JP5320899B2 - Alloyed hot-dip galvanized steel sheet with excellent plating adhesion - Google Patents
Alloyed hot-dip galvanized steel sheet with excellent plating adhesion Download PDFInfo
- Publication number
- JP5320899B2 JP5320899B2 JP2008206120A JP2008206120A JP5320899B2 JP 5320899 B2 JP5320899 B2 JP 5320899B2 JP 2008206120 A JP2008206120 A JP 2008206120A JP 2008206120 A JP2008206120 A JP 2008206120A JP 5320899 B2 JP5320899 B2 JP 5320899B2
- Authority
- JP
- Japan
- Prior art keywords
- steel sheet
- mass
- base material
- steel plate
- plating
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images


Abstract
Description
本発明は、自動車の車体用途に適する、めっき密着性に優れた合金化溶融亜鉛めっき鋼板に関する。 The present invention relates to an alloyed hot-dip galvanized steel sheet having excellent plating adhesion suitable for use in automobile bodies.
合金化溶融亜鉛めっきは、鋼板の防食を目的として施され、広範囲に使用されている。その製造方法は、連続式溶融亜鉛めっきライン(以下、CGLと称する)において、脱脂洗浄後、H2及びN2を含む還元雰囲気にて、ラジアントチューブによる間接加熱により焼鈍し、めっき浴温度近傍まで冷却した後に、溶融亜鉛めっき浴に浸漬し、めっき浴を出た後に再加熱して合金化すると言う全還元炉方式が一般的である。 Alloying hot dip galvanizing is applied for the purpose of corrosion protection of steel sheets, and is widely used. The manufacturing method is as follows. In a continuous hot dip galvanizing line (hereinafter referred to as CGL), after degreasing and cleaning, annealing is performed by indirect heating with a radiant tube in a reducing atmosphere containing H 2 and N 2 until the temperature of the plating bath reaches An all-reduction furnace method is generally used in which the alloy is immersed in a hot dip galvanizing bath after cooling and then reheated after leaving the plating bath to form an alloy.
合金化溶融亜鉛めっき鋼板の使用用途は、自動車の外板や構造部材等、自動車用鋼板としての用途が多いが、自動車用鋼板においては、複雑化している自動車のボディ形状に対応するため、複雑な形状にプレス成形しても、めっき密着性を確保することができることが求められている。 The alloyed hot-dip galvanized steel sheet has many uses as automotive steel sheets, such as automotive outer panels and structural members. However, automotive steel sheets are complex because they correspond to the complex body shape of automobiles. Even if it is press-molded into a simple shape, it is required that plating adhesion can be ensured.
合金化溶融亜鉛めっき鋼板のめっき層の構造は、図1に示すように、めっき層と鋼板母材5の界面からΓ相(Zn10Fe3)4、Γ1相(Zn21Fe5)3、δ1相(Zn7Fe)2、ζ相(Zn13Fe)1という、FeとZnの金属間化合物の積層構造になっている。このうち、界面に存在するΓ相は、非常に硬くて脆く、加工時に容易に破壊されるので、複雑な形状にプレス加工した後、界面のΓ相を起点としてめっき層が剥離する、所謂、パウダリングが起こることがある。 As shown in FIG. 1, the structure of the plated layer of the alloyed hot-dip galvanized steel sheet is as follows: Γ phase (Zn 10 Fe 3 ) 4, Γ 1 phase (Zn 21 Fe 5 ) 3 , Δ 1 phase (Zn 7 Fe) 2, and ζ phase (Zn 13 Fe) 1, and a laminated structure of an intermetallic compound of Fe and Zn. Of these, the Γ phase present at the interface is very hard and brittle, and is easily broken during processing, so after pressing into a complicated shape, the plating layer peels off from the Γ phase at the interface, so-called, Powdering may occur.
パウダリングが起こり難くするためには、Γ相の厚さを薄くすることが有効である。Γ相の厚さを薄くするには、加熱合金化過程において、合金化度を弱める、即ち、合金化時間を短くするか、低温で合金化すればよい。 In order to make powdering difficult to occur, it is effective to reduce the thickness of the Γ phase. In order to reduce the thickness of the Γ phase, the degree of alloying may be reduced in the heating alloying process, that is, the alloying time may be shortened or alloyed at a low temperature.
一方、Γ相を薄くするために合金化度を低くすると、めっき層表面に、ζ相が多く残存する。ζ相は、軟質であるために、めっき層表面にζ相が多いと、プレス加工時に、金型がめっき層に食い込み、鱗片状にめっき層が剥離する、所謂、フレーキングが起こる。 On the other hand, when the degree of alloying is lowered in order to make the Γ phase thinner, a lot of ζ phase remains on the surface of the plating layer. Since the ζ phase is soft, if there is a lot of ζ phase on the surface of the plating layer, so-called flaking occurs in which the mold bites into the plating layer and the plating layer peels off in a scaly manner during press working.
耐パウダリング性及び耐フレーキング性を両立させるには、めっき層中のΓ相、ζ相の両方を、できる限り少なくして、δ1相を多くすることが有効である。しかし、両者を適正範囲に制御するのは容易ではなく、これまで様々な方法が取られてきた。 In order to achieve both powdering resistance and anti-flaking resistance, it is effective to increase both the δ 1 phase by reducing both the Γ phase and the ζ phase in the plating layer as much as possible. However, it is not easy to control both to an appropriate range, and various methods have been taken so far.
例えば、特許文献1には、合金化時に、急速加熱と急速冷却を組み合わせることによりΓ相の成長を抑制して、パウダリング性を改善する技術が開示されている。 For example, Patent Document 1 discloses a technique for improving powdering properties by suppressing Γ phase growth by combining rapid heating and rapid cooling during alloying.
また、特許文献2には、IF(Interstitial Free)鋼を原板として、鋼中に、Si、Pを微量添加することにより、母材結晶粒界へのZnの拡散を促進させ、めっき密着性を向上させた鋼板が開示されている。
しかし、特許文献1に開示の技術では、Γ相を薄くすれば、パウダリング性は向上するものの、Γ相の本質は変わっていないため、さらに強加工した場合には、めっき密着性を確保できない恐れがある。特許文献2に開示の技術は、IF鋼を原板とした場合に限られる技術であり、最初から、SiやPを多量に含有している高強度鋼板には適用することができない。
However, in the technique disclosed in Patent Document 1, if the Γ phase is thinned, the powdering property is improved, but the essence of the Γ phase is not changed. There is a fear. The technique disclosed in
本発明は、前述のような従来技術の問題点を解決し、めっき密着性に優れた合金化溶融亜鉛めっき鋼板を提供することを目的とする。 An object of the present invention is to solve the problems of the prior art as described above and to provide an alloyed hot-dip galvanized steel sheet having excellent plating adhesion.
上記問題を解決するため、本発明者らは、鋭意検討を重ねた結果、合金化溶融亜鉛めっき鋼板の鋼板母材の表層に、Sn、又はSnとCuを含有させることにより、めっき密着性、特に、耐パウダリング性が向上し、Γ相の厚さを特に制御しなくても、強加工時にも、パウダリングが起こり難くなり、これまでよりも、めっき密着性を確保することができることを見出した。
In order to solve the above problems, the present inventors have made extensive studies, and as a result, Sn or Sn and Cu are contained in the surface layer of the steel base material of the alloyed hot-dip galvanized steel sheet. In particular, the powdering resistance is improved, and even if the thickness of the Γ phase is not particularly controlled, it is difficult for powdering to occur even during strong processing, and it is possible to ensure better plating adhesion than before. I found it.
さらに、鋼板母材の表層に加えて、めっき層にも、Sn、又はSnとCuを含有させることで、めっき密着性が向上する、特に、耐フレーキング性がより高まることを見出した。
Furthermore, it has been found that, by adding Sn or Sn and Cu to the plating layer in addition to the surface layer of the steel plate base material, the plating adhesion is improved, and in particular, the flaking resistance is further improved.
上記の耐パウダリング性の向上効果と相俟って、めっき層中のFe濃度、Γ相、ζ相の厚さや量を、従来のように厳しく制御することなく、強加工時にも、めっき密着性を確保することが可能であることを見出した。 Combined with the above-mentioned effect of improving the powdering resistance, it is possible to adhere to the plating even in strong processing without strictly controlling the Fe concentration, Γ phase and ζ phase thickness and amount in the plating layer as in the past. It was found that it is possible to ensure the sex.
鋼板母材の表層、及び、めっき層中に、Cu、及び、Sn、又はSnとCuを含有させることによって、めっき密着性が向上する理由の詳細については不明であるが、鋼板母材及びめっき層を、上記の構造とすることで、強加工時においても、めっき密着性を確保することができることを見出したのである。
The reason why the plating adhesion is improved by including Cu and Sn, or Sn and Cu in the surface layer and plating layer of the steel plate base material is unknown, but the steel plate base material and plating It has been found that by making the layer have the above structure, it is possible to ensure plating adhesion even during strong processing.
本発明は、上記知見に基づいて完成されたもので、その要旨とするところは、以下の通りである。 The present invention has been completed based on the above findings, and the gist thereof is as follows.
(1)質量%で、
C:0.001〜0.3%、
Si:0.001〜3.0%、
Mn:0.1〜3.0%、
Al:0.001〜2.0%、
P:0.0001〜0.3%、
S:0.0001〜0.1%、
N:0.0001〜0.007%
を含有し、残部がFe及び不可避的不純物からなる鋼板母材の表面に、質量%で、
Fe:5.0〜20.0%、
Al:0.01〜0.5%
残部がZn及び不可避的不純物からなる亜鉛めっき層を有する合金化溶融亜鉛めっき鋼板であって、鋼板母材の表層10μm以内の領域に、質量%で、
Sn:0.01〜1.0%、又は、
Sn:0.01〜1.0%と、Cu:0.01〜1.0%を含有する
ことを特徴とするめっき密着性に優れた合金化溶融亜鉛めっき鋼板。
(1) In mass%,
C: 0.001 to 0.3%,
Si: 0.001 to 3.0%,
Mn: 0.1 to 3.0%
Al: 0.001 to 2.0%,
P: 0.0001 to 0.3%,
S: 0.0001 to 0.1%,
N: 0.0001 to 0.007%
On the surface of the steel plate base material, the balance being Fe and inevitable impurities, in mass%,
Fe: 5.0 to 20.0%,
Al: 0.01 to 0.5%
The balance is an alloyed hot-dip galvanized steel sheet having a galvanized layer composed of Zn and inevitable impurities, and in a region within 10 μm of the surface layer of the steel sheet base material, in mass%,
Sn: 0.01 to 1.0%, or
An alloyed hot-dip galvanized steel sheet excellent in plating adhesion, characterized by containing Sn: 0.01 to 1.0% and Cu: 0.01 to 1.0% .
(2)前記鋼板母材のSn、又はSnとCuを含有する領域の深さが、鋼板母材の表層1μm以内であることを特徴とする上記(1)に記載のめっき密着性に優れた合金化溶融亜鉛めっき鋼板。
(2) The depth of the region containing Sn or Sn and Cu of the steel plate base material is within 1 μm of the surface layer of the steel plate base material, and has excellent plating adhesion as described in (1) above Alloyed hot-dip galvanized steel sheet.
(3)前記鋼板母材の表層が含有するCu、及び、Snの含有量が、質量%で、それぞれCu:0.01〜0.2%、及び、Sn:0.01〜0.2%であることを特徴とする上記(1)又は(2)に記載のめっき密着性に優れた合金化溶融亜鉛めっき鋼板。 (3) The contents of Cu and Sn contained in the surface layer of the steel plate base material are mass%, and Cu: 0.01 to 0.2% and Sn: 0.01 to 0.2%, respectively. The alloyed hot-dip galvanized steel sheet having excellent plating adhesion as described in (1) or (2) above.
(4) 前記亜鉛めっき層中に、質量%で、Sn:0.01〜1.0%、又はSn:0.01〜1.0%と、Cu:0.01〜1.0%を含有することを特徴とする(1)〜(3)のいずれかに記載のめっき密着性に優れた合金化溶融亜鉛めっき鋼板。
(4) The galvanized layer contains Sn: 0.01 to 1.0%, or Sn: 0.01 to 1.0%, and Cu: 0.01 to 1.0% by mass. An alloyed hot-dip galvanized steel sheet excellent in plating adhesion according to any one of (1) to (3).
(5)前記亜鉛めっき層中のCu、及び、Snの含有量が、質量%で、それぞれ、Cu:0.01〜0.2%、及び、Sn:0.01〜0.2%であることを特徴とする上記(4)に記載のめっき密着性に優れた合金化溶融亜鉛めっき鋼板。 (5) The contents of Cu and Sn in the galvanized layer are mass%, and are Cu: 0.01 to 0.2% and Sn: 0.01 to 0.2%, respectively. The alloyed hot-dip galvanized steel sheet having excellent plating adhesion as described in (4) above.
本発明の合金化溶融亜鉛めっき鋼板は、鋼板母材の表層近傍、及び、めっき層中に、Sn、又はSnとCuを含有することにより、強加工時にも、めっき密着性を確保することが可能なものであり、自動車の外板や構造部材等の用途に、極めて有効なものである。
The alloyed hot-dip galvanized steel sheet according to the present invention can ensure plating adhesion even during strong processing by containing Sn or Sn and Cu in the vicinity of the surface layer of the steel sheet base metal and in the plating layer. It is possible and is extremely effective for applications such as automobile outer plates and structural members.
以下、本発明を詳細に説明する。 Hereinafter, the present invention will be described in detail.
まず、上記(1)において、鋼中成分を限定している理由を説明する。 First, the reason for limiting the components in steel in (1) above will be described.
鋼板母材中のC含有量を0.001〜0.3質量%の範囲に規定しているのは、0.001質量%未満とすることは、経済的に不利となる恐れがあり、一方、溶接性を保持することが可能な上限として、0.3質量%が好ましいからである。 The C content in the steel plate base material is regulated in the range of 0.001 to 0.3% by mass, and if it is less than 0.001% by mass, it may be economically disadvantageous, This is because 0.3% by mass is preferable as the upper limit capable of maintaining weldability.
鋼板母材中のSi含有量を0.001〜3.0質量%の範囲に限定しているのは、0.001質量%未満とすることは、経済的に不利となる恐れがあり、一方、溶接性を保持することが可能な上限として、3.0質量%が好ましいからである。 The Si content in the steel plate base material is limited to the range of 0.001 to 3.0% by mass, and if it is less than 0.001% by mass, it may be economically disadvantageous, This is because 3.0% by mass is preferable as the upper limit capable of maintaining weldability.
鋼板母材中のMn含有量を0.1〜3.0質量%の範囲に限定しているのは、0.1質量%未満とすることは、経済的に不利となる恐れがあり、一方、上限を3.0質量%としたのは、これを上回る添加は、鋼板の延性に悪影響を及ぼす恐れがあるためである。 The reason why the Mn content in the steel plate base material is limited to the range of 0.1 to 3.0% by mass is to be less than 0.1% by mass, which may be economically disadvantageous. The reason why the upper limit is set to 3.0% by mass is that addition exceeding the upper limit may adversely affect the ductility of the steel sheet.
鋼板母材中のAl含有量を0.001〜2.0質量%の範囲に限定しているのは、0.001質量%未満とすることは、経済的に不利となる恐れがあり、一方、2.0質量%を超えると、溶接性を悪化させる恐れがあるためである。 The reason for limiting the Al content in the steel sheet base metal to the range of 0.001 to 2.0 mass% is that it may be economically disadvantageous to be less than 0.001 mass%. If the content exceeds 2.0 mass%, the weldability may be deteriorated.
鋼板母材中のP含有量を0.0001〜0.3質量%の範囲に限定しているのは、0.0001質量%未満とするのは、コスト的に不利となる恐れがあり、一方、0.3質量%を超えると、溶接性を悪化させる恐れがあるためである。 The P content in the steel plate base metal is limited to the range of 0.0001 to 0.3% by mass, and if it is less than 0.0001% by mass, there is a risk that it may be disadvantageous in terms of cost. If it exceeds 0.3 mass%, the weldability may be deteriorated.
鋼板母材中のS含有量を0.0001〜0.1質量%の範囲に限定しているのは、0.0001質量%未満とするのは、コスト的に不利となる恐れがあり、一方、0.1質量%を超えると、溶接性を悪化させる恐れがあるためである。 The S content in the steel plate base material is limited to the range of 0.0001 to 0.1% by mass, and if it is less than 0.0001% by mass, there is a risk that it may be disadvantageous in cost. If it exceeds 0.1 mass%, the weldability may be deteriorated.
鋼板母在中のN含有量を0.0001〜0.007質量%の範囲に限定しているのは、0.0001質量%未満とするのは、コスト的に不利となる恐れがあり、一方、0.007質量%を超えると、加工性が低下する恐れがあるからである。 The N content in the base of the steel plate is limited to the range of 0.0001 to 0.007% by mass, and if it is less than 0.0001% by mass, there is a risk that it may be disadvantageous in cost. If it exceeds 0.007 mass%, the workability may be lowered.
上記(1)において、亜鉛めっき層中のFe含有量を5.0〜20.0質量%の範囲に限定しているのは、5.0質量%未満では、スポット溶接性が劣るからであり、一方、20.0質量%を超えると、Γ相の厚さが厚くなりすぎて、本発明で規定しているような鋼板母材及びめっき層の構造としても、めっき密着性の確保が困難となるからである。 In the above (1), the reason why the Fe content in the galvanized layer is limited to the range of 5.0 to 20.0% by mass is that spot weldability is inferior at less than 5.0% by mass. On the other hand, if it exceeds 20.0% by mass, the thickness of the Γ phase becomes too thick, and it is difficult to ensure the plating adhesion even in the structure of the steel plate base material and the plating layer as defined in the present invention. Because it becomes.
めっき層中のAl含有量を0.01〜0.5質量%の範囲に限定しているのは、めっき層中にAlを0.01質量%以上含有させることにより、過剰なζ相とΓ相の生成を抑制することができるからである。一方、0.5質量%を超えてAlを添加すると、Alがめっき層表面に濃化して、スポット溶接性を悪化させる。そのため、上限を0.5質量%とした。 The reason why the Al content in the plating layer is limited to the range of 0.01 to 0.5% by mass is that by containing 0.01% by mass or more of Al in the plating layer, excess ζ phase and Γ This is because the generation of phases can be suppressed. On the other hand, when Al is added exceeding 0.5% by mass, Al is concentrated on the surface of the plating layer to deteriorate spot weldability. Therefore, the upper limit is set to 0.5% by mass.
めっき層中のFe及びAlの濃度を測定するには、めっき層を酸で溶解し、溶解液を化学分析する方法を用いればよい。例えば、30mm×40mmに切断した合金化溶融亜鉛めっき鋼板について、インヒビタを添加した5%HCl水溶液で、鋼板母材の溶出を抑制しながら、めっき層のみを溶解し、溶解液をICP発光して得られた信号強度と、濃度既知溶液から作成した検量線から、Fe及びAlの含有量を定量する方法を用いればよい。 In order to measure the concentration of Fe and Al in the plating layer, a method of dissolving the plating layer with an acid and chemically analyzing the solution may be used. For example, an alloyed hot-dip galvanized steel sheet cut to 30 mm × 40 mm is dissolved with a 5% HCl aqueous solution to which an inhibitor is added while only the plating layer is dissolved while suppressing dissolution of the steel sheet base material, and the solution is subjected to ICP light emission. A method of quantifying the content of Fe and Al from the obtained signal intensity and a calibration curve created from a solution having a known concentration may be used.
めっき付着量については、特に制約はないが、耐食性の観点から、片面付着量で、5g/m2以上が望ましい。また、めっき密着性を確保するとの観点からは、片面付着量で、100g/m2を超えないことが望ましい。 Although there is no restriction | limiting in particular about the plating adhesion amount, From a corrosion-resistant viewpoint, 5 g / m < 2 > or more is desirable by the single-sided adhesion amount. Further, from the viewpoint of securing plating adhesion, it is desirable that the amount of adhesion on one side does not exceed 100 g / m 2 .
本発明の溶融亜鉛めっき鋼板上に、塗装性や、溶接性を改善する目的で、上層めっきを施すことや、各種の処理、例えば、クロメート処理、非クロメート処理、りん酸塩処理、潤滑性向上処理、溶接性向上処理等を施すことは、本発明を逸脱するものではない。 On the hot dip galvanized steel sheet of the present invention, for the purpose of improving paintability and weldability, it is possible to perform upper layer plating, various treatments such as chromate treatment, non-chromate treatment, phosphate treatment, lubricity improvement. It is not deviated from the present invention to perform processing, weldability improvement processing, and the like.
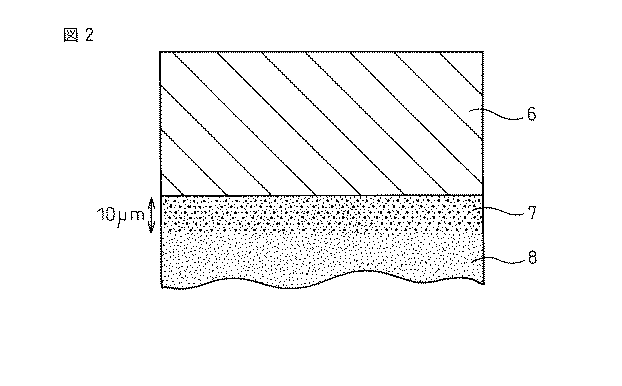
本発明の合金化溶融亜鉛めっき鋼板は、鋼板母材の表層に、Sn、又はSnとCuを含有させることにより、めっき密着性を向上させている。本発明の合金化溶融亜鉛めっき鋼板の断面構造の一例を、模式的に、図2に示す。
The alloyed hot-dip galvanized steel sheet of the present invention is improved in plating adhesion by containing Sn or Sn and Cu in the surface layer of the steel sheet base material. An example of the cross-sectional structure of the galvannealed steel sheet of the present invention is schematically shown in FIG.
鋼板母材の表層に、Sn、又はSnとCuを含有させることにより、めっき密着性が向上するのは、CuやSnが、鋼板母材の粒界に偏析し、加工時に、鋼板母材表層の粒界が脆化して割れることにより、Γ相内に集中した応力を緩和して、Γ相を起点とする割れが生じ難くなるからであると考えられる。
By including Sn or Sn and Cu in the surface layer of the steel plate base material, the plating adhesion is improved because Cu and Sn segregate at the grain boundaries of the steel plate base material, and during processing, the steel plate base material surface layer This is considered to be because the grain boundaries of the steel become brittle and cracked, so that stress concentrated in the Γ phase is relaxed and cracks starting from the Γ phase are less likely to occur.
即ち、鋼板母材の表層に、Sn、又はSnとCuを含有させることにより、特に、耐パウダリング性を向上させることができる。
That is, the powdering resistance can be particularly improved by adding Sn or Sn and Cu to the surface layer of the steel plate base material.
鋼板母材表層のSn、又はSnとCuの含有量を、質量%で、それぞれ、Cu:0.01〜1.0%、及び、Sn:0.01〜1.0%としたのは、Cu及び/又はSnを0.01%以上含有させることにより、めっき密着性を向上させる効果が現れるからであり、一方、1.0%を超えて含有させると、逆に、鋼板母材表層の粒界同士の密着力が弱くなり、加工時に、母材ごと、めっき層が剥離する恐れがあるからである。また、鋼板母材の割れの程度がひどくなり、プレス割れ等の恐れがあるからである。
The content of Sn or Sn and Cu in the surface layer of the steel plate base material was, in mass%, Cu: 0.01 to 1.0% and Sn: 0.01 to 1.0%, This is because the effect of improving the plating adhesion appears by containing 0.01% or more of Cu and / or Sn. On the other hand, if the content exceeds 1.0%, conversely, This is because the adhesion between the grain boundaries is weakened, and the plating layer may be peeled off together with the base material during processing. In addition, the degree of cracking of the steel plate base metal becomes so severe that there is a risk of press cracking or the like.
鋼板母材の表層がSn、又はSnとCuを含有している領域を、10μm以内と規定したのは、10μm超の領域にSn、又はSnとCuを含んでいても、めっき密着性を向上させる効果が飽和するばかりか、鋼板母材の材質、特に、延性に悪影響を及ぼすからである。延性の低下が著しい場合には、プレス割れを起こすこともある。
A region where the surface layer of the steel sheet base material contains a Sn, or Sn and Cu, were defined within a 10μm also include a 10μm greater area Sn, or Sn and Cu, improve coating adhesion This is because not only the effect of saturating is saturated, but also the material of the steel plate base metal, particularly the ductility, is adversely affected. If the ductility is significantly reduced, press cracks may occur.
本発明の合金化溶融亜鉛めっき鋼板の鋼板母材は、表層以外は、Cu及びSnを、意図的には含有させていない。しかし、スクラップ等から不可避的に混入するトランプエレメントとしてのCu及び/又はSnは、鋼板母材の材質に悪影響を及ぼさない程度、即ち、Cu:0.01質量%未満、Sn:0.01質量%未満であれば、含有していても構わない。 The steel plate base material of the galvannealed steel plate of the present invention does not intentionally contain Cu and Sn except for the surface layer. However, Cu and / or Sn as a trump element inevitably mixed from scrap or the like does not adversely affect the material of the steel plate base material, that is, Cu: less than 0.01 mass%, Sn: 0.01 mass If it is less than%, it may be contained.
鋼板母材の表層の、Sn、又はSnとCuの含有量、及び、含有している領域を確認するには、めっき鋼板の断面から組織観察を行い、鋼板母材の表層を断面から組成分析すればよい。
In order to confirm the Sn or Sn and Cu contents and the contained region of the surface layer of the steel plate base material, the structure is observed from the cross section of the plated steel plate, and the composition analysis of the surface layer of the steel plate base material is performed from the cross section. do it.
例えば、めっき鋼板を樹脂に埋め込んで、断面を鏡面研磨した後、電解放出型走査型電子顕微鏡(FE−SEM)により観察する方法と、エネルギー分散型X線検出器(EDX)により組成分析を行う方法が挙げられる。 For example, after embedding a plated steel plate in resin and mirror-polishing the cross section, the composition is analyzed by a method using an electron emission scanning electron microscope (FE-SEM) and an energy dispersive X-ray detector (EDX). A method is mentioned.
EDXで分析すれば、鋼板母材の表層におけるCu及びSnの濃度、また、その存在している深さを確認することができる。 If it analyzes by EDX, the density | concentration of Cu and Sn in the surface layer of a steel plate base material, and the depth which exists can be confirmed.
CuやSnを鋼板母材の表層に含有させるには、CuやSnを、鋼板母材以外から供給する必要がある。 In order to contain Cu or Sn in the surface layer of the steel plate base material, it is necessary to supply Cu or Sn from other than the steel plate base material.
冷間圧延後の鋼板を、連続焼鈍ライン(CAPL)にて700〜900℃で焼鈍した後、酸洗した後に、鋼板表面に、Sn、又はSnとCuを付着させ、その後、CGLに通板して、焼鈍炉で600〜700℃で焼鈍して、Sn、又はSnとCuを、鋼板母材表層に加熱拡散させ、その後、通常のめっき、合金化処理を行うことにより、鋼板母材の表層に、Sn、又はSnとCuを含有させた合金化溶融亜鉛めっき鋼板を製造することができる。
The steel sheet after cold rolling is annealed at 700 to 900 ° C. in a continuous annealing line (CAPL), pickled, and then Sn or Sn and Cu are attached to the steel sheet surface, and then passed through CGL. Then, annealing is performed at 600 to 700 ° C. in an annealing furnace, Sn or Sn and Cu are heated and diffused in the surface layer of the steel plate base material, and thereafter, normal plating and alloying treatment are performed, so that the steel plate base material An alloyed hot-dip galvanized steel sheet containing Sn or Sn and Cu in the surface layer can be produced.
CGL通板前に、鋼板表面にSn、又はSnとCuを付着させる方法としては、電気めっき、無電解めっき、気相めっき、などが考えられるが、その方法は、特に限定されるものではない。
As a method for adhering Sn or Sn and Cu to the steel plate surface before passing the CGL, electroplating, electroless plating, vapor phase plating, and the like can be considered, but the method is not particularly limited.
鋼板母材の表層にSn、又はSnとCuを含有している領域を、10μm以内に制御するには、鋼板表面にSn、又はSnとCuを付着させた後、CGLで、600〜700℃で焼鈍する際の焼鈍時間を、120秒以内とすればよい。
In order to control the region containing Sn or Sn and Cu on the surface layer of the steel plate base material within 10 μm, Sn or Sn and Cu are attached to the steel plate surface, and then CGL is used at 600 to 700 ° C. The annealing time when annealing is performed within 120 seconds.
鋼板母材の表層のCu、及び、Snの含有量を、質量%で、それぞれ、Cu:0.01〜1.0%、及び、Sn:0.01〜1.0%とするには、CGL通板前に、鋼板表面に付着させるCu、及び、Snの付着量を、それぞれ、Cu:0.01〜1.0g/m2、及び、Sn:0.01〜1.0g/m2とすればよい。 To make the Cu and Sn contents of the surface layer of the steel plate base material in mass%, Cu: 0.01 to 1.0% and Sn: 0.01 to 1.0%, Prior to CGL passing, the amount of Cu and Sn deposited on the steel plate surface was Cu: 0.01 to 1.0 g / m 2 and Sn: 0.01 to 1.0 g / m 2 , respectively. do it.
上記(2)において、鋼板母材がSn、又はSnとCuを含有している領域が、鋼板母材表面から1μm以内であると限定したのは、1μm以内とすることで、めっき密着性の向上効果が、特に高まるからである。
In the above (2), the region where the steel plate base material contains Sn or Sn and Cu is limited to within 1 μm from the surface of the steel plate base material. This is because the improvement effect is particularly enhanced.
上記(3)において、鋼板母材が表層近傍に含有しているCu、及び、Snの含有量を、質量%で、それぞれ、Cu:0.01〜0.2%、及び、Sn:0.01〜0.2%に限定したのは、Cu及びSnの含有量を、0.01〜0.2%の範囲とすることで、めっき密着性を向上させる効果が、特に高くなるからである。 In the above (3), the contents of Cu and Sn contained in the vicinity of the surface layer of the steel plate base material are expressed in terms of mass%, Cu: 0.01 to 0.2%, and Sn: 0.00. The reason for limiting the content to 01 to 0.2% is that the effect of improving the plating adhesion is particularly enhanced by setting the content of Cu and Sn in the range of 0.01 to 0.2%. .
上記(4)において、亜鉛めっき層中に、Sn、又はSnとCuを含有するとしたのは、鋼板母材に加え、亜鉛めっき層中にも、Sn、又はSnとCuを含有させることにより、めっき密着性の向上効果、特に、耐フレーキング性がさらに高まるからである。
In the above (4), it is assumed that Sn or Sn and Cu are contained in the galvanized layer. In addition to the steel plate base material, Sn or Sn and Cu are contained in the galvanized layer. This is because the effect of improving the plating adhesion, particularly the flaking resistance, is further enhanced.
その理由としては、めっき層の表層に存在しているζ相に、CuやSnが固溶することにより、ζ相の硬度が上昇し、プレス成形時に、金型との滑り性がよくなるからであると考えられる。 The reason is that the hardness of the ζ phase increases due to the solid solution of Cu and Sn in the ζ phase existing in the surface layer of the plating layer, and the slipperiness with the mold is improved during press molding. It is believed that there is.
Sn、又はSnとCuは、ζ相のみに濃化しているのではなく、δ相、Γ1相、及び/又は、Γ相中にも固溶し、めっき層全体に均一に分布しているものと考えられる。
Sn, or Sn and Cu , is not concentrated only in the ζ phase, but also dissolves in the δ phase, Γ 1 phase, and / or Γ phase, and is uniformly distributed throughout the plating layer. It is considered a thing.
亜鉛めっき層中のCu、及び、Snの含有量を、質量%で、それぞれ、Cu:0.01〜1.0%、及び、Sn:0.01〜1.0%と規定したのは、Cu及び/又はSnを0.01%以上含有させることにより、めっき密着性を向上させる効果が現れるからであり、一方、1.0%超含有させても、その効果が飽和するばかりか、めっき層の硬度が上昇しすぎて、密着性が低下する恐れがあるからである。 The contents of Cu and Sn in the galvanized layer were specified in terms of mass% as Cu: 0.01 to 1.0% and Sn: 0.01 to 1.0%, respectively. This is because by containing 0.01% or more of Cu and / or Sn, the effect of improving the plating adhesion appears. On the other hand, the inclusion of more than 1.0% not only saturates the effect, but also plating. This is because the hardness of the layer is excessively increased and the adhesion may be decreased.
めっき層中のCu及びSnの含有量を確認するには、前述した、めっき層中のFe及びAlの濃度を測定する方法と同様の方法、即ち、めっき層を酸で溶解し、溶解液を化学分析する方法を用いればよい。 In order to confirm the contents of Cu and Sn in the plating layer, the same method as the method for measuring the concentration of Fe and Al in the plating layer described above, ie, dissolving the plating layer with an acid, A chemical analysis method may be used.
鋼板母材に加えて、めっき層中にもSn、又はSnとCuを含有させるには、鋼板母材の表層近傍にSn、又はSnとCuを含有させるのと同様に、CAPLで焼鈍後、CGLの通板前に、Sn、又はSnとCuを鋼板母材表面に付着させればよいが、CGLでの焼鈍温度を低くする必要がある。即ち、焼鈍温度が高いと、Sn、又はSnとCuが、全て、鋼板母材中に拡散しまうからである。
In addition to the plate matrix, the well is contained Sn, or Sn and Cu in the plating layer, similar to the inclusion of the vicinity of the surface layer to the Sn, or Sn and Cu of the plate matrix, after annealing in CAPL, Before passing CGL, Sn or Sn and Cu may be attached to the surface of the steel plate base material, but it is necessary to lower the annealing temperature in CGL. That is, when the annealing temperature is high, Sn or Sn and Cu are all diffused into the steel plate base material.
CGLにおいて、400〜500℃にて120秒以内で焼鈍することによって、鋼板表面に、未拡散のSn、又はSnとCuを残存させ、その状態で、めっき、合金化を行うことにより、鋼板母材に加えて、めっき層中にも、Sn、又はSnとCuを含有させた合金化溶融亜鉛めっき鋼板を製造することができる。
In CGL, annealing is performed at 400 to 500 ° C. within 120 seconds to leave undiffused Sn or Sn and Cu on the surface of the steel sheet, and in this state, plating and alloying are performed. In addition to the material, an alloyed hot-dip galvanized steel sheet containing Sn or Sn and Cu can also be produced in the plating layer.
上記(5)において、亜鉛めっき層が含有しているSn、又はSnとCuの含有量を、質量%で、それぞれ、Cu:0.01〜0.2%、及び、Sn:0.01〜0.2%に限定したのは、Cu及びSnの含有量を、0.01〜0.2質量%の範囲とすることで、めっき密着性を向上させる効果が、特に高くなるからである。
In the above (5), the contents of Sn or Sn and Cu contained in the galvanized layer are in mass%, Cu: 0.01 to 0.2%, and Sn: 0.01 to The reason for limiting to 0.2% is that the effect of improving the plating adhesion is particularly enhanced by setting the contents of Cu and Sn in the range of 0.01 to 0.2% by mass.
以下、実施例により本発明を具体的に説明するが、本発明は本実施例に限定されるものではない。 EXAMPLES Hereinafter, the present invention will be specifically described with reference to examples, but the present invention is not limited to the examples.
表1に示す組成からなるスラブを1150〜1200℃に加熱し、仕上げ温度900〜930℃で熱間圧延をして、厚さ4mmの熱間圧延鋼帯とし、580〜680℃で巻き取った。酸洗後、冷間圧延を施して、厚さ1.0mmの冷間圧延鋼帯とした後、CAPLに通板して700〜900℃で焼鈍した。 A slab having the composition shown in Table 1 was heated to 1150 to 1200 ° C. and hot-rolled at a finishing temperature of 900 to 930 ° C. to form a hot-rolled steel strip having a thickness of 4 mm and wound at 580 to 680 ° C. . After pickling, cold rolling was performed to obtain a cold-rolled steel strip having a thickness of 1.0 mm, followed by passing through CAPL and annealing at 700 to 900 ° C.
その後、酸洗を施し、表2及び表3に示す付着量で、Cu、Snを電気めっきによって付着させ、CGLの焼鈍工程において、N2―5vol%H2の雰囲気中で、表2及び表3に示すような条件で、焼鈍後、浴中Al濃度0.1〜0.2質量%、浴温450〜465℃のめっき浴に3〜10秒浸漬し、その後、460〜580℃で10〜200秒間、合金化した。 Thereafter, pickling is performed, and Cu and Sn are attached by electroplating in the amounts shown in Tables 2 and 3, and in the annealing process of CGL, in an atmosphere of N 2 -5 vol% H 2 , Tables 2 and 3 is immersed in a plating bath having an Al concentration of 0.1 to 0.2% by mass in the bath and a bath temperature of 450 to 465 ° C. for 3 to 10 seconds after annealing, and then 10 to 460 to 580 ° C. Alloyed for ~ 200 seconds.
めっき層中のFe濃度、Al濃度、Cu濃度、及び、Sn濃度は、前述のように、インヒビタを添加した5%HCl水溶液でめっき層のみを溶解し、溶解液をICP発光分析することにより測定した。 As described above, the Fe concentration, Al concentration, Cu concentration, and Sn concentration in the plating layer are measured by dissolving only the plating layer with a 5% HCl aqueous solution to which an inhibitor is added and analyzing the solution by ICP emission spectrometry. did.
鋼板母材表層のCu濃度、Sn濃度、及び、存在深さは、前述のように、めっき鋼板を樹脂に埋め込んで、断面を鏡面研磨した後、FE−SEMによる観察と、EDXによる組成分析により、測定した。 As described above, the Cu concentration, the Sn concentration, and the existence depth of the surface layer of the steel plate are embedded by embedding the plated steel plate in the resin, and the cross section is mirror-polished, then observed by FE-SEM and composition analysis by EDX. ,It was measured.
耐パウダリング性の評価は、45°V曲げ試験により、行った。評価面が、曲げの内側に来るように、先端の曲率半径が1mmである金型を用いて、60°に曲げ加工し、曲げ部内側にテープを貼り、テープを引き剥がした。テープと共に剥離しためっき層の剥離状況から、5点満点で耐パウダリング性を評価した。 The powdering resistance was evaluated by a 45 ° V bending test. Using a mold having a curvature radius of 1 mm at the tip so that the evaluation surface comes to the inside of the bend, bending was performed at 60 °, a tape was applied to the inside of the bent portion, and the tape was peeled off. From the peeling state of the plating layer peeled off with the tape, the powdering resistance was evaluated from 5 points.
評点付けは、5点:剥離幅2mm未満、4点:剥離幅2mm以上3mm未満、3点:剥離幅3mm以上5mm未満、2点:剥離幅5mm以上7mm未満、1点:剥離幅7mm以上とし、2点以上を合格とした。 Rating: 5 points: peeling width less than 2 mm, 4 points: peeling width of 2 mm or more and less than 3 mm, 3 points: peeling width of 3 mm or more and less than 5 mm, 2 points: peeling width of 5 mm or more and less than 7 mm, 1 point: peeling width of 7 mm or more Two or more points were accepted.
耐フレーキング性の評価は、ドロービード試験により、行った。ドロービード試験には、凸部先端の曲率半径が1mmの凸金型と、凹部肩の曲率半径が1mm、凹部深さが3mmである凹金型を組み合わせて用い、サンプルサイズ30×300mmの鋼板に対して、押し付け加重500kgf、引き抜き速度200mm/min、引き抜き距離50mmでドロービード試験した。その後、ビード通過面にテープを張り、テープを引き剥がした。 The evaluation of anti-flaking property was performed by a draw bead test. In the draw bead test, a convex mold having a curvature radius of 1 mm at the tip of the convex part and a concave mold having a curvature radius of the shoulder of the concave part of 1 mm and a concave part depth of 3 mm were used in combination on a steel plate having a sample size of 30 × 300 mm. On the other hand, a draw bead test was performed at a pressing load of 500 kgf, a drawing speed of 200 mm / min, and a drawing distance of 50 mm. Thereafter, a tape was applied to the bead passage surface, and the tape was peeled off.
剥離前後の重量差から、テープと共に剥離しためっき層の重量を求め、その剥離量によって、5点満点で耐フレーキング性を評価した。 From the weight difference before and after peeling, the weight of the plating layer peeled together with the tape was determined, and the flaking resistance was evaluated based on the amount of peeling, with a maximum of 5 points.
評点付けは、5点:剥離量2g/m2未満、4点:2以上4未満、3点:4以上8未満、2点:8以上12未満、1点:剥離量12g/m2以上とし、2点以上を合格とした。 Rating: 5 points: peel amount less than 2 g / m 2 , 4 points: 2 to less than 4, 3 points: 4 to less than 8, 2 points: 8 to less than 12, 1 point: peel amount of 12 g / m 2 or more Two or more points were accepted.
鋼板母材の加工後の割れの有無は、45°V曲げ試験後、及び、ドロービード試験後のサンプルを目視で確認することにより行った。鋼板母材が破断したもの、又は、目視で確認できるほど割れが生じたものを×、目視では鋼板割れが確認できなかったものを○とし、○を合格とした。 The presence or absence of cracks after the processing of the steel plate base material was performed by visually confirming samples after the 45 ° V bending test and after the draw bead test. The case where the steel plate base material was broken or the case where cracks were generated to the extent that it could be visually confirmed was evaluated as x.
評価結果を、表4及び表5に示す。表4及び表5より、本発明例は、全て、めっき密着性の評価が合格レベルを満たしている。本発明の範囲を満たさない比較例は、いずれも、めっき密着性の評価が低い。 The evaluation results are shown in Tables 4 and 5. From Tables 4 and 5, in all of the examples of the present invention, the evaluation of plating adhesion satisfies the pass level. All of the comparative examples not satisfying the scope of the present invention have a low evaluation of plating adhesion.
1 ζ相(Zn13Fe)
2 δ1相(Zn7Fe)
3 Γ1相(Zn21Fe5)
4 Γ相(Zn10Fe3)
5 鋼板母材
6 合金化溶融亜鉛めっき層
7 鋼板母材の表層に、Cu、Snの1種又は2種を含有している領域
8 鋼板母材
1 ζ phase (Zn 13 Fe)
2 δ 1 phase (Zn 7 Fe)
3 Γ 1 phase (Zn 21 Fe 5 )
4 Γ phase (Zn 10 Fe 3 )
5 Steel
Claims (5)
C:0.001〜0.3%、
Si:0.001〜3.0%、
Mn:0.1〜3.0%、
Al:0.001〜2.0%、
P:0.0001〜0.3%、
S:0.0001〜0.1%、
N:0.0001〜0.007%
を含有し、残部がFe及び不可避的不純物からなる鋼板母材の表面に、質量%で、
Fe:5.0〜20.0%、
Al:0.01〜0.5%
残部がZn及び不可避的不純物からなる亜鉛めっき層を有する合金化溶融亜鉛めっき鋼板であって、鋼板母材の表層10μm以内の領域に、質量%で、
Sn:0.01〜1.0%、又は、
Sn:0.01〜1.0%と、Cu:0.01〜1.0%を含有する
ことを特徴とするめっき密着性に優れた合金化溶融亜鉛めっき鋼板。 % By mass
C: 0.001 to 0.3%,
Si: 0.001 to 3.0%,
Mn: 0.1 to 3.0%
Al: 0.001 to 2.0%,
P: 0.0001 to 0.3%,
S: 0.0001 to 0.1%,
N: 0.0001 to 0.007%
On the surface of the steel plate base material, the balance being Fe and inevitable impurities, in mass%,
Fe: 5.0 to 20.0%,
Al: 0.01 to 0.5%
The balance is an alloyed hot-dip galvanized steel sheet having a galvanized layer composed of Zn and inevitable impurities, and in a region within 10 μm of the surface layer of the steel sheet base material, in mass%,
Sn: 0.01 to 1.0%, or
An alloyed hot-dip galvanized steel sheet excellent in plating adhesion, characterized by containing Sn: 0.01 to 1.0% and Cu: 0.01 to 1.0% .
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008206120A JP5320899B2 (en) | 2008-08-08 | 2008-08-08 | Alloyed hot-dip galvanized steel sheet with excellent plating adhesion |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008206120A JP5320899B2 (en) | 2008-08-08 | 2008-08-08 | Alloyed hot-dip galvanized steel sheet with excellent plating adhesion |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010043296A JP2010043296A (en) | 2010-02-25 |
| JP5320899B2 true JP5320899B2 (en) | 2013-10-23 |
Family
ID=42014897
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008206120A Expired - Fee Related JP5320899B2 (en) | 2008-08-08 | 2008-08-08 | Alloyed hot-dip galvanized steel sheet with excellent plating adhesion |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5320899B2 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20210024676A (en) * | 2017-12-19 | 2021-03-05 | 아르셀러미탈 | Method of a hot-dip coated steel substrate |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101329925B1 (en) * | 2011-08-26 | 2013-11-14 | 주식회사 포스코 | High manganese steel having good adhesiveness of coating layer and method for manufacturing galvanized steel therefrom |
| WO2023132244A1 (en) * | 2022-01-06 | 2023-07-13 | 日本製鉄株式会社 | Welded joint |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0651903B2 (en) * | 1990-01-30 | 1994-07-06 | 新日本製鐵株式会社 | Method for producing zinc or zinc-based alloy hot-dip steel sheet with high sliding resistance |
| JPH11293438A (en) * | 1998-04-07 | 1999-10-26 | Nippon Steel Corp | High tensile strength galvannealed steel sheet and its production |
| JP2000119832A (en) * | 1998-10-16 | 2000-04-25 | Nippon Steel Corp | Hot dip galvanized steel sheet excellent in plating adhesion |
| JP4299429B2 (en) * | 2000-01-21 | 2009-07-22 | 新日本製鐵株式会社 | Method for producing high-tensile molten Zn-Al alloy-plated steel sheet |
| JP3716718B2 (en) * | 2000-07-31 | 2005-11-16 | 住友金属工業株式会社 | Alloyed hot-dip galvanized steel sheet and manufacturing method thereof |
| JP3598087B2 (en) * | 2001-10-01 | 2004-12-08 | 新日本製鐵株式会社 | High-strength galvannealed steel sheet with excellent workability and method for producing the same |
| JP2004124187A (en) * | 2002-10-03 | 2004-04-22 | Sumitomo Metal Ind Ltd | High-strength hot dip galvanized steel sheet having excellent adhesion property and weldability |
-
2008
- 2008-08-08 JP JP2008206120A patent/JP5320899B2/en not_active Expired - Fee Related
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20210024676A (en) * | 2017-12-19 | 2021-03-05 | 아르셀러미탈 | Method of a hot-dip coated steel substrate |
| KR102308582B1 (en) * | 2017-12-19 | 2021-10-05 | 아르셀러미탈 | Method of a hot-dip coated steel substrate |
| US11674209B2 (en) | 2017-12-19 | 2023-06-13 | Arcelormittal | Hot-dip coated steel substrate |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2010043296A (en) | 2010-02-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6836600B2 (en) | Hot stamping material | |
| JP5879390B2 (en) | Hot-pressed galvanized steel sheet with excellent surface characteristics, hot-press formed parts using the same, and manufacturing method thereof | |
| KR101707984B1 (en) | HOT-DIP Al-Zn COATED STEEL SHEET | |
| JP5834002B2 (en) | Hot-dip coating method for flat steel products containing 2 to 35% by weight of Mn and flat steel products | |
| JP4457667B2 (en) | Surface-treated steel sheet | |
| KR101636443B1 (en) | HOT-DIP Al-Zn COATED STEEL SHEET AND METHOD FOR MANUFACTURING THE SAME | |
| CA2904131C (en) | Hot-dip zinc alloy coated steel sheet excellent in coating adhesion, and method for producing the same | |
| JP5513216B2 (en) | Method for producing galvannealed steel sheet | |
| JP2020509205A (en) | Hot-dip aluminum-plated steel excellent in corrosion resistance and workability and method for producing the same | |
| KR20150075291A (en) | Galvanized steel sheet having excellent resistance to crack by liquid metal embrittlement | |
| WO2012053694A1 (en) | Galvanized steel sheet having excellent coatability, coating adhesion, and spot weldability, and method for manufacturing same | |
| JP5392116B2 (en) | Alloyed hot-dip galvanized steel sheet and method for producing the same | |
| JP5320899B2 (en) | Alloyed hot-dip galvanized steel sheet with excellent plating adhesion | |
| JP4720618B2 (en) | Alloyed hot-dip galvanized steel sheet and method for producing the same | |
| JP2007270176A (en) | Hot-dip galvannealed steel sheet excellent in surface appearance and adhesion to plated layer | |
| JP6205759B2 (en) | High-strength galvannealed steel sheet with excellent plating adhesion | |
| WO2022014645A1 (en) | Hot stamped member and manufacturing method therefor | |
| EP4215294A1 (en) | Hot-pressed member, steel sheet for hot-pressing, and methods for producing same | |
| WO2021039973A9 (en) | Hot stamp molded body | |
| JP2011001611A (en) | Steel sheet excellent in delayed fracture resistance, and method for producing the same | |
| JP5625442B2 (en) | High-strength steel sheet with a tensile strength of 1180 MPa or more with excellent delayed fracture resistance | |
| KR101188065B1 (en) | Galvanized steel sheet having excellent coating adhesion and spot weldability and method for manufacturing the same | |
| JP5644059B2 (en) | Alloyed hot-dip galvanized steel sheet and method for producing the same | |
| JP7243949B1 (en) | hot pressed parts | |
| JP5728827B2 (en) | Alloyed hot-dip galvanized steel sheet and method for producing the same |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100810 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120921 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121023 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121220 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130326 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130527 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130618 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130701 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5320899 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| LAPS | Cancellation because of no payment of annual fees |