JP5366992B2 - Disposable diapers - Google Patents
Disposable diapers Download PDFInfo
- Publication number
- JP5366992B2 JP5366992B2 JP2011039218A JP2011039218A JP5366992B2 JP 5366992 B2 JP5366992 B2 JP 5366992B2 JP 2011039218 A JP2011039218 A JP 2011039218A JP 2011039218 A JP2011039218 A JP 2011039218A JP 5366992 B2 JP5366992 B2 JP 5366992B2
- Authority
- JP
- Japan
- Prior art keywords
- sheet
- microcapsule
- alkaline substance
- urine
- liquid
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images









Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/84—Accessories, not otherwise provided for, for absorbent pads
- A61F13/8405—Additives, e.g. for odour, disinfectant or pH control
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/42—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators with wetness indicator or alarm
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L15/00—Chemical aspects of, or use of materials for, bandages, dressings or absorbent pads
- A61L15/16—Bandages, dressings or absorbent pads for physiological fluids such as urine or blood, e.g. sanitary towels, tampons
- A61L15/42—Use of materials characterised by their function or physical properties
- A61L15/46—Deodorants or malodour counteractants, e.g. to inhibit the formation of ammonia or bacteria
Landscapes
- Health & Medical Sciences (AREA)
- Public Health (AREA)
- General Health & Medical Sciences (AREA)
- Veterinary Medicine (AREA)
- Epidemiology (AREA)
- Engineering & Computer Science (AREA)
- Life Sciences & Earth Sciences (AREA)
- Animal Behavior & Ethology (AREA)
- Vascular Medicine (AREA)
- Heart & Thoracic Surgery (AREA)
- Biomedical Technology (AREA)
- Hematology (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Absorbent Articles And Supports Therefor (AREA)
Abstract
Description
本発明は、尿等の排泄の有無を香気によって知らせる機能を備えた使い捨ておむつに関するものである。 The present invention relates to a disposable diaper having a function of notifying the presence or absence of excretion of urine or the like by aroma.
現在汎用されている使い捨ておむつの多くは、尿等の排泄の有無を呈色によって外部から視認可能とするインジケータを備えている。使用者は、使い捨ておむつを装着した状態で、インジケータの呈色(発色又は変色)や消色を外部から視認することにより、排泄のあったことを認識でき、おむつ交換の目安にすることができるという利点がある(特許文献1、2参照)。 Many of the disposable diapers currently widely used are provided with an indicator that makes it possible to visually recognize the presence or absence of excretion of urine or the like from the outside by coloration. The user can recognize that there is excretion by visually recognizing the coloration (coloring or discoloration) or decoloring of the indicator from the outside while wearing the disposable diaper, and can use it as a guideline for changing the diaper. (See Patent Documents 1 and 2).
一方、インジケータの色の変化は、使い捨ておむつの上にズボンなどの衣類を着た状態では確認できないという問題点を解決するために、排泄物に接触すると香料が放出するマイクロカプセルを使用することも提案されている(特許文献3、4参照)。 On the other hand, in order to solve the problem that the change in the color of the indicator cannot be confirmed when clothes such as pants are worn on a disposable diaper, a microcapsule that releases a fragrance when it comes into contact with excrement may be used. It has been proposed (see Patent Documents 3 and 4).
しかし、従来のマイクロカプセルは水分との接触により香料を放出するものであるため、使用前の保管における湿気や、装着中の装着者の汗により香料が放出されてしまい、排泄前後における香気の違いが判別できなくなったり、排泄時における香気の発生が不十分若しくは無くなったりする、という問題点があった。 However, since conventional microcapsules release fragrance by contact with moisture, the fragrance is released by moisture in storage before use or sweat of the wearer during wearing, and the difference in fragrance before and after excretion Cannot be identified, and there is a problem that the generation of aroma during excretion is insufficient or disappears.
そこで、本発明の主たる課題は、使用前の保管における湿気や、装着中の装着者の汗により香料が放出されず、排泄があったときに香料が放出される使い捨ておむつを提供することにある。 Therefore, a main problem of the present invention is to provide a disposable diaper in which perfume is not released due to moisture in storage before use or sweat of a wearer during wearing, and the perfume is released when excreted. .
上記課題を解決した本発明は次記のとおりである。
<請求項1記載の発明>
液透過性の表面シートと、液不透過性シートと、これらの間に介在された吸収体とを備えた、使い捨ておむつにおいて、
尿に溶解して尿をアルカリ性にするアルカリ物質と、芯材が香料でかつ膜材が前記アルカリ物質によりアルカリ性となった尿に可溶性を示すマイクロカプセルと、を前記液不透過性シートより前記表面シート側に含む、
ことを特徴とする使い捨ておむつ。
The present invention that has solved the above problems is as follows.
<Invention of Claim 1>
In a disposable diaper comprising a liquid-permeable surface sheet, a liquid-impermeable sheet, and an absorbent body interposed therebetween,
An alkaline substance that dissolves in urine to make the urine alkaline, and a microcapsule that is soluble in urine in which the core material is a fragrance and the membrane material is made alkaline by the alkaline substance from the liquid-impermeable sheet. Including on the seat side,
A disposable diaper characterized by that.
(作用効果)
このような使い捨ておむつにおいては、装着者から排泄された尿が、液不透過性シートより表面シート側に供給される。この尿は、内蔵されたアルカリ物質の溶解によりアルカリ性となり、マイクロカプセルに接触してその膜材を溶解する。その結果、マイクロカプセル中に保持されていた香料が放出して香気がおむつ外に放散し、装着者以外の者がその香気を嗅ぎ取ることにより排泄の有無を知ることができる。よって、水分が直接にマイクロカプセルに供給されることにより膜材が溶解することが無くなるため、使用前の保管における湿気や、装着中の装着者の汗により香料が放出されるといった事態が発生し難くなる。
(Function and effect)
In such a disposable diaper, urine excreted from the wearer is supplied to the surface sheet side from the liquid-impermeable sheet. The urine becomes alkaline due to dissolution of the built-in alkaline substance, and comes into contact with the microcapsules to dissolve the membrane material. As a result, the fragrance | flavor currently hold | maintained in the microcapsule discharge | releases, a fragrance diffuses out of a diaper, and the person other than a wearer can know the presence or absence of excretion by sniffing the fragrance. Therefore, since the membrane material does not dissolve when moisture is directly supplied to the microcapsule, a situation occurs in which the fragrance is released due to moisture in storage before use or sweat of the wearer during wearing. It becomes difficult.
<請求項2記載の発明>
前記吸収体の底部から前記液不透過性シートの表面までの厚さ方向範囲にのみ、前記アルカリ物質及び前記マイクロカプセルを含む、請求項1記載の使い捨ておむつ。
<Invention of Claim 2>
The disposable diaper of Claim 1 which contains the said alkaline substance and the said microcapsule only in the thickness direction range from the bottom part of the said absorber to the surface of the said liquid-impermeable sheet.
(作用効果)
アルカリ物質及びマイクロカプセルの含有部位を、吸収体の底部から液不透過性シートの表面までの厚さ方向範囲に限定することにより、アルカリ物質、マイクロカプセルの材料、及び香料が溶解又は混合した尿が、吸収体よりも表面シート側に戻り難くなり、アルカリ物質等を含む尿が表面シートから漏れ出して装着者の肌に付着し、肌荒れ等をもたらすおそれを低減することができる。
(Function and effect)
Urine in which alkaline substance, microcapsule material, and perfume are dissolved or mixed by limiting the content of alkaline substance and microcapsule to the thickness direction range from the bottom of the absorber to the surface of the liquid-impermeable sheet However, it becomes difficult to return to the surface sheet side from the absorbent body, and it is possible to reduce the possibility that urine containing an alkaline substance or the like leaks from the surface sheet and adheres to the wearer's skin, resulting in rough skin or the like.
<請求項3記載の発明>
前記アルカリ物質を前記マイクロカプセルよりも前記表面シート側に含むとともに、
平面的に見て、前記マイクロカプセルの含有部分が、前記アルカリ物質の含有部分の周縁部の内側にのみ設けられている、請求項2記載の使い捨ておむつ。
<Invention of Claim 3>
While containing the alkaline substance on the surface sheet side than the microcapsule,
3. The disposable diaper according to claim 2, wherein the microcapsule-containing portion is provided only inside a peripheral portion of the alkaline substance-containing portion in a plan view.
(作用効果)
このように、マイクロカプセルの含有部分とアルカリ物質の含有部分とを配置することにより、尿とアルカリ物質との接触効率が高まるとともに、アルカリ物質の溶解した尿とマイクロカプセルとの接触効率も高まるため、より効率よく香気を発生させることができるようになる。
(Function and effect)
Thus, by arranging the microcapsule-containing part and the alkaline substance-containing part, the contact efficiency between the urine and the alkaline substance is increased, and the contact efficiency between the urine in which the alkaline substance is dissolved and the microcapsule is also increased. As a result, it becomes possible to generate aroma more efficiently.
<請求項4記載の発明>
不織布又はクレープ紙からなる包装シートにより前記吸収体が包まれており、
前記包装シートにおける前記吸収体の下側に位置する部分に前記アルカリ物質を含み、前記液不透過性シートの前記包装シート側の面に前記マイクロカプセルを含む、請求項1〜3のいずれか1項に記載の使い捨ておむつ。
<Invention of Claim 4>
The absorbent body is wrapped by a packaging sheet made of nonwoven fabric or crepe paper,
4. The method according to claim 1, wherein the alkaline substance is contained in a portion of the packaging sheet located below the absorber, and the microcapsule is contained on the packaging sheet side surface of the liquid-impermeable sheet. The disposable diaper described in the item.
(作用効果)
アルカリ物質及びマイクロカプセルがこのような部材に設けられていると、尿とアルカリ物質との接触効率が高まるとともに、アルカリ物質の溶解した尿とマイクロカプセルとの接触効率も高まるため、より効率よく香気を発生させることができるようになる。また、包装シート及び液不透過性シートに対してアルカリ物質及びマイクロカプセルをそれぞれ塗布するだけで製造することができるため、製造が容易であるという利点がある。
(Function and effect)
When the alkaline substance and the microcapsule are provided in such a member, the contact efficiency between the urine and the alkaline substance is increased, and the contact efficiency between the urine in which the alkaline substance is dissolved and the microcapsule is also increased. Can be generated. Moreover, since it can manufacture only by apply | coating an alkaline substance and a microcapsule with respect to a packaging sheet and a liquid-impermeable sheet, there exists an advantage that manufacture is easy.
<請求項5記載の発明>
前記アルカリ物質を股間部並びにその前側部分及び後側部分にそれぞれ含有させるとともに、前記股間部におけるアルカリ物質の目付よりも前記前側部分及び後側部分における前記アルカリ物質の目付が多い、請求項1〜4のいずれか1項に記載の使い捨ておむつ。
<Invention of
The alkaline substance is contained in the crotch part and the front part and the rear part thereof, respectively, and the basis weight of the alkaline substance in the front part and the rear part is greater than the basis weight of the alkaline substance in the crotch part. The disposable diaper of any one of 4.
(作用効果)
一般に使い捨ておむつにおいては股間部に対する尿の供給量が多く、それに比べて股間部の前後両側の部分は尿が供給されるとしてもその量は少ない。よって、股間部の前側部分及び後側部分おいては尿に対するアルカリ物質の溶解量が少なくなり、マイクロカプセルの膜材の溶解、ひいては香気の発生が不十分になるおそれがある。よって、上述のように、股間部よりも、その前後両側部分のアルカリ物質の目付を多くするのが望ましい。
(Function and effect)
In general, in disposable diapers, the amount of urine supplied to the crotch is large, and the amount of urine supplied to both the front and rear sides of the crotch is small. Thus, the keep front portion and a rear portion of the crotch portion becomes small dissolution amount of luer alkali substances against urine, dissolution of the film material of the microcapsule, which may in turn generate the aroma becomes insufficient. Therefore, as described above, it is desirable to increase the basis weight of the alkaline substance at both the front and rear sides of the crotch portion.
<請求項6記載の発明>
前記アルカリ物質は前記尿に溶解して前記尿のpHを11〜12にする物質であり、前記マイクロカプセルの膜材が、20〜80℃の温度範囲でかつpH11〜14のアルカリ領域で可溶性のものである、請求項1〜5のいずれか1項に記載の使い捨ておむつ。
方に設けてもよい。
<Invention of Claim 6>
The alkaline substance is a substance that dissolves in the urine to bring the pH of the urine to 11-12, and the membrane material of the microcapsule is soluble in the temperature range of 20-80 ° C. and in the alkaline region of pH 11-14. The disposable diaper of any one of Claims 1-5 which is a thing.
May be provided.
(作用効果)
本発明のアルカリ物質及びマイクロカプセルの膜材はこのようなものが好ましい。
(Function and effect)
The alkaline substance and the microcapsule film material of the present invention are preferably such.
以上のとおり、本発明によれば、使用前の保管における湿気や、装着中の装着者の汗により香料が放出されず、排泄があったときに香料が放出されるようになる等の利点がもたらされる。 As described above, according to the present invention, there is an advantage that the fragrance is not released due to moisture in storage before use or sweat of the wearer during wearing, and the fragrance is released when excreted. Brought about.
以下、本発明の実施形態について、添付図面を参照しつつ詳説する。
図1〜図8は、パンツタイプ使い捨ておむつの一例100を示している。このパンツタイプ使い捨ておむつ100は、製品外面(裏面)をなす外装シート12と、外装シート12の内面に貼り付けられた内装体200とから構成されているものである。内装体200は、尿等の排泄物等を吸収保持する部分であり、外装シート12は着用者に装着するための部分である。なお、断面図における点模様部分は各構成部材を接合する接合部分を示しており、ホットメルト接着剤などのベタ、ビード、カーテン、サミットまたはスパイラル塗布などにより形成されるものである。なお、「前後方向」とは腹側(前側)と背側(後側)を結ぶ方向を意味し、「幅方向」とは前後方向と直交する方向(左右方向)を意味し、「上下方向」とはおむつ100の装着状態、すなわちおむつ100の前身頃両側部と後身頃量側部を重ね合わせるようにおむつ100を股間部で2つに折った際に胴回り方向と直交する方向、換言すればウエスト開口部WO側と股間部側とを結ぶ方向を意味する。
Hereinafter, embodiments of the present invention will be described in detail with reference to the accompanying drawings.
1 to 8 show an example 100 of a pants-type disposable diaper. The pants-type
(内装体)
内装体200は任意の形状を採ることができるが、図示の形態では長方形である。内装体200は、図3〜図5に示されるように、身体側となる表面シート30と、液不透過性シート11と、これらの間に介在された吸収要素50とを備えているものであり、吸収機能を担う本体部である。符号40は、表面シート30を透過した液を速やかに吸収要素50へ移行させるために、表面シート30と吸収要素50との間に設けられた中間シート(セカンドシート)を示しており、符号60は、内装体200の両脇に排泄物が漏れるのを防止するために、内装体200の両側に設けられた、身体側に起立するバリヤーカフス60を示している。
(Interior body)
The
(表面シート)
表面シート30は、液を透過する性質を有するものであり、例えば、有孔又は無孔の不織布や、多孔性プラスチックシートなどを例示することができる。また、このうち不織布は、その原料繊維が何であるかは、特に限定されない。例えば、ポリエチレンやポリプロピレン等のオレフィン系、ポリエステル系、ポリアミド系等の合成繊維、レーヨンやキュプラ等の再生繊維、綿等の天然繊維などや、これらから二種以上が使用された混合繊維、複合繊維などを例示することができる。さらに、不織布は、どのような加工によって製造されたものであってもよい。加工方法としては、公知の方法、例えば、スパンレース法、スパンボンド法、サーマルボンド法、メルトブローン法、ニードルパンチ法、エアスルー法、ポイントボンド法等を例示することができる。例えば、柔軟性、ドレープ性を求めるのであれば、スパンボンド法、スパンレース法が、嵩高性、ソフト性を求めるのであれば、エアスルー法、ポイントボンド法、サーマルボンド法が、好ましい加工方法となる。
(Surface sheet)
The
また、表面シート30は、1枚のシートからなるものであっても、2枚以上のシートを貼り合せて得た積層シートからなるものであってもよい。同様に、表面シート30は、平面方向に関して、1枚のシートからなるものであっても、2枚以上のシートからなるものであってもよい。
Further, the
バリヤーカフス60を設ける場合、表面シート30の両側部は、液不透過性シート11とバリヤーカフス60との間を通して、吸収要素50の裏側まで回りこませ、液の浸透を防止するために、液不透過性シート11及びバリヤーカフス60に対してホットメルト接着剤等により接着するのが好ましい。
When the
(中間シート)
表面シート30を透過した液を速やかに吸収体へ移行させるために、表面シート30より液の透過速度が速い、中間シート(「セカンドシート」とも呼ばれている)40を設けることができる。この中間シート40は、液を速やかに吸収体へ移行させて吸収体による吸収性能を高めるばかりでなく、吸収した液の吸収体からの「逆戻り」現象を防止し、表面シート30上を常に乾燥した状態とすることができる。中間シート40は省略することもできる。
(Intermediate sheet)
An intermediate sheet (also referred to as “second sheet”) 40 having a higher liquid permeation rate than the
中間シート40としては、表面シート30と同様の素材や、スパンレース、スパンボンド、SMS、パルプ不織布、パルプとレーヨンとの混合シート、ポイントボンド又はクレープ紙を例示できる。特にエアスルー不織布が嵩高であるため好ましい。エアスルー不織布には芯鞘構造の複合繊維を用いるのが好ましく、この場合芯に用いる樹脂はポリプロピレン(PP)でも良いが剛性の高いポリエステル(PET)が好ましい。目付けは20〜80g/m2が好ましく、25〜60g/m2がより好ましい。不織布の原料繊維の太さは2.2〜10dtexであるのが好ましい。不織布を嵩高にするために、原料繊維の全部又は一部の混合繊維として、芯が中央にない偏芯の繊維や中空の繊維、偏芯且つ中空の繊維を用いるのも好ましい。
Examples of the
図示の形態の中間シート40は、吸収体56の幅より短く中央に配置されているが、全幅にわたって設けてもよい。中間シート40の長手方向長さは、吸収体56の長さと同一でもよいし、液を受け入れる領域を中心にした短い長さ範囲内であってもよい。
The
(液不透過性シート)
液不透過性シート11の素材は、特に限定されるものではないが、例えば、ポリエチレンやポリプロピレン等のオレフィン系樹脂等からなるプラスチックフィルムや、不織布の表面にプラスチックフィルムを設けたラミネート不織布、プラスチックフィルムに不織布等を重ねて接合した積層シートなどを例示することができる。液不透過性シート11には、近年、ムレ防止の観点から好まれて使用されている液不透過性かつ透湿性を有する素材を用いることが好ましい。透湿性を有するプラスチックフィルムとしては、ポリエチレンやポリプロピレン等のオレフィン系樹脂中に無機充填剤を混練して、シートを成形した後、一軸又は二軸方向に延伸して得られた微多孔性プラスチックフィルムが広く用いられている。このほかにも、マイクロデニール繊維を用いた不織布、熱や圧力をかけることで繊維の空隙を小さくすることによる防漏性強化、高吸水性樹脂または疎水性樹脂や撥水剤の塗工といった方法により、プラスチックフィルムを用いずに液不透過性としたシートも、液不透過性シート11として用いることができる。
(Liquid impervious sheet)
The material of the liquid-
液不透過性シート11は、防漏性を高めるために、吸収要素50の両側を回りこませて吸収要素50の表面シート30側面の両側部まで延在させるのが好ましい。この延在部の幅は、左右それぞれ5〜20mm程度が適当である。
The liquid-
(バリヤーカフス)
バリヤーカフス60は、内装体200の両側部に沿って前後方向全体にわたり延在する帯状部材であり、表面シート30上を伝わって横方向に移動する尿や軟便を遮断し、横漏れを防止するために設けられているものである。本実施の形態のバリヤーカフス60は、内装体200の側部から起立するように設けられ、付け根側の部分は幅方向中央側に向かって斜めに起立し、中間部より先端側の部分は幅方向外側に向かって斜めに起立するものである。
(Barrier cuffs)
The
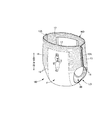
より詳細には、バリヤーカフス60は、内装体200の前後方向長さに等しい長さを有する帯状のバリヤーシート62を幅方向に折り返して二つに折り重ねるとともに、折り返し部分及びその近傍のシート間に、細長状弾性伸縮部材63を長手方向に沿って伸長状態で、幅方向に間隔をあけて複数本固定してなるものである。バリヤーカフス60のうち幅方向において折り返し部分と反対側の端部は内装体200の側縁部の裏面に固定された取付部分65とされ、この取付部分65以外の部分は取付部分65から突出する突出部分66(折り返し部分側の部分)とされている。また、突出部分66のうち前後方向両端部は、取付部分65から内装体200の側部を通り表面シート30の側部表面まで延在し且つこの表面シート30の側部表面に対してホットメルト接着剤やヒートシールによる前後固定部67固定された付け根側部分と、この付け根側部分の先端から幅方向外側に折り返され且つ付け根側部分に固定された先端側部分とからなる。突出部分のうち前後方向中間部は非固定の自由部分(内側自由部分)とされ、この自由部分に前後方向に沿う細長状弾性部材63が伸長状態で固定されている。
More specifically, the
バリヤーシート62としてはスパンボンド不織布(SS、SSS等)やSMS不織布(SMS、SSMMS等)、メルトブロー不織布等の柔軟で均一性・隠蔽性に優れた不織布に、必要に応じてシリコンなどにより撥水処理を施したものを好適に用いることができ、繊維目付けは10〜30g/m2程度とするのが好ましい。細長状弾性伸縮部材63としては糸ゴム等を用いることができる。スパンデックス糸ゴムを用いる場合は、太さは470〜1240dtexが好ましく、620〜940dtexがより好ましい。固定時の伸長率は、150〜350%が好ましく、200〜300%がより好ましい。なお、用語「伸長率」は自然長を100%としたときの値を意味する。また、図示のように、二つに折り重ねたバリヤーシートの間に防水フィルムを介在させることもできる。
The
バリヤーカフス60の自由部分に設けられる細長状弾性伸縮部材63の本数は2〜6本が好ましく、3〜5本がより好ましい。配置間隔60dは3〜10mmが適当である。このように構成すると、細長状弾性伸縮部材63を配置した範囲で肌に対して面で当たりやすくなる。先端側だけでなく付け根側にも細長状弾性伸縮部材63を配置しても良い。
The number of the elongated
バリヤーカフス60の取付部分65の固定対象は、内装体200における表面シート30、液不透過性シート11、吸収要素50等適宜の部材とすることができる。
The fixing target of the
かくして構成されたバリヤーカフス60では、細長状弾性伸縮部材63の収縮力が前後方向両端部を近づけるように作用するが、突出部分66のうち前後方向両端部が起立しないように固定されるのに対して、それらの間は非固定の自由部分とされているため、自由部分のみが図3に示すように身体側に当接するように起立する。特に、取付部分65が内装体200の裏面側に位置していると、股間部及びその近傍においてバリヤーカフス60が幅方向外側に開くように起立するため、バリヤーカフス60が脚周りに面で当接するようになり、フィット性が向上するようになる。
In the
バリヤーカフス60の寸法は適宜定めることができるが、乳幼児用紙おむつの場合は、例えば図7に示すように、バリヤーカフス60の起立高さ(展開状態における突出部分66の幅方向長さ)W6は15〜60mm、特に20〜40mmであるのが好ましい。また、バリヤーカフス60をトップシート30表面と平行になるように、平坦に折り畳んだ状態において最も内側に位置する折り目間の離間距離W3は60〜190mm、特に70〜140mmであるのが好ましい。
The dimensions of the
なお、図示形態と異なり、内装体200の左右各側においてバリヤーカフスを二重に(二列)設けることもできる。
Unlike the illustrated embodiment, double (two rows) of barrier cuffs can be provided on the left and right sides of the
(吸収要素)
吸収要素50は、吸収体56と、この吸収体56の全体を包む包装シート58とを有する。包装シート58は省略することもできる。
(Absorption element)
The
(吸収体)
吸収体56は、繊維の集合体により形成することができる。この繊維集合体としては、綿状パルプや合成繊維等の短繊維を積繊したものの他、セルロースアセテート等の合成繊維のトウ(繊維束)を必要に応じて開繊して得られるフィラメント集合体も使用できる。繊維目付けとしては、綿状パルプや短繊維を積繊する場合は、例えば100〜300g/m2程度とすることができ、フィラメント集合体の場合は、例えば30〜120g/m2程度とすることができる。合成繊維の場合の繊度は、例えば、1〜16dtex、好ましくは1〜10dtex、さらに好ましくは1〜5dtexである。フィラメント集合体の場合、フィラメントは、非捲縮繊維であってもよいが、捲縮繊維であるのが好ましい。捲縮繊維の捲縮度は、例えば、1インチ当たり5〜75個、好ましくは10〜50個、さらに好ましくは15〜50個程度とすることができる。また、均一に捲縮した捲縮繊維を用いる場合が多い。吸収体56中には高吸収性ポリマー粒子を分散保持させるのが好ましい。
(Absorber)
The
吸収体56は長方形形状でも良いが、図6にも示すように、前端部、後端部及びこれらの間に位置し、前端部及び後端部と比べて幅が狭い括れ部とを有する砂時計形状を成していると、吸収体56自体とバリヤーカフス60の、脚回りへのフィット性が向上するため好ましい。
Although the
また、吸収体の寸法は適宜定めることができるが、前後方向及び幅方向において、内装体の周縁部又はその近傍まで延在しているのが好ましい。 Moreover, although the dimension of an absorber can be determined suitably, it is preferable to extend to the peripheral part of the interior body, or its vicinity in the front-back direction and the width direction.
(高吸収性ポリマー粒子)
吸収体56には、その一部又は全部に高吸収性ポリマー粒子を含有させることができる。高吸収性ポリマー粒子とは、「粒子」以外に「粉体」も含む。高吸収性ポリマー粒子の粒径は、この種の吸収性物品に使用されるものをそのまま使用でき、1000μm以下、特に150〜400μmのものが望ましい。高吸収性ポリマー粒子の材料としては、特に限定無く用いることができるが、吸水量が40g/g以上のものが好適である。高吸収性ポリマー粒子としては、でんぷん系、セルロース系や合成ポリマー系などのものがあり、でんぷん−アクリル酸(塩)グラフト共重合体、でんぷん−アクリロニトリル共重合体のケン化物、ナトリウムカルボキシメチルセルロースの架橋物やアクリル酸(塩)重合体などのものを用いることができる。高吸収性ポリマー粒子の形状としては、通常用いられる粉粒体状のものが好適であるが、他の形状のものも用いることができる。
(Superabsorbent polymer particles)
The
高吸収性ポリマー粒子としては、吸水速度が40秒以下のものが好適に用いられる。吸水速度が40秒を超えると、吸収体56内に供給された液が吸収体56外に戻り出てしまう所謂逆戻りを発生し易くなる。
As the superabsorbent polymer particles, those having a water absorption rate of 40 seconds or less are preferably used. When the water absorption speed exceeds 40 seconds, so-called reversion in which the liquid supplied into the
また、高吸収性ポリマー粒子としては、ゲル強度が1000Pa以上のものが好適に用いられる。これにより、嵩高な吸収体56とした場合であっても、液吸収後のべとつき感を効果的に抑制できる。
Further, as the superabsorbent polymer particles, those having a gel strength of 1000 Pa or more are preferably used. Thereby, even if it is a case where it is set as the
高吸収性ポリマー粒子の目付け量は、当該吸収体56の用途で要求される吸収量に応じて適宜定めることができる。したがって一概には言えないが、50〜350g/m2とすることができる。ポリマーの目付け量が50g/m2未満では、吸収量を確保し難くなる。350g/m2を超えると、効果が飽和する。
The basis weight of the superabsorbent polymer particles can be appropriately determined according to the amount of absorption required for the use of the
必要であれば、高吸収性ポリマー粒子は、吸収体56の平面方向で散布密度あるいは散布量を調整できる。たとえば、液の排泄部位を他の部位より散布量を多くすることができる。男女差を考慮する場合、男用は前側の散布密度(量)を高め、女用は中央部の散布密度(量)を高めることができる。また、吸収体56の平面方向において局所的(例えばスポット状)にポリマーが存在しない部分を設けることもできる。
If necessary, the superabsorbent polymer particles can adjust the spraying density or spraying amount in the plane direction of the
(包装シート)
包装シート58を用いる場合、その素材としては、ティッシュペーパ、特にクレープ紙、不織布、ポリラミ不織布、小孔が開いたシート等を用いることができる。ただし、高吸収性ポリマー粒子が抜け出ないシートであるのが望ましい。クレープ紙に換えて不織布を使用する場合、親水性のSMS不織布(SMS、SSMMS等)が特に好適であり、その材質はポリプロピレン、ポリエチレン/ポリプロピレン複合材などを使用できる。目付けは、5〜40g/m2、特に10〜30g/m2のものが望ましい。
(Packaging sheet)
When the
包装シート58の包装形態は適宜定めることができるが、製造容易性や前後端縁からの高吸収性ポリマー粒子の漏れ防止等の観点から、吸収体56の表裏面及び両側面を取り囲むように筒状に巻き付け、且つその前後縁部を吸収体56の前後から食み出させ、この食み出し部分を表裏方向に潰してホットメルト接着剤等の接合手段により接合する形態が好ましい。
The packaging form of the
(外装シート)
外装シート12は、股間部から腹側に延在する前身頃Fを構成する部分と、股間部から背側に延在する後身頃Bを構成する部分とを有し、これら前身頃Fの両側部と後身頃Bの両側部とが接合されて、図8に示すように、装着者の胴を通すためのウエスト開口部WO及び脚を通すための左右一対の脚開口部LOが形成されているものである。符号12Aは接合部分を示している(以下、この部分をサイドシール部ともいう)。なお、股間部とは、展開状態における前身頃Fのウエスト端縁から後身頃Bのウエスト端縁までの前後方向中央を意味し、それよりも前側の部分及び後側の部分が前身頃F及び後身頃Bをそれぞれ意味する。
(Exterior sheet)
The
外装シート12は、ウエスト開口部WOから脚開口部LOの上端に至る前後方向範囲として定まる胴回り部Tと、脚開口部LOを形成する部分の前後方向範囲(前身頃Fのサイドシール部12Aを有する前後方向領域と後身頃Bのサイドシール部12Aを有する前後方向領域と間)として定まる中間部Lとを有する。胴回り部Tは、概念的にウエスト開口部の縁部を形成する「ウエスト縁部」Wと、これよりも下側の部分である「ウエスト下部」Uとに分けることができる。これらの縦方向の長さは、製品のサイズによって異なり、適宜定めることができるが、一例を挙げると、ウエスト縁部Wは15〜40mm、ウエスト下部Uは65〜120mmとすることができる。一方、中間部Lの両側縁は被着者の脚周りに沿うように括れており、ここが着用者の脚を入れる部位となる。この結果、外装シート12は、全体としては略砂時計形状をなしている。外装シート12の括れの程度は適宜定めることができ、図1〜図8に示す形態のように、すっきりとした外観とするために最も幅が狭い部分では内装体200の幅より狭くすることが好ましいが、最も幅が狭い部分でも内装体200の幅以上となるように定めてもよい。
The
外装シート12は、図3〜図5に示されるように、二枚のシート基材12S,12Hをホットメルト接着剤等の接着剤により張り合わせて形成されるものであり、内側に位置する内側シート基材12Hはウエスト開口部WOの縁までしか延在していないが、外側シート基材12Sは内側シート基材12Hのウエスト側の縁を回り込んでその内側に折り返されており、この折り返し部分12rは内装体200のウエスト側端部上までを被覆するように延在されている。
As shown in FIGS. 3 to 5, the
シート基材12S,12Hとしては、シート状のものであれば特に限定無く使用できるが、不織布であるのが好ましい。不織布は、その原料繊維が何であるかは特に限定されない。例えば、ポリエチレンやポリプロピレン等のオレフィン系、ポリエステル系、ポリアミド系等の合成繊維、レーヨンやキュプラ等の再生繊維、綿等の天然繊維などや、これらから二種以上が使用された混合繊維、複合繊維などを例示することができる。さらに、不織布は、どのような加工によって製造されたものであってもよい。加工方法としては、公知の方法、例えば、スパンレース法、スパンボンド法、サーマルボンド法、メルトブローン法、ニードルパンチ法、エアスルー法、ポイントボンド法等を例示することができる。不織布を用いる場合、その坪量は10〜30g/m2程度とするのが好ましい。
The
また、外装シート12を通して後述する印刷シート25のデザインを製品外面から良好に視認できるように、外装シート12の総目付けは20〜60g/m2程度であるのが好ましく、外装シート12のJIS K 7105に規定される全光線透過率が40%以上、特に50%以上となっているのが好ましい。
Moreover, it is preferable that the total basis weight of the
そして、外装シート12には、胴回りに対するフィット性を高めるために、両シート基材12S,12H間に糸ゴム等の細長状弾性伸縮部材15〜19が所定の伸長率で設けられている。細長状弾性伸縮部材15〜19としては、合成ゴムを用いても、天然ゴムを用いても良い。外装シート12の両シート基材12S,12Hの貼り合せや、その間に挟まれる細長状弾性伸縮部材15〜19の固定には種々の塗布方法によるホットメルト接着またはヒートシールや超音波接着を用いることができる。外装シート12全面を強固に固定するとシートの風合いを損ねるため好ましくない。これらを組合せ、細長状弾性伸縮部材15〜19の接着は強固にし、それ以外の部分は接着しないか弱く接着するのが好ましい。
The
より詳細には、後身頃B及び前身頃Fのウエスト縁部Wにおける内側シート基材12Hの内側面と外側シート基材12Sの折り返し部分12rの外側面との間には、幅方向全体にわたり連続するように、複数のウエスト縁部弾性伸縮部材17が上下方向に間隔を空けて、かつ所定の伸長率で幅方向に沿って伸長された状態で固定されている。また、ウエスト縁部弾性伸縮部材17のうち、ウエスト下部Uに隣接する領域に配設される1本または複数本については、内装体200と重なっていてもよいし、内装体200と重なる幅方向中央部を除いてその幅方向両側にそれぞれ設けてもよい。このウエスト縁部弾性伸縮部材17としては、太さ155〜1880dtex、特に470〜1240dtex程度(合成ゴムの場合。天然ゴムの場合には断面積0.05〜1.5mm2、特に0.1〜1.0mm2程度)の糸ゴムを、4〜12mmの間隔で3〜22本程度、それぞれ伸長率150〜400%、特に220〜320%程度で固定するのが好ましい。また、ウエスト縁部弾性伸縮部材17は、その全てが同じ太さと伸長率にする必要はなく、例えばウエスト縁部Wの上部と下部で弾性伸縮部材の太さと伸長率が異なるようにしてもよい。
More specifically, the entire width direction is continuous between the inner surface of the
また、前身頃F及び後身頃Bのウエスト下部Uにおける内側シート基材12Hの外側面と外側シート基材12Sの内側面との間には、内装体200と重なる幅方向中央部を除いて、その上側および幅方向両側の各部位に、幅方向全体にわたり連続するように、細長状弾性伸縮部材からなるウエスト下部弾性伸縮部材15,19が複数本、上下方向に間隔を空けて、かつ所定の伸長率で幅方向に沿って伸長された状態で固定されている。
Further, between the outer side surface of the
ウエスト下部弾性伸縮部材15,19としては、太さ155〜1880dtex、特に470〜1240dtex程度(合成ゴムの場合。天然ゴムの場合には断面積0.05〜1.5mm2、特に0.1〜1.0mm2程度)の糸ゴムを、1〜15mm、特に3〜8mmの間隔で5〜30本程度、それぞれ伸長率200〜350%、特に240〜300%程度で固定するのが好ましい。
The waist lower elastic
また、前身頃F及び後身頃Bの中間部Lにおける内側シート基材12Hの外側面と外側シート基材12Sの内側面との間には、内装体200と重なる幅方向中央部を除いて、その幅方向両側の各部位に、幅方向全体にわたり連続するように、細長状弾性伸縮部材からなる中間部弾性伸縮部材16が複数本、上下方向に間隔を空けて、かつ所定の伸長率で幅方向に沿って伸長された状態で固定されている。
Moreover, between the outer side surface of the inner
中間部弾性伸縮部材16,18としては、太さ155〜1880dtex、特に470〜1240dtex程度(合成ゴムの場合。天然ゴムの場合には断面積0.05〜1.5mm2、特に0.1〜1.0mm2程度)の糸ゴムを、5〜40mm、特に5〜20mmの間隔で2〜10本程度、それぞれ伸長率150〜300%、特に180〜260%で固定するのが好ましい。
The intermediate elastic
なお、図示のように、ウエスト下部弾性伸縮部材及び中間部弾性伸縮部材15,19,16,18が、内装体200と重なる幅方向中央部を除いてその幅方向両側にそれぞれ設けられていると、内装体200が幅方向に必要以上に収縮することがなく、モコモコと見た目が悪かったり吸収性が低下したりすることがない。この形態には、幅方向両側にのみ弾性伸縮部材が存在する形態の他、内装体200を横切ってその幅方向一方側から他方側まで弾性伸縮部材が存在しているが、内装体200と重なる幅方向中央部では弾性伸縮部材が細かく切断され、収縮力が作用せず(実質的には、弾性伸縮部材を設けないことに等しい)に、その幅方向両側のみが収縮力作用部分として構成されている形態も含まれる。もちろんウエスト下部弾性伸縮部材及び中間部弾性伸縮部材15,19,16,18の配設形態は上記例に限るものではなく、ウエスト下部Uの幅方向全体にわたり伸縮力が作用するように、ウエスト下部弾性伸縮部材及び中間部弾性伸縮部材15,19,16,18の一部または全部を、内装体200を横切ってその幅方向一方側から他方側まで設けることもできる。
As shown in the figure, when the waist lower elastic elastic member and the intermediate elastic
また、各部の細長状弾性伸縮部材15〜19が後述する印刷シート25を横切る場合において、細長状弾性伸縮部材15〜19として酸化チタンを含有するゴムを用いる場合には、酸化チタンの含有量が低い(例えば2%以下の)ものあるいは酸化チタンを含有しないものを用いるのが好ましい。
In addition, when the elongated elastic
(後処理テープ)
外装シート12の後身頃Bの外面における幅方向中央部には、後処理テープ70(固定手段)が設けることができる。後処理テープ70は、おむつ100を表面シート30が内側に且つ前身頃Fが内側となるように丸め若しくは折り畳んだ状態で固定するためのものである。一般的な後処理テープ70は、図5に示すように、基端部71が外装シート12の外面に接着剤等により固定されるとともに、この基端部71よりも先端側の部分は三つ折り(断面Z字状)や二つ折りで折り畳まれて、折り重なり部分間が仮止め接着剤72により剥離可能に固定(仮固定)されている。また、先端部に白色等の不透明色に着色された摘み部73を有するとともに、この摘み部73を除く部分が透明または半透明であり、この後処理テープ70における透明または半透明の部分を通して、後処理テープ70の外面側から後述するデザインが視認可能になっている。具体的な構造は適宜構成することができるが、図示形態では、全体を透明又は半透明の複数の基材を長手方向に連結して形成するとともに、摘み部73に着色テープ74を張り合わせた構造を採用している。
(Post-processing tape)
A post-processing tape 70 (fixing means) can be provided at the center in the width direction on the outer surface of the rear body B of the
廃棄時には、おむつ100を表面シート30が内側になるとともに前身頃Fが内側となるように丸め若しくは折り畳んだ後、後処理テープ70の折り重なり部分を剥離して展ばし、丸めた若しくは折り畳んだおむつ100の後身頃Bからウエスト開口部WOを越えて反対側の外面まで巻き付けるようにして接着剤により固定する。後処理テープ70は、不使用時にはコンパクトに折り畳まれ、使用時には長尺状に展開できる三つ折り形状のものが特に好適である。
At the time of disposal, the
後処理テープ70等の固定手段は、前身頃Fに設けてもよく、後身頃Bと前身頃Fの両方に設けてもよい。
Fixing means such as the
(印刷シート)
液不透過性シート11と外装シート12との間(外装シート12の層間を含む)には、印刷によりデザインの施された印刷シート25が設けられている。外装シート12を省略し、印刷シート25が外面に露出する形態とすることもできる。また、図示例の印刷シート25は、それが配置される身頃よりも小さい面積を有しており、前身頃F及び後身頃Bに個別に設けられているが、前身頃Fから股間部を通り後身頃Bまで一体的に連続するように設けることもできる。
(Print sheet)
A
印刷シート25の寸法・形状は特に限定されないが、機能を十分なものとするためには十分に面積を大きくするのが好ましく、例えば、印刷シート25の幅は吸収体56の幅の50〜120%程度であるのが好ましく、印刷シート25の長さは少なくとも腹側及び背側の片側で物品全長Yの15〜30%程度であるのが好ましい。また、印刷シート25の形状はトリムロスが発生しない点では図示例のような矩形であるのが好ましいが、円形や楕円形、三角形、六角形等の幾何学形状、若しくはデザインの周囲に沿う形状にカットしても良い。
Although the size and shape of the
印刷シート25のシート基材としては、プラスチックフィルムや不織布、紙などを用いることができるが、嵩高く通気性の高い素材が好ましい。プラスチックフィルムを用いる場合は、ムレ防止のため透湿性を有することが望ましい。不織布や紙は透湿性を有するため好ましく、デザイン印刷を施す場合、不織布にあっては平滑性が高く印刷しやすいもの、紙にあっては強度が高くインクの滲み難いものを用いるのが好ましい。特に好ましいものとしては、目付け15〜35g/m2程度、厚み0.1〜0.3mm程度のクレープ紙(薄葉紙)や、目付け10〜25g/m2程度、厚み0.1〜0.3mm程度の不織布(特にスパンボンド部の繊度が1.0〜3.0dtex程度のスパンボンド不織布やSMS不織布)を挙げることができる。クレープ紙を用いる場合は、クレープ率は5〜20%程度、特に5〜15%程度のものを用いるのが好ましい。クレープ率が20%以上であると、インクの定着量は大きくなるが滲みが生じてデザイン印刷には適さない。クレープ率が5%以下であるとインクが浸透しにくいため定着量が少ない。
As the sheet base material of the
(外装シート分割構造)
上述の例では、前身頃Fから後身頃Bまでを一体的な外装シート12により連続的に覆っているが、外装シートが、装着者の胴回りのうち腹側を覆う腹側外装シートと背側を覆う背側外装シートとに分割されており、腹側外装シートの幅方向中央部内面に内装体の前端部がホットメルト接着剤等により連結されるとともに、背側外装シートの幅方向中央部内面に内装体の後端部がホットメルト接着剤等により連結されており、腹側外装シートと背側外装シートとが股間側で連続しておらず、離間されている形態も採用することができる。この離間距離は150〜250mm程度とすることができる。この場合、内装体における液不透過性シートの裏面には、内装体の裏面全体を覆うように、あるいは腹側外装シートと背側外装シートとの間に露出する部分全体を覆うように、股間部外装シートを固定することもできる。股間部外装シートとしては、前述した外装シートに用いられるものと同様の資材を用いることができる。
(Exterior sheet split structure)
In the above-described example, the front body F to the back body B are continuously covered with the
(香気発生手段)
特徴的には、図3〜6に示すように、液不透過性シート11より表面シート30側に、尿に溶解して尿をアルカリ性にするアルカリ物質80と、芯材が香料でかつ膜材がアルカリ物質80によりアルカリ性となった尿に可溶性を示すマイクロカプセル90とを含有されている。装着者から排泄された尿は、液不透過性シート11より表面シート30側において、内蔵されたアルカリ物質80の溶解によりアルカリ性となり、マイクロカプセル90に接触してその膜材を溶解する。その結果、マイクロカプセル90中に保持されていた香料が放出して香気がおむつ外に放散し、装着者以外の者がその香気を嗅ぎ取ることにより排泄の有無を知ることができる。よって、水分が直接にマイクロカプセル90に供給されることにより膜材が溶解することが無くなるため、使用前の保管における湿気や、装着中の装着者の汗により香料が放出されるといった事態が発生し難くなる。
(Odor generating means)
Characteristically, as shown in FIGS. 3 to 6, an
アルカリ物質80及びマイクロカプセル90の含有部位は、アルカリ物質80が尿に溶解してその尿がマイクロカプセル90の膜材を溶解する限り特に限定されるものではないが、アルカリ物質80、マイクロカプセル90の材料、及び香料が溶解又は混合した尿が、表面シート30から漏れ出して装着者の肌に付着すると、肌荒れ等をもたらすおそれがある。よって、図9及び図10に各種形態を示すように、アルカリ物質80及びマイクロカプセル90は、吸収体56の底部から液不透過性シート11の表面までの厚さ方向範囲にのみ設け、アルカリ物質80等が溶解した尿は吸収体56で吸収体56よりも表面シート30側に戻り難くするのが望ましい。
The locations of the
アルカリ物質80及びマイクロカプセル90は厚み方向の位置が同じであっても、またいずれが液不透過性シート11側に位置していても良いが、尿とアルカリ物質80との接触効率、並びにアルカリ物質80の溶解した尿とマイクロカプセル90との接触効率の両者を高め、より効率よく香気を発生させるためには、図9及び図10に各種形態を示すように、アルカリ物質80を前記マイクロカプセル90よりも表面シート30側に含有しているのが好ましい。特に、吸収体56が不織布又はクレープ紙からなる包装シート58により包まれている形態では、図9及び図10に各種形態を示すように、包装シート58における吸収体56の下側に位置する部分にアルカリ物質80を含有させるとともに、液不透過性シート11の包装シート58側の面にマイクロカプセル90を含有させると、包装シート58及び液不透過性シート11に対してアルカリ物質80及びマイクロカプセル90をそれぞれ塗布するだけで製造することができるため、製造が容易であるという利点がある。
The
包装シート58や液不透過性シート11等のシートにおけるアルカリ物質80及びマイクロカプセル90の含有部分は、アルカリ物質80及びマイクロカプセル90がシート内部に保持されている形態の他、シートの表面に保持されている形態も含む。図9に示す各種形態はアルカリ物質80が包装シート58内部に保持され、マイクロカプセル90が液不透過性シート11の包装シート58側の面に保持されているものであり、図10に示す各種形態はアルカリ物質80が包装シート58の表面に保持され、マイクロカプセル90が液不透過性シート11の包装シート58側の面に保持されているものである。
In the sheet such as the
例えば、クレープ紙や不織布等の液浸透性の多孔質素材の場合、アルカリ物質80を水等の溶媒に溶かして得られる塗布液又はマイクロカプセル90を水等の分散媒体に混合分散して得られる塗布液を塗布することにより、シートの繊維間隙にアルカリ物質80又はマイクロカプセル90を導入し、シートの当該部分をアルカリ物質80の含有層にすることができる。また、液不透過性シート11のような樹脂シートやフィルムの場合、アルカリ物質80やマイクロカプセル90を混合した水溶性塗料を塗布し、シートの表面に水溶性塗膜を形成したり、シートの表面に水溶性接着剤を用いてアルカリ物質80やマイクロカプセル90を接着したりすることにより、シート内部ではなくシートの表面にアルカリ物質80又はマイクロカプセル90の水溶性膜層として付着させることができる。
For example, in the case of a liquid-permeable porous material such as crepe paper or nonwoven fabric, it is obtained by mixing and dispersing a coating solution or
特に、図9の各種形態及び図10(a)の形態が、尿、アルカリ物質80、及びマイクロカプセル90の接触効率が良いため好ましいが、図10(b)に示すように、包装シート58の内面(吸収体56側の面)にアルカリ物質80を保持させた形態や、図10(c)に示すように、包装シート58の内外面(吸収体56側の面及び液不透過性シート11側の面)にアルカリ物質80を保持させた形態も好ましいものである。
In particular, the various forms of FIG. 9 and the form of FIG. 10A are preferable because the contact efficiency of urine, the
アルカリ物質80及びマイクロカプセル90は平面的に見て位置が同じであっても、またずれていても良いが、図6、図9及び図10に示す各種形態のように、平面的に見て、マイクロカプセル90の含有部分が、アルカリ物質80の含有部分の周縁部の内側にのみ設けられていると、尿とアルカリ物質80との接触効率が高まるとともに、アルカリ物質80の溶解した尿とマイクロカプセル90との接触効率も高まるため好ましい。
The
アルカリ物質80及びマイクロカプセル90の含有部分は、通気性や尿の透過性、拡散性を阻害しないように、その少なくとも一方(特にアルカリ物質80)が、図9(b)及び図9(c)に示すように、縦縞パターン(前後方向に沿う筋状または帯状の含有部分が幅方向に間隔を空けて複数列設けられているパターン)で設けたり、横縞パターン(幅方向に沿う筋状または帯状の含有部分が前後方向に間隔を空けて複数列設けられているパターン)で設けたり、あるいは散点状パターン(点状又は斑状の含有部分が幅方向及び前後方向に間隔を空けて、千鳥状等のように規則的に又は無規則に多数設けられているパターン)で設けたりするのが好ましい。
9 (b) and FIG. 9 (c), at least one (particularly the alkaline substance 80) of the
アルカリ物質80及びマイクロカプセル90の含有部分は、股間部のみ等、前後方向の一部のみとしてもよいが、尿との接触確率を高めるためには少なくとも吸収体56を有する部分の前後方向全体とするのが好ましい。また、一般に使い捨ておむつにおいては股間部に対する尿の供給量が多く、それに比べて股間部の前後両側の部分は尿が供給されるとしてもその量は少ない。よって、股間部の前側部分及び後側部分おいては尿に対するアルカリ物質80の溶解量が少なくなり、マイクロカプセル90の膜材の溶解、ひいては香気の発生が不十分になるおそれがある。そこで、図6に示すように、アルカリ物質80を股間部並びにその前側部分及び後側部分にそれぞれ含有させる場合、股間部におけるアルカリ物質81の目付(単位面積当たりの含有量g/m2)よりも前側部分及び後側部分におけるアルカリ物質82の目付を多くするのが好ましい。
The part containing the
アルカリ物質80としては、尿に溶解して尿のpHをマイクロカプセル90の膜材の溶解条件まで上昇させるものであれば特に限定されないが、pHを11〜12程度するのが好ましく、そのような物質の例としては炭酸ナトリウムや水酸化カルシウムを挙げることができる。アルカリ物質80の含有量は適宜定めることができるが、通常の場合、おむつ一枚当り0.5〜3.0g程度とすることができ、目付としては20〜125g/m2程度とすることができる。
The
マイクロカプセル90の芯材である香料は特に限定されないが、例えばローズ、ラベンダー、ミント、レモン等の芳香剤が好ましい。また、香料は天然抽出物であるのが好ましいが、合成物であってもよい。また、機能の点で、香料成分は、尿や便の臭いを消す消臭効果を有するものであっても、尿や便の臭いを認識することができなくするマスキング効果を有するものであってもよい。さらに、マイクロカプセル90の芯材には、着色剤を添加することができ、その場合は香気の発生だけでなく、外面から見た色の変化によるインジケータとしても機能するようになる。
Although the fragrance | flavor which is a core material of the
マイクロカプセル90の膜材は上述のアルカリ物質80が溶解した尿により溶解するアルカリ可溶性のものであれば特に限定されないが、例えば20〜80℃の温度範囲でかつpH11〜14のアルカリ領域で可溶性のものを好適に用いることができる。このようなマイクロカプセル90の膜材としては、例えば特開2007−00756号公報記載の「カルボキシル基を有する親水性コロイドをオキサゾリン基を有する化合物によって硬化した」膜材を挙げることができる。このアルカリ可溶性マイクロカプセル90はpH=11〜14のアルカリ領域において20〜80℃の所定の温度によって可溶となるものであり、このpH領域と所定温度は、用いるカルボキシル基を有する親水性コロイド(基本皮膜物質)の選択等により決めることができる。この膜材の詳細について、特開2007−00756号公報の記載を引用して説明すると次のとおりである。
The membrane material of the
(マイクロカプセルの製造法)
アルカリ可溶性の膜材は、カルボキシル基を有する親水性コロイドをオキサゾリン基を有する化合物によって硬化することにより得ることができる。ここで親水性コロイドとは、溶媒中に存在し、芯物質の周囲に配位してエマルジョンを形成しうる分子コロイド等を示している。
(Microcapsule production method)
The alkali-soluble film material can be obtained by curing a hydrophilic colloid having a carboxyl group with a compound having an oxazoline group. Here, the hydrophilic colloid indicates a molecular colloid or the like that exists in a solvent and can be coordinated around a core substance to form an emulsion.
例えば、カルボキシル基を有する親水性コロイド(以下、基本皮膜物質ということがある)としては、ゼラチンやアルブミンなどの水溶性蛋白質、澱粉や寒天、アラビアゴムなどの天然高分子物質、カルボキシメチルセルロース、カルボキシルメチルヒドロキシエチルセルロースなどの合成セルロースエーテル類、ポリビニルメチルエーテル・無水マレイン酸共重合体、カルボキシル基変性ポリビニルアルコールなどの合成高分子化合物などが挙げられ、その1種または2種以上を混合して使用することができる。中でも基本皮膜物質として使用するには、ゲル化性を有する水溶性蛋白質が好ましい。更にアルカリ処理ゼラチンや酸処理ゼラチンなどのゼラチン類がよく、その中でもアルカリ処理ゼラチンが最適である。ゼラチンには毒性が無く、食用、経口用途にも適している。 For example, hydrophilic colloids having a carboxyl group (hereinafter sometimes referred to as basic film substances) include water-soluble proteins such as gelatin and albumin, natural polymer substances such as starch, agar, and gum arabic, carboxymethylcellulose, and carboxymethyl. Synthetic cellulose ethers such as hydroxyethyl cellulose, synthetic polymer compounds such as polyvinyl methyl ether / maleic anhydride copolymer, carboxyl group-modified polyvinyl alcohol, and the like are used. Can do. Among them, a water-soluble protein having gelling property is preferable for use as a basic film substance. Further, gelatins such as alkali-treated gelatin and acid-treated gelatin are preferable, and among them, alkali-treated gelatin is most suitable. Gelatin has no toxicity and is suitable for edible and oral use.
ゼラチンはコラーゲンから抽出する際の処理方法の違いにより酸処理ゼラチンとアルカリ処理ゼラチンに大別される。アルカリ処理ゼラチンは石灰漬処理工程でアミノ酸側鎖の脱アミド化が進み酸処理ゼラチンと比較してカルボキシル基への変性量が多い。オキサゾリン基はカルボキシル基との反応に対して活性が高いことからカルボキシル基を多く有しているアルカリ処理ゼラチンはオキサゾリン化合物による架橋材料として適している。 Gelatin is roughly classified into acid-treated gelatin and alkali-treated gelatin according to the difference in the treatment method when extracting from collagen. Alkali-treated gelatin undergoes deamidation of amino acid side chains in the calcination treatment step, and has a higher amount of modification to carboxyl groups than acid-treated gelatin. Since the oxazoline group has high activity with respect to the reaction with the carboxyl group, alkali-treated gelatin having many carboxyl groups is suitable as a cross-linking material by the oxazoline compound.
アルカリ可溶性膜材を有するマイクロカプセルのコンプレックスコアセルベーション法を用いた製造方法例について、その製造工程の順序に従って説明すると以下の通りである。もちろん、マイクロカプセルの製造法として他の方法を用いることができるのはいうまでもない。 An example of a production method using a complex coacervation method of a microcapsule having an alkali-soluble membrane material will be described according to the order of the production steps as follows. Of course, it goes without saying that other methods can be used as a method for producing the microcapsules.
まず、カルボキシル基を有する親水性コロイド、すなわち、基本皮膜物質を含む水溶液中に芯物質(油性物質)を分散させ、油滴が水溶液中に分散したO/Wエマルジョンを形成させる。用いられる芯物質は、少なくとも香料であり、その他に着色剤等を添加することができる。 First, a core material (oil-based substance) is dispersed in an aqueous solution containing a carboxyl group-containing hydrophilic colloid, that is, a basic film material, thereby forming an O / W emulsion in which oil droplets are dispersed in the aqueous solution. The core material used is at least a fragrance, and a colorant or the like can be added to the core material.
カルボキシル基を有する親水性コロイド(基本皮膜物質)は、ポリカチオンとして等イオン点を有する、ゲル化し得る親水性コロイドが使用され、一般に水溶性タンパク質が用いられる。より具体的にはゼラチン、寒天、カゼイン、大豆蛋白、コラーゲン、アルブミンなどが挙げられる。中でも酸処理ゼラチン、アルカリ処理ゼラチン等のゼラチンが好ましく、更にアルカリ処理ゼラチンを用いることが最も好ましい。 As the hydrophilic colloid (basic film substance) having a carboxyl group, a gelable hydrophilic colloid having an isoionic point as a polycation is used, and a water-soluble protein is generally used. More specifically, gelatin, agar, casein, soybean protein, collagen, albumin and the like can be mentioned. Of these, gelatin such as acid-treated gelatin and alkali-treated gelatin is preferred, and alkali-treated gelatin is most preferred.
芯物質を基本皮膜物質を含む水溶液中に分散させるには、通常水溶液中に芯物質を添加し、撹拌や超音波照射などの方法を用いることができる。芯物質、皮膜物質の濃度は、目的とするマイクロカプセルに求められる性質や形状によって任意に選択される。また、分散により得られる芯物質の液滴の大きさは、最終的に得られるマイクロカプセルの大きさに関係する。マイクロカプセルの大きさはその目的に応じて選択され、エマルジョンの液滴の大きさがほぼマイクロカプセルの粒子径として反映される。最終的なマイクロカプセルの大きさは、具体的には球換算の直径が一般に0.1〜3000μm、好ましくは0.1〜2000μm、更に好ましくは0.1〜1000μmに応じた油滴が得られるように分散を行う。 In order to disperse the core substance in the aqueous solution containing the basic film substance, a method such as stirring and ultrasonic irradiation can be used by adding the core substance to the aqueous solution. The concentrations of the core substance and the film substance are arbitrarily selected depending on the properties and shapes required for the target microcapsules. Further, the size of the core material droplet obtained by the dispersion is related to the size of the microcapsule finally obtained. The size of the microcapsules is selected according to the purpose, and the size of the droplets of the emulsion is substantially reflected as the particle size of the microcapsules. The final size of the microcapsules is specifically, oil droplets corresponding to a sphere equivalent diameter of generally 0.1 to 3000 μm, preferably 0.1 to 2000 μm, more preferably 0.1 to 1000 μm. Disperse as follows.
続いて得られたO/Wエマルジョンにポリアニオンを混合し、均一とした後にpHを酸性にしてコアセルベート皮膜を形成させる。 Subsequently, a polyanion is mixed into the obtained O / W emulsion to make it uniform, and then the pH is acidified to form a coacervate film.
用いられるポリアニオンは、必要に応じて選択されるが、具体的にはアラビアゴム、カルボキシメチルセルロースナトリウム、アルギン酸ナトリウム、ポリビニルベンゼンスルホン酸ナトリウム、ポリビニルメチルエーテル・無水マレイン酸共重合体などが挙げられる。これらのうちアラビアゴム、カルボキシメチルセルロースナトリウムなどが好適に用いられる。 The polyanion to be used is selected as necessary, and specific examples include gum arabic, sodium carboxymethylcellulose, sodium alginate, sodium polyvinylbenzenesulfonate, polyvinylmethylether / maleic anhydride copolymer, and the like. Of these, gum arabic and sodium carboxymethyl cellulose are preferably used.
ポリアニオンを混合した後、エマルジョンのpHは酸性、例えばpH=3〜5、好ましくは4〜5、に調整される。このときに用いられる酸は、芯物質や皮膜材料の性質を損なわないもの、また硬化反応を阻害しないものを選択することが好ましい。一般には酢酸、クエン酸、コハク酸、シュウ酸、乳酸、サリチル酸等の有機酸、塩酸、硫酸、リン酸等の無機酸が用いられる。 After mixing the polyanions, the pH of the emulsion is adjusted to acidic, for example, pH = 3-5, preferably 4-5. The acid used at this time is preferably selected from those that do not impair the properties of the core material and the coating material, and those that do not inhibit the curing reaction. In general, organic acids such as acetic acid, citric acid, succinic acid, oxalic acid, lactic acid and salicylic acid, and inorganic acids such as hydrochloric acid, sulfuric acid and phosphoric acid are used.
コアセルベート皮膜が形成されたエマルジョンを、皮膜のゲル化を行うために引き続き冷却する。通常はエマルジョンを5〜25℃、好ましくは5〜10℃、に冷却して皮膜をゲル化させる。 The emulsion on which the coacervate film is formed is subsequently cooled in order to gel the film. Usually, the emulsion is cooled to 5 to 25 ° C., preferably 5 to 10 ° C. to gel the film.
ゲル化した皮膜を硬化させるために、続いてエマルジョンに硬化剤を混合する。従来知られているホルムアルデヒドやグルタルアルデヒド等のアルデヒド類などによって硬化させることも可能ではあるが、これらはアルカリ可溶性にできない上、毒性の観点や環境への配慮の観点から使用することができない。 In order to cure the gelled film, a curing agent is subsequently mixed into the emulsion. Although it can be cured with aldehydes such as formaldehyde and glutaraldehyde which are conventionally known, they cannot be alkali-soluble and cannot be used from the viewpoint of toxicity and environmental considerations.
そこで、硬化剤としてオキサゾリン基を有する化合物を用いる。このようないわゆるオキサゾリン化合物は、(化1)に示したようなオキサゾリン基を有する化合物であり、例えば、2,2’−ビス−(2−オキサゾリン)、2,2’−メチレン−ビス−(2−オキサゾリン)、2,2’−エチレン−ビス−(2−オキサゾリン)、2,2’−トリメチレン−ビス−(2−オキサゾリン)、2,2’−テトラメチレン−ビス−(2−オキサゾリン)、2、2’−ヘキサメチレン−ビス−(2−オキサゾリン)、2,2’−オクタメチレン−ビス−(2−オキサゾリン)、2,2’−エチレン−ビス−(4,4’−ジメチル−2−オキサゾリン)、2,2’−p−フェニレン−ビス−(2−オキサゾリン)、2,2’−m−フェニレン−ビス−(2−オキサゾリン)、2,2’−m−フェニレン−ビス−(4,4’−ジメチル−2−オキサゾリン)、ビス−(2−オキサゾリニルシクロヘキサン)スルフィド、ビス−(2−オキサゾリニルノルボルナン)スルフィドなどのオキサゾリン化合物。また、付加重合性オキサゾリン化合物として2−ビニル−2−オキサゾリン、2−ビニル−4−メチル−2−オキサゾリン、2−ビニル−5−メチル−2−オキサゾリン、2−イソプロペニル−2−オキサゾリン、2−イソプロペニル−4−メチル−2−オキサゾリン、2−イソプロペニル−5−エチル−2−オキサゾリンなどが挙げられる。これらの1種もしくは2種以上の化合物を重合または共重合したものを使用可能である。 Therefore, a compound having an oxazoline group is used as a curing agent. Such a so-called oxazoline compound is a compound having an oxazoline group as shown in (Chemical Formula 1). For example, 2,2′-bis- (2-oxazoline), 2,2′-methylene-bis- ( 2-oxazoline), 2,2′-ethylene-bis- (2-oxazoline), 2,2′-trimethylene-bis- (2-oxazoline), 2,2′-tetramethylene-bis- (2-oxazoline) 2,2′-hexamethylene-bis- (2-oxazoline), 2,2′-octamethylene-bis- (2-oxazoline), 2,2′-ethylene-bis- (4,4′-dimethyl-) 2-oxazoline), 2,2'-p-phenylene-bis- (2-oxazoline), 2,2'-m-phenylene-bis- (2-oxazoline), 2,2'-m-phenylene-bis- (4 4'-dimethyl-2-oxazoline), bis - (2-oxazolinyl sulfonyl cyclohexane) sulfide, bis - (2-oxazolinyl sulfonyl norbornane) oxazoline compounds such as sulfides. Further, as addition polymerizable oxazoline compounds, 2-vinyl-2-oxazoline, 2-vinyl-4-methyl-2-oxazoline, 2-vinyl-5-methyl-2-oxazoline, 2-isopropenyl-2-oxazoline, 2 -Isopropenyl-4-methyl-2-oxazoline, 2-isopropenyl-5-ethyl-2-oxazoline and the like. Those obtained by polymerizing or copolymerizing one or more of these compounds can be used.
さらに、該化合物と、(メタ)アクリル酸メチル、(メタ)アクリル酸ブチル、(メタ)アクリル酸2−エチルヘキシル等の(メタ)アクリル酸エステル類;(メタ)アクリロニトリル等の不飽和ニトリル類;(メタ)アクリルアミド、N−メチロール(メタ)アクリルアミド等の不飽和アミド類;酢酸ビニル、プロピオン酸ビニル等のビニルエステル類;メチルビニルエーテル、エチルビニルエーテル等のビニルエーテル類;エチレン、プロピレン等のα−オレフィン類;塩化ビニル、塩化ビニリデン、フッ化ビニル等のハロゲン化α,β−不飽和単量体類;スチレン、α−メチルスチレン等のα,β−不飽和芳香族単量体類等を共重合したものも使用可能である。 Further, the compound and (meth) acrylic acid esters such as methyl (meth) acrylate, butyl (meth) acrylate, 2-ethylhexyl (meth) acrylate; unsaturated nitriles such as (meth) acrylonitrile; Unsaturated amides such as meth) acrylamide and N-methylol (meth) acrylamide; vinyl esters such as vinyl acetate and vinyl propionate; vinyl ethers such as methyl vinyl ether and ethyl vinyl ether; α-olefins such as ethylene and propylene; Halogenated α, β-unsaturated monomers such as vinyl chloride, vinylidene chloride and vinyl fluoride; copolymers of α, β-unsaturated aromatic monomers such as styrene and α-methylstyrene Can also be used.
そのような化合物の一例としては、特開平5−25361号公報、特開平11−231447号公報等に記載のオキサゾリン化合物などが例示できる。 Examples of such compounds include oxazoline compounds described in JP-A-5-25361, JP-A-11-231447, and the like.
市販されている具体的な例としては、エポクロスWS−500、エポクロスWS−700、エポクロスK−1010E、エポクロスK−1020E、エポクロスK−1030E、エポクロスK−2010E、エポクロスK−2020E、エポクロスK−2030E、エポクロスRPS−1005、エポクロスRAS−1005(いずれも株式会社日本触媒製)、NKリンカーFX(新中村化学工業株式会社製)などが挙げられる。 Specific examples of commercially available products include Epocross WS-500, Epocross WS-700, Epocross K-1010E, Epocross K-1020E, Epocross K-1030E, Epocross K-2010E, Epocross K-2020E, Epocross K-2030E. , Epocross RPS-1005, Epocross RAS-1005 (all manufactured by Nippon Shokubai Co., Ltd.), NK Linker FX (Shin Nakamura Chemical Co., Ltd.) and the like.
オキサゾリン基を有する化合物は高分子化合物であることが好ましい。ここで高分子化合物とは、数平均分子量が1万以上のものをいう。さらにフィルム形成性を有する高分子化合物であると、マイクロカプセル皮膜のさらなる強度向上、内包物の保持能力向上などの効果を得ることができる。これは、硬化剤自体が成膜性を有するため、皮膜物質を硬化させると同時に硬化剤自体による2重被覆を生じ、マイクロカプセル皮膜を強化するためと推測される。ここでフィルム形成性とは、オキサゾリン基を有する高分子化合物単独の溶液を塗布・蒸発乾燥させた際にフィルム状の成膜性を有することをいう。カプセル皮膜のさらなる強度向上のほか、密閉性の向上、可撓性、柔軟性などの好適効果も得ることができる。しかしながら、アルカリ可溶化の際、即応性に欠ける面が危惧され、注意を要する。即時可溶化させるものでなく、徐々に溶解する、いわゆる徐放性マイクロカプセルを得たい場合は、効果的な方法のひとつとして利用できる。 The compound having an oxazoline group is preferably a polymer compound. Here, the polymer compound means a compound having a number average molecular weight of 10,000 or more. Further, when the polymer compound has film-forming properties, effects such as further improvement of the strength of the microcapsule film and improvement of the holding ability of the inclusions can be obtained. This is presumed to be because the curing agent itself has film-forming properties, so that the coating substance is cured, and at the same time, a double coating is formed by the curing agent itself, thereby strengthening the microcapsule film. Here, the film forming property means having a film-like film forming property when a solution of a polymer compound having an oxazoline group alone is applied and evaporated to dryness. In addition to further improving the strength of the capsule film, it is possible to obtain favorable effects such as improvement in sealing performance, flexibility and flexibility. However, when alkali solubilization is concerned, there are concerns about the lack of quick response, and caution is required. When it is desired to obtain a so-called sustained-release microcapsule that does not immediately solubilize but dissolves gradually, it can be used as an effective method.
このように皮膜を硬化させた後、必要に応じて濾過やデカンテーション、脱水、分液、乾燥等の操作により目的のマイクロカプセルを得ることができる。 After the coating is cured in this way, the desired microcapsules can be obtained by operations such as filtration, decantation, dehydration, liquid separation, and drying as necessary.
なお、マイクロカプセルの組成は、上記成分のほか、オキサゾリン基化合物による硬化を阻害しない等、マイクロカプセルの性能に悪影響を与えない範囲で、または特別の効果を付与させるために、第三成分を配合することもできる。例えば、リン酸水素2アンモニウム等のオニウム塩を配合すると、硬化触媒として作用する場合があるので、条件によっては好ましい態様となる。 In addition to the above components, the composition of the microcapsule contains a third component in a range that does not adversely affect the performance of the microcapsule, such as not inhibiting the curing by the oxazoline group compound, or to give a special effect. You can also For example, when an onium salt such as diammonium hydrogen phosphate is blended, it may act as a curing catalyst.
未硬化のゲル皮膜を水溶液中で硬化反応させる場合、処理温度を基本皮膜物質のゲル化点以上にすることは問題がある。なぜならば硬化前で耐熱性を有していないゲル皮膜は、そのゲル化点以上の温度で容易に水に対して溶解するからである。また、ゲル化点付近の温度ではマイクロカプセル同士の凝集が生じ易いなどの問題もある。特に、マイクロカプセルのように芯物質(内包物)の周囲に対して任意の位置・形状に基本皮膜物質を配置し、その状態を維持しながらの硬化を所望するときは非常に困難を伴う。例えば、基本皮膜物質の一種であるゼラチン水溶液の一般的なゲル化点は25℃前後である。 When an uncured gel film is subjected to a curing reaction in an aqueous solution, it is problematic to set the treatment temperature to be equal to or higher than the gel point of the basic film material. This is because a gel film that does not have heat resistance before curing readily dissolves in water at a temperature above its gel point. In addition, there is a problem that the microcapsules tend to aggregate at a temperature near the gel point. In particular, it is very difficult to dispose the basic film material at an arbitrary position and shape with respect to the periphery of the core material (encapsulated material) like a microcapsule and to desire curing while maintaining the state. For example, the general gel point of an aqueous gelatin solution, which is a kind of basic film material, is around 25 ° C.
コンプレックスコアセルベーション法におけるオキサゾリン化合物による硬化は、未硬化の基本皮膜物質(ゼラチン)マイクロカプセルと調整液を分離し、マイクロカプセルを水で数回洗浄した後に行う必要がある。このような操作を行わないと硬化が十分に成されない。これは、コンプレックスコアセルベーション法でマイクロカプセルを調整した場合、マイクロカプセルが分散している水溶液中には、コアセルベーションに必要なポリアニオンや未析出(溶解状態)の基本皮膜物質(ゼラチン)分子が存在していると考えられる。ポリアニオンは通常、カルボキシル基を有する化合物(アラビアゴム、カルボキシメチルセルロース等)が一般的に使用される。また、基本皮膜物質(ゼラチン)分子は当然にカルボキシル基を有している。 Curing with the oxazoline compound in the complex coacervation method needs to be performed after separating the uncured basic film substance (gelatin) microcapsule from the adjustment liquid and washing the microcapsule several times with water. If such an operation is not performed, sufficient curing cannot be achieved. This is because when microcapsules are prepared by the complex coacervation method, polyanions necessary for coacervation and undeposited (dissolved) basic coating substance (gelatin) molecules are present in the aqueous solution in which the microcapsules are dispersed. Is considered to exist. As the polyanion, a compound having a carboxyl group (such as gum arabic or carboxymethyl cellulose) is generally used. In addition, the basic film substance (gelatin) molecule naturally has a carboxyl group.
すなわち、この状態のマイクロカプセル分散液中にはオキサゾリン基と反応し得るカルボキシル基含有成分として、
a)溶解状態の基本皮膜物質分子(ゼラチン等)
b)溶解状態のポリアニオン分子(アラビアゴム、カルボキシメチルセルロース等)
c)分散状態の基本皮膜物質ゲル(ゼラチンゲル等)
が存在しているといえる。分散状態の基本皮膜物質(ゼラチンゲル)とオキサゾリン化合物を効率的に反応させるには溶解状態のa)、b)を除去する必要があると推測されるからである。
That is, in the microcapsule dispersion in this state, as a carboxyl group-containing component that can react with the oxazoline group,
a) Basic film substance molecules in dissolved state (gelatin, etc.)
b) Dissolved polyanion molecules (gum arabic, carboxymethyl cellulose, etc.)
c) Dispersed basic film material gel (gelatin gel, etc.)
Can be said to exist. This is because it is presumed that it is necessary to remove dissolved a) and b) in order to efficiently react the dispersed basic film substance (gelatin gel) with the oxazoline compound.
オキサゾリン化合物はカルボキシル基を有する親水性コロイド全般と反応して硬化皮膜を有するマイクロカプセルを与えるが、カルボキシル基を有する親水性コロイドとしては、水溶性蛋白質が好ましく、中でもゼラチンが好ましい。特にpI(isoionic point:等イオン点)として4.9〜8.1を有するものが望ましく、さらにはアルカリ処理ゼラチンが好ましい。この範囲、種類のゼラチンは単核マイクロカプセルとなり易く、アルカリ可溶化の即応性に寄与するからである。 The oxazoline compound reacts with all the hydrophilic colloids having a carboxyl group to give microcapsules having a cured film. As the hydrophilic colloid having a carboxyl group, a water-soluble protein is preferable, and gelatin is particularly preferable. In particular, those having a pI (isoionic point) of 4.9 to 8.1 are desirable, and alkali-treated gelatin is more preferred. This is because gelatin in this range and type is likely to be a mononuclear microcapsule and contributes to the quick response to alkali solubilization.
pIの測定値は、ゼラチン水溶液をイオン交換樹脂で処理した後、該ゼラチン水溶液を35℃においてpH測定した値を使用したが、それ以外の一般的に使用されるpI(isoionic point:等イオン点)測定、並びにそれに相当するものも使用可能である。オキサゾリン化合物はゼラチン全般に対して硬化皮膜を形成し、好適なマイクロカプセルを得ることができるが、pIが8.1を超える(例えば、酸処理ゼラチン)ゼラチンを用いたマイクロカプセルは硬化後に静置(r.t.)状態で経時保管を行うとマイクロカプセル同士が凝集し、再分散が困難になる傾向がある。pIはゼラチン等の等イオン点を表すものであり、これは基本皮膜物質(ゼラチン)分子の持つカルボキシル基とアミノ基の量を示すものであるといえる。pIが低いゼラチンはアミノ酸側鎖の酸アミド結合が脱アミド化により減少し、カルボキシル基が増大していることを示す。オキサゾリン基はカルボキシル基と反応を生じるため、カルボキシル基の量が多いほど、基本皮膜物質(ゼラチン)とオキサゾリン化合物による架橋点は多くなると考えられる。つまり、十分な架橋が確保できることになり、経時的にも安定なマイクロカプセルが得られ易いと推測される。以上により、pI値が4.9〜8.1であると凝集のない単核のマイクロカプセルとなり易いのである。 The measured value of pI was a value obtained by treating an aqueous gelatin solution with an ion exchange resin and then measuring the pH of the aqueous gelatin solution at 35 ° C., but other commonly used pI (isoionic point) is used. ) Measurements and equivalents can also be used. The oxazoline compound forms a hardened film on gelatin in general, and a suitable microcapsule can be obtained. However, a microcapsule using gelatin whose pI exceeds 8.1 (for example, acid-treated gelatin) is allowed to stand after hardening. When stored over time in the (rt) state, the microcapsules tend to aggregate together, making redispersion difficult. pI represents an isoionic point of gelatin or the like, which can be said to indicate the amount of carboxyl groups and amino groups of the basic film substance (gelatin) molecules. Gelatin with a low pI indicates that the acid amide bond of the amino acid side chain is decreased by deamidation and the carboxyl group is increased. Since the oxazoline group reacts with the carboxyl group, it is considered that as the amount of the carboxyl group increases, the number of crosslinking points by the basic film substance (gelatin) and the oxazoline compound increases. That is, sufficient crosslinking can be secured, and it is presumed that stable microcapsules can be easily obtained over time. As described above, when the pI value is 4.9 to 8.1, it is easy to form a mononuclear microcapsule without aggregation.
オキサゾリン化合物と基本皮膜物質との反応はr.t.条件でも進行する。但し、一般的な有機反応と同様、できるだけ加温して反応を進めることが望ましい。このため、用いる基本皮膜物質はそのゲル化点ができるだけ高いものを用いた方が反応温度を確保でき、より短時間で所望の処理を行うことができる。 The reaction between the oxazoline compound and the basic film material is r. t. Progress even under conditions. However, as in general organic reactions, it is desirable to advance the reaction by heating as much as possible. For this reason, it is possible to secure the reaction temperature and to perform a desired treatment in a shorter time by using a basic film substance having a gel point as high as possible.
なお、本例はコンプレックスコアセルベーション法によって説明したが、シンプルコアセルベーション法、オリフィス法など他のマイクロカプセル製造法によっても製造することができる。 In addition, although this example demonstrated by the complex coacervation method, it can manufacture also by other microcapsule manufacturing methods, such as a simple coacervation method and an orifice method.
本発明は、上記例のようなパンツタイプ使い捨ておむつだけでなく、テープタイプやパッドタイプ等、各種の使い捨ておむつに利用できるものである。 The present invention can be used for various disposable diapers such as a tape type and a pad type as well as a pants-type disposable diaper as in the above example.
11…液不透過性シート、12…外装シート、12r…折り返し部分、25…印刷シート、200…内装体、30…トップシート、40…中間シート、50…吸収要素、56…吸収体、58…包装シート、60…側部バリヤーカフス、62…バリヤーシート。
DESCRIPTION OF
Claims (6)
尿に溶解して尿をアルカリ性にするアルカリ物質と、芯材が香料でかつ膜材が前記アルカリ物質によりアルカリ性となった尿に可溶性を示すマイクロカプセルと、を前記液不透過性シートより前記表面シート側に含む、
ことを特徴とする使い捨ておむつ。 In a disposable diaper comprising a liquid-permeable surface sheet, a liquid-impermeable sheet, and an absorbent body interposed therebetween,
An alkaline substance that dissolves in urine to make the urine alkaline, and a microcapsule that is soluble in urine in which the core material is a fragrance and the membrane material is made alkaline by the alkaline substance from the liquid-impermeable sheet. Including on the seat side,
A disposable diaper characterized by that.
平面的に見て、前記マイクロカプセルの含有部分が、前記アルカリ物質の含有部分の周縁部の内側にのみ設けられている、請求項2記載の使い捨ておむつ。 While containing the alkaline substance on the surface sheet side than the microcapsule,
3. The disposable diaper according to claim 2, wherein the microcapsule-containing portion is provided only inside a peripheral portion of the alkaline substance-containing portion in a plan view.
前記包装シートにおける前記吸収体の下側に位置する部分に前記アルカリ物質を含み、前記液不透過性シートの前記包装シート側の面に前記マイクロカプセルを含む、請求項1〜3のいずれか1項に記載の使い捨ておむつ。 The absorbent body is wrapped by a packaging sheet made of nonwoven fabric or crepe paper,
4. The method according to claim 1, wherein the alkaline substance is contained in a portion of the packaging sheet located below the absorber, and the microcapsule is contained on the packaging sheet side surface of the liquid-impermeable sheet. The disposable diaper described in the item.
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011039218A JP5366992B2 (en) | 2011-02-25 | 2011-02-25 | Disposable diapers |
| PCT/JP2012/052890 WO2012114880A1 (en) | 2011-02-25 | 2012-02-08 | Disposable diaper |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011039218A JP5366992B2 (en) | 2011-02-25 | 2011-02-25 | Disposable diapers |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2012175990A JP2012175990A (en) | 2012-09-13 |
| JP2012175990A5 JP2012175990A5 (en) | 2013-09-05 |
| JP5366992B2 true JP5366992B2 (en) | 2013-12-11 |
Family
ID=46720665
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011039218A Active JP5366992B2 (en) | 2011-02-25 | 2011-02-25 | Disposable diapers |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP5366992B2 (en) |
| WO (1) | WO2012114880A1 (en) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6504756B2 (en) * | 2014-06-30 | 2019-04-24 | ユニ・チャーム株式会社 | Method of manufacturing absorbent article |
| CN105030420A (en) * | 2015-06-08 | 2015-11-11 | 彭艳燕 | Liquid sanitary towel |
| JP7085403B2 (en) * | 2018-05-08 | 2022-06-16 | 花王株式会社 | Absorbent article |
| CN114206282B (en) * | 2019-08-30 | 2023-09-19 | 尤妮佳股份有限公司 | Absorbent article |
| JP2022057794A (en) * | 2020-09-30 | 2022-04-11 | ユニ・チャーム株式会社 | Absorbent article |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS59106501A (en) * | 1982-12-08 | 1984-06-20 | 三井東圧化学株式会社 | Diaper type wear article |
| JP3558828B2 (en) * | 1997-06-16 | 2004-08-25 | 花王株式会社 | Absorbent articles |
| JP2000093456A (en) * | 1998-09-25 | 2000-04-04 | Sanyo Electric Co Ltd | Odor generation article and underwear |
| JP4675161B2 (en) * | 2005-05-30 | 2011-04-20 | 花王株式会社 | Exterior body and absorbent article |
| JP2007000756A (en) * | 2005-06-23 | 2007-01-11 | Pilot Corporation | Alkali-soluble microcapsule |
| JP4790473B2 (en) * | 2006-03-31 | 2011-10-12 | 大王製紙株式会社 | Disposable paper diapers |
| JP5119003B2 (en) * | 2007-11-30 | 2013-01-16 | 大王製紙株式会社 | Disposable diapers |
-
2011
- 2011-02-25 JP JP2011039218A patent/JP5366992B2/en active Active
-
2012
- 2012-02-08 WO PCT/JP2012/052890 patent/WO2012114880A1/en active Application Filing
Also Published As
| Publication number | Publication date |
|---|---|
| JP2012175990A (en) | 2012-09-13 |
| WO2012114880A1 (en) | 2012-08-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| TWI721175B (en) | Absorbent articles | |
| WO2010001893A1 (en) | Disposable diaper | |
| JP6113336B1 (en) | Pants-type disposable diaper | |
| JP6193448B1 (en) | Pants-type disposable diaper | |
| JP5427405B2 (en) | Tape type disposable diaper | |
| WO2016158499A1 (en) | Pants-type disposable diaper and method for manufacturing same | |
| JP4659085B2 (en) | Disposable diapers | |
| JP5366992B2 (en) | Disposable diapers | |
| JP5420952B2 (en) | Absorbent articles | |
| JP4673908B2 (en) | Absorbent articles | |
| JP5610801B2 (en) | Absorbent articles | |
| JP5782350B2 (en) | Disposable diapers | |
| JP5717355B2 (en) | Disposable diapers | |
| JP4659084B2 (en) | Absorbent articles | |
| JP5191302B2 (en) | Manufacturing method of wiping sheet and wiping sheet | |
| JP5191300B2 (en) | Method for manufacturing absorbent article, and absorbent article | |
| JP5885982B2 (en) | Disposable diapers | |
| JP2017131450A (en) | Production method of absorbent article | |
| JP4597226B2 (en) | Absorbent articles | |
| JP5885983B2 (en) | Disposable diapers | |
| JP5946117B2 (en) | Disposable diapers | |
| WO2015046338A1 (en) | Stretchable structure for absorbent article, absorbent article comprising said stretchable structure, and method for forming stretchable structure for absorbent article | |
| JP2017205193A (en) | Absorbent article | |
| JP2016013489A (en) | Extensible structure of absorbent article, absorbent article having extensible structure and method for formation of extensible structure of absorbent article |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130719 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130719 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20130719 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20130806 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130823 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130910 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5366992 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |