JP5478564B2 - 継手におけるパッキング加圧量の標示方法及び装置 - Google Patents
継手におけるパッキング加圧量の標示方法及び装置 Download PDFInfo
- Publication number
- JP5478564B2 JP5478564B2 JP2011152348A JP2011152348A JP5478564B2 JP 5478564 B2 JP5478564 B2 JP 5478564B2 JP 2011152348 A JP2011152348 A JP 2011152348A JP 2011152348 A JP2011152348 A JP 2011152348A JP 5478564 B2 JP5478564 B2 JP 5478564B2
- Authority
- JP
- Japan
- Prior art keywords
- packing
- joint
- ring
- pressurization
- amount
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images








Landscapes
- Joints With Sleeves (AREA)
- Clamps And Clips (AREA)
- Mutual Connection Of Rods And Tubes (AREA)
- Gasket Seals (AREA)
Description
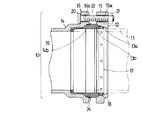
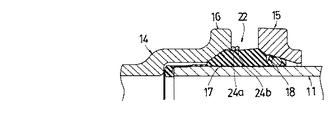
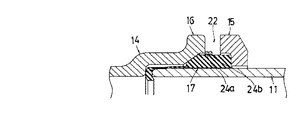
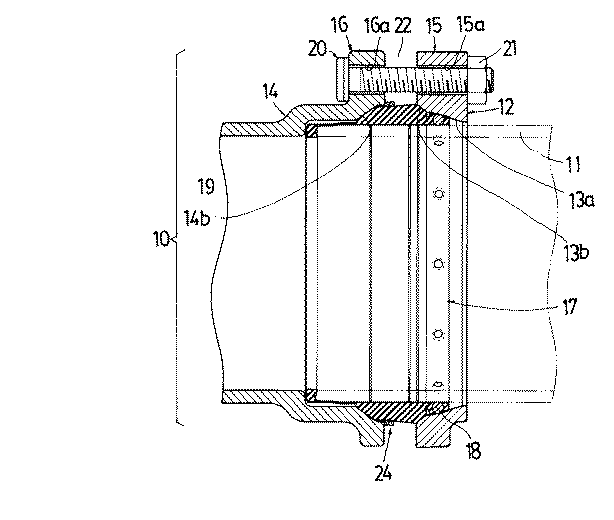
ボルト締め付け前、即ち、トルクT(Nm) がゼロのときの継手リング12と継手本体14それぞれのフランジ間の間隙22をG(mm)とし、ボルトにトルクT(Nm)を掛けて締め付けたとき、フランジ間の間隙22はΔG(mm)だけ減少して、間隙22′は(G−ΔG)となり、弾性体であるパッキング17には加圧量W(N)が加わり、このパッキング17と接触している継手リング12、継手本体14及び管体11の各面には垂直ベクトルで同じ圧力量のw(N/mm2)が加えられる。なお、図1中の寸法は供試部品の実寸(単位:mm)であるが、便宜上記入したもので本発明を限定的に解釈するために利用してはならない。
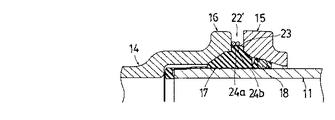
間隙22は自由空間であり、パッキング17の圧縮した体積分と比例した体積が膨れ上がり膨らみ23が形成される。膨らみ23の高さ(半径方向の変化量)をΔd/2(mm)とし、パッキング17の外周の増加量をΔL、パッキング高さ(12b)をh(mm)とすればパッキング17の弾性範囲内で、次式(1)が成り立つ。
W =α′・Δd/2 = α′ΔL/2π=αΔL ・・・・・(1)
即ち、パッキング17に対する加圧量Wは、パッキング17の半径方向の膨らみ23の高さΔd/2に比例する。ここに、αは継手構造寸法、パッキング形状及び弾性係数等によって決まる定数である。また、Wにより圧縮されたパッキング17の体積に比例した体積が、フランジ間の間隙22に出っ張るように入り込んだ膨らみ23の体積となるから、式(2)が成り立つ。η(<1)はパッキング物理定数、形状によってきまる定数である。
Δd/2 =η・ΔG・h/(G−ΔG) ・・・・・(2)
以上の式(1)及び(2)より、
パッキング17の外周の変化ΔL(mm)は、
ΔL=2π・Δd/2 =2π・η・ΔG・h/(G−ΔG)・・・(3)
W =α・ΔL/2π = α・η・ΔG ・h/(G−ΔG)・・・(4)
試験継手には、図3に示した構造を有する出願人会社製品の鋼球付き継手「IML100ソケット型」を用い、これを垂直に設置して下端を固定し、上端は使用状況と同じく、管体、パッキングを組み立て、圧力計の加圧部に継手リングを装着して、加圧量W(N)を0から増加させ、それに従って、パッキング外周長ΔL(mm)とフランジ間の間隙(G−ΔG)(mm)を測定したものでその結果は表1に示したとおりである。
表1
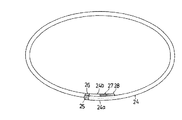
ここで外周長ΔLの測定は本発明に基づく装置、すなわち1mm直径のバネ材で作った欠円形のリングをパッキング外周に沿って装着し(図3参照)、端部の変位量を実測した。また、Δd/2は式(3)からΔL/2πの計算値である。なお、「IML−100ソケット型」のその他の諸元は、間隙22:G=14.6mm、パッキングの高さ:h=8mm、定数η=0.4である。
W(N)=α・ΔL(mm) ・・・・・・・・・・・・・・(5)
ここにα=643である。
上記の相関係数は、相関係数の算出に一般的に用いられる以下の公式を用いて算出した。
図2Aのグラフは、パッキングの外周長の変化ΔL(mm)がパッキングに掛かる加圧量W(N)に正確に、かつ直線的に比例して変化することを示している。これは長さの変化を「目測で計る」「目視による管理」のにおいて重要な要素である。比較のために、継手本体のフランジと継手リングのフランジ間の間隙(G−ΔG)(mm)と加圧量W(N)との実測値と理論値(η=0.4における(3)、(4)式)をグラフ上に併記したがこれも一致しており、本発明の基礎になる理論の妥当性を示している。試みに、単位加圧量当たりの変化量(即ち加圧感度)を比較してみると
∂ΔL/∂Wと ∂(G−ΔG)/∂Wとの比較
W=12000N近傍において
∂ΔL/∂(G−ΔG)≒ 5.3〜6 倍
即ち、従来のギャップ間の間隔長を測定に利用するとか、或いはボルト、ワッシャー間の変位を利用する加圧測定にくらべ感度が5倍程度高いことを示しており、従って、数倍高い精度を得られることが分かる。
排水用の配管に用いられる継手の所要機能は言うまでも無く、管体内の規定の水圧に対して漏水しないことである。上述した本発明の基本理論は、漏水限界圧力についても妥当するので、次にこの点を簡単に説明する。パッキングの加圧量W(N)に対し、漏水しない管内最大圧力をW時における漏水限界圧Pmaxとしたとき、表2と図2Bにより漏水のメカニズムと、W(N)と管体内水圧P(N/m2)には次の相関関係が成り立つ。
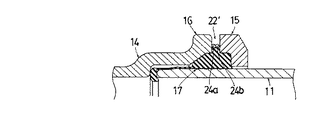
漏水があった場合、図1では管体内の水が継手本体内の管体11の端部を通過して面14aに達し、パッキング全周に亘り面14aを水圧P(N/m2)で加圧する。一方、加圧力W(N)で加圧されたパッキング17には、全表面に垂直に単位面積当たり加圧力w(N/mm2)の加圧ベクトルが掛かっており、面14aでは水圧Pと加圧力wが相反し、また、面14bではPの分力(約P/√2)と加圧力wが相反している。このことから単位面積当たりの水圧Pと加圧力wとが√2w≦Pで定義されるPmaxがあり、Wに比例するので、本発明の標示は単にパッキング17の加圧力だけでなく、継手の漏水限界圧Pmaxも標示できることが明らかである。
漏水限界圧についても実験による実証結果を得ているので、表2及び図2Bにより結果を簡単に説明する。試験継手には前述した「IML100ソケット型」を用い、実験は前記と同様な装置で管内に注水し、漏水を起こす寸前の管内水圧を測定したもので、下記近似式との相関係数は0.996である。
表2
Pmax(N/mm2)=7×10−5・W(N)
式(5)より、
=7×10−5・ΔL/α
≒1090・ΔL
即ち、漏水管内弁解水圧Pmaxは、本発明の標示装置を用いて容易に直接標示できることが分かる。
図19は一対の管体の両端を固定した状態で、パッキングを用いて継手の接合を行い、水を満水状態にした後にポンプで水圧を上昇させ、パッキングの膨らみ量(Δd)毎の漏水時の水圧との関係を調査したものであり、その結果を示すと表3のとおりである。
表3
表3中の大文字M、F、P、B、Cは、それぞれ本体(継手本体)、フランジ(継手リング)、パッキング、ボルト・ナット及び接続管(管体)を示しており、それに付随する小文字のa、b、c・・・は、試験体が別の個体であることを示している。例えば、1で使用した製品の本体Maと、2で使用した製品の本体Maは同一の製品の同一の個体を使用したということであり、1で使用した製品の本体Maと5で使用した製品の本体Mbは同一の製品の別の個体を使用したということである。これらの実験は全て出願人会社製「IML継手の100Aサイズのものを使用した(IML継手とは前記出願人会社製品である排水鋼管用鋼球入り継手「IML−100ソケット型」のことで、100Aサイズとは接続管の内径がおよそ100mmであることを示している)。
さらに、相関係数の算出に一般的に用いられる前々項に示した公式と、以下に示した数値を用いて、本発明におけるパッキングの外周長と漏水限界水圧との相関係数を算出した。
算出した相関係数は以下のとおりであった。
パッキングの膨らみ量と耐水圧の相関係数:0.93
ボルトの締付トルクと耐水圧の相関係数 :0.81
また、100A以外のサイズあるいはIML以外の継手で実験を行った結果を示すと表4に示すとおりである(表4中、JPFMDJ003とは日本金属継手協会の規格品である圧送排水鋼管用可とう継手JPFMDJ003を示す)。
表4
上記の二つの実験結果から得られる相関係数により、パッキングの外周長の増加量を把握することで、パッキングの加圧量を十分に管理できることが理解される。むしろ、得られた相関係数はボルトの締め付けトルクで管理するよりも高い値を示しており、より正確な管理が可能になることを示すものであるといえる。上記の相関関係は、使用部品の組み合わせを変えた場合、他社製品を混用した場合でも当てはまることを示しており、パッキングを圧縮して締め付けを行う際の管理方法として十分な客観性を有するものであると考えることができる。このように、パッキングの外周長をパラメーターとする方法は構成部品のばらつきや、それに起因する間隙のばらつきに左右されないという特徴があり、パッキングの膨らみが適正な接触面加圧力を正確に反映できる唯一の方法であると言って良い。
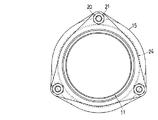
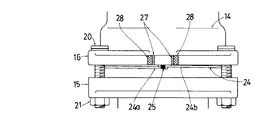
本発明に係るパッキング加圧量の標示方法では、上記の構成を有する継手において、管体11にパッキング17を取り付け、継手リングのフランジ15と継手本体のフランジ16の数個のボルト通し孔15a、16aにボルト20をセットし、かつ、ナット21によって締め付ける。ボルト締めに伴うトルクの増大により、上記両フランジ15、16が接近し、パッキング17が加圧され、それとともに圧縮されるパッキングの一部が両フランジ間の間隙22にて膨らむようになる。加圧力によって、上記間隙(加圧後の状態を符号22′で示す)が狭まり、間隙22′にて膨らんだパッキング17の膨らみ量Δdを測ることによって、パッキング17の加圧量を把握することができる(図6及び図8参照)。
間隙22にて膨らんだパッキング17の外周長をパラメーターとして、パッキング17に対する加圧量を正確に把握可能にするためには、上記加圧に伴うパッキング17の外周長の増加を視覚的に標示することができれば良い。視覚的とは、視覚を手段とし、視覚により把握できるというほどの意味である。パッキング17の外周長の増加を視覚的に標示させる手段として、一般的に適用できるものには目印があり、目印の適用方法としては、まず、直接的な方法を取り得る。直接的な方法ではパッキング17の膨らみ23をフランジに付けた目印と比較する方法と、パッキング自体に1又は2以上の標示を付け、パッキングの膨らみにより標示自体又は表示間隔が拡大する方法を取ることが可能である。
標示方法2
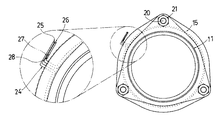
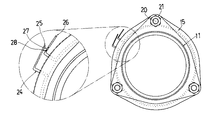
目印の間接的な適用方法としては、パッキング17の外周に接触してその外周長の増加に伴い変形する部材を巻き付けるとともに、当該部材に目印を付ける方法がある。この方法は間接的とはいうものの、圧縮後のパッキング17に生じた膨らみ23の大きさを正確に測定することができる手段であり、測定値の差が膨らみ23の量を正確に反映したものとして把握され、変形する部材に付けた目印を目視することで、パッキング17に加えられた加圧量を正確に把握することが可能になる。以下、本発明の方法を適用した装置について、図面を参照して具体的に説明する。
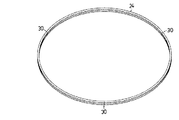
本発明の装置は、前記の継手10において、ボルト締めによるパッキング17の加圧量を標示するために、上記のボルト20と、間隙22にて、パッキング17の外面に接触する欠円形のリング形状を有し、かつ、パッキング17が膨らむことに伴って弾性変形する弾性ゲージ体24と、上記パッキング17の膨らんだ結果リング形状の直径(或いは周長)が増加し、ずれを生じたときにそのずれの量を測るために、弾性ゲージ体24の端部に設けた標示手段を具備している。このパッキング加圧量の標示装置の基本的構成を図示したのが、図3ないし図11に示す例1である。例1のものには、管体表面に食い込む鋼球18を有する図3〜図6のものと、鋼球18を有しない図7及び図8のものとがあるが、パッキング加圧量の標示装置としてはどちらも変わるところがないので、共通の符号を用いて説明する。
11 管体
12 継手リング
12a、13a、13b、14b 傾斜面
14 継手本体
15、16 フランジ
17 パッキング
18 鋼球
19 管端防食部
20 ボルト
21 ナット
22、22′ 間隙
23 膨らみ
24 弾性ゲージ体
24a、24b 一対のマーク
26 初期状態確認指標
27 適正加圧量確認指標
28 過剰加圧量確認指標
30 標示指標部
Claims (6)
- 管体の外周に配置した継手リングと管体の先端部を差し込む継手本体及び継手リングと継手本体の間に配置したパッキングを有し、上記継手リングと継手本体をボルト締めにより加圧し、少なくとも上記継手リングと継手本体の一方に形成した傾斜面による分力でパッキングを管体の外面に密着させる継手において、
ボルト締めにより継手リングのフランジと継手本体のフランジが接近し、加圧に伴ってパッキングが圧縮され一部が入り込んで膨らみを生じさせる間隙を両フランジ間に設定し、上記間隙にて膨らんだパッキングの外周長をパラメーターとして、パッキングの加圧量を把握可能にするとともに、
上記加圧に伴うパッキングの外周長の増加を視覚的に標示することを特徴とする継手におけるパッキング加圧量の標示方法。 - 継手リングと継手本体の両フランジ間の間隙に、パッキングの外周に接触する欠円形のリングを配置し、上記リングの欠円端部に標示をそれぞれ設け、上記標示の間隔の変化からパッキングの外周長の増加を視覚的に標示することを特徴とする請求項1記載の継手におけるパッキング加圧量の標示方法。
- 管体の外周に配置した継手リングと管体の先端部を差し込む継手本体及び継手リングと継手本体の間に配置したパッキングを有し、上記継手リングと継手本体をボルト締めにより加圧し、少なくとも上記継手リングと継手本体の一方に形成した傾斜面による分力でパッキングを管体の外面に密着させる継手におけるパッキング加圧量の標示方法を実施するための装置であって、
ボルト締めにより継手リングのフランジと継手本体のフランジを接近させ、パッキングの加圧に伴って圧縮されるパッキングの一部が両フランジ間の間隙に入り込むように、上記両フランジ間に複数個均等に設けた上記のボルトと、
上記間隙に入り込むとともに、パッキングの外面に少なくともほぼ1周にわたって接触する欠円形のリング形状を有し、かつ、パッキングの膨らみに伴って弾性変形する弾性ゲージ体と、
上記パッキングの膨らみに伴って弾性ゲージ体の周長が増加したときに、弾性ゲージ体の周長の増加を視覚的に標示するため、弾性ゲージ体に設けた標示手段と
を具備して構成された継手におけるパッキング加圧量の標示装置。 - 弾性ゲージ体は、自由状態において両端部が重なる欠円形のリング形状のものから成り、標示手段は上記両端部に設けられた一対のマークと、フランジに予め設けられた締め付け確認ラインから成る請求項3記載の継手におけるパッキング加圧量の標示装置。
- 弾性ゲージ体は、両端部がほぼ接する欠円形のリング形状のものから成り、
標示手段は上記両端部の一方に、他方へ向けて設けられた軸体と、上記両端部の他方に、軸体と重なる位置に設けた指標とから成り、
上記軸体の長さがパッキング加圧量の適正範囲を示している
請求項3記載の継手におけるパッキング加圧量の標示装置。 - 弾性ゲージ体は、両端部がほぼ接する欠円形のリング形状のものから成り、上記弾性ゲージ体を3個同心円状に、かつ、それぞれの弾性ゲージ体の両端部を周方向へ120度離して配置し、かつ、1個の弾性ゲージ体の両端部の180度反対側で3個の弾性ゲージ体を束ねた構成を有する請求項3記載の継手におけるパッキング加圧量の標示装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011152348A JP5478564B2 (ja) | 2011-07-08 | 2011-07-08 | 継手におけるパッキング加圧量の標示方法及び装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011152348A JP5478564B2 (ja) | 2011-07-08 | 2011-07-08 | 継手におけるパッキング加圧量の標示方法及び装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2013019445A JP2013019445A (ja) | 2013-01-31 |
| JP5478564B2 true JP5478564B2 (ja) | 2014-04-23 |
Family
ID=47691084
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011152348A Active JP5478564B2 (ja) | 2011-07-08 | 2011-07-08 | 継手におけるパッキング加圧量の標示方法及び装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5478564B2 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5994744B2 (ja) * | 2013-07-18 | 2016-09-21 | ダイキン工業株式会社 | 軸封装置の調整方法 |
| CN110469729A (zh) * | 2019-08-26 | 2019-11-19 | 广东国鸿氢能科技有限公司 | 一种新型卡套式管接头 |
| JP7570636B2 (ja) * | 2021-05-11 | 2024-10-22 | 鹿島建設株式会社 | 床版用排水構造 |
-
2011
- 2011-07-08 JP JP2011152348A patent/JP5478564B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2013019445A (ja) | 2013-01-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN108138997B (zh) | 具有传感器的管配件 | |
| US8024979B2 (en) | Indicating fastener loading | |
| US10006843B2 (en) | Method for predicting remaining life of hose and method for diagnosing deterioration level of hose | |
| US11566956B2 (en) | Pressure sensor for a pipe | |
| EP3673229B1 (en) | Connector assembly evaluation tool and method | |
| JP5478564B2 (ja) | 継手におけるパッキング加圧量の標示方法及び装置 | |
| US20140318260A1 (en) | Pressure indication device of inflation machine with safety pressure relief | |
| JP2014062876A (ja) | ホースの劣化診断方法、ホースの劣化診断装置 | |
| CN107402120B (zh) | 管线夹持装置及密封卡具的质量检测方法 | |
| CN109029962A (zh) | 确定紧固施工方案的试验系统 | |
| US5717143A (en) | Apparatus for illustrating bolt preloads | |
| US11536618B2 (en) | External tie-rod load indicator | |
| US20170120429A1 (en) | Precision connections and methods of forming same | |
| JP2013040647A (ja) | フランジのガスケット締代測定方法 | |
| CN102680150A (zh) | 非线性啁啾光纤光栅二维分布式应变传感管线监测装置 | |
| CN118464615A (zh) | 一种用于研究环氧钢筋应力腐蚀的持载装置 | |
| KR200487255Y1 (ko) | 배관의 조인트부 시험 평가 장치 | |
| CN109297458A (zh) | 油气管道应力应变监测装置 | |
| Cloostermans et al. | Fiber-Optic Sensing for Seating Stress Quantification in Semi-Metallic Gaskets | |
| US7437936B1 (en) | Window for measuring device | |
| KR101912879B1 (ko) | 고밀도 폴리에틸렌배관의 손상 및 변형 감지 시스템 | |
| JP5667037B2 (ja) | パイプラインにおける漏洩試験機 | |
| TWI592630B (zh) | Displacement sensing structure and sensing method | |
| CN109752108B (zh) | 一种可更换高寿命热电偶 | |
| JP2007239763A (ja) | フランジ締付け状態検査方法及びそれに用いるフランジ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130329 |
|
| TRDD | Decision of grant or rejection written | ||
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140115 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140121 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140210 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5478564 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |