JP5787700B2 - Nonwoven manufacturing method - Google Patents
Nonwoven manufacturing method Download PDFInfo
- Publication number
- JP5787700B2 JP5787700B2 JP2011218027A JP2011218027A JP5787700B2 JP 5787700 B2 JP5787700 B2 JP 5787700B2 JP 2011218027 A JP2011218027 A JP 2011218027A JP 2011218027 A JP2011218027 A JP 2011218027A JP 5787700 B2 JP5787700 B2 JP 5787700B2
- Authority
- JP
- Japan
- Prior art keywords
- fiber sheet
- moisture content
- region
- increased
- steam
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images











Classifications
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H23/00—Processes or apparatus for adding material to the pulp or to the paper
- D21H23/02—Processes or apparatus for adding material to the pulp or to the paper characterised by the manner in which substances are added
- D21H23/22—Addition to the formed paper
- D21H23/50—Spraying or projecting
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H27/00—Special paper not otherwise provided for, e.g. made by multi-step processes
- D21H27/002—Tissue paper; Absorbent paper
Landscapes
- Nonwoven Fabrics (AREA)
- Paper (AREA)
Description
本発明は、嵩高な不織布の製造方法に関する。 The present invention relates to a method for producing a bulky nonwoven fabric.
湿潤紙力増強剤を添加した繊維懸濁液を抄紙原料供給ヘッドから繊維シート形成ベルト上に供給して繊維シート形成ベルト上に繊維を堆積させて、ウエット状態の繊維シートを形成し、吸引ボックスを使用して繊維シートを脱水して繊維シートの水分率を繊維シートの重量に対して50〜85重量%にした後、吸引によって開孔パターン構造体に繊維シートを押しつけて繊維シートに所定のパターンを付与し、その後、繊維シートを乾燥する嵩高紙の製造方法が従来技術として知られている(たとえば、特許文献1)。この嵩高紙の製造方法によれば、嵩高性および吸収性に富んだ嵩高紙を得ることができる。 A fiber suspension to which a wet paper strength enhancer is added is supplied from a papermaking material supply head onto a fiber sheet forming belt, and fibers are deposited on the fiber sheet forming belt to form a wet fiber sheet, and a suction box The fiber sheet is dehydrated by using the fiber sheet so that the moisture content of the fiber sheet is 50 to 85% by weight with respect to the weight of the fiber sheet, and then the fiber sheet is pressed against the aperture pattern structure by suction to give a predetermined amount to the fiber sheet. A bulky paper manufacturing method in which a pattern is applied and then a fiber sheet is dried is known as a conventional technique (for example, Patent Document 1). According to this method for producing a bulky paper, a bulky paper rich in bulkiness and absorbability can be obtained.
しかしながら、特許文献1に記載されているような嵩高紙の製造方法では、50〜85重量%という非常に高い水分率を有する繊維シートに所定のパターンを形成するので、パターンを繊維シートに形成した後の乾燥工程で、繊維シートの乾燥のために多大なエネルギーが必要となる場合がある。この場合、乾燥工程で使用する乾燥設備の設備規模を大きくする必要がある。 However, in the method for producing bulky paper as described in Patent Document 1, a predetermined pattern is formed on a fiber sheet having a very high moisture content of 50 to 85% by weight, and thus the pattern is formed on the fiber sheet. In a subsequent drying step, a great amount of energy may be required for drying the fiber sheet. In this case, it is necessary to increase the equipment scale of the drying equipment used in the drying process.
本発明は、上述の従来の課題を解決するものであり、嵩高であり、かつ柔軟性を有する不織布を提供することを目的とする。 This invention solves the above-mentioned conventional subject, and it aims at providing the bulky and flexible nonwoven fabric.
本発明は、上記課題を解決するため、以下の構成を採用した。
すなわち、本発明の不織布の製造方法は、水分を含んだ抄紙原料を支持体上に供給して、該支持体上に繊維シートを形成する工程と、繊維シートを乾燥する工程と、繊維シートを乾燥する工程によって乾燥した繊維シートの一部に、繊維シートを乾燥する工程によって乾燥した繊維シートの水分率よりも高い水分率に水分率を上昇させた領域を形成する工程と、繊維シートの水分率を上昇させた領域に高圧水蒸気を噴射する工程とを含む。
本発明の他の不織布の製造方法は、ウェブを支持体上に供給して、該支持体上に繊維シートを形成する工程と、繊維シートの一部に、繊維シートの水分率よりも高い水分率に水分率を上昇させた領域を形成する工程と、繊維シートの水分率を上昇させた領域に高圧水蒸気を噴射する工程とを含み、水分率を上昇させた領域を形成する工程は、前記繊維シートの水分率を上昇させた領域における繊維シートの水分率を、10%以上、80%以下とする。
The present invention employs the following configuration in order to solve the above problems.
That is, the method for producing a nonwoven fabric of the present invention comprises a step of supplying a papermaking raw material containing moisture onto a support, forming a fiber sheet on the support, a step of drying the fiber sheet, and a fiber sheet. Forming a region where the moisture content is increased to a moisture content higher than the moisture content of the fiber sheet dried by the step of drying the fiber sheet in a part of the fiber sheet dried by the drying step, and moisture of the fiber sheet Injecting high-pressure steam into the region where the rate is increased.
Another method for producing a nonwoven fabric of the present invention includes a step of supplying a web onto a support and forming a fiber sheet on the support, and a moisture content higher than the moisture content of the fiber sheet in a part of the fiber sheet. forming a region where moisture content is increased the rate, look including the step of injecting high-pressure steam to the area to increase the moisture content of the fiber sheet to form a region where moisture content is increased, the The moisture content of the fiber sheet in the region where the moisture content of the fiber sheet is increased is set to 10% or more and 80% or less .
本発明によれば、所定のパターンを繊維シートに形成した後の乾燥に、多大なエネルギーを要しないようにすることができる。 ADVANTAGE OF THE INVENTION According to this invention, it can be made not to require a lot of energy for the drying after forming a predetermined pattern in a fiber sheet.
以下、図を参照して本発明の一実施形態の不織布の製造方法をより詳細に説明する。図1は、本発明の一実施形態における不織布の製造方法に使用する不織布製造装置1を説明するための図である。 Hereinafter, the manufacturing method of the nonwoven fabric of one Embodiment of this invention is demonstrated in detail with reference to figures. FIG. 1 is a view for explaining a nonwoven fabric manufacturing apparatus 1 used in a nonwoven fabric manufacturing method according to an embodiment of the present invention.
まず、繊維懸濁液などの水分を含んだ抄紙原料を作製する。抄紙原料に用いる繊維としては、繊維長20mm以下の短繊維が好ましい。このような短繊維としては、たとえば針葉樹や広葉樹の化学パルプ、半化学パルプおよび機械パルプなどの木材パルプ、これら木材パルプを化学処理したマーセル化パルプおよび架橋パルプ、麻や綿などの非木材系繊維ならびにレーヨン繊維などの再生繊維のようなセルロース系繊維、ならびにポリエチレン繊維、ポリプロピレン繊維、ポリエステル繊維およびポリアミド繊維のような合成繊維などが挙げられる。抄紙原料に用いる繊維は、とくに木材パルプ、非木材パルプ、レーヨン繊維などのセルロース系繊維が好ましい。 First, a papermaking raw material containing moisture such as a fiber suspension is prepared. The fibers used for the papermaking raw material are preferably short fibers having a fiber length of 20 mm or less. Examples of such short fibers include wood pulp such as soft and hardwood chemical pulp, semi-chemical pulp and mechanical pulp, mercerized pulp and cross-linked pulp obtained by chemically treating these wood pulp, and non-wood fiber such as hemp and cotton. And cellulosic fibers such as regenerated fibers such as rayon fibers, and synthetic fibers such as polyethylene fibers, polypropylene fibers, polyester fibers and polyamide fibers. The fibers used for the papermaking raw material are particularly preferably cellulosic fibers such as wood pulp, non-wood pulp, and rayon fiber.
抄紙原料は、原料供給ヘッド11によって繊維シート形成コンベア16の繊維シート形成ベルト上に供給され、繊維シート形成ベルト上に堆積する。繊維シート形成ベルトは、蒸気が通過可能な通気性を有する支持体であることが好ましい。たとえば、ワイヤーメッシュおよび毛布などを繊維シート形成ベルトに用いることができる。 The papermaking raw material is supplied onto the fiber sheet forming belt of the fiber sheet forming conveyor 16 by the raw material supply head 11 and deposited on the fiber sheet forming belt. The fiber sheet forming belt is preferably a support having air permeability through which steam can pass. For example, a wire mesh and a blanket can be used for the fiber sheet forming belt.
繊維シート形成ベルト上に堆積した抄紙原料は吸引ボックス15により適度に脱水され、繊維シート24が形成する。繊維シート24は、繊維シート形成ベルト上に配置された2台の高圧水流ノズル12と、繊維シート形成ベルトを挟んで高圧水流ノズル12に対向する位置に配置された、高圧水流ノズル12から噴射された水を回収する2台の吸引ボックス15との間を通過する。このとき、繊維シート24は、高圧水流ノズル12から高圧水流を噴射され、上面(高圧水流ノズル12側の面)に溝部が形成される。
The papermaking raw material deposited on the fiber sheet forming belt is appropriately dehydrated by the
高圧水流ノズル12の一例を図2に示す。高圧水流ノズル12は、繊維シート24の幅方向(CD)に並んだ複数の高圧水流31を繊維シート24に向けて噴射する。その結果、繊維シート24の上面には、繊維シート24の幅方向(CD)にならび、機械方向(MD)に延びる複数の溝部32が形成される。
An example of the high-pressure
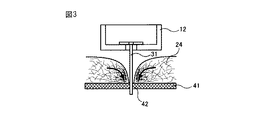
また、繊維シート24が高圧水流を受けると、上述のように繊維シート24に溝部32が形成されるとともに繊維シート24の繊維同士が交絡し、繊維シート24の強度が高くなる。繊維シート24が高圧水流を受けると、繊維シート24の繊維同士が交絡する原理を、図3を参照して説明するが、この原理は本発明を限定するものではない。
Moreover, when the
図3に示すように、高圧水流ノズル12が高圧水流31を噴射すると、高圧水流31は繊維シート形成ベルト41を通過する。これにより繊維シート24の繊維は、高圧水流31が繊維シート形成ベルト41を通過する部分42を中心に引き込まれることになる。その結果、繊維シート24の繊維が、高圧水流31が繊維シート形成ベルト41を通過する部分42に向かって集まり、繊維同士が交絡することになる。
As shown in FIG. 3, when the high-pressure
繊維シート24の繊維同士が交絡することにより繊維シート24の強度が高くなることによって、後の工程で、高圧水蒸気が繊維シート24に噴射されても穴が開いたり、破れたり、および吹き飛んだりすることが少なくなる。また、抄紙原料に紙力増強剤を添加しなくても繊維シート24の湿潤強度を増加させることができる。
When the fibers of the
高圧水流ノズル12の穴径は90〜150μmであることが好ましい。高圧水流ノズル12の穴径が90μmよりも小さいと、ノズルが詰まりやすいという問題が生じる場合がある。また、高圧水流ノズル12の穴径が150μmよりも大きいと、処理効率が悪くなるという問題が生じる場合がある。
The hole diameter of the high-
高圧水流ノズル12の穴ピッチ(隣接する穴の中心間の距離)は0.5〜1.0mmであることが好ましい。高圧水流ノズル12の穴ピッチが0.5mmよりも小さいと、ノズルの耐圧が低下し、破損するという問題が生じる場合がある。また、高圧水流ノズル12の穴ピッチが1.0mmよりも大きいと、繊維交絡が不十分となるという問題が生じる場合がある。
The hole pitch of the high-pressure water nozzle 12 (distance between the centers of adjacent holes) is preferably 0.5 to 1.0 mm. If the hole pitch of the high-
図4に、高圧水流ノズル12の穴の配置の一例を示す。高圧水流ノズル12には、繊維シート24の幅方向(CD)に一列に並んだ複数の穴121が設けられている。穴径は、たとえば92μmであり、穴ピッチは、たとえば0.5mmである。
In FIG. 4, an example of arrangement | positioning of the hole of the high pressure
2台の高圧水流ノズル12と、2台の吸引ボックス13との間を通過した後の位置(図1の符号25の位置)の繊維シート24の幅方向の断面を図5に示す。高圧水流によって繊維シート24の上面に溝部32が形成される。
FIG. 5 shows a cross-section in the width direction of the
その後、図1に示すように、繊維シート24は、吸引ピックアップ17によって繊維シート搬送コンベア18に転写される。この転写のとき、繊維シート24は厚み方向に圧力を受け、繊維シート24の嵩は低くなる。さらに、繊維シート24は繊維シート搬送コンベア19に転写される。この転写のときも、繊維シート24は厚み方向に圧力を受け、繊維シート24の嵩は低くなる。次に、乾燥ドライヤー20に転写される。この転写のときも、繊維シート24は厚み方向に圧力を受け、繊維シート24の嵩は低くなる。乾燥ドライヤー20は、たとえば、ヤンキードライヤーであり、蒸気により約120℃に加熱されたドラムに繊維シート24を付着させて、繊維シート24を乾燥させる。
Thereafter, as shown in FIG. 1, the
この乾燥ドライヤー20による乾燥によって繊維シート24の水分率は、10%未満にすることが好ましく、8%以下にすることがより好ましい。ここで、水分率とは、乾燥した繊維シート24の質量を100%としたときの繊維シートに含有している水の量である。繊維シート24の水分率が10%よりも大きいと、繊維シート24の繊維間の水素結合力が弱くなり、繊維間の交絡が弱くなるので、繊維シート24に必要な強度が得られない場合がある。本発明の一実施形態における不織布の製造方法では、後の工程で、強度が小さい領域が、繊維シート24の一部に後の工程で形成されるので、繊維シート24の強度を高くしておく必要がある。
The moisture content of the
次に、繊維シート24は、スプレー23の下方に移動し、スプレー23から水を適用される。図6に示すように、スプレーのノズル231は繊維シート24の幅方向(CD)に並べて配置されている。また、スプレー23から放射された水232が繊維シート24の一部のみに適用されるように、スプレー23は、繊維シート24に近接して配置されている。これにより、水が適用された複数の領域241、すなわち、水分率を上昇させた複数の領域241が繊維シート24の一部に形成される。水分率を上昇させた複数の領域241は、繊維シート24の幅方向(CD)に並び、繊維シート24の機械方向に延びている。
Next, the
繊維シート24の水分率を上昇させた領域241の水分率は、乾燥ドライヤー20によって乾燥した繊維シート24の水分率よりも高ければとくに限定されないが、10%以上、80%以下であることが好ましい。繊維シート24の水分率が10%よりも小さいと、繊維シート24の繊維間の水素結合力が強くなり、後述の高圧水蒸気によって繊維シート24の繊維をほぐすために必要なエネルギーが非常に高くなる。一方、繊維シート24の水分率が80%よりも大きくなると、繊維シート24から水が垂れてしまう場合がある。
The moisture content of the
なお、繊維シート24の水分率を上昇させることができれば、スプレー23から放射される液体は、水に限定されない。たとえば、水に他の化合物を溶解させた水溶液をスプレー23から放射してもよい。
Note that the liquid emitted from the
水分率を上昇させた領域241では、繊維シート24の繊維間の水素結合力が弱くなっているので、繊維間の交絡が弱くなっている。このため、水分率を上昇させた領域241では、繊維シート24の繊維を容易にほぐすことができ、繊維シート24の加工が容易になる。
In the
繊維シートの水分率が高い場合、繊維間の水素結合が弱く、繊維間の交絡が弱いので、繊維シートの強度は弱い。このため、上述の引用文献1に記載の繊維シートのように繊維シート全体の水分率が50〜85重量%である場合、繊維シートの強度は弱くなり、製造工程のラインテンションを上げたり、ラインスピードを上げたりすることができない。このため、不織布の製造効率は低下する。しかし、本発明の一実施形態の不織布の製造方法では、スプレー23から放射された水232は繊維シート24の一部のみに適用されるので、水分率を上昇させない領域が繊維シート24に残る。水分率を上昇させない領域では、繊維シート24の繊維間の水素結合が強く、繊維間の交絡も強いので、繊維シート24の強度は高い。したがって、本発明の一実施形態の本発明の一実施形態の不織布の製造方法では、この水分率を上昇させない領域のお陰で、製造工程のラインテンションを上げたり、ラインスピードを上げたりすることができ、不織布の製造効率を高めることができる。
When the moisture content of the fiber sheet is high, the hydrogen bond between the fibers is weak and the entanglement between the fibers is weak, so the strength of the fiber sheet is weak. For this reason, when the moisture content of the whole fiber sheet is 50 to 85% by weight as in the fiber sheet described in the above-mentioned cited document 1, the strength of the fiber sheet is weakened, and the line tension of the manufacturing process is increased. I ca n’t speed up. For this reason, the manufacturing efficiency of a nonwoven fabric falls. However, in the method for producing a nonwoven fabric according to an embodiment of the present invention, the
後述の蒸気ノズル14から噴射された高圧水蒸気が繊維シート24に当たる位置および範囲に基づいて、スプレー23の穴径はおよび穴ピッチは適宜選択される。たとえば、スプレー23の穴径および穴ピッチを、後述の蒸気ノズル14の穴径および穴ピッチと合わせてもよい。
The hole diameter and the hole pitch of the
次に、繊維シート24は、円筒状のサクションドラム13におけるメッシュ状の外周面上に移動する(図1参照)。このとき、サクションドラム13の外周面の上方に配置された1台の蒸気ノズル14から高圧水蒸気が繊維シート24の水分を上昇させた領域に噴射される。なお、2台以上の蒸気ノズルから高圧水蒸気が繊維シート24の水分を上昇させた領域に噴射されるようにしてもよい。サクションドラム13は吸引装置を内蔵しており、蒸気ノズル14から噴射された高圧水蒸気は吸引装置によって吸引される。蒸気ノズル14から噴射された高圧水蒸気によって、繊維シート24の上面(蒸気ノズル14側の面)に溝部が形成される。
Next, the
蒸気ノズル14から噴射される高圧水蒸気は、100%の水からなる水蒸気でもよいし、空気などの他の気体を含んだ水蒸気でもよい。しかし、蒸気ノズル14から噴射される高圧水蒸気は、100%の水からなる水蒸気であることが好ましい。
The high-pressure steam sprayed from the
サクションドラム13の上方に配置された蒸気ノズル14の一例を図7に示す。蒸気ノズル14は、繊維シート24の幅方向(CD)に並んだ複数の高圧水蒸気51を繊維シート24の水分率を上昇させた領域241に向けて噴射する。その結果、繊維シート24の上面には、繊維シート24の幅方向(CD)にならび、機械方向(MD)に延びる複数の溝部52が形成される。繊維シート24には、上述の高圧水流によって形成された溝部も存在するが、高圧水蒸気51によって形成された溝部52を見えやすくするために、図7では高圧水流によって形成された溝部を省略している。
An example of the
繊維シート24の水分率を上昇させた領域241に高圧水蒸気が噴射されると、水分率を上昇させた領域241のおける繊維シート24の繊維はほぐれる。そして、ほぐれた繊維は、高圧水蒸気が噴射された部分の幅方向の両側に、高圧水蒸気によって移動する。これにより、繊維シート24の嵩が高くなる。この繊維シート24の嵩が高くなる原理を、図8を参照して詳細に説明するが、この原理は本発明を限定するものではない。
When high-pressure steam is injected into the
図8に示すように、蒸気ノズル14が高圧水蒸気51を噴射すると、高圧水蒸気51はサクションドラム13にあたる。高圧水蒸気51は、大部分はサクションドラム13にはね返される。これにより繊維シート24の繊維は、巻き上がり、そしてほぐされる。とくに、水分率を上昇させた領域では、繊維間の水素結合が弱いため、繊維間の交絡が弱い。このため、水分率を上昇させた領域では、繊維は巻き上がりやすくなっており、これにより繊維はほぐされやすくなっている。
As shown in FIG. 8, when the
また、高圧水蒸気によって繊維シート24中の水は急激に蒸発する。水分率を上昇させた領域では、繊維シート24の水分率が高くなっているので、この水の急激な蒸発による水蒸気の膨張も大きくなる。これによって、繊維間に隙間が大きくなり、繊維はほぐれやすくなる。
Moreover, the water in the
繊維シート24の繊維は、さらに高圧水蒸気51によってかき分けられ、かき分けられた繊維は、高圧水蒸気51がサクションドラム13にあたる部分53の幅方向両側に移動して集まり、繊維シート24の嵩の高い部分である高嵩部54が形成される。
The fibers of the
繊維シート24は、高圧水蒸気51によって部分的に繊維を吹き寄せて賦型されるので、繊維間の交絡は強い。このため、繊維シートの嵩高の状態を維持するために繊維シート24に可塑性繊維を配合しなくてもよい。また、後述の巻き取りによって繊維シートの嵩がつぶれることが少ない。さらに、製造された不織布を湿潤の状態で使用しても不織布の嵩がつぶれることが少ない。
Since the
水分率を上昇させていない領域では、繊維シート24の水分率が低いので、繊維間の水素結合が強い。このため、水分率を上昇させていない領域に高圧水蒸気51を噴射しても繊維シート24の嵩はあまり高くならない。したがって、本発明の一実施形態の不織布の製造方法では、水分率を上昇させた領域を繊維シート24に形成し、その領域に、高圧水蒸気51を噴射することによって、繊維シート24の嵩をとても高くすることができる。
In the region where the moisture content is not increased, the moisture content of the
水分率を上昇させていない領域では、高圧水流によって繊維シート24の強度は高められている。このため、高圧水蒸気51を繊維シート24に噴射するとき、繊維シート24が高圧水蒸気51によって吹き飛んでしまうのを防ぐためのネットを繊維シート24の上に設ける必要がない。したがって、高圧水蒸気51による繊維シート24の処理効率が上がる。また、上記ネットを設ける必要がないので、不織布製造装置1のメンテナンスおよび不織布の製造コストを抑えることができる。
In the region where the moisture content is not increased, the strength of the
高圧水蒸気の温度は、130〜220℃であることが好ましい。これにより、高圧水蒸気を繊維シート24に噴射しているときも繊維シート24の乾燥は進むことになり、繊維シート24は、嵩が高くなるのと同時に乾燥する。繊維シート24が乾燥すると繊維シート24の繊維同士の水素結合が強くなるので、繊維シート24の強度は高くなり、繊維シート24の高くなった嵩はつぶれにくくなる。また、繊維シート24の強度は高くなることによって、高圧水蒸気の噴射により繊維シート24に穴が開いたり、切れたりすることが防止される。
The temperature of the high-pressure steam is preferably 130 to 220 ° C. Thus, the drying of the
蒸気ノズル14から噴射される高圧水蒸気の蒸気圧力は0.3〜1.5MPaであることが好ましい。高圧水蒸気の蒸気圧力が0.3MPaよりも小さいと、繊維シート24の嵩が、高圧水蒸気によってあまり高くならない場合がある。また、高圧水蒸気の蒸気圧力が1.5MPaよりも大きいと、繊維シート24に穴が開いたり、繊維シート24が破れたり、および吹き飛んだりする場合がある。
It is preferable that the steam pressure of the high-pressure steam sprayed from the
サクションドラム13には、蒸気ノズル14から噴射された蒸気を吸引する吸引装置が内蔵されている。この吸引装置によって、サクションドラム13が繊維シート24を吸引する吸引力は、−1〜−12kPaであることが好ましい。サクションドラム13の吸引力が−1kPaよりも小さいと蒸気を吸いきれず吹き上がりが生じ危険であるという問題が生じる場合がある。また、サクションドラム13の吸引力が−12kPaよりも大きいとサクション内への繊維脱落が多くなるという問題が生じる場合がある。
The
蒸気ノズル14の先端と繊維シート24の上面との間の距離は1.0〜10mmであることが好ましい。蒸気ノズル14の先端と繊維シート24の上面との間の距離が1.0mmよりも小さいと、繊維シート24に穴が開いたり、繊維シート24が破れたり、吹き飛んだりするという問題が生じる場合がある。また、蒸気ノズル14の先端と繊維シート24の上面との間の距離が10mmよりも大きいと、高圧水蒸気における繊維シート24の表面に溝部を形成するための力が分散してしまい、繊維シート24の表面に溝部を形成する能率が悪くなる。
The distance between the tip of the
蒸気ノズル14の穴径は、高圧水流ノズル12の穴径よりも大きいことが好ましく、かつ蒸気ノズル14の穴ピッチは、高圧水流ノズル12の穴ピッチよりも大きいことが好ましい。これにより、図9に示すように、高圧水流ノズル12から噴射された高圧水流によって形成された溝部32を残しながら、蒸気ノズル14から噴射された高圧水蒸気によって、繊維シート24に溝部52を形成することができる。
The hole diameter of the
図9は、高圧水蒸気を噴射した後(図1の符号26の位置)の繊維シート24の幅方向の断面を示す図である。繊維シート24のうち、高圧水流によって形成された溝部32が複数存在する領域55は、水分を上昇させなかった領域に対応し、繊維シート24の強度が高い領域である。高圧水蒸気によって形成された溝部53および高嵩部54が存在する領域56は、水分率を上昇させた領域に対応し、上記領域55に比べて強度が若干低められている領域である。このように、強度は高いが嵩は高くない領域55と、強度が低いが嵩は高い領域56とを繊維シート24に形成すことによって、繊維シート24における強度と嵩高とのバランスをとることができる。また、繊維シート24の嵩が高くなることによって、繊維シート24の保水性が改善されるとともに、繊維シート24の湿潤強度も改善される。さらに、高圧水蒸気による繊維シート24の強度低下を抑えながら、高圧水蒸気によって繊維シート24に溝部を形成することができる。
FIG. 9 is a view showing a cross-section in the width direction of the
汚れを拭き取る不織布として繊維シートを使用する場合、繊維シート24における溝部53および高嵩部54が存在する領域56で汚れをかき取って、溝部32が複数存在する領域55でかき取った汚れを吸収することができる。したがって、この2つの領域55,56の存在によって繊維シートの拭き取り性能が向上する。
When a fiber sheet is used as a nonwoven fabric to wipe off dirt, the dirt is scraped off in the
蒸気ノズル14の穴径は150〜600μmであることが好ましい。蒸気ノズル14の穴径が150μmよりも小さいと、高圧水蒸気のエネルギーが不足し、十分に繊維をかき分けられないという問題が生じる場合がある。また、蒸気ノズル14の穴径が600μmよりも大きいと、高圧水蒸気のエネルギーが大き過ぎてしまい、高圧水蒸気による繊維シート24へのダメージが大きくなり過ぎるという問題が生じる場合がある。
The hole diameter of the
蒸気ノズル14の穴ピッチ(隣接する穴の中心間の距離)は1.0〜10.0mmであることが好ましい。蒸気ノズル14の穴ピッチが1.0mmよりも小さいと、蒸気ノズル14の耐圧性が低下し、蒸気ノズル14が破損する恐れが生じる場合がある。また、蒸気ノズル14の穴ピッチが10.0mmよりも大きいと、繊維シートにおける高圧水蒸気によって処理を受けた部分の割合が小さくなり、繊維シートに対する高圧水蒸気による効果が小さくなる場合がある。
It is preferable that the hole pitch (distance between the centers of adjacent holes) of the
蒸気ノズル14の穴は、繊維シート24の幅方向(CD)に一列に並んでいてもよいし、二列以上に並んでいてもよい。また、幅方向(CD)に並んだ2つ以上の蒸気ノズル14の穴を一組として、蒸気ノズル14の穴の組が、所定の穴ピッチで幅方向(CD)に並んでいてもよい。この場合、隣接する、穴の組の中心間の距離が、蒸気ノズル14の穴ピッチとなる。
The holes of the
図10に、蒸気ノズル14の穴の配置の一例を示す。蒸気ノズル14では、繊維シート24の幅方向(CD)に並んだ2つの穴141からなる穴の組142が二列で幅方向(CD)に並んでいる。穴径は、たとえば300μmであり、穴ピッチ、すなわち、穴141の組142の隣接する穴の中心間の距離は、たとえば2.0mmであり、隣接する穴141の組142の中心間の距離143は、たとえば6.0mmである。
In FIG. 10, an example of arrangement | positioning of the hole of the
高圧水蒸気を噴射した後の繊維シート24の水分率が、高圧水蒸気を噴射する前の繊維シート24の水分率よりもできるだけ大きくならないようにするため、高圧水蒸気の温度は、乾燥ドライヤー20の温度よりも高いことが好ましい。たとえば、高圧水蒸気の温度は、130〜220℃であることが好ましい。これにより、高圧水蒸気を繊維シート24に噴射しているときも繊維シート24の乾燥は進むことになり、繊維シート24は、嵩が高くなるのと同時に乾燥する。繊維シート24が乾燥すると繊維シート24の繊維同士の水素結合が強くなるので、繊維シート24の強度は高くなり、繊維シート24の高くなった嵩はつぶれにくくなる。また、繊維シート24の強度は高くなることによって、高圧水蒸気の噴射により繊維シート24に穴が開いたり、切れたりすることが防止される。
In order to prevent the moisture content of the
高圧水蒸気を噴射した後の繊維シート24の水分率は、35%以下であることが好ましい。高圧水蒸気を噴射した後の繊維シート24の水分率が35%よりも大きいと、後述の乾燥ドライヤーによる乾燥によって繊維シート24の水分率を5%以下にすることができない場合がある。この場合、さらに追加の乾燥が必要であり、不織布の製造効率が悪くなる。
It is preferable that the moisture content of the
高圧水蒸気によって繊維シート24の上面に溝部が形成されるとともに、繊維シート24の下面(繊維シート24のサンクションドラム側の面)にサクションドラム13の外周面のパターンに対応した不図示の凹凸が形成される。
Grooves are formed on the upper surface of the
その後、図1に示すように、乾燥ドライヤー20とは別の乾燥ドライヤー22に転写される。乾燥ドライヤー22は、たとえば、ヤンキードライヤーである。乾燥ドライヤー22のドラムは蒸気により約150℃に加熱され、そのドラムに繊維シート24を付着させて、繊維シート24を乾燥させる。乾燥ドライヤー22を通過した後の繊維シート24は十分に乾燥していることが必要であり、具体的には、乾燥ドライヤー22を通過した後の繊維シート24の水分率は5%以下であることが好ましい。
Thereafter, as shown in FIG. 1, the image is transferred to a drying
上述したように、特許文献1に記載されているような嵩高紙の製造方法では、50〜85重量%という非常に高い水分率を有する繊維シートに所定のパターンを形成するので、パターンを繊維シートに形成した後の乾燥工程で、繊維シートの乾燥のために多大なエネルギーが必要となる場合がある。一方、本発明の一実施形態の不織布の製造方法では、繊維シートの水分率が高い領域は、繊維シートの一部でしかないので、繊維シートの乾燥のために多大なエネルギーを必要としない。また、繊維シートの一部でしかない水分率が高い領域に、さらに高圧水蒸気が噴射されるので、水分率が高い領域の水分率はさらに小さくなり、繊維シートの乾燥のために多大なエネルギーをさらに必要としない。 As described above, in the method for producing a bulky paper as described in Patent Document 1, a predetermined pattern is formed on a fiber sheet having a very high moisture content of 50 to 85% by weight. In the drying process after forming, a great amount of energy may be required for drying the fiber sheet. On the other hand, in the method for producing a nonwoven fabric according to one embodiment of the present invention, the region where the moisture content of the fiber sheet is only a part of the fiber sheet does not require a great deal of energy for drying the fiber sheet. In addition, since the high-pressure steam is sprayed onto a region where the moisture content is only a part of the fiber sheet, the moisture content in the region where the moisture content is high is further reduced, and a great deal of energy is consumed for drying the fiber sheet. No further need.
乾燥した繊維シート24は、不織布として巻き取り機21に巻き取られる。
The dried
以上の一実施形態による不織布の製造方法を以下のように変形することができる。
(1)繊維シートに適用する水または水溶液の量を変えて、水分率を上昇させた領域の水分率を場所によって変えられるようにしてもよい。繊維シートの水分率が高い場所ほど、繊維シートの繊維間の水素結合が弱くなり、繊維間の交絡が弱くなるので、高嵩部の高さを高くすることができる。したがって、水分率を上昇させた領域の水分率を場所によって変えることによって、高嵩部の高さを場所によって変えることができ、繊維シート24の表面の設計の自由度が上がる。
The method for producing a nonwoven fabric according to the above embodiment can be modified as follows.
(1) The amount of water or aqueous solution applied to the fiber sheet may be changed so that the moisture content of the region where the moisture content is increased can be changed depending on the location. The higher the moisture content of the fiber sheet, the weaker the hydrogen bonds between the fibers of the fiber sheet and the weaker the entanglement between the fibers, so that the height of the high bulk portion can be increased. Therefore, by changing the moisture content of the region where the moisture content has been raised depending on the location, the height of the high bulk portion can be altered depending on the location, and the degree of freedom in designing the surface of the
(2)水分率を上昇させた領域を繊維シートに形成するために使用したスプレーに電磁弁などを設けて、スプレーは水または水溶液を間欠的に放射できるようにしてもよい。これにより、水分率を上昇させた領域を間欠的に形成することができる。上述したように、水分率を上昇させた領域では、繊維間の水素結合が弱く、繊維間の交絡は弱いので、高圧水蒸気を噴射すると、繊維シート24に溝部52および高嵩部54が形成される。しかし、水分率を上昇させていない領域では、繊維シート24の水分率が非常に小さいので、繊維間の水素結合が強く、繊維間の交絡は強いため、高圧水蒸気を噴射しても、繊維シート24に溝部52および高嵩部54はほとんど形成されない。したがって、水または水溶液を間欠的に放射できるスプレーを使用することによって、高圧水蒸気を連続的に噴射した場合であっても、図11に示す繊維シート24Aのように、幅方向(CD)に並び、機械方向(MD)に間欠的に延びている溝部52Aおよび高嵩部54Aを形成することができる。すなわち、水分率を上昇させた領域を部分的に形成することによって、高圧水蒸気を連続的に噴射した場合であっても、部分的に溝部および高嵩部を形成することができる。
(2) An electromagnetic valve or the like may be provided on the spray used to form the region with an increased moisture content on the fiber sheet so that the spray can radiate water or an aqueous solution intermittently. Thereby, the area | region which raised the moisture content can be formed intermittently. As described above, in the region where the moisture content is increased, hydrogen bonding between fibers is weak and entanglement between fibers is weak. Therefore, when high-pressure steam is injected, a
また、スプレーによる水または水溶液の放射の間隔を制御することによって、繊維シート24に溝部52および高嵩部54のパターンを変更することができる。これにより、溝部52および高嵩部54のパターンを変更するためのコストを低減することができる。一方、引用文献1に記載の繊維シートの製造方法では、繊維シートに形成されるパターンを変更するためには、開孔パターン構造体、吸引サンクションドラムおよび蒸気ノズルを取り替えなくてはならないので、繊維シートに形成されるパターンを変更するのに費用がかかる。
Moreover, the pattern of the
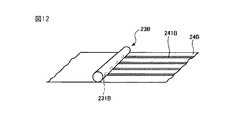
(3)図12に示すように、水または水溶液が入っている管23Bの水または水溶液を吐出する開口部231Bに繊維シート24Bを近接させることによって、水分率を上昇させた領域241Bを繊維シート24Bの一部に形成するようにしてもよい。簡単な設備で水分率を上昇させた領域241Bを繊維シート24Bの一部に形成することができる。これにより、高圧水蒸気を連続的に噴射した場合であっても、水分率を上昇させた領域241Bのみに溝部および高嵩部を形成することができる。
(3) As shown in FIG. 12, by bringing the fiber sheet 24B close to the
(4)図13に示すように、水分付与ロール23Cに繊維シート24Cを通すことによって、水分率を上昇させた領域241Cを繊維シート24Cの一部に形成するようにしてもよい。水分付与ロール23Cは、水または水溶液をしみ出すパターン部233Cを外周面に有する上段ロール231Cと、平滑な外周面を有する下段ロール232Cとからなる。なお、水分付与ロールは、平滑な外周面を有する上段ロールと、水または水溶液をしみ出すパターン部を外周面に有する下段ロールとからなるようにしてもよい。また、水分付与ロールの上段ロールおよび下段ロールは、ともに水または水溶液をしみ出すパターン部を外周面に有していてもよい。パターン部233Cは多孔質体で構成され、上段ロール231Cの内部に供給された水または水溶液は、パターン部233Cを通って上段ロール231Cの外周面上に供給される。これにより、繊維シート24Cが水分付与ロール23Cを通過すると、パターン部233Cと同じ大きさおよび形状の水分率を上昇させた領域241Cを繊維シート23C形成することができる。パターン部233Cの大きさおよび形状を変えることによって、繊維シート23Cに形成される水分率を上昇させた領域241Cの大きさおよび形状を自由に変更できるので便利である。これにより、高圧水蒸気を連続的に噴射した場合であっても、大きさおよび形状を自由に変更できる領域241Cのみに溝部および高嵩部を形成することができる。
(4) As shown in FIG. 13, by passing the fiber sheet 24C through the
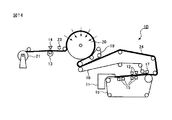
(5)高圧水蒸気は、繊維シート中の水分を蒸発させることができる。したがって、高圧水蒸気のエネルギーを高くすることによって、高圧水蒸気噴射後の繊維シートの水分率を5%以下にすることができる。この場合、繊維シートをさらに乾燥する必要はないので、図14に示す不織布製造装置1Dのように、蒸気ノズル14と巻き取り機21との間に乾燥ドライヤーを設けないようにしてもよい。
(5) The high-pressure steam can evaporate moisture in the fiber sheet. Therefore, by increasing the energy of the high-pressure steam, the moisture content of the fiber sheet after the high-pressure steam injection can be reduced to 5% or less. In this case, since it is not necessary to further dry the fiber sheet, a drying dryer may not be provided between the
(6)以上の本発明の一実施形態における不織布の製造方法は、湿式による不織布の製造方法であった。しかし、本発明の不織布の製造方法は、乾式による不織布の製造方法に適用することができる。たとえば、ウェブを支持体上に供給して、支持体上に繊維シートを形成し、繊維シートの一部に、繊維シートの水分率よりも高い水分率に水分率を上昇させた領域を形成し、繊維シートの水分率を上昇させた領域に高圧水蒸気を噴射するようにしてもよい。また、高圧水蒸気を繊維シートに噴射したとき、繊維シートが高圧水蒸気によって吹き飛んでしまうのを防ぐために、高圧水蒸気を繊維シートに噴射する前に高圧水流を繊維シートに噴射してもよい。 (6) The manufacturing method of the nonwoven fabric in one embodiment of the present invention described above was a wet manufacturing method of a nonwoven fabric. However, the method for producing a nonwoven fabric according to the present invention can be applied to a dry method for producing a nonwoven fabric. For example, a web is supplied onto a support, a fiber sheet is formed on the support, and a region where the moisture content is increased to a moisture content higher than the moisture content of the fiber sheet is formed on a part of the fiber sheet. Alternatively, high-pressure steam may be jetted into a region where the moisture content of the fiber sheet is increased. Further, when high-pressure steam is sprayed onto the fiber sheet, the high-pressure water stream may be sprayed onto the fiber sheet before the high-pressure steam is sprayed onto the fiber sheet in order to prevent the fiber sheet from being blown off by the high-pressure steam.
実施形態と変形例の一つ、もしくは複数を組み合わせることも可能である。変形例同士をどのように組み合わせることも可能である。 It is also possible to combine one or a plurality of embodiments and modifications. It is possible to combine the modified examples in any way.
以上の説明はあくまで一例であり、発明は、上記の実施形態に何ら限定されるものではない。 The above description is merely an example, and the present invention is not limited to the above embodiment.
以下に、実施例に基づいて本発明をより詳細に説明するが、本発明はこれらの実施例によって限定されるものではない。 Hereinafter, the present invention will be described in more detail based on examples, but the present invention is not limited to these examples.
実施例および比較例において、蒸気吹付け前繊維シート水分率、繊維シート目付、繊維シート厚み、乾燥引張強度、乾燥引張伸度、湿潤引張強度および湿潤引張伸度を、以下のようにして測定した。 In Examples and Comparative Examples, the moisture content before steam spraying, the fiber sheet basis weight, the fiber sheet thickness, the dry tensile strength, the dry tensile elongation, the wet tensile strength, and the wet tensile elongation were measured as follows. .
(蒸気吹付け前繊維シート水分率)
図1に示す不織布製造装置1において、スプレー23から水を放射された繊維シート24をサンプリングし、サンプリングした繊維シート24の中から、水が放射された領域を切り出した後、切り出したサンプル片の質量(W1)を測定した。その後、サンプル片を105℃の恒温槽に1時間静置し、さらに乾燥させた後、サンプル片の質量(D1)を測定した。そして、下記の式を用いて蒸気吹付け前繊維シート水分率を算出した。
蒸気吹付け前繊維シート水分率=(W1−D1)/W1×100(%)
10個のサンプル片の蒸気吹付け前繊維シート水分率の平均値をそのサンプル片に対応する実施例または比較例の蒸気吹付け前繊維シート水分率とした。
(Fiber sheet moisture content before steam spraying)
In the nonwoven fabric manufacturing apparatus 1 shown in FIG. 1, the
Moisture content of fiber sheet before steam spraying = (W1-D1) / W1 × 100 (%)
The average value of the fiber sheet moisture content before steam spraying of 10 sample pieces was defined as the fiber sheet moisture content before steam spraying of the example or the comparative example corresponding to the sample piece.
(繊維シート目付)
乾燥ドライヤー20で乾燥された繊維シート24をサンプリングし、30cm×30cmのサイズに切り出して、サンプル片を作製した。その後、サンプル片を105℃の恒温槽に1時間静置し、さらに乾燥させた後、サンプル片の質量を測定した。そして、測定したサンプル片の質量をサンプル片の面積で割り算して繊維シート目付を算出した。
10個のサンプル片の繊維シート目付の平均値をそのサンプル片に対応する実施例または比較例の繊維シート目付とした。
(Fiber sheet basis weight)
The
The average value of the fiber sheet basis weight of 10 sample pieces was used as the fiber sheet basis weight of the example or comparative example corresponding to the sample piece.
(繊維シート厚み)
15cm2の測定子を備えた厚み計((株)大栄化学精器製作所製 型式FS-60DS)を使用して、3g/cm2の測定荷重の測定条件で、製造した不織布の厚みを測定した。1つの測定用試料について3ヶ所の厚みを測定し、3ヶ所の厚みの平均値をその不織布に対応する実施例または比較例の繊維シート厚みとした。
(Fiber sheet thickness)
Using a thickness gauge (model FS-60DS manufactured by Daiei Chemical Seiki Seisakusho Co., Ltd.) equipped with a 15 cm 2 probe, the thickness of the manufactured nonwoven fabric was measured under the measurement conditions of a measurement load of 3 g / cm 2 . . Three thicknesses were measured for one measurement sample, and the average value of the three thicknesses was taken as the fiber sheet thickness of the example or comparative example corresponding to the nonwoven fabric.
(乾燥引張強度)
製造した不織布から、長手方向が繊維シートの機械方向(MD)である25mm幅の短冊状の試験片と、長手方向が繊維シートの幅方向(CD)である25mm幅の短冊状の試験片とを切り取ることによって測定用試料を作製した。3つの機械方向(MD)の測定用試料および3つの幅方向(CD)の測定用試料のそれぞれの引張強度を、最大荷重容量が50Nであるロードセルを備えた引張試験機(島津製作所(株)製、オートグラフ 型式AGS-1kNG)を使用して、100mmのつかみ間距離および100mm/分の引張速度の条件で測定した。3つの測定用試料の引張強度の平均値をその測定用試料に対応する実施例または比較例の乾燥引張強度とした。
(Dry tensile strength)
From the manufactured nonwoven fabric, a strip-shaped test piece with a width of 25 mm whose longitudinal direction is the machine direction (MD) of the fiber sheet, and a strip-shaped test piece with a width of 25 mm whose longitudinal direction is the width direction (CD) of the fiber sheet; A sample for measurement was prepared by cutting out the sample. Tensile tester equipped with a load cell with a maximum load capacity of 50 N (Shimadzu Corporation) for the tensile strength of each of three machine direction (MD) measurement samples and three width direction (CD) measurement samples (Manufactured by Autograph Model AGS-1kNG). The average value of the tensile strengths of the three measurement samples was taken as the dry tensile strength of the example or comparative example corresponding to the measurement sample.
(乾燥引張伸度)
製造した不織布から、長手方向が繊維シートの機械方向(MD)である25mm幅の短冊状の試験片と、長手方向が繊維シートの幅方向(CD)である25mm幅の短冊状の試験片とを切り取ることによって測定用試料を作製した。3つの機械方向(MD)の測定用試料および3つの幅方向(CD)の測定用試料のそれぞれの引張伸度を、最大荷重容量が50Nであるロードセルを備えた引張試験機(島津製作所(株)製、オートグラフ 型式AGS-1kNG)を使用して、100mmのつかみ間距離および100mm/分の引張速度の条件で測定した。ここで、引張伸度とは、引張試験機で測定用試料を引っ張ったときの最大の伸び(mm)をつかみ間距離(100mm)で割り算した値である。3つの測定用試料の引張伸度の平均値をその測定用試料に対応する実施例または比較例の乾燥引張伸度とした。
(Dry tensile elongation)
From the manufactured nonwoven fabric, a strip-shaped test piece with a width of 25 mm whose longitudinal direction is the machine direction (MD) of the fiber sheet, and a strip-shaped test piece with a width of 25 mm whose longitudinal direction is the width direction (CD) of the fiber sheet; A sample for measurement was prepared by cutting out the sample. The tensile elongation of each of the three machine direction (MD) measurement samples and the three width direction (CD) measurement samples was measured using a tensile testing machine equipped with a load cell having a maximum load capacity of 50 N (Shimadzu Corporation) ), Autograph Model AGS-1kNG), and measurement was performed under the conditions of a distance between grips of 100 mm and a tensile speed of 100 mm / min. Here, the tensile elongation is a value obtained by dividing the maximum elongation (mm) when the measurement sample is pulled by a tensile tester by the distance between grips (100 mm). The average value of the tensile elongation of the three measurement samples was taken as the dry tensile elongation of the example or comparative example corresponding to the measurement sample.
(湿潤引張強度)
製造した不織布から、長手方向が繊維シートの機械方向(MD)である25mm幅の短冊状の試験片と、長手方向が繊維シートの幅方向(CD)である25mm幅の短冊状の試験片とを切り取り、切り取った試験片の質量の2.5倍の水をその試験片に含浸させる(含水倍率、250%)ことによって測定用試料を作製した。3つの機械方向(MD)の測定用試料および3つの幅方向(CD)の測定用試料のそれぞれの引張強度を、最大荷重容量が50Nであるロードセルを備えた引張試験機(島津製作所(株)製、オートグラフ 型式AGS-1kNG)を使用して、100mmのつかみ間距離および100mm/分の引張速度の条件で測定した。3つの測定用試料の引張強度の平均値をその測定用試料に対応する実施例または比較例の湿潤引張強度とした。
(Wet tensile strength)
From the manufactured nonwoven fabric, a strip-shaped test piece with a width of 25 mm whose longitudinal direction is the machine direction (MD) of the fiber sheet, and a strip-shaped test piece with a width of 25 mm whose longitudinal direction is the width direction (CD) of the fiber sheet; The sample for measurement was prepared by impregnating the test piece with water 2.5 times the mass of the cut-out test piece (water content ratio, 250%). Tensile tester equipped with a load cell with a maximum load capacity of 50 N (Shimadzu Corporation) for the tensile strength of each of three machine direction (MD) measurement samples and three width direction (CD) measurement samples (Manufactured by Autograph Model AGS-1kNG). The average value of the tensile strengths of the three measurement samples was taken as the wet tensile strength of the example or comparative example corresponding to the measurement sample.
(湿潤引張伸度)
製造した不織布から、長手方向が繊維シートの機械方向(MD)である25mm幅の短冊状の試験片と、長手方向が繊維シートの幅方向(CD)である25mm幅の短冊状の試験片とを切り取り、切り取った試験片の質量の2.5倍の水をその試験片に含浸させる(含水倍率、250%)ことによって測定用試料を作製した。3つの機械方向(MD)の測定用試料および3つの幅方向(CD)の測定用試料のそれぞれの引張伸度を、最大荷重容量が50Nであるロードセルを備えた引張試験機(島津製作所(株)製、オートグラフ 型式AGS-1kNG)を使用して、100mmのつかみ間距離および100mm/分の引張速度の条件で測定した。3つの測定用試料の引張伸度の平均値をその測定用試料に対応する実施例または比較例の湿潤引張伸度とした。
(Wet tensile elongation)
From the manufactured nonwoven fabric, a strip-shaped test piece with a width of 25 mm whose longitudinal direction is the machine direction (MD) of the fiber sheet, and a strip-shaped test piece with a width of 25 mm whose longitudinal direction is the width direction (CD) of the fiber sheet; The sample for measurement was prepared by impregnating the test piece with water 2.5 times the mass of the cut-out test piece (water content ratio, 250%). The tensile elongation of each of the three machine direction (MD) measurement samples and the three width direction (CD) measurement samples was measured using a tensile testing machine equipped with a load cell having a maximum load capacity of 50 N (Shimadzu Corporation) ), Autograph Model AGS-1kNG), and measurement was performed under the conditions of a distance between grips of 100 mm and a tensile speed of 100 mm / min. The average value of the tensile elongation of the three measurement samples was taken as the wet tensile elongation of the example or comparative example corresponding to the measurement sample.
以下、実施例および比較例の作製方法について説明する。 Hereinafter, the production methods of Examples and Comparative Examples will be described.
(実施例1)
図1に示す本発明の一実施形態における不織布製造装置1を使用して実施例1を作製した。70重量%の針葉樹晒クラフトパルプ(NBKP)と、繊度が1.1dtexであり、繊維長が7mmである30重量%のレーヨン(ダイワボウレーヨン(株)製、コロナ)とを含む抄紙原料を作製した。抄紙原料の坪量は45g/m2であった。そして、原料ヘッド11を使用して繊維シート形成ベルト16(日本フィルコン(株)製 OS80)上に抄紙原料を供給し、吸引ボックス15を使用して抄紙原料を脱水して繊維シート24を形成した。このときの繊維シート24の繊維シート水分率は80%であった。その後、2台の高圧水流ノズル12を使用して高圧水流を繊維シート24に噴射した。2台の高圧水流ノズル12を使用して繊維シート24に噴射した高圧水流の高圧水流エネルギーは0.46kW/m2であった。ここで、高圧水流エネルギーは下記の式から算出される。
高圧水流エネルギー(kW/m2)=1.63×噴射圧力(kg/cm2)×噴射流量(m3/min)/処理速度(m/min)
ここで、噴射圧力(kg/cm2)=750×オリフィス開孔総面積(m2)×噴射圧力(kg/cm2)×0.495
Example 1
Example 1 was produced using the nonwoven fabric manufacturing apparatus 1 in one Embodiment of this invention shown in FIG. A papermaking raw material containing 70% by weight of softwood bleached kraft pulp (NBKP) and 30% by weight of rayon (Corona manufactured by Daiwabo Rayon Co., Ltd.) having a fineness of 1.1 dtex and a fiber length of 7 mm was prepared. . The basis weight of the papermaking raw material was 45 g / m 2 . The raw material head 11 was used to supply the papermaking raw material onto a fiber sheet forming belt 16 (Nippon Filcon Co., Ltd. OS80), and the
High-pressure water flow energy (kW / m 2 ) = 1.63 x injection pressure (kg / cm 2 ) x injection flow rate (m 3 / min) / treatment speed (m / min)
Here, injection pressure (kg / cm 2 ) = 750 × total orifice opening area (m 2 ) × injection pressure (kg / cm 2 ) × 0.495
また、高圧水流ノズル12の先端と繊維シート24の上面との間の距離は10mmであった。さらに、高圧水流ノズル12の穴径は92μmであり、穴ピッチは0.5mmであった。
Moreover, the distance between the front-end | tip of the high pressure
繊維シート24は、2台の繊維シート搬送コンベア18,19に転写された後、120℃に加熱されたヤンキードライヤー20に転写され、繊維シート24の水分率が8%以下になるように乾燥された。
The
次に、スプレー23から繊維シート24へ水を放射することによって、繊維シート24の一部に水分率を上昇させた複数の領域を形成した。スプレー23の穴径は200μmであり、スプレー23の穴ピッチは6mmであった。水分率を上昇させた領域における繊維シート24の蒸気吹付け前繊維シート水分率は40%であった。
Next, by radiating water from the
次に、2台の蒸気ノズル14を使用して高圧水蒸気を繊維シート24の水分率を上昇させた領域に噴射した。このときの高圧水蒸気の蒸気圧力は0.7MPaであり、蒸気温度は190℃であった。また、蒸気ノズル14の先端と繊維シートの上面との間の距離は2mmであった。さらに、蒸気ノズルの穴の配置は、図10に示す穴の配置であり、蒸気ノズルの穴径は300μmであり、穴ピッチは2.0mmであった。また、サクションドラム13が繊維シートを吸引する吸引力は、−1kPaであった。サクションドラム13の外周にはステンレス製の18メッシュ開孔スリーブを使用した。高圧水蒸気を繊維シート24に噴射した後の水分率を上昇させた領域における繊維シート24の水分率は35%であった。
Next, using two
そして、繊維シート24は、150℃に加熱されたヤンキードライヤー22に転写され、繊維シート24の水分率が5%以下になるように乾燥された。乾燥した繊維シート24が実施例1となる。実施例1を製造するときのラインスピードは50m/minであった。
Then, the
(実施例2)
実施例2は、スプレー23から繊維シート24へ放射される水の量を調整して、水分率を上昇させた領域における繊維シート24の蒸気吹付け前繊維シート水分率を60%とした点を除いて、実施例1の製造方法と同様な方法によって製造された。
(Example 2)
In Example 2, the amount of water radiated from the
(実施例3)
実施例3は、スプレー23から繊維シート24へ放射される水の量を調整して、水分率を上昇させた領域における繊維シート24の蒸気吹付け前繊維シート水分率を80%とした点を除いて、実施例1の製造方法と同様な方法によって製造された。
(Example 3)
In Example 3, the amount of water radiated from the
(比較例1)
比較例1は、スプレー23から繊維シート24へ水を放射しなかった点を除いて、実施例1の製造方法と同様な方法によって製造された。
(Comparative Example 1)
Comparative Example 1 was produced by the same method as that of Example 1 except that water was not radiated from the
(実施例4〜8)
実施例4〜8は、蒸気ノズル14の台数を1台とした点およびラインスピードを変更した点を除いて実施例1の製造方法と同様な方法によって製造された。
(Examples 4 to 8)
Examples 4 to 8 were manufactured by the same method as that of Example 1 except that the number of
(実施例9〜13)
実施例9〜13は、蒸気ノズル14の台数を1台とした点、スプレー23から繊維シート24へ放射される水の量を調整して、水分率を上昇させた領域における繊維シート24の蒸気吹付け前繊維シート水分率を60%とした点およびラインスピードを変更した点を除いて実施例1の製造方法と同様な方法によって製造された。
(Examples 9 to 13)
In Examples 9 to 13, the steam of the
(実施例14〜18)
実施例14〜18は、蒸気ノズル14の台数を1台とした点、スプレー23から繊維シート24へ放射される水の量を調整して、水分率を上昇させた領域における繊維シート24の蒸気吹付け前繊維シート水分率を80%とした点およびラインスピードを変更した点を除いて実施例1の製造方法と同様な方法によって製造された。
(Examples 14 to 18)
In Examples 14 to 18, the steam of the
(実施例19〜22)
実施例19〜22は、ラインスピードを変更した点を除いて実施例1の製造方法と同様な方法によって製造された。
(Examples 19 to 22)
Examples 19-22 were manufactured by the same method as that of Example 1 except that the line speed was changed.
(実施例23〜26)
実施例23〜26は、スプレー23から繊維シート24へ放射される水の量を調整して、水分率を上昇させた領域における繊維シート24の蒸気吹付け前繊維シート水分率を60%とした点およびラインスピードを変更した点を除いて実施例1の製造方法と同様な方法によって製造された。
(Examples 23 to 26)
In Examples 23 to 26, the amount of water radiated from the
(実施例27〜30)
実施例27〜30は、スプレー23から繊維シート24へ放射される水の量を調整して、水分率を上昇させた領域における繊維シート24の蒸気吹付け前繊維シート水分率を80%とした点およびラインスピードを変更した点を除いて実施例1の製造方法と同様な方法によって製造された。
(Examples 27 to 30)
In Examples 27 to 30, the amount of water radiated from the
(実施例31,32)
実施例31,32は、蒸気ノズル14の台数を1台とし、さらに上下の位置関係を反対にした蒸気ノズル14とサンクションドラム13とをさらに設けた点、スプレー23から繊維シート24へ放射される水の量を調整して、水分率を上昇させた領域における繊維シート24の蒸気吹付け前繊維シート水分率を80%とした点およびラインスピードを変更した点を除いて実施例1の製造方法と同様な方法によって製造された。
(Examples 31 and 32)
In Examples 31 and 32, the number of the steam nozzles 14 is one, and the
以上の実施例および比較例の詳細な製造条件を表1〜3に示す。 Detailed production conditions of the above Examples and Comparative Examples are shown in Tables 1-3.

以上の実施例および比較例の、繊維シート厚み、乾燥引張強度、乾燥引張伸度、湿潤引張強度および湿潤引張伸度を表4〜6に示す。 The fiber sheet thickness, dry tensile strength, dry tensile elongation, wet tensile strength, and wet tensile elongation of the above Examples and Comparative Examples are shown in Tables 4-6.
実施例1〜32のすべての繊維シート厚みは、比較例1の繊維シート厚みよりも大きい。また、実施例1〜32のすべての湿潤引張伸度は、比較例1の繊湿潤引張伸度よりも大きい。これより、本発明による不織布の製造方法によれば、嵩高であり、かつ湿潤の状態で柔軟性を有する不織布を製造できることがわかる。 All the fiber sheet thicknesses of Examples 1 to 32 are larger than the fiber sheet thickness of Comparative Example 1. Moreover, all the wet tensile elongation of Examples 1-32 is larger than the fiber wet tensile elongation of the comparative example 1. From this, it can be seen that according to the method for producing a nonwoven fabric according to the present invention, a bulky and flexible nonwoven fabric can be produced.
さらに、繊維シート全体の水分率を40%にした試料(比較例2)を作製し、水蒸気を噴射した後の繊維シート全体の水分率を測定した。その結果、比較例1の水分率は31%であった。また、繊維シートの一部の領域の水分率が40%である実施例1に水蒸気を噴射した後の繊維シート全体の水分率を測定した。その結果、実施例1の水分率は18%であった。これより、本発明によって繊維シートの乾燥のために多大なエネルギーが必要とならないようにできることがわかる。 Furthermore, a sample (Comparative Example 2) in which the moisture content of the entire fiber sheet was 40% was produced, and the moisture content of the entire fiber sheet after spraying water vapor was measured. As a result, the moisture content of Comparative Example 1 was 31%. Moreover, the moisture content of the whole fiber sheet after spraying water vapor | steam to Example 1 whose moisture content of the one part area | region of a fiber sheet is 40% was measured. As a result, the moisture content of Example 1 was 18%. From this, it can be seen that a great amount of energy is not required for drying the fiber sheet according to the present invention.
本発明の不織布の製造方法により製造された不織布は、クッキングペーパー、ペーパータオル、ティッシュ、濡れティッシュおよび掃除用不織布製品などとして好適に使用され得る。 The nonwoven fabric produced by the nonwoven fabric production method of the present invention can be suitably used as cooking paper, paper towel, tissue, wet tissue, cleaning nonwoven fabric product, and the like.
1,1D 不織布製造装置
11 原料供給ヘッド
12 高圧水流ノズル
13 サクションドラム
14 蒸気ノズル
15 吸引ボックス
16 繊維シート形成コンベア
17 吸引ピックアップ
18,19 繊維シート搬送コンベア
20,22 乾燥ドライヤー
21 巻き取り機
23 スプレー
24 繊維シート
31 高圧水流
32 溝部
41 繊維シート形成ベルト
51 高圧水蒸気
52 溝部
54 高嵩部
241 水分率を上昇させた領域
1,1D Nonwoven Fabric Manufacturing Device 11 Raw
Claims (7)
前記繊維シートを乾燥する工程と、
前記繊維シートを乾燥する工程によって乾燥した繊維シートの一部に、前記繊維シートを乾燥する工程によって乾燥した繊維シートの水分率よりも高い水分率に水分率を上昇させた領域を形成する工程と、
前記繊維シートの水分率を上昇させた領域に高圧水蒸気を噴射する工程とを含む、不織布の製造方法。 Supplying a papermaking raw material containing moisture onto a support, and forming a fiber sheet on the support;
Drying the fiber sheet;
Forming a region in which the moisture content is increased to a higher moisture content than the moisture content of the fiber sheet dried by the step of drying the fiber sheet in a part of the fiber sheet dried by the step of drying the fiber sheet; ,
And a step of injecting high-pressure steam into a region where the moisture content of the fiber sheet is increased.
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011218027A JP5787700B2 (en) | 2011-09-30 | 2011-09-30 | Nonwoven manufacturing method |
| CN201280044156.9A CN103797188A (en) | 2011-09-30 | 2012-09-25 | Method for producing non-woven fabric |
| PCT/JP2012/075286 WO2013047863A1 (en) | 2011-09-30 | 2012-09-25 | Method for producing non-woven fabric |
| TW101135894A TW201329304A (en) | 2011-09-30 | 2012-09-28 | Method for producing non-woven fabric |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011218027A JP5787700B2 (en) | 2011-09-30 | 2011-09-30 | Nonwoven manufacturing method |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2013076196A JP2013076196A (en) | 2013-04-25 |
| JP2013076196A5 JP2013076196A5 (en) | 2015-04-23 |
| JP5787700B2 true JP5787700B2 (en) | 2015-09-30 |
Family
ID=47995886
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011218027A Expired - Fee Related JP5787700B2 (en) | 2011-09-30 | 2011-09-30 | Nonwoven manufacturing method |
Country Status (4)
| Country | Link |
|---|---|
| JP (1) | JP5787700B2 (en) |
| CN (1) | CN103797188A (en) |
| TW (1) | TW201329304A (en) |
| WO (1) | WO2013047863A1 (en) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5901129B2 (en) * | 2011-03-28 | 2016-04-06 | ユニ・チャーム株式会社 | Nonwoven manufacturing method |
| JP5752078B2 (en) * | 2012-03-30 | 2015-07-22 | ユニ・チャーム株式会社 | Nonwoven fabric and method for producing nonwoven fabric |
| EP2860312B1 (en) * | 2013-10-08 | 2019-05-22 | Valmet Technologies, Inc. | Arrangement of a fiber web production line and method of a fiber web production line |
| EP2868802A1 (en) * | 2013-10-31 | 2015-05-06 | Valmet Technologies, Inc. | Arrangement of a fiber web production line and method of a fiber web production line |
| CN117015642A (en) | 2021-04-14 | 2023-11-07 | 株式会社村田制作所 | Method for producing fiber mat and fiber mat |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8518841B2 (en) * | 2006-08-04 | 2013-08-27 | Kuraray Co., Ltd. | Stretchable nonwoven fabric and tape |
| JP4980941B2 (en) * | 2007-09-28 | 2012-07-18 | 株式会社クラレ | Stretch material and manufacturing method thereof |
| JP5683346B2 (en) * | 2011-03-25 | 2015-03-11 | ユニ・チャーム株式会社 | Nonwoven manufacturing method |
| JP5901129B2 (en) * | 2011-03-28 | 2016-04-06 | ユニ・チャーム株式会社 | Nonwoven manufacturing method |
-
2011
- 2011-09-30 JP JP2011218027A patent/JP5787700B2/en not_active Expired - Fee Related
-
2012
- 2012-09-25 CN CN201280044156.9A patent/CN103797188A/en active Pending
- 2012-09-25 WO PCT/JP2012/075286 patent/WO2013047863A1/en active Application Filing
- 2012-09-28 TW TW101135894A patent/TW201329304A/en unknown
Also Published As
| Publication number | Publication date |
|---|---|
| CN103797188A (en) | 2014-05-14 |
| TW201329304A (en) | 2013-07-16 |
| JP2013076196A (en) | 2013-04-25 |
| WO2013047863A1 (en) | 2013-04-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5901129B2 (en) | Nonwoven manufacturing method | |
| JP5787700B2 (en) | Nonwoven manufacturing method | |
| JP5752078B2 (en) | Nonwoven fabric and method for producing nonwoven fabric | |
| JP5683346B2 (en) | Nonwoven manufacturing method | |
| KR102014909B1 (en) | Wet wipe and packaging for wet wipe | |
| CN103841868B (en) | Wet paper towel and manufacture method thereof | |
| JP5836835B2 (en) | Nonwoven fabric and method for producing nonwoven fabric | |
| JP6104550B2 (en) | Method for producing non-woven fabric | |
| TWI567259B (en) | Manufacture of nonwovens and nonwovens | |
| JP5738144B2 (en) | Nonwoven fabric for wet tissue | |
| JP6091134B2 (en) | Method for producing non-woven fabric | |
| JP6128788B2 (en) | Method for producing non-woven fabric | |
| JP5777475B2 (en) | Wet tissue manufacturing method | |
| JP4326899B2 (en) | Nonwoven manufacturing method |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140901 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150309 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20150309 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20150408 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150414 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150611 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150630 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150728 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5787700 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |