JP5536723B2 - Epoxy resin composition, molded body and sheet material - Google Patents
Epoxy resin composition, molded body and sheet material Download PDFInfo
- Publication number
- JP5536723B2 JP5536723B2 JP2011159811A JP2011159811A JP5536723B2 JP 5536723 B2 JP5536723 B2 JP 5536723B2 JP 2011159811 A JP2011159811 A JP 2011159811A JP 2011159811 A JP2011159811 A JP 2011159811A JP 5536723 B2 JP5536723 B2 JP 5536723B2
- Authority
- JP
- Japan
- Prior art keywords
- epoxy resin
- resin composition
- carbon
- carbon material
- molded body
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Description
本発明は、エポキシ樹脂組成物、この樹脂組成物により形成した成形体及びシート材に関する。より詳しくは、電子部品の放熱部材、電池の正極材料又は電磁波吸収材などに使用される熱伝導性と導電性を兼ね備えたエポキシ樹脂組成物、成形体及びシート材に関する。 The present invention relates to an epoxy resin composition, a molded body formed from the resin composition, and a sheet material. More specifically, the present invention relates to an epoxy resin composition, a molded body, and a sheet material that have both thermal conductivity and conductivity, which are used for a heat radiating member of an electronic component, a positive electrode material of a battery, or an electromagnetic wave absorber.
導電性エポキシ樹脂は、燃料電池セパレータなどの成形体、半導体の封止用用途や電池部品搭載用途などの種々の分野で使用されている(例えば、特許文献1,2参照)。例えば、特許文献1には、エポキシ樹脂と、硬化剤と、尿素誘導体からなる硬化促進剤と、膨張黒鉛を含有する炭素材料とを含有する導電性エポキシ樹脂組成物が提案されている。 Conductive epoxy resins are used in various fields such as molded articles such as fuel cell separators, semiconductor sealing applications, and battery component mounting applications (see, for example, Patent Documents 1 and 2). For example, Patent Document 1 proposes a conductive epoxy resin composition containing an epoxy resin, a curing agent, a curing accelerator made of a urea derivative, and a carbon material containing expanded graphite.
また、特許文献2には、ナフタレン型エポキシ樹脂と、1分子中に置換又は非置換のナフタレン環を少なくとも1個以上有するフェニール樹脂硬化剤と、カーボンブラックと、無機充填剤とを含有する半導体封止用エポキシ樹脂組成物が提案されている。 Patent Document 2 discloses a semiconductor encapsulant containing a naphthalene type epoxy resin, a phenyl resin curing agent having at least one substituted or unsubstituted naphthalene ring in one molecule, carbon black, and an inorganic filler. Stopping epoxy resin compositions have been proposed.
一方、半導体素子等の電子部品の高密化、高集積化及び高出力化等に伴い、これら電子部品からの発熱対策が重要となっている。そこで、従来、導電性と熱伝導性の両方を有する樹脂成形体も提案されている(特許文献3参照)。特許文献3に記載の放熱部材では、シリコーン樹脂又はアクリル樹脂と黒鉛粉末などを含有するシート材において、異方性を有する黒鉛をシートの厚さ方向に配向させることで、熱伝導性を高めている。 On the other hand, as electronic components such as semiconductor elements become denser, more integrated and have higher output, countermeasures for heat generation from these electronic components have become important. Therefore, conventionally, a resin molded body having both conductivity and thermal conductivity has also been proposed (see Patent Document 3). In the heat radiating member described in Patent Document 3, in a sheet material containing silicone resin or acrylic resin and graphite powder, the thermal conductivity is increased by orienting graphite having anisotropy in the thickness direction of the sheet. Yes.
しかしながら、前述した従来の技術には、以下に示す問題点がある。即ち、特許文献1に記載のエポキシ樹脂組成物は、特定の構造を有する硬化促進剤を用いることで、混練・成形時の流動性確保を可能としているが、流動性を有する樹脂分の大半であるエポキシ樹脂及び硬化剤の構造を考慮しないと、流動性の向上効果が低いという問題点がある。 However, the conventional techniques described above have the following problems. That is, the epoxy resin composition described in Patent Document 1 can secure fluidity at the time of kneading and molding by using a curing accelerator having a specific structure. If the structure of a certain epoxy resin and curing agent is not taken into account, there is a problem that the effect of improving fluidity is low.
また、特許文献2に記載のエポキシ樹脂組成物は、半導体封止剤用途であり、レーザーマーキング性を良好にする目的でカーボンブラックを添加しているため、添加量が少量であり、高い導電性及び放熱性は得られない。これに対して、特許文献3に記載の放熱部材は、優れた熱導電性が得られるが、近年、LED(Light Emitting Diode)などのパワー半導体のように、電子部品からの発熱量が多くなっており、導電性及び放熱性の更なる向上が求められている。 In addition, the epoxy resin composition described in Patent Document 2 is used for a semiconductor encapsulant, and since carbon black is added for the purpose of improving laser marking properties, the addition amount is small and high conductivity. And heat dissipation is not obtained. In contrast, the heat dissipating member described in Patent Document 3 can provide excellent thermal conductivity. However, in recent years, the amount of heat generated from electronic components has increased as in power semiconductors such as LEDs (Light Emitting Diodes). Therefore, further improvement in conductivity and heat dissipation is demanded.
そこで、本発明は、導電性及び放熱性が共に優れたエポキシ樹脂組成物、成形体及びシート材を提供することを主目的とする。 Therefore, the main object of the present invention is to provide an epoxy resin composition, a molded body, and a sheet material excellent in both conductivity and heat dissipation.
本発明に係るエポキシ樹脂組成物は、少なくとも、エポキシ樹脂と、硬化剤と、炭素材とを含有する樹脂組成物であって、前記エポキシ樹脂及び前記硬化剤の一方又は両方がナフタレン構造を有し、前記炭素材は、繊維長が3〜30μmで、アスペクト比が10〜500の繊維状炭素であり、前記炭素材の含有量が、組成物全体で、1〜40質量%のものである。
この樹脂組成物は、前記炭素材の含有量を、組成物全体で、1〜20質量%とすることができる。
また、前記炭素材としては、例えば、炭素繊維及び/又はカーボンナノチューブを使用することができる。
The epoxy resin composition according to the present invention is a resin composition containing at least an epoxy resin, a curing agent, and a carbon material, and one or both of the epoxy resin and the curing agent have a naphthalene structure. The carbon material is fibrous carbon having a fiber length of 3 to 30 μm and an aspect ratio of 10 to 500, and the content of the carbon material is 1 to 40% by mass in the whole composition .
This resin composition can make content of the said carbon material into 1-20 mass% with the whole composition .
As examples of the carbon material, for example, can be used-carbon fibers and / or carbon nanotubes.
本発明に係る成形体は、前述したエポキシ樹脂組成物を成形したものである。
そして、この成形体は、熱伝導率が例えば0.5〜70.0W/mKであり、表面抵抗が例えば1.0E+16〜0.1Ω/□である。
The molded body according to the present invention is obtained by molding the above-described epoxy resin composition.
The molded body has a thermal conductivity of, for example, 0.5 to 70.0 W / mK, and a surface resistance of, for example, 1.0E + 16 to 0.1Ω / □.
本発明に係るシート材は、前述したエポキシ樹脂組成物を加熱成形して得たものであり、厚さが10〜500μmである。 The sheet material according to the present invention is obtained by thermoforming the above-described epoxy resin composition, and has a thickness of 10 to 500 μm.
本発明によれば、エポキシ樹脂及び/又は硬化剤がナフタレン構造を有し、炭素材として繊維長が3〜30μmで、アスペクト比が10〜500の繊維状炭素を使用しているため、導電性及び放熱性が共に優れたエポキシ樹脂組成物、成形体及びシート材が得られる。 According to the present invention, the epoxy resin and / or curing agent has a naphthalene structure, a fiber length of 3~30μm as a carbon material, the aspect ratio is using fiber維状carbons 10 to 500, conductive An epoxy resin composition, a molded body, and a sheet material excellent in both properties and heat dissipation are obtained.
以下、本発明を実施するための形態について、詳細に説明する。なお、本発明は、以下に説明する実施形態に限定されるものではない。 Hereinafter, embodiments for carrying out the present invention will be described in detail. Note that the present invention is not limited to the embodiments described below.
(第1の実施形態)
本発明の第1の実施形態に係るエポキシ樹脂組成物について説明する。本実施形態のエポキシ樹脂組成物は、少なくとも、エポキシ樹脂と、硬化剤と、炭素材とを含有する。そして、エポキシ樹脂及び硬化剤の一方又は両方がナフタレン構造を有しており、炭素材には、六方晶構造又は非晶質構造の炭素粒子又は繊維状炭素であり、かつ平均粒子径又は繊維長が30μm以下のものを使用している。
(First embodiment)
The epoxy resin composition according to the first embodiment of the present invention will be described. The epoxy resin composition of this embodiment contains at least an epoxy resin, a curing agent, and a carbon material. One or both of the epoxy resin and the curing agent have a naphthalene structure, and the carbon material is carbon particles or fibrous carbon having a hexagonal structure or an amorphous structure, and an average particle diameter or fiber length. Is 30 μm or less.
[エポキシ樹脂]
本実施形態のエポキシ樹脂組成物に配合されるエポキシ樹脂は、1分子中に2個以上のエポキシ基を有するエポキシ化合物であればよく、特に、分子中にナフタレン構造やアントラセン構造などの多環芳香族構造を有するものが好ましい。その中でも、ナフタレン構造は、常温で液体であり、炭素材との濡れ性が良好であるため、分子中にナフタレン構造を有するエポキシ樹脂を使用することにより、炭素材の充填率を高め、導電性及び放熱性を向上させることができる。
[Epoxy resin]
The epoxy resin blended in the epoxy resin composition of the present embodiment may be an epoxy compound having two or more epoxy groups in one molecule, and in particular, a polycyclic aromatic such as naphthalene structure or anthracene structure in the molecule. Those having a group structure are preferred. Among them, the naphthalene structure is liquid at room temperature and has good wettability with the carbon material. By using an epoxy resin having a naphthalene structure in the molecule, the filling rate of the carbon material is increased and the conductivity is increased. And heat dissipation can be improved.
エポキシ樹脂組成物におけるエポキシ樹脂の配合量は、特に限定するものではないが、得られる硬化体の特性、特に、導電性と樹脂強度の観点から、樹脂組成物全量あたり、30〜90質量%であることが好ましく、より好ましくは40〜85質量%である。 The compounding amount of the epoxy resin in the epoxy resin composition is not particularly limited, but is 30 to 90% by mass per total resin composition from the viewpoint of the properties of the obtained cured product, in particular, conductivity and resin strength. It is preferable that it is 40 to 85% by mass.
[硬化剤]
本実施形態のエポキシ樹脂組成物に配合される硬化剤は、前述したエポキシ樹脂の硬化剤であり、具体的には、フェノールノボラック樹脂、酸無水物樹脂、アミノ樹脂、イミダゾール類などを使用することができる。この硬化剤についても、多環芳香族構造を有するものが好ましく、その中でも、ナフタレン構造を有するものが特に好ましい。これにより、炭素材の充填率を高め、導電性及び放熱性を向上させることができる。
[Curing agent]
The curing agent blended in the epoxy resin composition of the present embodiment is the epoxy resin curing agent described above, and specifically, phenol novolac resins, acid anhydride resins, amino resins, imidazoles, and the like are used. Can do. Also about this hardening | curing agent, what has a polycyclic aromatic structure is preferable, and what has a naphthalene structure is especially preferable among these. Thereby, the filling rate of a carbon material can be raised and electroconductivity and heat dissipation can be improved.
エポキシ樹脂組成物における硬化剤の配合量は、特に限定するものではないが、得られる硬化体の特性、特に、樹脂硬度の観点から、樹脂組成物全量あたり、3.0〜70質量%であることが好ましく、より好ましくは5.0〜50質量%である。特に、硬化剤がフェノールノボラック樹脂、酸無水樹脂又はアミノ樹脂である場合は、エポキシ樹脂に対して、当量比で0.75〜1.25であることが好ましく、より好ましくは当量比0.8〜1.2である。なお、イミダゾール類などのようにイオン重合により硬化するものについては、当量比は特に限定されない。 Although the compounding quantity of the hardening | curing agent in an epoxy resin composition is not specifically limited, From the viewpoint of the characteristic of the hardening body obtained, especially resin hardness, it is 3.0-70 mass% per resin composition whole quantity. It is preferably 5.0 to 50% by mass. In particular, when the curing agent is a phenol novolac resin, an acid anhydride resin or an amino resin, the equivalent ratio to the epoxy resin is preferably 0.75 to 1.25, more preferably an equivalent ratio of 0.8. ~ 1.2. In addition, about what hardens | cures by ion polymerization like imidazoles etc., an equivalent ratio is not specifically limited.
[炭素材]
本実施形態のエポキシ樹脂組成物に配合される炭素材は、六方晶構造若しくは非晶質構造の炭素粒子又は繊維状炭素である。これらは、他の炭素材よりも、樹脂中にてパーコレーション構造を形成しやすく、低充填で導電性及び熱導電性を発現するため、導電性及び熱伝導性が共に優れたエポキシ樹脂組成物が得られる。
[Carbon material]
The carbon material blended in the epoxy resin composition of the present embodiment is carbon particles having a hexagonal structure or an amorphous structure, or fibrous carbon. These are easier to form a percolation structure in the resin than other carbon materials, and exhibit low conductivity and thermal conductivity with low filling, so that an epoxy resin composition having excellent conductivity and thermal conductivity is obtained. can get.
このような炭素材としては、例えば、カーボンブラック、グラファイト粉末、炭素繊維及びカーボンナノチューブなどが挙げられ、これらは単独でも使用することができるが、複数を組み合わせて使用することもできる。また、これらの炭素材の中でも、樹脂との親和性、分散性、導電性及び熱伝導性を向上させるパーコレーション構造の形成しやすさの観点から、カーボンナノファイバーが好適である。 Examples of such a carbon material include carbon black, graphite powder, carbon fiber, and carbon nanotube, and these can be used alone or in combination. Among these carbon materials, carbon nanofibers are preferable from the viewpoint of easy formation of a percolation structure that improves affinity with resin, dispersibility, conductivity, and thermal conductivity.
ただし、平均粒子径が30μmを超える炭素粒子、又は、繊維長が30μmを超える繊維状炭素を使用すると、樹脂組成物を成形してシート化する際に、薄膜化が困難となる。よって、本実施形態のエポキシ樹脂組成物に配合される炭素材は、平均粒子径又は繊維長が30μm以下のものとする。 However, when carbon particles having an average particle diameter exceeding 30 μm or fibrous carbon having a fiber length exceeding 30 μm are used, it is difficult to form a thin film when the resin composition is formed into a sheet. Therefore, the carbon material blended in the epoxy resin composition of the present embodiment has an average particle diameter or fiber length of 30 μm or less.
また、炭素材のアスペクト比は、10〜500であることが好ましく、50〜300であることがより好ましい。これにより、少ない充填量で、シート成形物の高導電化及び高熱伝導化を実現することができる。 Further, the aspect ratio of the carbon material is preferably 10 to 500, and more preferably 50 to 300. Thereby, high electrical conductivity and high thermal conductivity of the sheet molded product can be realized with a small filling amount.
更に、炭素材の配合量は、導電特性、放熱特性及び成形性の観点から、樹脂組成物全体の1〜40質量%であることが好ましく、1〜20質量%であることがより好ましい。これにより、シート成形物の高導電化及び高熱伝導化を実現することができる。 Furthermore, it is preferable that the compounding quantity of a carbon material is 1-40 mass% of the whole resin composition from a viewpoint of an electroconductive characteristic, a thermal radiation characteristic, and a moldability, and it is more preferable that it is 1-20 mass%. Thereby, high electrical conductivity and high thermal conductivity of the sheet molded product can be realized.
(その他の成分)
横配向シート3を形成する樹脂組成物には、前述した各成分に加えて、有機溶剤やカップリング剤などが配合されていてもよい。
(Other ingredients)
In addition to the components described above, an organic solvent, a coupling agent, or the like may be blended in the resin composition forming the laterally oriented sheet 3.
[製造方法]
次に、前述の如く構成されるエポキシ樹脂組成物の製造方法について説明する。本実施形態のエポキシ樹脂組成物の製造方法は、特に限定されるものではなく、前述した各成分を、例えば、万能混合攪拌機、プラネタリーミキサー、ロールミル、ニーダー、バンバリーミキサーなどの公知の方法で、混合又は混練などすればよい。
[Production method]
Next, the manufacturing method of the epoxy resin composition comprised as mentioned above is demonstrated. The production method of the epoxy resin composition of the present embodiment is not particularly limited, and each of the above-described components is a known method such as a universal mixing stirrer, a planetary mixer, a roll mill, a kneader, a Banbury mixer, What is necessary is just to mix or knead | mix.
以上詳述したように、本実施形態のエポキシ樹脂組成物では、ナフタレン構造を有するエポキシ樹脂及び/又は硬化剤を使用しているため、低抵抗でかつ熱伝導率が高い六方晶構造又は非晶質構造の炭素粒子又は繊維状炭素を、高充填することができる。これにより、従来に比べて、導電性及び放熱性を共に向上させることができる。 As described above in detail, in the epoxy resin composition of the present embodiment, an epoxy resin having a naphthalene structure and / or a curing agent is used, so that it has a low resistance and high thermal conductivity. The carbon particles or the fibrous carbon having a texture can be highly filled. Thereby, both electroconductivity and heat dissipation can be improved compared with the past.
また、本実施形態のエポキシ樹脂組成物は、耐溶剤性も兼ね備えているため、電池の正極材料としても好適である。また、電波吸収性能にも優れているため、電磁波吸収材としても使用することができる。 Moreover, since the epoxy resin composition of this embodiment also has solvent resistance, it is suitable also as a positive electrode material of a battery. In addition, since it has excellent radio wave absorption performance, it can also be used as an electromagnetic wave absorbing material.
(第2の実施形態)
本発明の第2の実施形態に係る成形体について説明する。本実施形態の成形体は、前述した第1の実施形態のエポキシ樹脂組成物を成形したものであり、ポッティング剤などの封止剤又はチップなどを搭載する電子包材、トレーなどである。
(Second Embodiment)
A molded body according to the second embodiment of the present invention will be described. The molded body of this embodiment is obtained by molding the epoxy resin composition of the first embodiment described above, and is an electronic packaging material, a tray or the like on which a sealing agent such as a potting agent or a chip is mounted.
[熱伝導率:0.5〜70.0W/mK]
本実施形態の成形体の熱伝導率は、0.5〜70W/mKであることが好ましく、より好ましくは、5〜70W/mKである。これにより、放熱特性をより高めることができる。
[Thermal conductivity: 0.5-70.0 W / mK]
It is preferable that the heat conductivity of the molded object of this embodiment is 0.5-70 W / mK, More preferably, it is 5-70 W / mK. Thereby, a heat dissipation characteristic can be improved more.
[表面抵抗:1.0E+16〜0.1Ω/□]
本実施形態の成形体の表面抵抗は、1.0E+16〜0.1Ω/□であることが好ましく、より好ましくは、1.0E+6〜0.1Ω/□である。これにより、導電率をより高めることができる。
[Surface resistance: 1.0E + 16 to 0.1Ω / □]
The surface resistance of the molded body of the present embodiment is preferably 1.0E + 16 to 0.1Ω / □, and more preferably 1.0E + 6 to 0.1Ω / □. Thereby, electrical conductivity can be raised more.
[製造方法]
次に、本実施形態の成形体の製造方法について説明する。この成形体の成形方法は、特に限定されるものではなく、例えば、押出成形、射出成形、ロール成形及びプレス成形などの公知の成形方法を適用することができる。
[Production method]
Next, the manufacturing method of the molded object of this embodiment is demonstrated. The molding method of this molded body is not particularly limited, and for example, known molding methods such as extrusion molding, injection molding, roll molding, and press molding can be applied.
そして、例えば、押出成形機やロールプレス装置を用いて、炭素材が幅方向又は長さ方向に配向しているシートを作製し、それを複数枚積層して成形体としてもよい。その場合、積層前のシートは、Bステージ状態であり、積層後に加熱して、「Cステージ状態」とすることが望ましい。 Then, for example, a sheet in which the carbon material is oriented in the width direction or the length direction is produced using an extrusion molding machine or a roll press apparatus, and a plurality of the sheets may be laminated to form a molded body. In that case, the sheet before lamination is in the B-stage state, and it is desirable that the sheet is heated after lamination to be in the “C-stage state”.
ここで、「Bステージ状態」とは、樹脂組成物が室温で乾いた状態を示し、高温に加熱すると再び溶融する状態をいい、より厳密には、DSC(Differential Scanning Calorimetry:示差走査型熱量計)を用いて、硬化時に発生する熱量から計算した値で硬化度が70%未満の状態を示す。また、「Cステージ状態」とは、樹脂組成物の硬化がほぼ終了した状態で、高温に加熱しても再度溶融することはない状態をいい、硬化度70%以上の状態をいう。 Here, the “B stage state” means a state in which the resin composition is dried at room temperature and melts again when heated to a high temperature. More precisely, DSC (Differential Scanning Calorimetry) ), The degree of cure is less than 70% with a value calculated from the amount of heat generated during curing. The “C stage state” refers to a state where the curing of the resin composition is almost completed and does not melt again even when heated to a high temperature, and refers to a state where the curing degree is 70% or more.
更に、破断刃などにより、積層体(成形体)を積層方向に垂直な方向に切断することで、厚さ方向に炭素材が配向した成形体を得ることもできる。この成形体は、複数の角柱状配向体が一方向に配列された構成となる。 Furthermore, the laminated body (molded body) can be cut in a direction perpendicular to the laminating direction with a broken blade or the like to obtain a molded body in which the carbon material is oriented in the thickness direction. This molded body has a configuration in which a plurality of prismatic alignment bodies are arranged in one direction.
以上詳述したように、本実施形態の成形体では、炭素材が高充填されているため、導電性だけでなく、放熱性にも優れている。 As described above in detail, the molded body of the present embodiment is highly filled with a carbon material, and therefore has excellent heat dissipation as well as conductivity.
(第3の実施形態)
本発明の第3の実施形態に係るシート材について説明する。本実施形態のシート材は、前述した第1の実施形態のエポキシ樹脂組成物を加熱成形して得た厚さ10〜500μmのシート材である。
(Third embodiment)
A sheet material according to a third embodiment of the present invention will be described. The sheet material of the present embodiment is a sheet material having a thickness of 10 to 500 μm obtained by thermoforming the epoxy resin composition of the first embodiment described above.
[厚さ:10〜500μm]
シート材の厚さが10μm未満の場合、十分なシート強度が得られず、また、500μmを超えると、屈曲性が損なわれると共に、成形時に空隙を含むなどの理由から、各種特性の低下を招く。よって、本実施形態のシート材の厚さは、10〜500μmとする。
[Thickness: 10 to 500 μm]
When the thickness of the sheet material is less than 10 μm, sufficient sheet strength cannot be obtained, and when it exceeds 500 μm, the flexibility is impaired and various properties are deteriorated due to the inclusion of voids during molding. . Therefore, the thickness of the sheet material of the present embodiment is 10 to 500 μm.
[製造方法]
本実施形態のシート材は、前述した第1の実施形態のエポキシ樹脂組成物を、ポリエチレンテレフタレートなどの樹脂フィルム上に成膜し、加熱することにより得られる。このシート材の成膜方法は、特に限定されるものではなく、例えば、スクリーン印刷、ダイコーター、押出成形、射出成形、ロール成形及びプレス成形などの公知の成形方法を適用することができる。
[Production method]
The sheet material of this embodiment is obtained by forming the epoxy resin composition of the first embodiment described above on a resin film such as polyethylene terephthalate and heating it. The film forming method of the sheet material is not particularly limited, and for example, known molding methods such as screen printing, die coater, extrusion molding, injection molding, roll molding, and press molding can be applied.
本実施形態のシート材は、炭素材が高充填されているため、導電性だけでなく、放熱性にも優れている。 Since the sheet material of this embodiment is highly filled with a carbon material, it is excellent not only in conductivity but also in heat dissipation.
以下、本発明の実施例及び比較例を挙げて、本発明の効果について具体的に説明する。本実施例においては、下記表1に示す構成のシート材を作製し、その特性を評価した。 Hereinafter, the effects of the present invention will be specifically described with reference to Examples and Comparative Examples of the present invention. In this example, a sheet material having the configuration shown in Table 1 below was produced and its characteristics were evaluated.
<シートの製造方法>
先ず、一次混練を自転公転式撹拌装置により行った後、三本ロールで二次混練を行って、下記表1,2に示す組成のエポキシ樹脂組成物を作製した。次に、ロールプレス又はコーターを用いて、PETフィルム上にエポキシ樹脂組成物を成膜した後、115℃で60分間加熱して、実施例1〜8及び比較例1〜5のシート材を得た。
<Sheet manufacturing method>
First, primary kneading was performed with a rotation and revolution type stirring device, and then secondary kneading was performed with three rolls to prepare epoxy resin compositions having compositions shown in Tables 1 and 2 below. Next, after forming an epoxy resin composition on a PET film using a roll press or a coater, the sheet material of Examples 1 to 8 and Comparative Examples 1 to 5 is obtained by heating at 115 ° C. for 60 minutes. It was.
その際、エポキシ樹脂は、ナフタレン型エポキシ樹脂(DIC社製 HP−4032D)、環状式ビスA型エポキシ樹脂(三菱化学社製 EP828)、ビフェニル型エポキシ樹脂(三菱化学社製 YX4000)、トリアジン型エポキシ樹脂(日産化学社製 TEPIC−PAS)を使用した。硬化剤にはイミダゾール類(四国化成社製、2E4MZ−CN)を使用した。 At that time, the epoxy resin is a naphthalene type epoxy resin (HP-4032D manufactured by DIC), a cyclic bis A type epoxy resin (EP828 manufactured by Mitsubishi Chemical Corporation), a biphenyl type epoxy resin (YX4000 manufactured by Mitsubishi Chemical Corporation), or a triazine type epoxy. Resin (TEPIC-PAS manufactured by Nissan Chemical Co., Ltd.) was used. Imidazoles (manufactured by Shikoku Kasei Co., Ltd., 2E4MZ-CN) were used as the curing agent.
炭素材は、カーボンナノチューブ(昭和電工社製 VGCF)、ダイヤモンドを使用した。また、カップリング剤には、シランカップリング剤(東レダウコーニング社製、Z−0640N)を使用し、有機溶剤は、エチルセロソルブを使用した。 As the carbon material, carbon nanotubes (VGCF manufactured by Showa Denko KK) and diamond were used. In addition, a silane coupling agent (manufactured by Toray Dow Corning, Z-0640N) was used as the coupling agent, and ethyl cellosolve was used as the organic solvent.
次に、前述した方法によって作製した実施例及び比較例のシート材を、以下に示す方法で評価した。 Next, the sheet materials of Examples and Comparative Examples produced by the method described above were evaluated by the following methods.
<体積抵抗>
体積抵抗は、JIS K6911に準拠した測定方法により求めた。具体的には、円形電極(φ70)の間で、絶縁抵抗計(川口電気製作所製 R503及びP616)により電気抵抗を測定し、電極形状から体積抵抗率を求めた。その際、電極間に500Vを印加し、1分後の抵抗を測定した。
<Volume resistance>
The volume resistance was determined by a measuring method based on JIS K6911. Specifically, the electrical resistance was measured with an insulation resistance meter (R503 and P616, manufactured by Kawaguchi Electric Co., Ltd.) between the circular electrodes (φ70), and the volume resistivity was determined from the electrode shape. At that time, 500 V was applied between the electrodes, and the resistance after 1 minute was measured.
<表面抵抗>
表面抵抗は、JIS K6911に準拠した測定方法により求めた。具体的には、二重円形電極(φ70、φ50)の間で、絶縁抵抗計(川口電気製作所製 R503及びP616)により電気抵抗を測定し、電極形状から表面抵抗率を求めた。その際、電極間に500Vを印加し、1分後の抵抗を測定した。
<Surface resistance>
The surface resistance was determined by a measuring method based on JIS K6911. Specifically, the electrical resistance was measured with an insulation resistance meter (R503 and P616, manufactured by Kawaguchi Electric Co., Ltd.) between the double circular electrodes (φ70, φ50), and the surface resistivity was determined from the electrode shape. At that time, 500 V was applied between the electrodes, and the resistance after 1 minute was measured.
<熱伝導率>
熱伝導率は、熱拡散率と熱容量(比重と比熱との積)から求めた。その際、熱拡散率は、キセノンフラッシュ法(Netzch製 LFA447)により測定し、比重はアルキメデス法(水中置換法)により測定した。また、比熱は、DSC法(リガク製 DSC8230)により測定した。
<Thermal conductivity>
The thermal conductivity was determined from the thermal diffusivity and the heat capacity (product of specific gravity and specific heat). At that time, the thermal diffusivity was measured by the xenon flash method (LFA447 manufactured by Netzch), and the specific gravity was measured by the Archimedes method (submersion method in water). The specific heat was measured by the DSC method (DSC8230, manufactured by Rigaku).
<強度>
強度は、屈曲性により評価した。具体的には、直径10cmの紙管に、シート成形物を巻き付け、巻き付け前後に成形物に割れがないものを○とし、割れがあった又は発生したものを×として評価した。
<Strength>
The strength was evaluated by flexibility. Specifically, a sheet molded product was wound around a paper tube having a diameter of 10 cm, and the case in which the molded product was not cracked before and after the winding was evaluated as ◯, and the cracked or generated was evaluated as x.
<外観>
外観は、充填材の凝集物などの異物の有無により評価した。具体的には、異物が発見されなければ○、異物が発見されたものは×とした。
<Appearance>
The appearance was evaluated by the presence or absence of foreign matter such as filler aggregates. Specifically, it was indicated as “O” if no foreign matter was found, and “X” if a foreign matter was found.
以上の結果を、下記表1,2にまとめて示す。なお、下記表1,2に示すカーボンナノチューブ(CNT)及びダイヤモンド(Diamond)のサイズは、電子顕微鏡(SEM、TEM)により測定した値である。 The above results are summarized in Tables 1 and 2 below. In addition, the size of the carbon nanotube (CNT) and diamond (Diamond) shown in the following Tables 1 and 2 is a value measured by an electron microscope (SEM, TEM).
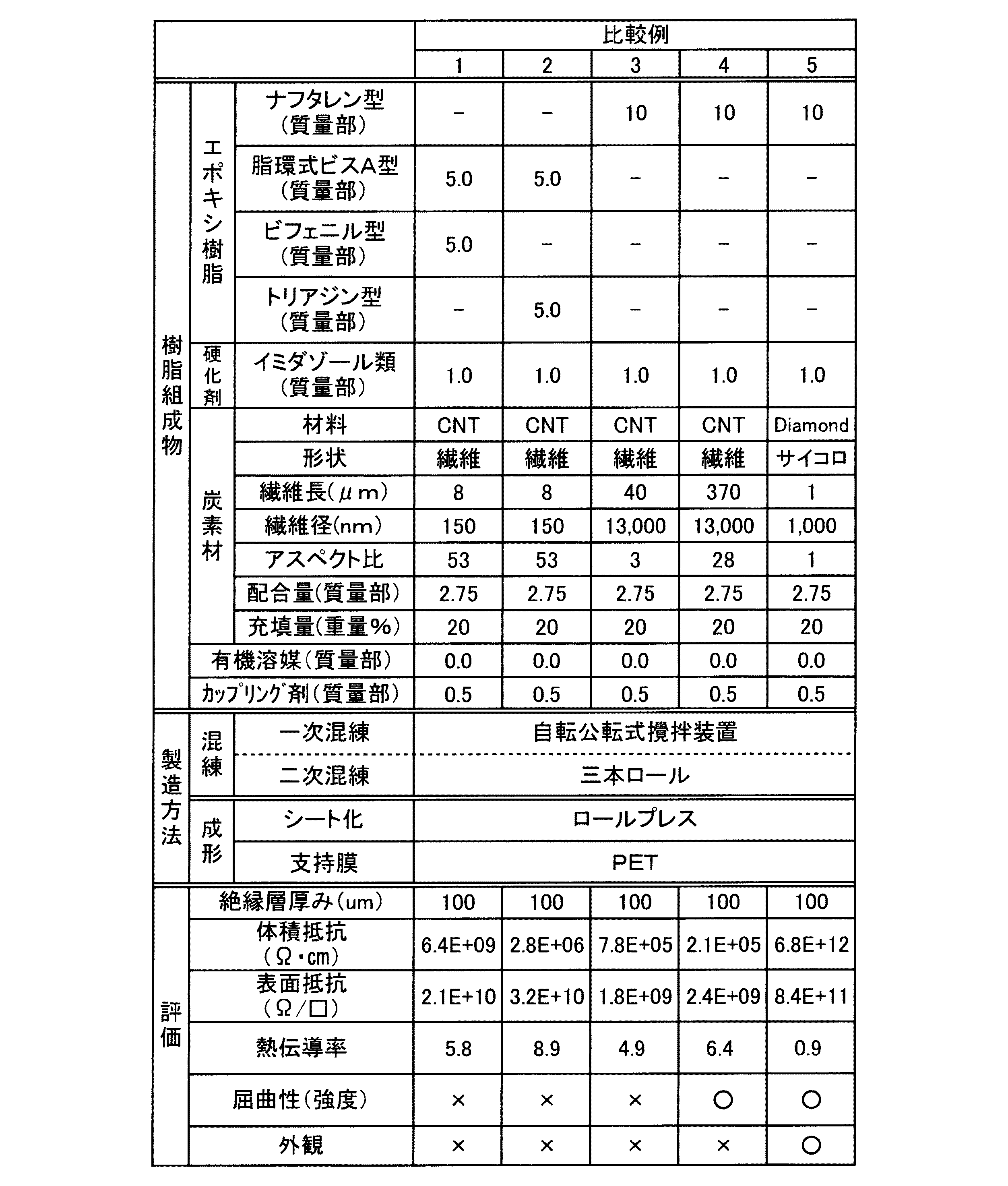
上記表2に示すように、ナフタレン構造を有しないエポキシ樹脂を使用した比較例1,2のシート材は、抵抗値も高く、屈曲性及び外観も劣っていた。また、ナフタレン構造を有するエポキシ樹脂を使用しているが、繊維長が30μmを超えるカーボンナノチューブを配合した比較例3,4のシート材は、抵抗値が高く、外観も劣っていた。更に、サイコロ状のダイヤモンドを配合した比較例5のシート材は、屈曲性及び外観には問題がなかったが、抵抗値が高かった。 As shown in Table 2 above, the sheet materials of Comparative Examples 1 and 2 using an epoxy resin having no naphthalene structure also had high resistance values and poor flexibility and appearance. Moreover, although the epoxy resin which has a naphthalene structure is used, the sheet material of the comparative examples 3 and 4 which mix | blended the carbon nanotube whose fiber length exceeds 30 micrometers had high resistance value, and its external appearance was also inferior. Further, the sheet material of Comparative Example 5 containing dice diamond had no problem in flexibility and appearance, but had a high resistance value.
これに対して、本発明の範囲内で作製した実施例1〜8のシート材は、導電性及び放熱性に優れ、更に、強度及び外観も良好であった。これにより、本発明によれば、導電性及び放熱性が共に優れたエポキシ樹脂組成物、成形体及びシート材を実現できることが確認された。 On the other hand, the sheet materials of Examples 1 to 8 produced within the scope of the present invention were excellent in conductivity and heat dissipation, and also had good strength and appearance. Thereby, according to this invention, it was confirmed that the epoxy resin composition, the molded object, and sheet material which were excellent in both electroconductivity and heat dissipation are realizable.
Claims (7)
前記エポキシ樹脂及び前記硬化剤の一方又は両方がナフタレン構造を有し、
前記炭素材は、繊維長が3〜30μmで、アスペクト比が10〜500の繊維状炭素であり、
前記炭素材の含有量が、組成物全体で、1〜40質量%であるエポキシ樹脂組成物。 At least a resin composition containing an epoxy resin, a curing agent, and a carbon material,
One or both of the epoxy resin and the curing agent have a naphthalene structure,
The carbon material is fibrous carbon having a fiber length of 3 to 30 μm and an aspect ratio of 10 to 500 ,
The epoxy resin composition whose content of the said carbon material is 1-40 mass% in the whole composition.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011159811A JP5536723B2 (en) | 2011-07-21 | 2011-07-21 | Epoxy resin composition, molded body and sheet material |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011159811A JP5536723B2 (en) | 2011-07-21 | 2011-07-21 | Epoxy resin composition, molded body and sheet material |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2013023581A JP2013023581A (en) | 2013-02-04 |
| JP5536723B2 true JP5536723B2 (en) | 2014-07-02 |
Family
ID=47782299
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011159811A Active JP5536723B2 (en) | 2011-07-21 | 2011-07-21 | Epoxy resin composition, molded body and sheet material |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5536723B2 (en) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10696840B2 (en) | 2014-11-26 | 2020-06-30 | Kyocera Corporation | Resin composition for semiconductor encapsulation and semiconductor device |
| JP6834173B2 (en) * | 2016-05-13 | 2021-02-24 | 昭和電工マテリアルズ株式会社 | Epoxy resin composition, cured epoxy resin and electronic component equipment |
| CN117430919A (en) * | 2023-11-28 | 2024-01-23 | 珠海鲁班智造科技有限公司 | High-power wedge wave-absorbing material and preparation method thereof |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61252260A (en) * | 1985-05-02 | 1986-11-10 | Japan Synthetic Rubber Co Ltd | Fluoroelastomer composition |
| JPH0982136A (en) * | 1995-09-11 | 1997-03-28 | Hitachi Ltd | High heat conduction semiconductive prepreg sheet, stator coil, and dynamo-electric machine using the same, and manufacture of dynamo-electric machine stator |
| JP4883361B2 (en) * | 2000-06-05 | 2012-02-22 | 昭和電工株式会社 | Conductive curable resin composition, cured product thereof, and molded product thereof |
| JP5332084B2 (en) * | 2006-06-20 | 2013-11-06 | 株式会社安川電機 | Epoxy resin composition used in vacuum equipment, method for producing the same, and vacuum equipment using this resin |
| JP5224365B2 (en) * | 2008-12-08 | 2013-07-03 | 日本化薬株式会社 | Epoxy resin composition, prepreg and cured products thereof |
| JP5330910B2 (en) * | 2009-07-03 | 2013-10-30 | 電気化学工業株式会社 | Resin composition and use thereof |
-
2011
- 2011-07-21 JP JP2011159811A patent/JP5536723B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2013023581A (en) | 2013-02-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2005146057A (en) | High-thermal-conductivity molding and method for producing the same | |
| US10125298B2 (en) | High thermal conductivity graphite and graphene-containing composites | |
| JP6023474B2 (en) | Thermally conductive insulating sheet, metal base substrate and circuit board, and manufacturing method thereof | |
| JP6683485B2 (en) | Boron nitride nanotube material and thermosetting material | |
| KR20210087026A (en) | Boron nitride nanomaterial, and resin composition | |
| KR102606624B1 (en) | Thermosetting materials and cured products | |
| Choi et al. | Effect of crosslink density on thermal conductivity of epoxy/carbon nanotube nanocomposites | |
| JP5549061B2 (en) | Thermosetting resin composition | |
| JP2017128476A (en) | Composite filler and thermosetting material | |
| Luo et al. | Encapsulation of graphite nanoflakes for improving thermal conductivity of mesogenic epoxy composites | |
| JP2012015273A (en) | Thermal conductive sheet, method of manufacturing thermal conductive sheet and heat radiation device using thermal conductive sheet | |
| JP6526939B2 (en) | Thermal conductive resin molding | |
| JP2022097544A (en) | Boron nitride particle aggregate and thermosetting material | |
| JP5536723B2 (en) | Epoxy resin composition, molded body and sheet material | |
| Ye et al. | Alumina-coated Cu@ reduced graphene oxide microspheres as enhanced antioxidative and electrically insulating fillers for thermal interface materials with high thermal conductivity | |
| JP6657784B2 (en) | Composite resin composition, molded body, heat conductive material and heat conductive material | |
| KR101333260B1 (en) | Resin compositon for highly thermal conductive insulating materail and insulating fime | |
| JP2015061924A (en) | Thermal conductive sheet, method of manufacturing thermal conductive sheet and heat radiation device using thermal conductive sheet | |
| Kumar et al. | Thermal conductive epoxy adhesive composites filled with carbon-based particulate fillers: a comparative study | |
| JP2019189840A (en) | Thermosetting resin composition, and cured product thereof, laminate, metal base substrate and power module | |
| JP2017095555A (en) | Filler complex and thermosetting material | |
| Jiang et al. | Preparation of functionalized boron nitride sheets/epoxy resin composites by using a green and efficient approach for elevated thermal conductivity | |
| JP2018188628A (en) | Thermosetting material | |
| JP6560599B2 (en) | Thermosetting sheet, cured product sheet and laminate | |
| JP6795409B2 (en) | Curable material, manufacturing method of curable material and laminate |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130529 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130702 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130826 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140422 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140424 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5536723 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |