JP5705153B2 - Rotating electric machine stator and rotating electric machine stator manufacturing method - Google Patents
Rotating electric machine stator and rotating electric machine stator manufacturing method Download PDFInfo
- Publication number
- JP5705153B2 JP5705153B2 JP2012049216A JP2012049216A JP5705153B2 JP 5705153 B2 JP5705153 B2 JP 5705153B2 JP 2012049216 A JP2012049216 A JP 2012049216A JP 2012049216 A JP2012049216 A JP 2012049216A JP 5705153 B2 JP5705153 B2 JP 5705153B2
- Authority
- JP
- Japan
- Prior art keywords
- winding
- wall
- magnetic pole
- pole piece
- insulating bobbin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




























Landscapes
- Iron Core Of Rotating Electric Machines (AREA)
- Insulation, Fastening Of Motor, Generator Windings (AREA)
- Manufacture Of Motors, Generators (AREA)
Description
この発明は、磁極片のティース部に絶縁用ボビンを介して巻線が巻装された構成の回転電機の固定子とその製造方法に関するものである。 The present invention relates to a stator of a rotating electric machine having a configuration in which a winding is wound around a tooth portion of a pole piece via an insulating bobbin, and a method of manufacturing the same.
固定子のティース部に絶縁用ボビンを介して巻線が巻装された回転電機では、電位差が大きい各相の渡り線同士の接触を防止する必要がある。
各分割されたコアに絶縁体を介して巻線が巻装されるとともに、その際、巻線間を繋ぐ複数の渡り線を、絶縁体に設けた渡り線収納溝に収納することで、電位差が大きい各相の渡り線同士の接触を防止するようにした構成の回転電機の固定子が開示されている(例えば、特許文献1参照)。
また、分割コアに絶縁物を介して巻線を巻装するとともに、分割コア同士が連結する際に、各ティース部から引き出される渡り線を絶縁物に設けられた突起に巻き付けることにより、電位差が大きい各相の渡り線同士の接触を防止し、その後、突起に巻き付けられた各渡り線をハンダ付けにより固定子ターミナルと接続するようにした回転電動機の固定子が開示されている(例えば、特許文献2参照)。
In a rotating electrical machine in which a winding is wound around a tooth portion of a stator via an insulating bobbin, it is necessary to prevent crossover wires of each phase having a large potential difference.
A winding is wound around each divided core via an insulator, and at that time, a plurality of crossovers connecting the windings are stored in a crossover storage groove provided in the insulator, thereby allowing a potential difference. A stator of a rotating electrical machine having a configuration in which the crossover wires of each phase having a large length are prevented from being contacted is disclosed (for example, see Patent Document 1).
In addition, while winding the winding around the split core via an insulator, when the split cores are connected to each other, the potential difference is generated by winding the connecting wire drawn from each tooth portion around the protrusion provided on the insulator. There is disclosed a stator of a rotary electric motor which prevents contact between large crossover wires of each phase and then connects each crossover wire wound around a protrusion to a stator terminal by soldering (for example, a patent) Reference 2).
特許文献1開示の回転電機の固定子では、絶縁用ボビンを介してティース部に巻線が巻装され、かつ、絶縁用ボビンには巻線の端末部分を収納する渡り線収納溝が設けられ、この端末部収納溝にはティース部の突出側に向けて次第に傾斜したテーパ部が形成されている。このため、渡り線が端末部収納溝から脱落するのを有効に防止することができるので、電位差が大きい渡り線同士の接触を無くすことができる。しかし、分割コアの一体化作業後、渡り線を外径側の渡り線収納溝まで移動させる必要があり、作業性が悪いとの問題がある。
In the stator of the rotating electrical machine disclosed in
また、特許文献2開示の回転電機の固定子では、渡り線を絶縁物に設けた突起に巻き付けることで、電位差が大きい渡り線同士が接触することを防止している。しかし、各相から引き出された渡り線を結線する際に、突起に巻き付けた各渡り線と固定子ターミナルとを接続するために時間がかかり、ライン作業を悪化させる。また、結線用の固定子ターミナルを追加する必要があるため、部品点数が増加するとの問題がある。
Moreover, in the stator of the rotating electrical machine disclosed in
この発明は、上記のような問題を解決するためになされたものであり、電位差が大きい各相の渡り線同士の接触の防止が可能で、部品追加の必要がなく、コア一体化後の作業性が良好な回転電機の固定子およびその製造方法を提供することを目的とする。 The present invention has been made to solve the above-described problems, and it is possible to prevent the contact between the crossover wires of each phase having a large potential difference. An object of the present invention is to provide a stator for a rotating electrical machine with good performance and a method for manufacturing the same.
この発明に係る回転電機の固定子は、バックヨーク部とバックヨーク部から突出したティース部とを備える分割構造の磁極片から構成されるユニットコアと、磁極片に嵌合された第1の絶縁用ボビンと第2の絶縁用ボビンと、第1の絶縁用ボビンと第2の絶縁用ボビンを介してティース部に巻装された巻線とを備え、第1の絶縁用ボビンは、外壁と内径寸法は磁極片のティース内径寸法より小さい内壁を有し、内壁の外径側には巻線の渡り線を収納する渡り線収納溝が設けられ、さらに内壁には周方向に渡り線を通すスリットを備え、さらに内径側に突出した突起を備え、第2の絶縁用ボビンは、外壁と内径寸法は磁極片のティース内径寸法より大きい内壁を備えた構成で、同一相の各磁極片の各ティース部に巻装された巻線は磁極片間の途中で切断されることなく引き回されており、第1の絶縁用ボビンの前記内壁に備えた周方向に渡り線を通すスリットは2箇所であり、さらに内径側に突出した突起は2箇所のスリットの円周方向両端部側にそれぞれ設けられているものである。
この発明に係る回転電機の固定子は、バックヨーク部とバックヨーク部から突出したティース部とを備える分割構造の磁極片から構成されるユニットコアと、磁極片に嵌合された第1の絶縁用ボビンと第2の絶縁用ボビンと、第1の絶縁用ボビンと第2の絶縁用ボビンを介してティース部に巻装された巻線とを備え、第1の絶縁用ボビンは、外壁と内径寸法は磁極片のティース内径寸法より小さい内壁を有し、内壁の外径側には巻線の渡り線を収納する渡り線収納溝が設けられ、さらに内壁には周方向に渡り線を通すスリットを備え、さらに内径側に突出した突起を備え、第2の絶縁用ボビンは、外壁と内径寸法は磁極片のティース内径寸法より大きい内壁を備えた構成で、同一相の各磁極片の各ティース部に巻装された巻線は磁極片間の途中で切断されることなく引き回されており、第1の絶縁用ボビンの内壁に設けられた巻線の渡り線を収納する渡り線収納溝は3段軸方向に設けられ、さらに内壁に備えた周方向に渡り線を通すスリットは2箇所であり、さらに内径側に突出した突起はスリット間に1個とスリットの円周方向両端部に軸方向に各2個であるものである。
A stator of a rotating electrical machine according to the present invention includes a unit core composed of a pole piece having a split structure including a back yoke portion and a teeth portion protruding from the back yoke portion, and a first insulation fitted to the pole piece. A bobbin for insulation, a second insulation bobbin, a first insulation bobbin, and a winding wound around the tooth portion via the second insulation bobbin, and the first insulation bobbin includes an outer wall, The inner diameter has an inner wall smaller than the teeth inner diameter of the pole piece, the outer diameter side of the inner wall is provided with a connecting wire storage groove for storing the connecting wire of the winding, and the inner wall passes the connecting wire in the circumferential direction. The second insulating bobbin includes a slit and a protrusion protruding toward the inner diameter side. The second insulating bobbin has an outer wall and an inner wall whose inner diameter dimension is larger than the teeth inner diameter dimension of the pole piece. The winding wound around the teeth is the way between the pole pieces. In be cut and routed without a slit through the first of said lines over the circumferential direction with the inner wall of the insulating bobbin is 2 points, slits projections of two positions further projecting radially inwardly Are provided at both ends in the circumferential direction .
A stator of a rotating electrical machine according to the present invention includes a unit core composed of a pole piece having a split structure including a back yoke portion and a teeth portion protruding from the back yoke portion, and a first insulation fitted to the pole piece. A bobbin for insulation, a second insulation bobbin, a first insulation bobbin, and a winding wound around the tooth portion via the second insulation bobbin, and the first insulation bobbin includes an outer wall, The inner diameter has an inner wall smaller than the teeth inner diameter of the pole piece, the outer diameter side of the inner wall is provided with a connecting wire storage groove for storing the connecting wire of the winding, and the inner wall passes the connecting wire in the circumferential direction. The second insulating bobbin includes a slit and a protrusion protruding toward the inner diameter side. The second insulating bobbin has an outer wall and an inner wall whose inner diameter dimension is larger than the teeth inner diameter dimension of the pole piece. The winding wound around the teeth is the way between the pole pieces. The connecting wire storage groove for storing the connecting wire of the winding provided on the inner wall of the first insulating bobbin is provided in the three-stage axial direction, and further provided on the inner wall. There are two slits through which the crossover wire passes in the circumferential direction, and there are two protrusions protruding toward the inner diameter side and two in the axial direction at both ends in the circumferential direction of the slit.
この発明に係る回転電機の固定子の製造方法は、バックヨーク部とバックヨーク部から突出したティース部とを備える分割構造の磁極片から構成されるユニットコアと、磁極片に嵌合された第1の絶縁用ボビンと第2の絶縁用ボビンと、第1の絶縁用ボビンと第2の絶縁用ボビンを介してティース部に巻装された巻線とを備え、第1の絶縁用ボビンは、外壁と内径寸法は磁極片のティース内径寸法より小さい内壁を有し、内壁の外径側には巻線の渡り線を収納する渡り線収納溝が3段軸方向に設けられ、さらに内壁には周方向に渡り線を通す2箇所のスリットを備え、さらに内径側に突出した突起をスリット間に1個とスリットの円周方向両端部に軸方向に各2個を備え、第2の絶縁用ボビンは、外壁と内径寸法は磁極片のティース内径寸法より大きい内壁を備えた構成の回転電機の固定子と、磁極片の積層方向に回転軸を持つ鉄心保持治具と、鉄心保持治具の回転軸と直交する方向に配置された回転軸を中心に旋回し巻線を供給する巻線供給巻付用のフライヤとを備えた巻線装置を用い、鉄心保持治具に第1、第2の2個1組の磁極片と、第3、第4の2個1組の磁極片を、第1、第2の磁極片についてはバックヨーク部の周方向端面同士が互いに隣接し、各ティース部同士がV字形に配置し、また第3、第4の磁極片については、第1、第2の磁極片に対して鉄心保持治具の回転軸を中心とした周方向に離間させた位置に、バックヨーク部の周方向端面同士が互いに隣接し、各ティース部同士がV字形に取り付けて配置する第1の工程と、第1の磁極片のティース部にフライヤにより巻線を巻装する第2の工程と、巻線を切断することなく鉄心保持治具の回転によって第2の磁極片をフライヤに対向させる第3の工程と、第2の磁極片のティース部にフライヤにより巻線を巻装する第4の工程と、巻線を切断することなく鉄心保持治具の回転によって第3の磁極片をフライヤに対向させ、離間ティース間の渡り線を所定長さ確保する第5の工程と、第3の磁極片のティース部にフライヤにより巻線を巻装する第6の工程と、巻線を切断することなく鉄心保持治具の回転によって第4の磁極片をフライヤに対向させる第7の工程と、第4の磁極片のティース部にフライヤにより巻線を巻装する第8の工程と、巻装した各ユニットコアを取り外し、互いに隣接する2個1組の各磁極片を円弧形状に変形する第9の工程と、各工程を経た4個の磁極片を1組として、これを3の倍数組並べて環状に組み立てる第10の工程と、この環状に組み立てる際に離間ティース間の渡り線を第1の絶縁用ボビンの内壁に設けたスリットを通し、内壁の内径側の突起の軸方向の上側または下側に配置させる第12の工程と、各相の巻線の巻き終わり線を中性点として接続する第13の工程から成るものである。 A method of manufacturing a stator for a rotating electrical machine according to the present invention includes a unit core composed of a pole piece having a split structure including a back yoke portion and a teeth portion protruding from the back yoke portion, and a first fitting fitted to the pole piece. A first insulating bobbin, a second insulating bobbin, a first insulating bobbin, and a winding wound around the tooth portion via the second insulating bobbin. The outer wall and the inner diameter have an inner wall smaller than the inner diameter of the teeth of the magnetic pole piece, and on the outer diameter side of the inner wall, a jumper storage groove for storing the connecting wire of the winding is provided in the three-stage axial direction. Has two slits for passing the crossover in the circumferential direction, and further has one protrusion between the slits and two in the axial direction at both ends in the circumferential direction of the slit. For bobbins, the outer wall and inner diameter are the same as the teeth inner diameter of the pole piece. A rotating electric machine stator having a larger inner wall, an iron core holding jig having a rotation axis in the stacking direction of the pole pieces, and a rotation axis arranged in a direction perpendicular to the rotation axis of the iron core holding jig And a winding device provided with a winding supply winding flyer for turning the winding to supply windings, a first and a second set of magnetic pole pieces, In the first and second pole pieces, the circumferential end surfaces of the back yoke portions are adjacent to each other, the teeth portions are arranged in a V shape, and the third and second pole pieces are arranged in a V shape. For the magnetic pole pieces 4, the circumferential end surfaces of the back yoke portion are adjacent to each other at positions spaced apart from the first and second magnetic pole pieces in the circumferential direction around the rotation axis of the iron core holding jig. The first step in which the teeth portions are attached to each other in a V shape, and the teeth portion of the first pole piece is attached to the flyer. A second step of winding the coil winding, a third step of causing the second magnetic pole piece to face the flyer by rotating the iron core holding jig without cutting the winding, and teeth of the second magnetic pole piece A fourth step of winding the winding wire with a flyer on the part, and the third magnetic pole piece is opposed to the flyer by rotating the iron core holding jig without cutting the winding wire, and the connecting wire between the spaced teeth is a predetermined length A fifth step of securing the thickness, a sixth step of winding a winding by a flyer around the teeth portion of the third pole piece, and a fourth magnetic pole by rotating the iron core holding jig without cutting the winding. A seventh step in which the piece is opposed to the flyer, an eighth step in which the winding is wound around the teeth portion of the fourth magnetic pole piece by the flyer, and the wound unit cores are removed and two adjacent ones 1 A ninth step of deforming each pole piece of the set into an arc shape; and The four pole pieces having undergone the above process are set as one set, and a multiple of 3 are arranged side by side to form a tenth step, and when connecting to the ring, the connecting wire between the spaced teeth is connected to the inner wall of the first insulating bobbin. And a thirteenth step of connecting the winding end line of each phase winding as a neutral point through a slit provided in the inner wall of the projection on the inner diameter side of the inner wall. It consists of
この発明に係る回転電機の固定子の製造方法は、バックヨーク部とバックヨーク部から突出したティース部とを備える分割構造の磁極片から構成されるユニットコアと、磁極片に嵌合された第1の絶縁用ボビンと第2の絶縁用ボビンと、第1の絶縁用ボビンと第2の絶縁用ボビンを介してティース部に巻装された巻線とを備え、第1の絶縁用ボビンは、外壁と内径寸法は磁極片のティース内径寸法より小さい内壁を有し、内壁の外径側には巻線の渡り線を収納する渡り線収納溝が3段軸方向に設けられ、さらに内壁には周方向に渡り線を通す2箇所のスリットを備え、さらに内径側に突出した突起をスリット間に1個とスリットの円周方向両端部に軸方向に各2個を備え、さらに外壁に渡り線収納溝を軸方向に2段設け、第2の絶縁用ボビンは、外壁と内径寸法は磁極片のティース内径寸法より大きい内壁を備えた構成の回転電機の固定子と、磁極片の積層方向に回転軸を持つ鉄心保持治具と、鉄心保持治具の回転軸と直交する方向に配置された回転軸を中心に旋回し巻線を供給する巻線供給巻付用のフライヤとを備えた巻線装置を用い、鉄心保持治具に第1〜第nのn個(n=2以上の整数)1組の磁極片を鉄心保持治具の中心に対して略点対称位置または同一角度間隔位置となるように配置する第1の工程と、第1の磁極片のティース部にフライヤにより巻線を巻装する第2の工程と、巻線を切断することなく鉄心保持治具の回転によって第2の磁極片をフライヤに対向させ、離間ティース間の渡り線を所定長さ確保する第3の工程と、第2の磁極片のティース部にフライヤにより巻線を巻装する第4の工程と、nが3以上の場合は、第3の工程および第4の工程を第3〜第nの磁極片に対して実施する第5の工程と、巻線4を巻装した各ユニットコアを鉄心保持治具から取り外し、ティース部円弧状となるように配置する第6の工程と、各工程を経た2個の磁極片を1組として、これを3の倍数組並べて環状に組み立てる第7の工程と、この環状に組み立てる際に離間ティース間の渡り線を第1の絶縁用ボビンの内壁に設けたスリットを通し、内壁の内径側の突起の軸方向の上側または下側に配置させる第8の工程と、環状組立後に離間ティース間の渡り線を第1の絶縁用ボビンの内壁の外径側に設けた渡り線収納溝に配置させる第9の工程と、各相の巻き終わり線を第1の絶縁用ボビンの外壁に設けた渡り線収納溝に巻線端末部を収納して中性点の結線処理を行う第10の工程とから成るものである。
この発明に係る回転電機の固定子の製造方法は、バックヨーク部と前記バックヨーク部から突出したティース部とを備える分割構造の磁極片から構成されるユニットコアと、磁極片に嵌合された第1の絶縁用ボビンと第2の絶縁用ボビンと、第1の絶縁用ボビンと第2の絶縁用ボビンを介してティース部に巻装された巻線とを備え、第1の絶縁用ボビンは、外壁と内径寸法は磁極片のティース内径寸法より小さい内壁を有し、内壁の外径側には巻線の渡り線を収納する渡り線収納溝が設けられ、さらに内壁には周方向に渡り線を通すスリットを備え、さらに内径側に突出した突起を備え、第2の絶縁用ボビンは、外壁と内径寸法は磁極片のティース内径寸法より大きい内壁を備えた構成で、同一相の各磁極片の各ティース部に巻装された巻線は磁極片間の途中で切断されることなく引き回されており、第1の絶縁用ボビンの内壁に備えた周方向に渡り線を通す前記スリットは2箇所であり、さらに内径側に突出した突起は2箇所のスリットの円周方向両端部側にそれぞれ設けられている回転電機の固定子と、磁極片の積層方向に回転軸を持つ鉄心保持治具と、鉄心保持治具の回転軸と直交する方向に配置された回転軸を中心に旋回し巻線を供給する巻線供給巻付用のフライヤとを備えた巻線装置を用い、鉄心保持治具に第1、第2の2個1組の磁極片と、第3、第4の2個1組の磁極片を、第1、第2の磁極片についてはバックヨーク部の周方向端面同士が互いに隣接し、各ティース部同士がV字形に配置し、また第3、第4の磁極片については、第1、第2の磁極片に対して鉄心保持治具の回転軸を中心とした周方向に離間させた位置に、バックヨーク部の周方向端面同士が互いに隣接し、各ティース部同士がV字形に取り付けて配置する第1の工程と、前記第1の磁極片の前記ティース部に前記フライヤにより前記巻線を巻装する第2の工程と、巻線を切断することなく鉄心保持治具の回転によって第2の磁極片をフライヤに対向させる第3の工程と、第2の磁極片のティース部にフライヤにより巻線を巻装する第4の工程と、巻線を切断することなく鉄心保持治具の回転によって第3の磁極片をフライヤに対向させ、離間ティース間の渡り線を所定長さ確保する第5の工程と、第3の磁極片のティース部にフライヤにより巻線を巻装する第6の工程と、巻線を切断することなく鉄心保持治具の回転によって第4の磁極片をフライヤに対向させる第7の工程と、第4の磁極片のティース部にフライヤにより巻線を巻装する第8の工程と、巻装した各ユニットコアを取り外し、互いに隣接する2個1組の各磁極片を円弧形状に変形する第9の工程と、各工程を経た4個の磁極片を1組として、これを3の倍数組並べて環状に組み立てる第10の工程と、この環状に組み立てる際に離間ティース間の渡り線を第1の絶縁用ボビンの内壁に設けたスリットを通し、内壁の内径側の突起の軸方向の上側または下側に配置させる第11の工程と、環状組立後に離間ティース間の渡り線を第1の絶縁用ボビンの内壁の外径側に設けた渡り線収納溝に配置させる第12の工程とから成るものである。
A method of manufacturing a stator for a rotating electrical machine according to the present invention includes a unit core composed of a pole piece having a split structure including a back yoke portion and a teeth portion protruding from the back yoke portion, and a first fitting fitted to the pole piece. A first insulating bobbin, a second insulating bobbin, a first insulating bobbin, and a winding wound around the tooth portion via the second insulating bobbin. The outer wall and the inner diameter have an inner wall smaller than the inner diameter of the teeth of the magnetic pole piece, and on the outer diameter side of the inner wall, a jumper storage groove for storing the connecting wire of the winding is provided in the three-stage axial direction. Is equipped with two slits that allow the crossover to pass in the circumferential direction, and one protrusion between the slits and two in the axial direction at both ends in the circumferential direction of the slit. A second insulating bobbin is provided with two stages of wire storage grooves in the axial direction. The outer wall and the inner diameter dimension of the stator of the rotating electrical machine having the inner wall larger than the teeth inner diameter dimension of the pole piece, the iron core holding jig having the rotation axis in the stacking direction of the pole pieces, and the rotation axis of the iron core holding jig And a winding device provided with a winding supply winding flyer that turns around a rotating shaft arranged in a direction perpendicular to the axis and supplies the winding, and uses a first to n-th n as the iron core holding jig. A first step of arranging a set of magnetic pole pieces (integers greater than or equal to 2) so as to be substantially point-symmetrical or at the same angular intervals with respect to the center of the iron core holding jig; The second step of winding the windings on the teeth portion of the teeth by the flyer, and the second magnetic pole piece is opposed to the flyer by rotating the iron core holding jig without cutting the winding, and the connecting wire between the spaced teeth A third step for securing a predetermined length and a flyer on the teeth portion of the second pole piece A fourth step of winding the winding, and a fifth step of performing the third step and the fourth step on the third to n-th pole pieces when n is 3 or more, Each unit core around which the winding 4 is wound is removed from the iron core holding jig, and arranged so as to form a circular arc shape of the teeth portion, and two magnetic pole pieces that have undergone each step are taken as one set. A seventh step in which multiple sets of 3 are arranged side by side and assembled into an annular shape, and when the annular structure is assembled, the connecting wire between the spaced teeth is passed through a slit provided on the inner wall of the first insulating bobbin, and the axis of the projection on the inner diameter side of the inner wall And an eighth step of arranging the connecting wire between the spaced teeth in the connecting wire storage groove provided on the outer diameter side of the inner wall of the first insulating bobbin after the annular assembly. Crossover wire storing groove in which process and winding end line of each phase are provided on outer wall of first insulating bobbin And a tenth step in which the winding terminal portion is housed and the neutral point is connected.
A method of manufacturing a stator of a rotating electrical machine according to the present invention is fitted to a magnetic pole piece, a unit core composed of a magnetic pole piece having a split structure including a back yoke portion and a tooth portion protruding from the back yoke portion. A first insulating bobbin comprising: a first insulating bobbin; a second insulating bobbin; a first insulating bobbin; and a winding wound around the tooth portion via the second insulating bobbin. The inner wall has an inner wall whose inner diameter is smaller than the inner diameter of the teeth of the pole piece, a jumper housing groove is provided on the outer diameter side of the inner wall to store the connecting wire of the winding, and the inner wall is provided in the circumferential direction. The second insulating bobbin is provided with a slit through which the connecting wire passes, and a protrusion protruding toward the inner diameter side, and the second insulating bobbin has an outer wall and an inner wall whose inner diameter is larger than the teeth inner diameter of the pole piece. Winding wound around each tooth part of the pole piece The slits that are routed without being cut in the middle between the pole pieces, and that pass through the connecting wire in the circumferential direction provided on the inner wall of the first insulating bobbin, are two protrusions, and further protruded toward the inner diameter side Is a stator of a rotating electrical machine provided on both ends in the circumferential direction of two slits, an iron core holding jig having a rotation axis in the stacking direction of the magnetic pole pieces, and orthogonal to the rotation axis of the iron core holding jig A winding device provided with a winding supply winding flyer that turns around a rotating shaft arranged in a direction to supply the winding and uses the first and second two 1 A pair of magnetic pole pieces and a pair of third and fourth magnetic pole pieces. For the first and second magnetic pole pieces, circumferential end surfaces of the back yoke portions are adjacent to each other, and each tooth portion is V The third and fourth magnetic pole pieces are arranged in a letter shape, and the iron core with respect to the first and second magnetic pole pieces. A first step in which the circumferential end surfaces of the back yoke portions are adjacent to each other at positions spaced apart in the circumferential direction around the rotation axis of the holding jig, and the teeth portions are attached to each other in a V shape; A second step of winding the winding on the teeth portion of the first magnetic pole piece by the flyer, and the second magnetic pole piece is opposed to the flyer by rotating the iron core holding jig without cutting the winding; A third step of rotating the iron core holding jig without cutting the winding, and a third step of winding the winding on the teeth portion of the second pole piece by a flyer. A fifth step of securing a predetermined length of the connecting wire between the spaced apart teeth facing the flyer, a sixth step of winding the winding by the flyer around the teeth portion of the third magnetic pole piece, and cutting the winding The fourth magnetic pole by rotating the iron core holding jig without A seventh step in which the piece is opposed to the flyer, an eighth step in which the winding is wound around the teeth portion of the fourth magnetic pole piece by the flyer, and the wound unit cores are removed and two adjacent ones 1 A ninth step of deforming each magnetic pole piece of the set into an arc shape, a tenth step of arranging the four magnetic pole pieces that have undergone each step as a set, and arranging them in multiples of 3 to form an annular shape; An eleventh step in which the connecting wire between the spaced teeth is passed through the slit provided on the inner wall of the first insulating bobbin when assembling and arranged on the upper side or the lower side of the protrusion on the inner diameter side of the inner wall; This comprises a twelfth step in which the connecting wire between the spaced teeth is disposed in the connecting wire storage groove provided on the outer diameter side of the inner wall of the first insulating bobbin.
この発明に係る回転電機の固定子は、バックヨーク部とこのバックヨーク部から突出したティース部とを備える分割構造の磁極片から構成されるユニットコアと、磁極片に嵌合された第1の絶縁用ボビンと第2の絶縁用ボビンと、第1の絶縁用ボビンと第2の絶縁用ボビンを介してティース部に巻装された巻線とを備え、第1の絶縁用ボビンは、外壁と内径寸法は磁極片のティース内径寸法より小さい内壁を有し、内壁の外径側には巻線の渡り線を収納する渡り線収納溝が設けられ、さらに内壁には周方向に渡り線を通すスリットを備え、さらに内径側に突出した突起を備え、第2の絶縁用ボビンは、外壁と内径寸法は磁極片のティース内径寸法より大きい内壁を備えた構成で、同一相の各磁極片の各ティース部に巻装された巻線は磁極片間の途中で切断されることなく引き回されており、第1の絶縁用ボビンの前記内壁に備えた周方向に渡り線を通すスリットは2箇所であり、さらに内径側に突出した突起は2箇所のスリットの円周方向両端部側にそれぞれ設けられているため、コア一体化後の渡り線配置作業の際に渡り線を外径側に移動させる作業を無くすことで作業性が向上し、固定子ターミナルなど別部品を追加する必要が無く、安価な回転電機の固定子を提供することが可能となる。
この発明に係る回転電機の固定子は、バックヨーク部とこのバックヨーク部から突出したティース部とを備える分割構造の磁極片から構成されるユニットコアと、磁極片に嵌合された第1の絶縁用ボビンと第2の絶縁用ボビンと、第1の絶縁用ボビンと第2の絶縁用ボビンを介してティース部に巻装された巻線とを備え、第1の絶縁用ボビンは、外壁と内径寸法は磁極片のティース内径寸法より小さい内壁を有し、内壁の外径側には巻線の渡り線を収納する渡り線収納溝が設けられ、さらに内壁には周方向に渡り線を通すスリットを備え、さらに内径側に突出した突起を備え、第2の絶縁用ボビンは、外壁と内径寸法は磁極片のティース内径寸法より大きい内壁を備えた構成で、同一相の各磁極片の各ティース部に巻装された巻線は磁極片間の途中で切断されることなく引き回されており、第1の絶縁用ボビンの内壁に設けられた巻線の渡り線を収納する渡り線収納溝は3段軸方向に設けられ、さらに内壁に備えた周方向に渡り線を通すスリットは2箇所であり、さらに内径側に突出した突起はスリット間に1個とスリットの円周方向両端部に軸方向に各2個であるため、コア一体化後の渡り線配置作業の際に渡り線を外径側に移動させる作業を無くすことで作業性が向上し、固定子ターミナルなど別部品を追加する必要が無く、安価な回転電機の固定子を提供することが可能となる。
A stator of a rotating electrical machine according to the present invention includes a unit core composed of a pole piece having a split structure including a back yoke portion and a tooth portion protruding from the back yoke portion, and a first core fitted to the pole piece. An insulating bobbin, a second insulating bobbin, a first insulating bobbin, and a winding wound around the tooth portion via the second insulating bobbin, the first insulating bobbin having an outer wall The inner diameter of the pole piece is smaller than the inner diameter of the teeth of the pole piece, the outer diameter side of the inner wall is provided with a connecting wire storage groove for storing the connecting wire of the winding, and the inner wall is provided with a connecting wire in the circumferential direction. The second insulating bobbin has a configuration including an outer wall and an inner wall whose inner diameter is larger than the teeth inner diameter of the magnetic pole piece. The winding wound around each tooth is between the pole pieces. Have been drawn without being cut halfway, a slit for passing a first of said lines over the circumferential direction with the inner wall of the insulating bobbin is 2 points, the projections of the two positions further projecting radially inwardly Since it is provided on both ends of the slit in the circumferential direction , the workability is improved by eliminating the work of moving the crossover wire to the outer diameter side during the crossover arrangement work after the core is integrated. There is no need to add a separate part such as a terminal, and an inexpensive stator for a rotating electrical machine can be provided.
A stator of a rotating electrical machine according to the present invention includes a unit core composed of a pole piece having a split structure including a back yoke portion and a tooth portion protruding from the back yoke portion, and a first core fitted to the pole piece. An insulating bobbin, a second insulating bobbin, a first insulating bobbin, and a winding wound around the tooth portion via the second insulating bobbin, the first insulating bobbin having an outer wall The inner diameter of the pole piece is smaller than the inner diameter of the teeth of the pole piece, the outer diameter side of the inner wall is provided with a connecting wire storage groove for storing the connecting wire of the winding, and the inner wall is provided with a connecting wire in the circumferential direction. The second insulating bobbin has a configuration including an outer wall and an inner wall whose inner diameter is larger than the teeth inner diameter of the magnetic pole piece. The winding wound around each tooth is between the pole pieces. The connecting wire storage groove for storing the connecting wire of the winding provided on the inner wall of the first insulating bobbin is provided in the three-stage axial direction, and is provided on the inner wall. Since there are two slits through which the connecting wire passes in the circumferential direction, and there are two protrusions protruding inward on the inner diameter side and two in the axial direction at both ends in the circumferential direction of the slit, the core is integrated. Eliminating the work of moving the crossover wire to the outer diameter side during the subsequent crossover wire placement work improves workability and eliminates the need to add another part such as a stator terminal. It becomes possible to provide.
この発明に係る回転電機の固定子の製造方法は、バックヨーク部とこのバックヨーク部から突出したティース部とを備える分割構造の磁極片から構成されるユニットコアと、磁極片に嵌合された第1の絶縁用ボビンと第2の絶縁用ボビンと、第1の絶縁用ボビンと第2の絶縁用ボビンを介してティース部に巻装された巻線とを備え、第1の絶縁用ボビンは、外壁と内径寸法は磁極片のティース内径寸法より小さい内壁を有し、内壁の外径側には巻線の渡り線を収納する渡り線収納溝が3段軸方向に設けられ、さらに内壁には周方向に渡り線を通す2箇所のスリットを備え、さらに内径側に突出した突起をスリット間に1個とスリットの円周方向両端部に軸方向に各2個を備え、第2の絶縁用ボビンは、外壁と内径寸法は磁極片のティース内径寸法より大きい内壁を備えた構成の回転電機の固定子と、磁極片の積層方向に回転軸を持つ鉄心保持治具と、鉄心保持治具の回転軸と直交する方向に配置された回転軸を中心に旋回し巻線を供給する巻線供給巻付用のフライヤとを備えた巻線装置を用い、鉄心保持治具に第1、第2の2個1組の磁極片と、第3、第4の2個1組の磁極片を、第1、第2の磁極片についてはバックヨーク部の周方向端面同士が互いに隣接し、各ティース部同士がV字形に配置し、また第3、第4の磁極片については、第1、第2の磁極片に対して鉄心保持治具の回転軸を中心とした周方向に離間させた位置に、バックヨーク部の周方向端面同士が互いに隣接し、各ティース部同士がV字形に取り付けて配置する第1の工程と、第1の磁極片のティース部にフライヤにより巻線を巻装する第2の工程と、巻線を切断することなく鉄心保持治具の回転によって第2の磁極片をフライヤに対向させる第3の工程と、第2の磁極片のティース部にフライヤにより巻線を巻装する第4の工程と、巻線を切断することなく鉄心保持治具の回転によって第3の磁極片をフライヤに対向させ、離間ティース間の渡り線を所定長さ確保する第5の工程と、第3の磁極片のティース部にフライヤにより巻線を巻装する第6の工程と、巻線を切断することなく鉄心保持治具の回転によって第4の磁極片をフライヤに対向させる第7の工程と、第4の磁極片のティース部にフライヤにより巻線を巻装する第8の工程と、巻装した各ユニットコアを取り外し、互いに隣接する2個1組の各磁極片を円弧形状に変形する第9の工程と、各工程を経た4個の磁極片を1組として、これを3の倍数組並べて環状に組み立てる第10の工程と、この環状に組み立てる際に離間ティース間の渡り線を第1の絶縁用ボビンの内壁の内径側に配置させる第11の工程と、環状組立後に離間ティース間の渡り線を第1の絶縁用ボビンの内壁に設けたスリットを通し、内壁の内径側の突起の軸方向の上側または下側に配置させる第12の工程と、各相の巻線の巻き終わり線を中性点として接続する第13の工程から成るものであるため、コア一体化後の渡り線配置作業の際に渡り線を外径側に移動させる作業を無くすことで作業性が向上し、固定子ターミナルなど別部品を追加する必要が無く、安価な回転電機の固定子を製造することが可能となる。 A method of manufacturing a stator of a rotating electrical machine according to the present invention is fitted to a magnetic pole piece, a unit core composed of a pole piece having a divided structure including a back yoke portion and a tooth portion protruding from the back yoke portion. A first insulating bobbin comprising: a first insulating bobbin; a second insulating bobbin; a first insulating bobbin; and a winding wound around the tooth portion via the second insulating bobbin. The inner wall has an inner wall whose inner diameter is smaller than the inner diameter of the teeth of the pole piece. A jumper receiving groove for receiving a jumper wire is provided in the three-stage axial direction on the outer diameter side of the inner wall. Has two slits that let the crossover pass in the circumferential direction, and further has one protrusion between the slits and two in the axial direction at both ends in the circumferential direction of the slit. The bobbin for insulation has the outer wall and inner diameter dimensions of the pole piece teeth inner diameter dimension. A stator of a rotating electrical machine having an inner wall larger than the method, an iron core holding jig having a rotation axis in the stacking direction of the pole pieces, and a rotation axis arranged in a direction perpendicular to the rotation axis of the iron core holding jig Using a winding device provided with a winding supply winding flyer that pivots to the center and supplies the winding, the iron core holding jig is provided with a pair of first and second magnetic pole pieces, The fourth pair of magnetic pole pieces, the first and second magnetic pole pieces, the circumferential end surfaces of the back yoke portions are adjacent to each other, and the teeth portions are arranged in a V shape, and third, Regarding the fourth magnetic pole piece, the circumferential end faces of the back yoke portion are adjacent to each other at positions spaced apart from the first and second magnetic pole pieces in the circumferential direction around the rotation axis of the iron core holding jig. The first step in which the teeth portions are attached in a V shape and disposed, and the teeth portion of the first pole piece is fried. A second step of winding the winding by the third step, a third step of facing the second pole piece to the flyer by rotating the iron core holding jig without cutting the winding, and teeth of the second pole piece A fourth step of winding the winding wire with a flyer on the part, and the third magnetic pole piece is opposed to the flyer by rotating the iron core holding jig without cutting the winding wire, and the connecting wire between the spaced teeth is a predetermined length A fifth step of securing the thickness, a sixth step of winding a winding by a flyer around the teeth portion of the third pole piece, and a fourth magnetic pole by rotating the iron core holding jig without cutting the winding. A seventh step in which the piece is opposed to the flyer, an eighth step in which the winding is wound around the teeth portion of the fourth magnetic pole piece by the flyer, and the wound unit cores are removed and two adjacent ones 1 A ninth step of deforming each pole piece of the set into an arc shape; The four magnetic pole pieces that have undergone each process are set as a set, and a multiple of 3 are arranged side by side to form an annular shape, and the connecting wire between the spaced teeth is assembled to the first insulating bobbin when the annular shape is assembled. An eleventh step of disposing the inner wall on the inner diameter side of the inner wall, and passing the connecting wire between the spaced teeth after the annular assembly through the slit provided on the inner wall of the first insulating bobbin; Since it consists of a twelfth step to be arranged on the lower side and a thirteenth step to connect the winding end line of the winding of each phase as a neutral point, during the crossover arrangement work after core integration Eliminating the work of moving the connecting wire to the outer diameter side improves the workability, and it is not necessary to add another part such as a stator terminal, and it becomes possible to manufacture an inexpensive stator for a rotating electrical machine.
この発明に係る回転電機の固定子の製造方法は、バックヨーク部とこのバックヨーク部から突出したティース部とを備える分割構造の磁極片から構成されるユニットコアと、磁極片に嵌合された第1の絶縁用ボビンと第2の絶縁用ボビンと、第1の絶縁用ボビンと第2の絶縁用ボビンを介してティース部に巻装された巻線とを備え、第1の絶縁用ボビンは、外壁と内径寸法は磁極片のティース内径寸法より小さい内壁を有し、内壁の外径側には巻線の渡り線を収納する渡り線収納溝が3段軸方向に設けられ、さらに内壁には周方向に渡り線を通す2箇所のスリットを備え、さらに内径側に突出した突起をスリット間に1個とスリットの円周方向両端部に軸方向に各2個を備え、さらに外壁に渡り線収納溝を軸方向に2段設け、第2の絶縁用ボビンは、外壁と内径寸法は磁極片のティース内径寸法より大きい内壁を備えた構成の回転電機の固定子と、磁極片の積層方向に回転軸を持つ鉄心保持治具と、鉄心保持治具の回転軸と直交する方向に配置された回転軸を中心に旋回し巻線を供給する巻線供給巻付用のフライヤとを備えた巻線装置を用い、鉄心保持治具に第1〜第nのn個(n=2以上の整数)1組の磁極片を鉄心保持治具の中心に対して略点対称位置または同一角度間隔位置となるように配置する第1の工程と、第1の磁極片のティース部にフライヤにより巻線を巻装する第2の工程と、巻線を切断することなく鉄心保持治具の回転によって第2の磁極片をフライヤに対向させ、離間ティース間の渡り線を所定長さ確保する第3の工程と、第2の磁極片のティース部にフライヤにより巻線を巻装する第4の工程と、nが3以上の場合は、第3の工程および第4の工程を第3〜第nの磁極片に対して実施する第5の工程と、巻線4を巻装した各ユニットコアを鉄心保持治具から取り外し、ティース部円弧状となるように配置する第6の工程と、各工程を経た2個の磁極片を1組として、これを3の倍数組並べて環状に組み立てる第7の工程と、この環状に組み立てる際に離間ティース間の渡り線を第1の絶縁用ボビンの内壁に設けたスリットを通し、内壁の内径側の突起の軸方向の上側または下側に配置させる第8の工程と、環状組立後に離間ティース間の渡り線を第1の絶縁用ボビンの内壁の外径側に設けた渡り線収納溝に配置させる第9の工程と、各相の巻き終わり線を第1の絶縁用ボビンの外壁に設けた渡り線収納溝に巻線端末部を収納して中性点の結線処理を行う第10の工程とから成るものであるため、コア一体化後の渡り線配置作業の際に渡り線を外径側に移動させる作業を無くすことで作業性が向上し、固定子ターミナルなど別部品を追加する必要が無く、安価な回転電機の固定子を製造することが可能となる。
この発明に係る回転電機の固定子の製造方法は、バックヨーク部と前記バックヨーク部から突出したティース部とを備える分割構造の磁極片から構成されるユニットコアと、磁極片に嵌合された第1の絶縁用ボビンと第2の絶縁用ボビンと、第1の絶縁用ボビンと第2の絶縁用ボビンを介してティース部に巻装された巻線とを備え、第1の絶縁用ボビンは、外壁と内径寸法は磁極片のティース内径寸法より小さい内壁を有し、内壁の外径側には巻線の渡り線を収納する渡り線収納溝が設けられ、さらに内壁には周方向に渡り線を通すスリットを備え、さらに内径側に突出した突起を備え、第2の絶縁用ボビンは、外壁と内径寸法は磁極片のティース内径寸法より大きい内壁を備えた構成で、同一相の各磁極片の各ティース部に巻装された巻線は磁極片間の途中で切断されることなく引き回されており、第1の絶縁用ボビンの内壁に備えた周方向に渡り線を通す前記スリットは2箇所であり、さらに内径側に突出した突起は2箇所のスリットの円周方向両端部側にそれぞれ設けられている回転電機の固定子と、磁極片の積層方向に回転軸を持つ鉄心保持治具と、鉄心保持治具の回転軸と直交する方向に配置された回転軸を中心に旋回し巻線を供給する巻線供給巻付用のフライヤとを備えた巻線装置を用い、鉄心保持治具に第1、第2の2個1組の磁極片と、第3、第4の2個1組の磁極片を、第1、第2の磁極片についてはバックヨーク部の周方向端面同士が互いに隣接し、各ティース部同士がV字形に配置し、また第3、第4の磁極片については、第1、第2の磁極片に対して鉄心保持治具の回転軸を中心とした周方向に離間させた位置に、バックヨーク部の周方向端面同士が互いに隣接し、各ティース部同士がV字形に取り付けて配置する第1の工程と、前記第1の磁極片の前記ティース部に前記フライヤにより前記巻線を巻装する第2の工程と、巻線を切断することなく鉄心保持治具の回転によって第2の磁極片をフライヤに対向させる第3の工程と、第2の磁極片のティース部にフライヤにより巻線を巻装する第4の工程と、巻線を切断することなく鉄心保持治具の回転によって第3の磁極片をフライヤに対向させ、離間ティース間の渡り線を所定長さ確保する第5の工程と、第3の磁極片のティース部にフライヤにより巻線を巻装する第6の工程と、巻線を切断することなく鉄心保持治具の回転によって第4の磁極片をフライヤに対向させる第7の工程と、第4の磁極片のティース部にフライヤにより巻線を巻装する第8の工程と、巻装した各ユニットコアを取り外し、互いに隣接する2個1組の各磁極片を円弧形状に変形する第9の工程と、各工程を経た4個の磁極片を1組として、これを3の倍数組並べて環状に組み立てる第10の工程と、この環状に組み立てる際に離間ティース間の渡り線を第1の絶縁用ボビンの内壁に設けたスリットを通し、内壁の内径側の突起の軸方向の上側または下側に配置させる第11の工程と、環状組立後に離間ティース間の渡り線を第1の絶縁用ボビンの内壁の外径側に設けた渡り線収納溝に配置させる第12の工程とから成るものであるため、コア一体化後の渡り線配置作業の際に渡り線を外径側に移動させる作業を無くすことで作業性が向上し、固定子ターミナルなど別部品を追加する必要が無く、安価な回転電機の固定子を製造することが可能となる。
A method of manufacturing a stator of a rotating electrical machine according to the present invention is fitted to a magnetic pole piece, a unit core composed of a pole piece having a divided structure including a back yoke portion and a tooth portion protruding from the back yoke portion. A first insulating bobbin comprising: a first insulating bobbin; a second insulating bobbin; a first insulating bobbin; and a winding wound around the tooth portion via the second insulating bobbin. The inner wall has an inner wall whose inner diameter is smaller than the inner diameter of the teeth of the pole piece. A jumper receiving groove for receiving a jumper wire is provided in the three-stage axial direction on the outer diameter side of the inner wall. Has two slits that let the crossover pass in the circumferential direction, and further has one protrusion between the slits and two in the axial direction at both ends in the circumferential direction of the slit. Two crossover storage grooves are provided in the axial direction to provide a second insulation The outer wall and the inner diameter dimension of the rotating electric machine with the inner wall larger than the teeth inner diameter dimension of the pole piece, the iron core holding jig having the rotation axis in the stacking direction of the pole pieces, and the iron core holding jig A winding device including a winding supply winding flyer that turns around a rotating shaft arranged in a direction perpendicular to the rotating shaft and supplies the winding is used, and the first to nth iron core holding jigs are used. A first step of arranging a set of n (n = 2 or more) magnetic pole pieces at substantially the same point symmetrical position or the same angular interval position with respect to the center of the iron core holding jig, A second step of winding a winding on the teeth portion of the pole piece with a flyer, and the second pole piece is opposed to the flyer by rotating the iron core holding jig without cutting the winding, and the gap between the spaced teeth A third step of securing a predetermined length of wire, and a fly on the teeth of the second pole piece A fourth step of winding the winding with the fifth step of performing the third step and the fourth step on the third to n-th pole pieces when n is 3 or more, Each unit core around which the winding 4 is wound is removed from the iron core holding jig, and arranged so as to form a circular arc shape of the teeth portion, and two magnetic pole pieces that have undergone each step are taken as one set. A seventh step in which multiple sets of 3 are arranged side by side and assembled into an annular shape, and when the annular structure is assembled, the connecting wire between the spaced teeth is passed through a slit provided on the inner wall of the first insulating bobbin, and the axis of the projection on the inner diameter side of the inner wall And an eighth step of arranging the connecting wire between the spaced teeth in the connecting wire storage groove provided on the outer diameter side of the inner wall of the first insulating bobbin after the annular assembly. A crossover wire provided on the outer wall of the first insulating bobbin with the process and winding end line of each phase Since the winding end portion is housed in the groove and the neutral point is connected to the tenth step, the connecting wire is moved to the outer diameter side when the connecting wire is arranged after the core is integrated. Eliminating the work to be moved improves workability, and it is not necessary to add another part such as a stator terminal, and it is possible to manufacture an inexpensive stator for a rotating electrical machine.
A method of manufacturing a stator of a rotating electrical machine according to the present invention is fitted to a magnetic pole piece, a unit core composed of a magnetic pole piece having a split structure including a back yoke portion and a tooth portion protruding from the back yoke portion. A first insulating bobbin comprising: a first insulating bobbin; a second insulating bobbin; a first insulating bobbin; and a winding wound around the tooth portion via the second insulating bobbin. The inner wall has an inner wall whose inner diameter is smaller than the inner diameter of the teeth of the pole piece, a jumper housing groove is provided on the outer diameter side of the inner wall to store the connecting wire of the winding, and the inner wall is provided in the circumferential direction. The second insulating bobbin is provided with a slit through which the connecting wire passes, and a protrusion protruding toward the inner diameter side, and the second insulating bobbin has an outer wall and an inner wall whose inner diameter is larger than the teeth inner diameter of the pole piece. Winding wound around each tooth part of the pole piece The slits that are routed without being cut in the middle between the pole pieces, and that pass through the connecting wire in the circumferential direction provided on the inner wall of the first insulating bobbin, are two protrusions, and further protruded toward the inner diameter side Is a stator of a rotating electrical machine provided on both ends in the circumferential direction of two slits, an iron core holding jig having a rotation axis in the stacking direction of the magnetic pole pieces, and orthogonal to the rotation axis of the iron core holding jig A winding device provided with a winding supply winding flyer that turns around a rotating shaft arranged in a direction to supply the winding and uses the first and second two 1 A pair of magnetic pole pieces and a pair of third and fourth magnetic pole pieces. For the first and second magnetic pole pieces, circumferential end surfaces of the back yoke portions are adjacent to each other, and each tooth portion is V The third and fourth magnetic pole pieces are arranged in a letter shape, and the iron core with respect to the first and second magnetic pole pieces. A first step in which the circumferential end surfaces of the back yoke portions are adjacent to each other at positions spaced apart in the circumferential direction around the rotation axis of the holding jig, and the teeth portions are attached to each other in a V shape; A second step of winding the winding on the teeth portion of the first magnetic pole piece by the flyer, and the second magnetic pole piece is opposed to the flyer by rotating the iron core holding jig without cutting the winding; A third step of rotating the iron core holding jig without cutting the winding, and a third step of winding the winding on the teeth portion of the second pole piece by a flyer. A fifth step of securing a predetermined length of the connecting wire between the spaced apart teeth facing the flyer, a sixth step of winding the winding by the flyer around the teeth portion of the third magnetic pole piece, and cutting the winding The fourth magnetic pole by rotating the iron core holding jig without A seventh step in which the piece is opposed to the flyer, an eighth step in which the winding is wound around the teeth portion of the fourth magnetic pole piece by the flyer, and the wound unit cores are removed and two adjacent ones 1 A ninth step of deforming each magnetic pole piece of the set into an arc shape, a tenth step of arranging the four magnetic pole pieces that have undergone each step as a set, and arranging them in multiples of 3 to form an annular shape; An eleventh step in which the connecting wire between the spaced teeth is passed through the slit provided on the inner wall of the first insulating bobbin when assembling and arranged on the upper side or the lower side of the protrusion on the inner diameter side of the inner wall; And the twelfth step of arranging the connecting wire between the spaced teeth in the connecting wire storage groove provided on the outer diameter side of the inner wall of the first insulating bobbin. Work to move the jumper to the outer diameter side during work Eliminate workability is improved by, it is not necessary to add another component such as a stator terminals, it is possible to manufacture the stator of inexpensive rotary electric machine.
実施の形態1.
実施の形態1は、ユニットコアを構成する磁極片に嵌合される絶縁用ボビンを備え、この絶縁用ボビンには外壁と内壁があり、内壁の外径側には渡り線を収納する渡り線収納溝が3箇所設けられ、内径側には渡り線保持用突起が設けられ、さら周方向に2箇所のスリットが設けられ、外壁の外径側には渡り線を収納する渡り線収納溝が設けられている構成とした回転電機の固定子およびその製造方法に関するものである。
The first embodiment includes an insulating bobbin fitted to a magnetic pole piece constituting a unit core. The insulating bobbin has an outer wall and an inner wall, and a jumper wire that houses a jumper wire on the outer diameter side of the inner wall. There are three storage grooves, there are connecting wire holding projections on the inner diameter side, two slits are provided in the circumferential direction, and there are connecting wire storage grooves for storing the connecting wires on the outer diameter side of the outer wall. The present invention relates to a stator of a rotating electrical machine having a provided structure and a method for manufacturing the same.
以下、本願発明の実施の形態1の構成、機能について、回転電機の固定子に係るユニットコアの斜視図である図1、回転電機の固定子の断面図である図2、回転電機の固定子の断面における結線図である図3、回転電機の固定子の結線略図である図4、第1の絶縁用ボビンの外形図である図5、第2の絶縁用ボビンの外形図である図6、ユニットコアと絶縁用ボビンの断面図である図7、回転電機の固定子を形成する時に使用する巻線機の概略構成図である図8、回転電機の固定子を形成する過程の渡り線状態説明図である図9から図16、絶縁用ボビンの変形例の斜視図である図17に基づいて説明する。
なお、図4ではユニットコアを簡略化して表し、ティース部に巻かれる巻線や絶縁用ボビンは省略している。
1 is a perspective view of a unit core related to a stator of a rotating electrical machine, FIG. 2 is a cross-sectional view of the stator of the rotating electrical machine, and FIG. 2 is a stator of the rotating electrical machine. FIG. 3 is a connection diagram in a cross section of FIG. 3, FIG. 4 is a schematic connection diagram of a stator of a rotating electric machine, FIG. 5 is an external view of a first insulation bobbin, and FIG. 6 is an external view of a second insulation bobbin. FIG. 7 is a sectional view of the unit core and the insulating bobbin, FIG. 8 is a schematic configuration diagram of a winding machine used when forming the stator of the rotating electrical machine, and the crossover of the process of forming the stator of the rotating electrical machine Description will be made based on FIGS. 9 to 16 which are state explanatory diagrams and FIG. 17 which is a perspective view of a modification of the insulating bobbin.
In FIG. 4, the unit core is shown in a simplified manner, and windings and insulating bobbins wound around the teeth are omitted.
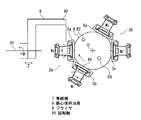
まず、本願発明の実施の形態1に係る回転電機の固定子1のユニットコア2について、図1から図4に基づいて説明する。
本実施の形態1の回転電機の固定子1は、複数個(実施の形態1では6個)のユニットコア2を備え、このユニットコア2は、回転出力軸方向(図2で紙面に直交する方向)に沿って薄板を複数枚積み重ねてカシメや溶接等により固定した積層鉄心で構成された一対の磁極片3を備える。
First, the
The
図1において、各磁極片3はバックヨーク部31と、このバックヨーク部31から突出したティース部32とを有し、各バックヨーク部31には、回転電機の固定子1の製造に際して後述する鉄心保持治具8にユニットコア2を取り付けるための取付穴34を有する。また、各磁極片3は互いに隣接するバックヨーク部31同士が薄肉33を介して折り曲げ可能に連結されている。
なお、ここでは磁極片3同士を連結する薄肉33は、バックヨーク部31の一部を薄肉にすることにより構成しているが、これに限らず、各磁極片3のバックヨーク部31同士を回転可能な連結部と揺動自在にヒンジ結合して折り曲げ可能に連結した構成とすることができる。例えば、積層方向のカシメ用凹凸を利用して、回動自在に形成された形状にすることも可能である。
In FIG. 1, each
Here, the
また、各ユニットコア2のティース部32には、回転出力軸方向の前後から後述する一対の第1の絶縁用ボビン5および第2の絶縁用ボビン6(以降、絶縁用ボビンを総称する場合は、絶縁用ボビン5、6という)が嵌着され、この絶縁用ボビン5、6が嵌着されたユニットコア2の2個を1組として、連続して巻線4が巻装される。これによって、ユニットコア2の2個1組が、3相交流のそれぞれの相U、V、Wの内の1相分に対応する。
Further, a pair of first insulating
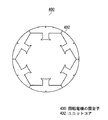
そして、この巻装された2個のユニットコア2同士が、互いに円の中心Oを挟む点対称位置に対向配置されるとともに、ユニットコア2の2個1組を3組用いて周方向に沿って60度ずつ順次ずらせて円環状に配置される。こうして円環状に配置された各ユニットコア2のバックヨーク部31の突き合わせ端部同士が溶接や接着により一体結合されることにより、10極12ティースの3相DCブラシレスモータ用の固定子1が構成される。
The two
なお、図2から図4において、各ユニットコア2の各々の磁極片3に対して付している符号U、V、Wは、3相交流のそれぞれの相に対応しており、Nは中性点である。
また、各相U、V、Wに対する添え字は、それぞれのユニットコア2の各磁極片3に巻装された各巻線4を区別するために記載しており、U1とU1’の違いは、巻回方向が左右反対であることを示す。例えば、図3においてバックヨーク部31側から見てU1が左回り、U1’が右回りを示す。またU1とU2との違いは、U1がユニットコア2の1番に巻装される巻線であり、U2がユニットコア2の2番に巻装される巻線であることを示す。
2 to 4, the symbols U, V, and W attached to the
The subscripts for each phase U, V, W are described to distinguish each winding 4 wound around each
本実施の形態1では、図4に示すように、同相内で連続して巻線4を巻装する際、U、V、Wの各相のいずれについても、2個1組のユニットコア2を1単位として、その単位内で互いに連結された磁極片3間を結ぶ渡り線44や2つのユニットコア2の間を結ぶ渡り線41を経由して連続して巻線4を巻装すればよい。したがって、例えば、半田付けによる巻線端末部の接続回数を削減でき、安価な回転電機の固定子1を提供することができる。
In the first embodiment, as shown in FIG. 4, when winding 4 is continuously wound in the same phase, for each of the U, V, and W phases, a set of two
次に、本願発明の実施の形態1に係る回転電機の固定子1の絶縁用ボビン5、6について、図5から図7に基づいて説明する。
まず、第1の絶縁用ボビン5について説明する。
図5(a)は第1の絶縁用ボビン5を回転電機の固定子1の径方向内方側から見た斜視図、図5(b)は第1の絶縁用ボビン5を回転電機の固定子1の径方向外方側から見た斜視図、図5(c)は第1の絶縁用ボビン5を図5(b)の矢視Aで示す方向から見た平面図、図5(d)は第1の絶縁用ボビン5を図5(b)の矢視B方向から見た側面図、図5(e)は第1の絶縁用ボビン5を図5(b)の矢視C方向から見た背面図である。
Next, the insulating
First, the first insulating
FIG. 5A is a perspective view of the first insulating
第1の絶縁用ボビン5は、内径側に内壁50、外径側に外壁51および、内壁50と外壁51に挟まれる領域の巻枠52から構成される。この巻枠52の部分に集中的に巻線を巻装する。
また、第1の絶縁用ボビン5は、各磁極片3のティース部32に嵌合されるティース嵌合部53と、バックヨーク部31に嵌合されるバックヨーク嵌合部54とを有する。
内壁50には、周方向に2箇所のスリット55がある。さらに内壁50には外径側に渡り線収納溝56が3箇所(ユニットコア2に近い方から渡り線収納溝A1〜A3と称する)が軸方向に位置ずれした状態で設けられている。また、内壁50の内径側には内径側に突出した突起57を有する。この突起57は、2箇所のスリット間に1個(突起Dと称する)と、スリット55の円周方向両端部に各2個設けられている。スリット55の円周方向両端部の各2個は、それぞれ軸方向に位置をずらした状態で設けられている。ここで、ユニットコア2に近い方から若い番号順として、左側の突起をC1、C2、右側の突起をE1、E2と称する。
渡り線収納溝56は、スリット55間にしか設けられていない。
さらに、外壁51には、渡り線収納溝58が2箇所(ユニットコア2に近い方から渡り線収納溝B1、B2と称する)が軸方向に位置ずれした状態で設けられている。
また、バックヨーク嵌合部54には、凹部59がある。この凹部59には、各相の中性点を接続する導電性部材である導電板65を設ける。
なお、第1の絶縁用ボビン5および第2の絶縁用ボビン6をユニットコア2に装着した状態の断面を示す図7から分かるように、内壁50の内径寸法は、ユニットコア2の内径寸法より小さい寸法となっている。
The first insulating
Further, the first insulating
The
The
Furthermore, the
Further, the back
As can be seen from FIG. 7 which shows a cross section in a state where the first insulating
次に、第2の絶縁用ボビン6について説明する。
図6(a)は第2の絶縁用ボビンを固定子の径方向内方側から見た場合の斜視図、図6(b)は第2の絶縁用ボビンを固定子の径方向外方側から見た場合の斜視図、図6(c)は第2の絶縁用ボビンを図6(b)の矢視Aで示す方向から見た平面図、図6(d)は第2の絶縁用ボビンを図6(b)の矢視B方向から見た側面図、図6(e)は第2の絶縁用ボビンを図6(b)の矢視C方向から見た背面図である。
第2の絶縁用ボビン6は、内径側に内壁60、外径側に外壁61および、内壁60と外壁61に挟まれる領域の巻枠62から構成される。この巻枠62の部分に集中的に巻線を巻装する。
また、第2の絶縁用ボビン6は、各磁極片3のティース部32に嵌合されるティース嵌合部63と、バックヨーク部31に嵌合されるバックヨーク嵌合部64とを有する。
絶縁用ボビン5、6をユニットコア2に装着した状態の断面を示す図7から分かるように、第2の絶縁用ボビン6の内壁60の内径寸法はユニットコア2の内径寸法より大きな寸法となっている。
第1の絶縁用ボビン5と第2の絶縁用ボビン6のティース嵌合部53、63をユニットコア2のティース部32に軸方向端部の異なる位置から嵌合し、各絶縁用ボビン5、6の巻枠52、62の部分に対して、次に説明する巻線機7を用いて巻線を巻装する。
Next, the second insulating
FIG. 6A is a perspective view when the second insulating bobbin is viewed from the radially inner side of the stator, and FIG. 6B is a radially outer side of the second insulating bobbin of the stator. FIG. 6C is a plan view of the second insulating bobbin viewed from the direction indicated by arrow A in FIG. 6B, and FIG. 6D is the second insulating bobbin. FIG. 6B is a side view of the bobbin viewed from the direction of arrow B in FIG. 6B, and FIG. 6E is a rear view of the second insulating bobbin viewed from the direction of arrow C in FIG.
The second
The second
As can be seen from FIG. 7 which shows a cross section of the state where the insulating
The
次に、上記に説明した構成の回転電機の固定子1に対して、巻線を巻装して回転電機の固定子を製造する方法について、図8から図16に基づいて説明する。
まず、回転電機の固定子1の製造に使用する巻線機7について説明する。
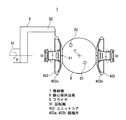
巻線機7の概略構成図である図8が示すように、巻線機7は、ユニットコア2の固定用の鉄心保持治具8、およびフライヤ9から構成される。
鉄心保持治具8は、円盤状の形状であり、その周方向に沿って各磁極片3に有する取付穴34に差し込まれる取付ピン81が設けられており、鉄心保持治具8の中心Oを中心として回転が可能である。また、鉄心保持治具8は、巻始め線固定用ピン82と渡り線引掛部83を備える。
フライヤ9は、ユニットコア2の各磁極片3のティース部32に巻線4を巻装するためのものである。フライヤ9は、フライヤ9の回転軸91を中心として、回転軸91の軸端に取り付けられたアーム部92を有し、矢印θで示すように正逆転方向にそれぞれ回転可能であるとともに、整列巻きを行うために回転動作と同期して回転軸91が軸方向(符号Z方向)へスライドするように構成されている。そして、供給される巻線4は、フライヤ9のアーム部92の基端側からアーム部92の内部を通って先端部分まで繋がっている。
なお、図8では、巻線機7の構成とともに、3相交流の1相分(ここでは一例としてW相)に対応するユニットコア2の2個1組が、ユニットコア2の固定用の鉄心保持治具8に固定された状態を合わせて示している。
Next, a method of manufacturing a stator of a rotating electrical machine by winding a winding on the
First, the winding
As shown in FIG. 8, which is a schematic configuration diagram of the winding
The iron
The flyer 9 is for winding the winding 4 around the
In FIG. 8, together with the configuration of the winding
次に、各ユニットコア2に対して、巻線機7を用いて、巻線4を巻装する方法を順次説明する。
図10(a)は3相交流の2相分(ここでは一例としてV相)に対応するユニットコア2の2個1組に対して、連続して巻線4を巻装した状態を示す説明図、図10(b)は3相交流の1相分(ここでは一例としてW相)に対応するユニットコア2の2個1組に対して連続に巻線4を巻装した状態を示す説明図である。ここで、各ティース部32に巻装される巻線4の部分は省略している。
なお、U相、W相の場合は、V相の場合と巻線4が巻装される方向、および巻始め部分および巻き終わり部分の位置が逆になっている。また、図示の場合とは逆に図10(a)をU相、W相、図10(b)をV相としても10極12ティースの回転電機を構成することができる。
Next, a method of winding the winding 4 on each
FIG. 10A illustrates a state in which the winding 4 is continuously wound around a set of two
In the case of the U phase and the W phase, the direction in which the winding 4 is wound and the positions of the winding start portion and the winding end portion are reversed from those in the V phase. Contrary to the case shown in the figure, a rotating electrical machine having 10 poles and 12 teeth can be configured even if FIG. 10A is a U-phase, W-phase, and FIG. 10B is a V-phase.
次に、図8から図10に基づいて、回転電機の固定子1を製造するために1相分(ここではW相を例とする)を構成する2個1組のユニットコア2の各ティース部32に巻線4を巻装する方法について各工程を具体的に説明する。なお、以下の説明は、便宜上ユニットコアやその磁極片が区別できるように、これらに個々別々の符号を付している。また、以下の説明では、第1の磁極片が3a、第2の磁極片3b、第3の磁極片が3c、第4の磁極片が3dに対応する。
第1の工程を説明する。2つのユニットコア2a、2bそれぞれについて、ティース部32が外側に位置するように薄肉33を折り曲げて、V字形に逆反らせて隣接する磁極片3a、3b間の距離を広くし、この状態で鉄心保持治具8の取付ピン81に各磁極片3a、3b、3c、3dのバックヨーク部31に有する取付穴34を挿入して固定する(図8参照)。その際、各ユニットコア2a、2bは、鉄心保持治具8の中心Oを挟む略点対称位置となるように配置し、フライヤ9による巻線作業を行っていない磁極片3に対して干渉しないようにする。そして、鉄心保持治具8を回転して、まず一つの磁極片3aをフライヤ9の正面位置に移動させる(図8参照)。
Next, based on FIG. 8 to FIG. 10, each tooth of two sets of
The first step will be described. For each of the two
次に、第2の工程を説明する。フライヤ9のアーム部92の先端から出ている巻線4の端末部分を鉄心保持治具8に設置している巻始め線固定用ピン82に固定した後、巻線4を巻枠52まで移動させてから、フライヤ9を回転(ここではバックヨーク部31側から見て左回り回転)するとともに、これに同期して回転軸91を軸方向(Z方向)に沿ってスライドさせながら、この磁極片3aのティース部32に巻線4を巻装する。
Next, the second step will be described. After fixing the terminal portion of the winding 4 protruding from the tip of the
次に、第3の工程を説明する。鉄心保持治具8を回転し、他方の磁極片3bをフライヤ9の正面位置(図8の磁極片3aが元あった位置)に移動させる。このとき、このユニットコア2aを構成する一方の磁極片3aに巻装した巻線4の巻き終わり部分を切断することなく、これを渡り線44として、第1の絶縁用ボビン5の渡り線収納溝B2に沿わせて収納して、巻線4を巻枠52まで移動させる。
次に、第4の工程を説明する。他方の磁極片3bのティース部32に対して一方の磁極片3aに巻いた方向とは逆方向(この例ではバックヨーク部31側から見て右回り)に巻線4を巻装する。
Next, the third step will be described. The iron
Next, the fourth step will be described. The winding 4 is wound in a direction opposite to the direction wound around the one
次に、第5の工程を説明する。鉄心保持治具8を回転し、磁極片3cをフライヤ9の正面位置(図8の磁極片3aが元あった位置)に移動させる。このとき、他方の磁極片3bに巻いた巻線4の巻き終わり部分を切断することなく、第1の絶縁用ボビン5の渡り線収納溝B2に沿わせて収納した後、他方のユニットコア2bに至るだけの所定長さ分を渡り線41として確保する。
Next, the fifth step will be described. The iron
次に、第6の工程を説明する。他方のユニットコア2bを構成する一方の磁極片3cに対して、巻線4を巻枠52まで移動させ、磁極片3bと同じ方向(バックヨーク部31側から見て右回り)に巻線4を巻装する。このとき、渡り線41は渡り線引掛部に沿わせて所定長さ分を確保する。
Next, the sixth step will be described. The winding 4 is moved to the winding
次に、第7の工程を説明する。鉄心保持治具8を回転し、他方の磁極片3dをフライヤ9の正面位置(図8の磁極片3aが元あった位置)に移動させる。このとき、このユニットコア2bを構成する一方の磁極片3cに巻回した巻線4の巻き終わり部分を切断することなく、第1の絶縁用ボビン5の渡り線収納溝B2に沿わせて収納させる。その後、これを渡り線44として、第1の絶縁用ボビン5の渡り線収納溝B2を通し、他方の磁極片3dの第1の絶縁用ボビン5の巻枠52まで移動させる。
Next, the seventh step will be described. The iron
次に、第8の工程を説明する。この他方の磁極片3dのティース部32に対して一方の磁極片3cに巻いた方向とは逆方向(この例ではバックヨーク部31側から見て左回り)に巻線4を巻装する。
Next, the eighth step will be described. The winding 4 is wound around the
次に、第9の工程を説明する。2個1組のユニットコア2a、2bの各々の磁極片3a、3b、3c、3dのティース部32に巻線4を巻装した各ユニットコア2a、2bを鉄心保持治具8から取り外し、図10(a)に示すように、ティース部32をV字形状の逆反り状態から両者が円弧状となるように変形する。これで、W相に対応する2個1組のユニットコア2a、2bに対して連続して巻線4が巻装された2個1組のユニットコア2が得られた。
Next, the ninth step will be described. The
次に、第10の工程を説明する。同様にしてU相およびV相に対応するユニットコア2の2個1組に対しても巻線4を巻装し、これらのユニットコア2の2個1組を3組用いて、これらの3組を図2に示したように周方向に沿って順次60度ずつずらせて配置して円環状にする。そして、溶接や接着等により各ユニットコア2の互いに隣接する端面同士を結合する。
Next, the tenth step will be described. Similarly, windings 4 are wound around a set of two
次に、第11の工程を説明する。第10の工程との並行作業であるが、3組のユニットコア2を環状に組み立てる際に、離間ティース間の渡り線41を第1の絶縁用ボビン5の内壁50に設けたスリット55を通し、内径側の突起57の軸方向の上側または下側に配置させる。
Next, the eleventh step will be described. Although it is a parallel operation with the tenth step, when assembling the three
次に、第12の工程を説明する。各ユニットコアを環状組立後に離間ティース部間の渡り線41を第1の絶縁用ボビン5の内壁50の外径側に設けた渡り線収納溝A1〜A3に配置させる。
Next, the twelfth process will be described. After each unit core is annularly assembled, the connecting
次に、第13の工程を説明する。各U相、V相、W相の磁極片3dの巻き終わり線を図3、図4に示した結線状態となるように、第1の絶縁用ボビン5の外壁51に設けた渡り線収納溝58(B1、B2)に巻線端末部を収納して中性点の結線処理を行う。さらに、中性点を後で説明する導電板65に接続する。
Next, the thirteenth process will be described. Crossover storage grooves provided on the
さらに、渡り線41、44を渡り線収納溝56、58に収納する要領の詳細を説明する。
図11、12は、各ユニットコア間の渡り線41、44の配置方法をさらに具体的に表した図である。
図11は渡り線41を渡り線収納溝56、58に配置する前の状態を示す平面図、図12は渡り線41を渡り線収納溝56、58に配置した後の状態を示す平面図である。
なお、図12において、渡り線収納溝56、58に配置された渡り線41、44は、上部から見た時、実際には見えない部分があるが、渡り線の配置状態を明確にするため、見えない部分も記載している。
Furthermore, the detail of the point which accommodates the
11 and 12 are diagrams more specifically showing the arrangement method of the
11 is a plan view showing a state before the connecting
In FIG. 12, the
次に、渡り線41、44をスリット55、渡り線収納溝56、58および突起57に収納あるいは処理する要領を図13から図16で説明する。
なお、図14から図16は、図13のA部〜C部の拡大図である。
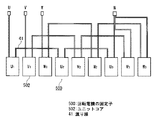
図13は回転電機の固定子1を構成する全てのユニットコアを直線状に並べて、端末線である渡り線41、44の配置の状態を模式的に表した渡り線配置略図である。なお、図13から図16ではユニットコア2は簡略化して表し、ティース部32に巻かれる巻線や絶縁用ボビン5、6は省略している。
Next, the procedure for storing or processing the
14 to 16 are enlarged views of portions A to C in FIG.
FIG. 13 is a crossover arrangement schematic diagram schematically showing the arrangement of the
まず、U相の渡り線41の配置について説明する。
U相の渡り線41の配置は、U1’の巻き終わり線を外側から内側に引き回し、そのままスリット55を通り抜ける形で一旦ユニットコア2の内径側に引き出し、U1’の突起57(D)の軸方向下側とU1’の突起57(E1)の軸方向下側とV1’の突起57(C1)の軸方向下側を通す。その後、V1’のU1’に近い側のスリット55を通し、渡り線収納溝56(A1)に収納する。
次に、渡り線収納溝56(A1)に渡り線41を配置させたまま、円周方向にW1’まで渡り線41を移動し、W1’のU2’に近い側のスリット55を通りユニットコア2の内径側に引き出す。次に、W1’の突起57(E1)の軸方向下側とU2’の突起57(C1)の軸方向下側に配置させたまま、U2’まで移動する。U2’のW1’に近い側のスリット55を通り、ユニットコア2の外径側まで渡り線41を通し、外側から内側に引き回す。
First, the arrangement of the
The arrangement of the
Next, the
次に、V相の渡り線41の配置について説明する。
V相の渡り線41の配置は、V1の巻き終わり線を外側から内側に引き回し、そのままスリット55を通り抜ける形で一旦ユニットコア2の内径側に引き出し、V1の突起Dの軸方向上側とV1の突起E1と突起E2の間とV1の突起C1と突起C2の間を通した後、V1のW1に近い側のスリット55を通し、渡り線収納溝A2に収納する。次に、渡り線収納溝A2に渡り線41を配置させたまま円周方向にU2まで渡り線41を移動し、U2のV2に近い側のスリット55を通りユニットコア2の内径側に引き出し、U2のE1とE2の間とV2のC1とC2の間に配置させたまま、V2まで移動する。V2のU2に近い側のスリット55を通り、ユニットコア2の外径側まで渡り線41を通し、外側から内側に引き回す配置となっている。
Next, the arrangement of the V-
The arrangement of the V-
次に、W相の渡り線41の配置について説明する。
W相の渡り線41の配置は、W1’の巻き終わり線を外側から内側に引き回し、そのままスリット55を通り抜ける形で一旦ユニットコア2の内径側に引き出し、W1’の突起Dの軸方向上側とW1’の突起E2の軸方向上側とU2’のC2の軸方向上側を通した後、U2’のW1’に近い側のスリット55を通し、渡り線収納溝A3に収納する。次に、渡り線収納溝A3に渡り線41を配置させたまま円周方向にV2’まで渡り線41を移動し、V2’のW2’に近い側のスリット55を通りユニットコア2の内径側に引き出し、V2’のE2の軸方向上側とW2’のC2の軸方向上側に配置させたまま、W2’まで移動する。W2’のV2’に近い側のスリット55を通り、ユニットコア2の外径側まで渡り線41を通し、外側から内側に引き回す配置となっている。
Next, the arrangement of the W-
The W-
以上のように渡り線41、44を配置したことで、各相の絶縁用ボビン5、6の内径側に配置させる渡り線同士の干渉を防止することができる(特に、図13のA点、B点、C点)。
By arranging the connecting
本実施の形態1では、V2’に各相の巻き終わり線を引き出し、V2’の第1の絶縁用ボビンの凹部59に取り付けた導電板65に接続することで同電位点である中性点を構成している。各相の巻き終わり線を導電板65に接続する方法としては、半田付け、ヒュージングがある。
このとき、各相の巻き終わり線は渡り線収納溝58(B1、B2)において、他の渡り線が無い場所に配置する。このように渡り線を配置したことで、隣接ティース間を渡る渡り線44と各相の巻き終わり線の接触を防止することができる。すなわち、離間ティース間を渡る渡り線41は内径側を渡るので、渡り線44とは遠く離れた位置にあり、絶縁距離が大きく取れる。
また、中性点を構成する各相の巻き終わり線と渡り線41、44とは軸方向の離れた位置に配置(B1とB2で干渉しない位置に配置)できるため、これらの線の接触を防止することができる。
In the first embodiment, a neutral point which is the same potential point by drawing out the winding end line of each phase to V2 ′ and connecting it to the
At this time, the winding end line of each phase is arranged in a place where there is no other crossover line in the crossover storage groove 58 (B1, B2). By arranging the connecting wires in this way, it is possible to prevent the connecting
In addition, the winding end line of each phase constituting the neutral point and the connecting
これにより、10極12ティースの3相DCブラシレスモータ用の固定子が製造される。
以上のように、この実施の形態1の回転電機の固定子1においては、例えば10極12ティースで直列スター結線を行う場合、図4に示したように、2つのユニットコア2の相互間を結ぶ渡り線41を経由して切断することなく連続に巻装することで1相分の巻装されたユニットコア2が得られるため、従来に比べて巻線端末部の接続回数を削減することができ、作業時間の改善を図ることが可能である。
また、固定子ターミナルなど別部品を追加する必要がないため、簡素な構成で安価な回転電機の固定子を提供することができる。
As a result, a stator for a three-phase DC brushless motor having 10 poles and 12 teeth is manufactured.
As described above, in the
Further, since it is not necessary to add another part such as a stator terminal, an inexpensive stator of a rotating electrical machine can be provided with a simple configuration.
さらに、第1の絶縁用ボビン5には離間するティース部32を渡る渡り線41と隣接するティース部32を渡る渡り線44とを収納するための渡り線収納溝56、58と突起57を設けたため、巻線4の端末部分の固定がさらに容易となり、電位差が大きい各相間での接触を避けることができ、絶縁不良を防止することができる。
さらに、第1の絶縁用ボビン5の内壁50の寸法をユニットコアの内径よりも小さくしたことにより、内壁50の外径側に渡り線収納溝56を設けた場合でも巻線を巻くスペースが小さくなるという問題はない。
Further, the first insulating
Further, the size of the
巻線機7として、各磁極片3を位置決めするための鉄心保持治具8と、巻線4の供給巻付用のフライヤ9とを備えた構成のものを適用することで、鉄心保持治具8に取り付けた磁極片3を回転させるだけでフライヤ9に正対する位置まで順次移動させることができる。そして、磁極片3が所定の位置まで移動した後は、磁極片3の位置は固定したままでフライヤ9を回転させることで巻線4を巻装することができる。
つまり、鉄心保持治具8とフライヤ9とは分離独立しているため、磁極片3の導体供給側への移動と導体巻付とを一つの装置に同時に組み込む場合に比べて、装置の構成が簡素化され故障が少なく、かつ巻線機を安価に製作することができる。
As the winding
That is, since the iron
しかも、フライヤ9を回転させることで巻線4の巻装を実施する構成であり、磁極
片3自体は高速回転しないので、巻線4の巻装時に振動やたわみが発生して巻装した巻線4の整列性が悪化するなどの不都合は生じず、このため、作業時間が早くなり、生産性を向上することができる。
In addition, the winding 4 is wound by rotating the flyer 9, and the
また、鉄心保持治具8に固定する磁極片3の数が多い場合と比較して、2個1組の磁
極片3を鉄心保持治具8に取り付ける場合、これらの磁極片3をV字形に所望の間隔で取り付けた上で鉄心保持治具8を回転するだけで各磁極片3をフライヤ9に対向させることができる。そして、隣接する磁極片3の角度が狭くなって巻線4を巻装する際の邪魔になる、または渡り線44の長さを自由に設定できないなどの不具合の発生をなくすことができる。しかも、本実施の形態1では、2個1組の磁極片3をV字形の状態から円弧状に変形する際、互いに隣接する磁極片3間を結ぶ渡り線44の起点の距離の変化が少ないので、第1の絶縁用ボビン5の渡り線収納溝58に渡り線44を固定しておいても、円弧状に磁極片3を変形した際に渡り線44が短すぎて突っ張る、または長すぎて外径側に膨れて結線用の部品と干渉して絶縁不良を生じるなどの問題が生じない。
Further, when attaching a set of two
また、回転電機の固定子1を構成する場合、2個1組の磁極片3を周方向に沿って各相交互に順次配置して円環状にすることが多い。その場合、2個1組の磁極片3の各組相互間を結ぶ渡り線41の距離は長くなるが、鉄心保持治具8を回転させるだけで順次巻装作業を行う箇所に各磁極片3を位置させることができるので、渡り線41の長さを自由に設定することができる。さらに、巻線を巻装する際に、隣接する磁極片3とフライヤ9との干渉を避けることができ、巻線4の整列性を高めることができる。しかも、離間した位置に存在する磁極片3に対しても渡り線を施すことが可能であるため、生産性を高めることができる。
Further, when the
さらに、磁極片3を一体化した際に離間したティース部32に渡っている渡り線41を内径側に配置させ、内壁50の外径側に設けた渡り線収納溝56に配置することができるため、外径側に渡り線41を移動させる作業を無くすことができる。すなわち、ユニットコア2一体化作業前後で、渡り線41の配置位置を内径側から外径側(遠く離れた位置)に移動させる工程が無くなり、作業性が改善される。
Further, the connecting
なお、上記の実施の形態1では、ユニットコア2の2個1組に対して連続して巻線を施す場合について説明したが、本発明は、このような構成のものに限定されるものではない。例えば、一対の磁極片3からなるユニットコア2に対して個々独立して巻線を施す場合や、磁極片3が個々に分離されている場合の各磁極片3に個別に巻線を施す場合、さらには、磁極片3の多数個が連続して円環状に形成されている構成の場合の各磁極片3に渡って連続して巻線を施す場合にも適用することができる。
また10極12ティースの回転電機に限定されず、同相内のティース部を取り出して、隣接ティース部と離間ティース部に連続に巻装する場合にも適応することができる。
また、本実施の形態1では、中性点をより安定化するために各U相、V相、W相の巻き終わり線の中性点の結線処理を行い導電板に接続したが、導電板を設けない構成とすることもできる。
In the first embodiment, the case where the winding is continuously applied to the set of two
Further, the present invention is not limited to a 10-pole 12-tooth rotating electric machine, and can be applied to a case where a tooth portion in the same phase is taken out and continuously wound around an adjacent tooth portion and a spaced tooth portion.
Further, in the first embodiment, in order to further stabilize the neutral point, the connection of the neutral point of the winding end line of each U phase, V phase, and W phase is performed and connected to the conductive plate. It can also be set as the structure which does not provide.
次に、絶縁用ボビン5、6の変形例について、図17を用いて説明する。
図17は、実施の形態1のユニットコア2に第3の絶縁用ボビン25を一体成形した状態を示す斜視図である。実施の形態1では、第1の絶縁用ボビンと第2の絶縁用ボビンを別部品としてユニットコアに嵌着していたが、図17のように、成形によりユニットコア2と絶縁用ボビン25を一体化することもできる。この場合、ユニットコア2と一体である第3の絶縁用ボビン25は、第1の絶縁用ボビン5と第2の絶縁用ボビン6を合わせた形状となっている。このようにすることで、部品点数を減らすことができる。
Next, a modified example of the insulating
FIG. 17 is a perspective view showing a state in which the third insulating
以上説明したように、実施の形態1に係る回転電機の固定子では、ユニットコアを構成する磁極片に嵌合される絶縁用ボビンを備え、この絶縁用ボビンには外壁と内壁があり、内壁の外径側には渡り線を収納する渡り線収納溝が3箇所設けられ、内径側には渡り線保持用突起が設けられ、さら周方向に2箇所のスリットが設けられ、外壁には渡り線を収納する渡り線収納溝が設けられている構成としたものであるため、コア一体化後の渡り線配置作業の際に渡り線を外径側に移動させる作業を無くすことで作業性が向上し、固定子ターミナルなど別部品を追加する必要が無く、安価な回転電機の固定子を提供することができる効果がある。 As described above, the stator of the rotating electrical machine according to the first embodiment includes the insulating bobbin fitted to the magnetic pole piece constituting the unit core, and the insulating bobbin has the outer wall and the inner wall, and the inner wall Three crossover grooves are provided on the outer diameter side of the wire, and there are provided crossover holding projections on the inner diameter side, two slits are provided in the circumferential direction, and a crossover is provided on the outer wall. Since the crossover storage groove for storing the wire is provided, workability is eliminated by eliminating the work of moving the crossover wire to the outer diameter side during the crossover placement work after the core is integrated. Thus, there is no need to add another part such as a stator terminal, and there is an effect that an inexpensive stator for a rotating electrical machine can be provided.
また、実施の形態1に係る回転電機の固定子の製造方法では、ユニットコアを構成する磁極片に嵌合される絶縁用ボビンを備え、この絶縁用ボビンには外壁と内壁があり、内壁の外径側には渡り線を収納する渡り線収納溝が3箇所設けられ、内径側には渡り線保持用突起が設けられ、さら周方向に2箇所のスリットが設けられ、外壁には渡り線を収納する渡り線収納溝が設けられている構成の回転電機の固定子に、鉄心保持治具およびフライヤから成る巻線機を使用して、所定の工程に従い各ユニットコアの磁極片に巻線を巻装することで、コア一体化後の渡り線配置作業の際に渡り線を外径側に移動させる作業を無くすことで作業性が向上し、固定子ターミナルなど別部品を追加する必要が無い、安価な回転電機の固定子を製造することが可能となる。 In addition, the method for manufacturing a stator for a rotating electrical machine according to the first embodiment includes an insulating bobbin that is fitted to a magnetic pole piece constituting a unit core. The insulating bobbin has an outer wall and an inner wall. There are three crossover grooves for storing the crossovers on the outer diameter side, crossover holding projections on the inner diameter side, two slits in the circumferential direction, and crossovers on the outer wall. A winding machine composed of an iron core holding jig and a flyer is used as a stator of a rotating electrical machine having a crossover storage groove for storing a wire, and winding is performed on a pole piece of each unit core according to a predetermined process. By winding the wire, the workability is improved by eliminating the work of moving the crossover wire to the outer diameter side during the crossover placement work after the core is integrated, and it is necessary to add another part such as a stator terminal. To manufacture inexpensive, inexpensive stators for rotating electrical machines The ability.
実施の形態2.
実施の形態2は、ユニットコアを構成する磁極片に嵌合される絶縁用ボビンを備え、この絶縁用ボビンには外壁と内壁があり、内壁の外径側には渡り線を収納する渡り線収納溝が3箇所設けられ、内径側には渡り線保持用突起が設けられ、さら周方向に2箇所のスリットが設けられている構成とした回転電機の固定子およびその製造方法に関するものである。
実施の形態1の回転電機の固定子との違いは、実施の形態2の回転電機の固定子の外壁には渡り線を収納する渡り線収納溝が設けられていないことである。
The second embodiment includes an insulating bobbin fitted to a magnetic pole piece constituting the unit core. The insulating bobbin has an outer wall and an inner wall, and a jumper wire that houses a jumper wire on the outer diameter side of the inner wall. The present invention relates to a stator for a rotating electrical machine having three storage grooves, a jumper for holding a crossover on the inner diameter side, and two slits in the circumferential direction, and a method for manufacturing the same. .
The difference from the stator of the rotating electrical machine according to the first embodiment is that the outer wall of the stator of the rotating electrical machine according to the second embodiment is not provided with a connecting wire storing groove for storing the connecting wire.
以下、本願発明の実施の形態2の構成、機能について、回転電機の固定子に係る第1の絶縁用ボビンの外形図である図18に基づいて、実施の形態1に係る回転電機の固定子との差異部を中心に説明する。
なお、ユニットコアおよび回転電機の固定子に係る第2の絶縁用ボビンは、実施の形態1と同様であるため、説明は省略する。
なお、以下の説明では、実施の形態1と同一あるいは相当部分には、同一の符号を付す。例えば、回転電機の固定子1として、実施の形態1と同一の符号を付して説明する。
Hereinafter, regarding the configuration and function of the second embodiment of the present invention, the stator of the rotating electrical machine according to the first embodiment will be described with reference to FIG. 18 which is an external view of the first insulating bobbin according to the stator of the rotating electrical machine. The difference will be mainly described.
Note that the second insulating bobbin relating to the unit core and the stator of the rotating electrical machine is the same as that of the first embodiment, and thus the description thereof is omitted.
In the following description, the same reference numerals are given to the same or corresponding parts as those in the first embodiment. For example, the
第1の絶縁用ボビン205について説明する。
図18(a)は第1の絶縁用ボビン205を回転電機の固定子1の径方向内方側から見た斜視図、図18(b)は第1の絶縁用ボビン205を回転電機の固定子1の径方向外方側から見た斜視図、図18(c)は第1の絶縁用ボビン205を図18(b)の矢視Aで示す方向から見た平面図、図18(d)は第1の絶縁用ボビン205を図18(b)の矢視B方向から見た側面図、図18(e)は第1の絶縁用ボビン205を図18(b)の矢視C方向から見た背面図である。
The first insulating
18A is a perspective view of the first insulating
第1の絶縁用ボビン205は、内径側に内壁250、外径側に外壁251および、内壁250と外壁251に挟まれる領域の巻枠252から構成される。この巻枠252の部分に集中的に巻線を巻装する。
また、第1の絶縁用ボビン205は、各磁極片3のティース部32に嵌合されるティース嵌合部253と、バックヨーク部31に嵌合されるバックヨーク嵌合部254とを有する。
内壁250には、周方向に2箇所のスリット255がある。さらに内壁250には外径側に渡り線収納溝256が3箇所(ユニットコア2に近い方から渡り線収納溝A1〜A3と称する)が軸方向に位置ずれした状態で設けられている。また、内壁250の内径側には内径側に突出した突起257を有する。この突起257は、2箇所のスリット間に1個(突起Dと称する)と、スリット255の円周方向両端部に各2個設けられている。スリット255の円周方向両端部の各2個は、それぞれ軸方向に位置をずらした状態で設けられている。ここで、ユニットコア2に近い方から若い番号順として、左側の突起をC1、C2、右側の突起をE1、E2と称する。
渡り線収納溝256は、スリット55間にしか設けられていない。
また、バックヨーク嵌合部254には、凹部259がある。
さらに、内壁250の内径側には、回転子逃がし部262が設けられている。
なお、第1の絶縁用ボビン205の内壁250の内径寸法は、実施の形態1と同様にユニットコア2の内径寸法より小さい寸法となっている。
The first insulating
Further, the first insulating
The
The
Further, the back
Further, a
The
内壁250の内径側に、回転子逃がし部262を設けられている理由は、実施の形態2では、回転子の軸方向の長さが、固定子の軸方向の長さよりも長い回転電機を想定しているからである。
The reason why the
次に、上記に説明した第1の絶縁用ボビン205を用いた構成の回転電機の固定子1に対して、巻線を巻装して回転電機の固定子を製造する方法について説明する。
回転電機の固定子の製造に使用する巻線機7については、実施の形態1と同じであるため説明は省略する。
実施の形態2の回転電機の固定子では、外壁251には渡り線を収納する渡り線収納溝が設けられていないため、渡り線の処理が実施の形態1の回転電機の固定子の製造工程とは少し異なる。実施の形態2の回転電機の固定子のW相の製造工程について、順次説明する。
Next, a method for manufacturing a stator of a rotating electrical machine by winding a winding around the
Since the winding
In the stator of the rotating electrical machine according to the second embodiment, since the
第1の工程を説明する。2つのユニットコア2a、2bそれぞれについて、ティース部32が外側に位置するように薄肉33を折り曲げて、V字形に逆反らせて隣接する磁極片3a、3b間の距離を広くし、この状態で鉄心保持治具8の取付ピン81に各磁極片3a、3b、3c、3dのバックヨーク部31に有する取付穴34を挿入して固定する。その際、各ユニットコア2a、2bは、鉄心保持治具8の中心Oを挟む略点対称位置となるように配置し、フライヤ9による巻線作業を行っていない磁極片3に対して干渉しないようにする。そして、鉄心保持治具8を回転してまず一つの磁極片3aをフライヤ9の正面位置に移動させる。
The first step will be described. For each of the two
次に、第2の工程を説明する。フライヤ9のアーム部92の先端から出ている巻線4の端末部分を鉄心保持治具8に設置している巻始め線固定用ピン82に固定した後、巻線4を巻枠52まで移動させてから、フライヤ9を回転(ここではバックヨーク部31側から見て左回り回転)するとともに、これに同期して回転軸91を軸方向(Z方向)に沿ってスライドさせながら、この磁極片3aのティース部32に巻線4を巻装する。
Next, the second step will be described. After fixing the terminal portion of the winding 4 protruding from the tip of the
次に、第3の工程を説明する。鉄心保持治具8を回転し、他方の磁極片3bをフライヤ9の正面位置に移動させる。このとき、このユニットコア2aを構成する一方の磁極片3aに巻装した巻線4の巻き終わり部分を切断することなく、これを渡り線44として、第1の絶縁用ボビン205の外壁251に沿わせて、巻線4を巻枠52まで移動させる。
Next, the third step will be described. The iron
次に、第4の工程を説明する。他方の磁極片3bのティース部32に対して一方の磁極片3aに巻いた方向とは逆方向(この例ではバックヨーク部31側から見て右回り)に巻線4を巻装する。
Next, the fourth step will be described. The winding 4 is wound in a direction opposite to the direction wound around the one
次に、第5の工程を説明する。鉄心保持治具8を回転し、磁極片3cをフライヤ9の正面位置に移動させる。このとき、他方の磁極片3bに巻いた巻線4の巻き終わり部分を切断することなく、第1の絶縁用ボビン205の外壁251に沿わせて、他方のユニットコア2bに至るだけの所定長さ分を渡り線41として確保する。
Next, the fifth step will be described. The iron
次に、第6の工程を説明する。他方のユニットコア2bを構成する一方の磁極片3cに対して、巻線4を巻枠52まで移動させ、磁極片3bと同じ方向(バックヨーク部31側から見て右回り)に巻線4を巻装する。このとき、渡り線41は渡り線引掛部に沿わせて所定長さ分を確保する。
Next, the sixth step will be described. The winding 4 is moved to the winding
次に、第7の工程を説明する。鉄心保持治具8を回転し、他方の磁極片3dをフライヤ9の正面位置に移動させる。このとき、このユニットコア2bを構成する一方の磁極片3cに巻回した巻線4の巻き終わり部分44を切断することなく、第1の絶縁用ボビン205の外壁251に沿わせて、他方の磁極片3dの第1の絶縁用ボビン205の巻枠252まで移動させる。
Next, the seventh step will be described. The iron
次に、第8の工程を説明する。この他方の磁極片3dのティース部32に対して一方の磁極片3cに巻いた方向とは逆方向(この例ではバックヨーク部31側から見て左回り)に巻線4を巻装する。
Next, the eighth step will be described. The winding 4 is wound around the
次に、第9の工程を説明する。2個1組のユニットコア2a、2bの各々の磁極片3a、3b、3c、3dのティース部32に巻線4を巻装した各ユニットコア2a、2bを鉄心保持治具8から取り外し、ティース部32をV字形の逆反り状態から両者が円弧状となるように変形する。これで、W相に対応する2個1組のユニットコア2a、2bに対して連続して巻線4が巻装された2個1組のユニットコア2が得られた。
Next, the ninth step will be described. Each
次に、第10の工程を説明する。同様にしてU相およびV相に対応するユニットコア2の2個1組に対しても巻線4を巻装し、これらのユニットコア2の2個1組を3組用いて、これらの3組を周方向に沿って順次60度ずつずらせて配置して円環状にする。そして、溶接や接着等により各ユニットコア2の互いに隣接する端面同士を結合する。
Next, the tenth step will be described. Similarly, windings 4 are wound around a set of two
次に、第11の工程を説明する。第10の工程との並行作業であるが、3組のユニットコア2を環状に組み立てる際に、離間ティース間の渡り線41を第1の絶縁用ボビン205の内壁250に設けたスリット255を通し、内径側の突起257の軸方向の上側または下側に配置させる。
Next, the eleventh step will be described. Although it is a parallel operation with the tenth step, when assembling the three
次に、第12の工程を説明する。各ユニットコアを環状組立後に離間ティース間の渡り線41を第1の絶縁用ボビン205の内壁250の外径側に設けた渡り線収納溝A1〜A3に配置させる。
Next, the twelfth process will be described. After each unit core is annularly assembled, the connecting
次に、第13の工程を説明する。各U相、V相、W相の磁極片3dの巻き終わり線を第1の絶縁用ボビン205の外壁251に沿わせての中性点の結線処理を行う。さらに、中性点を導電板に接続する。
Next, the thirteenth process will be described. A neutral point connection process is performed along the winding end line of each U-phase, V-phase, and W-
以上説明したように、実施の形態2に係る回転電機の固定子では、ユニットコアを構成する磁極片に嵌合される絶縁用ボビンを備え、この絶縁用ボビンには外壁と内壁があり、内壁の外径側には渡り線を収納する渡り線収納溝が3箇所設けられ、内径側には渡り線保持用突起が設けられ、さら周方向に2箇所のスリットが設けられている構成としたものであるため、コア一体化後の渡り線配置作業の際に渡り線を外径側に移動させる作業を無くすことで作業性が向上し、固定子ターミナルなど別部品を追加する必要が無く、安価な回転電機の固定子を提供することができる効果がある。 As described above, the stator of the rotating electrical machine according to the second embodiment includes the insulating bobbin fitted to the magnetic pole piece constituting the unit core, and this insulating bobbin has the outer wall and the inner wall, and the inner wall The outer diameter side is provided with three connecting wire storing grooves for storing the connecting wire, the inner diameter side is provided with connecting wire holding projections, and further provided with two slits in the circumferential direction. Therefore, the workability is improved by eliminating the work of moving the crossover wire to the outer diameter side during the crossover placement work after the core is integrated, and there is no need to add another part such as a stator terminal. There is an effect that an inexpensive stator for a rotating electrical machine can be provided.
また、実施の形態2に係る回転電機の固定子の製造方法では、ユニットコアを構成する磁極片に嵌合される絶縁用ボビンを備え、この絶縁用ボビンには外壁と内壁があり、内壁の外径側には渡り線を収納する渡り線収納溝が3箇所設けられ、内径側には渡り線保持用突起が設けられ、さら周方向に2箇所のスリットが設けられている構成の回転電機の固定子に、鉄心保持治具およびフライヤから成る巻線機を使用して、所定の工程に従い各ユニットコアの磁極片に巻線を巻装することで、コア一体化後の渡り線配置作業の際に渡り線を外径側に移動させる作業を無くすことで作業性が向上し、固定子ターミナルなど別部品を追加する必要が無い、安価な回転電機の固定子を製造することが可能となる。 In addition, the method for manufacturing a stator of a rotating electrical machine according to the second embodiment includes an insulating bobbin that is fitted to a magnetic pole piece that forms a unit core. The insulating bobbin has an outer wall and an inner wall. A rotating electrical machine having a configuration in which three connecting wire storing grooves for storing a connecting wire are provided on the outer diameter side, a connecting wire holding projection is provided on the inner diameter side, and two slits are provided in the circumferential direction. Using a winding machine consisting of an iron core holding jig and a flyer on the stator of the core, winding the winding around the magnetic pole piece of each unit core according to a predetermined process, so that crossover arrangement work after core integration The workability is improved by eliminating the work of moving the crossover wire to the outer diameter side at the time, and it is possible to manufacture an inexpensive stator for a rotating electrical machine that does not require additional parts such as a stator terminal. Become.
実施の形態3.
実施の形態3は、ユニットコアを構成する磁極片に嵌合される絶縁用ボビンを備え、この絶縁用ボビンには外壁と内壁があり、内壁の外径側には渡り線を収納する渡り線収納溝が3箇所設けられ、内径側には渡り線保持用突起が設けられ、さら周方向に2箇所のスリットが設けられ、外壁には渡り線を収納する渡り線収納溝が設けられ、さらに内壁の内径側に内径延長部を設けた構成とした回転電機の固定子に関するものである。
実施の形態1の回転電機の固定子との違いは、内壁の内径側に内径延長部を設けたことである。
The third embodiment includes an insulating bobbin fitted to a magnetic pole piece constituting the unit core, and this insulating bobbin has an outer wall and an inner wall, and the connecting wire for storing the connecting wire on the outer diameter side of the inner wall. Three storage grooves are provided, a connecting wire holding projection is provided on the inner diameter side, two slits are provided in the circumferential direction, and a connecting wire storage groove is provided on the outer wall to store the connecting wire. The present invention relates to a stator for a rotating electric machine having a configuration in which an inner diameter extension is provided on the inner diameter side of an inner wall.
The difference from the stator of the rotating electrical machine of the first embodiment is that an inner diameter extension is provided on the inner diameter side of the inner wall.
以下、本願発明の実施の形態3の構成、機能について、回転電機の固定子に係る第1の絶縁用ボビンの外形図である図19と回転電機の固定子の斜視図である図20に基づいて、実施の形態1に係る回転電機の固定子との差異部を中心に説明する。
なお、ユニットコアおよび回転電機の固定子に係る第2の絶縁用ボビンは、実施の形態1と同様であるため、説明は省略する。
なお、以下の説明では、実施の形態1の図面と同一あるいは相当部分には、同一の符号を付している。
Hereinafter, with respect to the configuration and function of the third embodiment of the present invention, based on FIG. 19 which is an outline view of a first insulating bobbin relating to the stator of the rotating electrical machine and FIG. 20 which is a perspective view of the stator of the rotating electrical machine. Now, the description will focus on the difference from the stator of the rotating electrical machine according to the first embodiment.
Note that the second insulating bobbin relating to the unit core and the stator of the rotating electrical machine is the same as that of the first embodiment, and thus the description thereof is omitted.
In the following description, the same or corresponding parts as those in the first embodiment are denoted by the same reference numerals.
まず、第1の絶縁用ボビン305について説明する。
図19(a)は第1の絶縁用ボビン305を回転電機の固定子1の径方向内方側から見た斜視図、図19(b)は第1の絶縁用ボビン305を回転電機の固定子1の径方向外方側から見た斜視図、図19(c)は第1の絶縁用ボビン5を図19(b)の矢視Aで示す方向から見た平面図、図19(d)は第1の絶縁用ボビン305を図19(b)の矢視B方向から見た側面図、図19(e)は第1の絶縁用ボビン305を図19(b)の矢視C方向から見た背面図である。
First, the first insulating
FIG. 19A is a perspective view of the first insulating
第1の絶縁用ボビン305は、内径側に内壁350、外径側に外壁351および、内壁350と外壁351に挟まれる領域の巻枠352から構成される。この巻枠352の部分に集中的に巻線を巻装する。
また、第1の絶縁用ボビン305は、各磁極片3のティース部32に嵌合されるティース嵌合部353と、バックヨーク部31に嵌合されるバックヨーク嵌合部354とを有する。
内壁350には、周方向に2箇所のスリット355がある。さらに内壁350には外径側に渡り線収納溝356が3箇所(ユニットコア2に近い方から渡り線収納溝A1〜A3と称する)が軸方向に位置ずれした状態で設けられている。また、内壁350の内径側には内径側に突出した突起357を有する。この突起357は、2箇所のスリット間に1個(突起Dと称する)と、スリット355の円周方向両端部に各2個設けられている。スリット355の円周方向両端部の各2個は、それぞれ軸方向に位置をずらした状態で設けられている。ここで、ユニットコア2に近い方から若い番号順として、左側の突起をC1、C2、右側の突起をE1、E2と称する。
渡り線収納溝356は、スリット355間にしか設けられていない。
また、バックヨーク嵌合部354には、凹部359がある。
The first insulating
Further, the first insulating
The
The
Further, the back
さらに、第1の絶縁用ボビン305の内壁360の内径側には内径延長部360が設けられおり、この内径延長部上の軸方向に円筒361が設けられている。
Further, an inner
以上のように、実施の形態1の第1の絶縁用ボビン5とは、内径延長部360と円筒361を備えていることが異なるが他は同一である。内径延長部360は、内壁350の軸方向下側端部に設けられており、ティース部32に嵌合した際には、内径延長部360の軸方向下側面とティース部32には軸方向に隙間が生じるような構成となっている。
As described above, the first insulating
図20は、回転電機の固定子を構成する全てのユニットコアを一体化した状態を示す斜視図である。ここで、第1の絶縁用ボビン305の内径延長部360に基板363が設置されている。この基板363は円筒361に位置する箇所に穴が開いており、この穴に基板363を入れることで位置決めができる。さらに、円筒361を溶かすことで、軸方向への抜けを防止することができる。
FIG. 20 is a perspective view showing a state in which all unit cores constituting the stator of the rotating electrical machine are integrated. Here, the
3相DCブラシレスモータでは、回転子(図示なし)の位置を検出するためのホールセンサが必要となる。内径延長部360がないと、ホールセンサを基板363に設ける場合、第1の絶縁用ボビン305の内壁350の軸方向端部に設置しようとすると、回転子との位置が遠く、磁束の検出が難しくなる。このため、回転子に設けている磁石の軸方向寸法を長くしホールセンサとの距離を短くするといった対策が必要となる。
本実施の形態3では、第1の絶縁用ボビン305に内径延長部360を有するため、ホールセンサを取り付けるための基板363と回転子と軸方向距離を狭くすることができる。このため、磁束の検出が容易となり、磁石寸法を長くして対応する場合に比べ、材料使用量を抑制することができる。
In the three-phase DC brushless motor, a hall sensor for detecting the position of a rotor (not shown) is required. Without the
In the third embodiment, since the first insulating
本実施の形態3においては、回転電機の固定子に対して巻線を巻装する方法や渡り線の配置は実施の形態1と同一であるので、説明は省略する。 In the third embodiment, the method of winding the windings on the stator of the rotating electrical machine and the arrangement of the crossover wires are the same as those in the first embodiment, and thus the description thereof is omitted.
以上説明したように、実施の形態3に係る回転電機の固定子では、ユニットコアを構成する磁極片に嵌合される絶縁用ボビンを備え、この絶縁用ボビンには外壁と内壁があり、内壁の外径側には渡り線を収納する渡り線収納溝が3箇所設けられ、内径側には渡り線保持用突起が設けられ、さら周方向に2箇所のスリットが設けられ、外壁には渡り線を収納する渡り線収納溝が設けられ、さらに内壁の内径側に内径延長部を設けた構成としたものであるため、コア一体化後の渡り線配置作業の際に渡り線を外径側に移動させる作業を無くすことで作業性が向上し、固定子ターミナルなど別部品を追加する必要が無く、安価な回転電機の固定子を提供することができる効果がある。
さらに、実施の形態3に係る回転電機の固定子は、基板に取り付けたホールセンサと回転子との軸方向距離を狭くすることができるため、磁束の検出が容易となる効果もある。
As described above, the stator of the rotating electrical machine according to the third embodiment includes the insulating bobbin fitted to the magnetic pole piece constituting the unit core, and the insulating bobbin has the outer wall and the inner wall, and the inner wall Three crossover grooves are provided on the outer diameter side of the wire, and there are provided crossover holding projections on the inner diameter side, two slits are provided in the circumferential direction, and a crossover is provided on the outer wall. Since the connecting wire storage groove for storing the wire is provided and the inner diameter extension part is provided on the inner diameter side of the inner wall, the connecting wire is arranged on the outer diameter side when the connecting wire is arranged after the core is integrated. Eliminating the work to be moved to the position improves the workability, and there is no need to add another part such as a stator terminal, and it is possible to provide an inexpensive stator for a rotating electrical machine.
Furthermore, since the stator of the rotating electrical machine according to the third embodiment can narrow the axial distance between the hall sensor attached to the substrate and the rotor, there is an effect that the magnetic flux can be easily detected.
実施の形態4.
実施の形態4は、本発明を回転電機の1種である4極6ティースの3相DCブラシレスモータに適用した例である。
本実施の形態4の構成、機能について、回転電機の固定子に係るユニットコアの斜視図である図21、ユニットコアの配置図である図22、回転電機の固定子の結線略図である図23、回転電機の固定子を形成する時に使用する巻線機の概略構成図である図24に基づいて説明する。
なお、図22、23ではユニットコア402は簡略化して表し、ティース部432に巻装される巻線や絶縁用ボビンは省略している。
Embodiment 4 FIG.
Embodiment 4 is an example in which the present invention is applied to a three-phase DC brushless motor having four poles and six teeth, which is a type of rotating electrical machine.
FIG. 21 is a perspective view of a unit core related to the stator of the rotating electrical machine, FIG. 22 is a layout diagram of the unit core, and FIG. 23 is a schematic connection diagram of the stator of the rotating electrical machine with respect to the configuration and functions of the fourth embodiment. A description will be given based on FIG. 24 which is a schematic configuration diagram of a winding machine used when forming a stator of a rotating electrical machine.
22 and 23, the
まず、ユニットコア402およびユニットコアの配置について、図21、22に基づき説明する。
実施の形態1のユニットコア2との違いは、磁極片403の数が1個であることと、回転電機の固定子400を構成する磁極片403の数が6個であることが異なる。
図21において、各磁極片403は、バックヨーク部431と、このバックヨーク部431から突出したティース部432とを有し、各バックヨーク部431には、回転電機の固定子400の製造に使用する鉄心保持治具8にユニットコア402を取り付けるための取付穴434を有する。
First, the arrangement of the
The difference from the
In FIG. 21, each
図22は、本実施の形態4の回転電機の固定子400を構成する全ての磁極片403を円環状に配置した状態を示す図である。
図23は、回転電機の固定子400を構成する全ての磁極片403を直線状に並べて、結線の状態を模式的に表した結線略図である。
FIG. 22 is a diagram illustrating a state in which all the
FIG. 23 is a schematic connection diagram schematically showing a connection state by arranging all the
図24は、本実施の形態4の回転電機の固定子400を形成する場合に使用される巻線機の概略構成図である。
構成は実施の形態1と同様であるので、説明は省略する。異なる点は、磁極片403を2個配置させていることである。
FIG. 24 is a schematic configuration diagram of a winding machine used when forming the
Since the configuration is the same as that of the first embodiment, description thereof is omitted. The difference is that two
本実施の形態4では、第1の絶縁用ボビン、第2の絶縁用ボビンは、実施の形態1の絶縁用ボビンと寸法は異なるが、構造、機能は同じであるため、図、説明を省略する。また、以下の説明では、絶縁用ボビンおよび各部の符番号を省略する。 In the fourth embodiment, the first insulating bobbin and the second insulating bobbin are different in dimensions from the insulating bobbin in the first embodiment, but the structure and function are the same, and therefore, illustration and description are omitted. To do. In the following description, the insulating bobbin and the reference numerals of the respective parts are omitted.
次に、本実施の形態4に係る回転電機の固定子400の製造方法を順次説明する。
第1の工程を説明する。2つのユニットコア402a、402bを鉄心保持治具8の中心Oを挟む略点対称位置となるように配置し、各磁極片は鉄心保持治具の回転軸の内径側にバックヨーク部を、外径側にティース部を向ける方向に取り付けて配置する鉄心保持治具8の取付ピン81に各磁極片403a、403bのバックヨーク部431に有する取付穴434を挿入して固定する。そして、鉄心保持治具8を回転して、まず一つの磁極片403aをフライヤ9の正面位置に移動させる(図24参照)。
Next, a method for manufacturing the
The first step will be described. The two unit cores 402a and 402b are arranged so as to be substantially point-symmetrical with respect to the center O of the iron
次に、第2の工程を説明する。フライヤ9のアーム部92の先端から出ている巻線4の端末部分を鉄心保持治具8に設置している巻始め線固定用ピン82に固定した後、巻線4を巻枠52まで移動させてから、フライヤ9を回転するとともに、これに同期して回転軸91を軸方向(Z方向)に沿ってスライドさせながら、この磁極片403aのティース部432に巻線4を巻装する。
Next, the second step will be described. After fixing the terminal portion of the winding 4 protruding from the tip of the
次に、第3の工程を説明する。鉄心保持治具8を回転し、磁極片403bをフライヤ9の正面位置(図24の磁極片403aが元あった位置)に移動させる。このとき、他方の磁極片403aに巻いた巻線4の巻き終わり部分を切断することなく、第1の絶縁用ボビンの外壁に設けた渡り線収納溝に沿わせて収納した後、他方のユニットコア402bに至るだけの所定長さ分を渡り線41として確保する。
Next, the third step will be described. The iron
次に、第4の工程を説明する。他方のユニットコア402bの磁極片403bに対して、巻線4を巻枠まで移動させ、磁極片403aと同方向に巻線4を巻装する。このとき、渡り線41は渡り線引掛部に沿わせて所定長さ分を確保する。
Next, the fourth step will be described. The winding 4 is moved to the winding frame with respect to the
次に、第5の工程を説明する。磁極片403a、403bのティース部432に巻線4を巻装した各ユニットコア402a、402bを鉄心保持治具8から取り外し、ティース部432を円弧状となるように配置する。これで、W相に対応する1組のユニットコア402a、402bに対して連続して巻線4が巻装された1組のユニットコア402が得られた。
Next, the fifth step will be described. The unit cores 402a and 402b in which the windings 4 are wound around the
次に、第6の工程を説明する。同様にしてU相およびV相に対応するユニットコア402の1組に対しても巻線4を巻装し、これらのユニットコア402の1組を3組(3の倍数)用いて、これらの3組を図22に示したように周方向に沿って順次60度ずつずらせて配置して円環状にする。そして、溶接や接着等により各ユニットコア402の互いに隣接する端面同士を結合する。
Next, the sixth step will be described. Similarly, winding 4 is wound on one set of
次に、第7の工程を説明する。第6の工程との並行作業であるが、3組のユニットコア402を環状に組み立てる際に、離間ティース部間の渡り線41を第1の絶縁用ボビンの内壁に設けたスリットを通し、内径側の突起の軸方向の上側または下側に配置させる。
Next, the seventh step will be described. Although it is a parallel operation with the sixth step, when assembling the three sets of
次に、第8の工程を説明する。各ユニットコアを環状組立後に離間ティース部間の渡り線41を第1の絶縁用ボビンの内壁の外径側に設けた渡り線収納溝に配置させる。
Next, the eighth step will be described. After each unit core is annularly assembled, the
次に、第9の工程を説明する。各U相、V相、W相の磁極片403bの巻線の巻き終わり線を図23に示した結線状態となるように、第1の絶縁用ボビンの外壁に設けた渡り線収納溝に巻線端末部を収納して中性点の結線処理を行う。さらに、中性点を導電板に接続する。
Next, the ninth step will be described. The winding end line of the winding of each U-phase, V-phase, and W-phase
本実施の形態4の回転電機の固定子は、離間ティース部432に対して渡り線41を繋げた状態で巻線を連続に行う場合にも、実施の形態1に示す効果が得られる。なお、本実施の形態4の回転電機の固定子においては、隣接ティース部432への渡り線44はない。
また4極6ティースの回転電機に限定されるわけではなく、同相内のティースのみを取り出して、離間するティースに対して連続に巻装するという場合にも使用することができる。
In the stator of the rotating electrical machine of the fourth embodiment, the effect shown in the first embodiment can be obtained even when the winding is continuously performed with the connecting
Further, the present invention is not limited to a 4-pole 6-tooth rotating electric machine, and can be used when only the teeth in the same phase are taken out and continuously wound around the separated teeth.
以上説明したように、実施の形態4に係る4極6ティースの3相DCブラシレスモータの固定子では、ユニットコアを構成する磁極片に嵌合される絶縁用ボビンを備え、この絶縁用ボビンには外壁と内壁があり、内壁の外径側には渡り線を収納する渡り線収納溝が3箇所設けられ、内径側には渡り線保持用突起が設けられ、さら周方向に2箇所のスリットが設けられ、外壁には渡り線を収納する渡り線収納溝が設けられている構成としたものであるため、コア一体化後の渡り線配置作業の際に渡り線を外径側に移動させる作業を無くすことで作業性が向上し、固定子ターミナルなど別部品を追加する必要が無く、安価な回転電機の固定子を提供することができる効果がある。 As described above, the stator of the four-pole six-tooth three-phase DC brushless motor according to the fourth embodiment includes the insulating bobbin that is fitted to the magnetic pole piece constituting the unit core. Has an outer wall and an inner wall, and there are three connecting wire storage grooves for storing the connecting wire on the outer diameter side of the inner wall, and there are connecting wire holding projections on the inner diameter side, and two slits in the circumferential direction. And the outer wall is provided with a connecting wire storage groove for storing the connecting wire, so that the connecting wire is moved to the outer diameter side when the connecting wire is arranged after the core is integrated. By eliminating the work, workability is improved, and there is no need to add another part such as a stator terminal, and there is an effect that an inexpensive stator for a rotating electrical machine can be provided.
また、実施の形態4に係る4極6ティースの3相DCブラシレスモータの固定子の製造方法では、ユニットコアを構成する磁極片に嵌合される絶縁用ボビンを備え、この絶縁用ボビンには外壁と内壁があり、内壁の外径側には渡り線を収納する渡り線収納溝が3箇所設けられ、内径側には渡り線保持用突起が設けられ、さら周方向に2箇所のスリットが設けられ、外壁には渡り線を収納する渡り線収納溝が設けられている構成の回転電機の固定子に、鉄心保持治具およびフライヤから成る巻線機を使用して、所定の工程に従い各ユニットコアの磁極片に巻線を巻装することで、コア一体化後の渡り線配置作業の際に渡り線を外径側に移動させる作業を無くすことで作業性が向上し、固定子ターミナルなど別部品を追加する必要が無い、安価な回転電機の固定子を製造することが可能となる。 Further, in the method for manufacturing a stator for a four-pole six-tooth three-phase DC brushless motor according to the fourth embodiment, an insulating bobbin fitted to a magnetic pole piece constituting the unit core is provided. There are an outer wall and an inner wall. There are three connecting wire storage grooves on the outer diameter side of the inner wall to store the connecting wires, and there are connecting wire holding projections on the inner diameter side, and two slits in the circumferential direction. A winding machine comprising an iron core holding jig and a flyer is used for a stator of a rotating electric machine having a structure in which a jumper storage groove for storing a jumper wire is provided on the outer wall, and according to a predetermined process. By winding the winding around the pole piece of the unit core, the workability is improved by eliminating the work of moving the crossover wire to the outer diameter side during the work of placing the crossover wire after integrating the core. No need to add separate parts It is possible to manufacture the rolling electric machine stator.
実施の形態5.
実施の形態5は、本発明を回転電機の1種である6極9ティースの3相DCブラシレスモータに適用した例である。
本実施の形態5の構成、機能について、回転電機の固定子に係るユニットコアの斜視図である図25、ユニットコアの配置図である図26、回転電機の固定子の結線略図である図27、回転電機の固定子を形成する時に使用する巻線機の概略構成図である図28に基づいて説明する。
なお、図26、27ではユニットコア502は簡略化して表し、ティース部532に巻装される巻線や絶縁用ボビンは省略している。
FIG. 25 is a perspective view of a unit core related to the stator of the rotating electrical machine, FIG. 26 is a layout diagram of the unit core, and FIG. 27 is a schematic connection diagram of the stator of the rotating electrical machine with respect to the configuration and functions of the fifth embodiment. A description will be given based on FIG. 28 which is a schematic configuration diagram of a winding machine used when forming a stator of a rotating electrical machine.
26 and 27, the
まず、ユニットコア502およびユニットコアの配置について、図25、26に基づき説明する。
実施の形態1のユニットコア2との違いは、磁極片503の数が1個であることと、回転電機の固定子500を構成する磁極片503の数が9個であることが異なる。
図25において、各磁極片503は、バックヨーク部531と、このバックヨーク部531から突出したティース部532とを有し、各バックヨーク部には、回転電機の固定子500の製造に使用する鉄心保持治具にユニットコア502を取り付けるための取付穴534を有する。
First, the arrangement of the
The difference from the
In FIG. 25, each
図26は、本実施の形態5の回転電機の固定子500を構成する全ての磁極片503を円環状に配置した状態を示す図である。
図27は、回転電機の固定子500を構成する全ての磁極片503を直線状に並べて、結線の状態を模式的に表した結線略図である。
FIG. 26 is a diagram illustrating a state in which all the
FIG. 27 is a schematic connection diagram schematically illustrating a connection state by arranging all the
図28は、本実施の形態5の回転電機の固定子500を形成する場合に使用される巻線機の概略構成図である。
構成は実施の形態1と同様であるので、説明は省略する。異なる点は、磁極片503を3個配置させていることである。
FIG. 28 is a schematic configuration diagram of a winding machine used when forming the
Since the configuration is the same as that of the first embodiment, description thereof is omitted. The difference is that three
本実施の形態5では、第1の絶縁用ボビン、第2の絶縁用ボビンは、実施の形態1の絶縁用ボビンと寸法は異なるが、構造、機能は同じであるため、図、説明を省略する。また、以下の説明では、絶縁用ボビンおよび各部の符番号を省略する。 In the fifth embodiment, the first and second insulating bobbins are different in size from the insulating bobbin in the first embodiment, but the structure and function are the same, so the illustration and description are omitted. To do. In the following description, the insulating bobbin and the reference numerals of the respective parts are omitted.
次に、本実施の形態5に係る回転電機の固定子500の製造方法を順次説明する。
第1の工程を説明する。3つのユニットコア502a、502b、502cを鉄心保持治具8の中心Oを中心に略90度間隔の位置となるように配置し、各磁極片は鉄心保持治具8の回転軸の内径側にバックヨーク部を、外径側にティース部を向ける方向に取り付けて配置する鉄心保持治具8の取付ピン81に各磁極片503a、503b、503cのバックヨーク部531に有する取付穴534を挿入して固定する。そして、鉄心保持治具8を回転して、まず一つの磁極片503aをフライヤ9の正面位置に移動させる(図28参照)。
Next, a method of manufacturing the rotating
The first step will be described. The three unit cores 502a, 502b, and 502c are arranged so as to be positioned at an interval of about 90 degrees around the center O of the iron
次に、第2の工程を説明する。フライヤ9のアーム部92の先端から出ている巻線4の端末部分を鉄心保持治具8に設置している巻始め線固定用ピン82に固定した後、巻線4を巻枠52まで移動させてから、フライヤ9を回転するとともに、これに同期して回転軸91を軸方向(Z方向)に沿ってスライドさせながら、この磁極片503aのティース部532に巻線4を巻装する。
Next, the second step will be described. After fixing the terminal portion of the winding 4 protruding from the tip of the
次に、第3の工程を説明する。鉄心保持治具8を回転し、磁極片503bをフライヤ9の正面位置(図28の磁極片503aが元あった位置)に移動させる。このとき、他方の磁極片503aに巻いた巻線4の巻き終わり部分を切断することなく、第1の絶縁用ボビンの外壁に設けた渡り線収納溝に沿わせて収納した後、他方のユニットコア502bに至るだけの所定長さ分を渡り線41として確保する。
Next, the third step will be described. The iron
次に、第4の工程を説明する。他方のユニットコア502bの磁極片503bに対して、巻線4を巻枠まで移動させ、磁極片503aと同方向に巻線4を巻装する。このとき、渡り線41は渡り線引掛部に沿わせて所定長さ分を確保する。
Next, the fourth step will be described. The winding 4 is moved to the winding frame with respect to the
次に、第5の工程を説明する。鉄心保持治具8を回転し、磁極片503cをフライヤ9の正面位置(図28の磁極片503aが元あった位置)に移動させる。このとき、他方の磁極片503bに巻いた巻線4の巻き終わり部分を切断することなく、第1の絶縁用ボビンの外壁に設けた渡り線収納溝に沿わせて収納した後、他方のユニットコア502bに至るだけの所定長さ分を渡り線41として確保する。
Next, the fifth step will be described. The iron
次に、第6の工程を説明する。他方のユニットコア502cの磁極片503cに対して、巻線4を巻枠まで移動させ、磁極片503aと同方向に巻線4を巻装する。このとき、渡り線41は渡り線引掛部に沿わせて所定長さ分を確保する。
Next, the sixth step will be described. The winding 4 is moved to the winding frame with respect to the
次に、第7の工程を説明する。磁極片503a、503b、503cのティース部532に巻線4を巻装した各ユニットコア502a、502b、502cを鉄心保持治具8から取り外し、ティース部532を円弧状となるように配置する。これで、W相に対応する1組のユニットコア502a、502b、502cに対して連続して巻線4が巻装された1組のユニットコア502が得られた。
Next, the seventh step will be described. The unit cores 502a, 502b, and 502c in which the winding 4 is wound around the
次に、第8の工程を説明する。同様にしてU相およびV相に対応するユニットコア502の1組に対しても巻線4を巻装し、これらのユニットコア502の1組を3組(3の倍数)用いて、これらの3組を図26に示したように周方向に沿って順次40度ずつずらせて配置して円環状にする。そして、溶接や接着等により各ユニットコア502の互いに隣接する端面同士を結合する。
Next, the eighth step will be described. Similarly, winding 4 is wound on one set of
次に、第9の工程を説明する。第8の工程との並行作業であるが、3組のユニットコア502を環状に組み立てる際に、離間ティース部間の渡り線41を第1の絶縁用ボビンの内壁に設けたスリットを通し、内径側の突起の軸方向の上側または下側に配置させる。
Next, the ninth step will be described. Although it is a parallel operation with the eighth step, when assembling the three sets of
次に、第10の工程を説明する。各ユニットコア502を環状組立後に離間ティース部間の渡り線41を第1の絶縁用ボビンの内壁の外径側に設けた渡り線収納溝に配置させる。
Next, the tenth step will be described. After each
次に、第11の工程を説明する。各U相、V相、W相の磁極片503cの巻線の巻き終わり線を図27に示した結線状態となるように、第1の絶縁用ボビンの外壁に設けた渡り線収納溝に巻線端末部を収納して中性点の結線処理を行う。さらに、中性点を導電板に接続する。
Next, the eleventh step will be described. Wind the winding end line of each U-phase, V-phase, and W-
本実施の形態5の回転電機の固定子は、離間ティース部532に対して渡り線41を繋げた状態で巻線を連続に行う場合にも、実施の形態1に示す効果が得られる。なお、本実施の形態5の回転電機の固定子においては、隣接ティース部532への渡り線44はない。
また6極9ティースの回転電機に限定されるわけではなく、同相内のティースのみを取り出して、離間するティースに対して連続に巻装するという場合にも使用することができる。
In the stator of the rotating electrical machine of the fifth embodiment, the effect shown in the first embodiment can be obtained even when the winding is continuously performed with the connecting
Further, the present invention is not limited to a 6-pole 9-tooth rotating electrical machine, and can be used when only the teeth in the same phase are taken out and continuously wound around the separated teeth.
以上説明したように、実施の形態5に係る6極9ティースの3相DCブラシレスモータの固定子では、ユニットコアを構成する磁極片に嵌合される絶縁用ボビンを備え、この絶縁用ボビンには外壁と内壁があり、内壁の外径側には渡り線を収納する渡り線収納溝が3箇所設けられ、内径側には渡り線保持用突起が設けられ、さら周方向に2箇所のスリットが設けられ、外壁には渡り線を収納する渡り線収納溝が設けられている構成としたものであるため、コア一体化後の渡り線配置作業の際に渡り線を外径側に移動させる作業を無くすことで作業性が向上し、固定子ターミナルなど別部品を追加する必要が無く、安価な回転電機の固定子を提供することができる効果がある。 As described above, the stator of the 6-pole 9-tooth three-phase DC brushless motor according to the fifth embodiment includes the insulating bobbin fitted to the magnetic pole pieces constituting the unit core, and the insulating bobbin includes Has an outer wall and an inner wall, and there are three connecting wire storage grooves for storing the connecting wire on the outer diameter side of the inner wall, and there are connecting wire holding projections on the inner diameter side, and two slits in the circumferential direction. And the outer wall is provided with a connecting wire storage groove for storing the connecting wire, so that the connecting wire is moved to the outer diameter side when the connecting wire is arranged after the core is integrated. By eliminating the work, workability is improved, and there is no need to add another part such as a stator terminal, and there is an effect that an inexpensive stator for a rotating electrical machine can be provided.
また、実施の形態5に係る6極9ティースの3相DCブラシレスモータの固定子の製造方法では、ユニットコアを構成する磁極片に嵌合される絶縁用ボビンを備え、この絶縁用ボビンには外壁と内壁があり、内壁の外径側には渡り線を収納する渡り線収納溝が3箇所設けられ、内径側には渡り線保持用突起が設けられ、さら周方向に2箇所のスリットが設けられ、外壁には渡り線を収納する渡り線収納溝が設けられている構成の回転電機の固定子に、鉄心保持治具およびフライヤから成る巻線機を使用して、所定の工程に従い各ユニットコアの磁極片に巻線を巻装することで、コア一体化後の渡り線配置作業の際に渡り線を外径側に移動させる作業を無くすことで作業性が向上し、固定子ターミナルなど別部品を追加する必要が無い、安価な回転電機の固定子を製造することが可能となる。 Further, in the method of manufacturing a stator for a 6-pole 9-tooth three-phase DC brushless motor according to the fifth embodiment, an insulating bobbin fitted to the magnetic pole piece constituting the unit core is provided. There are an outer wall and an inner wall. There are three connecting wire storage grooves on the outer diameter side of the inner wall to store the connecting wires, and there are connecting wire holding projections on the inner diameter side, and two slits in the circumferential direction. A winding machine comprising an iron core holding jig and a flyer is used for a stator of a rotating electric machine having a structure in which a jumper storage groove for storing a jumper wire is provided on the outer wall, and according to a predetermined process. By winding the winding around the pole piece of the unit core, the workability is improved by eliminating the work of moving the crossover wire to the outer diameter side during the work of placing the crossover wire after integrating the core. No need to add separate parts It is possible to manufacture the rolling electric machine stator.
実施の形態6.
実施の形態6は、本発明を回転電機の1種である8極12ティースの3相DCブラシレスモータに適用した例である。
本実施の形態6の構成、機能について、回転電機の固定子に係るユニットコアの斜視図である図29、ユニットコアの配置図である図30、回転電機の固定子の結線略図である図31、回転電機の固定子を形成する時に使用する巻線機の概略構成図である図32に基づいて説明する。
なお、図30、31ではユニットコア602は簡略化して表し、ティース部632に巻装される巻線や絶縁用ボビンは省略している。
The sixth embodiment is an example in which the present invention is applied to a three-phase DC brushless motor having 8 poles and 12 teeth, which is a type of rotating electrical machine.
FIG. 29 is a perspective view of a unit core related to the stator of the rotating electrical machine, FIG. 30 is a layout diagram of the unit core, and FIG. 31 is a schematic connection diagram of the stator of the rotating electrical machine, regarding the configuration and functions of the sixth embodiment. A description will be given based on FIG. 32 which is a schematic configuration diagram of a winding machine used when forming a stator of a rotating electric machine.
30 and 31, the
まず、ユニットコア602およびユニットコアの配置について、図29、30に基づき説明する。
実施の形態1のユニットコア2との違いは、磁極片603の数が1個であることと、回転電機の固定子600の結線方法が異なることである。
図29において、各磁極片603は、バックヨーク部631と、このバックヨーク部631から突出したティース部632とを有し、各バックヨーク部631には、回転電機の固定子600の製造に使用する鉄心保持治具8にユニットコア602を取り付けるための取付穴634を有する。
First, the arrangement of the
The difference from the
In FIG. 29, each
図30は、本実施の形態6の回転電機の固定子600を構成する全ての磁極片603を円環状に配置した状態を示す図である。
図31は、回転電機の固定子600を構成する全ての磁極片603を直線状に並べて、結線の状態を模式的に表した結線略図である。
FIG. 30 is a diagram showing a state in which all the
FIG. 31 is a schematic connection diagram schematically illustrating a connection state by arranging all the
図32は、本実施の形態6の回転電機の固定子600を形成する場合に使用される巻線機の概略構成図である。
構成は実施の形態1と同様であるので、説明は省略する。異なる点は、磁極片603を4個配置させていることである。
FIG. 32 is a schematic configuration diagram of a winding machine used when forming the
Since the configuration is the same as that of the first embodiment, description thereof is omitted. The difference is that four
本実施の形態6では、第1の絶縁用ボビン、第2の絶縁用ボビンは、実施の形態1の絶縁用ボビンと同じであるため、図、説明を省略する。また、以下の説明では、絶縁用ボビンおよび各部の符番号を省略する。 In the sixth embodiment, the first insulating bobbin and the second insulating bobbin are the same as the insulating bobbin in the first embodiment, and therefore, illustration and description thereof are omitted. In the following description, the insulating bobbin and the reference numerals of the respective parts are omitted.
次に、本実施の形態6に係る回転電機の固定子600の製造方法を順次説明する。
第1の工程を説明する。4つのユニットコア602a、602b、602c、602dを鉄心保持治具8の中心Oを中心に略90度間隔の位置となるように配置し、各磁極片は鉄心保持治具の回転軸の内径側にバックヨーク部を、外径側にティース部を向ける方向に取り付けて配置する鉄心保持治具8の取付ピン81に各磁極片603a、603b、603c、603dのバックヨーク部631に有する取付穴634を挿入して固定する。そして、鉄心保持治具8を回転して、まず一つの磁極片603aをフライヤ9の正面位置に移動させる(図32参照)。
Next, a method for manufacturing the
The first step will be described. Four unit cores 602a, 602b, 602c, and 602d are arranged at intervals of about 90 degrees around the center O of the iron
次に、第2の工程を説明する。フライヤ9のアーム部92の先端から出ている巻線4の端末部分を鉄心保持治具8に設置している巻始め線固定用ピン82に固定した後、巻線4を巻枠52まで移動させてから、フライヤ9を回転するとともに、これに同期して回転軸91を軸方向(Z方向)に沿ってスライドさせながら、この磁極片603aのティース部に巻線4を巻装する。
Next, the second step will be described. After fixing the terminal portion of the winding 4 protruding from the tip of the
次に、第3の工程を説明する。鉄心保持治具8を回転し、磁極片603bをフライヤ9の正面位置(図32の磁極片603aが元あった位置)に移動させる。このとき、他方の磁極片603aに巻いた巻線4の巻き終わり部分を切断することなく、第1の絶縁用ボビンの外壁に設けた渡り線収納溝に沿わせて収納した後、他方のユニットコア602bに至るだけの所定長さ分を渡り線41として確保する。
Next, the third step will be described. The iron
次に、第4の工程を説明する。他方のユニットコア602bの磁極片603bに対して、巻線4を巻枠まで移動させ、磁極片603aと同方向に巻線4を巻装する。このとき、渡り線41は渡り線引掛部に沿わせて所定長さ分を確保する。
Next, the fourth step will be described. The winding 4 is moved to the winding frame with respect to the
次に、第5の工程を説明する。鉄心保持治具8を回転し、磁極片603cをフライヤ9の正面位置(図30の磁極片603aが元あった位置)に移動させる。このとき、他方の磁極片603bに巻いた巻線4の巻き終わり部分を切断することなく、第1の絶縁用ボビンの外壁に設けた渡り線収納溝に沿わせて収納した後、他方のユニットコア602bに至るだけの所定長さ分を渡り線41として確保する。
Next, the fifth step will be described. The iron
次に、第6の工程を説明する。他方のユニットコア602cの磁極片603cに対して、巻線4を巻枠まで移動させ、磁極片603aと同方向に巻線4を巻装する。このとき、渡り線41は渡り線引掛部に沿わせて所定長さ分を確保する。
Next, the sixth step will be described. The winding 4 is moved to the winding frame with respect to the
次に、第7の工程を説明する。鉄心保持治具8を回転し、磁極片603dをフライヤ9の正面位置(図30の磁極片603aが元あった位置)に移動させる。このとき、他方の磁極片603cに巻いた巻線4の巻き終わり部分を切断することなく、第1の絶縁用ボビンの外壁に設けた渡り線収納溝に沿わせて収納した後、他方のユニットコア602cに至るだけの所定長さ分を渡り線41として確保する。
Next, the seventh step will be described. The iron
次に、第8の工程を説明する。他方のユニットコア602dの磁極片603dに対して、巻線4を巻枠まで移動させ、磁極片603aと同方向に巻線4を巻装する。このとき、渡り線41は渡り線引掛部に沿わせて所定長さ分を確保する。
Next, the eighth step will be described. The winding 4 is moved to the winding frame with respect to the magnetic pole piece 603d of the other unit core 602d, and the winding 4 is wound in the same direction as the
次に、第9の工程を説明する。磁極片603a、603b、603c、603dのティース部632に巻線4を巻装した各ユニットコア602a、602b、602c、602dを鉄心保持治具8から取り外し、ティース部632を円弧状となるように配置する。これで、W相に対応する1組のユニットコア602a、602b、602c、602dに対して連続して巻線4が巻装された1組のユニットコア602が得られた。
Next, the ninth step will be described. The unit cores 602a, 602b, 602c, and 602d, in which the winding 4 is wound around the
次に、第10の工程を説明する。同様にしてU相およびV相に対応するユニットコア602の1組に対しても巻線4を巻装し、これらのユニットコアの1組を3組(3の倍数)用いて、これらの3組を図30に示したように周方向に沿って順次30度ずつずらせて配置して円環状にする。そして、溶接や接着等により各ユニットコア602の互いに隣接する端面同士を結合する。
Next, the tenth step will be described. Similarly, the winding 4 is wound around one set of
次に、第11の工程を説明する。第10の工程との並行作業であるが、3組のユニットコア602を環状に組み立てる際に、離間ティース部間の渡り線41を第1の絶縁用ボビンの内壁に設けたスリットを通し、内径側の突起の軸方向の上側または下側に配置させる。
Next, the eleventh step will be described. Although it is a parallel operation with the tenth step, when assembling the three sets of
次に、第12の工程を説明する。各ユニットコア602を環状組立後に離間ティース部間の渡り線41を第1の絶縁用ボビンの内壁の外径側に設けた渡り線収納溝に配置させる。
Next, the twelfth process will be described. After each
次に、第13の工程を説明する。各U相、V相、W相の磁極片603dの巻線の巻き終わり線を図31に示した結線状態となるように、第1の絶縁用ボビンの外壁に設けた渡り線収納溝に巻線端末部を収納して中性点の結線処理を行う。さらに、中性点を導電板に接続する。 Next, the thirteenth process will be described. Wind the winding end line of each U-phase, V-phase, and W-phase pole piece 603d in the connecting wire storage groove provided on the outer wall of the first insulating bobbin so that the connection state shown in FIG. The line terminal part is housed and the neutral point is connected. Further, the neutral point is connected to the conductive plate.
本実施の形態6の回転電機の固定子は、離間ティース部632に対して渡り線41を繋げた状態で巻線を連続に行う場合にも、実施の形態1に示す効果が得られる。なお、本実施の形態6の回転電機の固定子においては、隣接ティース部632への渡り線44はない。
また8極12ティースの回転電機に限定されるわけではなく、同相内のティースのみを取り出して、離間するティースに対して連続に巻装するという場合にも使用することができる。
The effect of the stator of the rotating electrical machine of the sixth embodiment shown in the first embodiment can be obtained even when the winding is continuously performed with the connecting
Further, the present invention is not limited to the 8-pole 12-tooth rotating electric machine, and can be used also in the case where only the teeth in the same phase are taken out and continuously wound around the separated teeth.
以上説明したように、実施の形態6に係る8極12ティースの3相DCブラシレスモータの固定子では、ユニットコアを構成する磁極片に嵌合される絶縁用ボビンを備え、この絶縁用ボビンには外壁と内壁があり、内壁の外径側には渡り線を収納する渡り線収納溝が3箇所設けられ、内径側には渡り線保持用突起が設けられ、さら周方向に2箇所のスリットが設けられ、外壁には渡り線を収納する渡り線収納溝が設けられている構成としたものであるため、コア一体化後の渡り線配置作業の際に渡り線を外径側に移動させる作業を無くすことで作業性が向上し、固定子ターミナルなど別部品を追加する必要が無く、安価な回転電機の固定子を提供することができる効果がある。 As described above, the stator of the 8-pole 12-tooth three-phase DC brushless motor according to the sixth embodiment includes the insulating bobbin fitted to the magnetic pole pieces constituting the unit core, and the insulating bobbin includes Has an outer wall and an inner wall, and there are three connecting wire storage grooves for storing the connecting wire on the outer diameter side of the inner wall, and there are connecting wire holding projections on the inner diameter side, and two slits in the circumferential direction. And the outer wall is provided with a connecting wire storage groove for storing the connecting wire, so that the connecting wire is moved to the outer diameter side when the connecting wire is arranged after the core is integrated. By eliminating the work, workability is improved, and there is no need to add another part such as a stator terminal, and there is an effect that an inexpensive stator for a rotating electrical machine can be provided.
また、実施の形態6に係る8極12ティースの3相DCブラシレスモータの固定子の製造方法では、ユニットコアを構成する磁極片に嵌合される絶縁用ボビンを備え、この絶縁用ボビンには外壁と内壁があり、内壁の外径側には渡り線を収納する渡り線収納溝が3箇所設けられ、内径側には渡り線保持用突起が設けられ、さら周方向に2箇所のスリットが設けられ、外壁には渡り線を収納する渡り線収納溝が設けられている構成の回転電機の固定子に、鉄心保持治具およびフライヤから成る巻線機を使用して、所定の工程に従い各ユニットコアの磁極片に巻線を巻装することで、コア一体化後の渡り線配置作業の際に渡り線を外径側に移動させる作業を無くすことで作業性が向上し、固定子ターミナルなど別部品を追加する必要が無い、安価な回転電機の固定子を製造することが可能となる。 Further, in the method of manufacturing a stator for an 8-pole 12-tooth three-phase DC brushless motor according to the sixth embodiment, an insulating bobbin fitted to the magnetic pole piece constituting the unit core is provided. There are an outer wall and an inner wall. There are three connecting wire storage grooves on the outer diameter side of the inner wall to store the connecting wires, and there are connecting wire holding projections on the inner diameter side, and two slits in the circumferential direction. A winding machine comprising an iron core holding jig and a flyer is used for a stator of a rotating electric machine having a structure in which a jumper storage groove for storing a jumper wire is provided on the outer wall, and according to a predetermined process. By winding the winding around the pole piece of the unit core, the workability is improved by eliminating the work of moving the crossover wire to the outer diameter side during the work of placing the crossover wire after integrating the core. No need to add other parts It is possible to manufacture the stator of the rotating electric machine.
なお、本発明は、その発明の範囲内において、各実施の形態を自由に組み合わせたり、各実施の形態を適宜、変形、省略したりすることが可能である。 It should be noted that the present invention can be freely combined with each other within the scope of the invention, and each embodiment can be appropriately modified or omitted.
1,300,400,500,600 回転電機の固定子、
2,2a,2b,402,502,602 ユニットコア、
3,3a〜3d,403,403a,403b,503,503a,503b,503c,603,603a,603b,603c,603d 磁極片、
4 巻線、5,205,305 第1の絶縁用ボビン、6 第2の絶縁用ボビン、
7 巻線機、8 鉄心保持治具、9 フライヤ、25 絶縁用ボビン、
31,431,531,631 バックヨーク部、
32,432,532,632 ティース部、41,44 渡り線、
50,250,350 内壁、51,251,351 外壁、
52,252,352 巻枠、53,253,353 ティース嵌合部、
54,254,354 バックヨーク嵌合部、55,255,355 スリット、
56,256,356 渡り線収納溝、57,257,357 突起、
58,358 渡り線収納溝、59,259,359 凹部、60 内壁、61 外壁、
62 巻枠、63 ティース嵌合部、64 バックヨーク嵌合部、91 回転軸、
360 内径延長部、363 基板。
1,300,400,500,600 Stator of rotating electric machine,
2, 2a, 2b, 402, 502, 602 unit core,
3, 3a to 3d, 403, 403a, 403b, 503, 503a, 503b, 503c, 603, 603a, 603b, 603c, 603d
4 windings, 5, 205, 305 first insulating bobbin, 6 second insulating bobbin,
7 Winding machine, 8 Iron core holding jig, 9 Flyer, 25 Bobbin for insulation,
31,431,531,631 back yoke part,
32,432,532,632 teeth, 41,44 crossover,
50,250,350 inner wall, 51,251,351 outer wall,
52,252,352 winding frame, 53,253,353 teeth fitting part,
54,254,354 Back yoke fitting part, 55,255,355 slit,
56, 256, 356 Crossover storage groove, 57, 257, 357 Projection,
58, 358 Crossover storage groove, 59, 259, 359 recess, 60 inner wall, 61 outer wall,
62 reel, 63 teeth fitting part, 64 back yoke fitting part, 91 rotating shaft,
360 inner diameter extension, 363 substrate.
Claims (14)
前記磁極片に嵌合された第1の絶縁用ボビンと第2の絶縁用ボビンと、
前記第1の絶縁用ボビンと第2の絶縁用ボビンを介して前記ティース部に巻装された巻線とを備え、
前記第1の絶縁用ボビンは、外壁と内径寸法は前記磁極片のティース内径寸法より小さい内壁を有し、前記内壁の外径側には前記巻線の渡り線を収納する渡り線収納溝が設けられ、さらに前記内壁には周方向に渡り線を通すスリットを備え、さらに内径側に突出した突起を備え、
前記第2の絶縁用ボビンは、前記外壁と内径寸法は前記磁極片のティース内径寸法より大きい前記内壁を備えた構成で、
同一相の前記各磁極片の前記各ティース部に巻装された前記巻線は前記磁極片間の途中で切断されることなく引き回されており、
前記第1の絶縁用ボビンの前記内壁に備えた周方向に渡り線を通す前記スリットは2箇所であり、さらに内径側に突出した前記突起は前記2箇所のスリットの円周方向両端部側にそれぞれ設けられている回転電機の固定子。 A unit core composed of a pole piece having a split structure including a back yoke portion and a teeth portion protruding from the back yoke portion;
A first insulating bobbin and a second insulating bobbin fitted to the magnetic pole piece;
A winding wound around the teeth portion via the first insulating bobbin and the second insulating bobbin;
The first insulating bobbin has an outer wall and an inner wall whose inner diameter is smaller than a tooth inner diameter of the magnetic pole piece, and a jumper storage groove for storing a connecting wire of the winding is formed on the outer diameter side of the inner wall. Provided, further provided with a slit on the inner wall through the crossover in the circumferential direction, and further provided with a protrusion protruding toward the inner diameter side,
The second insulating bobbin has a configuration in which the outer wall and the inner wall are larger in inner diameter than the teeth inner diameter of the pole piece.
The winding wound around each tooth portion of each pole piece of the same phase is routed without being cut halfway between the pole pieces ,
There are two slits through which the connecting wire is provided in the circumferential direction provided on the inner wall of the first insulating bobbin, and the protrusions that protrude toward the inner diameter side are on both ends in the circumferential direction of the two slits. The stator of the rotating electric machine provided respectively .
前記磁極片に嵌合された第1の絶縁用ボビンと第2の絶縁用ボビンと、
前記第1の絶縁用ボビンと第2の絶縁用ボビンを介して前記ティース部に巻装された巻線とを備え、
前記第1の絶縁用ボビンは、外壁と内径寸法は前記磁極片のティース内径寸法より小さい内壁を有し、前記内壁の外径側には前記巻線の渡り線を収納する渡り線収納溝が設けられ、さらに前記内壁には周方向に渡り線を通すスリットを備え、さらに内径側に突出した突起を備え、
前記第2の絶縁用ボビンは、前記外壁と内径寸法は前記磁極片のティース内径寸法より大きい前記内壁を備えた構成で、
同一相の前記各磁極片の前記各ティース部に巻装された前記巻線は前記磁極片間の途中で切断されることなく引き回されており、
前記第1の絶縁用ボビンの前記内壁に設けられた前記巻線の渡り線を収納する前記渡り線収納溝は3段軸方向に設けられ、さらに前記内壁に備えた周方向に渡り線を通す前記スリットは2箇所であり、さらに内径側に突出した前記突起は前記スリット間に1個と前記スリットの円周方向両端部に軸方向に各2個である回転電機の固定子。 A unit core composed of a pole piece having a split structure including a back yoke portion and a teeth portion protruding from the back yoke portion;
A first insulating bobbin and a second insulating bobbin fitted to the magnetic pole piece;
A winding wound around the teeth portion via the first insulating bobbin and the second insulating bobbin;
The first insulating bobbin has an outer wall and an inner wall whose inner diameter is smaller than a tooth inner diameter of the magnetic pole piece, and a jumper storage groove for storing a connecting wire of the winding is formed on the outer diameter side of the inner wall. Provided, further provided with a slit on the inner wall through the crossover in the circumferential direction, and further provided with a protrusion protruding toward the inner diameter side,
The second insulating bobbin has a configuration in which the outer wall and the inner wall are larger in inner diameter than the teeth inner diameter of the pole piece.
The winding wound around each tooth portion of each pole piece of the same phase is routed without being cut halfway between the pole pieces,
The connecting wire storage groove for storing the connecting wire of the winding provided on the inner wall of the first insulating bobbin is provided in a three-stage axial direction, and further passes the connecting wire in the circumferential direction provided on the inner wall. the slit is two places, said protrusions stator 1 and Ru each 2 Kodea axially in the circumferential direction both end portions of the slit rotary electric machine between the slits further projecting radially inwardly.
前記内径延長部にセンサを有する基板を設置する構成とした請求項1から請求項6のいずれか1項に記載の回転電機の固定子。 An inner diameter extension is further provided at the axially lower end of the inner wall of the first insulating bobbin,
The stator for a rotating electrical machine according to any one of claims 1 to 6, wherein a substrate having a sensor is installed in the inner diameter extension portion.
前記磁極片に嵌合された第1の絶縁用ボビンと第2の絶縁用ボビンと、
前記第1の絶縁用ボビンと第2の絶縁用ボビンを介して前記ティース部に巻装された巻線とを備え、
前記第1の絶縁用ボビンは、外壁と内径寸法は前記磁極片のティース内径寸法より小さい内壁を有し、前記内壁の外径側には前記巻線の渡り線を収納する渡り線収納溝が3段軸方向に設けられ、さらに前記内壁には周方向に渡り線を通す2箇所のスリットを備え、さらに内径側に突出した突起を前記スリット間に1個と前記スリットの円周方向両端部に軸方向に各2個を備え、
前記第2の絶縁用ボビンは、前記外壁と内径寸法は前記磁極片のティース内径寸法より大きい前記内壁を備えた構成の回転電機の固定子と、
前記磁極片の積層方向に回転軸を持つ鉄心保持治具と、
前記鉄心保持治具の前記回転軸と直交する方向に配置された回転軸を中心に旋回し巻線を供給する巻線供給巻付用のフライヤとを備えた巻線装置を用い、
前記鉄心保持治具に第1、第2の2個1組の前記磁極片と、第3、第4の2個1組の前記磁極片を、第1、第2の前記磁極片については前記バックヨーク部の周方向端面同士が互いに隣接し、前記各ティース部同士がV字形に配置し、また第3、第4の前記磁極片については、第1、第2の前記磁極片に対して前記鉄心保持治具の前記回転軸を中心とした周方向に離間させた位置に、前記バックヨーク部の周方向端面同士が互いに隣接し、前記各ティース部同士がV字形に取り付けて配置する第1の工程と、
前記第1の磁極片の前記ティース部に前記フライヤにより前記巻線を巻装する第2の工程と、
前記巻線を切断することなく前記鉄心保持治具の回転によって前記第2の磁極片を前記フライヤに対向させる第3の工程と、
前記第2の磁極片の前記ティース部に前記フライヤにより前記巻線を巻装する第4の工程と、
前記巻線を切断することなく前記鉄心保持治具の回転によって前記第3の磁極片を前記フライヤに対向させ、前記離間ティース間の渡り線を所定長さ確保する第5の工程と、
前記第3の磁極片の前記ティース部に前記フライヤにより前記巻線を巻装する第6の工程と、
前記巻線を切断することなく前記鉄心保持治具の回転によって前記第4の磁極片を前記フライヤに対向させる第7の工程と、
前記第4の磁極片の前記ティース部に前記フライヤにより前記巻線を巻装する第8の工程と、
巻装した前記各ユニットコアを取り外し、互いに隣接する2個1組の前記各磁極片を円弧形状に変形する第9の工程と、
前記各工程を経た4個の前記磁極片を1組として、これを3の倍数組並べて環状に組み立てる第10の工程と、
この前記環状に組み立てる際に前記離間ティース間の前記渡り線を前記第1の絶縁用ボビンの前記内壁に設けた前記スリットを通し、前記内壁の内径側の前記突起の軸方向の上側または下側に配置させる第11の工程と、
環状組立後に前記離間ティース間の前記渡り線を前記第1の絶縁用ボビンの前記内壁の外径側に設けた前記渡り線収納溝に配置させる第12の工程と、
各相の巻線の巻き終わり線を中性点として接続する第13の工程
から成る回転電機の固定子の製造方法。 A unit core composed of a pole piece having a split structure including a back yoke portion and a teeth portion protruding from the back yoke portion;
A first insulating bobbin and a second insulating bobbin fitted to the magnetic pole piece;
A winding wound around the teeth portion via the first insulating bobbin and the second insulating bobbin;
The first insulating bobbin has an outer wall and an inner wall whose inner diameter is smaller than a tooth inner diameter of the magnetic pole piece, and a jumper storage groove for storing a connecting wire of the winding is formed on the outer diameter side of the inner wall. Provided in a three-stage axial direction, the inner wall is further provided with two slits through which a crossover is passed in the circumferential direction, and one protrusion protruding toward the inner diameter side between the slits and both ends in the circumferential direction of the slits With two each in the axial direction,
The second insulating bobbin includes a stator of a rotating electric machine having a configuration in which the outer wall and the inner wall are larger in inner diameter than the teeth inner diameter of the pole piece,
An iron core holding jig having a rotation axis in the stacking direction of the magnetic pole pieces;
Using a winding device provided with a winding supply winding flyer that turns around a rotating shaft arranged in a direction orthogonal to the rotating shaft of the iron core holding jig and supplies a winding.
The first and second sets of magnetic pole pieces, the third and fourth sets of magnetic pole pieces, and the first and second magnetic pole pieces are described above. The circumferential end surfaces of the back yoke portion are adjacent to each other, the teeth portions are arranged in a V shape, and the third and fourth magnetic pole pieces are the same as the first and second magnetic pole pieces. The circumferential end surfaces of the back yoke portions are adjacent to each other at positions spaced apart in the circumferential direction around the rotation axis of the iron core holding jig, and the teeth portions are attached in a V shape. 1 process,
A second step of winding the winding on the teeth portion of the first magnetic pole piece by the flyer;
A third step of causing the second magnetic pole piece to face the flyer by rotating the iron core holding jig without cutting the winding;
A fourth step of winding the winding on the teeth portion of the second magnetic pole piece by the flyer;
A fifth step of causing the third magnetic pole piece to face the flyer by rotating the iron core holding jig without cutting the winding, and ensuring a predetermined length of the connecting wire between the spaced teeth;
A sixth step of winding the winding by the flyer on the teeth portion of the third magnetic pole piece;
A seventh step of causing the fourth magnetic pole piece to face the flyer by rotating the iron core holding jig without cutting the winding;
An eighth step of winding the winding by the flyer on the teeth portion of the fourth pole piece;
A ninth step of removing each of the wound unit cores and transforming each pair of the magnetic pole pieces adjacent to each other into an arc shape;
A tenth step of assembling the four pole pieces that have undergone each of the steps as a set, and arranging them in multiples of 3 to form a ring;
When assembling the ring, the connecting wire between the spacing teeth passes through the slit provided in the inner wall of the first insulating bobbin, and the upper or lower side in the axial direction of the protrusion on the inner diameter side of the inner wall An eleventh step to be arranged in
A twelfth step of arranging the connecting wire between the spaced apart teeth in the connecting wire storing groove provided on the outer diameter side of the inner wall of the first insulating bobbin after annular assembly;
A method of manufacturing a stator of a rotating electrical machine, comprising a thirteenth step of connecting winding end wires of respective phases as neutral points.
前記第3の工程、第5の工程、第7の工程、第13の工程に、前記第1の絶縁用ボビンの前記外壁に設けた前記渡り線収納溝に前記渡り線を沿わせて収納する手順を追加した
請求項9に記載の回転電機の固定子の製造方法。 The stator of the rotating electrical machine is further provided with two steps of crossover housing grooves in the axial direction on the outer wall of the first insulating bobbin,
In the third step, the fifth step, the seventh step, and the thirteenth step, the crossover wires are stored along the crossover storage grooves provided on the outer wall of the first insulating bobbin. The method for manufacturing a stator for a rotating electrical machine according to claim 9, wherein a procedure is added.
前記磁極片に嵌合された第1の絶縁用ボビンと第2の絶縁用ボビンと、
前記第1の絶縁用ボビンと第2の絶縁用ボビンを介して前記ティース部に巻装された巻線とを備え、
前記第1の絶縁用ボビンは、外壁と内径寸法は前記磁極片のティース内径寸法より小さい内壁を有し、前記内壁の外径側には前記巻線の渡り線を収納する渡り線収納溝が3段軸方向に設けられ、さらに前記内壁には周方向に渡り線を通す2箇所のスリットを備え、さらに内径側に突出した突起を前記スリット間に1個と前記スリットの円周方向両端部に軸方向に各2個を備え、さらに前記外壁に渡り線収納溝を軸方向に2段設け、
前記第2の絶縁用ボビンは、前記外壁と内径寸法は前記磁極片のティース内径寸法より大きい前記内壁を備えた構成の回転電機の固定子と、
前記磁極片の積層方向に回転軸を持つ鉄心保持治具と、
前記鉄心保持治具の前記回転軸と直交する方向に配置された回転軸を中心に旋回し巻線を供給する巻線供給巻付用のフライヤとを備えた巻線装置を用い、
前記鉄心保持治具に第1〜第nのn個(n=2以上の整数)1組の前記磁極片を前記鉄心保持治具の中心に対して略点対称位置または同一角度間隔位置となるように配置する第1の工程と、
前記第1の磁極片の前記ティース部に前記フライヤにより前記巻線を巻装する第2の工程と、
前記巻線を切断することなく前記鉄心保持治具の回転によって前記第2の磁極片を前記フライヤに対向させ、離間ティース間の渡り線を所定長さ確保する第3の工程と、
前記第2の磁極片の前記ティース部に前記フライヤにより前記巻線を巻装する第4の工程と、
nが3以上の場合は、前記第3の工程および前記第4の工程を第3〜第nの磁極片に対して実施する第5の工程と、
前記巻線を巻装した前記各ユニットコアを前記鉄心保持治具から取り外し、前記ティース部を円弧状となるように配置する第6の工程と、
前記各工程を経たn個の前記磁極片を1組として、これを3の倍数組並べて環状に組み立てる第7の工程と、
この前記環状に組み立てる際に前記離間ティース間の前記渡り線を前記第1の絶縁用ボビンの前記内壁に設けた前記スリットを通し、前記内壁の内径側の前記突起の軸方向の上側または下側に配置させる第8の工程と、
環状組立後に前記離間ティース間の前記渡り線を前記第1の絶縁用ボビンの前記内壁の外径側に設けた前記渡り線収納溝に配置させる第9の工程と、
各相の巻き終わり線を前記第1の絶縁用ボビンの前記外壁に設けた前記渡り線収納溝に巻線端末部を収納して中性点の結線処理を行う第10の工程と、
から成る回転電機の固定子の製造方法。 A unit core composed of a pole piece having a split structure including a back yoke portion and a teeth portion protruding from the back yoke portion;
A first insulating bobbin and a second insulating bobbin fitted to the magnetic pole piece;
A winding wound around the teeth portion via the first insulating bobbin and the second insulating bobbin;
The first insulating bobbin has an outer wall and an inner wall whose inner diameter is smaller than a tooth inner diameter of the magnetic pole piece, and a jumper storage groove for storing a connecting wire of the winding is formed on the outer diameter side of the inner wall. Provided in a three-stage axial direction, the inner wall is further provided with two slits through which a crossover is passed in the circumferential direction, and one protrusion protruding toward the inner diameter side between the slits and both ends in the circumferential direction of the slits Are provided with two each in the axial direction, and further provided with two steps in the axial direction in the crossover groove on the outer wall,
The second insulating bobbin includes a stator of a rotating electric machine having a configuration in which the outer wall and the inner wall are larger in inner diameter than the teeth inner diameter of the pole piece,
An iron core holding jig having a rotation axis in the stacking direction of the magnetic pole pieces;
Using a winding device provided with a winding supply winding flyer that turns around a rotating shaft arranged in a direction orthogonal to the rotating shaft of the iron core holding jig and supplies a winding.
The first to n-th n (n = 2 or larger integer) sets of the magnetic pole pieces on the iron core holding jig are substantially point-symmetrical or at the same angular interval with respect to the center of the iron core holding jig. A first step of arranging
A second step of winding the winding on the teeth portion of the first magnetic pole piece by the flyer;
A third step of causing the second magnetic pole piece to face the flyer by rotating the iron core holding jig without cutting the winding, and ensuring a predetermined length of the connecting wire between the spaced teeth;
A fourth step of winding the winding on the teeth portion of the second magnetic pole piece by the flyer;
when n is 3 or more, a fifth step of performing the third step and the fourth step on the third to n-th pole pieces;
A sixth step of removing each unit core around which the winding is wound from the iron core holding jig, and arranging the teeth portion so as to have an arc shape;
A seventh step in which n pieces of the magnetic pole pieces that have undergone each of the steps are set as one set, and multiple sets of the magnetic pole pieces are arranged in a ring shape;
When assembling the ring, the connecting wire between the spacing teeth passes through the slit provided in the inner wall of the first insulating bobbin, and the upper or lower side in the axial direction of the protrusion on the inner diameter side of the inner wall An eighth step of arranging
A ninth step of arranging the connecting wire between the spaced teeth after annular assembly in the connecting wire storage groove provided on the outer diameter side of the inner wall of the first insulating bobbin;
A tenth step in which a winding end portion is housed in the connecting wire housing groove provided on the outer wall of the first insulating bobbin for the winding end line of each phase and the neutral point is connected;
The manufacturing method of the stator of the rotary electric machine which consists of.
前記磁極片に嵌合された第1の絶縁用ボビンと第2の絶縁用ボビンと、A first insulating bobbin and a second insulating bobbin fitted to the magnetic pole piece;
前記第1の絶縁用ボビンと第2の絶縁用ボビンを介して前記ティース部に巻装された巻線とを備え、A winding wound around the teeth portion via the first insulating bobbin and the second insulating bobbin;
前記第1の絶縁用ボビンは、外壁と内径寸法は前記磁極片のティース内径寸法より小さい内壁を有し、前記内壁の外径側には前記巻線の渡り線を収納する渡り線収納溝が設けられ、さらに前記内壁には周方向に渡り線を通すスリットを備え、さらに内径側に突出した突起を備え、The first insulating bobbin has an outer wall and an inner wall whose inner diameter is smaller than a tooth inner diameter of the magnetic pole piece, and a jumper storage groove for storing a connecting wire of the winding is formed on the outer diameter side of the inner wall. Provided, further provided with a slit on the inner wall through the crossover in the circumferential direction, and further provided with a protrusion protruding toward the inner diameter side,
前記第2の絶縁用ボビンは、前記外壁と内径寸法は前記磁極片のティース内径寸法より大きい前記内壁を備えた構成で、The second insulating bobbin has a configuration in which the outer wall and the inner wall are larger in inner diameter than the teeth inner diameter of the pole piece.
同一相の前記各磁極片の前記各ティース部に巻装された前記巻線は前記磁極片間の途中で切断されることなく引き回されており、The winding wound around each tooth portion of each pole piece of the same phase is routed without being cut halfway between the pole pieces,
前記第1の絶縁用ボビンの前記内壁に備えた周方向に渡り線を通す前記スリットは2箇所であり、さらに内径側に突出した前記突起は前記2箇所のスリットの円周方向両端部側にそれぞれ設けられている回転電機の固定子と、There are two slits through which the connecting wire is provided in the circumferential direction provided on the inner wall of the first insulating bobbin, and the protrusions that protrude toward the inner diameter side are on both ends in the circumferential direction of the two slits. A rotating electric machine stator provided respectively;
前記磁極片の積層方向に回転軸を持つ鉄心保持治具と、An iron core holding jig having a rotation axis in the stacking direction of the magnetic pole pieces;
前記鉄心保持治具の前記回転軸と直交する方向に配置された回転軸を中心に旋回し巻線を供給する巻線供給巻付用のフライヤとを備えた巻線装置を用い、Using a winding device provided with a winding supply winding flyer that turns around a rotating shaft arranged in a direction orthogonal to the rotating shaft of the iron core holding jig and supplies a winding.
前記鉄心保持治具に第1、第2の2個1組の前記磁極片と、第3、第4の2個1組の前記磁極片を、第1、第2の前記磁極片については前記バックヨーク部の周方向端面同士が互いに隣接し、前記各ティース部同士がV字形に配置し、また第3、第4の前記磁極片については、第1、第2の前記磁極片に対して前記鉄心保持治具の前記回転軸を中心とした周方向に離間させた位置に、前記バックヨーク部の周方向端面同士が互いに隣接し、前記各ティース部同士がV字形に取り付けて配置する第1の工程と、The first and second sets of magnetic pole pieces, the third and fourth sets of magnetic pole pieces, and the first and second magnetic pole pieces are described above. The circumferential end surfaces of the back yoke portion are adjacent to each other, the teeth portions are arranged in a V shape, and the third and fourth magnetic pole pieces are the same as the first and second magnetic pole pieces. The circumferential end surfaces of the back yoke portions are adjacent to each other at positions spaced apart in the circumferential direction around the rotation axis of the iron core holding jig, and the teeth portions are attached in a V shape. 1 process,
前記第1の磁極片の前記ティース部に前記フライヤにより前記巻線を巻装する第2の工程と、A second step of winding the winding on the teeth portion of the first magnetic pole piece by the flyer;
前記巻線を切断することなく前記鉄心保持治具の回転によって前記第2の磁極片を前記フライヤに対向させる第3の工程と、A third step of causing the second magnetic pole piece to face the flyer by rotating the iron core holding jig without cutting the winding;
前記第2の磁極片の前記ティース部に前記フライヤにより前記巻線を巻装する第4の工程と、A fourth step of winding the winding on the teeth portion of the second magnetic pole piece by the flyer;
前記巻線を切断することなく前記鉄心保持治具の回転によって前記第3の磁極片を前記フライヤに対向させ、前記離間ティース間の渡り線を所定長さ確保する第5の工程と、A fifth step of causing the third magnetic pole piece to face the flyer by rotating the iron core holding jig without cutting the winding, and ensuring a predetermined length of the connecting wire between the spaced teeth;
前記第3の磁極片の前記ティース部に前記フライヤにより前記巻線を巻装する第6の工程と、A sixth step of winding the winding by the flyer on the teeth portion of the third magnetic pole piece;
前記巻線を切断することなく前記鉄心保持治具の回転によって前記第4の磁極片を前記フライヤに対向させる第7の工程と、A seventh step of causing the fourth magnetic pole piece to face the flyer by rotating the iron core holding jig without cutting the winding;
前記第4の磁極片の前記ティース部に前記フライヤにより前記巻線を巻装する第8の工程と、An eighth step of winding the winding by the flyer on the teeth portion of the fourth pole piece;
巻装した前記各ユニットコアを取り外し、互いに隣接する2個1組の前記各磁極片を円弧形状に変形する第9の工程と、A ninth step of removing each of the wound unit cores and transforming each pair of the magnetic pole pieces adjacent to each other into an arc shape;
前記各工程を経た4個の前記磁極片を1組として、これを3の倍数組並べて環状に組み立てる第10の工程と、A tenth step of assembling the four pole pieces that have undergone each of the steps as a set, and arranging them in multiples of 3 to form a ring;
この前記環状に組み立てる際に前記離間ティース間の前記渡り線を前記第1の絶縁用ボビンの前記内壁に設けた前記スリットを通し、前記内壁の内径側の前記突起の軸方向の上側または下側に配置させる第11の工程と、When assembling the ring, the connecting wire between the spacing teeth passes through the slit provided on the inner wall of the first insulating bobbin, and the upper or lower side in the axial direction of the protrusion on the inner diameter side of the inner wall An eleventh step to be arranged in
環状組立後に前記離間ティース間の前記渡り線を前記第1の絶縁用ボビンの前記内壁の外径側に設けた前記渡り線収納溝に配置させる第12の工程と、A twelfth step of arranging the connecting wire between the spaced apart teeth in the connecting wire storing groove provided on the outer diameter side of the inner wall of the first insulating bobbin after annular assembly;
から成る回転電機の固定子の製造方法。The manufacturing method of the stator of the rotary electric machine which consists of.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012049216A JP5705153B2 (en) | 2012-03-06 | 2012-03-06 | Rotating electric machine stator and rotating electric machine stator manufacturing method |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012049216A JP5705153B2 (en) | 2012-03-06 | 2012-03-06 | Rotating electric machine stator and rotating electric machine stator manufacturing method |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2013187942A JP2013187942A (en) | 2013-09-19 |
| JP2013187942A5 JP2013187942A5 (en) | 2013-11-28 |
| JP5705153B2 true JP5705153B2 (en) | 2015-04-22 |
Family
ID=49388962
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012049216A Active JP5705153B2 (en) | 2012-03-06 | 2012-03-06 | Rotating electric machine stator and rotating electric machine stator manufacturing method |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5705153B2 (en) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6257488B2 (en) * | 2014-09-26 | 2018-01-10 | 三菱電機株式会社 | Rotating electric machine stator |
| CN109245376A (en) * | 2018-10-31 | 2019-01-18 | 东莞市安域实业有限公司 | Motor with integrated produced by insert molding hardware plastic parts |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002218720A (en) * | 2001-01-23 | 2002-08-02 | Mitsubishi Electric Corp | Manufacturing method for molded motor, molded motor, and molding die for the molded motor |
| JP4440224B2 (en) * | 2006-02-27 | 2010-03-24 | 三菱電機株式会社 | Electric motor and ventilation fan using the same |
| JP2007318987A (en) * | 2006-04-28 | 2007-12-06 | Nippon Densan Corp | Motor and pump comprising magnetic sensor, method of manufacturing stator, and manufacturing method of motor and pump |
| JP5405880B2 (en) * | 2009-04-10 | 2014-02-05 | 三菱電機株式会社 | Stator and rotating electric machine using the same |
| JP2011172430A (en) * | 2010-02-22 | 2011-09-01 | Denso Corp | Rotary electric machine and method of manufacturing the same |
-
2012
- 2012-03-06 JP JP2012049216A patent/JP5705153B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2013187942A (en) | 2013-09-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4486678B2 (en) | Rotating motor armature, rotating motor and manufacturing method thereof | |
| JP5356897B2 (en) | Rotating electric machine and manufacturing method thereof | |
| JP5405880B2 (en) | Stator and rotating electric machine using the same | |
| JP6247595B2 (en) | Armature, armature manufacturing method, rotating electric machine, rotating electric machine manufacturing method | |
| JP5390915B2 (en) | Manufacturing method of stator for rotating electric machine | |
| US9197103B2 (en) | Stator core for electric rotary apparatus | |
| JP2013211956A (en) | Rotary electric machine | |
| EP2738916B1 (en) | Stator of an electric motor comprising a coil insulation | |
| WO2017110419A1 (en) | Rotating electrical machine | |
| JP5626758B2 (en) | Stator | |
| WO2020174817A1 (en) | Dynamo-electric machine stator, dynamo-electric machine, method for manufacturing dynamo-electric machine stator, and method for manufacturing dynamo-electric machine | |
| JP6334823B2 (en) | Stator for rotating electrical machine, rotating electrical machine, method for manufacturing stator for rotating electrical machine, method for manufacturing rotating electrical machine | |
| JP5645998B2 (en) | Manufacturing method of stator for rotating electric machine | |
| JP2008125212A (en) | Dynamo-electric machine and its manufacturing method | |
| JP5473045B2 (en) | Stator and motor | |
| JP5705153B2 (en) | Rotating electric machine stator and rotating electric machine stator manufacturing method | |
| JP5453913B2 (en) | Rotating electric machine | |
| JP5773963B2 (en) | Electric motor stator and electric motor | |
| JP2009118636A (en) | Dynamo-electric machine and manufacturing method of dynamo-electric machine | |
| JP2010183660A (en) | Stator, brushless motor, method of manufacturing the stator, and method of manufacturing the brushless motor | |
| JP2015220878A (en) | Stator of rotary electric machine, stator core, and manufacturing method for stator | |
| JP5511254B2 (en) | Motor stator | |
| JP5036442B2 (en) | Stator and stator manufacturing method | |
| JP5909790B2 (en) | Rotating electric machine, rotating electric stator and vehicle | |
| WO2014157621A1 (en) | Stator structure |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20131009 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20131009 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140821 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140902 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20141015 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150127 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150224 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5705153 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |