JP5728365B2 - 酸化物超電導コイル及び超電導機器と酸化物超電導コイルの製造方法 - Google Patents
酸化物超電導コイル及び超電導機器と酸化物超電導コイルの製造方法 Download PDFInfo
- Publication number
- JP5728365B2 JP5728365B2 JP2011243785A JP2011243785A JP5728365B2 JP 5728365 B2 JP5728365 B2 JP 5728365B2 JP 2011243785 A JP2011243785 A JP 2011243785A JP 2011243785 A JP2011243785 A JP 2011243785A JP 5728365 B2 JP5728365 B2 JP 5728365B2
- Authority
- JP
- Japan
- Prior art keywords
- coil
- oxide superconducting
- insulating material
- pancake
- layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 11
- 239000011810 insulating material Substances 0.000 claims description 101
- 235000012771 pancakes Nutrition 0.000 claims description 86
- 238000001816 cooling Methods 0.000 claims description 77
- 229920005989 resin Polymers 0.000 claims description 38
- 239000011347 resin Substances 0.000 claims description 38
- 239000000463 material Substances 0.000 claims description 22
- 238000004804 winding Methods 0.000 claims description 21
- 239000010949 copper Substances 0.000 description 16
- 230000006641 stabilisation Effects 0.000 description 13
- 238000011105 stabilization Methods 0.000 description 13
- 230000000087 stabilizing effect Effects 0.000 description 13
- 238000000034 method Methods 0.000 description 12
- 229910052751 metal Inorganic materials 0.000 description 10
- 239000002184 metal Substances 0.000 description 10
- 238000012546 transfer Methods 0.000 description 10
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 8
- 229910052802 copper Inorganic materials 0.000 description 8
- 239000000758 substrate Substances 0.000 description 8
- 239000013078 crystal Substances 0.000 description 7
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 6
- 229910052797 bismuth Inorganic materials 0.000 description 6
- JCXGWMGPZLAOME-UHFFFAOYSA-N bismuth atom Chemical compound [Bi] JCXGWMGPZLAOME-UHFFFAOYSA-N 0.000 description 6
- 238000009413 insulation Methods 0.000 description 5
- 239000007788 liquid Substances 0.000 description 5
- 230000002093 peripheral effect Effects 0.000 description 5
- 229920002430 Fibre-reinforced plastic Polymers 0.000 description 4
- 239000000835 fiber Substances 0.000 description 4
- 239000011151 fibre-reinforced plastic Substances 0.000 description 4
- 238000007735 ion beam assisted deposition Methods 0.000 description 4
- 239000007769 metal material Substances 0.000 description 4
- 229920001187 thermosetting polymer Polymers 0.000 description 4
- 241000954177 Bangana ariza Species 0.000 description 3
- 238000009792 diffusion process Methods 0.000 description 3
- 235000012489 doughnuts Nutrition 0.000 description 3
- -1 etc. Chemical compound 0.000 description 3
- 238000005470 impregnation Methods 0.000 description 3
- 238000010884 ion-beam technique Methods 0.000 description 3
- 238000005259 measurement Methods 0.000 description 3
- 229910052757 nitrogen Inorganic materials 0.000 description 3
- 238000003860 storage Methods 0.000 description 3
- 230000003746 surface roughness Effects 0.000 description 3
- 230000007704 transition Effects 0.000 description 3
- 238000007740 vapor deposition Methods 0.000 description 3
- 229910018072 Al 2 O 3 Inorganic materials 0.000 description 2
- 229910001369 Brass Inorganic materials 0.000 description 2
- 229910004247 CaCu Inorganic materials 0.000 description 2
- 229910000990 Ni alloy Inorganic materials 0.000 description 2
- 239000004642 Polyimide Substances 0.000 description 2
- 229910045601 alloy Inorganic materials 0.000 description 2
- 239000000956 alloy Substances 0.000 description 2
- 239000010951 brass Substances 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 239000003822 epoxy resin Substances 0.000 description 2
- 229910000856 hastalloy Inorganic materials 0.000 description 2
- 238000007689 inspection Methods 0.000 description 2
- 238000001659 ion-beam spectroscopy Methods 0.000 description 2
- WABPQHHGFIMREM-UHFFFAOYSA-N lead(0) Chemical compound [Pb] WABPQHHGFIMREM-UHFFFAOYSA-N 0.000 description 2
- 238000002595 magnetic resonance imaging Methods 0.000 description 2
- 229910044991 metal oxide Inorganic materials 0.000 description 2
- 150000004706 metal oxides Chemical class 0.000 description 2
- 229920000647 polyepoxide Polymers 0.000 description 2
- 229920001721 polyimide Polymers 0.000 description 2
- 238000004549 pulsed laser deposition Methods 0.000 description 2
- 229910052761 rare earth metal Inorganic materials 0.000 description 2
- 239000007787 solid Substances 0.000 description 2
- 238000004544 sputter deposition Methods 0.000 description 2
- 238000012360 testing method Methods 0.000 description 2
- 239000011345 viscous material Substances 0.000 description 2
- 229910052727 yttrium Inorganic materials 0.000 description 2
- 229910000838 Al alloy Inorganic materials 0.000 description 1
- 229910000906 Bronze Inorganic materials 0.000 description 1
- FIPWRIJSWJWJAI-UHFFFAOYSA-N Butyl carbitol 6-propylpiperonyl ether Chemical compound C1=C(CCC)C(COCCOCCOCCCC)=CC2=C1OCO2 FIPWRIJSWJWJAI-UHFFFAOYSA-N 0.000 description 1
- 229920000049 Carbon (fiber) Polymers 0.000 description 1
- 229910017518 Cu Zn Inorganic materials 0.000 description 1
- 229910000881 Cu alloy Inorganic materials 0.000 description 1
- 229910017752 Cu-Zn Inorganic materials 0.000 description 1
- 229910017943 Cu—Zn Inorganic materials 0.000 description 1
- 239000004593 Epoxy Substances 0.000 description 1
- 229910052691 Erbium Inorganic materials 0.000 description 1
- 229910052688 Gadolinium Inorganic materials 0.000 description 1
- 229910017493 Nd 2 O 3 Inorganic materials 0.000 description 1
- 229910052779 Neodymium Inorganic materials 0.000 description 1
- OAICVXFJPJFONN-UHFFFAOYSA-N Phosphorus Chemical compound [P] OAICVXFJPJFONN-UHFFFAOYSA-N 0.000 description 1
- 229910052772 Samarium Inorganic materials 0.000 description 1
- 229910002367 SrTiO Inorganic materials 0.000 description 1
- 229910001080 W alloy Inorganic materials 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 1
- 229920003180 amino resin Polymers 0.000 description 1
- 238000000137 annealing Methods 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 239000010974 bronze Substances 0.000 description 1
- 239000004917 carbon fiber Substances 0.000 description 1
- 239000004927 clay Substances 0.000 description 1
- KUNSUQLRTQLHQQ-UHFFFAOYSA-N copper tin Chemical compound [Cu].[Sn] KUNSUQLRTQLHQQ-UHFFFAOYSA-N 0.000 description 1
- TVZPLCNGKSPOJA-UHFFFAOYSA-N copper zinc Chemical compound [Cu].[Zn] TVZPLCNGKSPOJA-UHFFFAOYSA-N 0.000 description 1
- 229910052593 corundum Inorganic materials 0.000 description 1
- 238000000151 deposition Methods 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 238000004146 energy storage Methods 0.000 description 1
- 239000004744 fabric Substances 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 239000001307 helium Substances 0.000 description 1
- 229910052734 helium Inorganic materials 0.000 description 1
- SWQJXJOGLNCZEY-UHFFFAOYSA-N helium atom Chemical compound [He] SWQJXJOGLNCZEY-UHFFFAOYSA-N 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 230000010354 integration Effects 0.000 description 1
- 230000001678 irradiating effect Effects 0.000 description 1
- 229910052746 lanthanum Inorganic materials 0.000 description 1
- 239000004850 liquid epoxy resins (LERs) Substances 0.000 description 1
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 229910000510 noble metal Inorganic materials 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- 239000005011 phenolic resin Substances 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 230000008569 process Effects 0.000 description 1
- 230000009257 reactivity Effects 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 238000005057 refrigeration Methods 0.000 description 1
- 229910000679 solder Inorganic materials 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 239000002887 superconductor Substances 0.000 description 1
- 229920006337 unsaturated polyester resin Polymers 0.000 description 1
- 229910001845 yogo sapphire Inorganic materials 0.000 description 1
- VWQVUPCCIRVNHF-UHFFFAOYSA-N yttrium atom Chemical compound [Y] VWQVUPCCIRVNHF-UHFFFAOYSA-N 0.000 description 1
Images






Landscapes
- Superconductors And Manufacturing Methods Therefor (AREA)
Description
酸化物高温超電導線材は、金属系超電導線材に比べ高温でも使用できることから、超電導コイル等への応用開発も進められている。現状で提供されているほとんどの酸化物超電導線材はテープ状であり、このようなテープ状の酸化物超電導線材を用いた超電導コイルとして、パンケーキコイル、ダブルパンケーキコイル、あるいはこれらのコイルを複数積層して構成された酸化物超電導コイルが知られている。
しかしながら、酸化物超電導線材は、液体窒素温度以下に冷却することで、更なる特性の向上が期待され、そのため、冷凍機による伝導冷却で液体窒素温度より低い温度に酸化物超電導コイルを冷却し、運転することで磁場中においても高い臨界電流密度が得られるように運転することが考えられている。
しかし、酸化物超電導線材はテープ状の多層構造である線材が一般的であり、このテープ状の線材を更に絶縁のために絶縁部材を巻き付けたり沿わせてからコイル加工し、超電導コイルとしているので、得られた超電導コイルの端面には超電導線材の線幅方向のばらつきによって、巻線精度のばらつきによって、あるいは、超電導線材周囲に配する絶縁テープのラップずれ、超電導線材の安定化層の固定に使用されているはんだのはみ出しなどが原因となって、凹凸部が生じることがある。
この凹凸部を端面に有した超電導コイル同士を積み重ねた構造とすると、凹凸部が存在する部分を介し冷却板が超電導コイルに接することになるので、冷却効率が悪くなる問題がある。
絶縁材の厚さの50%以下の面内最大高低差Rmaxとした凹凸部を端面に有した要素コイルが絶縁材に当接されているので、絶縁材を介し酸化物超電導線材の端縁を効率良く冷却できる結果、効率良く伝導冷却できる酸化物超電導コイルを提供できる。これは、凹凸部の面内最大高低差Rmaxを絶縁材厚さの50%以下とするならば、絶縁材に対し凹凸部を高い割合で埋め込みできて凹凸部と絶縁材の接触面積を高くすることができ、要素コイルの端面と絶縁材の間の空隙を少なくして伝熱効率を良好にできることによる。
凹凸部の面内最大高低差Rmaxが絶縁材厚さの50%を超えるようであると、凹凸部が絶縁材に当接している状態において、凹凸部が絶縁材に一部埋め込まれたとしても絶縁材と凹凸部との間に介在する空間部が増えるので、伝熱効率が悪くなり、冷却に時間のかかる酸化物超電導コイルとなる。
要素コイルとしてダブルパンケーキコイルの構造を採用する場合、上段側のパンケーキコイルの端面と下段側のパンケーキコイルの端面との間に絶縁材を介在させたとしても、各パンケーキコイルの端面の凹凸部を絶縁材の両面に対し埋め込みして良好な熱伝達効率とすることができるのでダブルパンケーキコイルを効率良く冷却できる。
絶縁材が含浸硬化型の樹脂であるならば、コイル端面の凹凸部を絶縁材に深く埋め込みした状態で硬化できるので、コイル端面の凹凸部と絶縁材との接触面積を増加することができ、冷却板を介して要素コイルを効率良く冷却できる。
絶縁材の厚さの50%以下の面内最大高低差Rmaxとした凹凸部を端面に有した要素コイルを絶縁材に当接しているので、絶縁材を介し酸化物超電導線材の端縁を効率良く冷却できる結果、効率良く伝導冷却できる新規な構造の酸化物超電導コイルを提供できる。
本発明の超電導機器は、先に記載の冷却効率の優れた酸化物超電導コイルを備えているので、短い時間で確実に酸化物超電導コイルを冷却して超電導状態にできる。また、何らかの原因で酸化物超電導コイルとその周囲部分で発熱することがあっても冷却効率が良好であるので酸化物超電導コイルに備えられている酸化物超電導線材の温度上昇を防止することができ、超電導線材を確実に冷却しつつ運転することができる超電導機器の提供ができる。
図1(a)に示すように本実施形態の酸化物超電導コイルAは、薄型のリング状の要素コイル1を複数(図1(a)に示す形態の場合は3個)、それらの中心軸を位置合わせして厚さ方向にドーナツ板状の冷却板2を介し積み上げて構成されたコイル積層体3を備えている。
また、筒状の巻胴5とその長さ方向両端に取り付けられたドーナツ板状のフランジ6、6を備えてボビン7が構成され、先のコイル積層体3の中心部を挿通するように巻胴5が設置され、フランジ6、6がコイル積層体3の積層方向両側(図1(a)ではコイル積層体3の上下)を挟むように設置されて酸化物超電導コイルAが形成されている。
下地層12は、耐熱性が高く、界面反応性を低減するためのものであり、例えば膜厚10〜200nmである。基材11と下地層12との間に拡散防止層が介在された構造としても良い。その厚さは例えば10〜400nmである。拡散防止層としてAl2O3、下地層12としてY2O3を例示できる。
この配向性中間層15をイオンビームアシスト蒸着法(IBAD法)により良好な結晶配向性(例えば結晶配向度15゜以下)で成膜するならば、その上に形成するキャップ層16の結晶配向性を良好な値(例えば結晶配向度5゜前後)とすることができ、これによりキャップ層16の上に成膜する酸化物超電導層17の結晶配向性を良好なものとして優れた超電導特性を発揮できるようにすることができる。
キャップ層16は、結晶粒が面内方向に選択成長するものが好ましい。キャップ層16の一例としてCeO2、Y2O3、Al2O3、Gd2O3、Zr2O3、Ho2O3、Nd2O3等を選択できる。キャップ層16の膜厚は、500〜1000nmとすることができる。
第二の安定化層19は、良導電性の金属材料からなることが好ましく、酸化物超電導層17が超電導状態から常電導状態に遷移した時に、第一の安定化層18とともに、酸化物超電導層17の電流が転流するバイパスとして機能する。第二の安定化層19は、銅、黄銅(Cu−Zn合金)等の銅合金等の比較的安価なものを用いるのが好ましい。第二の安定化層19の厚さは10〜300μmとすることができる。
酸化物超電導線材10に沿って設けられている樹脂層8は、一例としてエポキシ系樹脂層から構成されるが、炭素繊維あるいは繊維ファイバー等の繊維状あるいはシート状の基材を熱硬化性樹脂で覆って構成したプリプレグテープを巻き付けて加圧し加熱し、硬化させた層から構成されていても良い。
絶縁部材9はポリイミドテープやFRP(繊維強化プラスチック)テープなどから構成されている。
前記構造において樹脂層8は主に巻き付けた酸化物超電導線材10間の一体化のために設けられ、冷却板2と酸化物超電導線材10との固着のために設けられている。絶縁部材9は酸化物超電導線材10間の絶縁のために設けられている。なお、樹脂層8はプリプレグテープを用いて構成しても良いし、酸化物超電導線材10に直接熱硬化性樹脂を塗布しながら巻線することによっても良い。また、巻線後熱硬化性樹脂液に浸漬して真空状態で加圧する樹脂含浸法により樹脂層8を形成してもよい。
なお、樹脂層8として液状のエポキシ樹脂を用いる場合は、巻線時に絶縁部材9が無いと酸化物超電導線材10同士が接触して短絡するおそれがあるので、絶縁部材9は必須となる。樹脂層8としてプリプレグを用いると樹脂層としての機能と絶縁材としての機能を兼ね備えることができるが、酸化物超電導線材10の表面に位置する第二の安定化層19と樹脂を接着させたくない場合(劣化の可能性がある場合)があるので、この場合においても樹脂層8の他に絶縁部材9を設けることが好ましい。
なお、酸化物超電導線材10のボビン7に対する巻付け方は、基材11を外側としても内側としても、基本的にどちらでも良い。
冷却板2を構成する金属材料は特に制限されず、適宜変更可能であるが、熱伝導性に優れた金属材料が望ましく、例えば、無酸素銅、タフピッチ銅、黄銅、リン青銅などの銅又は銅合金、アルミニウム又はアルミニウム合金などが挙げられる。
絶縁材13は、コイル積層体3の上下に設置されているフランジ6において、要素コイル1側の面にも配置されている。また、絶縁材13は、要素コイル1を構成するパンケーキコイル4、4の間にも配置されている。
絶縁材13は上述したようにプリプレグからなるので、完全に硬化する前の段階では多少変形することができる。超電導コイルAにおいて、パンケーキコイル4、4を一体化して要素コイル1とする場合、パンケーキコイル4、4間に絶縁材13を挟んで要素コイル1とするので、絶縁材13にパンケーキコイル4の凹凸部4aを押し付けると、凹凸部4aの一部が絶縁材13に埋め込まれた状態で一体化する。また、要素コイル1を巻胴5に挿通してフランジ6の絶縁材13上に押し付けて固定する場合、要素コイル1の端面の凹凸部4aの一部が絶縁材13に埋め込まれた状態で一体化される。上述のプリプレグの硬化度が80%以下の場合であれば、凹凸部4aを部分的に絶縁材13に埋め込んだ状態で密接させることができる。
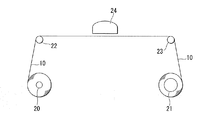
線幅の測定には、図6に示すように酸化物超電導線材10をリール20に巻き付けておき、このリール20から巻取リール21にローラ22、23を介し繰り出す間に、レーザー寸法測定器24により酸化物超電導線材10の線幅のばらつきが大きくないか検査する。
酸化物超電導線材10の線幅のばらつきが所定の範囲内に収まっていない場合は、所定の範囲内に収まっていない部分の酸化物超電導線材10について端面を研削あるいは研磨加工するかレーザーによる溶断加工を施して線幅のばらつきを小さくする処理を行うか、あるいは、ばらつきが大きい酸化物超電導線材10は使用せずに、ばらつきの小さい酸化物超電導線材10のみを用いて以下の工程を行い、酸化物超電導コイルの製造を行うことが好ましい。
前記線幅のばらつきが小さければ、パンケーキコイル4の端面の凹凸部4aの大きさを絶縁材13の厚さの50%以下に管理しておくことで、パンケーキコイル4を構成した場合に、コイル端面の凹凸が生じる要因のうち、酸化物超電導線材10に起因するものを除外することができる。
パンケーキコイル4を構成したならば、複数のパンケーキコイル4を用いて絶縁材13を間に挟んでダブルパンケーキコイル型の要素コイル1を構成し、これらを複数まとめて冷却板2と積み重ねてボビン7の巻胴5に積み重ねてコイル積層体3を構成し、フランジ6、6でコイル積層体3の両側を挟み付けることで超電導コイルAを製造することができる。
これらの式の関係から、要素コイル1の端面が冷却板2に絶縁材13を介して触れる面積が2倍になったと仮定すると、熱伝達は2倍となる。即ち、伝導冷却式の超電導コイルAにおいて、冷却効率が上がることは冷却時間の短縮と安全性の向上に繋がる。即ち、要素コイル1の端面の凹凸部4aと冷却板2とが接触する面積を大きくすることは、超電導コイルAの冷却効率を上げるために重要な技術事項であると思われる。
図5(a)はパンケーキコイル4の端面の凹凸部4a1が絶縁材13の厚さの0%の場合の当接状態を示す説明図、図5(b)はパンケーキコイル4の端面の凹凸部4a2が絶縁材13の厚さの50%の場合の当接状態を示す説明図、図5(c)はパンケーキコイル4の端面の凹凸部4a3が絶縁材13の厚さの75%の場合の当接状態を示す説明図である。
図5に示す関係から、凹凸部4aと絶縁材13との当接状態において、図5(a)、(b)に示すように凹凸部4aが絶縁材13の厚さの50%以下の場合は絶縁材13に対し凹凸部4a1、4a2の大部分が絶縁材13に隙間無く密着できるので、接触面積が大きいが、図5(c)に示すように凹凸部4a3が絶縁材13の厚さの75%の場合は絶縁材13とパンケーキコイル4の凹凸部4a3との間に空隙Dが複数形成されるので、熱伝達効率が低下する。
以上説明した凹凸計測により絶縁材13の厚さの50%以下の凹凸値となったパンケーキコイル4のみを用いて、要素コイル1を構成し、これを積み重ねてコイル積層体3を形成し、酸化物超電導コイルAを形成する。即ち、前記凹凸測定の検査結果により絶縁材13の厚さの50%以下の凹凸値となったパンケーキコイル4のみを用いて酸化物超電導コイルAを製造すると、パンケーキコイル4の凹凸部4aの面内最大高低差Rmaxを絶縁材13の厚さの50%以下に管理できることとなる。
図4に示す超電導機器25は、真空容器などの収容容器26と、その内部に設置された酸化物超電導コイルAと、収容容器26の内部の酸化物超電導コイルAを臨界温度以下に冷却するための冷凍機27を備えて構成されている。収容容器26は、図示略の真空ポンプに接続されていて、内部を目的の真空度に減圧できるように構成されている。また、酸化物超電導コイルAは収容容器26の外部の電源28に電流リード線28a、28bを介し接続されており、この電源28から酸化物超電導コイルAに通電できるようになっている。
超電導機器25において酸化物超電導コイルAの冷却板2とフランジ6を上下に貫通するように冷却ロッド29Aが複数本設けられている。これらの冷却ロッド29Aは酸化物超電導コイルAの上部側のフランジ6を貫通して上方に延出形成され、酸化物超電導コイルAの上方に設置された金属製のフレーム部材29に接続され、このフレーム部材29が冷凍機27の下端部に接続されている。
この冷却動作の際、金属製の冷却板2に対し、絶縁材13を介して酸化物超電導線材10の基材11の端縁と、酸化物超電導層17の端縁と、第一の安定化層18の端縁と、第二の安定化層19の端縁とからなる凹凸部4aを図1(b)に示すように接触させているので、酸化物超電導層17を伝導冷却できる結果、酸化物超電導層17を冷却することができる。
また、酸化物超電導線材10に通電する場合、酸化物超電導層17に超電導電流が流れるが、酸化物超電導層17の端縁が金属製の冷却板2に近接しているとしても、冷却板2との間に絶縁材13を介在させているので、通電しても絶縁性の面で問題を生じない。
ビスマス系超電導線材の構造は図7に例示するようにAgなどのテープ状の安定化材からなるシース30の内部に酸化物超電導層31を内包した酸化物超電導線材32が主体であるので、このテープ状のビスマス系の酸化物超電導線材32を先の第1実施形態の酸化物超電導線材10の代わりに用いることでビスマス系の酸化物超電導線材32を用いた酸化物超電導コイルに本発明を適用することができる。
次に、スパッタ法により酸化物超電導層上に厚さ10μmのAgの第一の安定化層を形成し、酸素アニールを500℃で行った。この後、第一の安定化層の上に厚さ100μmの銅テープを半田付けして酸化物超電導線材を得た。得られた酸化物超電導線材についてレーザー寸法測定器(KEYENCE社製のLS−5040)を用いて線幅の測定を行い、線幅のばらつきが充分に小さいことを確認して以下の工程に用いた。
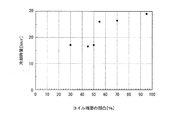
作製したパンケーキコイルについて表面粗さ計にて端面の凹凸部を計測した。この結果、後述する如く用いる絶縁材の厚さ500μmに対し、端面の凹凸の面内最大高低差が95%であったパンケーキコイルと、端面の凹凸の面内最大高低差が70%であったパンケーキコイルと、端面の凹凸の面内最大高低差が55%であったパンケーキコイルと、端面の凹凸の面内最大高低差が45%であったパンケーキコイルと、端面の凹凸の面内最大高低差が30%であったパンケーキコイルをそれぞれ選別し、以下の試験に用いた。
上述の複数のパンケーキコイルのうち、端面の凹凸の面内最大高低差が同じ値の2個のパンケーキコイルを絶縁材(厚さ500μmのプリプレグ)を介し貼り合わせてダブルパンケーキ型の要素コイルを作成し、要素コイルの両端面側を挟むように上述のフランジ用の冷却板で挟み、試験用の酸化物超電導コイルを得た。
図8に示すように、絶縁材の厚さ500μmに対し、95%、70%、55%の面内最大高低差の凹凸部を端面に有するパンケーキコイルを用いて構成した酸化物超電導コイルは、20Kまで冷却するために26〜30時間要したが、45%、30%の面内最大高低差の凹凸部を端面に有するパンケーキコイルを用いて構成した酸化物超電導コイルは、20Kまで冷却するために17時間あるいは16.5時間で冷却できた。更に、50%の面内最大高低差の凹凸部を端面に有するパンケーキコイルを用いて構成した酸化物超電導コイルは、20Kまで冷却するために、17時間で冷却できた。
また、凹凸部の面内最大高低差を絶縁材の厚さの95%、70%、55%として製造した酸化物超電導コイルは、冷却に長い時間がかかっているので、パンケーキコイルの凹凸部と絶縁材との間に多くの空隙が存在し、これらの空隙が断熱部となって熱伝達効率を低下させたと推定できる。
Claims (5)
- 酸化物超電導層が備えられたテープ状の酸化物超電導線材を絶縁部材とともに巻回してなる要素コイルが、複数、各要素コイルをそれらの中心軸方向に冷却板を介して重ねて構成されたコイル積層体を備えた酸化物超電導コイルであって、
前記要素コイルの端面に酸化物超電導線材の端縁と絶縁部材の端縁により凹凸部が形成され、前記重ねられた要素コイルの端面の間に絶縁材が介在され、前記絶縁材に対し前記要素コイルの端面が前記凹凸部を介し当接されるとともに、
前記凹凸部の面内最大高低差Rmaxが前記絶縁材の厚さの50%以下とされ、
前記絶縁材を構成する樹脂が前記凹凸部に埋め込まれていることを特徴とする酸化物超電導コイル。 - 前記要素コイルがテープ状の酸化物超電導線材を絶縁部材とともに巻回してなるパンケーキコイルを2段重ねたダブルパンケーキコイルから構成され、該ダブルパンケーキコイルを構成する上段側のパンケーキコイルの端面と下段側のパンケーキコイルの端面との間に絶縁材が介在され、上段側のパンケーキコイルの端面の凹凸部と下段側のパンケーキコイルの端面の凹凸部に前記絶縁材を構成する樹脂が埋め込まれていることを特徴とする請求項1に記載の酸化物超電導コイル。
- 前記要素コイルの端面と前記冷却板との間に介在される前記絶縁材を構成する樹脂が含浸硬化型の樹脂からなることを特徴とする請求項1または2に記載の酸化物超電導コイル。
- 酸化物超電導層が備えられたテープ状の酸化物超電導線材を絶縁部材とともに巻回してなる要素コイルが、複数、各要素コイルをそれらの中心軸方向に冷却板を介して重ねて構成されたコイル積層体を備え、前記要素コイルの端面に酸化物超電導線材の端縁と絶縁部材の端縁により凹凸部が形成され、前記重ねられた要素コイルの端面の間に絶縁材が介在され、前記絶縁材に対し前記要素コイルの端面が前記凹凸部を介し当接された酸化物超電導コイルの製造方法であって、
前記要素コイルの端面の凹凸部の面内最大高低差Rmaxを前記絶縁材の厚さの50%以下になるように管理して要素コイルを構成し、
前記絶縁材を構成する樹脂を前記凹凸部に埋め込むことを特徴とする酸化物超電導コイルの製造方法。 - 真空容器と、該真空容器の内部に設けられた請求項1〜3のいずれか一項に記載の酸化物超電導コイルと、前記真空容器に設けられて前記超電導コイルの冷却板を冷却する冷凍機とを具備した超電導機器。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011243785A JP5728365B2 (ja) | 2011-08-11 | 2011-11-07 | 酸化物超電導コイル及び超電導機器と酸化物超電導コイルの製造方法 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011175994 | 2011-08-11 | ||
| JP2011175994 | 2011-08-11 | ||
| JP2011243785A JP5728365B2 (ja) | 2011-08-11 | 2011-11-07 | 酸化物超電導コイル及び超電導機器と酸化物超電導コイルの製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2013055311A JP2013055311A (ja) | 2013-03-21 |
| JP2013055311A5 JP2013055311A5 (ja) | 2014-09-18 |
| JP5728365B2 true JP5728365B2 (ja) | 2015-06-03 |
Family
ID=48132012
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011243785A Active JP5728365B2 (ja) | 2011-08-11 | 2011-11-07 | 酸化物超電導コイル及び超電導機器と酸化物超電導コイルの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5728365B2 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6304955B2 (ja) * | 2013-06-28 | 2018-04-04 | 株式会社東芝 | 超電導コイル装置 |
| JP2015046518A (ja) * | 2013-08-29 | 2015-03-12 | 住友電気工業株式会社 | 超電導コイルおよび超電導コイルの製造方法 |
| JP6535210B2 (ja) * | 2015-05-13 | 2019-06-26 | 公益財団法人鉄道総合技術研究所 | 超電導フライホイール蓄電システム用超電導磁気軸受 |
| CN113450995B (zh) * | 2021-06-30 | 2023-02-10 | 中国科学院江西稀土研究院 | 一种无液氦超导磁体骨架、超导磁体和绕制方法 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11273936A (ja) * | 1998-03-23 | 1999-10-08 | Hitachi Ltd | 酸化物超電導コイルの巻線構造 |
| JPH11340029A (ja) * | 1998-05-28 | 1999-12-10 | Hitachi Ltd | 酸化物超電導コイル |
| JP2000030929A (ja) * | 1998-07-14 | 2000-01-28 | Hitachi Ltd | 酸化物超電導コイルの線材保護 |
| JP2013012645A (ja) * | 2011-06-30 | 2013-01-17 | Fujikura Ltd | 酸化物超電導コイル及び超電導機器 |
| JP2013030661A (ja) * | 2011-07-29 | 2013-02-07 | Fujikura Ltd | 超電導コイル |
-
2011
- 2011-11-07 JP JP2011243785A patent/JP5728365B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2013055311A (ja) | 2013-03-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9418776B2 (en) | Oxide superconductor wire and superconducting coil | |
| JP5732588B2 (ja) | 超電導コイル及び超電導機器 | |
| US8655423B2 (en) | Superconducting coil | |
| JP5841862B2 (ja) | 高温超電導線材および高温超電導コイル | |
| JP4743150B2 (ja) | 超電導コイルおよびそれに用いる超電導導体 | |
| JP6853267B2 (ja) | 第2世代超伝導フィラメント及びケーブル | |
| JP5568361B2 (ja) | 超電導線材の電極部接合構造、超電導線材、及び超電導コイル | |
| US6925316B2 (en) | Method of forming superconducting magnets using stacked LTS/HTS coated conductor | |
| JP2011198469A (ja) | 絶縁被覆酸化物超電導線材および樹脂含浸超電導コイル | |
| JP5728365B2 (ja) | 酸化物超電導コイル及び超電導機器と酸化物超電導コイルの製造方法 | |
| JP2013012645A (ja) | 酸化物超電導コイル及び超電導機器 | |
| JP2012256744A (ja) | 超電導コイル | |
| US10049800B2 (en) | High-temperature superconducting coil and superconducting device | |
| JP2014154320A (ja) | 酸化物超電導線材の接続構造体及び超電導機器 | |
| JP2013030661A (ja) | 超電導コイル | |
| JP6329736B2 (ja) | 積層パンケーキ型超電導コイル及びそれを備えた超電導機器 | |
| JP2011008949A (ja) | 超電導線材及びその製造方法 | |
| JP2011108918A (ja) | 超電導コイル | |
| US12014842B2 (en) | High temperature superconductor having multiple superconducting layers, and high temperature superconductor manufacturing method for same | |
| JP5887085B2 (ja) | 超電導コイル及びその製造方法 | |
| JP2012064495A (ja) | 被覆超電導線材の製造方法、超電導線材被覆の電着方法、及び、被覆超電導線材 | |
| JP5942010B2 (ja) | 超電導コイルの製造方法および製造装置 | |
| JP6871117B2 (ja) | 高温超電導コイル装置及び高温超電導マグネット装置 | |
| JP6214196B2 (ja) | 酸化物超電導コイルおよびそれを備えた超電導機器 | |
| JPWO2014104333A1 (ja) | 酸化物超電導線材の接続構造体およびその製造方法と超電導機器 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140606 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140806 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20140806 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20140813 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20141118 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150119 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150310 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150406 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5728365 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |