン、ポリエチレンテレフタレート、ポリエステル、ポリアミド、ポリ塩化ビニル等の合成樹脂シートの単材又は複合材、或いはこれら合成樹脂シートとアルミフォイル、紙等を張り合わせた複合シート等を使用することができる。蓋材20の形状は、開口部11を完全に覆うことができれば特に限定されることはなく、例えば、矩形状、楕円形状など任意の形状とすることができる。
The
また、蓋材20の一端には、蓋材20を剥離する際に使用者が摘むための摘み部21が形成されている。摘み部21の形状は、使用者が摘み易い形状であれば特に限定されることはなく、任意の形状とすることができる。
ここで、使用者が摘み部21を摘んで蓋材20を最初に剥離した際、袋本体10の上面に形成された閉ループ部11aは、図3に示すように、袋本体10から切り離されて蓋材20の裏面(袋本体10に接する側の面)に接着したまま保持される。そして、袋本体10の上面には、閉ループ部11aが切り離された部分に開口部11が形成される。
In addition, at one end of the
Here, when the user picks the
また、蓋材20の裏面には、ポリエステル系、アクリル系、ゴム系等の感圧接着剤が塗布されており、蓋材20は、開口部11を開閉自在に覆うように袋本体10に接着されている。なお、摘み部21には感圧接着剤は塗布されず、使用者が摘み易いように袋本体10からわずかに浮かび上がった状態となっている。
Further, a pressure sensitive adhesive such as polyester, acrylic or rubber is applied to the back surface of the
また、蓋材20の他端(摘み部21が形成された端部と反対側の端部)には、切り込み22、22が設けられ、この切り込み22、22により、他端にかけて固定部23が形成され、蓋材20が袋本体10に固定される。
In addition, the other end of the lid member 20 (the end opposite to the end where the
清掃用シート1は、上記の包装体30の内部に、複数枚積層された状態で収納されている。なお、清掃用シート1を積層する枚数としては、10〜100枚程度であることが好ましい。
また、一の清掃用シート1が折り畳まれ、その折り返し部分に他の清掃用シート1が挟み込まれた状態で折り畳まれることによって、複数枚の清掃用シート1が連続的に積層された状態で収納されることが好ましい。このような積層構造の清掃用シート1は、最上層の清掃用シート1を取り出すことにより、これに挟み込まれていた次層の清掃用シート1の一部が開口部11から突出し、清掃用シート1の取り出しが容易な、いわゆるポップアップ方式となる。
The
In addition, one
次に、本実施形態に係る清掃用シート1の製造方法について、図4及び図5を参照して説明する。
まず、ロール状に巻かれた不織布2の一次原反2Aから不織布2を引き出し、ミシン目形成部40において、不織布2の引き出し方向に沿ってミシン目4を形成させる(切り取り部形成工程)。
次に、折り接着部50において、ミシン目4が形成された不織布2の引き出し方向と直交する方向の両端部を中央に折り返し、図5に示すように、端部同士を重ね合わせて固着させ、接合部3を形成させる(接合工程)。接合工程においては、例えば、ホットメルト等の接着剤を使用する接着方法や、ヒートシール、超音波シール等の接着方法が利用される。
次に、接合部3が形成された不織布2をロール状に巻き取ることで、二次原反2Bを生成する(二次原反生成工程)。
最後に、ロール状に巻かれた不織布2の二次原反2Bから不織布2を引き出し、ミシン目4が形成された方向と直交する方向で所定のサイズ毎に裁断し、清掃用シート1を製造する(裁断工程)。
なお、接合工程において接合部3を形成した後、二次原反2Bを生成することなくそのまま所定のサイズ毎に裁断することも可能である。
Next, the manufacturing method of the
First, the
Next, in the
Next, the secondary
Finally, the
In addition, after forming the
次に、本実施形態に係る清掃用シート1の使用方法について説明する。
まず、使用者は、清掃用シート包装体100の包装体30に設けられた蓋材20の摘み部21を摘みながら蓋材20を剥離し、開口部11を表出させる。
次に、使用者は、開口部11を介して、清掃用シート1を摘みながら上方に引き出すことにより清掃用シート1を取り出して使用する。
例えば、作業性を優先する場合には、筒状に形成された清掃用シート1の内部に手を入れて装着し、清掃対象である床やテーブル等を払拭する。
また、汚れがひどい場合には、清掃用シート1の表面に手を置いて、二層分の清掃用シート1で床やテーブル等を払拭する。
また、軽微な汚れを広範囲に除去したい場合には、清掃用シート1に形成されたミシン目4に沿って切り取ることにより、清掃用シート1を長手方向Xに広げた後、床やテーブル等を払拭する。
Next, a method for using the
First, the user peels off the
Next, the user takes out and uses the
For example, when priority is given to workability, a hand is put into the
Further, when the dirt is severe, a hand is placed on the surface of the
When it is desired to remove a small amount of dirt in a wide range, the
以上のように、本実施形態に係る清掃用シート1によれば、不織布2の長手方向Xの端部同士を接合して接合部3を形成することにより筒状に形成され、幅方向Yに延在するミシン目4が形成されているので、作業性を優先して手に装着させることもでき、厚みを優先して二層分使用することもでき、幅広さを優先して二枚分広げて使用することもできることとなって、状況に応じてより適切な使用方法を採用することができる。
As described above, according to the
本実施形態に係る清掃用シート1の製造方法によれば、ロール状に巻かれた不織布2の原反2Aから当該不織布2を引き出し、当該不織布2の引き出し方向に沿ってミシン目4を形成する切り取り部形成工程と、切り取り部形成工程でミシン目4が形成された不織布2の引き出し方向と直交する方向の端部を折り返し、当該端部同士を重ね合わせて固着させ、接合部3を形成する接合工程と、接合工程で接合部3が形成された不織布2のミシン目4が形成された方向と直交する方向で所定のサイズ毎に裁断する裁断工程と、を含むので、裁断工程の前段階で接合工程を完了して清掃用シート1を筒状に形成しておくことができることとなって、清掃用シート1を清掃用シート包装体100の包装体30の内部に収納する際に、容易にポップアップ方式を採用することができる。
According to the method for manufacturing the
以上、本発明に係る実施形態に基づいて具体的に説明したが、本発明は上記実施形態に限定されるものではなく、その要旨を逸脱しない範囲で変更可能である。 As mentioned above, although concretely demonstrated based on embodiment which concerns on this invention, this invention is not limited to the said embodiment, It can change in the range which does not deviate from the summary.
(第2の製造方法)
例えば、図6及び図7に示す例では、実施形態の清掃用シート1の製造方法と比べ、折り接着部50による不織布2の折り方法が異なっている。
具体的には、第2の製造方法では、図6に示すように、接合工程において、不織布2の引き出し方向と直交する方向の両端部を中央に折り返して端部同士を重ね合わせるのではなく、不織布2の引き出し方向と直交する方向の一方の端部のみを折り返して、他方の端部と重ね合わせるようにしている。
接合工程において、上記の折り方法を採用することにより、図7に示すように、接合部3が形成された箇所を含めて全体を2層構造とすることができるので、二次原反2B生成時に接合部3が形成された部分の嵩張りを抑えることができる。
(Second manufacturing method)
For example, in the example shown in FIG.6 and FIG.7, compared with the manufacturing method of the sheet |
Specifically, in the second manufacturing method, as shown in FIG. 6, in the joining step, both ends in the direction orthogonal to the drawing direction of the
By adopting the above folding method in the joining process, as shown in FIG. 7, the entire structure including the part where the joining
清掃用シート1の第2の製造方法によれば、接合工程は、不織布2の引き出し方向と直交する方向の一方の端部を折り返して他方の端部と重ね合わせるので、接合部3が形成された箇所を含めて全体を2層構造とすることができることとなって、二次原反2B生成時に接合部3が形成された部分の嵩張りを抑えることができる。
According to the second manufacturing method of the
また、第2の製造方法により製造された清掃用シート1によれば、接合部3は、不織布2を二つ折りにして長手方向Xの端部同士を接合して形成されているので、接合部3が形成された箇所を含めて全体を2層構造とすることができることとなって、清掃用シート包装体100の包装体30の内部に積層する際に、接合部3が形成された部分の嵩張りを抑えることができる。
Moreover, according to the
(変形例1)
例えば、図8,9に示す例では、実施形態の清掃用シート1と比べ、接合部3Aを形成する際の接合方法、及び不織布2上にミシン目4を形成しない点が異なっている。
具体的には、変形例1に係る清掃用シート1は、不織布2の長手方向Xの端部同士を重ね合わせて接合部3Aを形成する際、幅方向Yに沿って端部全体を固着させるのではなく、図8に示すように、幅方向Yに沿って任意の間隔毎に間欠的に点在する接着部3aにおいて固着させるようにしている。このように、変形例1に係る清掃用シート1は、接合部3Aにおいて、任意の間隔毎に点在する接着部3aにおいて固着させるようにしたことで、容易に接合状態を解放することができるので、当該接合部3Aを、幅方向Yに延在する切り取り部として機能させることができる。
従って、変形例1に係る清掃用シート1は、図8及び図9に示すように、不織布2上にミシン目4を形成しない構成となっている。
(Modification 1)
For example, the example shown in FIGS. 8 and 9 is different from the
Specifically, the
Therefore, the
次に、変形例1に係る清掃用シート1の製造方法について説明する。
まず、ロール状に巻かれた不織布2の一次原反2Aから不織布2を引き出し、折り接着部50において、不織布2の引き出し方向と直交する方向の両端部を中央に折り返し、端部同士を引き出し方向に沿って任意の間隔毎に間欠的に点在する接着部3aにおいて固着させ、接合部3Aを形成させる(接合工程)。接合工程においては、例えば、ホットメルト等の接着剤を使用する接着方法や、ヒートシール、超音波シール等の接着方法が利用される。
次に、接合部3Aが形成された不織布2をロール状に巻き取ることで、二次原反2Bを生成する(二次原反生成工程)。
最後に、ロール状に巻かれた不織布2の二次原反2Bから不織布2を引き出し、接合部3Aが形成された方向と直交する方向で所定のサイズ毎に裁断し、清掃用シート1を製造する(裁断工程)。
なお、接合工程において接合部3Aを形成した後、二次原反2Bを生成することなくそのまま所定のサイズ毎に裁断することも可能である。
Next, a method for manufacturing the
First, the
Next, the
Finally, the
In addition, after forming 3 A of joining parts in a joining process, it is also possible to cut | judge for every predetermined size as it is, without producing | generating secondary
次に、変形例1に係る清掃用シート1の使用方法について説明する。
まず、使用者は、清掃用シート包装体100の包装体30に設けられた蓋材20の摘み部21を摘みながら蓋材20を剥離し、開口部11を表出させる。
次に、使用者は、開口部11を介して、清掃用シート1を摘みながら上方に引き出すことにより清掃用シート1を取り出して使用する。
例えば、作業性を優先する場合には、筒状に形成された清掃用シート1の内部に手を入れて装着し、清掃対象である床やテーブル等を払拭する。
また、汚れがひどい場合には、清掃用シート1の表面に手を置いて、二層分の清掃用シート1で床やテーブル等を払拭する。
また、軽微な汚れを広範囲に除去したい場合には、清掃用シート1に形成された接合部3Aにおける接着部3aの接合状態を解放することにより、清掃用シート1を長手方向Xに広げた後、床やテーブル等を払拭する。
Next, a method for using the
First, the user peels off the
Next, the user takes out and uses the
For example, when priority is given to workability, a hand is put into the
Further, when the dirt is severe, a hand is placed on the surface of the
Further, when it is desired to remove a small amount of dirt in a wide range, after the
以上のように、変形例1に係る清掃用シート1によれば、切り取り部は、接合部3Aを形成する際、不織布2の長手方向Xの端部同士を、幅方向Yに沿って任意の間隔毎に間欠に固着させることにより形成されるので、ミシン目4を設けることなく、接合部3Aにおける接着部3aの接合状態を解放することにより、容易に長手方向Xに広げることができる。
As described above, according to the
また、変形例1に係る清掃用シート1の製造方法によれば、ロール状に巻かれた不織布2の原反2Aから当該不織布2を引き出し、当該不織布2の引き出し方向と直交する方向の端部を折り返し、当該端部同士を引き出し方向に沿って任意の間隔毎に間欠に固着させ、接合部3Aを形成する接合工程と、接合工程で接合部3Aが形成された不織布2の接合部3Aが形成された方向と直交する方向で所定のサイズ毎に裁断する裁断工程と、を含むので、ミシン目4を形成させる切り取り部形成工程を省略することができることとなって、製造工程を短縮することができる。
Moreover, according to the manufacturing method of the
(変形例2)
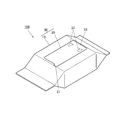
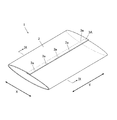
例えば、図10及び図11に示す例では、実施形態の清掃用シート1と比べ、接合部3の形状が異なっている。
具体的には、変形例2に係る清掃用シート1は、接合部3が、清掃用シート1の上面側に突出するように形成されている。
また、変形例2に係る清掃用シート1は、図12及び図13に示すように、実施形態の包装体30の内部に、複数枚積層された状態(清掃用シート積層体S)で収納される。
(Modification 2)
For example, in the example shown in FIGS. 10 and 11, the shape of the
Specifically, the
Moreover, as shown in FIG.12 and FIG.13, the sheet |
また、変形例2に係る清掃用シート1の製造方法は、実施形態に係る清掃用シート1の製造方法と比べ、接合工程において、接合部3が、上面側に突出するように形成される点においてのみ異なっている。
Moreover, the manufacturing method of the
以上のように、変形例2に係る清掃用シート1によれば、接合部3は、上面側に突出するように形成されているので、包装体30の内部に収納された際に、最も上方に位置する清掃用シート1の接合部3が自動的に立ち上がることとなって、使用者が清掃用シート1を引き出す際に容易に引き出すことができる。
なお、変形例2については、変形例1と組み合わせることも可能である。
As described above, according to the
Note that
(その他の変形例)
また、上記実施形態では、ウェットタイプの不織布2を例示して説明しているが、これに限定されるものではなく、ウェットタイプの不織布2の代わりに、疎水性を有する繊維を主体として構成されたドライタイプの不織布を使用するようにしてもよい。疎水性を有する繊維の例としては、例えば、ポリエチレン、ポリプロピレン及びポリビニルアルコール等のポリオレフィン系繊維、ポリエチレンテレフタレート、ポリブチレンテレフタレート等のポリエステル繊維や、ナイロン等のポリアミド系繊維が挙げられる。これらは単独で、又は2種以上を組み合わせて用いることができる。
(Other variations)
In the above embodiment, the wet type
また、上記実施形態では、本発明の汚れ拭きシートとして、清掃用シート1を例示して説明しているが、これに限定されるものではなく、清掃用シート1の代わりに、高齢者の介護やペットの手入れ等で体を拭くための体拭き用シートを用いるようにしてもよい。
Moreover, in the said embodiment, although the sheet |
その他、清掃用シート1及び清掃用シート包装体100の細部構成に関しても、本発明の趣旨を逸脱することのない範囲で適宜変更可能である。
In addition, the detailed configurations of the
1 清掃用シート(汚れ拭きシート)
2 不織布
3 接合部
3A 接合部(切り取り部)
3a 接着部
4 ミシン目(切り取り部)
100 清掃用シート包装体(汚れ拭きシート包装体)
30 包装体
10 袋本体
11 開口部
11a 閉ループ部
20 蓋材
21 摘み部
22 切り込み
23 固定部
40 ミシン目形成部
50 折り接着部
S 清掃用シート積層体
1 Cleaning sheet (dirt wiping sheet)
2
100 Cleaning sheet packaging (dirt wiping sheet packaging)
30
Claims (3)
幅方向に延在するミシン目が形成され、
前記ミシン目は、前記接合部に対向して設けられ、
前記接合部は、上面側に突出するように形成されていることを特徴とする汚れ拭きシート。 It is formed into a cylindrical shape by joining the longitudinal ends of the nonwoven fabric to form a joint,
A perforation extending in the width direction is formed,
The perforation is provided to face the joint;
The said junction part is formed so that it may protrude in the upper surface side, The dirt wiping sheet | seat characterized by the above-mentioned .
前記ミシン目形成工程でミシン目が形成された不織布の前記引き出し方向と直交する方向の端部を折り返し、当該端部同士を重ね合わせて固着させ、接合部を形成する接合工程と、
前記接合工程で接合部が形成された不織布の前記ミシン目が形成された方向と直交する方向で所定のサイズ毎に裁断する裁断工程と、
を含み、
前記ミシン目は、前記接合部に対向して設けられ、
前記接合工程は、前記接合部が、上面側に突出するように形成されることを特徴とする汚れ拭きシートの製造方法。 Drawer the nonwoven fabric from raw nonwoven wound into a roll, the center in the direction orthogonal to the drawing direction of the nonwoven fabric, a perforated line forming step of forming perforations along the drawing direction,
A bonding step of folding the end portion in the direction perpendicular to the drawing direction of the nonwoven fabric perforation is formed, thereby fixing by overlapping each other the ends to form a junction with the perforation forming step,
A cutting step of cutting every predetermined size in a direction orthogonal to the direction in which the perforation of the nonwoven fabric in which the bonded portion is formed in the bonding step;
Only including,
The perforation is provided to face the joint;
The method of manufacturing a dirt wiping sheet, wherein the joining step is formed so that the joining portion protrudes to the upper surface side .
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012054221A JP5841463B2 (en) | 2012-03-12 | 2012-03-12 | Dirt wiping sheet, dirt wiping sheet package, and method for producing dirt wiping sheet |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012054221A JP5841463B2 (en) | 2012-03-12 | 2012-03-12 | Dirt wiping sheet, dirt wiping sheet package, and method for producing dirt wiping sheet |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014072112A Division JP2014168692A (en) | 2014-03-31 | 2014-03-31 | Dirt wiping sheet and method for manufacturing the same |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2013184029A JP2013184029A (en) | 2013-09-19 |
| JP2013184029A5 JP2013184029A5 (en) | 2014-05-15 |
| JP5841463B2 true JP5841463B2 (en) | 2016-01-13 |
Family
ID=49385993
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012054221A Active JP5841463B2 (en) | 2012-03-12 | 2012-03-12 | Dirt wiping sheet, dirt wiping sheet package, and method for producing dirt wiping sheet |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5841463B2 (en) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014168692A (en) * | 2014-03-31 | 2014-09-18 | Daio Paper Corp | Dirt wiping sheet and method for manufacturing the same |
| SG11201704341QA (en) * | 2014-12-22 | 2017-07-28 | Kao Corp | Cleaning sheet |
| JP2017131676A (en) * | 2017-03-08 | 2017-08-03 | 花王株式会社 | Cleaning sheet |
| CN109199617B (en) * | 2018-08-06 | 2021-07-13 | 杭州玉丁香科技有限公司 | Manufacturing and forming method of oral cavity cleaning sleeve |
| KR102121922B1 (en) * | 2019-07-31 | 2020-06-11 | 심건우 | Manufacturing method of wet tissue available for disposable bag |
| CN114753137B (en) * | 2022-04-11 | 2023-11-10 | 肥城联谊工程塑料有限公司 | Non-woven fabric production equipment |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4843229Y1 (en) * | 1970-10-21 | 1973-12-14 | ||
| USD460509S1 (en) * | 2001-05-21 | 2002-07-16 | Daniel D. Hale | Panel golf sleeve |
| JP3092562U (en) * | 2002-09-04 | 2003-03-20 | 健彰實業有限公司 | Cut-off dirt removal cloth structure |
| JP2005028015A (en) * | 2003-07-11 | 2005-02-03 | Koyo Kasei:Kk | Mitten shaped cleaner |
| JP3129912U (en) * | 2006-12-20 | 2007-03-08 | 株式会社ゼロ・インフィニティ | Bag-shaped wet tissue |
| JP2009183322A (en) * | 2008-02-01 | 2009-08-20 | Meiko Shoji Kk | Cleaning and wiping tool |
| JP2011031946A (en) * | 2009-07-31 | 2011-02-17 | Meiko Shoji Kk | Wet sheet package |
| JP2014168692A (en) * | 2014-03-31 | 2014-09-18 | Daio Paper Corp | Dirt wiping sheet and method for manufacturing the same |
-
2012
- 2012-03-12 JP JP2012054221A patent/JP5841463B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2013184029A (en) | 2013-09-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5841463B2 (en) | Dirt wiping sheet, dirt wiping sheet package, and method for producing dirt wiping sheet | |
| JP3730105B2 (en) | Sheet package | |
| JP5712192B2 (en) | Absorbent package | |
| WO2010001904A1 (en) | Package body | |
| JP2002173183A (en) | Sheet package | |
| JP5309315B2 (en) | Pop-up type pack sheet packaging | |
| JP6158953B2 (en) | Kit for fluffing cleaning supplies | |
| JP5798625B2 (en) | Wet tissue packaging | |
| JP2014168692A (en) | Dirt wiping sheet and method for manufacturing the same | |
| JP6917686B2 (en) | Wet sheet packaging | |
| JP3761075B2 (en) | Seat container | |
| JP4422931B2 (en) | Cleaning article | |
| JP5216268B2 (en) | Continuous removal structure of wet tissue | |
| EP4289763A1 (en) | Wipe package with enlarged dispensing aperture | |
| JP6178061B2 (en) | Package | |
| US20070074366A1 (en) | Absorbent cleaning pad and method of making same | |
| JP5872232B2 (en) | Wet sheet packaging | |
| JP7473334B2 (en) | Sheet packaging | |
| JP4640804B2 (en) | Chemical inclusion body | |
| JP5394149B2 (en) | Sheet laminate and sheet package | |
| JP2014061948A (en) | Package | |
| JP2021035848A (en) | Wet sheet package | |
| JP2021102479A (en) | Sheet package body | |
| JP6157826B2 (en) | Package | |
| JP7133369B2 (en) | Sheet laminate and sheet package |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140331 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140508 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20141215 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150203 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150402 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20151104 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20151113 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5841463 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |