JP5586862B2 - Heat treatment method, heat treatment apparatus, heat treatment system, and set for treatment method - Google Patents
Heat treatment method, heat treatment apparatus, heat treatment system, and set for treatment method Download PDFInfo
- Publication number
- JP5586862B2 JP5586862B2 JP2009049087A JP2009049087A JP5586862B2 JP 5586862 B2 JP5586862 B2 JP 5586862B2 JP 2009049087 A JP2009049087 A JP 2009049087A JP 2009049087 A JP2009049087 A JP 2009049087A JP 5586862 B2 JP5586862 B2 JP 5586862B2
- Authority
- JP
- Japan
- Prior art keywords
- heat treatment
- tray
- gas
- temperature
- metal
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images

















Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P60/00—Technologies relating to agriculture, livestock or agroalimentary industries
- Y02P60/80—Food processing, e.g. use of renewable energies or variable speed drives in handling, conveying or stacking
Description
本発明は、熱処理方法、熱処理装置、熱処理システム、及び処理方法用セットに関する。本明細書において、熱処理とは、冷却及び加熱を含む。
本発明においては、被処理物(被冷却物又は被加熱物)の周囲に充填された金属製粒状体を調温気体(冷却気体又は加熱気体)によって冷却又は加熱し、その金属製粒状体を介して被処理物を冷却又は加熱するので、非常に効率的に冷却又は加熱を実施することができる。
The present invention relates to a heat treatment method, a heat treatment apparatus, a heat treatment system, and a set for a treatment method. In this specification, heat treatment includes cooling and heating.
In the present invention, the metal granule filled around the object to be treated (the object to be cooled or the object to be heated) is cooled or heated with a temperature control gas (cooling gas or heating gas), and the metal granule is Therefore, the object to be processed is cooled or heated through, so that the cooling or heating can be performed very efficiently.
食品類を物流システムに供給したり、低温貯蔵を行うために、食品類を冷却する技術が利用されている。例えば、加熱調理して調製した食品類を室温以下に冷却したり、生鮮食料品などを冷蔵温度帯や冷凍温度帯へ冷却することが行われており、従来から、冷却装置や冷凍装置が多数提案されている(例えば、特許文献1又は2)。このような冷却は、冷却空気を生成する冷却器、送気手段(例えば、送気用ファン及び/又は吸気用ファン)、及び被処理食品類を装入して配置する処理室を、密閉された断熱筐体内に設けた冷却装置(又は冷凍装置)によって実施されている。こうした冷却装置においては、送気手段により冷却器から送り出された冷却空気が処理室を経て再び冷却器に戻り、更に送気手段により処理室へ送り出されるという強制循環方式が採用されている。また、被処理食品類を装入して配置する処理室では、多数の被処理食品類(被冷却物)を、それぞれ多数のトレイ上に載せ、多数のトレイは棚段に平行に配置されている。冷気は、それらのトレイ間(すなわち、棚段間)を一方向に上流側から下流側に規則的に流れ、各被処理食品類と接触して冷却した後、天井や壁面などに設けたダクトから回収される。
Technology for cooling foods is used to supply foods to a distribution system or to perform low-temperature storage. For example, food prepared by cooking is cooled to room temperature or below, or fresh foods are cooled to a refrigeration temperature zone or a freezing temperature zone. Conventionally, there are many cooling devices and freezing devices. It has been proposed (for example,
一般に、食品類の冷凍過程では、食品類の温度が低下し、次いで、氷結点(食品類中ではじめて氷結晶が生じる温度)に至ると水溶液部分に氷結晶が生じ、最終的には凍結する。多くの食品の氷結点は−1℃であり、−5℃で氷結率は約80%に達し、硬度が増加して物理的に凍結した状態になる。冷凍食品の場合は、一般に、−18℃以下の凍結状態まで冷却させるが、従来から、氷結晶生成帯(約−1℃〜約−5℃)をできる限り速く通過させることによって、微小氷結晶を均質に生成させ、氷結晶が肥大化しないようにすることが重要とされてきた。これは、氷結晶が大きくなると、食品類の組織に障害を与え、品質低下の原因になるからである。こうした急速冷却を実現するために、従来法では、例えば、冷却処理の最初の段階から、氷点下に冷却した気体を大量に、しかも高速流として処理室に供給することが行われていた。 In general, in the freezing process of foods, when the temperature of the foods decreases and then reaches the freezing point (the temperature at which ice crystals are first formed in the foods), ice crystals form in the aqueous solution and eventually freeze. . The freezing point of many foods is −1 ° C., and the freezing rate reaches about 80% at −5 ° C., and the hardness increases to become a physically frozen state. In the case of frozen foods, it is generally cooled to a frozen state of −18 ° C. or lower, but conventionally, by passing through an ice crystal formation zone (about −1 ° C. to about −5 ° C.) as fast as possible, fine ice crystals It has been important to ensure that the ice crystals are homogeneously formed and the ice crystals are not enlarged. This is because if the ice crystals become large, the structure of the food is damaged and the quality is deteriorated. In order to realize such rapid cooling, in the conventional method, for example, a large amount of gas cooled below the freezing point is supplied to the processing chamber as a high-speed flow from the first stage of the cooling processing.
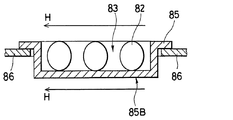
しかしながら、従来法では、図18(模式的説明図)に示すように、平板状トレイ81の底板81Tにおける載置面81Aの上に載置された被冷却物82を冷却する際に、冷却気体をトレイ底板81Tと平行に矢印Hの方向に流していた。しかしながら、空気は、熱伝導率が低く、熱容量も小さいため、断熱効果を有しており、冷却エネルギーのキャリアー(冷却媒体)としては必ずしも好適な材料とはいえない。また、図18に示すように、被冷却物82の上方表面82Aの部分は、冷却気体と次々に直接接触するのに対し、前後左右に載置された被冷却物82の間の空隙部83では、冷却気体の気流がよどみ、新鮮な冷却気体が供給されにくいので、冷気流との接触状態が異なり、被処理食品類の表面の層流境膜の厚さに差異が生じる。すなわち、空隙部83に接する被冷却物82の部分の層流境膜は、被冷却物82の上方表面82Aの部分の層流境膜よりも、常に厚くなり、被冷却物82の全体としての熱交換効率が不均一になるので、被冷却物82の全体としての総括伝熱係数も低下する。特に、図19(模式的説明図)に示すように、棚段ラック(図示せず)の係止桟86に保持して使用するカゴ型トレイ85の場合には、被冷却物82の間の空隙部83に気流のよどみが更に発生しやすくなり、総括伝熱係数は更に低下する。
However, in the conventional method, as shown in FIG. 18 (schematic explanatory diagram), when the
これを防止するために、従来法では、一般に、冷気流の速度を速くして、層流境膜の厚さを全体的に薄くさせることによって総括伝熱係数の低下を防止する努力をしているが、限界があった。また、被処理食品類(被冷却物)の表面が高速冷気流と接触すると、表面乾燥が進んでヒビ割れが発生したり、被処理食品類(被冷却物)表面に付着させた添加物(例えば、ゴマ粒)が脱離したり、食品の過度な重量低下を招くなどの欠点もあった。 In order to prevent this, the conventional method generally makes an effort to prevent a decrease in the overall heat transfer coefficient by increasing the speed of the cold air flow and reducing the thickness of the laminar boundary film as a whole. There was a limit. In addition, when the surface of the food to be treated (cooled object) comes into contact with the high-speed cold air stream, the surface drying progresses and cracks occur, or additives that are attached to the surface of the food to be treated (cooled object) ( For example, sesame grains) are detached and excessive weight loss of foods is caused.
なお、トレイの材料を熱伝導性の高い金属材料とし、トレイ底面81B(図18),85B(図19)に沿って流れる冷却気体から金属製トレイ81,85を介して被冷却物82に冷却エネルギーを供給しやすくすることも提案されている。しかしながら、被冷却物82は、その底面のみが金属製トレイ81,85と接触するだけであり、効果は限定的であった。
The tray material is a metal material having high thermal conductivity, and the object to be cooled 82 is cooled from the cooling gas flowing along the
前記の総括伝熱係数を向上させる手段として、過度に冷却された気体を高速で供給する手段とは別に、処理室内の気流を乱流化させる技術も提案されている(例えば、特許文献3又は特許文献4)。しかしながら、これらの手法では、入射流冷気の気流速度を非常に速くする必要があり、従って、発生するとされている乱流それ自体の流速も当然に速くなる。高速冷気流が被処理食品類の表面と接触することになるので、前記と同様の問題が発生した。 As a means for improving the overall heat transfer coefficient, a technique for turbulent airflow in the processing chamber has been proposed in addition to means for supplying an excessively cooled gas at high speed (for example, Patent Document 3 or Patent Document 4). However, in these methods, it is necessary to make the flow velocity of the incident cold air very high, and accordingly, the flow velocity of the turbulent flow itself to be generated naturally becomes high. Since the high-speed cold airflow comes into contact with the surface of the food to be treated, the same problem as described above occurred.
また、冷却媒体を気体ではなく、液体(ブライン)とすることにより冷却媒体から被冷却物への熱伝導性を向上させる手段も提案されているが、ブラインとして使用されるアルコール水溶液生成用のクーラーやポンプの稼動コストは気体と比較すると高額であることに加えて、火災防止のために貯蔵が煩雑になり、場合により、被冷却物からアルコール成分を分離する必要が生じるなどの種々の欠点がある。更に、水は、熱容量は大きいものの、熱伝導率は金属材料と比較すれば非常に低いため、理想的な冷却エネルギーのキャリアー(冷却媒体)とは言いがたい。 In addition, means for improving the thermal conductivity from the cooling medium to the object to be cooled by using a liquid (brine) instead of a gas as a cooling medium has been proposed. In addition to being expensive compared to gas, the operating cost of the pump is complicated to store for fire prevention, and in some cases, it is necessary to separate the alcohol component from the object to be cooled. is there. Furthermore, although water has a large heat capacity, its thermal conductivity is very low compared to metal materials, so it is difficult to say that it is an ideal cooling energy carrier (cooling medium).
一方、加工食品などでは、冷蔵貯蔵又は冷凍貯蔵の前に、殺菌処理として加熱が行われている。加熱殺菌処理は、対象となる食品を高温(例えば、100℃前後ないしそれ以上)に曝しても劣化しない場合は、水蒸気処理などが行われている。しかしながら、高温(例えば、100℃前後)に曝すと風味が劣化したり、包装材料が破裂したりする食品に対しては、約80℃以下の温水で殺菌処理する必要がある。温水で処理した場合、処理後の食品から水を取り除く作業や、食品と接触した水を排水する前の処理が非常に煩雑でコスト高の一因となっていた。 On the other hand, in processed foods and the like, heating is performed as a sterilization treatment before refrigerated storage or frozen storage. In the heat sterilization treatment, when the target food is not deteriorated even if it is exposed to a high temperature (for example, around 100 ° C. or higher), a steam treatment or the like is performed. However, foods that deteriorate in flavor or rupture in packaging materials when exposed to high temperatures (for example, around 100 ° C.) need to be sterilized with warm water of about 80 ° C. or less. When processing with warm water, the operation | work which removes water from the foodstuff after a process, and the process before draining the water which contacted the foodstuff were very complicated and contributed to the high cost.
したがって、本発明の課題は、空気や水に代わり、高い熱伝導率と大きな熱容量を有する理想的な冷却/加熱エネルギーのキャリアー(媒体)として金属を用いる手段を提供することにより、従来技術の欠点を解消することにある。特に、冷凍処理の場合に、氷結晶生成帯(約−1℃〜約−5℃)を速く通過させることによって、微小氷結晶を均質に生成させ、氷結晶が肥大化しないようにすることにある。また、加熱殺菌処理や冷却処理を、被処理物と水とを接触させずに、ドライ状態で実施可能にすることにある。
また、金属を冷却/加熱エネルギーのキャリアー(媒体)として一層有効に利用する手段を提供することにある。
Therefore, the object of the present invention is to provide a means of using metal as an ideal cooling / heating energy carrier with high thermal conductivity and large heat capacity instead of air and water, thereby making it a disadvantage of the prior art. Is to eliminate. In particular, in the case of the freezing treatment, by passing the ice crystal formation zone (about −1 ° C. to about −5 ° C.) quickly, the fine ice crystals are uniformly generated and the ice crystals are prevented from being enlarged. is there. Further, the heat sterilization treatment and the cooling treatment can be performed in a dry state without bringing the object to be treated into contact with water.
Another object of the present invention is to provide a means for more effectively using metal as a carrier (medium) for cooling / heating energy.
前記の課題は、本発明により、
載置用トレイに載せた被処理物を収容する熱処理室に、気体調温室にて所定温度に加熱又は冷却された調温気体を供給することによって、前記被処理物を熱処理する方法であって、
前記載置用トレイ上に金属製粒状体を、前記被処理物と直接に接触させるか、あるいは前記被処理物を包装している包装体の外壁に直接に接触させるように前記載置用トレイ上に充填することを特徴とする、前記熱処理方法によって解決することができる。
The above problems are solved by the present invention.
A method of heat-treating the object to be treated by supplying a temperature-controlled gas heated or cooled to a predetermined temperature in a gas-conditioning chamber to a heat-treating chamber that accommodates the object to be treated placed on a mounting tray. ,
The tray for mounting as described above so that the metal granule is brought into direct contact with the object to be processed on the tray for mounting as described above or directly with the outer wall of the packaging body for packaging the object to be processed. This can be solved by the heat treatment method, which is characterized by filling the top.
本発明方法の好ましい態様においては、前記熱処理室において、前記調温気体を前記載置用トレイの載置面と平行方向に流し、前記調温気体を金属製粒状体と接触させる。
この態様においては、調温気体接触部と、その調温気体接触部に連結すると共に前記金属製粒状体と接触する熱伝達部とを備える伝熱媒介体を用い、調温気体を前記調温気体接触部に接触させて冷却又は加熱エネルギーを前記調温気体接触部に捕捉させ、前記熱伝達部を介して前記冷却又は加熱エネルギーを金属製粒状体に伝達し、金属製粒状体を介して前記被処理物を熱処理することができる。
In a preferred aspect of the method of the present invention, in the heat treatment chamber, the temperature-controlled gas is caused to flow in a direction parallel to the mounting surface of the mounting tray, and the temperature-controlled gas is brought into contact with the metal granule.
In this aspect, a temperature control gas contact portion and a heat transfer medium connected to the temperature control gas contact portion and a heat transfer portion that contacts the metal granular body are used, and the temperature control gas is adjusted to the temperature control gas. The temperature control gas contact part is made to capture the cooling or heating energy by making contact with the gas contact part, and the cooling or heating energy is transmitted to the metal granule through the heat transfer part, and through the metal granule. The object to be processed can be heat-treated.
本発明方法の別の好ましい態様においては、前記載置用トレイとして、載置用底板に、前記被処理物及び金属製粒状体を保持するが、前記調温気体を通過させることのできる通風孔を有するトレイを用い、前記載置用トレイの底板に設けた通風孔に、トレイの上方から下方に向けて、又はトレイの下方から上方に向けて、前記調温気体を通過させる。
この態様においては、前記載置用トレイの下方に、前記載置用トレイの被処理物載置面に対して傾斜する方向に気体流を案内する下方傾斜遮蔽板を設け、前記載置用トレイの底板に設けた通風孔に、トレイの上方から下方に向けて前記調温気体を通過させることができる。
また、この態様においては、前記熱処理室において、前記載置用トレイの上方に、前記載置用トレイの被処理物載置面に対して傾斜する方向に気体流を案内する上方傾斜遮蔽板を設けると共に、前記載置用トレイの下方に、前記載置用トレイの被処理物載置面に対して傾斜する方向に気体流を案内する下方傾斜遮蔽板を設け、
しかも、前記上方傾斜遮蔽板の気体流案内方向と下方傾斜遮蔽板の気体流案内方向とを相互に平行とし、トレイの上方から下方に向けて、又はトレイの下方から上方に向けて、前記調温気体を通過させることもできる。
In another preferable aspect of the method of the present invention, the object to be processed and the metal granular body are held on the mounting bottom plate as the mounting tray described above, but the temperature-controlled gas can pass through. The temperature control gas is passed through the ventilation hole provided in the bottom plate of the mounting tray described above from the upper side to the lower side of the tray or from the lower side to the upper side of the tray.
In this aspect, a lower inclined shielding plate that guides the gas flow in a direction inclined with respect to the workpiece placement surface of the previous placement tray is provided below the previous placement tray, and the previous placement tray is provided. The temperature-controlled gas can be passed through the ventilation holes provided in the bottom plate of the tray from the upper side to the lower side of the tray.
Further, in this aspect, in the heat treatment chamber, an upper inclined shielding plate that guides the gas flow in a direction inclined with respect to the workpiece placement surface of the mounting tray above the mounting tray. And providing a lower inclined shielding plate that guides the gas flow in a direction inclined with respect to the workpiece placement surface of the mounting tray, below the mounting tray.
In addition, the gas flow guiding direction of the upper inclined shielding plate and the gas flow guiding direction of the lower inclined shielding plate are parallel to each other, and the adjustment is performed from the upper side of the tray to the lower side or from the lower side of the tray to the upper side. A warm gas can also be passed.
本発明方法の好ましい態様においては、熱処理室が、多数の被処理物を載せた多数の載置用トレイを収容している。 In a preferred embodiment of the method of the present invention, the heat treatment chamber contains a large number of mounting trays on which a large number of objects to be processed are placed.
本発明方法においては、金属製粒状体が、粒径が実質的に同一の粒状体からなるか、あるいは粒径の異なる複数種の粒状体の混合物であることができる。 In the method of the present invention, the metal granule may be composed of particles having substantially the same particle size, or may be a mixture of a plurality of types of particles having different particle sizes.
本発明方法は、バッチ式又は連続式で実施することができる。 The method of the present invention can be carried out batchwise or continuously.
また、本発明は、載置用トレイに載せた被処理物を収容する熱処理室と、所定温度に加熱又は冷却された調温気体を前記熱処理室に供給する気体調温室とを含む熱処理装置であって、
前記載置用トレイ上に金属製粒状体が、前記被処理物と直接に接触させるか、あるいは前記被処理物を包装している包装体の外壁に直接に接触させるように前記載置用トレイ上に充填されていることを特徴とする、前記熱処理装置にも関する。
Further, the present invention is a heat treatment apparatus including a heat treatment chamber that accommodates an object to be processed placed on a mounting tray and a gas conditioning chamber that supplies a temperature-controlled gas heated or cooled to a predetermined temperature to the heat treatment chamber. There,
The mounting tray as described above, wherein the metal granule is in direct contact with the object to be processed on the mounting tray, or is directly in contact with the outer wall of the packaging body that packages the object to be processed. The present invention also relates to the heat treatment apparatus, wherein the heat treatment apparatus is filled in the upper part.
更に、本発明は、移動可能な熱処理コンテナと、その熱処理コンテナを内部に通過させて熱処理行う熱処理トンネルとを含む連続式熱処理システムに関する。前記熱処理コンテナは、断熱筐体の内部に、載置用トレイに載せた被処理物を収容することができ、前記載置用トレイ上に金属製粒状体を、前記被処理物と直接に接触させるか、あるいは前記被処理物を包装している包装体の外壁に直接に接触させるように前記載置用トレイ上に充填することができる。また、熱処理コンテナは、所定温度に加熱又は冷却された調温気体を取入れる取入窓と、熱処理後の気体を排出する排出窓を備えている。
前記熱処理トンネルは、熱処理コンテナが通過する順に、装入ゾーン、熱処理ゾーン、及び取出ゾーンを含む。前記装入ゾーンと前記熱処理ゾーンとの間に、予備ゾーンを設けることができ、前記熱処理ゾーンと前記取出ゾーンとの間に、緩衝ゾーンを設けることができる。前記予備ゾーン、前記熱処理ゾーン、及び前記緩衝ゾーンには、それぞれ、所定温度に加熱又は冷却された調温気体を熱処理コンテナに供給することのできる気体調温室を備えている。
Furthermore, the present invention relates to a continuous heat treatment system including a movable heat treatment container and a heat treatment tunnel that passes through the heat treatment container to perform heat treatment. The heat treatment container can accommodate an object to be processed placed on a mounting tray inside a heat insulating casing, and the metal granule is directly in contact with the object to be processed on the mounting tray. Or it can be filled on the tray for mounting as described above so as to be in direct contact with the outer wall of the packaging body in which the object to be treated is packaged. In addition, the heat treatment container includes an intake window for taking in the temperature-controlled gas heated or cooled to a predetermined temperature, and a discharge window for discharging the gas after the heat treatment.
The heat treatment tunnel includes a charging zone, a heat treatment zone, and a removal zone in the order in which the heat treatment containers pass. A preliminary zone can be provided between the charging zone and the heat treatment zone, and a buffer zone can be provided between the heat treatment zone and the extraction zone. Each of the preliminary zone, the heat treatment zone, and the buffer zone is provided with a gas conditioning chamber capable of supplying a temperature-controlled gas heated or cooled to a predetermined temperature to the heat treatment container.
本発明は、
被処理物載置用トレイと、
金属製粒状体と、
調温気体接触部とその調温気体接触部に熱伝達的に連絡する金属製粒状体接触部とを備える伝熱媒介体と
を含む熱処理方法用セットにも関する。
The present invention
A tray for placing a workpiece;
Metal granules,
The present invention also relates to a set for a heat treatment method including a temperature control gas contact portion and a heat transfer medium including a metal granular material contact portion that communicates with the temperature control gas contact portion in heat transfer.
更に、本発明は、
被処理物載置用底面を有する底板に、前記被処理物を保持するが、気体を通過させることのできる通風孔を有する被処理物載置用トレイと、
前記載置用トレイの底板に設けた通風孔から落下しない金属製粒状体と
を含む熱処理方法用セットにも関する。
Furthermore, the present invention provides
A bottom plate having a bottom for placing a workpiece on which the workpiece is held, but a tray on which the workpiece is placed having a vent hole through which gas can pass,
The present invention also relates to a set for a heat treatment method including a metal granule that does not fall from a vent hole provided in a bottom plate of the mounting tray.
更に、本発明は、
被処理物載置用底面を有する底板に、前記被処理物を保持するが、気体を通過させることのできる通風孔を有する被処理物載置用トレイと、
前記載置用トレイの底板に設けた通風孔から落下しない金属製粒状体と
底板に気体を通過させることのできる通風孔を有する内側バスケットと
を含む熱処理方法用セットにも関する。
Furthermore, the present invention provides
A bottom plate having a bottom for placing a workpiece on which the workpiece is held, but a tray on which the workpiece is placed having a vent hole through which gas can pass,
The present invention also relates to a set for a heat treatment method including a metal granular body that does not fall from a vent hole provided in a bottom plate of the mounting tray and an inner basket having a vent hole through which gas can pass through the bottom plate.
本明細書において、「熱処理」は、冷却処理及び加熱処理を含む。「冷却」は、一般的に冷やすこと、例えば、被処理物の温度や冷却に用いる気体(冷却気体)の温度を低下させることを広く意味し、「非冷凍温度帯」への「冷却」及び「冷凍温度帯」への「冷却」の両方を含む。
ここで、「冷凍温度帯」とは、被処理物を凍結させる温度領域、すなわち、0℃以下の温度領域を意味する。具体的には、氷結点(食品類中ではじめて氷結晶が生じる温度)以下の凍結状態を含み、当然、−18℃以下の凍結状態も含む。また、「非冷凍温度帯」とは、被処理物を凍結させない温度領域、すなわち、0℃より高い温度領域を意味し、例えば、常温温度帯、及び冷蔵温度帯が含まれる。なお、「冷凍温度帯」への「冷却」を単に「冷凍」と称することがあり、本明細書の以下の説明においては、簡便化の目的で「非冷凍温度帯への冷却」を、単に「非冷凍冷却」と称することがある。
また、加熱処理には、殺菌加熱処理や調理加熱処理が含まれる。
In this specification, “heat treatment” includes cooling treatment and heat treatment. “Cooling” generally means cooling, for example, lowering the temperature of an object to be processed or the temperature of a gas used for cooling (cooling gas), and “cooling” to “non-freezing temperature range” and Includes both “cooling” to “freezing temperature zone”.
Here, the “freezing temperature zone” means a temperature range in which the object to be processed is frozen, that is, a temperature range of 0 ° C. or less. Specifically, it includes a frozen state below the freezing point (temperature at which ice crystals are first formed in foods), and naturally includes a frozen state at -18 ° C or lower. In addition, the “non-freezing temperature zone” means a temperature region in which the object to be processed is not frozen, that is, a temperature region higher than 0 ° C., and includes, for example, a normal temperature temperature zone and a refrigeration temperature zone. Note that “cooling” to the “freezing temperature zone” may be simply referred to as “freezing”, and in the following description of this specification, “cooling to the non-freezing temperature zone” is simply referred to as “freezing temperature zone”. Sometimes referred to as “non-refrigeration cooling”.
The heat treatment includes sterilization heat treatment and cooking heat treatment.
本明細書においては、被処理物を載置するトレイの底板に平行に通過させる気流を平行流と称することがある。また、底板に通風孔を有するトレイに対して、トレイの上方から下方に向けて通過する気流を「上下流」と称することがあり、トレイの下方から上方に向けて通過する気流を「下上流」と称することがある。また、両者を総括的に「上下・下上流」と称することがある。 In this specification, the airflow that passes in parallel with the bottom plate of the tray on which the workpieces are placed may be referred to as parallel flow. In addition, an airflow that passes from the top to the bottom of the tray with respect to a tray having ventilation holes in the bottom plate may be referred to as “upstream / downstream”, and an airflow that passes from the bottom to the top of the tray May be called. In addition, both may be collectively referred to as “up / down / downstream / upstream”.
本発明によれば、載置用トレイ上にて、熱伝導率の高い金属製粒状体が調温気体によって所定温度に効率的に冷却又は加熱され、それらの金属製粒状体は個々の被処理物あるいは被処理物を包装している包装体(被処理物包装体)の外壁の周囲に充填されているので、被処理物又は被処理物包装体の表面は多数地点で金属製粒状体と直接接触することになり、熱処理時間が短縮される。 According to the present invention, on the mounting tray, the metal granules having high thermal conductivity are efficiently cooled or heated to a predetermined temperature by the temperature control gas, and the metal granules are individually processed. The surface of the object to be processed or the object to be processed is packed with metal granules at many points. Direct contact is made and heat treatment time is shortened.
すなわち、本発明において、調温気体は、従来法のように被処理物を直接的に熱処理するというよりは、むしろ、金属製粒状体を主に冷却又は加熱する。この場合、調温気体と金属製粒状体との接触面積は、従来法の調温気体と被処理物との接触面積よりも飛躍的に増加していると共に、金属製粒状体は高熱伝導率を有しているので、熱交換効率が飛躍的に向上する。また、金属製粒状体は、気体と比較すると熱容量も大きいので、調温気体の冷却又は加熱エネルギーを高効率で蓄熱することができる。こうして冷却又は加熱された金属製粒状体が、被処理物表面に若干食い込んで全周囲と多数の地点で接触するので、熱伝導による熱処理が高効率で実施されることになる。 That is, in the present invention, the temperature-controlled gas mainly cools or heats the metal granule rather than directly heat-treating the workpiece as in the conventional method. In this case, the contact area between the temperature-controlled gas and the metal granule is dramatically higher than the contact area between the temperature-controlled gas and the object to be processed in the conventional method, and the metal particle has a high thermal conductivity. Therefore, the heat exchange efficiency is greatly improved. Moreover, since a metal granule has a large heat capacity compared to a gas, it can store heat or cooling energy of the temperature-controlled gas with high efficiency. Since the metal granule thus cooled or heated slightly bites into the surface of the object to be processed and comes into contact with the entire periphery at a number of points, heat treatment by heat conduction is performed with high efficiency.
例えば、冷凍処理の場合に、氷結晶生成帯(約−1℃〜約−5℃)を速く通過させることによって、微小氷結晶を均質に生成させ、氷結晶が肥大化しないようにすることができ、冷却物や冷凍物の品質を向上させることができる。 For example, in the case of a freezing process, by passing an ice crystal formation zone (about −1 ° C. to about −5 ° C.) quickly, fine ice crystals can be generated uniformly and the ice crystals can be prevented from becoming enlarged. It is possible to improve the quality of the cooled product or the frozen product.
また、加熱殺菌処理や冷却処理を、水を使用せずにドライ状態で実施することができるので、処理後の水の除去や排水処理が不要になる。 Further, since the heat sterilization treatment and the cooling treatment can be performed in a dry state without using water, the removal of water after the treatment and the waste water treatment are not necessary.
更に、金属製粒状体は熱容量が大きいので、熱処理終了後に処理物(例えば、冷凍食品)から金属製粒状体を分離して再循環し、調温気体によって加熱又は冷却された蓄熱エネルギーを再利用することができる。また、金属製粒状体を予め所定温度に加熱又は冷却しておいてから、被処理物あるいは被処理物包装体と接触させることができるので、熱処理時間を一層短縮することができる。 Furthermore, since the metal granule has a large heat capacity, the metal granule is separated from the processed product (for example, frozen food) and recycled after the heat treatment is completed, and the heat storage energy heated or cooled by the temperature-controlled gas is reused. can do. Further, since been heated or cooled in advance to a predetermined temperature metal granules, can be brought into contact with an object to be processed or the object to be processed package can be further shortened treatment time.
本発明において、伝熱媒介体を用いると、調温気体接触部によって調温気体の加熱又は冷却エネルギーを効率的に取り込むことができるので、熱処理効率を向上させることができる。 In the present invention, when a heat transfer medium is used, heating or cooling energy of the temperature-controlled gas can be efficiently taken in by the temperature-controlled gas contact portion, so that the heat treatment efficiency can be improved.
また、本発明において、通風孔を有するトレイを用い、上下・下上流の調温気体を供給すると、調温気体が金属製粒状体の間を通過する際に金属製粒状体が更に効率的に冷却又は加熱されるので、熱処理効率を向上させることができる。 Further, in the present invention, when a temperature-controlled gas is supplied by using a tray having ventilation holes, and the temperature-controlled gas passes between the metal particles, the metal particles are more efficiently produced. Since it is cooled or heated, the heat treatment efficiency can be improved.
更に、上下・下上流の調温気体を利用する前記本発明において、載置用トレイの上方及び下方のそれぞれに、載置用トレイの載置面に対して傾斜する方向(非平行方向)に気体流を案内する傾斜遮蔽板を設け、それらの気体流案内方向を相互に平行に配置すると、熱処理室の調温気体吸入口側から排出口側の方向に載置用トレイの全面にわたって調温気体の上下・下上流の通気抵抗を均一化させることができるので、その結果、載置用トレイの全面にわたって均一な熱処理を実現することができる。 Furthermore, in the present invention using the temperature control gas of upper, lower, upper and lower upstream, in the direction (non-parallel direction) inclined with respect to the mounting surface of the mounting tray, respectively above and below the mounting tray. If an inclined shielding plate that guides the gas flow is provided and the gas flow guide directions are arranged in parallel to each other, the temperature is controlled over the entire surface of the mounting tray in the direction from the temperature adjustment gas suction port side to the discharge port side of the heat treatment chamber. Since the upper and lower / lower upstream airflow resistance of the gas can be made uniform, as a result, uniform heat treatment can be realized over the entire surface of the mounting tray.
また、本発明において、前記載置用トレイの下方に、前記載置用トレイ載置面に対して傾斜する方向に気体流を案内する下方傾斜遮蔽板を設けると、水蒸気を大量に発生する被処理物を常温温度帯又は冷蔵温度帯へ冷却する際に、水蒸気を天井側に凝結させることがなくなるので、被処理物への水滴落下を防止することができる。 In the present invention, if a downwardly inclined shielding plate that guides the gas flow in a direction inclined with respect to the mounting tray mounting surface is provided below the mounting tray, the water vapor is generated in a large amount. When the processed product is cooled to the normal temperature range or the refrigerated temperature range, the water vapor is not condensed on the ceiling side, so that it is possible to prevent water droplets from falling onto the processing target.
本明細書において、従来法と同様に、調温気体(冷却気体又は加熱気体)をトレイ底板と平行に通過させる熱処理方式(冷却方式又は加熱方式)を、以下、「平行流方式」と称することがある。また、底板に通風孔を有するトレイを用い、上下流調温気体(冷却気体又は加熱気体)を利用する熱処理方式(冷却方式又は加熱方式)を「上下流方式」と称することがあり、下上流調温気体(冷却気体又は加熱気体)を利用する熱処理方式(冷却方式又は加熱方式)を「下上流方式」と称することがある。また、それらを包括して「上下・下上流方式」と称することがある。 In this specification, similarly to the conventional method, a heat treatment method (cooling method or heating method) in which a temperature-controlled gas (cooling gas or heating gas) is passed in parallel with the tray bottom plate is hereinafter referred to as a “parallel flow method”. There is. Also, a heat treatment method (cooling method or heating method) using a tray having ventilation holes in the bottom plate and using an upstream / downstream conditioned gas (cooling gas or heating gas) may be referred to as an “upstream / downstream method”. A heat treatment method (cooling method or heating method) using a temperature control gas (cooling gas or heating gas) may be referred to as a “lower upstream method”. In addition, these may be collectively referred to as the “up / down / downstream / upstream system”.
更に、載置用トレイの下方に、載置用トレイの載置面に対して傾斜する方向(非平行方向)に気体流を案内する傾斜遮蔽板を設けた状態で、熱処理(冷却処理又は加熱処理)を行う熱処理方式を、以下、「下方傾斜板方式」と称することがある。また、載置用トレイの上方及び下方のそれぞれに、載置用トレイの載置面に対して傾斜する方向(非平行方向)に気体流を案内する傾斜遮蔽板を設け、それらの気体流案内方向を相互に平行に配置した状態で、熱処理(冷却処理又は加熱処理)を行う熱処理方式を、以下、「上方・下方傾斜板方式」と称することがある。 Further, a heat treatment (cooling treatment or heating) is provided below the placement tray with an inclined shielding plate that guides the gas flow in a direction (non-parallel direction) inclined with respect to the placement surface of the placement tray. Hereinafter, the heat treatment method for performing (treatment) may be referred to as a “downwardly inclined plate method”. In addition, an inclined shielding plate that guides the gas flow in a direction (non-parallel direction) inclined with respect to the mounting surface of the mounting tray is provided above and below the mounting tray, and the gas flow guides thereof. Hereinafter, a heat treatment method in which heat treatment (cooling treatment or heat treatment) is performed in a state where the directions are arranged in parallel with each other may be referred to as an “upper / lower inclined plate method”.
以下、「上下・下上流方式」について最初に説明し、次に、「上下・下上流方式」において「傾斜板」を利用する態様について説明し、続いて、「平行流方式」の態様について説明する。 Hereinafter, the “upper / lower / upstream system” will be described first, then the aspect of using the “inclined plate” in the “upper / lower / upstream system”, and then the “parallel flow system” will be described. To do.
<上下・下上流方式>
最初に、本発明で利用することのできる上下・下上流方式の原理を、図1及び図2(本発明)並びに図18及び図19(従来技術)の模式的説明図に沿って説明する。図1及び図2並びに図18及び図19では、説明の便宜のために3つの被処理物21,82のみを示すが、実際の適用例では、多数の被処理物21,82が同じトレイ上に相互に間隔を隔てて併置される。以下、本明細書に添付の各図面においては、被処理物を1つ〜3つ程度までしか図示していないが、これも説明の便宜のためであり、実際の適用例では、多数の被処理物が同じトレイ上に相互に間隔を隔てて併置される。なお、調温気体としては、一般的は、調温空気を使用する。
<Up / Down / Lower / Upstream>
First, the principle of the upper / lower / lower / upstream system that can be used in the present invention will be described with reference to the schematic explanatory views of FIGS. 1 and 2 (the present invention) and FIGS. 18 and 19 (the prior art). 1 and 2 and FIGS. 18 and 19 show only three
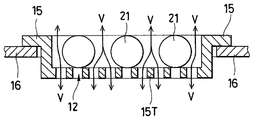
本発明で利用することのできる上下・下上流方式では、図1に示すように、被処理物(被冷却物又は被加熱物)21を載置する底板11Tに複数の通風用貫通孔12を設けた平板状トレイ11を用い、前記載置用平板状トレイ11の底板11Tに設けた通風孔12に、トレイ11の上方から下方に向けて、又はトレイ11の下方から上方に向けて、図1の矢印Vに示すように、調温気体(冷却気体又は加熱気体)を通過させる。また、図2に示すように、棚段ラック(図示せず)の係止桟16に保持して使用するカゴ型トレイ15の場合には、カゴ型トレイ15の底板15Tに複数の通風用貫通孔12を設け、トレイ15の上方から下方に向けて、又はトレイ15の下方から上方に向けて、図2の矢印Vに示すように、調温気体を通過させる。なお、前記通風用貫通孔12は、前記被処理物を保持すると共に金属製粒状体を保持するが、気体を通過させることのできる開口部口径を有している。
In the up / down / downstream / upstream system that can be used in the present invention, as shown in FIG. 1, a plurality of through
本発明で利用する上下・下上流方式に用いるトレイは、任意の材料(例えば、合成樹脂や金属)からなることができるが、底板の下面は調温気体と直接に接触するので、少なくとも底板が金属製のトレイを用いることが好ましい。トレイを構成する金属としては、高い熱伝導性及び大きい熱容量を有する金属、例えば、銅、アルミニウム、又は鉄、あるいはそれらの合金を挙げることができる。なお、金属製トレイは、熱伝導性に大きな影響を与えない範囲で薄層樹脂コートや表面保護塗布剤で保護されていることもできる。上下・下上流方式に用いるトレイは、トレイの底板に多数の通風用貫通孔を有しており、調温気体の通風をできる限り妨げないように、被処理物及び金属製粒状体を落下させない限り、開口部の合計面積が広いことが好ましく、例えば、網目状やネット状の底板(例えば、金網)が好ましい。 The tray used in the upper / lower / upper / lower upstream system used in the present invention can be made of any material (for example, synthetic resin or metal). However, since the lower surface of the bottom plate is in direct contact with the temperature control gas, at least the bottom plate is It is preferable to use a metal tray. Examples of the metal constituting the tray include metals having high thermal conductivity and a large heat capacity, such as copper, aluminum, or iron, or alloys thereof. The metal tray can be protected with a thin layer resin coat or a surface protective coating agent as long as it does not significantly affect the thermal conductivity. The tray used for the upper / lower / lower / upstream system has a large number of ventilation holes in the bottom plate of the tray, so that the object to be processed and the metal particles are not dropped so as not to block the ventilation of the temperature-controlled gas as much as possible. As long as the total area of the openings is large, for example, a mesh-like or net-like bottom plate (for example, a wire mesh) is preferred.
上下・下上流方式において調温気体(冷却気体又は加熱気体)を通過させる方向は、トレイの上方から下方への方向、又はトレイの下方から上方への方向のいずれも可能である。例えば、焼きたてのパンや炊飯直後のご飯、あるいは茹でたての麺類や茶碗蒸しのように、冷却処理において水蒸気を多量に発生する高温食品類を熱処理室に搬入してトレイ上で冷却処理する場合は、下上流冷却気体を通過させることよって処理することもできるが、被処理物から発生する水蒸気がトレイ上方の天井部壁面に凝結し、水滴となって被処理物上に落下して食品類を汚す危険性もあるので、上下流冷却気体を通過させることにより、被処理物から発生する水分をトレイの下方で収集して排水することができるので好ましい。また、海草類や水産物のように、水滴を滴下する被処理物の場合も、上下流冷却気体を通過させることが好ましい。 The direction in which the temperature adjusting gas (cooling gas or heated gas) is allowed to pass in the up / down / downstream / upstream system can be either from the upper side to the lower side of the tray or from the lower side to the upper side of the tray. For example, high-temperature foods that generate a large amount of water vapor in the cooling process, such as freshly baked bread, rice immediately after cooking, or boiled noodles or steamed rice bowls, are brought into the heat treatment room and cooled on the tray. In this case, processing can be performed by passing the lower upstream cooling gas, but the water vapor generated from the object to be processed condenses on the wall surface of the ceiling above the tray and falls as water droplets onto the object to be processed. Since there is a risk of soiling, it is preferable to allow the water generated from the workpiece to be collected and drained below the tray by passing the upstream and downstream cooling gas. Moreover, also in the case of the to-be-processed object which drips a water drop like seaweeds and aquatic products, it is preferable to let an upstream / downstream cooling gas pass.
本発明において上下・下上流方式で用いることのできるカゴ型トレイの底面は、図2に示す平坦な底板に限定されず、例えば、図3(模式的断面図)に示すように、半球状の底板17Tに複数の通風用貫通孔12を設けたカゴ型トレイ17や、図4(模式的断面図)に示すように、凸状底板18Tに複数の通風用貫通孔12を設けたカゴ型トレイ18を用いることもできる。
In the present invention, the bottom surface of the cage tray that can be used in the up / down / upstream / upstream system is not limited to the flat bottom plate shown in FIG. 2, but is, for example, hemispherical as shown in FIG. 3 (schematic cross-sectional view). As shown in FIG. 4 (schematic cross-sectional view), a
本発明を上下・下上流方式によって実施する場合は、金属製粒状体、特に高熱伝導度及び高熱容量を有する金属製粒状体を、前記載置用トレイ上の前記被処理物の周囲に充填する。この方式では、例えば、図5に示すように、底板15Tに多数の通風用貫通孔12を備えたカゴ型トレイ15内に、被処理物21と共に、それらの周囲に金属製粒状体23を充填する。具体的には、最初に、金属製粒状体23を底板15Tに薄い層状に敷き、その上に被処理物21を相互に間隔を隔てて載せ、被処理物21の間に金属製粒状体23を充填し、最後に、必要に応じて、被処理物21の上にも金属製粒状体23を薄い層状に被せることができる。なお、目的とする熱処理に悪影響を与えない限り、予備的に冷却又は加熱された金属製粒状体23を用いると、熱処理を更に短時間で実施することができる。金属製粒状体23の粒径は、調温気体が、金属製粒状体23の間隙を円滑に通過することができる粒径であることが必要である。
When the present invention is carried out by the upper / lower / lower / upstream system, metal particles, particularly metal particles having high thermal conductivity and high heat capacity, are packed around the object to be processed on the mounting tray. . In this method, for example, as shown in FIG. 5, a cage-
金属製粒状体は、トレイに充填された際に、上下・下上流調温気体を円滑に通過させる流通性を有することが要求されると共に、調温気体から冷却又は加熱エネルギーを有効に捕捉して蓄熱する形状及び容量を有していることが好ましいので、球状体であることが好ましい。なお、粒径や真球度は、ボールベアリングやパチンコ球のように厳密に調整する必要はなく、被処理物と金属製粒状体との分離の際に、粒径の差異を利用することができる程度の精度で調整されていれば充分である。 When the metal granule is filled in the tray, it is required to have a flowability that allows the temperature control gas to smoothly pass through the upper, lower, lower, and upstream temperature control gases, and effectively captures cooling or heating energy from the temperature control gas. Since it preferably has a shape and capacity for storing heat, it is preferably a spherical body. The particle size and sphericity do not need to be adjusted exactly as in ball bearings or pachinko balls, and the difference in particle size can be used when separating the object to be processed and the metal particles. It is sufficient if it is adjusted with a precision as high as possible.
金属製粒状体の粒径は、その間隙を調温気体が円滑に通過することができる限り特に限定されず、例えば、0.5mm以上であれば通風上の問題はなく、一般的には1mm以上である。上限も特に限定されず、一般的には、20mm程度である。大型の被処理物(例えば、大型魚や食肉)の場合には、20mmを超える粒径の金属製粒状体を用いることもできる。具体的な粒径は、通風性のみではなく、エネルギーの捕捉・蓄熱性及び被処理物との接触効率を考慮して適宜決定することができる。すなわち、通風性及び蓄熱性の観点では、粒径を比較的大きくして、円滑な通風と、エネルギーの捕捉・蓄熱を保証することが好ましい。一方、被処理物との接触効率の観点では、粒径を比較的小さくして、金属製粒状体と被処理物との接触面積を増加させることが好ましい。
なお、被処理物が果物や加工食品のように比較的大きな場合は、金属製粒状体の粒径は被処理物よりも小さくなるが、例えば、コショウ粒のような小型の被処理物の場合には、金属製粒状体の粒径を被処理物よりも大きくするのが一般的である。
The particle size of the metal granule is not particularly limited as long as the temperature-controlled gas can smoothly pass through the gap. For example, if it is 0.5 mm or more, there is no problem in ventilation, and generally 1 mm. That's it. The upper limit is not particularly limited, and is generally about 20 mm. In the case of a large object to be processed (for example, a large fish or meat), a metal granule having a particle diameter exceeding 20 mm can be used. The specific particle size can be appropriately determined in consideration of not only the air permeability but also the energy capture / heat storage property and the contact efficiency with the workpiece. That is, from the viewpoints of air permeability and heat storage, it is preferable that the particle size be relatively large to ensure smooth ventilation and energy capture / storage. On the other hand, from the viewpoint of contact efficiency with the object to be processed, it is preferable to increase the contact area between the metal granule and the object to be processed by relatively reducing the particle diameter.
If the object to be processed is relatively large like fruit or processed food, the particle size of the metal granule is smaller than the object to be processed. For example, in the case of a small object to be processed such as pepper grains In general, the particle size of the metal granule is generally larger than that of the object to be processed.
前記の金属製粒状体は、高い熱伝導度と大きな熱容量を有する金属、例えば、銅、アルミニウム、又は鉄、あるいはそれらの合金からなることが好ましい。金属製粒状体は、それ自体を洗浄あるいは殺菌処理する必要があるので、熱伝導度や熱容量に影響を与えない範囲で薄層樹脂コートや表面保護塗布剤によって保護することもでき、相互接触や洗浄・殺菌処理に対する耐磨耗性を付与することができる。 The metal granule is preferably made of a metal having high thermal conductivity and a large heat capacity, for example, copper, aluminum, iron, or an alloy thereof. Since the metal granules need to be cleaned or sterilized themselves, they can be protected with a thin layer resin coat or surface protective coating as long as they do not affect the thermal conductivity and heat capacity. Abrasion resistance against cleaning and sterilization can be imparted.
図5に示す態様では、金属製粒状体23の充填後に、底板15Tの下方から調温気体を供給すると、調温気体は金属製粒状体23の間隙を経て、金属製粒状体23の層の最上部まで通過する。調温気体は、金属製粒状体23の層の最上部から底板15Tの方向へ通過せることもできる。この通過の際に、金属製粒状体23が冷却又は加熱され、その冷却又は加熱エネルギーは金属製粒状体23に蓄熱されると共に隣接する金属製粒状体23を経て被処理物21に伝熱される。金属製粒状体23は被処理物21の表面を若干押し込んで接触しているので、被処理物21が、金属製粒状体23からの伝熱作用によって冷却又は加熱される。
In the embodiment shown in FIG. 5, when the temperature control gas is supplied from below the
こうして熱処理が終了した後に、処理物と金属製粒状体23との混合物を、分離用フルイの上にあける。分離用フルイは、金属製粒状体23を通過させるが処理物を通過させない開口部を有しているので、処理物が分離用フルイ上に残り、金属製粒状体23と分離することができる。こうして分離された金属製粒状体23は、冷却又は加熱エネルギーを蓄熱しているので、再利用することができる。なお、トレイの底板15Tを着脱自在とし、熱処理終了後に、底板15Tを取り除いて、処理物と金属製粒状体23との混合物を、分離用フルイの上に落下させることもできる。あるいは、トレイの底板15Tに開閉自在の落下用開口部を設けて、処理物と金属製粒状体23との混合物を、分離用フルイの上に落下させることもできる。
After the heat treatment is completed in this way, a mixture of the processed product and the metal
なお、コショウ粒などのように、被処理物が金属製粒状体の粒径よりも小さい場合には、分離用フルイとして、コショウ粒などのような被処理物を通過させるが、金属製粒状体を通過させない開口部を有しているフルイを用いて分離することができる。以下は、特に断らない限り、被処理物が、金属製粒状体よりも大きい場合について説明するが、それらの説明は、コショウ粒やナッツ類のような小さい被処理物についても、当業者には自明の変形を適宜行うことによって適用可能である。 In addition, when the object to be treated is smaller than the particle size of the metal granule, such as pepper grains, the object to be treated such as pepper grains is passed as a separating sieve, but the metal granule Can be separated using a sieve having an opening that does not allow passage of water. In the following, unless otherwise specified, the case where the object to be processed is larger than the metal granule will be described. However, those explanations also apply to those skilled in the art for small objects to be processed such as pepper grains and nuts. The present invention can be applied by appropriately performing obvious modifications.
なお、水分を含んだ被処理物に対して冷凍処理を行う場合は、被処理物を非透水性ラップなどで包み、被処理物と金属製粒状体とが凍結して結合したり、金属製粒状体が相互に凍結したりすることを防止して、冷凍処理後の処理物と金属製粒状体との分離を容易に実施可能にすることが好ましい。 In addition, when performing a freezing process on the object to be treated containing moisture, wrap the object to be treated with a non-permeable wrap, etc., and the object to be treated and the metal granule are frozen and bonded, It is preferable to prevent the granules from freezing each other so that the processed product after freezing can be easily separated from the metal granules.
図5に示すように、単一の粒径の金属製粒状体のみを使用することも、あるいは、後述する図6及び図7に示すように、複数種(特に2種)の粒径の金属製粒状体を混合して用いることもできる。例えば、比較的大口径の金属製粒状体と比較的小口径の金属製粒状体との2種類の金属製粒状体を併用して、大口径金属製粒状体によって通風性及び蓄熱性を確保し、小口径金属製粒状体によって接触性を同時に確保することができる。 As shown in FIG. 5, it is possible to use only metal particles having a single particle size, or as shown in FIGS. 6 and 7 to be described later, metals having a plurality of types (particularly two types) of particle sizes. A mixture of granulated materials can also be used. For example, two types of metal granules, a relatively large-diameter metal granule and a relatively small-diameter metal granule, are used in combination, and the large-diameter metal granule ensures air permeability and heat storage. The contact property can be simultaneously secured by the small-diameter metal granule.
図6(模式的断面図)は、大口径金属製粒状体23Lと、小口径金属製粒状体23Sとを混合して併用する態様、すなわち混在させる態様の模式図である。この態様では、ネット状底板15Tを備えたカゴ型トレイ15内に、被処理物21と共に、大口径金属製粒状体23Lと、小口径金属製粒状体23Sとを混合して充填する。具体的には、最初に、大口径金属製粒状体23Lと小口径金属製粒状体23Sとの混合物をネット状底板15Tの上に薄い層状に敷き、その上に被処理物21を相互に間隔を隔てて載せ、最後に被処理物21の間に前記混合物を充填する。更に、被処理物21の上にも、前記混合物を薄い層状で被せることもできる。
FIG. 6 (schematic cross-sectional view) is a schematic view of a mode in which the large-
図6に示す態様でも、底板15Tの下方から、又は金属製粒状体23L,23Sの混合物の層の最上部の上方から調温気体を通過させて熱処理を効率的に実施することができる。熱処理の終了後に、処理物と金属製粒状体混合物とを、分離用フルイの上にあける。分離用フルイは、金属製粒状体混合物を通過させるが処理物を通過させない開口部を有しているので、処理物が分離用フルイ上に残り、金属製粒状体混合物と分離することができる。こうして分離された金属製粒状体混合物は、冷却又は加熱エネルギーを蓄熱しているので、再利用することができる。
Also in the embodiment shown in FIG. 6, the heat treatment can be efficiently performed by passing the temperature-controlled gas from below the
図6に示す態様では、小口径金属製粒状体23Sの中に、大口径金属製粒状体23Lが混在することによって、上下・下上流調温気体の流通性が確保されると共に、冷却又は加熱エネルギーを比較的大量に蓄熱することができる。一方、大口径金属製粒状体23Lのみで、小口径金属製粒状体23Sが存在しないと、大口径金属製粒状体23Lの相互間の接触や、大口径金属製粒状体23Lと被処理物21とが直接に接触する面積が少なくなるが、小口径金属製粒状体23Sを混在させることにより、各粒状体23L,23Sが相互に直接に接触する面積が飛躍的に拡大し、伝熱性が向上する。更に、小口径金属製粒状体23Sは、被処理物21の表面を押し込んで、被処理物21の表面に若干は食い込むことになるので、被処理物21への伝熱に利用される接触面積も拡大する。
In the embodiment shown in FIG. 6, the large-
図7(模式的断面図)は、大口径金属製粒状体23Lと、小口径金属製粒状体23Sとを相互に分離した状態で併用する態様の模式図である。この態様では、ネット状底板15Tを備えたカゴ型トレイ15内に、被処理物21と共に、大口径金属製粒状体23Lと、小口径金属製粒状体23Sとを相互に分離して充填する。具体的には、最初にネット状底板15Tに分離筒状体24を置き、分離筒状体24の内部のネット状底板15Tに小口径金属製粒状体23Sを薄い層状に敷き、その上に被処理物21を載せる。最初にネット状底板15Tに大口径金属製粒状体23Lを薄い層状に敷いてから、分離筒状体24を置き、分離筒状体24の内部の大口径金属製粒状体23Lの層の上に、更に小口径金属製粒状体23Sを薄い層状に敷くこともできる。
FIG. 7 (schematic cross-sectional view) is a schematic view of an aspect in which the large-
続いて、分離筒状体24の中に被処理物21を装入し、被処理物21と分離筒状体24の内壁の間に小口径金属製粒状体23Sを充填し、必要に応じて、被処理物21の上を小口径金属製粒状体23Sの薄い層で被うこともできる。更に、分離筒状体24の外側には大口径金属製粒状体23Lを充填する。分離筒状体24が、良好な熱伝導性を有する材料から形成されている場合には、分離筒状体24を取り除かずに、熱処理を実施することができる。あるいは、熱処理を実施する前に、分離筒状体24を取り除き、大口径金属製粒状体23Lと小口径金属製粒状体23Sとの境界面で、両者を混合状態にしてから熱処理を開始することもできる。後者の場合は、分離筒状体24を、熱伝導性材料から形成する必要はない。
Subsequently, the
図7に示す態様で熱処理(冷却処理又は加熱処理)を実施すると、分離筒状体24の外側の大口径金属製粒状体23Lが充填されている領域22Aでは、上下・下上流調温気体が円滑に流通し、大口径金属製粒状体23Lに冷却又は加熱エネルギーが効率的に蓄積される。こうして蓄積された冷却又は加熱エネルギーは、熱伝導性分離筒状体24を介して(又は熱伝導性分離筒状体24を介さずに直接に)小口径金属製粒状体23Sの充填領域22Bに伝えられ、この小口径金属製粒状体23Sの充填領域22Bにおいては、粒状体間で良好な熱伝導性が得られるので、被処理物21を迅速に冷却又は加熱することができる。分離筒状体24を取り除いてから熱処理を開始すると、大口径金属製粒状体23Lと小口径金属製粒状体23Sとの境界面の熱伝導効率が向上するので、一層効率的に熱処理を実施することができる。
When implementing heat treatment (cooling treatment or heating treatment) in the manner shown in FIG. 7, in the
図7に示す態様においても、熱処理後の処理物と金属製粒状体との分離は、前記と同様の分離用フルイを用いて実施することができ、分離された金属製粒状体に蓄熱された熱エネルギーは再利用することができる。 Also in the embodiment shown in FIG. 7, the separation of the processed product and the metal granule after the heat treatment can be performed using the same separating sieve as described above, and heat is stored in the separated metal granule. Thermal energy can be reused.
前記の上下・下上流方式においては、種々の内側バスケットを用いることができる。例えば、図8(模式的断面図)に示すように、分離用の内側バスケット25を利用して、熱処理後の処理物と金属製粒状体23との分離操作を簡略化することができる。分離用内側バスケット25は、熱伝導性材料からなり、底面25Tに複数の分離用貫通孔26を有しており、その分離用貫通孔26の開口部口径は、被処理物21を通過させずに保持するが、金属製粒状体23を通過させることのできる大きさを有している。したがって、熱処理の終了後に、分離用内側バスケット25の把持部27を矢印Uの方向へ上方に引き上げると、分離用貫通孔26から金属製粒状体23が落下し、分離用内側バスケット25の内部には、熱処理後の処理物のみが残留することになる。
Various inner baskets can be used in the above-described upper / lower / upper / lower systems. For example, as shown in FIG. 8 (schematic cross-sectional view), the separation operation between the processed product and the metal
なお、図8に示す分離用内側バスケット25の側面に複数の通気用貫通孔を設けることもでき、これらの通気用貫通孔は、金属製粒状体23を通過させる大きさを有していても、あるいは金属製粒状体23を通過させない大きさを有していてもよい。前記の内側バスケットは、平板状底面を有する筒状体(角筒体又は円筒体)だけでなく、突出湾曲状底面を有する筒状体や、球体、半球体、あるいは楕球体などであることもできる。また、前記の内側バスケットは、金属製、例えば、銅、アルミニウム、又は鉄、あるいはそれらの合金製であることが好ましい。金属製の内側バスケットは、熱伝導性に影響を与えない範囲で薄層樹脂コートや表面保護塗布剤によって保護されていることもできる。
A plurality of ventilation through holes may be provided on the side surface of the separation
具体的には、最初に、金属製粒状体23をネット状底板15Tの上に薄い層状に敷き、その上から分離用内側バスケット25を装入する。続いて、分離用内側バスケット25の底面25Tに金属製粒状体23を薄い層状に敷き、その上から被処理物21を載せる。更に、分離用内側バスケット25の内側と外側とに金属製粒状体23を充填し、必要により、被処理物21の上にも、金属製粒状体23を薄い層状で被せることができる。上下・下上流方式による熱処理と、金属製粒状体23の再利用は、前記と同様に実施することができる。
Specifically, first, the metal
図8に示す態様においても、大口径金属製粒状体と小口径金属製粒状体とを混合あるいは分離状態で併用することができる。分離状態で併用する場合は、分離用内側バスケット25の内部に小口径金属製粒状体を充填し、分離用内側バスケット25の外側に大口径金属製粒状体を充填することができる。
Also in the embodiment shown in FIG. 8, the large-diameter metal particles and the small-diameter metal particles can be used in a mixed or separated state. When used together in the separated state, the small-aperture metal granules can be filled inside the separation
<傾斜板方式>
本発明において利用可能な上下・下上流方式は、上方・下方傾斜板方式と組合せて実施することができる。すなわち、上下・下上流方式では、前記熱処理室において、前記載置用トレイの上方に、前記載置用トレイの被処理物載置面に対して傾斜する方向に気体流を案内する上方傾斜遮蔽板を設けると共に、前記載置用トレイの下方に、前記載置用トレイの被処理物載置面に対して傾斜する方向に気体流を案内する下方傾斜遮蔽板を設けることができる。この場合、これらの上方傾斜遮蔽板の気体流案内方向と下方傾斜遮蔽板の気体流案内方向とを相互に平行にする。
<Inclined plate method>
The upper / lower / upper / lower upstream system usable in the present invention can be implemented in combination with the upper / lower inclined plate system. That is, in the up / down / upper / upstream system, in the heat treatment chamber, the upper inclined shield that guides the gas flow in the direction inclined with respect to the workpiece placement surface of the mounting tray above the mounting tray. While providing a board, the downward inclination shielding board which guides a gas flow in the direction inclined with respect to the to-be-processed object mounting surface of the above-mentioned mounting tray under the above-mentioned mounting tray can be provided. In this case, the gas flow guiding direction of these upper inclined shielding plates and the gas flow guiding direction of the lower inclined shielding plates are made parallel to each other.
図9(模式的断面図)に、熱処理室41において、載置用トレイ42の上方、すなわち、天井43の方向に、上方傾斜遮蔽板44を設け、載置用トレイ42の下方、すなわち、床45の方向に、下方傾斜遮蔽板46を設けた態様を模式的に示す。下上流調温気体は取入口47から処理室41の室内に挿入される。その際、上方傾斜遮蔽板44と載置用トレイ42の上方の空間に挿入される。上方傾斜遮蔽板44は、非通風性の案内表面44Aを有するので、調温気体は載置用トレイ42の上方から下方に抜ける。一方、下方傾斜遮蔽板46も非通風性の案内表面46Aを有するので、調温気体は排出口48から排出される。
9 (schematic cross-sectional view), in the
上方傾斜遮蔽板44と下方傾斜遮蔽板46とは、それらの案内表面44Aと案内表面46Aとが相互に平行に傾斜して設けられているので、上方傾斜遮蔽板44と下方傾斜遮蔽板46と両壁面(相互に平行)とで包囲される空間は、取入口47から排出口48までの任意の地点で、同じ断面積を有している。例えば、図9の地点Aでの断面積と、地点Bでの断面積は同じになる。また、取入口47で、上方傾斜遮蔽板44と載置用トレイ42の上面との間の空間が最大になり、排出口48の方向に進むに従って徐々に減少し、排出口48では、上方傾斜遮蔽板44と載置用トレイ42の上面との間の空間が最小になる。逆に、下方傾斜遮蔽板46と載置用トレイ42の下面との間の空間は、取入口47では最小であるが、排出口48の方向に進むに従って徐々に増加し、排出口48で最大になる。更に、上方傾斜遮蔽板44の全面と載置用トレイ42の上面全体と両壁面との間で形成される空間の体積と、下方傾斜遮蔽板46の全面と載置用トレイ42の下面全体と両壁面との間で形成される空間の体積は、同じ体積である。このように、取入口47で、上方傾斜遮蔽板44と載置用トレイ42の上面との間の空間を最大にし、排出口48の方向に進むに従って徐々に減少させることによって、載置用トレイ42を上方から下方に向けて通過する調温気体の通気抵抗が載置用トレイ42の全体にわたって均一化されるので、上下流調温気体の通過量を、載置用トレイ42の全体にわたって、取入口47から排出口48の方向に均一化させることができる。
The upper inclined shielding
図9に示す態様では、矢印Sで示すように、上下流調温気体が載置用トレイ42の上方から下方に向けて通過し、しかも下方傾斜遮蔽板46の案内表面46Aが、取入口47から排出口48の方向へ傾斜しているので、焼きたてのパンや炊飯直後のご飯、あるいは茹でたての麺類のように、水蒸気を多量に発生する高温食品類を熱処理室に搬入してトレイ上で冷却処理する場合は、被処理物から発生する水蒸気が金属製粒状体の表面で凝集した後、下方傾斜遮蔽板46の案内表面46Aの上に落下し、案内表面46Aに沿って下方に流れるので、排水手段から矢印Dの方向へ排水することができる。すなわち、上方傾斜遮蔽板44の案内表面44Aの上には水滴が凝集しないので、落下水滴による被処理物の汚染を防止することができる。
In the mode shown in FIG. 9, as shown by the arrow S, the upstream / downstream conditioned gas passes from the upper side to the lower side of the mounting
なお、図9では、上下流調温気体が載置用トレイ42を通過する態様を示したが、逆に、排出口48側から調温気体を挿入し、取入口47側から排出して、下上流調温気体が載置用トレイ42を下方から上方に向けて調温気体を通過する場合でも、載置用トレイ42の下面との空間は、調温気体の流入口付近で最大になり、排出口付近で最小になるため、流入口付近から排出口付近の方向で、載置用トレイ42の全体にわたって調温気体の通気抵抗が均一化され、その結果、通過量を均一化させることができる。
In addition, in FIG. 9, although the upstream and downstream temperature control gas showed the aspect which passes the mounting
本発明で用いることのできる上下・下上流/上方・下方傾斜板方式では、図9に示す傾斜遮蔽板を有する熱処理室を多段に積み重ね、1つの傾斜遮蔽板を、上方傾斜遮蔽板及び下方傾斜遮蔽板として兼用することができる。このような多段型熱処理装置の1態様を図10に模式的に示す。 In the upper / lower / upper / upper / lower inclined plate method that can be used in the present invention, the heat treatment chambers having the inclined shielding plates shown in FIG. 9 are stacked in multiple stages, and one inclined shielding plate is divided into an upper inclined shielding plate and a lower inclined plate. It can also be used as a shielding plate. One embodiment of such a multistage heat treatment apparatus is schematically shown in FIG.
図10に示す熱処理装置50の熱処理室50Aには、4段の載置用トレイ、すなわち、第1トレイ51、第2トレイ52、第3トレイ53、及び第4トレイ54が上から下に順に配置されている。各載置用トレイ51,52,53,54のそれぞれの上方には、それぞれ4段の上方傾斜遮蔽板、すなわち、第1上方傾斜遮蔽板51A、第2上方傾斜遮蔽板52A、第3上方傾斜遮蔽板53A、及び第4上方傾斜遮蔽板54Aが設けられている。また、4段の各載置用トレイ51,52,53,54の下方には、それぞれ4段の下方傾斜遮蔽板、すなわち、第1下方傾斜遮蔽板51B、第2下方傾斜遮蔽板52B、第3下方傾斜遮蔽板53B、及び第4下方傾斜遮蔽板54Bが設けられている。
In the
ここで、第1載置用トレイ51用の第1下方傾斜遮蔽板51Bは、同時に、第2載置用トレイ52用の第2上方傾斜遮蔽板52Aを兼ねている。同様に、第2載置用トレイ52用の第2下方傾斜遮蔽板52Bは、同時に、第3載置用トレイ53用の第3上方傾斜遮蔽板53Aを兼ね、第3載置用トレイ53用の下方傾斜遮蔽板53B、同時に、第4載置用トレイ54用の第4上方傾斜遮蔽板54Aを兼ねている。
Here, the first downward
この熱処理装置50では、熱交換器55を備える気体調温室50Bで生成された調温気体が、熱交換器用ファン55Aによって調温気体供給ダクト56に供給され、送気用ファン56A,56Bによって熱処理室50Aに挿入される。ここで、送気用ファン56Aは、載置用トレイ51,52と、それらの下方傾斜遮蔽板51B,52Bとの間に下上流調温気体を挿入し、送気用ファン56Bは、載置用トレイ53,54と、それらの下方傾斜遮蔽板53B,54Bとの間に下上流調温気体を挿入する。各載置用トレイ51,52,53,54を下方から上方に通過した下上流気体は、熱処理室50Aから排出され、排出ダクト57を経由して、吸気用ファン58によって気体調温室50Bに送り込まれる。
なお、図10では、下上流調温気体を通過させる態様を示したが、逆に、上下流調温気体を通過させることもできる。
In this
In addition, in FIG. 10, although the aspect which allows lower-upstream temperature control gas to pass was shown, conversely, upstream-downstream temperature control gas can also be allowed to pass through.
本発明は、金属粒充填方式と平行流方式とを組合わせた平行流/金属粒充填方式として実施することもできる。 The present invention can also be implemented as a parallel flow / metal particle filling method combining a metal particle filling method and a parallel flow method.
<平行流方式>
本発明は、「平行流方式」、すなわち、従来法と同様に、調温気体(冷却気体又は加熱気体)をトレイ底板と平行に通過させる熱処理方式(冷却方式又は加熱方式)によって実施することもできる。
<Parallel flow method>
The present invention can also be carried out by a “parallel flow method”, that is, a heat treatment method (cooling method or heating method) in which a temperature adjusting gas (cooling gas or heating gas) is passed in parallel with the tray bottom plate, as in the conventional method. it can.
平行流方式で用いるトレイは、従来法で用いるトレイと同様に通風用貫通孔を設ける必要はなく、従来法と同様に、任意の材料(例えば、合成樹脂や金属)からなることができるが、底板の下面は調温気体と直接に接触するので、少なくとも底板が金属製のトレイを用いることが好ましい。上下・下上流方式と同様に、トレイを構成する金属としては、高い熱伝導性及び大きい熱容量を有する金属、例えば、銅、アルミニウム、又は鉄、あるいはそれらの合金を挙げることができる。なお、金属製トレイは、熱伝導性に影響を与えない範囲で薄層樹脂コートや表面保護塗布剤で保護されていることもできる。 The tray used in the parallel flow method does not need to be provided with a through hole for ventilation like the tray used in the conventional method, and can be made of any material (for example, synthetic resin or metal) as in the conventional method, Since the lower surface of the bottom plate is in direct contact with the temperature-controlled gas, it is preferable to use a metal tray at least for the bottom plate. As in the case of the upper / lower / upper / upstream system, the metal constituting the tray may be a metal having high thermal conductivity and a large heat capacity, such as copper, aluminum, iron, or an alloy thereof. Note that the metal tray can be protected with a thin layer resin coat or a surface protective coating agent as long as the thermal conductivity is not affected.
また、金属製粒状体も、上下・下上流方式と同様に、載置用トレイ上の被処理物の周囲に充填される。しかしながら、平行流方式では、上下・下上流方式とは異なり、金属製粒状体の中を調温気体が通過せず、金属製粒状体充填層の最上層と接触してトレイと平行方向に流れるので、通気性は必要ではなく、伝熱効率、蓄熱性、並びに、金属製粒状体の相互間の接触効率、及び金属製粒状体と被処理物との接触効率が求められる。 Further, the metal granular material is also filled around the object to be processed on the mounting tray in the same manner as the up / down / downstream / upstream method. However, in the parallel flow method, unlike the up / down / downstream / upstream method, the temperature-controlled gas does not pass through the metal particles, and flows in a direction parallel to the tray in contact with the uppermost layer of the metal particles packed layer. Therefore, air permeability is not necessary, and heat transfer efficiency, heat storage performance, contact efficiency between metal granules, and contact efficiency between metal granules and an object to be processed are required.
図11に、前記の平行流方式の1態様を示す。この方式では、底板75Tに通風用貫通孔を備えていないカゴ型トレイ75内に、被処理物21と共に、それらの周囲に金属製粒状体23(特には、小口径金属製粒状体23S)を充填する。調温気体は、トレイ用棚76と平行な矢印Hの方向に流れる。この方式では、図11及び図12に示すように、伝熱媒介体71を用いることが好ましい。伝熱媒介体71は、調温気体接触部72と熱伝達部73とを備え、調温気体接触部72と熱伝達部73とは相互に連結している。調温気体接触部72には、調温気体との接触を補助する補助部として、例えば、突起74を設けることができる。
FIG. 11 shows one mode of the parallel flow system. In this method, a metal granule 23 (particularly, a small-
伝熱媒介体の調温気体接触部の形状・形態や、その調温気体接触部に設ける突起の形状・形態は、調温気体との接触面積を増加させる目的を果たす限り、限定されず、例えば、帯状フィンであることもできる。熱伝達部も、調温気体接触部で捕捉した冷却又は加熱エネルギーを金属製粒状体に伝熱することができる限り限定されず、例えば、櫛状であることもできる。 The shape and form of the temperature control gas contact part of the heat transfer medium and the shape and form of the protrusion provided on the temperature control gas contact part are not limited as long as they serve the purpose of increasing the contact area with the temperature control gas, For example, it may be a strip fin. The heat transfer unit is not limited as long as the cooling or heating energy captured by the temperature-controlled gas contact unit can be transferred to the metal granule, and may be, for example, a comb shape.
伝熱媒介体71は、図12に示すように、棒状の熱伝達部73で金属製粒状体23の充填層に突き刺して固定し、調温気体接触部72が平行流調温気体と良好に接触するようにカゴ型トレイ75の上方に突出させる。したがって、調温気体接触部72の部分で、調温気体を接触して冷却又は加熱エネルギーを捕捉して蓄積し、熱伝達部73を介して冷却又は加熱エネルギーを金属製粒状体23の充填層に伝えることができる。こうして金属製粒状体23が冷却又は加熱されるので、金属製粒状体23に包囲されている被処理物21を効率的に冷却又は加熱処理することができる。この方式では、前記のとおり、金属製粒状体23の充填層に調温気体を通過させる必要がないので、通気性の観点から大口径金属製粒状体を用いる必要はなく、熱伝導性に優れた小口径金属製粒状体を単独で用いることが好ましい。
As shown in FIG. 12, the
具体的には、最初に、金属製粒状体23を底板75Tに薄い層状に敷き、その上に被処理物21を相互に間隔を隔てて載せ、被処理物21の間に金属製粒状体23Sをある程度の深さで充填した後、伝熱媒介体71の熱伝達部73を金属製粒状体23Sの層中に突き刺し、続いて、金属製粒状体23Sを所定の高さまで充填する。最後に、必要に応じて、被処理物21の上にも金属製粒状体23Sを薄い層状に被せることができる。なお、目的とする熱処理に悪影響を与えない限り、予備的に冷却又は加熱された金属製粒状体23Sを用いると、熱処理を更に短時間で実施することができる。
Specifically, first, the
熱処理の終了後には、上下・下上流方式と同様に、処理物と金属製粒状体23Sとの混合物を、分離用フルイの上にあけ、処理物と金属製粒状体23Sと分離することができる。こうして分離された金属製粒状体23は、冷却又は加熱エネルギーを蓄熱しているので、再利用することができる。トレイ底板15Tを着脱自在としたり、底板15Tに開閉自在の落下用開口部を設けて、熱処理終了後に、処理物と金属製粒状体23Sとの混合物を、分離用フルイの上に落下させることもできる。伝熱媒介体71を用いる場合は、処理物と金属製粒状体23Sとの分離前に、伝熱媒介体71を取り除いておくのが好ましい。
After completion of the heat treatment, the mixture of the processed product and the metal
<連続法システム>
本発明は、上下・下上流方式及び平行流方式のいずれについても、バッチ法又は連続法によって実施することもできる。上下・下上流方式と傾斜板方式との組合せ態様によるバッチ法は、例えば、図10に示す装置を用いて実施することができる。傾斜板方式を用いない上下・下上流方式や、平行流方式のバッチ法も、図10に示す装置を変形して実施することができる。
<Continuous process system>
The present invention can be carried out by a batch method or a continuous method for any of the upper / lower / upper / lower upstream method and the parallel flow method. The batch method according to the combination of the up / down / upper / upstream method and the inclined plate method can be performed using, for example, the apparatus shown in FIG. The upper / lower / upper / lower upstream method without using the inclined plate method or the parallel flow method batch method can also be implemented by modifying the apparatus shown in FIG.
図13(模式的平面図)に、本発明を連続法で実施する場合に適した熱処理システム60の一態様を模式的に示す。
熱処理システム60は、装入ゾーン61A、熱処理ゾーン61C、及び取出ゾーン61Eを含み、装入ゾーン61Aと熱処理ゾーン61Cとの間に予備ゾーン61Bを設けることができ、熱処理ゾーン61Cと取出ゾーン61Eとの間に緩衝ゾーン61Dを設けることができる。
FIG. 13 (schematic plan view) schematically shows one embodiment of a
The
熱処理システム60では、図14(斜視図)に示す熱処理コンテナ90を用いる。熱処理コンテナ90は、周囲を断熱壁91に囲まれた内部に熱処理室92を備えている。周囲の断熱壁91は、図14、図15(正面断面図)及び図16(側面断面図)に示すように、天井壁91T、底面壁91B、前方壁91F、後方壁91P、右側面壁91R、及び左側面壁91Lであり、いずれも、断熱性材料からなる。なお、図15(正面断面図)及び図16(側面断面図)では、説明の便宜のため、いずれも内部構造を省略している。右側面壁91Rには、調温気体を取入れる取入窓93(93a,93b,93c)を備え、左側面壁91Lには、熱処理後の気体を排出する排出窓94(94a,94b,94c)を備えているが、これらの取入窓93及び排出窓94以外の部分は、外部と熱的に完全に遮断されている。また、底面壁91Bには、移動用車輪95を備えており、案内軌道95Aに沿って移動させることができる。熱処理コンテナ90は、更に、前方壁91Fの四周に、屈折可能な帯状の断熱シール部96を備え、後方壁91の四周に、同様の屈折可能な帯状断熱シール部97を備える。
In the
なお、底面壁91Bに移動用車輪95を設ける代わりに、天井壁91Tの外側に懸架型移動用車輪を設けて熱処理トンネル62などの天井壁から熱処理コンテナ90を懸架状態で移動させることもできる。あるいは、右側面壁91R及び/又は左側面壁91Lの外部表面にスライド型移動用車輪を設け、熱処理トンネル62などの内側側面に設けた案内レールに沿って移動させることもできる。
Instead of providing the moving
熱処理コンテナ90の内部に設ける熱処理室92は、例えば、上下・下上流方式を利用する形態、傾斜板方式を利用する形態、あるいは平行流方式を利用する形態のいずれでもよい。
The
熱処理システム60では、最初に、熱処理コンテナ90を、案内軌道95Aに沿って装入ゾーン61A内の位置90aまで移動させ、その装入位置90aにて熱処理室92内部に被処理物及び金属製粒状体を装入する。装入ゾーン61Aは、恒温室内に設けずに、室温環境下で装入作業を実施することができるが、冷却又は加熱された金属製粒状体を利用する場合には、冷却又は加熱エネルギーの損失防止のために恒温室内に設けることもできる。
In the
装入位置90aに位置する熱処理コンテナ90は、続いて、熱処理トンネル62内に案内され、最初に、予備ゾーン61Bに運ばれる。熱処理トンネル62の入口64には、断熱的にシール可能な装入口ドア64Aが設けられており、矢印Qの方向に開閉する装入口ドア64Aを閉鎖することにより、熱処理トンネル62内の温度環境を外部と遮断している。同様に、熱処理トンネル62の出口65には、断熱的にシール可能な排出口ドア65Aが設けられており、矢印Rの方向に開閉する排出口ドア65Aを閉鎖することにより、熱処理トンネル62内の温度環境を外部と遮断している。
The
装入口ドア64Aを開放して、熱処理コンテナ90を装入位置90aから位置90bに移動させる際には、熱処理コンテナ90の後方壁91に設けた帯状断熱シール部97が断熱壁97Aと接触して断熱的にシールされるので、予備ゾーン61Bの内部環境が室外の影響を受けないようにすることができる。
When the
予備ゾーン61Bに運ばれた熱処理コンテナ90は、位置90bにおいて、熱処理コンテナ90の前方壁91Fの四周に設けられた帯状断熱シール部96が、熱処理トンネル62の内壁に設けられたシール用固定突起66Aと接触することにより、熱処理ゾーン61Cと断熱的にシールされる。なお、熱処理コンテナ90を矢印Fの方向に移動させて熱処理ゾーン61Cへ搬入する際には、帯状断熱シール部96が進行方向とは反対方向の矢印G(図16参照)の方向に折れ曲がるので、位置90bから位置90c1へ移動させることができる。なお、帯状断熱シール部96は、シール用固定突起66Aとの接触から外れると、図16に示すように、元の位置に復帰する。
In the
熱処理コンテナ90が位置90bから位置90c1へ移動する際には、装入口ドア64Aを閉鎖した状態にすると共に、後述する気体調温室67Bからの調温気体の供給をストップし、気体調温室67C1から調温気体を供給することにより、調温気体を熱処理ゾーン61Cから予備ゾーン61Bの方向に流すことにより、予備ゾーン61Bの気体が熱処理ゾーン61Cの内部に流れ込まないようにすることができる。
When the
熱処理トンネル62を用いて冷凍処理を行う場合には、予備ゾーン61Bにおいて、予備冷却処理、すなわち「非冷凍冷却」が行われる。例えば、調理後の高温食品を、室温から5℃程度の低温まで冷却し、熱処理ゾーン61Cでの冷凍処理に備えることができる。また、焼きたてのパンや炊飯直後のご飯、あるいは茹でたての麺類や茶碗蒸しのように、冷却処理において水蒸気を多量に発生する高温食品類を、予備ゾーン61Bにおいて、室温から5℃程度の低温まで冷却し、水分を取り除いておくこともできる。
When the refrigeration process is performed using the
予備ゾーン61Bでは、気体調温室67Bにて所定温度に加熱又は冷却された調温気体が矢印Jの方向へ送風され、熱処理コンテナ90の右側面壁91Rに設けた取入窓93(93a,93b,93c)から熱処理室92の内部に供給される。調温気体は、図17(模式的断面図)に示すように、熱処理室92で金属製粒状体(図示せず)を加熱又は冷却し、熱処理コンテナ90の左側面壁91Lに設けた排出窓94(94a,94b,94c)から矢印Kの方向へ排出され、続いて、熱処理トンネル62の内壁と熱処理コンテナ90の外壁との間を矢印Lの方向へ送風され、気体調温室67Bに戻り、熱交換器68によって、再び所定温度に加熱又は冷却され、送気用ファン69a,69b,69cによって、再び熱処理室92の内部に供給される。
In the
予備ゾーン61Bでの処理が終了すると、熱処理コンテナ90は、熱処理ゾーン61Cに搬送される。図13に示す態様においては、熱処理ゾーン61Cが、熱処理コンテナ90の3つの処理位置90c1,90c2,90c3を有しており、熱処理コンテナ90は、それらの処理位置90c1,90c2,90c3にそれぞれ所定時間とどまって熱処理を受けながら順次移動し、最後の処理位置90c3にて熱処理が終了する。
When the processing in the
各処理位置90c1,90c2,90c3においては、図17(模式的断面図)に示すように、気体調温室67C1,67C2,67C3にて所定温度に加熱又は冷却された調温気体が矢印Jの方向へ送風され、熱処理コンテナ90の熱処理室92の内部に供給される。熱処理ゾーン61Cにおける調温気体の所定温度は、熱処理の最終目的温度によって決定され、気体調温室67C1,67C2,67C3において共通の所定温度を設定する。熱処理トンネル62を用いて冷蔵用冷却(非冷凍冷却処理)を行う場合には、例えば、−10℃〜+10℃の冷却気体を、気体調温室67C1,67C2,67C3にて調整することができる。また、熱処理トンネル62を用いて冷凍処理を行う場合には、通常、−20℃〜−65℃の冷却気体を、気体調温室67C1,67C2,67C3にて調整することができる。
At each processing position 90c1, 90c2, 90c3, as shown in FIG. 17 (schematic cross-sectional view), the temperature-controlled gas heated or cooled to a predetermined temperature in the gas-conditioned room 67C1, 67C2, 67C3 is in the direction of arrow J. To the inside of the
熱処理ゾーン61Cの最終処理位置90c3に運ばれた熱処理コンテナ90は、熱処理コンテナ90の前方壁91Fの四周に設けられた帯状断熱シール部96が、熱処理トンネル62の内壁に設けられたシール用固定突起66Bと接触することにより、次の緩衝ゾーン61Dと断熱的にシールされる。熱処理コンテナ90を矢印Fの方向に移動させて緩衝ゾーン61Dへ搬入する際には、帯状断熱シール部96が進行方向とは反対方向の矢印G(図16参照)の方向に折れ曲がるので、位置90c3から位置90dへ移動させることができ、帯状断熱シール部96は、シール用固定突起66Aとの接触から外れると、図16に示すように、元の位置に復帰する。
The
緩衝ゾーン61Dを、熱処理トンネル62の出口65の直前に設けることにより、熱処理ゾーン61Cの環境が外部と直接に積極することを防止することができる。この緩衝ゾーン61Dにおいても、気体調温室67Dにて所定温度に加熱又は冷却された調温気体が矢印Jの方向へ送風され、熱処理コンテナ90の熱処理室92の内部に供給され、最終処理位置90c3における条件が維持される。熱処理コンテナ90が位置90c3から位置90dへ移動する際には、排出口ドア65Aを閉鎖した状態にする。
By providing the
続いて、熱処理トンネル62の排出口ドア65Aを開口し、熱処理コンテナ90を取出ゾーン61Eへ移送し、熱処理コンテナ90の排出後に排出口ドア65Aを再び閉鎖する。取出ゾーン61Eでは、熱処理コンテナ90の取出位置90eにおいて、熱処理された処理物を金属製粒状体と分離して取り出す。金属製粒状体は、熱処理コンテナ90に留めたままの状態で、あるいは、熱処理コンテナ90から取り出して、冷却又は加熱エネルギーを維持した状態で再利用することができる。あるいは、必要により洗浄・殺菌して再利用することができる。取出ゾーン61Eでは、熱処理された処理物を取り扱うので、恒温室62Eの内部に設けるのが好ましい。
Subsequently, the
図13に示す熱処理システム60では、複数の熱処理コンテナ90が、それぞれ、装入ゾーン61A内の位置90a、予備ゾーン61B内の位置90b、熱処理ゾーン61C内の処理位置90c1,90c2,90c3、緩衝ゾーン61D内の位置90d、及び取出ゾーン61E内の取出位置90eに配置されている状態で、次々に新たな熱処理コンテナ90を装入ゾーン61A内の位置90aへ搬入することができる。新たな熱処理コンテナ90が装入ゾーン61A内の位置90aへ搬入されると、装入ゾーン61A内の位置90aに待機していた熱処理コンテナ90が予備ゾーン61B内の位置90bへ送り出され、以下順に、位置90b(予備ゾーン61B内)の熱処理コンテナ90が処理位置90c1へ、処理位置90c1の熱処理コンテナ90が処理位置90c2へ、処理位置90c2の熱処理コンテナ90が処理位置90c3へ送り出され、処理位置90c3の熱処理コンテナ90は、緩衝ゾーン61D内の位置90dへ送られ、位置90dの熱処理コンテナ90は、取出ゾーン61E内の取出位置90eに送り出される。こうして、熱処理コンテナ90を次々に熱処理トンネル62へ装入し、熱処理ゾーン61C内の処理条件を維持した状態で、熱処理を連続的に実施することができる。
In the
本発明は、任意の被処理物に適用することができる。冷却処理の対象としては、例えば、各種の食品(例えば、加工食品、又は生鮮食品)、植物(特に、観賞用植物の全体又はその一部分)、飼料、又は人若しくは動物の死体を挙げることができる。
また、加熱処理の対象としては、比較的低温の加熱殺菌を必要とする任意の対象を挙げることができ、例えば、各種の食品(例えば、加工食品)、コショウ粒や銀杏などの食用実(種)又はナッツ類に好適に適用することができる。
The present invention can be applied to any workpiece. Examples of the object of the cooling treatment include various foods (for example, processed foods or fresh foods), plants (particularly, whole or part of ornamental plants), feed, or human or animal carcasses. .
Examples of the heat treatment target include any object that requires relatively low temperature heat sterilization. For example, various foods (for example, processed foods), edible fruits (seed) such as pepper grains and ginkgo ) Or nuts.
本発明においては、被処理物に直接、又は前記被処理物を包装している包装体(被処理物包装体)の外壁に直接、金属製粒状体を接触させる。ここで、前記被処理物を包装している包装体、すなわち、被処理物包装体としては、具体的には、容器や包装袋を挙げることができる。例えば、茶碗蒸しや佃煮のように、容器に入れた状態で保管され、流通される食品は、容器に入れた状態で本発明による処理を実施するのが好ましい。この場合、食品容器が前記「被処理物包装体」に相当する。また、フィルムで包装される液状調味料(例えば、だし汁)の場合は、フィルムで包装された状態で本発明による処理を実施し、包装フィルムが前記「被処理物包装体」に相当する。
更に、例えば、魚類のように、被処理物をそのまま金属製粒状体と接触させると、エラから金属製粒状体が混入する可能性があるので、薄フィルム(プラスチック、紙、布、金属箔など)で包装してから接触させるのが好ましい。このような一時的包装体も、本発明の包装体に含まれる。
In this invention, a metal granule is made to contact directly to a to-be-processed object, or directly to the outer wall of the package body (to-be-processed object package body) which is packaging the said to-be-processed object. Here, specific examples of the package in which the object to be processed is packaged, that is, the object to be processed package, include containers and packaging bags. For example, it is preferable to carry out the treatment according to the present invention for food that is stored and circulated in a container, such as chawanmushi or boiled rice cake, in a container. In this case, the food container corresponds to the “processed article package”. Moreover, in the case of the liquid seasoning (for example, dashi stock) packaged with a film, the process by this invention is implemented in the state packaged with the film, and a packaging film corresponds to the said to-be-processed object package.
Furthermore, for example, when the object to be treated is brought into contact with the metal granules as in the case of fish, the metal granules may be mixed from the gills, so that a thin film (plastic, paper, cloth, metal foil, etc.) ) Is preferably packaged and then contacted. Such a temporary package is also included in the package of the present invention.
本発明方法により、食品の冷凍処理を、栗や茶碗蒸しについて実施したところ、極めて良好な冷凍食品を得ることができた。
例えば、茶碗蒸し(プラスチック製容器詰め及びプラスチックフィルムカバーを付けた状態)は、従来法で冷凍すると卵が変質し、巣が形成されるのに対し、本発明によれば、卵の変質も起きず、巣の形成も観察されない。また、本発明により、食品の加熱殺菌処理を、コショウ粒について実施したところ、コショウ粒では、風味の変化も認められなかった。
According to the method of the present invention, when the food was frozen for chestnuts and steamed rice bowls, a very good frozen food could be obtained.
For example, in the case of chawanmushi (with a plastic container and a plastic film cover attached), eggs are altered and nests are formed when frozen by conventional methods, whereas according to the present invention, no egg alteration occurs. Nest formation is also not observed. Moreover, when the heat sterilization process of foodstuff was implemented about the pepper grain by this invention, the change of the flavor was not recognized by the pepper grain.
本発明において、気体調温室にて加熱又は冷却する調温気体の所定温度は、加熱又は冷却処理の目的に沿って被処理物の目的中心温度を設定し、その目的中心温度に応じて適宜設定することができる。 In the present invention, the predetermined temperature of the temperature-controlled gas heated or cooled in the gas-controlled greenhouse sets the target central temperature of the object to be processed in accordance with the purpose of the heating or cooling process, and is appropriately set according to the target central temperature. can do.
加熱調理して調製した食品類(例えば、ご飯やパン類)を室温以下に冷却したり、生鮮食料品(例えば、魚介類や食肉)を冷蔵温度帯や冷凍温度帯へ冷却したりする冷却及び冷却に利用することができる。
また、被処理物の品質に影響を与えない比較的低温の加熱殺菌に利用することができる。更に、食品の加熱調理にも適用可能である。
Cooling that cools foods prepared by cooking (for example, rice or bread) to room temperature or below, or cools fresh foods (for example, seafood or meat) to refrigeration or freezing temperatures. It can be used for cooling.
Moreover, it can utilize for the comparatively low-temperature heat sterilization which does not affect the quality of a to-be-processed object. Furthermore, it can be applied to cooking of food.
11・・・平板状トレイ;11T・・・底板;12・・・通風用貫通孔;
15・・・カゴ型トレイ;15T・・・底板;16・・・係止桟;
17・・・カゴ型トレイ;17T・・・半球状底板;
18・・・カゴ型トレイ;18T・・・凸状底板;21・・・被処理物;
22A・・・大口径金属製粒状体充填領域;
22B・・・小口径金属製粒状体充填領域;
23・・・金属製粒状体;23S・・・小口径金属製粒状体;
23L・・・大口径金属製粒状体;24・・・;分離筒状体;
25・・・分離用内側バスケット;25T・・・底面;
26・・・分離用貫通孔;27・・・把持部;41・・・熱処理室;
42・・・載置用トレイ;43・・・天井;
44・・・上方傾斜遮蔽板;44A・・・非通風性案内表面;
45・・・床;46・・・下方傾斜遮蔽板;46A・・・非通風性案内表面;
47・・・取入口;48・・・排出口;50・・・熱処理装置;
50A・・・熱処理室;50B・・・気体調温室;
51・・・第1トレイ;52・・・第2トレイ;
53・・・第3トレイ;54・・・第4トレイ;
51A・・・第1上方傾斜遮蔽板;52A・・・第2上方傾斜遮蔽板;
53A・・・第3上方傾斜遮蔽板;54A・・・第4上方傾斜遮蔽板;
51B・・・第1下方傾斜遮蔽板;52B・・・第2下方傾斜遮蔽板;
53B・・・第3下方傾斜遮蔽板;54B・・・第4下方傾斜遮蔽板;
55・・・熱交換器;55・・・熱交換器;55A・・・熱交換器用ファン;
56・・・調温気体供給ダクト;56A,56B・・・送気用ファン;
57・・・排出ダクト;58・・・吸気用ファン;
60・・・熱処理システム;61A・・・装入ゾーン;
61B・・・予備ゾーン;61C・・・熱処理ゾーン;
61D・・・緩衝ゾーン61D;61E・・・取出ゾーン;
62・・・熱処理トンネル;62E・・・恒温室;
64・・・入口;64A・・・装入口ドア;65・・・出口;
65A・・・排出口ドア;66A・・・シール用固定突起;
66B・・・シール用固定突起;
67B,67C1,67C2,67C3,67D・・・気体調温室;
68・・・熱交換器;69a,69b,69c・・・送気用ファン;
71・・・伝熱媒介体;72・・・調温気体接触部;73・・・熱伝達部;
74・・・突起;75・・・カゴ型トレイ;75T・・・底板;
90・・・熱処理コンテナ;
90c1,90c2,90c3・・・処理位置;
91・・・断熱壁;91T・・・天井壁;91B・・・底面壁;
91R・・・右側面壁;91L・・・左側面壁;91F・・・前方壁;
91P・・・後方壁;92・・・熱処理室;
93,93a,93b,93c・・・取入窓;
94,94a,94b,94c・・・排出窓;
95・・・移動用車輪;95A・・・案内軌道;
96,97・・・断熱シール部;97A・・・断熱壁。
11 ... Flat tray; 11T ... Bottom plate; 12 ... Ventilation through-hole;
15 ... cage tray; 15T ... bottom plate; 16 ... locking bar;
17 ... cage tray; 17T ... hemispherical bottom plate;
18 ... Basket tray; 18T ... Convex bottom plate; 21 ... Object to be treated;
22A ... Large-diameter metal granule filling region;
22B ... Small-diameter metal granule filling region;
23 ... Metal granules; 23S ... Small diameter metal granules;
23L: Large-diameter metal granule; 24 ...; Separation cylindrical body;
25: inner basket for separation; 25T: bottom surface;
26: Separation through hole; 27 ... Grasping part; 41 ... Heat treatment chamber;
42 ... Loading tray; 43 ... Ceiling;
44 ... upwardly inclined shielding plate; 44A ... non-breathable guide surface;
45 ... floor; 46 ... downwardly inclined shielding plate; 46A ... non-breathable guide surface;
47 ... intake port; 48 ... discharge port; 50 ... heat treatment device;
50A ... heat treatment chamber; 50B ... gas-controlled greenhouse;
51 ... 1st tray; 52 ... 2nd tray;
53 ... 3rd tray; 54 ... 4th tray;
51A ... 1st upward inclined shielding plate; 52A ... 2nd upward inclined shielding plate;
53A: third upwardly inclined shielding plate; 54A: fourth upwardly inclined shielding plate;
51B ... 1st downward inclination shielding plate; 52B ... 2nd downward inclination shielding plate;
53B ... 3rd downward inclination shielding plate; 54B ... 4th downward inclination shielding plate;
55 ... heat exchanger; 55 ... heat exchanger; 55A ... heat exchanger fan;
56 ... Temperature-controlled gas supply duct; 56A, 56B ... Air supply fan;
57 ... exhaust duct; 58 ... intake fan;
60 ... heat treatment system; 61A ... charging zone;
61B: Preliminary zone; 61C: Heat treatment zone;
61D:
62 ... Heat treatment tunnel; 62E ... Constant temperature room;
64 ... Inlet; 64A ... Inlet door; 65 ... Exit;
65A: outlet door; 66A: fixing protrusion for sealing;
66B: fixing protrusion for sealing;
67B, 67C1, 67C2, 67C3, 67D ... gas-controlled greenhouse;
68 ... heat exchanger; 69a, 69b, 69c ... air supply fan;
71 ... Heat transfer medium; 72 ... Temperature control gas contact part; 73 ... Heat transfer part;
74 ... projection; 75 ... basket type tray; 75T ... bottom plate;
90 ... heat treatment container;
90c1, 90c2, 90c3 ... processing position;
91 ... heat insulating wall; 91T ... ceiling wall; 91B ... bottom wall;
91R ... right side wall; 91L ... left side wall; 91F ... front wall;
91P ... rear wall; 92 ... heat treatment chamber;
93, 93a, 93b, 93c ... intake windows;
94, 94a, 94b, 94c ... discharge window;
95 ... wheel for movement; 95A ... guide track;
96, 97 ... heat insulation seal part; 97A ... heat insulation wall.
Claims (10)
前記載置用トレイ上に金属製粒状体を、前記被処理物と直接に接触させるか、あるいは前記被処理物を包装している包装体の外壁に直接に接触させるように前記載置用トレイ上に充填し、前記金属製粒状体の間隙に前記調温気体を通過させることを特徴とする、前記熱処理方法。 A method of heat-treating the object to be treated by supplying a temperature-controlled gas heated or cooled to a predetermined temperature in a gas-conditioning chamber to a heat-treating chamber that accommodates the object to be treated placed on a mounting tray. ,
The tray for mounting as described above so that the metal granule is brought into direct contact with the object to be processed on the tray for mounting as described above or directly with the outer wall of the packaging body for packaging the object to be processed. It filled up, and said Rukoto passed through said temperature control gas in the gap between the metal granules, the heat treatment method.
しかも、前記上方傾斜遮蔽板の気体流案内方向と下方傾斜遮蔽板の気体流案内方向とを相互に平行とし、トレイの上方から下方に向けて、又はトレイの下方から上方に向けて、前記調温気体を通過させる、請求項3に記載の熱処理方法。 In the heat treatment chamber, an upper inclined shielding plate that guides a gas flow in a direction inclined with respect to the workpiece mounting surface of the mounting tray is provided above the mounting tray. Provided below the tray is a lower inclined shielding plate that guides the gas flow in a direction inclined with respect to the workpiece placement surface of the placing tray.
In addition, the gas flow guiding direction of the upper inclined shielding plate and the gas flow guiding direction of the lower inclined shielding plate are parallel to each other, and the adjustment is performed from the upper side of the tray to the lower side or from the lower side of the tray to the upper side. The heat treatment method according to claim 3, wherein a warm gas is passed.
前記載置用トレイ上に金属製粒状体が、前記被処理物と直接に接触させるか、あるいは前記被処理物包装体の外壁に直接に接触させるように前記載置用トレイ上に充填されており、しかも、前記金属製粒状体の間隙に前記調温気体を通過させることができるように充填されていることを特徴とする、前記熱処理装置。 A heat treatment apparatus including a heat treatment chamber for storing an object to be processed placed on a mounting tray, and a gas conditioning chamber for supplying a temperature-controlled gas heated or cooled to a predetermined temperature to the heat treatment chamber,
The metal granule is filled on the placing tray so as to be brought into direct contact with the object to be treated, or directly brought into contact with the outer wall of the article to be treated. In addition, the heat treatment apparatus is filled so that the temperature-adjusting gas can pass through the gaps between the metal granules .
前記熱処理コンテナが、断熱筐体の内部に、載置用トレイに載せた被処理物を収容すること、及び
前記載置用トレイ上に金属製粒状体が、前記被処理物と直接に接触させるか、あるいは前記被処理物包装体の外壁に直接に接触させるように前記載置用トレイ上に充填されており、しかも、前記金属製粒状体の間隙に前記調温気体を通過させることができるように充填されていることを特徴とする、前記連続式熱処理システム。 A continuous heat treatment system including a movable heat treatment container and a heat treatment tunnel that passes through the heat treatment container to perform heat treatment ,
The heat treatment container accommodates an object to be processed placed on a placement tray inside the heat insulating housing; and
The metal granule is filled on the placing tray so as to be brought into direct contact with the object to be treated, or directly brought into contact with the outer wall of the article to be treated. In addition, the continuous heat treatment system is filled so that the temperature-adjusting gas can be passed through the gap between the metal granules .
金属製粒状体と、
調温気体接触部とその調温気体接触部に熱伝達的に連絡する金属製粒状体接触部とを備える伝熱媒介体と
を含む熱処理方法用セット。 A tray for placing a workpiece;
Metal granules,
A set for a heat treatment method, comprising: a temperature control gas contact portion and a heat transfer medium comprising a metal granular material contact portion that communicates with the temperature control gas contact portion in heat transfer.
前記載置用トレイの底板に設けた通風孔から落下しない金属製粒状体と
を含む熱処理方法用セットであって、
前記金属製粒状体が、前記載置用トレイ上において、前記被処理物と直接に接触するか、あるいは前記被処理物を包装している包装体の外壁に直接に接触し、しかも、前記金属製粒状体の間隙に調温気体を通過させるように充填可能であること、及び
前記金属製粒状体が、個々に、前記被処理物載置用トレイと分離可能であること
を特徴とする、前記熱処理方法用セット。 A bottom plate having a bottom for placing a workpiece on which the workpiece is held, but a tray on which the workpiece is placed having a vent hole through which gas can pass,
It is a set for a heat treatment method including a metal granule that does not fall from a vent hole provided on the bottom plate of the placing tray ,
The metal granule is in direct contact with the object to be processed on the mounting tray, or directly in contact with an outer wall of a packaging body in which the object to be processed is packaged, and the metal Being able to fill the gap between the granulates so that the temperature-controlled gas passes; and
The metal granules can be individually separated from the workpiece mounting tray.
A set for the heat treatment method .
前記金属製粒状体を保持するが、気体を通過させることのできる通風孔を有する底板を含む載置用トレイと、
被処理物を保持するが、前記金属製粒状体を通過させることのできる貫通孔を有する底面を含む内側バスケットと
を含む熱処理方法用セットであって、
前記内側バスケットが、前記載置用トレイ上に装入可能であること、
前記金属製粒状体が、前記内側バスケットの内側において、前記被処理物と直接に接触するか、あるいは前記被処理物を包装している包装体の外壁に直接に接触し、しかも、前記金属製粒状体の間隙に調温気体を通過させるように充填可能であること、及び
前記金属製粒状体が、個々に、前記載置用トレイ及び前記内側バスケットと分離可能であること
を特徴とする、前記熱処理方法用セット。 And gold belonging to the genus made granules,
A mounting tray that includes a bottom plate that holds the metal granules but has a vent hole through which gas can pass.
A set for a heat treatment method , including an inner basket including a bottom surface having a through-hole that holds a workpiece but allows the metal granule to pass therethrough ,
The inner basket can be loaded on the mounting tray;
The metallic granule is in direct contact with the object to be treated inside the inner basket, or is directly in contact with an outer wall of a packaging body for packaging the object to be treated. Being able to fill the gap between the granular materials so that the temperature-controlled gas passes; and
The metal granules can be individually separated from the placing tray and the inner basket.
A set for the heat treatment method .
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009049087A JP5586862B2 (en) | 2009-03-03 | 2009-03-03 | Heat treatment method, heat treatment apparatus, heat treatment system, and set for treatment method |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009049087A JP5586862B2 (en) | 2009-03-03 | 2009-03-03 | Heat treatment method, heat treatment apparatus, heat treatment system, and set for treatment method |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2010203676A JP2010203676A (en) | 2010-09-16 |
| JP2010203676A5 JP2010203676A5 (en) | 2012-04-05 |
| JP5586862B2 true JP5586862B2 (en) | 2014-09-10 |
Family
ID=42965334
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009049087A Expired - Fee Related JP5586862B2 (en) | 2009-03-03 | 2009-03-03 | Heat treatment method, heat treatment apparatus, heat treatment system, and set for treatment method |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5586862B2 (en) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5466883B2 (en) * | 2009-05-27 | 2014-04-09 | 延幸 高橋 | Heat treatment method, heat treatment apparatus, continuous heat treatment system, and work table |
| JP5208858B2 (en) * | 2009-06-04 | 2013-06-12 | 株式会社フード マシン プロジェ | Cooling system |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS54145042A (en) * | 1978-04-28 | 1979-11-12 | Yukio Ishida | Continuous freezer of article |
| JPS5923515Y2 (en) * | 1979-05-02 | 1984-07-12 | アフタ−サ−ビス設備工業株式会社 | food cooling equipment |
| JPS5846966U (en) * | 1981-09-24 | 1983-03-30 | 旭硝子株式会社 | Powder heating device |
| JPS6340194Y2 (en) * | 1985-03-16 | 1988-10-20 | ||
| JPH02126076A (en) * | 1988-11-07 | 1990-05-15 | Ulvac Corp | Freezing apparatus |
| SE464779B (en) * | 1989-11-29 | 1991-06-10 | Frigoscandia Food Process Syst | AIR TREATMENT PLANT AND PROCEDURES FOR AIR FLOW REDUCTION IN A SUCH |
| JP2595072Y2 (en) * | 1992-02-28 | 1999-05-24 | 株式会社大川原製作所 | Perforated plate unit in fluidized bed processing equipment |
| JPH0650556A (en) * | 1992-05-04 | 1994-02-22 | N D I Kk | Far-infrared ray radiation source |
| JP2584375Y2 (en) * | 1993-03-16 | 1998-10-30 | 株式会社サイニクス | Heater using beads as heat medium |
| JP2937749B2 (en) * | 1994-05-24 | 1999-08-23 | 株式会社木村鋳造所 | Freezing mold casting method |
| JPH1084899A (en) * | 1996-09-11 | 1998-04-07 | Yamadai Kk | Food cooling or drying device |
| JP2001204635A (en) * | 2000-01-28 | 2001-07-31 | Akashinamachi Shokokai | Oven |
-
2009
- 2009-03-03 JP JP2009049087A patent/JP5586862B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2010203676A (en) | 2010-09-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5466883B2 (en) | Heat treatment method, heat treatment apparatus, continuous heat treatment system, and work table | |
| JP5586871B2 (en) | Heat treatment method, heat treatment apparatus, heat treatment system, and set for treatment method | |
| US6418834B1 (en) | Apparatus for treating an item during travel of the item along a treating trough | |
| JP5586862B2 (en) | Heat treatment method, heat treatment apparatus, heat treatment system, and set for treatment method | |
| JP2019528679A (en) | Preparation and storage of free-flowing frozen supplement products | |
| JP5516502B2 (en) | Frozen cooked rice production apparatus and frozen cooked rice production method | |
| GB2055460A (en) | High humidity food chilling system | |
| US5836166A (en) | Cooling apparatus | |
| US6531172B2 (en) | Method for treating an item during travel of the item along a treating trough | |
| AU708041B2 (en) | Rapid-freezing container | |
| JP4352969B2 (en) | Rice ball manufacturing system and rice ball manufacturing method | |
| EP1214553B1 (en) | A thermal processing chamber and a method of thermally processing products | |
| JP5021785B2 (en) | Frozen cooked rice production apparatus and frozen cooked rice production method | |
| AU2019257519B2 (en) | Product cooling apparatuses | |
| EP0567197A1 (en) | A method for drying solid foodstuffs and a device for carrying out said method | |
| KR20220111495A (en) | Individual quick freezing apparatus | |
| JP5208858B2 (en) | Cooling system | |
| EP3073837B1 (en) | System and method for temperature control of chewing gum | |
| JP3247984U (en) | Quick individual freezing machine for shellfish | |
| JP3030761B2 (en) | Freezer for frozen noodles | |
| JPH08103232A (en) | Method for loosening frozen boiled rice | |
| JPS6217151B2 (en) | ||
| JP2004084997A (en) | Gas cooling and oil cooling vacuum furnace | |
| JPS646059Y2 (en) | ||
| JP2021139608A (en) | Rapid individual refrigerator for shucked shellfish |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120217 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20120217 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130315 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130319 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130520 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20131203 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140203 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140708 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140723 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5586862 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |