JP5743884B2 - Apparatus and method for forming a bag having a fabric consisting of stretched plastic small bands - Google Patents
Apparatus and method for forming a bag having a fabric consisting of stretched plastic small bands Download PDFInfo
- Publication number
- JP5743884B2 JP5743884B2 JP2011502365A JP2011502365A JP5743884B2 JP 5743884 B2 JP5743884 B2 JP 5743884B2 JP 2011502365 A JP2011502365 A JP 2011502365A JP 2011502365 A JP2011502365 A JP 2011502365A JP 5743884 B2 JP5743884 B2 JP 5743884B2
- Authority
- JP
- Japan
- Prior art keywords
- tube piece
- tube
- opening
- piece
- material layers
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 239000004744 fabric Substances 0.000 title claims description 11
- 238000000034 method Methods 0.000 title description 12
- 239000000463 material Substances 0.000 claims description 35
- 238000003825 pressing Methods 0.000 claims description 11
- 239000004753 textile Substances 0.000 description 4
- 229910000831 Steel Inorganic materials 0.000 description 2
- 238000005520 cutting process Methods 0.000 description 2
- 238000005304 joining Methods 0.000 description 2
- 238000000926 separation method Methods 0.000 description 2
- 239000010959 steel Substances 0.000 description 2
- 230000005526 G1 to G0 transition Effects 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000007786 electrostatic charging Methods 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B70/00—Making flexible containers, e.g. envelopes or bags
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2150/00—Flexible containers made from sheets or blanks, e.g. from flattened tubes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2150/00—Flexible containers made from sheets or blanks, e.g. from flattened tubes
- B31B2150/001—Flexible containers made from sheets or blanks, e.g. from flattened tubes with square or cross bottom
- B31B2150/0014—Flexible containers made from sheets or blanks, e.g. from flattened tubes with square or cross bottom having their openings facing transversally to the direction of movement
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2155/00—Flexible containers made from webs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2155/00—Flexible containers made from webs
- B31B2155/003—Flexible containers made from webs starting from tubular webs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2160/00—Shape of flexible containers
- B31B2160/10—Shape of flexible containers rectangular and flat, i.e. without structural provision for thickness of contents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2160/00—Shape of flexible containers
- B31B2160/20—Shape of flexible containers with structural provision for thickness of contents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B70/00—Making flexible containers, e.g. envelopes or bags
- B31B70/003—Opening or distending bags
Landscapes
- Making Paper Articles (AREA)
- Folding Of Thin Sheet-Like Materials, Special Discharging Devices, And Others (AREA)
Description
本発明は、請求項1と13の前文に記載された、伸張されたプラスチック小バンドからなる織物を有する、袋を形成する装置と方法に関する。
The present invention relates to an apparatus and a method for forming a bag having a fabric made of stretched plastic small bands as described in the preamble of
この種の装置は、知られており、ずっと以前から市場で入手できる。それらは、通常、さらに積層されている場合もある、供給される織物チューブを、チューブ片に個別化するために、個別化装置を有している。これらチューブ片は、互いに重なった2つの帯状材料からなり、その場合に各帯状材料は、材料の異なる複数の層から構成することができる。その後、チューブ片は、少なくとも1つの移送装置によって引き取られて、それによって個々の加工ステーションへ移動される。これらの加工ステーションの1つが、いわゆる底開放ステーションである。ここでは、まず、チューブ片の端部が、引き上げられるので、その引き上げられた端部に、底を形成することができる。通常、チューブ片の両端部が、このようにして加工される。 This type of device is known and has been available on the market for a long time. They usually have an individualizing device for individualizing the supplied textile tubes, which may be further laminated, into tube pieces. These tube pieces are composed of two band-shaped materials that are overlapped with each other, in which case each band-shaped material can be composed of a plurality of layers of different materials. Thereafter, the tube pieces are taken up by at least one transfer device and thereby moved to the individual processing stations. One of these processing stations is a so-called bottom opening station. Here, first, since the end of the tube piece is pulled up, the bottom can be formed at the pulled-up end. Usually, both ends of the tube piece are processed in this way.
この種の袋を形成することができる装置が、特許文献1に開示されている。この公開公報においては、形成するための開発コストを限界内に抑えるために、安価に形成すべき、装置が提案される。この装置において、チューブ片は、クロック駆動で前進される。その場合に、チューブ片は、フラットに横たわって、そのメイン軸に対して横方向に移送されるので、側方に配置された加工手段が、チューブ片の両端部を同時に加工することができる。開放ステーションにおいて、チューブ片が停止される。その後、吸引器を用いて、チューブ片の端部の上方の層が持ち上げられるので、メイン軸の方向に摺動する薄板が、チューブ片の2つの材料層の間へ進入することができる。チューブ片の下方の材料層は、負圧によってテーブル(移送の間、チューブ片がこのテーブル上に載置されている)上に固定される。それによって上方の材料層が、上方の材料層の外側へ折り返されるので、底の矩形が生じる。折り返す際に、さらに、いわゆる角部タックが生じ、その角部タックは、底の矩形の両側に形成され、かつ三角形の形状を有している。折返し後に、薄板が再び引き抜かれて、袋がさらに移送される。続いて、チューブ片が次々と他の移送装置に引き取られ、その移送装置がそれらのチューブ片を、均一な速度で、従って連続的に、底閉鎖装置へ供給する。 An apparatus capable of forming this type of bag is disclosed in Patent Document 1. In this publication, an apparatus that should be formed at a low cost is proposed in order to keep the development cost for forming it within the limits. In this device, the tube piece is advanced by clock drive. In that case, since the tube piece lies flat and is transported laterally with respect to the main shaft, the processing means arranged on the side can simultaneously process both ends of the tube piece. At the opening station, the tube piece is stopped. Thereafter, the layer above the end of the tube piece is lifted using the aspirator, so that a thin plate sliding in the direction of the main axis can enter between the two material layers of the tube piece. The material layer below the tube piece is fixed on the table (during transfer, the tube piece rests on this table) by negative pressure. The upper material layer is thereby folded out of the upper material layer, resulting in a bottom rectangle. When folding, a so-called corner tack is further generated, and the corner tack is formed on both sides of the bottom rectangle and has a triangular shape. After folding, the sheet is pulled out again and the bag is further transferred. Subsequently, the tube pieces are taken over one after another to the other transfer device, which feeds the tube pieces at a uniform rate and thus continuously to the bottom closure device.
従って、チューブ端部の開放後に、底の矩形と角部タックは、チューブ片の平面内に、好ましくは水平方向に位置する。底を閉鎖する場合にも、底は水平の平面内に残る。というのは、底を閉鎖する方法が、利点を有しているからである。まさに、伸張されたプラスチック小バンドからなる織物を有する、袋を形成する場合に、熱風または、押出し物のような、少なくとも加熱された接着剤を用いて、底を接合することが、必要である。このようなやり方でのみ、極めて丈夫で、負荷をかけることのできる底が形成可能であることが、知られている。もちろん、冷間接着方法とは異なり、接合の直後に底をプレスすることが必要であって、そのために底は、その幅全体にわたってプレスドラム間隙を通して案内される。従って、底を、チューブ片の平面に対して平行に位置する平面内で加工する必要がないと、特に効果的である。この場合においては、2つのプレスドラムは、幅全体にわたって底に作用することができる。これは、たとえば、底が本来の袋ボディに対して直交している場合には、行うことはできない。この場合においては、つながったドラム間隙が、底全体をプレスすることはできない。袋ボディがそこに位置している、底中心線の領域内で、一方のプレスドラムは、必然的に中断されなければならない。従ってそこでは、プレスを行うことはできず、その結果、できあがった袋の非密閉性がもたらされる恐れがある。 Thus, after opening the tube end, the bottom rectangle and the corner tack are located in the plane of the tube piece, preferably in the horizontal direction. Even when the bottom is closed, the bottom remains in a horizontal plane. This is because the method of closing the bottom has advantages. Indeed, when forming a bag having a fabric consisting of stretched plastic small bands, it is necessary to join the bottom with hot air or at least a heated adhesive, such as an extrudate. . Only in this way is it known that a very strong and loadable bottom can be formed. Of course, unlike the cold bonding method, it is necessary to press the bottom immediately after joining, so that the bottom is guided through the press drum gap over its entire width. Therefore, it is particularly effective if the bottom does not need to be machined in a plane located parallel to the plane of the tube piece. In this case, the two press drums can act on the bottom over the entire width. This cannot be done, for example, if the bottom is orthogonal to the original bag body. In this case, the connected drum gap cannot press the entire bottom. Within the area of the bottom centerline, where the bag body is located, one press drum must necessarily be interrupted. There, therefore, it is not possible to perform a press, which can result in the non-sealing of the resulting bag.
袋ボディの平面内で底を加工する場合の他の視点は、熱風を用いて底が溶接されて、底カバーシートがその上に溶接される場合に、溶接すべき部分上に熱風が均一にもたらされることである。従って、均一な接合が行われる。 Another aspect of machining the bottom in the plane of the bag body is that when the bottom is welded using hot air and the bottom cover sheet is welded onto it, the hot air is evenly distributed over the area to be welded. It is to be brought. Therefore, uniform joining is performed.
過去において、袋形成の間底がチューブボディの平面内に残る、上述した種類の袋形成機械においては、出力が極めて高くなる傾向が見られ、それがこの種の機械のコスト−利益−比を著しく高めてしまう。もちろん、既知の装置におけるチューブ片の加工速度は、特に、底開放ステーションによって著しく制限され、そこでチューブ片の端部を開放するために、チューブ片の端部の上方の層が水平方向に折り返される。これは特に、袋の静止相において、スライダがチューブ片の端部の層をほぼ完全にこすらなければならない、という事実に起因する。このやり方は、比較的煩雑である。 In the past, bag forming machines of the type described above, where the bottom of the bag forming remains in the plane of the tube body, have seen a tendency for output to be very high, which is the cost-benefit-ratio of this type of machine. It will increase significantly. Of course, the processing speed of the tube pieces in the known apparatus is particularly limited by the bottom opening station, where the layer above the end of the tube piece is folded back horizontally in order to open the end of the tube piece. . This is due in particular to the fact that in the stationary phase of the bag, the slider must almost completely rub the end layer of the tube piece. This method is relatively complicated.
従って、本発明の課題は、チューブ片の端部を開放する場合に、より簡単なやり方を可能にする、袋を形成する装置を提案することであって、その場合にこの端部は、開放した底が袋ボディの平面に位置するように、開放される。 The object of the present invention is therefore to propose a device for forming a bag which allows a simpler way to open the end of a tube piece, in which case this end is open. The bottom is opened so that the bottom is located in the plane of the bag body.
この課題は、請求項1に記載の特徴によって解決される。それによれば、装置に含まれる、チューブ片の端部を開放する装置が、チューブ片の端部を水平の位置から垂直の位置へ折り返す手段を有している。その場合に2つの材料層は、さらに重なっている。従ってチューブ片の端部が、約90度上方へ折られるので、チューブ片と上方へ折られた端部との間に、大体において直角が生じる。下方へ向かって90度折り返すことも、原理的に考えられる。このようにして、比較的単純な開放手段によって、上方へ、あるいは下方へ折り返された端部の2つの層を分離して、水平に折りたたむことが、可能である。その場合に、この工程は、2つの層のために同時に、かつ特に連続的な駆動の間に行うことができる。最終的に、開放された端部を有するチューブ片が得られ、それは、クロック駆動において開放された端部を設けられるチューブ片から区別されないので、既知の底閉鎖ステーションを使用することができる。2つの材料層のための均一な作業方法によって、底の吸上げは、より迅速に行うことができるので、能率が著しく向上する。 This problem is solved by the features of claim 1. According to this, the device included in the device for opening the end of the tube piece has means for folding the end of the tube piece from a horizontal position to a vertical position. In that case, the two material layers further overlap. Therefore, since the end of the tube piece is folded upward by about 90 degrees, a substantially right angle is formed between the tube piece and the end folded upward. It is also possible in principle to turn back 90 degrees downward. In this way, it is possible to separate the two layers at the end folded back up or down and fold horizontally by a relatively simple opening means. In that case, this step can be carried out simultaneously for two layers and in particular during continuous driving. The end result is a tube piece with an open end, which is indistinguishable from a tube piece provided with an open end in a clock drive, so that known bottom closure stations can be used. Due to the uniform working method for the two material layers, the wicking of the bottom can be carried out more quickly, so that the efficiency is significantly improved.
下位請求項の対象である、材料層を分離して折りたたむ他の手段によって、2つの層が互いに離れるようにそれぞれ90度折り曲げられるので、その場合に一方の材料層は、再び元の平面へ戻されて、他の材料層はさらに、袋ボディの外側へ折り返される。従ってチューブ片の端部は、それが垂直にされた後に、両方向に均一に開放される。それによって、開放工程は、かなり促進することができる。この開放工程の他の詳細は、以下で、材料層を分離する手段の説明に関連して明らかにされる。 By another means of separating and folding the material layer, which is the subject of the subclaims, the two layers are each folded 90 degrees away from each other, so that one material layer is then returned to its original plane again. Then, the other material layer is further folded to the outside of the bag body. The end of the tube piece is thus opened uniformly in both directions after it has been made vertical. Thereby, the opening process can be accelerated considerably. Other details of this opening process will become apparent below in connection with the description of the means for separating the material layers.
その場合に、チューブ片の少なくとも1つの端部を開放する装置は、この端部のために少なくとも2つの捕捉装置を有していると、効果的であって、その場合に各捕捉装置によって該当するチューブ片の材料層が捕捉可能であり、かつその場合に少なくとも2つの捕捉装置によって、材料層が互いに分離可能である。この捕捉装置は、2つの外側の材料層に力を加えるのに適しており、その場合にその力は、逆方向に向けられている。その場合に力は、場合によっては存在する、たとえば静電帯電によってもたらされる可能性のある、引付け力を克服するために、十分な大きさでなければならない。捕捉装置は、チューブ片の端部が水平に対して90度折り返される場合に、水平方向に移動するだけでよい。このことが、伸張されたプラスチック小バンドからなる織物を有する袋を形成する他の装置に比較して、組立て高さを節約する。捕捉装置が、たとえばディスクのような、回転する部材上に配置されており、その部材に捕捉装置が偏心して支承されている場合に、これらの捕捉装置は、一時的に、チューブ片と同じ速度ベクトル(速度方向と速度の絶対値を表す)で駆動することができる。従ってチューブ片の端部の層は、チューブ片が連続的に移送される場合でも、互いに分離することができる。 In that case, it is advantageous if the device for opening at least one end of the tube piece has at least two capture devices for this end, in which case each capture device applies. The material layer of the tube pieces to be captured is separable and in that case the material layers can be separated from each other by at least two capturing devices. This capture device is suitable for applying a force to the two outer material layers, in which case the force is directed in the opposite direction. In that case, the force must be large enough to overcome the attractive forces that may be present, for example, that may be caused by electrostatic charging. The trapping device need only move in the horizontal direction when the end of the tube piece is folded 90 degrees with respect to the horizontal. This saves assembly height compared to other devices that form bags with fabrics consisting of stretched plastic small bands. If the capture devices are arranged on a rotating member, such as a disk, for example, the capture devices are temporarily supported at the same speed as the tube pieces. It can be driven by a vector (representing the velocity direction and the absolute value of the velocity). Thus, the end layers of the tube pieces can be separated from one another even when the tube pieces are continuously transferred.
この目的に特に適しているのが、吸引器であって、その吸引器は、ビーム上に配置することができる。この吸引器は、折り上げられた端部に両側で接するように案内することができる。吸引器に負圧が供給された後に、吸引器を再び互いに離れるようにすることができるので、材料層も同様に互いに離間する。そこで、チューブ片の内部に接近することができる。 Particularly suitable for this purpose is an aspirator, which can be placed on the beam. The aspirator can be guided to contact the folded end on both sides. After the negative pressure is supplied to the aspirator, the aspirators can again be separated from each other, so that the material layers are likewise separated from each other. Therefore, the inside of the tube piece can be approached.
本発明に基づく装置によって、もちろん、様々なフォーマットの袋を形成することができる。従って、好ましくは、それぞれのチューブ片の少なくとも1つの端部を開放する装置は、支持体を有しており、その支持体に捕捉装置を固定することができる。この支持体に、捕捉装置を種々の位置で取り付けることができるので、材料層は、チューブ片の上方へ折り返された端部の高さに関係なく、捕捉される。その場合に、支持体がガイドとして形成されて、そのガイドが、チューブ片の折り返された端部に対して平行に、従ってチューブ片の平面に対して垂直に延びていると、効果的である。従って、ガイドに沿って捕捉装置を摺動させることによって、捕捉装置は高さ調節可能である。その場合に、「高さ調節可能である」ということは、チューブ片の移送平面に対する捕捉装置の間隔が、可変であることを意味している。後の底が小さい幅を有する場合に、チューブ片の90度折り返された領域は、すでに小さいので、捕捉装置がガイドに沿って上述した移送平面へ近づけられる。底幅が大きい場合には、捕捉装置は、移送平面からずっと遠ざけられる。ガイドは、単純なバーとして形成することができ、そのバーに捕捉装置を、適切な固定手段、たとえばローレットナットを用いて、固定することができる。各捕捉装置のために少なくとも2つの平行なガイドが設けられている場合に、捕捉装置の傾きが防止される。従って全体として、捕捉装置は、簡単かつ迅速に、その、チューブ片に対する垂直の距離に、配置される。最終的に、上方へ、または下方へ折り曲げられた端部の高さが、できあがった底の幅を定める。 With the device according to the invention, it is of course possible to form bags of various formats. Thus, preferably, the device for opening at least one end of each tube piece has a support, on which the capture device can be fixed. Since the capture device can be attached to this support at various locations, the material layer is captured regardless of the height of the end folded back above the tube piece. In that case, it is advantageous if the support is formed as a guide, which extends parallel to the folded end of the tube piece and thus perpendicular to the plane of the tube piece. . Thus, the height of the capture device can be adjusted by sliding the capture device along the guide. In this case, “height adjustable” means that the distance of the capture device relative to the transfer plane of the tube piece is variable. If the rear bottom has a small width, the 90-fold folded area of the tube piece is already small so that the capture device is brought along the guide to the transfer plane described above. If the bottom width is large, the capture device is far away from the transfer plane. The guide can be formed as a simple bar, on which the capture device can be fixed using suitable fixing means, for example knurled nuts. Tilt of the capture device is prevented when at least two parallel guides are provided for each capture device. Overall, therefore, the capture device is simply and quickly placed at a distance perpendicular to the tube piece. Ultimately, the height of the end folded upward or downward defines the width of the resulting bottom.
本発明の特に好ましい形態は、スプレッド部材を有しており、それが、チューブ片の開放すべき端部の2つの材料層の間へ挿入可能である。さらに、このスプレッド部材が材料層を、次にそれらが完全に水平に横たわるような距離だけ、互いに離れるように移動させると、効果的である。この種のスプレッド部材は、特に、上述した捕捉装置と組み合わせて駆動される場合に、良好な作用を展開する。この場合において、スプレッド部材は、捕捉装置によってすでに互いに分離されている材料層の間の間隙内へ、問題なく入り込むことができる。 A particularly preferred form of the invention has a spread member, which can be inserted between two material layers at the end of the tube piece to be opened. In addition, it is advantageous if the spread member moves the material layers away from each other by a distance such that they then lie completely horizontally. This type of spread member develops a good effect, especially when driven in combination with the capture device described above. In this case, the spread element can enter without problems into the gap between the material layers already separated from each other by the capture device.
本発明の他の形態において、チューブ片の端部を開放する装置は、少なくとも1つの圧接ローラを有しており、その圧接ローラがカウンター層と共に間隙を形成し、その間隙を通して、チューブ片の開放された端部の少なくとも部分が挿通可能であり、かつこれらの部分に圧縮空気が供給可能である。従ってこの圧接ローラは、引き上げた底を平らにして、それによって開放された形状に固定する課題を有している。従って、冒頭で述べた特許公報に開示された、チューブ片が連続的に移送される場合に使用するのに不適な、圧印型を省くことができる。カウンター層は、他のローラからなることもできる。特に、装置の各側に個別の圧接ローラが対応づけられており、それによってチューブ片の開放された端部が別々にプレスできると、効果的である。 In another form of the invention, the device for opening the end of the tube piece comprises at least one pressure roller, which forms a gap with the counter layer, through which the tube piece is opened. At least portions of the end portions formed can be inserted, and compressed air can be supplied to these portions. Therefore, this pressure contact roller has the problem of flattening the raised bottom and fixing it to an open shape. Therefore, it is possible to omit the coining die, which is unsuitable for use when the tube pieces are continuously transferred, disclosed in the patent publication mentioned at the beginning. The counter layer can also consist of other rollers. In particular, it is advantageous if an individual pressure roller is associated with each side of the device, so that the open ends of the tube pieces can be pressed separately.
伸張されたプラスチック小バンドからなる織物を有する袋を形成する装置内で、通常、両方の端部に底が形成される。底開放ステーションは、しばしば多くの組込み空間を必要とするので、それらを移送方向に変位して配置すると、特に効果的である。この考え方は、チューブ片の少なくとも1つの端部を開放するために、上述した部材を有する装置が使用される場合に、特に効果的に作用する。しかし、原則的に、この考えは、上述した部材とは無関係である。その場合に、「移送方向に変位して」という表現は、加工ステップが、まずチューブ片の一方の端部において行われ、チューブ片がさらに移送された後に、チューブ片の他方の端部において、同じ加工ステップが行われることを、意味している。このようにして、極めて小さい底中心間隔を有する袋を形成することが、可能である。その場合に底間隔は、折り線から折り線の間隔であって、その場合に折り線は、それを中心として端部領域を上へ折り返す、折り線である。チューブ片端部を折り上げるステップは、好ましくは上述した順序で行われるが、この方法ステップを、2つの端部のために同時に行うこともできる。というのは、それに応じた装置構成部分は、多くの場所を必要としないからである。 In an apparatus for forming a bag having a fabric made of stretched plastic small bands, bottoms are usually formed at both ends. Since the bottom opening stations often require a lot of built-in space, it is particularly effective to arrange them displaced in the transfer direction. This concept works particularly effectively when a device having the above-described member is used to open at least one end of the tube piece. However, in principle, this idea is independent of the components described above. In that case, the expression “displaced in the transfer direction” means that the processing step is first performed at one end of the tube piece, and after the tube piece is further transferred, at the other end of the tube piece, It means that the same processing steps are performed. In this way, it is possible to form bags with very small bottom center spacing. In this case, the bottom interval is the interval from the fold line to the fold line. In this case, the fold line is a fold line that folds the end region upward with the fold line as the center. The steps of folding the tube ends are preferably performed in the order described above, but the method steps can also be performed simultaneously for the two ends. This is because the corresponding device components do not require a lot of space.
変位して配置することの大きな利点は、特に、捕捉部材とスプレッド部材とを有する底開放ステーションの個々の部材が、装置の両側から、従って極めて良好に、接近できることに、見られる。この利点は、特に、底開放ステーション内に、摩耗にさらされ、従って規則的に補修し、あるいは交換しなければならない、多数の移動可能な構成部分が存在することを考慮する場合に、得られる。 The great advantage of the displaced arrangement is seen in particular in that the individual members of the bottom opening station with the capture member and the spread member are accessible from both sides of the device and thus very well. This advantage is obtained especially when considering that there are a large number of movable components in the bottom opening station that are subject to wear and therefore must be regularly repaired or replaced. .
本発明の他の実施例が、具体的な説明と請求項から明らかにされる。 Other embodiments of the invention will be apparent from the specific description and from the claims.
図1は、袋形成装置1内で行われるような、織物チューブを袋に加工する個々のステップを図式的に示している。 FIG. 1 diagrammatically shows the individual steps of processing a textile tube into a bag, as is done in the bag forming apparatus 1.
まず、織物チューブ2が、袋形成装置1へ供給される。これは、好ましくは、巻物3を形成する織物チューブを引出し装置4内で引き出すことによって、行われる。次に、チューブ2は、層分離ステーション5内で、いわゆる開放を受ける。その場合に織物チューブは、内部工具に巻き付くように案内され、その内部工具が2つの層を互いに分離するので、層は、チューブの形成ステップの1つにおいて互いに接着されている場合に、分離される。層が分離されている場合にのみ、以降の製造ステップがきちんと実施され得ることを、保証することができる。次に、チューブの互いに分離された層が、再び重ねられる。
First, the
織物チューブは、今度は、横切断装置6へ供給され、それが、織物チューブを個々のチューブ片に個別化する。
The fabric tube is in turn fed to the
次に、チューブないしチューブ片がその長手軸の方向に移送される、最初の移送方向zが、新しい移送方向xに変更されるので、チューブ片は、もはやそのチューブ長手軸の方向zではなく、それに対して横方向に移送されるので、チューブ片の端部は、底を形成する目的で側方から達することができる。 The tube or tube piece is then transferred in the direction of its longitudinal axis, so that the initial transfer direction z is changed to the new transfer direction x, so that the tube piece is no longer in its tube longitudinal axis direction z, In contrast to that, the end of the tube piece can be reached from the side for the purpose of forming the bottom.
次のステーション、底開放ステーション8内で、各チューブ片の両方の端部が開放され、いわゆる底正方形が横たえられる。それに続くバルブステーション9内で、2つの開放した端部の一方の上に、バルブが載置されて、固定される。開放した底が、今度は底閉鎖ステーション10内で閉鎖され、その場合に2つのフラップが互いに重ねられて、互いに永続的に、たとえば溶接によって、結合される。本来の袋形成プロセスの最後に、カバーシートステーション11内で、各底カバーシートが、底上に取り付けられる。そのために、カバーシートは、同様に溶接することができる。できあがった袋は、次に、袋スタック12上に重ねられて、そこから、詳しく説明されないやり方で、搬出される。
In the next station, the
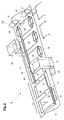
図2は、本発明に基づく装置内の開放ステーション5の詳細を示している。チューブ片13は、詳しく示されない移送装置によって、載置部14の表面上で、たとえばテーブルの表面上で、フラットに横たえられて、x方向に、従って水平に、移送される。チューブ片の端部15を、本発明に基づいて開放するために、この端部が、まず、水平の位置から垂直の位置へ移動される。この折り畳みを可能にするために、チューブ片にカウンター層が供給されなければならない。そのために、チューブ片13は、折り畳みバンド16の下をくぐらされる。この折り畳みバンドは、チューブ片に対して静止しており、従って載置部に対して移動する。しかし、チューブ片は、折り畳みバンド16に対して移動することもできる。これは、たとえば、折り畳みバンドが静止している場合である。折り畳みバンドは、フレキシブルであるが、強く付勢された材料から形成することができる。しかし、これは、好ましくはスチール薄板からなり、それが、図示されないやり方で、載置部14と、あるいは機械架台と結合されている。スチール薄板は、他の構成部品に比較して、同じ負荷能力において厚みがより小さい、という利点を有している。チューブ片13がくぐらされている場合に、チューブ片は次に、案内部材17、たとえば案内薄板を通過して案内される。
FIG. 2 shows the details of the
チューブ片13の端部15が、垂直位置へ移動された後に、チューブ片は、この図に図式的に示される、本来の底開放ステーション18へ供給される。この底開放ステーション18内には、2つの吸引ビームが設けられており、それは、折り上げられた端部の両側に作用し、かつ方向zに、ないしはその逆に案内されるので、材料層が互いに分離される。同時に、吸引ビームは、さらに移送された袋に作用することができるようにするために、x方向にも移動される。今や、チューブ片13の端部15の内部へ接近することができる。この内部空間内へ、材料層を互いに離れるように押圧する、スプレッド部材が、材料層が再び水平に位置するまで、嵌入する。この状況が、開放された底19を用いて示されている。
After the
チューブ片13の第2の端部15’は、同じやり方で、しかし第1の端部15の開放に対して変位して行われる。第1の端部は、すでに底開放装置18内で開放されており、第2の端部15’は、折り畳みバンド16’の下へ挿通される。案内部材17’と底開放装置18’を用いて、上述したやり方で、開放した底19’が形成される。構成部品の変位した配置は、極めて小さい底中心間隔Aを有する袋を製造しようとする場合に、効果的である。
The
底開放ステーション8を離れる場合に、開放された底19、19’を有するチューブ片が存在し、その場合に開放された底のすべての構成部品は、実質的に載置部14の平面内に位置している。
When leaving the
底開放ステーション8の他の視点は、各底開放装置18、18’が、専用の駆動装置によってトルクを供給されることに、見られる。これは、底開放装置18に設けられたモータ22によって示されている。底開放装置18’に設けられた、同様なモータは、図示の表示では見られない。底開放装置18、18’のモータは、特に、吸引バーに駆動モーメントを供給するので、この吸引バーが、材料層を互いに離れるように移動させることができる。スプレッド部材も、このモータによってトルクを供給される。
Another view of the
底開放装置18、18’の終端を形成するのは、圧接ローラ23、23’であって、それらは、新たに開放された底をプレスして、それによってその位置に固定する目的に、用いられる。その場合に、底開放の枠内で生じる折り曲げ端縁は、平らにつぶされて、その後正しい折り畳み端縁を形成するので、底が再び立ち上がろうとする傾向が、減少する。圧接ローラ23、23’に対するカウンター押圧部材として、載置部14か、あるいはカウンター押圧ローラ24、24’が用いられる。圧接ローラ23、23’は、図2の移送方向xに見て、同じ高さに配置されている。しかしこれらのローラ23、23’は、互いに変位して配置することもでき、それによって開放プロセスの直後に、開放された底を、上述したやり方でプレスすることもできる。
Forming the end of the
図3は、図2のIII−IIIに沿った表示を示している。この図3には、底開放ステーション8の詳細が見られる。チューブ片13の端部15の材料層を捕捉するために、吸引バーが設けられており、そのうちの、観察者側の吸引バー20が見られる。吸引バー20の、観察者とは逆の側に、吸引器が配置されており、その吸引器は、チューブ片13の端部15の、観察者側を捕捉することができる。
FIG. 3 shows a display along III-III in FIG. In this FIG. 3 details of the
本発明に基づく装置1によって、様々な底幅を有する袋を形成することができるので、チューブ片13の折り上げられた端部15が種々の高さHを有する可能性が生じる。吸引器によって端部をきちんと開放することができるようにするために、この吸引器は、端部15の上方の端部にできるだけ近傍で作用すべきである。この目的のために、吸引バー20、20’は、垂直のガイド21、21’に取り外し可能に固定されているので、吸引バーは、折り上げられた端部15に沿って双方向矢印yに沿って摺動され、従ってその高さHを調整することができる。ガイドは、種々のやり方で形成することができる。これは、中実または中空の、丸プロフィールまたは矩形プロフィールとすることができる。
Since the device 1 according to the invention can form bags with various bottom widths, the folded
図4は、図3のIV−IVに沿った表示を示している。前方の吸引バー20と前方のガイド21の他に、吸引バー20’とガイド21’も見られる。
FIG. 4 shows a display along IV-IV in FIG. In addition to the
図5は、図2のV-Vに沿った表示を示している。圧接ローラ23は、レバーアーム25内、あるいはレバーアームペア内に軸承されている。レバーアーム25自体は、機械架台内に、あるいは機械架台の取付け箇所26内に軸承されている。ある実施形態においては、レバーアーム25は、取付け箇所と堅固に結合された軸27を中心に揺動可能であり、かつその軸上に固定することができる。そのために、専用の、しかし図示されていない、クランプ装置を設けることができる。レバーアーム25を軸27上に固定することによって、カウンター押圧ローラに対する、あるいは載置部14に対する、周面の間隔を、固定的に調節することができる。このようにして、開放された底は、開放された底の構成部分を水平の平面へ移動させるためにも圧接力が必要である場合にのみ、圧接力を供給される。
FIG. 5 shows a display along VV in FIG. The
他の実施形態においては、レバーアームは、軸27上に回転自在に軸承されている。その代わりに、レバーアーム25を、取付け箇所内に回転可能に軸承されている軸と、堅固に結合することもできる。上述した実施形態においては、圧接ローラ23は、予め定められた力、たとえば自重によって、開放された底に作用する。
In other embodiments, the lever arm is rotatably mounted on the
開放された底をプレスするために、圧接ローラのためのカウンター層として、図2に示す載置部14を用いることができる。他の可能性は、もちろんカウンター押圧ローラ24を設けることであって、そのカウンター押圧ローラと共に圧接ローラ23が圧延間隙を形成し、その中で、開放された底19をプレスすることができる。カウンター押圧ローラは、回転可能に、しかし架台固定で、配置することができる。
In order to press the opened bottom, the mounting
1 袋形成装置
2 織物チューブ
3 巻物
4 引出し装置
5 開放ステーション、層分離ステーション
6 横切断装置
7 移送方向を変化させる装置
8 底開放ステーション
9 バルブステーション
10 底閉鎖ステーション
11 カバーシートステーション
12 袋スタック
13 チューブ片
14 載置部
15、15’チューブ片の端部
16、16’折り畳みバンド
17、17’案内部材
18、18’底開放装置
19、19’開放された底
20、20’吸引バー
21、21’垂直のガイド
22 モータ
23、23’圧接ローラ
24 カウンター押圧ローラ
25 レバーアーム
26 取付け部分
27 軸
A 底中心間隔
H 端部15の高さ
x チューブ片13の移送方向
y 移送方向xと延び方向xによって形成される平面に対して直交する方向
z チューブ片13の延び方向
DESCRIPTION OF SYMBOLS 1
Claims (4)
前記チューブ片を、その伸張方向(z)に対して横方向に延びる移送方向(x)に移送するための、少なくとも1つの移送装置であって、その場合に前記チューブ片が、水平の位置で給送可能である、前記少なくとも1つの移送装置と、
後に底を形成するために、前記チューブ片の少なくとも1つの端部を開放するための少なくとも1つの装置と、を有し、
前記チューブ片の少なくとも1つの端部を開放するための少なくとも1つの装置が、
前記チューブ片の端部を折り返す手段であって、前記手段によって、前記チューブ片の両端部が、チューブ片の平面から、それに対して実質的に直交して延びる平面(y)へ移動可能であって、その場合に材料層がさらに互いに重なり合っている、前記折り返す手段と、
材料層を分離して折りたたむ手段であって、前記手段によって前記材料層が、実質的に互いに90度離れるように折り畳み可能であるので、開放された底が前記チューブ片の平面内に位置する、前記分離して折りたたむ手段と、
2つの捕捉装置であって、その場合に各捕捉装置によって、チューブ片の該当する端部の材料層が捕捉可能であり、かつ2つの材料層が互いに分離可能である、前記2つの捕捉装置と、を備え、
前記チューブ片の少なくとも1つの端部を開放するための少なくとも1つの装置が、支持体を有しており、前記支持体に前記捕捉装置が固定可能であって、かつ
支持体が、前記チューブ片に対して直交して方向付けされた、ガイドとして形成されており、その場合に前記捕捉装置が、前記ガイドに沿って摺動することによって、高さ調節可能であり、
前記捕捉装置が、ビーム上に配置された1つまたは複数の吸引器を備え、
前記チューブ片の少なくとも1つの端部を開放するための少なくとも1つの装置は、前記チューブ片のそれぞれの端部を開放するための2つの装置であり、これらの装置の各々には、専用の駆動装置がそれぞれ設けられ、
前記チューブ片の各端部には、前記チューブ片の各端部を立ち上がらせる手段が前記チューブ片の移送方向に互いに変位して配置され、
前記チューブ片の一方の端部を捕捉するための前記捕捉装置は、前記チューブ片の他方の端部を捕捉するための前記捕捉装置に対して、互いに変位して配置されていることを特徴とするチューブ片から袋を形成する装置。 An apparatus for forming a bag from a piece of tubing comprising a fabric consisting of stretched plastic small bands and consisting of two layers of material overlapping each other,
At least one transfer device for transferring said tube piece in a transfer direction (x) extending transversely to its extension direction (z), wherein said tube piece is in a horizontal position; Said at least one transfer device capable of feeding;
And at least one device for opening at least one end of the tube piece to form a bottom later,
At least one device for opening at least one end of the tube piece;
Means for folding back the end of the tube piece, by means of which the ends of the tube piece can be moved from the plane of the tube piece to a plane (y) extending substantially perpendicular to it; And in that case, the means for folding, wherein the material layers further overlap each other,
Means for separating and folding the material layers, wherein the means allows the material layers to be folded substantially 90 degrees apart, so that the open bottom is located in the plane of the tube piece; Means for separating and folding;
Two capture devices, wherein each capture device can capture a material layer at the corresponding end of the tube piece and the two material layers can be separated from each other; With
At least one device for opening at least one end of the tube piece has a support, the capture device can be fixed to the support, and the support is the tube piece Is formed as a guide, oriented perpendicular to, in which case the capture device is height adjustable by sliding along the guide;
The capture device comprises one or more aspirators disposed on the beam;
At least one device for opening at least one end of the tube piece is two devices for opening the respective end of the tube piece, each of these devices having a dedicated drive Each device is provided ,
At each end portion of the tube piece, means for raising each end portion of the tube piece are arranged displaced from each other in the transfer direction of the tube piece,
The capturing device for capturing one end of the tube piece is disposed so as to be displaced from each other with respect to the capturing device for capturing the other end of the tube piece. A device that forms a bag from a piece of tubing that does
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102008017442.4 | 2008-04-03 | ||
| DE102008017442A DE102008017442B4 (en) | 2008-04-03 | 2008-04-03 | Apparatus and method for making sacks comprising stretched plastic tape fabrics |
| PCT/EP2009/053747 WO2009121842A1 (en) | 2008-04-03 | 2009-03-30 | Apparatus and method for producing sacks which comprise woven fabrics made from stretched small plastic tapes |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2011516306A JP2011516306A (en) | 2011-05-26 |
| JP2011516306A5 JP2011516306A5 (en) | 2012-05-24 |
| JP5743884B2 true JP5743884B2 (en) | 2015-07-01 |
Family
ID=41051496
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011502365A Expired - Fee Related JP5743884B2 (en) | 2008-04-03 | 2009-03-30 | Apparatus and method for forming a bag having a fabric consisting of stretched plastic small bands |
Country Status (8)
| Country | Link |
|---|---|
| EP (1) | EP2288492B1 (en) |
| JP (1) | JP5743884B2 (en) |
| CN (1) | CN102006991B (en) |
| AT (1) | AT506551B1 (en) |
| BR (1) | BRPI0911265B1 (en) |
| DE (1) | DE102008017442B4 (en) |
| ES (1) | ES2626121T3 (en) |
| WO (1) | WO2009121842A1 (en) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102010039770A1 (en) | 2010-08-25 | 2012-03-01 | Windmöller & Hölscher Kg | Method for manufacturing bag e.g. cross bottom bag, from tube pieces made of plastic material to transport construction materials, involves connecting bottom cover sheet made of partially air-permeable material with straps and/or pockets |
| WO2012025413A2 (en) * | 2010-08-25 | 2012-03-01 | Windmöller & Hölscher Kg | Sack and method and device for producing sacks |
| EP2441574B1 (en) | 2010-10-14 | 2013-05-15 | Starlinger & Co Gesellschaft m.b.H. | Method and device for constructing open bases at end sections of tubular bag bodies |
| AT514545B1 (en) * | 2013-07-26 | 2015-02-15 | Herwig Dipl Ing Worff | Method of making sacks from a fabric |
| DE102013014732B4 (en) | 2013-09-04 | 2023-08-03 | Windmöller & Hölscher Kg | Process and device for the production of cross-bottom sacks |
| DE102014206790A1 (en) * | 2014-04-08 | 2015-10-08 | Windmöller & Hölscher Kg | Packaging and device and method for producing a packaging |
| EP3017940B1 (en) * | 2014-11-04 | 2017-09-13 | Starlinger & Co. Gesellschaft m.b.H. | Method and a device for the production of bags from tubular bag bodies |
| CN111038001A (en) * | 2019-12-31 | 2020-04-21 | 常州骓慕机械有限公司 | Non-insertion type triangle forming device and method |
| CN112743913A (en) * | 2020-12-16 | 2021-05-04 | 胡孝春 | Pre-flanging mechanism for woven bag production and equipment thereof |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE843201C (en) * | 1949-05-06 | 1952-07-07 | Bischof & Klein Papierverarbei | Method and device for producing paper bags |
| US2641167A (en) * | 1950-10-09 | 1953-06-09 | St Regis Paper Co | Bag bottom forming device |
| DE1121447B (en) * | 1959-10-16 | 1962-01-04 | Windmoeller & Hoelscher | Method and machine for the production of cross-bottom valve bags, which are short in relation to the bottom width, from cross-conveyed hose sections |
| US3597292A (en) * | 1966-07-04 | 1971-08-03 | Iwao Niwa | Process for effecting a bond between synthetic resin fiber fabrics and an apparatus therefor |
| GB1240300A (en) * | 1967-09-01 | 1971-07-21 | Windmoeller & Hoelscher | Method of and apparatus for opening flattened tubes of flexible sheet material |
| US3834287A (en) * | 1972-06-29 | 1974-09-10 | Int Paper Co | Method and apparatus for opening tubes of flexible material |
| JPS61175031A (en) * | 1985-01-31 | 1986-08-06 | 凸版印刷株式会社 | Flap folding device |
| JPH069883B2 (en) * | 1985-11-11 | 1994-02-09 | 株式会社三信技研 | Method for forming the end of a rectangular bag |
| JPH0674327U (en) * | 1993-03-31 | 1994-10-21 | 立川製線株式会社 | Flap folding guide bar that interlocks with the box width guide bar adjustment mechanism of the cardboard box automatic box making machine and automatic box sealing machine |
| CZ289183B6 (en) * | 1995-01-25 | 2001-11-14 | Windmöller & Hölscher | Apparatus for opening out ends of flat tubular sections |
| DE19540150B4 (en) * | 1995-10-27 | 2005-01-13 | Windmöller & Hölscher Kg | Apparatus for drawing continuously transversely conveyed hose sections for the purpose of molding of floors during bag making |
| DE19549618C2 (en) * | 1995-10-27 | 2001-09-06 | Windmoeller & Hoelscher | Suction control II |
| DE19818720B4 (en) * | 1998-04-27 | 2008-08-07 | Windmöller & Hölscher Kg | Method for welding continuously conveyed plastic films |
| GB2345025A (en) * | 1998-12-23 | 2000-06-28 | Windmoeller & Hoelscher | Apparatus for pulling open the ends of pieces of flat tube delivered transversely and continuously during the production of sacks or bags |
| CN1282590C (en) * | 2001-05-09 | 2006-11-01 | 株式会社细川洋行 | Angle sheet bag producing method and apparatus |
| CN2834895Y (en) * | 2005-09-07 | 2006-11-08 | 闻德华 | Automatic hand bag forming machine |
-
2008
- 2008-04-03 DE DE102008017442A patent/DE102008017442B4/en not_active Expired - Fee Related
-
2009
- 2009-02-10 AT ATA218/2009A patent/AT506551B1/en active
- 2009-03-30 JP JP2011502365A patent/JP5743884B2/en not_active Expired - Fee Related
- 2009-03-30 WO PCT/EP2009/053747 patent/WO2009121842A1/en active Application Filing
- 2009-03-30 ES ES09727833.7T patent/ES2626121T3/en active Active
- 2009-03-30 EP EP09727833.7A patent/EP2288492B1/en active Active
- 2009-03-30 BR BRPI0911265A patent/BRPI0911265B1/en not_active IP Right Cessation
- 2009-03-30 CN CN2009801119072A patent/CN102006991B/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| ES2626121T3 (en) | 2017-07-24 |
| CN102006991A (en) | 2011-04-06 |
| EP2288492A1 (en) | 2011-03-02 |
| AT506551A2 (en) | 2009-10-15 |
| CN102006991B (en) | 2013-06-19 |
| AT506551A3 (en) | 2015-06-15 |
| WO2009121842A8 (en) | 2010-12-09 |
| AT506551B1 (en) | 2016-06-15 |
| BRPI0911265B1 (en) | 2020-02-04 |
| DE102008017442B4 (en) | 2013-01-17 |
| EP2288492B1 (en) | 2017-03-01 |
| DE102008017442A1 (en) | 2009-10-08 |
| BRPI0911265A2 (en) | 2015-09-29 |
| JP2011516306A (en) | 2011-05-26 |
| WO2009121842A1 (en) | 2009-10-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5743884B2 (en) | Apparatus and method for forming a bag having a fabric consisting of stretched plastic small bands | |
| JP5671447B2 (en) | Apparatus and method for forming a bag | |
| JP6150416B2 (en) | Apparatus and method for forming a bag | |
| JP5221412B2 (en) | Carcass ply joining device | |
| JP2008542071A (en) | Machine for forming plate-shaped members made of composite materials | |
| JP2011516306A5 (en) | ||
| KR101466256B1 (en) | Manufacturing device of wrapper and Method for Manufacturing wrapper using the same | |
| EP1749658B1 (en) | Apparatus for applying an adhesive substance to a fabric strip | |
| WO2024178928A1 (en) | Bag poke and push assembly, bag opening folding device, and folding method for double-layer bag | |
| WO2020059312A1 (en) | Bag manufacturing and packing machine | |
| JP2016141397A (en) | Packaging machine | |
| JP5309650B2 (en) | Heat sealing device for rotary bag making machine | |
| JP5452150B2 (en) | Automatic film joining method and splicer in packaging machine | |
| CN210415690U (en) | Automatic edge folding mechanism of non-woven three-dimensional bag making machine | |
| JP4382711B2 (en) | Package manufacturing method and package manufacturing system | |
| JP6334283B2 (en) | Packaging machine and packaging method | |
| JPH04114819A (en) | Tying device by tape | |
| JP5356921B2 (en) | Sleeve sticking device and sticking method | |
| JP2008273152A (en) | Method and equipment for manufacturing plastic bag | |
| KR100463684B1 (en) | Manufacturing method and manufacturing device of bag for packing | |
| WO2017098604A1 (en) | Packaging machine and packaging method | |
| CN212761697U (en) | Welding device | |
| JP2006089271A (en) | Device and method for piling metallic foil and insulating adhesive film for manufacturing laminated plate | |
| TWM549697U (en) | Double folding machine | |
| JP6687407B2 (en) | Clear file manufacturing apparatus and clear file manufacturing system including the clear file manufacturing apparatus |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120328 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20120328 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130718 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130731 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20131031 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20131108 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140131 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20140702 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20141104 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20141126 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20141217 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150406 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150428 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5743884 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |