JP5652178B2 - Exterior materials for lithium-ion batteries - Google Patents
Exterior materials for lithium-ion batteries Download PDFInfo
- Publication number
- JP5652178B2 JP5652178B2 JP2010274937A JP2010274937A JP5652178B2 JP 5652178 B2 JP5652178 B2 JP 5652178B2 JP 2010274937 A JP2010274937 A JP 2010274937A JP 2010274937 A JP2010274937 A JP 2010274937A JP 5652178 B2 JP5652178 B2 JP 5652178B2
- Authority
- JP
- Japan
- Prior art keywords
- layer
- acid
- treatment
- corrosion prevention
- aluminum foil
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images

Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
Description
本発明は、リチウムイオン電池用外装材に関する。 The present invention relates to a packaging material for a lithium ion battery.
パソコン、携帯電話などの携帯端末装置、ビデオカメラ、衛星などに用いられる電池として、超薄型化、小型化が可能なリチウムイオン電池が盛んに開発されている。また、リチウムイオン電池は、環境に対する負荷が小さいハイブリッド車、電気自動車などのバッテリーとしても注目されている。 BACKGROUND ART Lithium ion batteries that can be made ultra-thin and miniaturized have been actively developed as batteries used in portable terminal devices such as personal computers and mobile phones, video cameras, and satellites. Lithium ion batteries are also attracting attention as batteries for hybrid vehicles, electric vehicles, and the like that have a low environmental impact.
リチウムイオン電池における電池セルや電解液などを収容するリチウムイオン電池用外装材(以下、単に「外装材」ということがある。)としては、従来、金属製の缶が使用されていたが、軽量で放熱性が高く、低コストであり、かつ電池の形状を自由に選択できるという利点から、多層フィルム(例えば、耐熱性基材層/アルミニウム箔層/熱融着性フィルム層のような構成)からなる外装材が広く使用されるようになっている。多層フィルムからなる外装材を使用したリチウムイオン電池は、外装材を袋状とした状態、または冷間成形により凹部を形成した状態で、その内部に電池内容物を収容して熱封止することで形成される。
リチウムイオン電池の外装材として使用される多層フィルムは、一般的に内部にアルミニウム箔層が設けられており、該多層フィルムを使用した電池は、アルミラミネートタイプのリチウムイオン電池と呼ばれる。
Conventionally, metal cans have been used as exterior materials for lithium ion batteries (hereinafter simply referred to as “exterior materials”) that contain battery cells, electrolytes, and the like in lithium ion batteries. Multi-layer film (for example, a structure such as a heat-resistant substrate layer / aluminum foil layer / a heat-fusible film layer) from the advantages of high heat dissipation, low cost, and the ability to freely select the shape of the battery. An exterior material made of is widely used. Lithium-ion batteries that use outer packaging materials made of multilayer films must be heat sealed by containing the battery contents inside the outer packaging material in the form of a bag or in the state where recesses are formed by cold forming. Formed with.
A multilayer film used as an outer packaging material of a lithium ion battery is generally provided with an aluminum foil layer therein, and a battery using the multilayer film is called an aluminum laminate type lithium ion battery.
リチウムイオン電池の電解液は、炭酸プロピレン、炭酸エチレン、炭酸ジメチル、炭酸ジエチル、炭酸エチルメチルなどの非プロトン性の溶媒と電解質から構成される。また、電解質であるリチウム塩としてはLiPF6、LiBF4などの塩が用いられる。しかし、これらの塩は水分による加水分解反応によりフッ酸を発生するため、電池セルの金属面の腐食や多層フィルムの各層間のラミネート強度の低下を引き起こすことがある。アルミラミネートタイプのリチウムイオン電池では、外装材である多層フィルムにアルミニウム箔層が設けられることで、多層フィルムの表面から電池内に水分が浸入することを防止している。 The electrolyte of the lithium ion battery is composed of an aprotic solvent such as propylene carbonate, ethylene carbonate, dimethyl carbonate, diethyl carbonate, and ethyl methyl carbonate, and an electrolyte. Further, as a lithium salt that is an electrolyte, a salt such as LiPF 6 or LiBF 4 is used. However, these salts generate hydrofluoric acid by a hydrolysis reaction due to moisture, and may cause corrosion of the metal surface of the battery cell and a decrease in laminate strength between the layers of the multilayer film. In an aluminum laminate type lithium ion battery, an aluminum foil layer is provided on a multilayer film as an exterior material, thereby preventing moisture from entering the battery from the surface of the multilayer film.
一方、リチウムイオン電池が小型化できる理由としては、エネルギー密度が高いことが挙げられる。リチウムイオン電池のエネルギー密度の高さは、電池内への電池セルおよび電解液の内包量で決まり、その内包量は、外装材を電池形状に深絞り成形する際の成形深さに依存する。一般的に金型によって行われる外装材の深絞り成形では、成形深さが深すぎると、延伸した部分にクラックやピンホールが発生するため、電池としての信頼性が失われる。したがって、クラックやピンホールを抑制して電池としての信頼性を保ちつつ、いかに成形深さを深くしてエネルギー密度を高めるかが重要である。
また、リチウムイオン電池の製造においては、品質管理のため、外装材の外表面にインクジェットなどの手法によりバーコードを印字し、ロットトレースが行われている。そのため、外装材には、外表面のバーコード印字性が良好であることも求められる。
On the other hand, the reason why the lithium ion battery can be miniaturized is that the energy density is high. The high energy density of a lithium ion battery is determined by the amount of battery cells and electrolyte contained in the battery, and the amount of inclusion depends on the molding depth when the exterior material is deep-drawn into a battery shape. In the deep drawing of an exterior material generally performed by a mold, if the molding depth is too deep, cracks and pinholes are generated in the stretched portion, and the reliability as a battery is lost. Therefore, it is important how to increase the energy density by increasing the molding depth while maintaining the reliability of the battery by suppressing cracks and pinholes.
Moreover, in the manufacture of lithium ion batteries, for quality control, a barcode is printed on the outer surface of the exterior material by a technique such as inkjet, and lot tracing is performed. Therefore, the exterior material is also required to have good barcode printability on the outer surface.
外装材の成形性には、冷間成形用金型に対する外装材の滑り性が影響することが知られている。そこで、滑り性を向上させた外装材として、以下に示す外装材(1)〜(3)が示されている。
(1)基材層である二軸延伸ポリエステルフィルム層の外側の表面にシリコーン処理を施し、該表面の動摩擦係数を0.3以下とした外装材(特許文献1)。
(2)所定量のスリップ剤をシーラント層を形成するフィルムに添加し、外装材製造時におけるラミネート後、エージングの温度と時間を制御することで、アルミニウムとの密着性能を高めつつ、スリップ剤をブリードアウトさせて滑り性を発現させた外装材(特許文献2)。
(3)少なくとも基材層の表面に、脂肪酸アマイド系のスリップ剤をコーティングまたは噴霧した外装材(特許文献3、4)。
It is known that the formability of the exterior material is affected by the slipperiness of the exterior material with respect to the cold forming mold. Therefore, the following exterior materials (1) to (3) are shown as exterior materials with improved slipperiness.
(1) An exterior material in which the outer surface of a biaxially stretched polyester film layer that is a base material layer is subjected to silicone treatment, and the dynamic friction coefficient of the surface is 0.3 or less (Patent Document 1).
(2) A predetermined amount of slip agent is added to the film that forms the sealant layer, and after lamination during the production of the exterior material, the aging temperature and time are controlled to improve the adhesion performance with aluminum, An exterior material that has been bleed out to exhibit slipperiness (Patent Document 2).
(3) An exterior material obtained by coating or spraying a fatty acid amide-based slip agent on at least the surface of the base material layer (Patent Documents 3 and 4).
しかし、外装材(1)〜(3)では、優れた成形性とバーコード印字性を両立させることが困難である。 However, in the exterior materials (1) to (3), it is difficult to achieve both excellent formability and barcode printing properties.
本発明は、優れた成形性と、良好なバーコード印字性を兼ね備えたリチウムイオン電池用外装材の提供を目的とする。 An object of this invention is to provide the exterior material for lithium ion batteries which has the outstanding moldability and favorable barcode printing property.
本発明者らは、前記課題を解決するべく鋭意検討した結果、基材層の静摩擦係数(μs−A)とシーラント層の静摩擦係数(μs−B)を特定の範囲内に制御することで、優れた成形性と、良好なバーコード印字性が得られることを見出した。本発明は、前記課題を解決するために以下の構成を採用した。 As a result of intensive studies to solve the above problems, the present inventors have controlled the static friction coefficient (μs-A) of the base material layer and the static friction coefficient (μs-B) of the sealant layer within a specific range, It has been found that excellent moldability and good bar code printability can be obtained. The present invention employs the following configuration in order to solve the above problems.
[1]基材層の一方の面に、第1接着層、少なくとも片面に腐食防止処理層を設けたアルミニウム箔層、第2接着層およびシーラント層が順次積層されたリチウムイオン電池用外装材であって、
前記基材層の外側の表面の静摩擦係数(μs−A)が0.1〜0.25であり、前記シーラント層の外側の表面の静摩擦係数(μs−B)が0.1〜0.5であり、かつ前記基材層の外側の表面の静摩擦係数(μs−A)と前記シーラント層の外側の表面の静摩擦係数(μs−B)との比(μs−A/μs−B)が0.8〜1.2であることを特徴とするリチウムイオン電池用外装材。
[2]前記基材層の外側の表面に1〜20mg/m2の割合でスリップ剤が付与され、前記シーラント層の外側の表面に1〜20mg/m2の割合でスリップ剤が付与された、[1]に記載のリチウムイオン電池用外装材。
[3]前記腐食防止処理層が、希土類元素系酸化物ゾルからなる層に、アニオン性ポリマーおよび該アニオン性ポリマーを架橋させる架橋剤を含む混合物を含有する層、またはカチオン性ポリマーおよび該カチオン性ポリマーを架橋させる架橋剤を含む混合物を含有する層の少なくとも一方を積層した多層構造である、[1]または[2]に記載のリチウムイオン電池用外装材。
[1] An exterior material for a lithium ion battery in which a first adhesive layer, an aluminum foil layer provided with a corrosion prevention treatment layer on at least one surface, a second adhesive layer, and a sealant layer are sequentially laminated on one surface of the base material layer. There,
The static friction coefficient (μs-A) of the outer surface of the base material layer is 0.1 to 0.25, and the static friction coefficient (μs-B) of the outer surface of the sealant layer is 0.1 to 0.5. der is, and the ratio of the static friction coefficient of the outer surface of the base layer coefficient of static friction of the outer surface of the (μs-a) and the sealant layer (μs-B) (μs- a / μs-B) is A packaging material for a lithium ion battery, characterized by being 0.8 to 1.2 .
[2 ] A slip agent was applied to the outer surface of the base material layer at a rate of 1 to 20 mg / m 2 , and a slip agent was applied to the outer surface of the sealant layer at a rate of 1 to 20 mg / m 2 . [1 ] A packaging material for a lithium ion battery according to [1 ] .
[ 3 ] The corrosion prevention treatment layer is a layer comprising a rare earth element-based oxide sol containing a mixture containing an anionic polymer and a crosslinking agent for crosslinking the anionic polymer, or a cationic polymer and the cationic The packaging material for a lithium ion battery according to [1] or [2] , which has a multilayer structure in which at least one of layers containing a mixture containing a crosslinking agent that crosslinks a polymer is laminated.
本発明のリチウムイオン電池用外装材は、優れた成形性と、良好なバーコード印字性を兼ね備えている。 The outer packaging material for a lithium ion battery of the present invention has both excellent moldability and good bar code printability.
以下、本発明の外装材の一例を示して詳細に説明する。
本実施形態のリチウムイオン電池用外装材1(以下、「外装材1」という。)は、図1に示すように、基材層11の一方の面に、第1接着層12、アルミニウム箔層13、腐食防止処理層14、第2接着層15およびシーラント層16が順次積層されている。
Hereinafter, an example of the exterior material of the present invention will be described in detail.
As shown in FIG. 1, a lithium ion battery exterior material 1 (hereinafter referred to as “exterior material 1”) of the present embodiment has a first
外装材1は、基材層11の外側の表面、すなわち電池製造時の最外面の静摩擦係数(μs−A)が0.1〜0.25で、シーラント層16の外側の面、すなわち電池製造時の最内面の静摩擦係数(μs−B)が0.1〜0.5であることを特徴とする。
静摩擦係数(μs−A)が0.1以上であれば、静摩擦係数を測定しやすく、制御が容易になる。静摩擦係数(μs−A)が0.25以下であれば、基材層11表面の滑り性が充分に得られ、優れた成形性が得られる。
静摩擦係数(μs−B)が0.1以上であれば、静摩擦係数を測定しやすく、制御が容易になる。静摩擦係数(μs−B)が0.5以下であれば、シーラント層16表面の滑り性が充分に得られ、優れた成形性が得られる。
なお、本発明における静摩擦係数は、JIS−P8147に準拠して測定される静摩擦係数である。
The exterior material 1 has a static friction coefficient (μs-A) of 0.1 to 0.25 on the outer surface of the
If the static friction coefficient (μs-A) is 0.1 or more, it is easy to measure the static friction coefficient and control becomes easy. If the coefficient of static friction (μs-A) is 0.25 or less, the surface of the
If the static friction coefficient (μs-B) is 0.1 or more, it is easy to measure the static friction coefficient and control becomes easy. When the coefficient of static friction (μs-B) is 0.5 or less, the slipperiness of the surface of the
In addition, the static friction coefficient in this invention is a static friction coefficient measured based on JIS-P8147.
外装材1における前記静摩擦係数(μs−A)と静摩擦係数(μs−B)との比(μs−A/μs−B)は、0.33〜2.4が好ましく、0.8〜1.2がより好ましい。前記比(μs−A/μs−B)が前記範囲内であれば、優れた成形性が得られる。 The ratio (μs-A / μs-B) of the static friction coefficient (μs-A) to the static friction coefficient (μs-B) in the exterior material 1 is preferably 0.33 to 2.4, and 0.8 to 1. 2 is more preferable. If the ratio (μs-A / μs-B) is within the above range, excellent moldability can be obtained.
外装材1における最外面の静摩擦係数(μs−A)と最内面の静摩擦係数(μs−B)を調整する方法としては、基材層11やシーラント層16の表面にスリップ剤を塗布する方法、または基材層11やシーラント層16にスリップ剤を配合し、ブリードアウトさせる方法が好ましく、基材層11やシーラント層16の表面にスリップ剤を塗布する方法がより好ましい。
As a method of adjusting the static friction coefficient (μs-A) of the outermost surface and the static friction coefficient (μs-B) of the outermost surface in the exterior material 1, a method of applying a slip agent to the surface of the
基材層11の外側の表面のスリップ剤量は、1〜20mg/m2が好ましく、5〜15mg/m2がより好ましい。基材層11表面のスリップ剤量が前記範囲の下限値以上であれば、前記静摩擦係数(μs−A)がより小さくなって充分な滑り性が得られやすく、成形性が向上する。基材層11表面のスリップ剤量が前記範囲の上限値以下であれば、基材層11表面の前記静摩擦係数(μs−A)がより大きくなってバーコード印字性が向上する。
シーラント層16の外側の表面のスリップ剤量は、1〜20mg/m2が好ましく、5〜15mg/m2がより好ましい。シーラント層16表面のスリップ剤量が前記範囲の上限値以下であれば、前記静摩擦係数(μs−B)がより小さくなって充分な滑り性が得られやすく、成形性が向上する。シーラント層16表面のスリップ剤量が前記範囲の上限値以下であれば、工程汚染を抑制しやすい。
なお、基材層11、シーラント層16の表面のスリップ剤量は、表面の面積94.985cm2に対して5mLのクロロホルムで1分間抽出操作を行った後、該クロロホルムに抽出されたスリップ剤の量をGC−MSにより測定し、事前に作成した検量線を利用して算出した。
Slip agents of the outer surface of the
Slip agents of the outer surface of the
The amount of slip agent on the surface of the
(基材層11)
基材層11は、リチウムイオン電池を製造する際のシール工程における耐熱性を付与し、加工や流通の際に起こりうるピンホールの発生を抑制する役割を果たす。
基材層11としては、例えば、ポリエステルフィルム、ポリアミドフィルム、ポリプロピレンフィルムの延伸または未延伸フィルムからなる層が挙げられる。なかでも、成形性、耐熱性、耐ピンホール性、絶縁性を向上させる点から、延伸ポリアミドフィルム、延伸ポリエステルフィルムからなる層が好ましい。
基材層11は、単層であってもよく、複数層であってもよい。
(Base material layer 11)
The
Examples of the
The
基材層11には、スリップ剤、アンチブロッキング剤などの添加剤を配合してもよい。
スリップ剤としては、例えば、オレイン酸アミド、エルカ酸アミド、ステアリン酸アミド、ベヘニン酸アミド、エチレンビスオレイン酸アミド、エチレンビスエルカ酸アミドなどの脂肪酸アミド、シリコーン、高分子ワックスなどが挙げられる。
アンチブロッキング剤としては、シリカなどの各種フィラー系のものが好ましい。
スリップ剤やアンチブロッキング剤は、1種単独で用いてもよく、2種以上を併用してもよい。
You may mix | blend additives, such as a slip agent and an antiblocking agent, with the
Examples of the slip agent include fatty acid amides such as oleic acid amide, erucic acid amide, stearic acid amide, behenic acid amide, ethylene bisoleic acid amide, and ethylene biserucic acid amide, silicone, and polymer wax.
As the antiblocking agent, those of various fillers such as silica are preferable.
A slip agent and an antiblocking agent may be used individually by 1 type, and may use 2 or more types together.
基材層11の厚みは、6〜40μmが好ましく、10〜25μmがより好ましい。基材層11の厚みが6μm以上であれば、耐熱性、耐ピンホール性、絶縁性が向上する。基材層11の厚みが40μm以下であれば、成形性が向上する。前記厚みは、基材層11が多層フィルムである場合、その全体の厚みである。
また、基材層11として用いるフィルムの強度物性は特に制限されない。
6-40 micrometers is preferable and, as for the thickness of the
Further, the strength properties of the film used as the
(第1接着層)
第1接着層12は、基材層11とアルミニウム箔層13を接着する層である。
第1接着層12を構成する接着剤としては、ポリエステルポリオール、ポリエーテルポリオール、アクリルポリオール、ポリオレフィンポリオールなどの主剤に、硬化剤として芳香族系や脂肪族系の2官能以上のイソシアネート化合物、あるいはそのアダクト体、ビューレット体もしくは三量体からなるポリイソシアネート化合物を作用させた2液硬化型のポリウレタン系接着剤が好ましい。
第1接着層12の厚みは、接着強度、追随性、加工性などの点から、1〜10μmが好ましく、3〜7μmがより好ましい。
(First adhesive layer)
The first
The adhesive constituting the first
The thickness of the first
(アルミニウム箔層)
アルミニウム箔層13としては、一般の軟質アルミニウム箔を用いることができ、さらに耐ピンホール性、および成形時の延展性を付与できる点から、鉄を含むアルミニウム箔を用いることが好ましい。
アルミニウム箔(100質量%)中の鉄の含有量は、0.1〜9.0質量%が好ましく、0.5〜2.0質量%がより好ましい。鉄の含有量が0.1質量%以上であれば耐ピンホール性、延展性が向上する。鉄の含有量が9.0質量%以下であれば、柔軟性が向上する。
アルミニウム箔層13の厚みは、バリア性、耐ピンホール性、加工性の点から、9〜200μmが好ましく、15〜100μmがより好ましい。
(Aluminum foil layer)
As the
0.1-9.0 mass% is preferable and, as for content of iron in aluminum foil (100 mass%), 0.5-2.0 mass% is more preferable. When the iron content is 0.1% by mass or more, pinhole resistance and spreadability are improved. If the iron content is 9.0% by mass or less, flexibility is improved.
The thickness of the
アルミニウム箔層13は、耐電解液性の点から、脱脂処理を施したアルミニウム箔を用いることが好ましい。脱脂処理としては、大きく区分するとウェットタイプとドライタイプに分けられる。
ウェットタイプの脱脂処理としては、例えば、酸脱脂、アルカリ脱脂などが挙げられる。
酸脱脂に使用する酸としては、例えば、硫酸、硝酸、塩酸、フッ酸などの無機酸が挙げられる。これらの酸は、1種を単独で使用してもよく、2種以上を併用してもよい。また、これらの無機酸には、アルミニウム箔のエッチング効果が向上する点から、必要に応じてFeイオンやCeイオンなどの供給源となる各種金属塩を配合してもよい。
アルカリ脱脂に使用するアルカリとしては、例えば、エッチング効果が高いものとして水酸化ナトリウムなどが挙げられる。また、弱アルカリ系や界面活性剤を配合したものが挙げられる。
ウェットタイプの脱脂処理は、浸漬法やスプレー法で行われる。
For the
Examples of the wet type degreasing treatment include acid degreasing and alkali degreasing.
Examples of the acid used for acid degreasing include inorganic acids such as sulfuric acid, nitric acid, hydrochloric acid, and hydrofluoric acid. These acids may be used individually by 1 type, and may use 2 or more types together. Moreover, you may mix | blend various metal salts used as supply sources, such as Fe ion and Ce ion, with these inorganic acids as needed from the point which the etching effect of aluminum foil improves.
As an alkali used for alkali degreasing, sodium hydroxide etc. are mentioned as a thing with a high etching effect, for example. Moreover, what mix | blended weak alkali type and surfactant is mentioned.
The wet type degreasing treatment is performed by an immersion method or a spray method.
ドライタイプの脱脂処理としては、例えば、アルミニウムを焼鈍処理する工程で行う方法などが挙げられる。また、該脱脂処理のほかにも、フレーム処理やコロナ処理などが挙げられる。さらには、特定波長の紫外線を照射して発生する活性酸素により、汚染物質を酸化分解して除去する脱脂処理も挙げられる。
外装材1では、アルミニウム箔層13の脱脂処理は、アルミニウム箔層13の片面のみに行ってもよく、両面に行ってもよい。
As a dry type degreasing process, the method etc. which are performed at the process of annealing the aluminum etc. are mentioned, for example. In addition to the degreasing treatment, frame treatment, corona treatment, and the like can be given. Furthermore, a degreasing treatment in which pollutants are removed by oxidative decomposition with active oxygen generated by irradiating with ultraviolet rays having a specific wavelength is also included.
In the packaging material 1, the degreasing treatment of the
[腐食防止処理層]
腐食防止処理層14は、基本的にはアルミニウム箔層13の電解液あるいはフッ酸による腐食を防止するために設けられる層である。腐食防止処理層14としては、例えば、脱脂処理、熱水変成処理、陽極酸化処理、化成処理、あるいはこれらの処理の組み合わせにより形成される。
脱脂処理としては、酸脱脂あるいはアルカリ脱脂が挙げられる。酸脱脂としては、硫酸、硝酸、塩酸、フッ酸などの無機酸の単独、またはこれらを混合液を使用する方法などが挙げられる。また、酸脱脂として、一ナトリウム二フッ化アンモニウムなどのフッ素含有化合物を前記無機酸で溶解させた酸脱脂剤を用いることで、アルミニウムの脱脂効果が得られるだけでなく、不動態であるアルミニウムのフッ化物を形成させることができ、耐フッ酸性という点で有効である。アルカリ脱脂としては、水酸化ナトリウムなどを使用する方法が挙げられる。
熱水変成処理としては、例えば、トリエタノールアミンを添加した沸騰水中にアルミニウム箔を浸漬処理するベーマイト処理が挙げられる。
陽極酸化処理としては、例えば、アルマイト処理が挙げられる。
化成処理としては、例えば、クロメート処理、ジルコニウム処理、チタニウム処理、バナジウム処理、モリブデン処理、リン酸カルシウム処理、水酸化ストロンチウム処理、セリウム処理、ルテニウム処理、あるいはこれらの混合相からなる各種化成処理などが挙げられる。
これらの熱水変成処理、陽極酸化処理、化成処理を施す際は、事前に前記脱脂処理を施すことが好ましい。
腐食防止処理層14は、単層であっても多層であってもよい。
[Corrosion prevention treatment layer]
The corrosion
Degreasing treatment includes acid degreasing or alkali degreasing. Examples of the acid degreasing include a method of using an inorganic acid such as sulfuric acid, nitric acid, hydrochloric acid, hydrofluoric acid alone or a mixture thereof. In addition, by using an acid degreasing agent in which a fluorine-containing compound such as monosodium ammonium difluoride is dissolved in the inorganic acid as an acid degreasing, not only the degreasing effect of aluminum is obtained, but also the passive aluminum A fluoride can be formed, which is effective in terms of resistance to hydrofluoric acid. Examples of the alkaline degreasing include a method using sodium hydroxide or the like.
Examples of the hydrothermal modification treatment include boehmite treatment in which an aluminum foil is immersed in boiling water to which triethanolamine is added.
Examples of the anodizing treatment include alumite treatment.
Examples of the chemical conversion treatment include chromate treatment, zirconium treatment, titanium treatment, vanadium treatment, molybdenum treatment, calcium phosphate treatment, strontium hydroxide treatment, cerium treatment, ruthenium treatment, and various chemical conversion treatments composed of these mixed phases. .
When performing these hydrothermal modification treatment, anodizing treatment, and chemical conversion treatment, it is preferable to perform the degreasing treatment in advance.
The corrosion
また、前記処理のうち、特に熱水変性処理、陽極酸化処理は、処理剤によってアルミニウム箔表面を溶解させ、耐腐食性に優れるアルミニウム化合物(ベーマイト、アルマイト)を形成させる。そのため、アルミニウム箔層13から腐食防止処理層14まで共連続構造を形成した形態になるので、化成処理の定義に包含されるが、後述するように化成処理の定義に含まれない、純粋なコーティング手法のみで腐食防止処理層14を形成することも可能である。該方法としては、例えば、アルミニウムの腐食防止効果(インヒビター効果)を有し、かつ、環境側面的にも好適な材料として、平均粒径100nm以下の酸化セリウムのような希土類元素系酸化物のゾルを用いる方法が挙げられる。該方法を用いることで、一般的なコーティング方法でも、アルミニウム箔などの金属箔に腐食防止効果を付与することが可能となる。
Among the above treatments, in particular, the hot water modification treatment and the anodizing treatment dissolve the aluminum foil surface with a treating agent to form an aluminum compound (boehmite, anodized) having excellent corrosion resistance. Therefore, since it becomes a form in which a co-continuous structure is formed from the
前記希土類元素系酸化物のゾルとしては、例えば、水系、アルコール系、炭化水素系、ケトン系、エステル系、エーテル系などの各種溶媒を用いたゾルが挙げられる。なかでも、水系のゾルが好ましい。
前記希土類元素系酸化物のゾルには、通常その分散を安定化させるために、硝酸、塩酸、リン酸などの無機酸またはその塩、酢酸、りんご酸、アスコルビン酸、乳酸などの有機酸が分散安定化剤として用いられる。これらの分散安定化剤のうち、特にリン酸は、外装材1において、(1)ゾルの分散安定化、(2)リン酸のアルミキレート能力を利用したアルミニウム箔層13との密着性の向上、(3)フッ酸の影響で溶出したアルミニウムイオンを捕獲(不動態形成)することよる電解液耐性の付与、(4)低温でもリン酸の脱水縮合を起こしやすいことによる腐食防止処理層14(酸化物層)の凝集力の向上、などが期待される。
前記リン酸またはその塩としては、オルトリン酸、ピロリン酸、メタリン酸、またはこれらのアルカリ金属塩やアンモニウム塩が挙げられる。なかでも、外装材1における機能発現には、トリメタリン酸、テトラメタリン酸、ヘキサメタリン酸、ウルトラメタリン酸などの縮合リン酸、またはこれらのアルカリ金属塩やアンモニウム塩が好ましい。また、前記希土類酸化物のゾルを用いて、各種コーティング法により希土類酸化物からなる腐食防止処理層14を形成させる時の乾燥造膜性(乾燥能力、熱量)を考慮すると、低温での脱水縮合性に優れる点から、ナトリウム塩がより好ましい。リン酸塩としては、水溶性の塩が好ましい。
Examples of the rare earth element-based oxide sol include sols using various solvents such as water-based, alcohol-based, hydrocarbon-based, ketone-based, ester-based, and ether-based solvents. Among these, an aqueous sol is preferable.
In order to stabilize the dispersion of the rare earth element-based oxide sol, an inorganic acid such as nitric acid, hydrochloric acid or phosphoric acid or a salt thereof, an organic acid such as acetic acid, malic acid, ascorbic acid or lactic acid is usually dispersed. Used as a stabilizer. Among these dispersion stabilizers, phosphoric acid, in particular, is improved in adhesion to the
Examples of the phosphoric acid or a salt thereof include orthophosphoric acid, pyrophosphoric acid, metaphosphoric acid, and alkali metal salts and ammonium salts thereof. Of these, condensed phosphoric acid such as trimetaphosphoric acid, tetrametaphosphoric acid, hexametaphosphoric acid, and ultrametaphosphoric acid, or alkali metal salts and ammonium salts thereof are preferable for the functional expression in the exterior material 1. Considering the dry film-forming properties (drying capacity and heat quantity) when forming the corrosion
酸化セリウムに対するリン酸(あるいはその塩)の配合比は、酸化セリウム100質量部に対して、1〜100質量部が好ましい。前記配合比が酸化セリウム100質量部に対して1質量部以上であれば、酸化セリウムゾルがより安定になり、外装材1の機能がより良好になる。前記配合比は、酸化セリウム100質量部に対して5質量部以上がより好ましい。また、前記配合比が酸化セリウム100質量部に対して100質量部以下であれば、酸化セリウムゾルの機能低下を抑制しやすい。前記配合比は、酸化セリウム100質量部に対して、50質量部以下がより好ましく、20質量部以下がさらに好ましい。 The mixing ratio of phosphoric acid (or a salt thereof) to cerium oxide is preferably 1 to 100 parts by mass with respect to 100 parts by mass of cerium oxide. If the said compounding ratio is 1 mass part or more with respect to 100 mass parts of cerium oxides, cerium oxide sol will become more stable and the function of the exterior material 1 will become more favorable. As for the said mixture ratio, 5 mass parts or more are more preferable with respect to 100 mass parts of cerium oxides. Moreover, if the said mixture ratio is 100 mass parts or less with respect to 100 mass parts of cerium oxides, it will be easy to suppress the functional fall of a cerium oxide sol. The blending ratio is more preferably 50 parts by mass or less, and further preferably 20 parts by mass or less, with respect to 100 parts by mass of cerium oxide.
前記希土類酸化物ゾルにより形成される腐食防止処理層14は、無機粒子の集合体であるため、乾燥キュアの工程を経ても層自身の凝集力が低くなるおそれがある。そこで、この場合の腐食防止処理層14は、凝集力を補うために、下記アニオン性ポリマー、またはカチオン性ポリマーにより複合化されていることが好ましい。
アニオン性ポリマーとしては、カルボキシ基を有するポリマーが挙げられ、例えば、ポリ(メタ)アクリル酸(あるいはその塩)、あるいはポリ(メタ)アクリル酸を主成分として共重合した共重合体が挙げられる。
該共重合体の共重合成分としては、アルキル(メタ)アクリレート系モノマー(アルキル基としては、メチル基、エチル基、n−プロピル基、i−プロピル基、n−ブチル基、i−ブチル基、t−ブチル基、2−エチルヘキシル基、シクロヘキシル基など。);(メタ)アクリルアミド、N−アルキル(メタ)アクリルアミド、N,N−ジアルキル(メタ)アクリルアミド(アルキル基としては、メチル基、エチル基、n−プロピル基、i−プロピル基、n−ブチル基、i−ブチル基、t−ブチル基、2−エチルヘキシル基、シクロヘキシル基など。)、N−アルコキシ(メタ)アクリルアミド、N,N−ジアルコキシ(メタ)アクリルアミド、(アルコキシ基としては、メトキシ基、エトキシ基、ブトキシ基、イソブトキシ基など。)、N−メチロール(メタ)アクリルアミド、N−フェニル(メタ)アクリルアミドなどのアミド基含有モノマー;2−ヒドロキシエチル(メタ)アクリレート、2−ヒドロキシプロピル(メタ)アクリレートなどの水酸基含有モノマー;グリシジル(メタ)アクリレート、アリルグリシジルエーテルなどのグリシジル基含有モノマー;(メタ)アクリロキシプロピルトリメトキシシラン、(メタ)アクリロキシプロピルトリエトキシランなどのシラン含有モノマー;(メタ)アクリロキシプロピルイソシアネートなどのイソシアネート基含有モノマーなどが挙げられる。
Since the corrosion
As an anionic polymer, the polymer which has a carboxy group is mentioned, For example, the copolymer which copolymerized poly (meth) acrylic acid (or its salt) or poly (meth) acrylic acid as a main component is mentioned.
The copolymer component of the copolymer includes an alkyl (meth) acrylate monomer (the alkyl group includes a methyl group, an ethyl group, an n-propyl group, an i-propyl group, an n-butyl group, an i-butyl group, t-butyl group, 2-ethylhexyl group, cyclohexyl group, etc.); (meth) acrylamide, N-alkyl (meth) acrylamide, N, N-dialkyl (meth) acrylamide (alkyl groups include methyl group, ethyl group, n-propyl group, i-propyl group, n-butyl group, i-butyl group, t-butyl group, 2-ethylhexyl group, cyclohexyl group, etc.), N-alkoxy (meth) acrylamide, N, N-dialkoxy (Meth) acrylamide (as alkoxy group, methoxy group, ethoxy group, butoxy group, isobutoxy group, etc.), N Amide group-containing monomers such as methylol (meth) acrylamide and N-phenyl (meth) acrylamide; hydroxyl group-containing monomers such as 2-hydroxyethyl (meth) acrylate and 2-hydroxypropyl (meth) acrylate; glycidyl (meth) acrylate and allyl Glycidyl group-containing monomers such as glycidyl ether; Silane-containing monomers such as (meth) acryloxypropyltrimethoxysilane and (meth) acryloxypropyltriethoxylane; Isocyanate group-containing monomers such as (meth) acryloxypropyl isocyanate It is done.
これらアニオン性ポリマーは、希土類元素酸化物ゾルを用いて得られた腐食防止処理層14(酸化物層)の安定性を向上させる役割を果たす。これは、硬くて脆い酸化物層をアクリル系樹脂成分で保護する効果、および、希土類酸化物ゾルに含まれるリン酸塩由来のイオンコンタミ(特にナトリウムイオン)を捕捉する(カチオンキャッチャー)効果によって達成される。つまり、希土類元素酸化物ゾルを用いて得られた腐食防止処理層14中に、特にナトリウムなどのアルカリ金属イオンやアルカリ土類金属イオンが含まれると、該イオンを含む場所を起点にして腐食防止処理層14が劣化しやすくなる。そのため、アニオン性ポリマーによって希土類酸化物ゾルに含まれるナトリウムイオンなどを固定化することで、腐食防止処理層14の耐性が向上する。
These anionic polymers play a role of improving the stability of the corrosion prevention treatment layer 14 (oxide layer) obtained using the rare earth element oxide sol. This is achieved by the effect of protecting the hard and brittle oxide layer with an acrylic resin component and the effect of capturing ionic contamination (particularly sodium ions) derived from phosphate contained in the rare earth oxide sol (cation catcher). Is done. That is, when an alkali metal ion such as sodium or alkaline earth metal ion is contained in the corrosion
アニオン性ポリマーと希土類元素酸化物ゾルを組み合わせた腐食防止処理層14は、アルミニウム箔にクロメート処理を施して形成した腐食防止処理層14と同等の腐食防止性能を有する。アニオン性ポリマーは、本質的に水溶性であるポリアニオン性ポリマーが架橋された構造であることが好ましい。該構造の形成に用いる架橋剤としては、例えば、イソシアネート基、グリシジル基、カルボキシ基、オキサゾリン基を有する化合物が挙げられる。
イソシアネート基を有する化合物としては、例えば、トリレンジイソシアネート、キシリレンジイソシアネートあるいはその水素添加物、ヘキサメチレンジイソシアネート、4,4’ジフェニルメタンジイソシアネートあるいはその水素添加物、イソホロンジイソシアネートなどのジイソシアネート類;あるいはこれらのイソシアネート類を、トリメチロールプロパンなどの多価アルコールと反応させたアダクト体、水と反応させることで得られたビューレット体、あるいは三量体であるイソシアヌレート体などのポリイソシアネート類;あるいはこれらのポリイソシアネート類をアルコール類、ラクタム類、オキシム類などでブロック化したブロックポリイソシアネートなどが挙げられる。
The corrosion
Examples of the compound having an isocyanate group include tolylene diisocyanate, xylylene diisocyanate or a hydrogenated product thereof, hexamethylene diisocyanate, 4,4′diphenylmethane diisocyanate or a hydrogenated product thereof, diisocyanates such as isophorone diisocyanate; or these isocyanates. Polyisocyanates such as adducts obtained by reacting a polyhydric alcohol with a polyhydric alcohol such as trimethylolpropane, burette obtained by reacting with water, or isocyanurate as a trimer; Examples include blocked polyisocyanates obtained by blocking isocyanates with alcohols, lactams, oximes and the like.
グリシジル基を有する化合物としては、例えば、エチレングリコール、ジエチレングリコール、トリエチレングリコール、ポリエチレングリコール、プロピレングリコール、ジプロピレングリコール、トリプロピレングリコール、ポリプロピレングリコール、1,4−ブタンジオール、1,6−ヘキサンジオール、ネオペンチルグリコールなどのグリコール類と、エピクロルヒドリンを作用させたエポキシ化合物;グリセリン、ポリグリセリン、トリメチロールプロパン、ペンタエリスリトール、ソルビトールなどの多価アルコール類と、エピクロルヒドリンを作用させたエポキシ化合物;フタル酸、テレフタル酸、シュウ酸、アジピン酸などのジカルボン酸と、エピクロルヒドリンとを作用させたエポキシ化合物などが挙げられる。
カルボキシ基を有する化合物としては、例えば、各種脂肪族あるいは芳香族ジカルボン酸などが挙げられる。また、ポリ(メタ)アクリル酸、ポリ(メタ)アクリル酸のアルカリ(土類)金属塩を用いてもよい。
オキサゾリン基を有する化合物としては、例えば、オキサゾリンユニットを2つ以上有する低分子化合物、あるいはイソプロペニルオキサゾリンのような重合性モノマーを用いる場合には、(メタ)アクリル酸、(メタ)アクリル酸アルキルエステル、(メタ)アクリル酸ヒドロキシアルキルなどのアクリル系モノマーを共重合させたものが挙げられる。
Examples of the compound having a glycidyl group include ethylene glycol, diethylene glycol, triethylene glycol, polyethylene glycol, propylene glycol, dipropylene glycol, tripropylene glycol, polypropylene glycol, 1,4-butanediol, 1,6-hexanediol, Epoxy compounds in which epichlorohydrin is allowed to react with glycols such as neopentyl glycol; polyhydric alcohols such as glycerin, polyglycerol, trimethylolpropane, pentaerythritol, sorbitol, and epoxy compounds in which epichlorohydrin is allowed to react; phthalic acid, terephthalate Examples thereof include an epoxy compound obtained by reacting a dicarboxylic acid such as acid, oxalic acid, or adipic acid with epichlorohydrin.
Examples of the compound having a carboxy group include various aliphatic or aromatic dicarboxylic acids. Further, poly (meth) acrylic acid or alkali (earth) metal salt of poly (meth) acrylic acid may be used.
As the compound having an oxazoline group, for example, a low molecular compound having two or more oxazoline units, or a polymerizable monomer such as isopropenyl oxazoline, (meth) acrylic acid, (meth) acrylic acid alkyl ester And those obtained by copolymerizing acrylic monomers such as hydroxyalkyl (meth) acrylate.
また、アニオン性ポリマーには、シランカップリング剤のように、アミンと官能基を選択的に反応させ、架橋点をシロキサン結合にさせてもよい。この場合、γ−グリシドキシプロピルトリメトキシシラン、γ−グリシドキシプロピルトリエトキシシラン、β−(3,4−エポキシシクロヘキシル)エチルトリメトキシシラン、γ−クロロプロピルメトキシシラン、ビニルトリクロロシラン、γ−メルカプトプロピルトリメトキシシラン、γ−アミノプロピルトリエトキシシラン、N−β(アミノエチル)−γ−アミノプロピルトリメトキシシラン、γ−イソシアナートプロピルトリエトキシシランなどが使用できる。なかでも、特にアニオン性ポリマーあるいはその共重合物との反応性を考慮すると、エポキシシラン、アミノシラン、イソシアネートシランが好ましい。 Further, the anionic polymer may be selectively reacted with an amine and a functional group to form a siloxane bond at the crosslinking point, like a silane coupling agent. In this case, γ-glycidoxypropyltrimethoxysilane, γ-glycidoxypropyltriethoxysilane, β- (3,4-epoxycyclohexyl) ethyltrimethoxysilane, γ-chloropropylmethoxysilane, vinyltrichlorosilane, γ -Mercaptopropyltrimethoxysilane, γ-aminopropyltriethoxysilane, N-β (aminoethyl) -γ-aminopropyltrimethoxysilane, γ-isocyanatopropyltriethoxysilane and the like can be used. Of these, epoxy silane, amino silane, and isocyanate silane are preferable in consideration of reactivity with an anionic polymer or a copolymer thereof.
アニオン性ポリマーに対するこれらの架橋剤の比率は、アニオン性ポリマー100質量部に対して、1〜50質量部が好ましく、10〜20質量部がより好ましい。架橋剤の比率がアニオン性ポリマー100質量部に対して1質量部以上であれば、架橋構造が充分に形成されやすい。架橋剤の比率がアニオン性ポリマー100質量部に対して50質量部以下であれば、塗液のポットライフが向上する。
アニオン性ポリマーを架橋する方法は、前記架橋剤に限らず、チタニウム、ジルコニウム化合物を用いてイオン架橋を形成する方法などであってもよい。
1-50 mass parts is preferable with respect to 100 mass parts of anionic polymers, and, as for the ratio of these crosslinking agents with respect to anionic polymer, 10-20 mass parts is more preferable. When the ratio of the crosslinking agent is 1 part by mass or more with respect to 100 parts by mass of the anionic polymer, a crosslinked structure is easily formed. When the ratio of the crosslinking agent is 50 parts by mass or less with respect to 100 parts by mass of the anionic polymer, the pot life of the coating liquid is improved.
The method of crosslinking the anionic polymer is not limited to the crosslinking agent, and may be a method of forming ionic crosslinking using a titanium or zirconium compound.
カチオン性ポリマーとしては、アミンを有するポリマーが挙げられ、ポリエチレンイミン、ポリエチレンイミンとカルボン酸を有するポリマーからなるイオン高分子錯体、アクリル主骨格に1級アミンをグラフトさせた1級アミングラフトアクリル樹脂、ポリアリルアミンあるいはこれらの誘導体、アミノフェノールなどのカチオン性のポリマーが挙げられる。
カチオン性ポリマーは、カルボキシ基やグリシジル基などのアミン/イミンと反応が可能な官能基を有する架橋剤と併用することが好ましい。カチオン性ポリマーと併用する架橋剤としては、ポリエチレンイミンとイオン高分子錯体を形成するカルボン酸を有するポリマーも使用でき、例えば、ポリアクリル酸あるいはそのイオン塩などのポリカルボン酸(塩)、あるいはこれにコモノマーを導入した共重合体、カルボキシメチルセルロースあるいはそのイオン塩などのカルボキシ基を有する多糖類などが挙げられる。ポリアリルアミンとしては、例えば、アリルアミン、アリルアミンアミド硫酸塩、ジアリルアミン、ジメチルアリルアミンなどの単独重合体あるいは共重合体などが挙げられる。これらのアミンは、フリーのアミンであってもよく、酢酸あるいは塩酸による安定化物であってもよい。また、共重合体成分として、マレイン酸、二酸化硫黄などを使用してもよい。さらに、1級アミンを部分メトキシ化させることで熱架橋性を付与したタイプも使用でき、また、アミノフェノールも使用できる。特に、アリルアミンあるいはその誘導体が好ましい。
本発明では、カチオン性ポリマーも腐食防止処理層14を構成する一構成要素として記載している。その理由は、リチウムイオン電池用外装材で要求される電解液耐性、フッ酸耐性を付与するべく様々な化合物を用い鋭意検討を行った結果、カチオン性ポリマー自体にも、電解液耐性、耐フッ酸性を付与することが可能な化合物であることが判明したためである。この要因は、フッ素イオンをカチオン性基で補足する(アニオンキャッチャー)ことで、アルミニウム箔が損傷することを抑制しているためであると推測される。
Examples of the cationic polymer include a polymer having an amine, polyethyleneimine, an ionic polymer complex composed of a polymer having polyethyleneimine and a carboxylic acid, a primary amine-grafted acrylic resin in which a primary amine is grafted to an acrylic main skeleton, Examples thereof include cationic polymers such as polyallylamine, derivatives thereof, and aminophenol.
The cationic polymer is preferably used in combination with a crosslinking agent having a functional group capable of reacting with an amine / imine such as a carboxy group or a glycidyl group. As the crosslinking agent used in combination with the cationic polymer, a polymer having a carboxylic acid that forms an ionic polymer complex with polyethyleneimine can also be used. For example, a polycarboxylic acid (salt) such as polyacrylic acid or an ionic salt thereof, or the like. And a copolymer having a carboxy group such as carboxymethyl cellulose or an ionic salt thereof. Examples of polyallylamine include homopolymers or copolymers of allylamine, allylamine amide sulfate, diallylamine, dimethylallylamine, and the like. These amines may be free amines or may be stabilized with acetic acid or hydrochloric acid. Moreover, you may use a maleic acid, sulfur dioxide, etc. as a copolymer component. Furthermore, the type which gave the thermal crosslinking property by partially methoxylating a primary amine can also be used, and aminophenol can also be used. In particular, allylamine or a derivative thereof is preferable.
In the present invention, the cationic polymer is also described as one component constituting the corrosion
カチオン性ポリマーは、接着性の向上という点でより好ましい材料である。また、カチオン性ポリマーも、前記アニオン性ポリマーと同様に、水溶性であることから、架橋構造を形成させて耐水性を付与することがより好ましい。カチオン性ポリマーに架橋構造を形成する際の架橋剤は、アニオン性ポリマーの項で説明した架橋剤を使用でき、使用する割合の好ましい範囲も同様である。腐食防止処理層14として希土類酸化物ゾルを用いた場合、その保護層として前記アニオン性ポリマーを用いる代わりに、カチオン性ポリマーを用いてもよい。
Cationic polymers are more preferred materials in terms of improved adhesion. Moreover, since the cationic polymer is water-soluble, like the anionic polymer, it is more preferable to form a crosslinked structure and impart water resistance. As the crosslinking agent for forming a crosslinked structure in the cationic polymer, the crosslinking agent described in the section of the anionic polymer can be used, and the preferable range of the ratio to be used is also the same. When a rare earth oxide sol is used as the corrosion
腐食防止処理層14は、前述した層には限定されない。例えば、公知技術である塗布型クロメートのように、樹脂バインダー(アミノフェノールなど)にリン酸とクロム化合物を配合した処理剤を用いて形成してもよい。該処理剤を用いれば、腐食防止機能と密着性の両方を兼ね備えた層とすることができる。また、塗液の安定性を考慮する必要があるものの、希土類酸化物ゾルとポリカチオン性ポリマーあるいはポリアニオン性ポリマーとを事前に一液化したコーティング剤を使用して腐食防止機能と密着性の両方を兼ね備えた層とすることができる。
The corrosion
多層フィルムからなる外装材を使用したリチウムイオン電池は、外装材のシーラント層同士を合わせてヒートシールすることで密封される。そのため、そのシーラント層が合わされたシール部端面から水分が浸入してリチウム塩が加水分解されることが懸念される。そこで、アルミニウム箔層とシーラント層の層間密着強度を高め、内容物耐性(耐電解液性や耐フッ酸性)を向上させる必要がある。耐電解液性、耐フッ酸性を向上させる方法としては、一般的に三価クロメート処理が用いられる。クロメート処理に代表される化成処理による腐食防止処理層は、アルミニウム箔との傾斜構造を形成させるため、特にフッ酸、塩酸、硝酸、硫酸あるいはこれらの塩を配合した化成処理剤を用いてアルミニウム箔に処理を施し、次いでクロムやノンクロム系の化合物を作用させて化成処理層をアルミニウム箔に形成させるものである。しかし、前記化成処理は、化成処理剤に酸を用いていることから、作業環境の悪化やコーティング装置の腐食を伴う。一方、前述したコーティングタイプの腐食防止処理層14は、クロメート処理に代表される化成処理とは異なり、アルミニウム箔層13に対して傾斜構造を形成させる必要がない。そのため、コーティング剤の性状は、酸性、アルカリ性、中性などの制約を受けることがなく、良好な作業環境を実現できる。
加えて、特にヨーロッパでは、クロムアレルギーや潰瘍の原因となるだけでなく、発ガン性の疑いがあるとの理由から六価クロメート処理品を排除する動きが起こっており(RoHS規制、REACH規制)、この動きが三価クロメートにも波及する可能性がある。このように、クロム化合物を用いるクロメート処理は、環境衛生上、代替案が求められている点からも、化成処理タイプと異なるコーティングタイプの腐食防止処理層14が好ましい。
A lithium ion battery using a packaging material made of a multilayer film is sealed by heat sealing the sealant layers of the packaging material together. For this reason, there is a concern that moisture may enter from the end face of the seal portion where the sealant layer is combined and the lithium salt will be hydrolyzed. Therefore, it is necessary to increase the interlayer adhesion strength between the aluminum foil layer and the sealant layer and to improve the content resistance (electrolytic solution resistance and hydrofluoric acid resistance). As a method for improving resistance to electrolytic solution and hydrofluoric acid, trivalent chromate treatment is generally used. In order to form an inclined structure with the aluminum foil, the anti-corrosion treatment layer represented by the chemical treatment represented by chromate treatment is an aluminum foil that uses a chemical conversion treatment agent that contains hydrofluoric acid, hydrochloric acid, nitric acid, sulfuric acid, or a salt thereof. Then, a chemical conversion treatment layer is formed on the aluminum foil by the action of chromium or a non-chromium compound. However, since the chemical conversion treatment uses an acid as the chemical conversion treatment agent, it involves deterioration of the working environment and corrosion of the coating apparatus. On the other hand, unlike the chemical conversion treatment typified by the chromate treatment, the coating type corrosion
In addition, especially in Europe, there is a movement to eliminate hexavalent chromate treated products because of not only causing chromium allergy and ulcers but also suspected carcinogenicity (RoHS regulations, REACH regulations). This movement may also affect trivalent chromate. Thus, the chromate treatment using a chromium compound is preferably a coating type corrosion
腐食防止処理層14としては、希土類元素系酸化物ゾルからなる層に、アニオン性ポリマーおよび該アニオン性ポリマーを架橋させる架橋剤を含む混合物を含有する層、またはカチオン性ポリマーおよび該カチオン性ポリマーを架橋させる架橋剤を含む混合物を含有する層の少なくとも一方を積層した多層構造であることが特に好ましい。
As the corrosion
腐食防止処理層14には、必要に応じて各種添加剤を配合してもよい。例えば、アルミニウム箔へのエッチング機能が必要となる場合には、各種酸または塩基を加えてもよい。腐食防止処理層14を構成する成分が酸性であれば、各種無機酸、例えば塩酸、硫酸、硝酸、リン酸、フッ酸などを用いることができ、塩基性であれば化成ソーダなどを用いることができる。また、界面活性剤(レベリング剤など)、紫外線吸収剤、酸化防止剤など、必要とされる品質に応じた機能性添加剤も用いてもよい。
You may mix | blend various additives with the corrosion
腐食防止処理層14の単位面積当たりの質量は、多層構造、単層構造いずれであっても、0.005〜0.200g/m2が好ましく、0.010〜0.100g/m2がより好ましい。前記単位面積当たりの質量が0.005g/m2以上であれば、アルミニウム箔層13に腐食防止機能を付与しやすい。また、前記単位面積当たりの質量が0.200g/m2を超えても、腐食防止機能はあまり変らない。一方、希土類酸化物ゾルを用いた場合には、塗膜が厚いと乾燥時の熱によるキュアが不充分となり、凝集力の低下を伴うおそれがある。なお、腐食防止処理層14の厚みについては、その比重から換算できる。
Mass per unit area of the corrosion
(第2接着層)
第2接着層15は、腐食防止処理層14とシーラント層16とを接着する層である。第2接着層15は、接着剤または接着樹脂を含有する層である。第2接着層15を後述する接着剤により形成する場合、ドライラミネートにより外装材1(ドライラミネートタイプ)を形成できる。第2接着層15を後述する接着性樹脂により形成する場合、熱ラミネートにより外装材1(熱ラミネートタイプ)を形成できる。
(Second adhesive layer)
The second
第2接着層15を構成する接着剤としては、ポリエステルポリオール、ポリエーテルポリオール、アクリルポリオール、ポリオレフィンポリオールなどの主剤に、硬化剤として芳香族系や脂肪族系の2官能以上のイソシアネート化合物、あるいはそのアダクト体、ビューレット体もしくは三量体からなるポリイソシアネート化合物を作用させた2液硬化型のポリウレタン系接着剤が好ましい。
該接着剤により形成する第2接着層15の厚みは、接着強度、追随性、加工性などの点から、1〜10μmが好ましく、3〜7μmがより好ましい。
The adhesive constituting the second
The thickness of the second
また、第2接着層15を接着樹脂により形成する場合、該接着樹脂としては、例えば、不飽和カルボン酸もしくはその酸無水物またはそれらのエステルから導かれる不飽和カルボン酸誘導体成分であるポリオレフィン樹脂を、有機過酸化物の存在下でグラフト変性することにより得られる変性ポリオレフィン樹脂が挙げられる。
ポリオレフィン樹脂としては、例えば、低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレン、エチレン−αオレフィン共重合体、ホモ、ブロック、あるいはランダムポリプロピレン、プロピレン−αオレフィン共重合体等が挙げられる。ポリオレフィン樹脂は、1種を単独で使用してもよく、2種以上を併用してもよい。
ポリオレフィン樹脂をグラフト変性する際に用いる化合物としては、不飽和カルボン酸またはその酸無水物あるいはそのエステル(以下、これらをまとめて「不飽和カルボン酸等」という。)が挙げられる。具体的には、アクリル酸、メタクリル酸、マレイン酸、フマール酸、イタコン酸、シトラコン酸、テトラヒドロフタル酸、ビシクロ[2,2,1]ヘプト−2−エン−5,6−ジカルボン酸等の不飽和カルボン酸;無水マレイン酸、無水イタコン酸、無水シトラコン酸、テトラヒドロ無水フタル酸、ビシクロ[2,2,1]ヘプト−2−エン−5,6−ジカルボン酸無水物等の不飽和カルボン酸の無水物;アクリル酸メチル、メタクリル酸メチル、メタクリル酸エチル、メタクリル酸ブチル、マレイン酸ジメチル、マレイン酸モノメチル、フマール酸ジエチル、イタコン酸ジメチル、シトラコン酸ジエチル、テトラヒドロ無水フタル酸ジメチル、ビシクロ[2,2,1]ヘプト−2−エン−5,6−ジカルボン酸ジメチル等の不飽和カルボン酸のエステル等が挙げられる。これらの化合物は、1種を単独で使用してもよく、2種以上を併用してもよい。
接着樹脂としては、ポリオレフィン樹脂を無水マレイン酸でグラフト変性した無水マレイン酸変性ポリオレフィン樹脂が特に好ましい。
When the second
Examples of the polyolefin resin include low density polyethylene, medium density polyethylene, high density polyethylene, ethylene-α olefin copolymer, homo, block, random polypropylene, and propylene-α olefin copolymer. A polyolefin resin may be used individually by 1 type, and may use 2 or more types together.
Examples of the compound used for graft-modifying the polyolefin resin include unsaturated carboxylic acids or acid anhydrides or esters thereof (hereinafter collectively referred to as “unsaturated carboxylic acid etc.”). Specific examples include acrylic acid, methacrylic acid, maleic acid, fumaric acid, itaconic acid, citraconic acid, tetrahydrophthalic acid, bicyclo [2,2,1] hept-2-ene-5,6-dicarboxylic acid and the like. Saturated carboxylic acid; of unsaturated carboxylic acid such as maleic anhydride, itaconic anhydride, citraconic anhydride, tetrahydrophthalic anhydride, bicyclo [2,2,1] hept-2-ene-5,6-dicarboxylic anhydride Anhydride: methyl acrylate, methyl methacrylate, ethyl methacrylate, butyl methacrylate, dimethyl maleate, monomethyl maleate, diethyl fumarate, dimethyl itaconate, diethyl citraconic acid, dimethyl tetrahydrophthalic anhydride, bicyclo [2,2 , 1] Unsaturated carboxylic acids such as dimethyl-2-hept-2-ene-5,6-dicarboxylate And the like esters of. These compounds may be used individually by 1 type, and may use 2 or more types together.
As the adhesive resin, a maleic anhydride-modified polyolefin resin obtained by graft-modifying a polyolefin resin with maleic anhydride is particularly preferable.
また、接着樹脂により第2接着層15を形成する場合、押出ラミネートにより形成してもよく、前記材料を有機溶媒に分散させたディスパージョンタイプにより形成してもよい。さらに、このディスパージョンタイプの場合には、各種添加剤、例えば、架橋剤、シランカップリング剤などを配合してもよい。
接着樹脂により形成する第2接着層15の厚みは、1〜40μmが好ましく、5〜20μmがより好ましい。
Moreover, when forming the 2nd
1-40 micrometers is preferable and, as for the thickness of the 2nd
(シーラント層)
シーラント層16は、第2接着層15を介して、腐食防止処理層14を形成したアルミニウム箔層13と貼り合わせられ、外装材1においてヒートシールによる封止性を付与する層である。
シーラント層16を構成する成分としては、例えば、ポリオレフィン樹脂または、ポリオレフィン樹脂に無水マレイン酸などをグラフト変性させた酸変性ポリオレフィン樹脂が挙げられる。ポリオレフィン樹脂としては、前記第2の接着層15の項で挙げたものと同じものが挙げられる。
シーラント層16は単層フィルムであっても、複数の層を積層させた多層フィルムであってもよい。多層構造のシーラント層16としては、例えば、防湿性を付与するために、エチレン−環状オレフィン共重合体、ポリメチルペンテンなどの樹脂を介在させた多層フィルムが挙げられる。
(Sealant layer)
The
Examples of the component constituting the
The
シーラント層16は、難燃剤、スリップ剤、アンチブロッキング剤、酸化防止剤、光安定剤、粘着付与剤などの各種添加剤を配合してもよい。
シーラント層16の厚さは、10〜100μmが好ましく、20〜50μmがより好ましい。
The
10-100 micrometers is preferable and, as for the thickness of the
以上説明した本発明の外装材は、優れた成形性と良好なバーコード印字性を兼ね備えている。また、クロメート処理を施さず、希土類元素系酸化物ゾルを用いた腐食防止処理層を設けることで、環境特性も向上させることができる。
なお、本発明の外装材は、前述した外装材1には限定されない。例えば、第1接着層とアルミニウム箔層の密着強度を高める目的で、アルミニウム箔層の基材層側にも腐食防止処理層を設けてもよい。
The exterior material of the present invention described above has both excellent moldability and good bar code printability. In addition, by providing a corrosion prevention treatment layer using a rare earth element-based oxide sol without performing chromate treatment, environmental characteristics can be improved.
The exterior material of the present invention is not limited to the exterior material 1 described above. For example, for the purpose of increasing the adhesion strength between the first adhesive layer and the aluminum foil layer, a corrosion prevention treatment layer may be provided also on the base material layer side of the aluminum foil layer.
(製造方法)
以下、本発明の外装材の製造方法の一例として、外装材1の製造方法について説明する。ただし、外装材1の製造方法は以下の方法には限定されない。
外装材1の製造方法は、下記工程(I)〜(IV)を有する。
(I)アルミニウム箔層13上に、腐食防止処理層14を形成する工程。
(II)アルミニウム箔層13における腐食防止処理層14を形成した側と反対側に、第1接着層12を介して基材層11を貼り合わせる工程。
(III)アルミニウム箔層13の腐食防止処理層14側に、第2接着層15を介してシーラント層16を貼り合わせる工程。
(IV)基材層11の外側の表面と、シーラント層16の外側の表面に、スリップ剤を塗布する工程。
(Production method)
Hereinafter, the manufacturing method of the exterior material 1 is demonstrated as an example of the manufacturing method of the exterior material of this invention. However, the manufacturing method of the exterior material 1 is not limited to the following method.
The manufacturing method of the packaging material 1 includes the following steps (I) to (IV).
(I) A step of forming a corrosion
(II) The process of bonding the
(III) A step of bonding the
(IV) A step of applying a slip agent to the outer surface of the
工程(I):
アルミニウム箔層13の一方の面に、脱脂処理、熱水変成処理、陽極酸化処理、化成処理、あるいは腐食防止性能を有するコーティング剤を塗工することにより、腐食防止処理層14を形成する。
脱脂処理の方法としては、焼鈍、スプレー法、浸漬法等が挙げられる。
熱水変成処理、陽極酸化処理の方法としては、浸漬法等が挙げられる。
化成処理の方法としては、化成処理のタイプに応じて、浸漬法、スプレー法、コート法等を選択できる。
Step (I):
The corrosion
Examples of the degreasing treatment include annealing, spraying, and dipping.
Examples of the hydrothermal transformation treatment and anodizing treatment include an immersion method.
As a chemical conversion treatment method, an immersion method, a spray method, a coating method, or the like can be selected according to the type of chemical conversion treatment.
腐食防止性能を有するコーティング剤のコート法としては、グラビアコーター、グラビアリバースコーター、ロールコーター、リバースロールコーター、ダイコーター、バーコーター、キスコーター、コンマコーターなど、各種方法を採用できる。
なお、アルミニウム箔層13は、未処理のアルミニウム箔を用いてもよく、脱脂処理を施したアルミニウム箔を用いてもよい。脱脂処理の方法としては、焼鈍による脱脂に加え、前述したスプレー法または浸漬法が挙げられる。
Various coating methods such as a gravure coater, a gravure reverse coater, a roll coater, a reverse roll coater, a die coater, a bar coater, a kiss coater, and a comma coater can be adopted as a coating method of a coating agent having corrosion prevention performance.
The
工程(II):
アルミニウム箔層13における腐食防止処理層14を形成した側と反対側に、第1接着層12を形成する接着剤を用いて、ドライラミネーション、ノンソルベントラミネーション、ウエットラミネーション等の手法で基材層11を貼り合わせる。
工程(II)では、接着性の促進のため、室温〜80℃の範囲でエージング(養生)処理を行ってもよい。
Process (II):
On the opposite side of the
In step (II), an aging treatment may be performed in the range of room temperature to 80 ° C. in order to promote adhesion.
工程(III):
第2接着層を接着剤により形成する場合は、基材層11、第1接着層12、アルミニウム箔層13および腐食防止処理層14がこの順に積層された積層体の腐食防止処理層14側に、ドライラミネーション、ノンソルベントラミネーション、ウエットラミネーション等の手法でシーラント層を貼り合わせる。この場合も工程(II)と同様に、接着性の促進のため、室温〜80℃の範囲でエージング(養生)処理を行ってもよい。
Step (III):
When the second adhesive layer is formed of an adhesive, the
また、第2接着層15を接着樹脂により形成する場合、ドライプロセスまたはウエットプロセスを使用できる。
ドライプロセスの場合、押出ラミネート機を用いたサンドラミネーションにより、前記積層体の腐食防止処理層14側に、インフレーション法またはキャスト法により得られるシーラント層16を接着樹脂を介して貼り合わせる。その後、腐食防止処理層14と接着樹脂により形成される第2接着層15の密着性を向上させる目的で、熱処理(エージング処理や熱ラミネーションなど)を施してもよい。
また、ウェットプロセスの場合は、接着樹脂のディスパージョンを前記積層体の腐食防止処理層14上に塗工し、焼き付けを行った後、インフレーション法またはキャスト法で得られるシーラント層16を熱ラミネーションなどの熱処理により積層させる。
Further, when the second
In the case of a dry process, a
In the case of a wet process, a dispersion of an adhesive resin is applied on the corrosion
工程(IV):
基材層11の外側の表面(最外面)とシーラント層16の外側の表面(最内面)に、スリップ剤を塗布し、静摩擦係数を低下させ、静摩擦係数(μs−A)、静摩擦係数(μs−B)、それらの比(μs−A/μs−B)を調整する。
スリップ剤の塗布方法は、例えば、ドライラミネート法を用いて、スリップ剤を溶媒に溶解、分散後に塗布する方法が挙げられる。
Process (IV):
A slip agent is applied to the outer surface (outermost surface) of the
Examples of the method for applying the slip agent include a method in which the slip agent is dissolved and dispersed in a solvent using a dry laminating method.
以上説明した工程(I)〜(IV)により、外装材1が得られる。
なお、外装材1の製造方法は、前記工程(I)〜(IV)を順次実施する方法には限定されない。例えば、工程(II)を行ってから工程(I)を行ってもよい。また、アルミニウム箔層の両面に腐食防止処理層を設けてもよい。また、工程(III)を行った後に工程(II)を行ってもよい。また、スリップ剤を基材層11やシーラント層16中に配合した場合などは、工程(IV)を行わなくてもよい。
The exterior material 1 is obtained by the steps (I) to (IV) described above.
In addition, the manufacturing method of the exterior material 1 is not limited to the method of implementing the said process (I)-(IV) sequentially. For example, step (I) may be performed after performing step (II). Moreover, you may provide a corrosion prevention process layer on both surfaces of an aluminum foil layer. Moreover, you may perform process (II) after performing process (III). Further, when a slip agent is blended in the
以下、実施例によって本発明を詳細に説明するが、本発明は以下の記載によっては限定されない。
[使用原料]
本実施例で使用した原料を以下に示す。
(基材層11)
基材A−1:二軸延伸ポリアミドフィルム(厚み25μm)。
EXAMPLES Hereinafter, although an Example demonstrates this invention in detail, this invention is not limited by the following description.
[Raw materials]
The raw materials used in this example are shown below.
(Base material layer 11)
Base material A-1: Biaxially stretched polyamide film (thickness 25 μm).
[第1接着層12]
接着剤B−1:ポリエステルポリオール系主剤に対して、トリレンジイソシアネートのアダクト体系硬化剤を配合したポリウレタン系接着剤(東洋インキ製造製)。
[First adhesive layer 12]
Adhesive B-1: A polyurethane-based adhesive (manufactured by Toyo Ink Co., Ltd.) in which an adduct-based curing agent of tolylene diisocyanate is blended with a polyester polyol-based main agent.
(アルミニウム箔層13、腐食防止処理層14)
アルミニウム箔C−1:腐食防止処理層として、酸化セリウムゾルからなる層と、アニオン系ポリマーであるポリアクリル酸系樹脂からなる層と、カチオン系ポリマーであるポリアリルアミン系樹脂からなる層を、片面に順次積層させた軟質アルミニウム箔8079材(アルミニウム箔の厚み40μm)。
アルミニウム箔C−2:塗布型化成処理層として、両面に三価クロメートとフェノール系樹脂からなる腐食防止処理層を設けた軟質アルミニウム箔8079材(アルミニウム箔の厚み40μm)。
腐食防止処理層は、グラビアリバースコートにより設け、乾燥ユニットにおいて150〜200℃で焼き付け処理を施した。腐食防止処理層の単位面積あたりの質量は0.010〜0.100g/m2とした。
(
Aluminum foil C-1: As a corrosion prevention treatment layer, a layer made of cerium oxide sol, a layer made of polyacrylic acid resin that is an anionic polymer, and a layer made of polyallylamine resin that is a cationic polymer on one side Soft aluminum foil 8079 laminated in sequence (aluminum foil thickness 40 μm).
Aluminum foil C-2: Soft aluminum foil 8079 material (aluminum foil thickness 40 μm) provided with a corrosion prevention treatment layer composed of trivalent chromate and phenolic resin on both sides as a coating type chemical conversion treatment layer.
The corrosion prevention treatment layer was provided by gravure reverse coating, and was baked at 150 to 200 ° C. in a drying unit. The mass per unit area of the corrosion prevention treatment layer was set to 0.010 to 0.100 g / m 2 .
(第2接着層15)
接着剤D−1:ポリエステルポリオール系主剤に対して、トリレンジイソシアネートのアダクト体系硬化剤を配合したポリウレタン系接着剤(三井化学製)。
接着樹脂D−2:無水マレイン酸変性ポリプロピレン系接着性樹脂(三井化学製アドマー)。
(Second adhesive layer 15)
Adhesive D-1: Polyurethane adhesive (manufactured by Mitsui Chemicals) in which an adduct-based curing agent of tolylene diisocyanate is blended with a polyester polyol-based main agent.
Adhesive resin D-2: Maleic anhydride modified polypropylene adhesive resin (Admer made by Mitsui Chemicals).
(シーラント層16)
フィルムE−1:最内面となる側の面にコロナ処理を施した無延伸ポリプロピレンフィルム(厚み30μm)。
(Sealant layer 16)
Film E-1: An unstretched polypropylene film (thickness of 30 μm) having a corona treatment applied to the innermost surface.
(スリップ剤)
スリップ剤F−1:エルカ酸アミド
(Slip agent)
Slip agent F-1: erucic acid amide
[外装材の製造方法]
前記アルミニウム箔(C−1、C−2)と基材A−1を、接着剤B−1を用いたドライラミネート手法により貼り合わせた。第1接着層12の厚みは4μmとした。次いで、得られた積層体の基材層と反対側に、接着剤D−1を用いたドライラミネート、または接着樹脂D−2を用いた押出しラミネートにより、フィルムE−1を貼り合わせてシーラント層を設け、外装材を得た。第2接着層15の厚みは、接着剤D−1を用いた場合は4μm、接着樹脂D−2を用いた場合は20μmとした。押出しラミネートにより製造した外装材は、さらに210℃、5m/分の条件で熱圧着(熱処理)を行った。その後、基材層の外側の表面の静摩擦係数とシーラント層の外側の表面の静摩擦係数が表1に示すとおりになる濃度でエルカ酸アミドをイソプロピルアルコールに溶かした塗布剤を、基材層とシーラント層のそれぞれの表面に塗布した。
[Method of manufacturing exterior material]
The said aluminum foil (C-1, C-2) and base material A-1 were bonded together by the dry laminating method using adhesive agent B-1. The thickness of the first
[静摩擦係数の測定]
各例で得られた外装材における基材層の外側の表面、すなわち電池製造時の最外面と、シーラント層の外側の表面、すなわち電池製造時の最内面の静摩擦係数を、JIS−P8147に準拠して測定した。
[Measurement of static friction coefficient]
The outer surface of the base material layer in the exterior material obtained in each example, that is, the outermost surface at the time of manufacturing the battery, and the outer surface of the sealant layer, that is, the outermost surface of the inner surface at the time of manufacturing the battery comply with JIS-P8147. And measured.
[成形性の評価]
得られた外装材から縦50×横70mmのサイズで切り出した試験片に対し、絞り深さを3.00mmから10.00mmまで調整できる冷間成形用装置を用いて、0.25mm間隔で絞り深さを変化させて深絞り成形し、成形性を評価した。評価は以下の基準で行なった。
◎:絞り深さ4.50mm超でも、ピンホールやクラックを生じさせずに深絞り成形できた。
○:絞り深さ4.25〜4.50mmの範囲で、ピンホールやクラックを生じさせずに深絞り成形できた。
△:絞り深さ4〜4.25mmの範囲で、ピンホールやクラックを生じさせずに深絞り成形できた。
×:絞り深さ4mm未満でピンホールやクラックが生じた。
[Evaluation of formability]
A test piece cut out in a size of 50 × 70 mm from the obtained exterior material was drawn at intervals of 0.25 mm using a cold forming apparatus capable of adjusting the drawing depth from 3.00 mm to 10.00 mm. Deep drawing was performed while changing the depth, and formability was evaluated. Evaluation was performed according to the following criteria.
(Double-circle): Even if the drawing depth exceeded 4.50 mm, it was possible to perform deep drawing without causing pinholes or cracks.
◯: Deep drawing was possible without causing pinholes and cracks within a drawing depth of 4.25 to 4.50 mm.
(Triangle | delta): It was able to be deep-draw-molding without producing a pinhole or a crack in the range of drawing depth of 4 to 4.25 mm.
X: Pinholes and cracks occurred at a drawing depth of less than 4 mm.
[表面のスリップ剤の量]
基材層およびシーラント層の表面に付与されたスリップ剤の量は、それぞれの表面からクロロホルムで抽出したスリップ剤の量をGC−MSにより測定し、事前に作成した検量線を利用して算出した。
[Amount of surface slip agent]
The amount of slip agent applied to the surface of the base material layer and the sealant layer was calculated by measuring the amount of slip agent extracted from each surface with chloroform by GC-MS and using a calibration curve prepared in advance. .
[バーコード印字評価]
インクジェット方式のプリンターにて基材層側にバーコードを100個印字し、バーコードリーダーにて読み取りが可能かどうかを評価した。評価は下記の基準で行った。
○:読み取りが不良なバーコードが1個以下であった。
△:読み取りが不良なバーコードが2〜9個であった。
×:読み取りが不良なバーコードが10個以上であった。
[Bar code printing evaluation]
100 barcodes were printed on the base material layer side with an ink jet printer, and it was evaluated whether or not the barcode could be read with a barcode reader. Evaluation was performed according to the following criteria.
A: There were 1 or less barcodes that were poorly read.
Δ: There were 2 to 9 barcodes with poor reading.
X: There were 10 or more barcodes that were poorly read.
[総合評価]
総合評価は、下記の基準で行い、△以上を合格とした。
◎:成形性評価が「◎」、バーコード印字評価が「○」であった。
○:成形性評価が「○」、バーコード印字評価が「○」であった。
△:成形性評価およびバーコード印字評価が「△」以上で、かついずれか一方が「△」であった。
×:成形性評価およびバーコード印字評価の少なくとも一方が「×」であった。
[Comprehensive evaluation]
Comprehensive evaluation was performed according to the following criteria, and Δ or more was regarded as acceptable.
(Double-circle): Formability evaluation was "(double-circle)" and barcode printing evaluation was "(circle)".
◯: Formability evaluation was “◯” and bar code printing evaluation was “◯”.
Δ: Formability evaluation and bar code printing evaluation were “Δ” or more, and either one was “Δ”.
X: At least one of the moldability evaluation and the bar code printing evaluation was “x”.
[実施例1〜6および比較例1〜3]
前記製造方法により、表1に示す構成の外装材を製造し、成形性およびバーコード印字性を評価した。
[Examples 1-6 and Comparative Examples 1-3]
By the said manufacturing method, the exterior material of the structure shown in Table 1 was manufactured, and the moldability and barcode printability were evaluated.
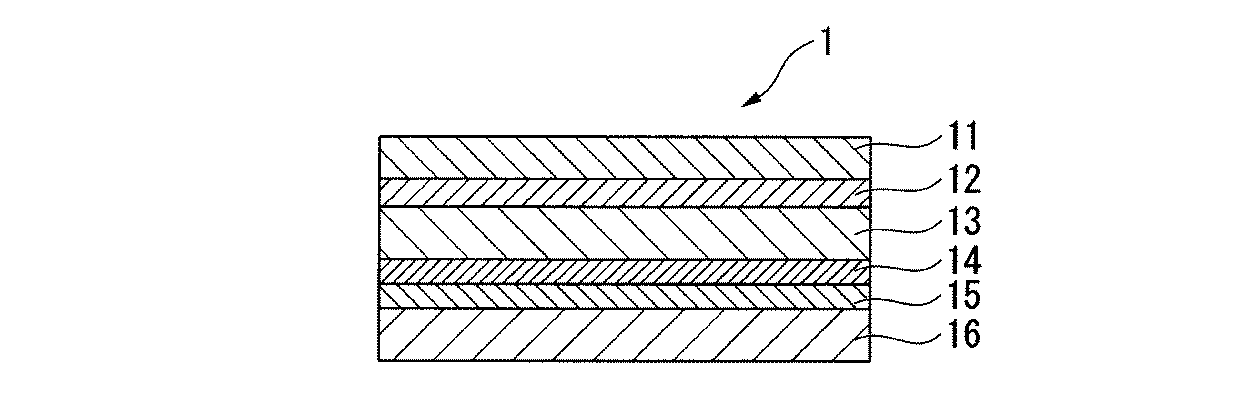
表2に示すように、基材層11の表面の静摩擦係数(μs−A)とシーラント層16の表面の静摩擦係数(μs−B)がそれぞれ適した範囲内である実施例1〜6の外装材は、成形可能な絞り深さが大きく優れた成形性を有しており、バーコード印字性も良好であった。また、静摩擦係数の比(μs−A/μs−B)が0.33〜2.4の範囲内である実施例3〜6の外装材は、成形性がさらに優れていた。また、スリップ剤の量が50mg/m2未満で静摩擦係数(μs−A)が0.10を超える実施例1〜5で、バーコード印字性が特に良好であった。
As shown in Table 2, the exteriors of Examples 1 to 6 in which the static friction coefficient (μs-A) of the surface of the
一方、基材層11の表面の静摩擦係数(μs−A)とシーラント層16の表面の静摩擦係数(μs−B)の一方が条件を満たさない比較例1〜3の外装材は、絞り深さ0.4mm未満で成形不良が生じ、実施例に比べて成形性が劣っていた。
On the other hand, the exterior materials of Comparative Examples 1 to 3, in which one of the static friction coefficient (μs-A) of the surface of the
1 リチウムイオン電池用外装材
11 基材層
12 第1接着層
13 アルミニウム箔層
14 腐食防止処理層
15 第2接着層
16 シーラント層
DESCRIPTION OF SYMBOLS 1 Exterior material for
Claims (3)
前記基材層の外側の表面の静摩擦係数(μs−A)が0.1〜0.25であり、前記シーラント層の外側の表面の静摩擦係数(μs−B)が0.1〜0.5であり、かつ前記基材層の外側の表面の静摩擦係数(μs−A)と前記シーラント層の外側の表面の静摩擦係数(μs−B)との比(μs−A/μs−B)が0.8〜1.2であることを特徴とするリチウムイオン電池用外装材。 A lithium ion battery exterior material in which a first adhesive layer, an aluminum foil layer provided with a corrosion prevention treatment layer on at least one surface, a second adhesive layer, and a sealant layer are sequentially laminated on one surface of the base material layer,
The static friction coefficient (μs-A) of the outer surface of the base material layer is 0.1 to 0.25, and the static friction coefficient (μs-B) of the outer surface of the sealant layer is 0.1 to 0.5. der is, and the ratio of the static friction coefficient of the outer surface of the base layer coefficient of static friction of the outer surface of the (μs-a) and the sealant layer (μs-B) (μs- a / μs-B) is A packaging material for a lithium ion battery, characterized by being 0.8 to 1.2 .
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010274937A JP5652178B2 (en) | 2010-12-09 | 2010-12-09 | Exterior materials for lithium-ion batteries |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010274937A JP5652178B2 (en) | 2010-12-09 | 2010-12-09 | Exterior materials for lithium-ion batteries |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012124068A JP2012124068A (en) | 2012-06-28 |
| JP5652178B2 true JP5652178B2 (en) | 2015-01-14 |
Family
ID=46505294
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010274937A Active JP5652178B2 (en) | 2010-12-09 | 2010-12-09 | Exterior materials for lithium-ion batteries |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5652178B2 (en) |
Families Citing this family (29)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014024962A (en) * | 2012-07-27 | 2014-02-06 | Okura Ind Co Ltd | Adhesive, and adhesive-used outer packaging material for battery |
| JP6205205B2 (en) * | 2013-08-09 | 2017-09-27 | 昭和電工パッケージング株式会社 | Molding packaging material |
| JP6459306B2 (en) * | 2013-08-30 | 2019-01-30 | 凸版印刷株式会社 | Exterior materials for lithium-ion batteries |
| KR20160052612A (en) | 2013-09-03 | 2016-05-12 | 다이니폰 인사츠 가부시키가이샤 | Resin composition for sealant layer of battery packaging material |
| WO2015099144A1 (en) * | 2013-12-27 | 2015-07-02 | 凸版印刷株式会社 | Exterior material for lithium cell |
| JP6672586B2 (en) * | 2013-12-27 | 2020-03-25 | 凸版印刷株式会社 | Exterior materials for lithium batteries |
| CN105849932B (en) | 2013-12-27 | 2020-10-16 | 凸版印刷株式会社 | Packaging material for lithium battery |
| JP6672587B2 (en) * | 2013-12-27 | 2020-03-25 | 凸版印刷株式会社 | Exterior materials for lithium batteries |
| JP5725224B1 (en) * | 2014-03-20 | 2015-05-27 | 大日本印刷株式会社 | Battery packaging materials |
| US10283740B2 (en) | 2014-07-17 | 2019-05-07 | Dai Nippon Printing Co., Ltd. | Battery packaging material |
| WO2016047416A1 (en) * | 2014-09-26 | 2016-03-31 | 大日本印刷株式会社 | Batrery packaging material |
| JP6710896B2 (en) * | 2014-09-26 | 2020-06-17 | 大日本印刷株式会社 | Battery packaging material |
| US10581033B2 (en) | 2014-09-26 | 2020-03-03 | Dai Nippon Printing Co., Ltd. | Battery packaging material |
| JP6710897B2 (en) * | 2015-03-27 | 2020-06-17 | 大日本印刷株式会社 | Battery packaging material |
| JP6523673B2 (en) * | 2014-12-16 | 2019-06-05 | 昭和電工パッケージング株式会社 | Molded container for blister package and blister package |
| JP6710895B2 (en) * | 2015-03-25 | 2020-06-17 | 大日本印刷株式会社 | Battery packaging material |
| JP6710894B2 (en) * | 2015-03-25 | 2020-06-17 | 大日本印刷株式会社 | Battery packaging material |
| WO2016153059A1 (en) * | 2015-03-25 | 2016-09-29 | 大日本印刷株式会社 | Cell packaging material and cell |
| JP6222183B2 (en) * | 2015-07-31 | 2017-11-01 | 大日本印刷株式会社 | Battery packaging materials |
| CN108886115B (en) * | 2016-04-06 | 2022-02-18 | 大日本印刷株式会社 | Battery packaging material, method for producing same, and battery |
| CN114156573A (en) * | 2016-04-12 | 2022-03-08 | 大日本印刷株式会社 | Battery packaging material, method for producing same, and battery |
| EP3467897A4 (en) | 2016-05-31 | 2019-11-20 | Dai Nippon Printing Co., Ltd. | Battery packaging material, production method therefor, battery, and polyester film |
| JP7213004B2 (en) * | 2017-01-06 | 2023-01-26 | 凸版印刷株式会社 | Exterior material for power storage device and power storage device using the same |
| KR20230170132A (en) * | 2016-10-20 | 2023-12-18 | 도판 인사츠 가부시키가이샤 | Exterior material for power storage device and power storage device in which same is used |
| JP6794780B2 (en) * | 2016-10-31 | 2020-12-02 | 凸版印刷株式会社 | Exterior material for power storage devices |
| JP6794779B2 (en) * | 2016-10-31 | 2020-12-02 | 凸版印刷株式会社 | Exterior material for power storage devices |
| JP2017107861A (en) * | 2017-01-04 | 2017-06-15 | 大日本印刷株式会社 | Resin composition for sealant layer of battery-packaging material |
| JP7163922B2 (en) * | 2017-08-10 | 2022-11-01 | 大日本印刷株式会社 | BATTERY PACKAGING MATERIAL, BATTERY, MANUFACTURING METHOD THEREOF, AND METHOD FOR IMPROVING BATTERY PACKAGING MATERIAL WITH INK PRINTABILITY |
| JP6595634B2 (en) * | 2018-01-10 | 2019-10-23 | 昭和電工パッケージング株式会社 | Packaging materials and molded cases |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001240113A (en) * | 2000-02-25 | 2001-09-04 | Nippon Foil Mfg Co Ltd | Packaging material |
| JP5035495B2 (en) * | 2001-05-23 | 2012-09-26 | 大日本印刷株式会社 | Battery packaging materials |
| JP4366537B2 (en) * | 2003-07-07 | 2009-11-18 | 昭和電工パッケージング株式会社 | Manufacturing method of packaging material for molding |
| JP4627138B2 (en) * | 2003-08-06 | 2011-02-09 | 住友軽金属工業株式会社 | Aluminum laminate material for battery packaging |
| JP2006066113A (en) * | 2004-08-25 | 2006-03-09 | Toppan Printing Co Ltd | Laminating material and outer packaging for battery using laminating material |
| JP4978126B2 (en) * | 2006-09-20 | 2012-07-18 | 凸版印刷株式会社 | Lithium battery packaging |
-
2010
- 2010-12-09 JP JP2010274937A patent/JP5652178B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2012124068A (en) | 2012-06-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5652178B2 (en) | Exterior materials for lithium-ion batteries | |
| JP5211622B2 (en) | Lithium battery packaging material and method for producing the same | |
| JP4379544B2 (en) | Lithium battery packaging material and method for producing the same | |
| JP6459306B2 (en) | Exterior materials for lithium-ion batteries | |
| JP5573254B2 (en) | Exterior materials for lithium-ion batteries | |
| JP5577653B2 (en) | Battery packaging material, method for producing the same, and secondary battery | |
| JP7276402B2 (en) | Exterior material for power storage device and method for manufacturing exterior material for power storage device | |
| KR102189026B1 (en) | Outer covering for lithium-ion cell | |
| CN105849932B (en) | Packaging material for lithium battery | |
| JP2011187385A (en) | Covering material for lithium ion battery | |
| JPWO2015045887A1 (en) | Power storage device exterior materials | |
| TWI658627B (en) | Exterior materials for lithium batteries | |
| JP6672586B2 (en) | Exterior materials for lithium batteries | |
| JP2011065834A (en) | Outer packaging for lithium ion battery and method of manufacturing the same | |
| JP5278636B2 (en) | Lithium battery packaging material | |
| JP5998597B2 (en) | Exterior materials for lithium-ion batteries | |
| JP6264953B2 (en) | Lithium battery exterior materials | |
| JP5217104B2 (en) | Lithium battery packaging materials | |
| JP6728600B2 (en) | Power storage device exterior material | |
| JP6428906B2 (en) | Lithium battery exterior materials | |
| WO2015099144A1 (en) | Exterior material for lithium cell | |
| JP6264954B2 (en) | Lithium battery exterior materials | |
| JP2017134932A (en) | External packaging material for lithium ion secondary battery | |
| JP6194577B2 (en) | Exterior materials for lithium-ion batteries |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20131121 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140421 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140425 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140624 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20140625 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20141021 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20141103 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5652178 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |