JP5293326B2 - Insulator-coated soft magnetic powder, granulated powder, method for producing insulator-coated soft magnetic powder, dust core and magnetic element - Google Patents
Insulator-coated soft magnetic powder, granulated powder, method for producing insulator-coated soft magnetic powder, dust core and magnetic element Download PDFInfo
- Publication number
- JP5293326B2 JP5293326B2 JP2009075206A JP2009075206A JP5293326B2 JP 5293326 B2 JP5293326 B2 JP 5293326B2 JP 2009075206 A JP2009075206 A JP 2009075206A JP 2009075206 A JP2009075206 A JP 2009075206A JP 5293326 B2 JP5293326 B2 JP 5293326B2
- Authority
- JP
- Japan
- Prior art keywords
- core
- soft magnetic
- powder
- insulating material
- insulator
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000000843 powder Substances 0.000 title claims abstract description 118
- 239000006247 magnetic powder Substances 0.000 title claims abstract description 83
- 239000000428 dust Substances 0.000 title claims abstract description 73
- 239000012212 insulator Substances 0.000 title claims abstract description 44
- 238000004519 manufacturing process Methods 0.000 title claims description 18
- 239000002245 particle Substances 0.000 claims abstract description 126
- 239000011810 insulating material Substances 0.000 claims abstract description 62
- 238000000576 coating method Methods 0.000 claims abstract description 47
- 239000011248 coating agent Substances 0.000 claims abstract description 42
- 239000000696 magnetic material Substances 0.000 claims abstract description 16
- 239000006185 dispersion Substances 0.000 claims abstract description 13
- 238000001035 drying Methods 0.000 claims abstract description 9
- NBIIXXVUZAFLBC-UHFFFAOYSA-N Phosphoric acid Chemical compound OP(O)(O)=O NBIIXXVUZAFLBC-UHFFFAOYSA-N 0.000 claims description 46
- 238000000034 method Methods 0.000 claims description 42
- 239000011521 glass Substances 0.000 claims description 37
- 239000000463 material Substances 0.000 claims description 30
- 239000011230 binding agent Substances 0.000 claims description 29
- 239000000203 mixture Substances 0.000 claims description 17
- 229910045601 alloy Inorganic materials 0.000 claims description 16
- 239000000956 alloy Substances 0.000 claims description 16
- 229910000147 aluminium phosphate Inorganic materials 0.000 claims description 16
- 238000003825 pressing Methods 0.000 claims description 16
- KGBXLFKZBHKPEV-UHFFFAOYSA-N boric acid Chemical compound OB(O)O KGBXLFKZBHKPEV-UHFFFAOYSA-N 0.000 claims description 14
- 239000004327 boric acid Substances 0.000 claims description 12
- 238000009692 water atomization Methods 0.000 claims description 10
- 150000003839 salts Chemical class 0.000 claims description 7
- 230000002093 peripheral effect Effects 0.000 claims description 3
- 238000003756 stirring Methods 0.000 claims description 2
- 239000011247 coating layer Substances 0.000 abstract description 83
- 150000001875 compounds Chemical class 0.000 abstract 1
- 239000011246 composite particle Substances 0.000 description 47
- 238000009413 insulation Methods 0.000 description 37
- 230000035699 permeability Effects 0.000 description 26
- 235000011007 phosphoric acid Nutrition 0.000 description 20
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 17
- 239000000243 solution Substances 0.000 description 17
- 239000007864 aqueous solution Substances 0.000 description 16
- 230000004907 flux Effects 0.000 description 14
- 238000000465 moulding Methods 0.000 description 14
- 238000011156 evaluation Methods 0.000 description 13
- 239000010410 layer Substances 0.000 description 13
- 230000009471 action Effects 0.000 description 11
- 230000000052 comparative effect Effects 0.000 description 11
- NTHWMYGWWRZVTN-UHFFFAOYSA-N sodium silicate Chemical compound [Na+].[Na+].[O-][Si]([O-])=O NTHWMYGWWRZVTN-UHFFFAOYSA-N 0.000 description 11
- 238000007906 compression Methods 0.000 description 9
- 230000006835 compression Effects 0.000 description 9
- 238000010438 heat treatment Methods 0.000 description 9
- 238000005259 measurement Methods 0.000 description 9
- 239000005365 phosphate glass Substances 0.000 description 8
- 238000005096 rolling process Methods 0.000 description 8
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 7
- YXFVVABEGXRONW-UHFFFAOYSA-N Toluene Chemical compound CC1=CC=CC=C1 YXFVVABEGXRONW-UHFFFAOYSA-N 0.000 description 6
- 239000000470 constituent Substances 0.000 description 6
- 230000007797 corrosion Effects 0.000 description 6
- 238000005260 corrosion Methods 0.000 description 6
- 230000000694 effects Effects 0.000 description 6
- 239000003822 epoxy resin Substances 0.000 description 6
- 229920000647 polyepoxide Polymers 0.000 description 6
- 239000004115 Sodium Silicate Substances 0.000 description 5
- 230000015572 biosynthetic process Effects 0.000 description 5
- 239000005385 borate glass Substances 0.000 description 5
- 230000007774 longterm Effects 0.000 description 5
- 235000019353 potassium silicate Nutrition 0.000 description 5
- 229920005989 resin Polymers 0.000 description 5
- 239000011347 resin Substances 0.000 description 5
- 229910052911 sodium silicate Inorganic materials 0.000 description 5
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 5
- 238000010586 diagram Methods 0.000 description 4
- 239000003960 organic solvent Substances 0.000 description 4
- 230000008569 process Effects 0.000 description 4
- 239000002904 solvent Substances 0.000 description 4
- 239000000725 suspension Substances 0.000 description 4
- 229910000976 Electrical steel Inorganic materials 0.000 description 3
- XEKOWRVHYACXOJ-UHFFFAOYSA-N Ethyl acetate Chemical compound CCOC(C)=O XEKOWRVHYACXOJ-UHFFFAOYSA-N 0.000 description 3
- 241000221535 Pucciniales Species 0.000 description 3
- 239000000654 additive Substances 0.000 description 3
- 230000006866 deterioration Effects 0.000 description 3
- 239000002612 dispersion medium Substances 0.000 description 3
- 230000020169 heat generation Effects 0.000 description 3
- 229910052742 iron Inorganic materials 0.000 description 3
- 239000007769 metal material Substances 0.000 description 3
- 229910000889 permalloy Inorganic materials 0.000 description 3
- 239000000047 product Substances 0.000 description 3
- 229910000702 sendust Inorganic materials 0.000 description 3
- 239000000377 silicon dioxide Substances 0.000 description 3
- 239000007787 solid Substances 0.000 description 3
- 239000002344 surface layer Substances 0.000 description 3
- QCDWFXQBSFUVSP-UHFFFAOYSA-N 2-phenoxyethanol Chemical compound OCCOC1=CC=CC=C1 QCDWFXQBSFUVSP-UHFFFAOYSA-N 0.000 description 2
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 2
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 2
- ZOXJGFHDIHLPTG-UHFFFAOYSA-N Boron Chemical compound [B] ZOXJGFHDIHLPTG-UHFFFAOYSA-N 0.000 description 2
- HEDRZPFGACZZDS-UHFFFAOYSA-N Chloroform Chemical compound ClC(Cl)Cl HEDRZPFGACZZDS-UHFFFAOYSA-N 0.000 description 2
- 229910019819 Cr—Si Inorganic materials 0.000 description 2
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 2
- OAICVXFJPJFONN-UHFFFAOYSA-N Phosphorus Chemical compound [P] OAICVXFJPJFONN-UHFFFAOYSA-N 0.000 description 2
- XLOMVQKBTHCTTD-UHFFFAOYSA-N Zinc monoxide Chemical compound [Zn]=O XLOMVQKBTHCTTD-UHFFFAOYSA-N 0.000 description 2
- 230000001133 acceleration Effects 0.000 description 2
- -1 acid (H 2 BO 3 ) Chemical compound 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- 229910052796 boron Inorganic materials 0.000 description 2
- 125000002915 carbonyl group Chemical group [*:2]C([*:1])=O 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 229910052804 chromium Inorganic materials 0.000 description 2
- 239000011651 chromium Substances 0.000 description 2
- 230000003247 decreasing effect Effects 0.000 description 2
- 230000032798 delamination Effects 0.000 description 2
- 238000011049 filling Methods 0.000 description 2
- 230000004927 fusion Effects 0.000 description 2
- LNEPOXFFQSENCJ-UHFFFAOYSA-N haloperidol Chemical compound C1CC(O)(C=2C=CC(Cl)=CC=2)CCN1CCCC(=O)C1=CC=C(F)C=C1 LNEPOXFFQSENCJ-UHFFFAOYSA-N 0.000 description 2
- 239000011261 inert gas Substances 0.000 description 2
- 229910010272 inorganic material Inorganic materials 0.000 description 2
- 239000011147 inorganic material Substances 0.000 description 2
- JEIPFZHSYJVQDO-UHFFFAOYSA-N iron(III) oxide Inorganic materials O=[Fe]O[Fe]=O JEIPFZHSYJVQDO-UHFFFAOYSA-N 0.000 description 2
- HTUMBQDCCIXGCV-UHFFFAOYSA-N lead oxide Chemical compound [O-2].[Pb+2] HTUMBQDCCIXGCV-UHFFFAOYSA-N 0.000 description 2
- 238000002156 mixing Methods 0.000 description 2
- 229910052759 nickel Inorganic materials 0.000 description 2
- 239000005011 phenolic resin Substances 0.000 description 2
- 229960005323 phenoxyethanol Drugs 0.000 description 2
- 229910052698 phosphorus Inorganic materials 0.000 description 2
- 239000011574 phosphorus Substances 0.000 description 2
- 229920001721 polyimide Polymers 0.000 description 2
- 239000009719 polyimide resin Substances 0.000 description 2
- 229920002050 silicone resin Polymers 0.000 description 2
- 238000005507 spraying Methods 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- XOLBLPGZBRYERU-UHFFFAOYSA-N tin dioxide Chemical compound O=[Sn]=O XOLBLPGZBRYERU-UHFFFAOYSA-N 0.000 description 2
- 229910001887 tin oxide Inorganic materials 0.000 description 2
- 238000004804 winding Methods 0.000 description 2
- WUOACPNHFRMFPN-SECBINFHSA-N (S)-(-)-alpha-terpineol Chemical compound CC1=CC[C@@H](C(C)(C)O)CC1 WUOACPNHFRMFPN-SECBINFHSA-N 0.000 description 1
- GDXHBFHOEYVPED-UHFFFAOYSA-N 1-(2-butoxyethoxy)butane Chemical compound CCCCOCCOCCCC GDXHBFHOEYVPED-UHFFFAOYSA-N 0.000 description 1
- VXQBJTKSVGFQOL-UHFFFAOYSA-N 2-(2-butoxyethoxy)ethyl acetate Chemical compound CCCCOCCOCCOC(C)=O VXQBJTKSVGFQOL-UHFFFAOYSA-N 0.000 description 1
- ZNQVEEAIQZEUHB-UHFFFAOYSA-N 2-ethoxyethanol Chemical compound CCOCCO ZNQVEEAIQZEUHB-UHFFFAOYSA-N 0.000 description 1
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 1
- 239000001856 Ethyl cellulose Substances 0.000 description 1
- ZZSNKZQZMQGXPY-UHFFFAOYSA-N Ethyl cellulose Chemical compound CCOCC1OC(OC)C(OCC)C(OCC)C1OC1C(O)C(O)C(OC)C(CO)O1 ZZSNKZQZMQGXPY-UHFFFAOYSA-N 0.000 description 1
- 229910017061 Fe Co Inorganic materials 0.000 description 1
- 229910000640 Fe alloy Inorganic materials 0.000 description 1
- 229910017082 Fe-Si Inorganic materials 0.000 description 1
- 229910017133 Fe—Si Inorganic materials 0.000 description 1
- 229910001030 Iron–nickel alloy Inorganic materials 0.000 description 1
- 229920000877 Melamine resin Polymers 0.000 description 1
- 239000000020 Nitrocellulose Substances 0.000 description 1
- BPQQTUXANYXVAA-UHFFFAOYSA-N Orthosilicate Chemical compound [O-][Si]([O-])([O-])[O-] BPQQTUXANYXVAA-UHFFFAOYSA-N 0.000 description 1
- 229910019142 PO4 Inorganic materials 0.000 description 1
- 239000004734 Polyphenylene sulfide Substances 0.000 description 1
- 229910002796 Si–Al Inorganic materials 0.000 description 1
- QAOWNCQODCNURD-UHFFFAOYSA-L Sulfate Chemical compound [O-]S([O-])(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-L 0.000 description 1
- FJWGYAHXMCUOOM-QHOUIDNNSA-N [(2s,3r,4s,5r,6r)-2-[(2r,3r,4s,5r,6s)-4,5-dinitrooxy-2-(nitrooxymethyl)-6-[(2r,3r,4s,5r,6s)-4,5,6-trinitrooxy-2-(nitrooxymethyl)oxan-3-yl]oxyoxan-3-yl]oxy-3,5-dinitrooxy-6-(nitrooxymethyl)oxan-4-yl] nitrate Chemical compound O([C@@H]1O[C@@H]([C@H]([C@H](O[N+]([O-])=O)[C@H]1O[N+]([O-])=O)O[C@H]1[C@@H]([C@@H](O[N+]([O-])=O)[C@H](O[N+]([O-])=O)[C@@H](CO[N+]([O-])=O)O1)O[N+]([O-])=O)CO[N+](=O)[O-])[C@@H]1[C@@H](CO[N+]([O-])=O)O[C@@H](O[N+]([O-])=O)[C@H](O[N+]([O-])=O)[C@H]1O[N+]([O-])=O FJWGYAHXMCUOOM-QHOUIDNNSA-N 0.000 description 1
- 239000002253 acid Substances 0.000 description 1
- 230000001154 acute effect Effects 0.000 description 1
- 238000013019 agitation Methods 0.000 description 1
- OVKDFILSBMEKLT-UHFFFAOYSA-N alpha-Terpineol Natural products CC(=C)C1(O)CCC(C)=CC1 OVKDFILSBMEKLT-UHFFFAOYSA-N 0.000 description 1
- 229940088601 alpha-terpineol Drugs 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 239000005354 aluminosilicate glass Substances 0.000 description 1
- 229910052786 argon Inorganic materials 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 239000005388 borosilicate glass Substances 0.000 description 1
- NRGIRRZWCDKDMV-UHFFFAOYSA-H cadmium(2+);diphosphate Chemical compound [Cd+2].[Cd+2].[Cd+2].[O-]P([O-])([O-])=O.[O-]P([O-])([O-])=O NRGIRRZWCDKDMV-UHFFFAOYSA-H 0.000 description 1
- 239000001506 calcium phosphate Substances 0.000 description 1
- 229910000389 calcium phosphate Inorganic materials 0.000 description 1
- 235000011010 calcium phosphates Nutrition 0.000 description 1
- 230000015556 catabolic process Effects 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 239000012141 concentrate Substances 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 230000001186 cumulative effect Effects 0.000 description 1
- 230000006378 damage Effects 0.000 description 1
- 230000006837 decompression Effects 0.000 description 1
- 238000006731 degradation reaction Methods 0.000 description 1
- 210000003298 dental enamel Anatomy 0.000 description 1
- XPPKVPWEQAFLFU-UHFFFAOYSA-N diphosphoric acid Chemical compound OP(O)(=O)OP(O)(O)=O XPPKVPWEQAFLFU-UHFFFAOYSA-N 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 238000010332 dry classification Methods 0.000 description 1
- 230000005674 electromagnetic induction Effects 0.000 description 1
- 229960004756 ethanol Drugs 0.000 description 1
- 229920001249 ethyl cellulose Polymers 0.000 description 1
- 235000019325 ethyl cellulose Nutrition 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 238000010304 firing Methods 0.000 description 1
- 239000007789 gas Substances 0.000 description 1
- 238000009689 gas atomisation Methods 0.000 description 1
- 229910052737 gold Inorganic materials 0.000 description 1
- 238000000227 grinding Methods 0.000 description 1
- 238000009396 hybridization Methods 0.000 description 1
- CPSYWNLKRDURMG-UHFFFAOYSA-L hydron;manganese(2+);phosphate Chemical compound [Mn+2].OP([O-])([O-])=O CPSYWNLKRDURMG-UHFFFAOYSA-L 0.000 description 1
- 238000007654 immersion Methods 0.000 description 1
- 238000001746 injection moulding Methods 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- 239000005355 lead glass Substances 0.000 description 1
- 229910000464 lead oxide Inorganic materials 0.000 description 1
- GVALZJMUIHGIMD-UHFFFAOYSA-H magnesium phosphate Chemical compound [Mg+2].[Mg+2].[Mg+2].[O-]P([O-])([O-])=O.[O-]P([O-])([O-])=O GVALZJMUIHGIMD-UHFFFAOYSA-H 0.000 description 1
- 239000004137 magnesium phosphate Substances 0.000 description 1
- 229910000157 magnesium phosphate Inorganic materials 0.000 description 1
- 229960002261 magnesium phosphate Drugs 0.000 description 1
- 235000010994 magnesium phosphates Nutrition 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 229920001220 nitrocellulos Polymers 0.000 description 1
- 229910052757 nitrogen Inorganic materials 0.000 description 1
- 239000011368 organic material Substances 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 239000012466 permeate Substances 0.000 description 1
- 229920001568 phenolic resin Polymers 0.000 description 1
- NBIIXXVUZAFLBC-UHFFFAOYSA-K phosphate Chemical compound [O-]P([O-])([O-])=O NBIIXXVUZAFLBC-UHFFFAOYSA-K 0.000 description 1
- 239000010452 phosphate Substances 0.000 description 1
- 229920002037 poly(vinyl butyral) polymer Polymers 0.000 description 1
- 229920006122 polyamide resin Polymers 0.000 description 1
- 229920000069 polyphenylene sulfide Polymers 0.000 description 1
- 229920001296 polysiloxane Polymers 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 238000010298 pulverizing process Methods 0.000 description 1
- 229940005657 pyrophosphoric acid Drugs 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 230000004044 response Effects 0.000 description 1
- 238000004062 sedimentation Methods 0.000 description 1
- 238000007873 sieving Methods 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 229910052814 silicon oxide Inorganic materials 0.000 description 1
- 229910052709 silver Inorganic materials 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 229920001187 thermosetting polymer Polymers 0.000 description 1
- QORWJWZARLRLPR-UHFFFAOYSA-H tricalcium bis(phosphate) Chemical compound [Ca+2].[Ca+2].[Ca+2].[O-]P([O-])([O-])=O.[O-]P([O-])([O-])=O QORWJWZARLRLPR-UHFFFAOYSA-H 0.000 description 1
- LSGOVYNHVSXFFJ-UHFFFAOYSA-N vanadate(3-) Chemical compound [O-][V]([O-])([O-])=O LSGOVYNHVSXFFJ-UHFFFAOYSA-N 0.000 description 1
- 229910052720 vanadium Inorganic materials 0.000 description 1
- LEONUFNNVUYDNQ-UHFFFAOYSA-N vanadium atom Chemical compound [V] LEONUFNNVUYDNQ-UHFFFAOYSA-N 0.000 description 1
- 239000013585 weight reducing agent Substances 0.000 description 1
- 238000010333 wet classification Methods 0.000 description 1
- 239000011787 zinc oxide Substances 0.000 description 1
- LRXTYHSAJDENHV-UHFFFAOYSA-H zinc phosphate Chemical compound [Zn+2].[Zn+2].[Zn+2].[O-]P([O-])([O-])=O.[O-]P([O-])([O-])=O LRXTYHSAJDENHV-UHFFFAOYSA-H 0.000 description 1
- 229910000165 zinc phosphate Inorganic materials 0.000 description 1
Images



Abstract
Description
本発明は、絶縁物被覆軟磁性粉末、造粒粉、絶縁物被覆軟磁性粉末の製造方法、圧粉磁心および磁性素子に関するものである。 The present invention relates to an insulator-coated soft magnetic powder, granulated powder, a method for producing an insulator-coated soft magnetic powder, a dust core, and a magnetic element.
近年、ノート型パソコンのようなモバイル機器の小型化・軽量化が顕著である。また、ノート型パソコンの性能は、デスクトップ型パソコンの性能と遜色ない程度まで向上が図られつつある。
このように、モバイル機器の小型化および高性能化を図るためには、スイッチング電源の高周波数化が必要となる。このため、スイッチング電源の駆動周波数は、数100kHz程度まで高周波数化が進んでいる。また、それに伴い、モバイル機器に内蔵されたチョークコイルやインダクター等の各種磁性素子の駆動周波数も高周波数化への対応が必要となる。
しかしながら、これらの磁性素子の駆動周波数が高周波数化した場合、各磁性素子が備える磁心において、渦電流によるジュール損失(渦電流損失)が著しく増大するという問題が発生する。
In recent years, downsizing and weight reduction of mobile devices such as notebook personal computers have been remarkable. In addition, the performance of notebook-type personal computers is being improved to a level comparable to that of desktop personal computers.
Thus, in order to reduce the size and performance of mobile devices, it is necessary to increase the frequency of switching power supplies. For this reason, the driving frequency of the switching power supply is increasing to about several hundred kHz. Along with this, driving frequencies of various magnetic elements such as choke coils and inductors built in mobile devices must be adapted to higher frequencies.
However, when the drive frequency of these magnetic elements is increased, there arises a problem that Joule loss (eddy current loss) due to eddy currents is remarkably increased in the magnetic core provided in each magnetic element.
かかる問題を解決するため、前述のような磁性素子が備える磁心として、軟磁性粉末とバインダーとの混合物を加圧・成形した圧粉磁心が使用されている。このような圧粉磁心では、軟磁性粉末の粒子間が絶縁性のバインダーによって絶縁されるため、磁心に発生する渦電流がこの粒子間で分断されることとなる。このため、たとえ高い周波数で使用されたとしても、渦電流によるジュール損失、すなわち渦電流損失の低減を図ることができる。
ところが、このような圧粉磁心においては、混合物を高い圧力で加圧・成形した際に、軟磁性粉末の粒子同士間に存在するバインダーが断ち切れてしまい、この粒子間の絶縁性が低下するという問題が知られている。かかる問題が生じると、渦電流損失を低減することが困難になる。
In order to solve such a problem, a powder magnetic core obtained by pressurizing and molding a mixture of soft magnetic powder and a binder is used as a magnetic core included in the above-described magnetic element. In such a powder magnetic core, the particles of the soft magnetic powder are insulated by an insulating binder, so that the eddy current generated in the magnetic core is divided between the particles. For this reason, even if it is used at a high frequency, Joule loss due to eddy current, that is, eddy current loss can be reduced.
However, in such a powder magnetic core, when the mixture is pressed and molded at a high pressure, the binder existing between the particles of the soft magnetic powder is cut off, and the insulation between the particles is reduced. The problem is known. When such a problem occurs, it becomes difficult to reduce eddy current loss.
上記問題を解決するため、軟磁性粉末の粒子の表面に、無機材料の表面層を形成する方法が提案されている。
例えば、特許文献1には、粒径20〜100μmの磁性粉と、シリカ系ゾルを主体とする無機結合剤とを混合したのち、加熱して、前記磁性粉の表面を前記シリカ系ゾルの膜で被覆し、次いで、得られた磁性粉を成形したのち、得られた成形体を焼結することを特徴とする圧粉磁心の製造方法が提案されている。
In order to solve the above problems, a method of forming a surface layer of an inorganic material on the surface of soft magnetic powder particles has been proposed.
For example, in Patent Document 1, a magnetic powder having a particle size of 20 to 100 μm and an inorganic binder mainly composed of a silica-based sol are mixed and then heated, and the surface of the magnetic powder is coated with the silica-based sol film. A method of manufacturing a powder magnetic core is proposed in which the obtained magnetic powder is molded after being coated, and then the obtained molded body is sintered.
ところが、このような方法で製造された圧粉磁心では、シリカ系ゾルの膜と磁性粉との密着強度が小さいため、これらの密着界面が剥離し易い。このため、高温・高湿等の過酷な環境下では、磁性粉の粒子同士の絶縁性を長期にわたって維持することができず、渦電流損失が徐々に増大してしまうという問題がある。
また、特に、磁性粉が構成成分としてクロムやアルミニウム等を含んでいる場合、磁性粉の表面には化学的に安定な不働態被膜が形成されているため、磁性粉とシリカゾル系の膜との密着性がさらに低下する。
However, in the powder magnetic core manufactured by such a method, the adhesion strength between the silica-based sol film and the magnetic powder is small, so that these adhesion interfaces are easy to peel off. For this reason, in severe environments, such as high temperature and high humidity, the insulation of magnetic powder particles cannot be maintained over a long period of time, and eddy current loss gradually increases.
In particular, when the magnetic powder contains chromium or aluminum as a constituent component, a chemically stable passive film is formed on the surface of the magnetic powder. Adhesion is further reduced.
本発明の目的は、表面を絶縁物で被覆してなり、長期にわたって渦電流損失が小さい圧粉磁心を製造可能な絶縁物被覆軟磁性粉末および造粒粉、この粉末を製造可能な絶縁物被覆軟磁性粉末の製造方法、この粉末を用いて製造された低損失の圧粉磁心、およびこの圧粉磁心を備えた低損失の磁性素子を提供することにある。 An object of the present invention is to provide an insulator-coated soft magnetic powder and granulated powder whose surface is coated with an insulating material and can produce a dust core with small eddy current loss over a long period of time, and an insulating coating that can manufacture this powder. An object of the present invention is to provide a method for producing a soft magnetic powder, a low-loss powder magnetic core produced using the powder, and a low-loss magnetic element provided with the powder magnetic core.
上記目的は、下記の本発明により達成される。
本発明の絶縁物被覆軟磁性粉末は、軟磁性材料で構成された粒子状のコア部と、該コア部を覆うように設けられ、ガラス材料を主成分とする第1の絶縁性材料で構成された第1の被覆部と、該第1の被覆部を覆うように設けられ、リン酸、ホウ酸またはこれらの塩を含む第2の絶縁性材料で構成された第2の被覆部と、を有し、
前記第1の被覆部は、前記コア部に対して、前記コア部の平均粒径より小径の前記第1の絶縁性材料の粒子を押圧して形成されたものであり、
前記第2の被覆部は、前記第2の絶縁性材料の溶液または分散液を、前記第1の被覆部の表面に塗布して塗布膜を形成し、該塗布膜を乾燥して形成されたものであることを特徴とする。
これにより、表面を絶縁物で被覆してなり、長期にわたって渦電流損失が小さい圧粉磁心を製造可能な絶縁物被覆軟磁性粉末が得られる。
また、上述した第2の絶縁性材料は、粘性が低く、流動性が高いことから、第1の被覆層の表面に凹凸、亀裂、孔等があったとしても、これらに浸透して塞ぐことができる。このため、複合粒子の絶縁性をより高めることができる。
The above object is achieved by the present invention described below.
The insulator-coated soft magnetic powder of the present invention is composed of a particulate core portion made of a soft magnetic material, and a first insulating material which is provided so as to cover the core portion and mainly contains a glass material. A first covering portion formed, and a second covering portion provided to cover the first covering portion and made of a second insulating material containing phosphoric acid, boric acid, or a salt thereof ; Have
The first covering portion is formed by pressing particles of the first insulating material having a diameter smaller than the average particle size of the core portion against the core portion,
The second covering portion is formed by applying a solution or dispersion of the second insulating material to the surface of the first covering portion to form a coating film, and drying the coating film. It is characterized by being.
As a result, it is possible to obtain an insulator-coated soft magnetic powder having a surface coated with an insulator and capable of producing a dust core having a small eddy current loss over a long period of time.
In addition, since the second insulating material described above has low viscosity and high fluidity, even if there are irregularities, cracks, holes, etc. on the surface of the first coating layer, it penetrates and closes them. Can do. For this reason, the insulation of a composite particle can be improved more.
本発明の絶縁物被覆軟磁性粉末では、前記第1の絶縁性材料は、100〜500℃の軟化点を有するガラス材料であることが好ましい。
これにより、有機系材料に比べて化学的安定性および絶縁性に優れており、長期にわたって高い絶縁性を維持し得る第1の被覆部が得られる。
また、これにより、コア部に対して第1の絶縁性材料の粒子を機械的に固着させる際に、第1の絶縁性材料の粒子の表面が軟化し、この粒子をコア部の表面に隙間なく固着させることができる。その結果、第1の被覆部とコア部との間に隙間が生じず、長期耐久性および磁気特性に優れた絶縁物被覆軟磁性粉末が得られる。
In the insulator-coated soft magnetic powder of the present invention, the first insulating material is preferably a glass material having a softening point of 100 to 500 ° C.
Thereby, compared with organic type material, it is excellent in chemical stability and insulation, and the 1st coating | coated part which can maintain high insulation over a long term is obtained.
Further, when the particles of the first insulating material are mechanically fixed to the core portion, the surface of the particles of the first insulating material is softened, and the particles are spaced from the surface of the core portion. It can be fixed without any problems. As a result, there is no gap between the first covering portion and the core portion, and an insulator-coated soft magnetic powder excellent in long-term durability and magnetic characteristics can be obtained.
本発明の絶縁物被覆軟磁性粉末では、前記第2の被覆部の表面は、前記第1の被覆部の表面より滑らかであることが好ましい。 In the insulator-coated soft magnetic powder of the present invention, the surface of the second coating part is preferably smoother than the surface of the first coating part .
本発明の絶縁物被覆軟磁性粉末では、前記第1の絶縁性材料および前記第2の絶縁性材料は、互いに共通の構成成分を含んでいることが好ましい。
これにより、第1の被覆層と第2の被覆層との間の親和性が向上し、両者の密着性が高くなる。その結果、第1の被覆層と第2の被覆層との間の剥離が防止され、複合粒子を用いて圧粉磁心を製造した場合、層間の水分の浸入が防止され、圧粉磁心の変質・劣化が確実に防止される。
本発明の絶縁物被覆軟磁性粉末では、前記第1の被覆部は、その平均膜厚が前記コア部の平均粒径の0.1〜20%であり、前記第2の被覆部は、その平均厚さが0.01〜5μmであることが好ましい。
In the insulator-coated soft magnetic powder of the present invention, it is preferable that the first insulating material and the second insulating material contain common components.
Thereby, the affinity between the 1st coating layer and the 2nd coating layer improves, and both adhesiveness becomes high. As a result, peeling between the first coating layer and the second coating layer is prevented, and when a dust core is produced using composite particles, moisture intrusion between layers is prevented, and the dust core is altered.・ Deterioration is reliably prevented.
In the insulator-coated soft magnetic powder of the present invention, the first coating portion has an average film thickness of 0.1 to 20% of the average particle diameter of the core portion, and the second coating portion The average thickness is preferably 0.01 to 5 μm .
本発明の絶縁物被覆軟磁性粉末では、前記第1の絶縁性材料の粒子の平均粒径は、前記コア部の平均粒径の1〜60%であることが好ましい。
これにより、当該絶縁物被覆軟磁性粉末は、十分な絶縁性を有するとともに、この粉末を用いて圧粉磁心を製造した場合には、その圧粉磁心の透磁率および磁束密度が著しく低下するのを防止することができる。
本発明の絶縁物被覆軟磁性粉末では、前記コア部は、水アトマイズ法により製造されたものであって、そのタップ密度は前記コア部の真密度に対して45%以上であり、その平均粒径は3〜50μmであり、(投影像の面積と同じ面積の真円の周長)/(投影像の周長)で定義される投影像の円形度の平均値が0.8〜1であることが好ましい。
これにより、コア部の流動性が高くなり、コア部の転動容易性が高くなる。その結果、コア部表面の全体にわたって第1の絶縁性材料の粒子を均一に固着させ、均一な第1の被覆部を成膜することができる。
また、コア部のタップ密度を前記範囲内とすることにより、コア部の流動性が高くなり、コア部の転動容易性がより高くなる。その結果、コア部表面の全体にわたって第1の絶縁性材料の粒子を均一に固着させ、より均一な第1の被覆部を成膜することができる。
また、コア部の平均粒径を前記範囲内とすることにより、当該絶縁物被覆軟磁性粉末を用いて圧粉磁心を製造した場合に、粉末の充填性が低下するのを防止しつつ、渦電流が流れる経路を特に短くすることができる。このため、渦電流損失が小さく、かつ透磁率および機械的特性に優れた圧粉磁心を製造することができる。
また、コア部を水アトマイズ法で製造することにより、極めて微小な粉末を効率よく製造することができる。また、得られる粉末の各粒子の形状が真球に近くなるため、コア部の転動容易性が向上し、コア部表面の全体にわたって第1の絶縁性材料の粒子を均一に固着させ、均一な第1の被覆部を成膜することができる。
In the insulator-coated soft magnetic powder of the present invention, the average particle diameter of the first insulating material particles is preferably 1 to 60% of the average particle diameter of the core portion.
As a result, the insulator-coated soft magnetic powder has sufficient insulation, and when a powder magnetic core is produced using this powder, the magnetic permeability and magnetic flux density of the powder magnetic core are significantly reduced. Can be prevented.
In the insulator-coated soft magnetic powder of the present invention, the core part is manufactured by a water atomization method, and the tap density is 45% or more with respect to the true density of the core part, The diameter is 3 to 50 μm, and the average value of the circularity of the projected image defined by (periphery of a perfect circle having the same area as that of the projected image) / (periphery of the projected image) is 0 . It is preferable that it is 8-1.
Thereby, the fluidity | liquidity of a core part becomes high and the rolling ease of a core part becomes high. As a result, the particles of the first insulating material can be uniformly fixed over the entire surface of the core portion, and a uniform first covering portion can be formed.
Moreover, by setting the tap density of the core part within the above range, the fluidity of the core part is increased, and the rollability of the core part is further increased. As a result, the particles of the first insulating material can be uniformly fixed over the entire surface of the core portion, and a more uniform first covering portion can be formed.
In addition, by making the average particle size of the core part within the above range, when a powder magnetic core is produced using the insulator-coated soft magnetic powder, the powder filling property is prevented from decreasing, and the vortex is reduced. The path through which current flows can be particularly shortened. Therefore, it is possible to manufacture a dust core having low eddy current loss and excellent permeability and mechanical properties.
In addition, by manufacturing the core part by the water atomization method, extremely fine powder can be efficiently manufactured. In addition, since the shape of each particle of the obtained powder is close to a true sphere, the ease of rolling of the core portion is improved, and the particles of the first insulating material are uniformly fixed over the entire surface of the core portion. The first covering portion can be formed.
本発明の絶縁物被覆軟磁性粉末では、前記軟磁性材料は、Fe系合金であり、
前記押圧は、前記コア部と前記第1の絶縁性材料の粒子との混合物を、同一の容器内で、加圧しつつ撹拌することにより行われたものであり、
前記第1の被覆部は、前記第1の絶縁性材料の粒子がその原型を維持しつつ、該粒子の表面が前記コア部の表面に融合してなるものであることが好ましい。
これにより、透磁率、磁束密度等の磁気特性や、コスト等の生産性に優れた絶縁物被覆軟磁性粉末が得られる。
また、これにより、コア部に対する第1の絶縁性材料の粒子の押圧を効率よく生じさせることができる。
また、これにより、第1の被覆部は、部分的に薄くなったりすることなく、均一な厚さになり易い。さらに、第1の被覆部の表面には第1の絶縁性材料の粒子の形状を反映した多数の凹凸が形成される。
The insulator-coated soft magnetic powder of the present invention, the soft magnetic material, Ri Fe alloy der,
The pressing is performed by stirring the mixture of the core portion and the particles of the first insulating material while applying pressure in the same container,
The first covering portion is preferably formed by fusing the surface of the first insulating material particles to the surface of the core portion while maintaining the original shape of the particles .
Thereby, an insulator-coated soft magnetic powder excellent in magnetic properties such as magnetic permeability and magnetic flux density and productivity such as cost can be obtained.
Thereby, the press of the particle | grains of the 1st insulating material with respect to a core part can be produced efficiently.
In addition, this makes it easy for the first covering portion to have a uniform thickness without being partially thinned. Furthermore, a large number of irregularities reflecting the shape of the particles of the first insulating material are formed on the surface of the first covering portion.
本発明の造粒粉は、軟磁性材料で構成された粒子状のコア部と、該コア部を覆うように設けられ、ガラス材料を主成分とする第1の絶縁性材料で構成された第1の被覆部と、該第1の被覆部を覆うように設けられ、リン酸、ホウ酸またはこれらの塩を含む第2の絶縁性材料で構成された第2の被覆部と、前記第2の被覆部の外側に設けられたバインダー層と、を有し、 The granulated powder of the present invention is provided with a particulate core portion made of a soft magnetic material and a first insulating material which is provided so as to cover the core portion and which is made of a glass material as a main component. A first covering portion, a second covering portion which is provided so as to cover the first covering portion and is made of a second insulating material containing phosphoric acid, boric acid or a salt thereof, and the second A binder layer provided on the outer side of the coating portion,
前記第1の被覆部は、前記コア部に対して、前記コア部の平均粒径より小径の前記第1の絶縁性材料の粒子を押圧して形成されたものであり、 The first covering portion is formed by pressing particles of the first insulating material having a diameter smaller than the average particle size of the core portion against the core portion,
前記第2の被覆部は、前記第2の絶縁性材料の溶液または分散液を、前記第1の被覆部の表面に塗布して塗布膜を形成し、該塗布膜を乾燥して形成されたものであることを特徴とする。 The second covering portion is formed by applying a solution or dispersion of the second insulating material to the surface of the first covering portion to form a coating film, and drying the coating film. It is characterized by being.
本発明の絶縁物被覆軟磁性粉末の製造方法は、軟磁性材料で構成された粒子状のコア部に対して、前記コア部の平均粒径より小径のガラス材料を主成分とする第1の絶縁性材料の粒子を押圧して、前記コア部を覆う第1の被覆部を形成する工程と、
リン酸、ホウ酸またはこれらの塩を含む第2の絶縁性材料の溶液または分散液を、前記第1の被覆部の表面に塗布して塗布膜を形成し、該塗布膜を乾燥することにより、前記第1の被覆部を覆う第2の被覆部を形成する工程と、を有することを特徴とする。
本発明の圧粉磁心は、本発明の絶縁物被覆軟磁性粉末とバインダーとの混合物を、加圧・成形して成形体を得た後、該成形体中の前記バインダーを硬化させてなることを特徴とする。
これにより、長期にわたって低損失の圧粉磁心が得られる。
本発明の磁性素子は、本発明の圧粉磁心を備えたことを特徴とする。
これにより、長期にわたって低損失の磁性素子が得られる。
The method for producing an insulator-coated soft magnetic powder of the present invention is a first method in which a glass material having a diameter smaller than the average particle diameter of the core portion as a main component is used as a main component with respect to a particulate core portion made of a soft magnetic material. Pressing the particles of the insulating material to form a first covering portion covering the core portion;
By applying a solution or dispersion of a second insulating material containing phosphoric acid, boric acid or a salt thereof onto the surface of the first covering portion to form a coating film, and then drying the coating film And a step of forming a second covering portion that covers the first covering portion.
The dust core of the present invention is obtained by pressing and molding the mixture of the insulator-coated soft magnetic powder of the present invention and a binder to obtain a molded body, and then curing the binder in the molded body. It is characterized by.
Thereby, a low-loss powder magnetic core is obtained over a long period of time.
The magnetic element of the present invention is provided with the dust core of the present invention.
Thereby, a low-loss magnetic element can be obtained over a long period of time.
以下、本発明の絶縁物被覆軟磁性粉末、圧粉磁心および磁性素子について、添付図面に示す好適な実施形態に基づいて説明する。
[絶縁物被覆軟磁性粉末]
まず、本発明の絶縁物被覆軟磁性粉末について説明する。
図1は、本発明の絶縁物被覆軟磁性粉末の一粒子の実施形態を示す縦断面図である。
Hereinafter, the insulator-coated soft magnetic powder, dust core and magnetic element of the present invention will be described based on preferred embodiments shown in the accompanying drawings.
[Insulator-coated soft magnetic powder]
First, the insulator-coated soft magnetic powder of the present invention will be described.
FIG. 1 is a longitudinal sectional view showing an embodiment of one particle of the insulator-coated soft magnetic powder of the present invention.
図1に示す絶縁物被覆軟磁性粉末の一粒子である複合粒子1は、軟磁性材料で構成された粒子状のコア部2と、コア部2の表面を覆う絶縁性の被覆層3とを有するものである。
このような絶縁物被覆軟磁性粉末では、表面が被覆層3で覆われていることにより、粒子間の絶縁性が確保されている。このため、このような複合粒子1をバインダーとともに所定の形状に加圧・成形することにより、例えば長期にわたって渦電流損失が小さい圧粉磁心を製造することができる。
また、被覆層3は、図1に示すように、コア部2の表面を覆う第1の被覆層31と、第1の被覆層31を覆う第2の被覆層32とで構成されている。
A composite particle 1, which is one particle of the insulator-coated soft magnetic powder shown in FIG. 1, includes a particulate core portion 2 made of a soft magnetic material, and an insulating
In such an insulator-coated soft magnetic powder, the surface is covered with the
Further, as shown in FIG. 1, the
以下、図1に示す複合粒子1を製造する方法について詳述する。
この製造方法は、コア部2に対して、それより粒径の小さい第1の絶縁性材料の粒子(以下、省略して「絶縁粒子」という。)を機械的に固着させて、第1の被覆層31を形成し、次いで、第1の被覆層31を覆うように、第2の絶縁性材料の分散液を塗布し、これを乾燥して第2の被覆層32を形成する方法である。
Hereinafter, a method for producing the composite particle 1 shown in FIG. 1 will be described in detail.
In this manufacturing method, particles of a first insulating material having a smaller particle diameter (hereinafter referred to as “insulating particles”) are mechanically fixed to the core portion 2 to form the first In this method, the
以下、この方法を順次説明する。
[1]まず、コア部2および絶縁粒子30を用意する。
コア部2は、軟磁性材料で構成された金属粉末の一粒子である。
かかる軟磁性材料としては、例えば、純鉄、ケイ素鋼(Fe−Si系合金)、パーマロイ(Fe−Ni系合金)、パーメンジュール(Fe−Co系合金)、センダストのようなFe−Si−Al系合金、Fe−Cr−Si系合金等の各種Fe系合金の他、各種Ni系合金、各種Co系合金、各種アモルファス合金などが挙げられる。このうち、透磁率、磁束密度等の磁気特性や、コスト等の生産性の観点から、各種Fe系合金が好ましく用いられる。
Hereinafter, this method will be described sequentially.
[1] First, the core part 2 and the insulating particles 30 are prepared.
The core part 2 is one particle of a metal powder made of a soft magnetic material.
Examples of such soft magnetic materials include pure iron, silicon steel (Fe—Si based alloy), permalloy (Fe—Ni based alloy), permendur (Fe—Co based alloy), and Fe—Si— such as Sendust. In addition to various Fe-based alloys such as Al-based alloys and Fe-Cr-Si-based alloys, various Ni-based alloys, various Co-based alloys, various amorphous alloys, and the like can be given. Of these, various Fe-based alloys are preferably used from the viewpoint of magnetic properties such as magnetic permeability and magnetic flux density, and productivity such as cost.
Fe系合金の中でもケイ素鋼は、Siを3〜6質量%程度の割合で含むFe系の軟磁性材料である。ケイ素鋼は、透磁率が高く、かつ安価であるため、軟磁性材料として好適に用いられる。
また、パーマロイは、Niを35〜82質量%程度の割合で含むFe系の軟磁性材料である。パーマロイは、前述の範囲内でFeとNiとの組成比を設定したり、添加物を加えたりすることによって、種々の軟磁気特性をもたらすことができるが、全体として透磁率および磁束密度が高い。このため、コア部2の透磁率および磁束密度を高めることができる。
Among Fe-based alloys, silicon steel is an Fe-based soft magnetic material containing Si at a ratio of about 3 to 6% by mass. Silicon steel is suitable for use as a soft magnetic material because it has a high magnetic permeability and is inexpensive.
Permalloy is an Fe-based soft magnetic material containing Ni in a proportion of about 35 to 82% by mass. Permalloy can provide various soft magnetic properties by setting the composition ratio of Fe and Ni within the above-mentioned range or adding additives, but as a whole, the magnetic permeability and magnetic flux density are high. . For this reason, the magnetic permeability and magnetic flux density of the core part 2 can be raised.
また、パーメンジュールは、Coを40〜50質量%程度の割合で含むFe系の軟磁性材料である。なお、必要に応じて、V(バナジウム)を1〜3質量%程度添加してもよい。パーメンジュールは、磁束密度が高いことから、コア部2の磁束密度の向上を図ることができる。
また、Fe−Si−Al系合金としては、特に、Siを5〜11質量%程度の割合で含み、かつAlを3〜8質量%程度の割合で含むセンダストが好ましく用いられる。センダストは、透磁率が高く、かつ硬度が高いため、コア部2の透磁率および硬度の向上を図ることができる。
Permendur is an Fe-based soft magnetic material containing Co at a ratio of about 40 to 50% by mass. In addition, you may add about 1-3 mass% of V (vanadium) as needed. Since the permendur has a high magnetic flux density, the magnetic flux density of the core part 2 can be improved.
Further, as the Fe—Si—Al-based alloy, Sendust containing Si at a rate of about 5 to 11% by mass and Al at a rate of about 3 to 8% by mass is particularly preferably used. Since Sendust has high magnetic permeability and high hardness, the magnetic permeability and hardness of the core part 2 can be improved.
このようなコア部2は、いかなる方法で製造されたものでもよいが、例えば、アトマイズ法(例えば、水アトマイズ法、ガスアトマイズ法、高速回転水流アトマイズ法等)、還元法、カルボニル法、粉砕法等の各種粉末化法により製造されたものである。
このうち、コア部2には、アトマイズ法により製造されたものが好ましく用いられる。アトマイズ法によれば、極めて微小な粉末を効率よく製造することができる。また、得られる粉末の各粒子の形状が真球に近くなるため、コア部2の転動容易性が向上し、後述するような効果が生じる。
Such a core part 2 may be manufactured by any method, for example, an atomizing method (for example, a water atomizing method, a gas atomizing method, a high-speed rotating water atomizing method, etc.), a reduction method, a carbonyl method, a pulverizing method, etc. These are produced by various powdering methods.
Among these, what was manufactured by the atomizing method is preferably used for the core part 2. According to the atomizing method, extremely fine powder can be produced efficiently. Moreover, since the shape of each particle | grain of the obtained powder becomes a perfect sphere, the rolling ease of the core part 2 improves and the effect which is mentioned later arises.
一方、絶縁粒子30は、第1の絶縁性材料で構成された粉末の一粒子である。
かかる第1の絶縁性材料としては、無機系の絶縁性材料が挙げられ、例えば、ケイ酸ソーダガラス、ホウケイ酸ガラス、鉛ガラス、アルミノケイ酸ガラス、ホウ酸塩ガラス、リン酸塩ガラス、硫酸塩ガラス、バナジン酸塩ガラスのような各種ガラス材料等を主成分とする材料が挙げられる。このようなガラス材料は、化学的安定性および絶縁性に優れていることから、長期にわたって高い絶縁性を維持し得る第1の被覆層31を形成することができる。このうち、好ましく用いられるガラス材料は、その軟化点が650℃以下のものであり、より好ましく用いられるガラス材料は、その軟化点が100〜500℃程度のものである。
軟化点が100〜500℃程度のガラス材料としては、例えば、酸化鉛を含有するホウ酸塩系ガラス(PbO・B2O3)や、これに酸化亜鉛または酸化ケイ素を混合した三元系ガラス材料、酸化スズを含有するリン酸塩系ガラス(SnO・P2O5)等が挙げられる。
On the other hand, the insulating particles 30 are one particle of powder made of the first insulating material.
Examples of the first insulating material include inorganic insulating materials such as sodium silicate glass, borosilicate glass, lead glass, aluminosilicate glass, borate glass, phosphate glass, and sulfate. Examples thereof include materials mainly composed of various glass materials such as glass and vanadate glass. Since such a glass material is excellent in chemical stability and insulation, the
Examples of the glass material having a softening point of about 100 to 500 ° C. include borate glass containing lead oxide (PbO · B 2 O 3 ) and ternary glass in which zinc oxide or silicon oxide is mixed. Examples thereof include phosphate glass (SnO · P 2 O 5 ) containing materials and tin oxide.
[2]次に、コア部2に対して、絶縁粒子30を機械的に固着させる。これにより、コア部2の表面に第1の被覆層31を形成する。
この機械的な固着は、コア部2の表面に絶縁粒子30を高い圧力で押圧することで生じる。具体的には、複合粒子1は、図2に示すような粉末被覆装置100を用いて上述した機械的な固着を生じさせることで製造される。
図2は、粉末被覆装置の構成を示す縦断面図である。なお、以下の説明では、図2中の上側を「上」、下側を「下」という。
[2] Next, the insulating particles 30 are mechanically fixed to the core portion 2. Thereby, the
This mechanical fixation is caused by pressing the insulating particles 30 against the surface of the core portion 2 with a high pressure. Specifically, the composite particles 1 are manufactured by causing the above-described mechanical fixation using a
FIG. 2 is a longitudinal sectional view showing the configuration of the powder coating apparatus. In the following description, the upper side in FIG. 2 is referred to as “upper” and the lower side is referred to as “lower”.
コア部2および絶縁粒子30に対して機械的な圧縮と摩擦作用とを生じさせる装置として、ハンマーミル、ディスクミル、ローラーミル、ボールミル、遊星ミル、ジェットミル等の各種粉砕機や、オングミル(登録商標)、高速楕円型混合機、ミックスマラー(登録商標)、ヤコブソンミル、メカノフュージョン(登録商標)、ハイブリダイゼーション(登録商標)等の各種摩擦混合機等が挙げられるが、ここでは、一例として、容器110と、その内側で容器の内壁に沿って回転するチップ140とを有する図2に示す粉末被覆装置100(摩擦混合機)について説明する。このような粉末被覆装置100は、コア部2に対する絶縁粒子30の機械的な固着を効率よく生じさせることができる。
Various devices such as a hammer mill, a disk mill, a roller mill, a ball mill, a planetary mill, a jet mill, or an ang mill (registered as a device that generates mechanical compression and frictional action on the core 2 and the insulating particles 30. Trademarks), high-speed elliptical mixers, MixMuller (registered trademark), Jacobson mill, Mechanofusion (registered trademark), various friction mixers such as hybridization (registered trademark), etc., but here, as an example, A powder coating apparatus 100 (friction mixer) shown in FIG. 2 having a
粉末被覆装置100は、円筒状をなす容器110と、その内部に、径方向に沿って設けられた棒状のアーム120とを有している。
容器110は、ステンレス鋼等の金属材料で構成され、その内部に投入されたコア部2および絶縁粒子30の混合物に対して、機械的な圧縮と摩擦作用とを与える。
また、アーム120の長手方向の中心には回転軸130が挿通されており、アーム120は、この回転軸130を回転中心として回転自在に設けられている。なお、回転軸130は、容器110の中心軸と一致するように設けられている。
The
The
A
また、アーム120の一方の端部には、チップ140が設けられている。このチップ140は、凸状の湾曲面とこれに対向する平面とを有する蒲鉾状をなしており、湾曲面が容器110の内壁に臨み、かつこの湾曲面と容器110との離間距離が所定の長さになるよう設定されている。これにより、チップ140は、アーム120の回転に伴って容器110の内壁と一定の距離を維持しつつ、内壁に沿って回転することができる。
A
また、アーム120の他方の端部には、スクレーパー150が設けられている。このスクレーパー150は、板状の部材であり、チップ140と同様、スクレーパー150と容器110との離間距離が所定の長さになるよう設定される。これにより、スクレーパー150は、アーム120に回転に伴って容器110の内壁付近を掻き取ることができるようになっている。
A
なお、回転軸130は、容器110の外部に設けられた図示しない回転駆動装置に接続されており、これによりアーム120を回転させることができる。
また、容器110は、粉末被覆装置100の駆動中、封止状態を維持することができ、内部を減圧(真空)状態または各種ガスで置換した状態を維持することができる。なお、好ましくは、容器110中は窒素、アルゴン等の不活性ガスで置換される。
The
In addition, the
次に、粉末被覆装置100を用いて第1の被覆層31を形成する方法について説明する。
まず、コア部2と絶縁粒子30とを容器110内に投入する。次いで、容器110を封止し、アーム120を回転させる。
ここで、図2(a)は、チップ140が上方に位置し、スクレーパー150が下方に位置するときの粉末被覆装置100の状態を示しており、一方、図2(b)は、チップ140が下方に位置し、スクレーパー150が上方に位置するときの粉末被覆装置100の状態を示している。
Next, a method for forming the
First, the core part 2 and the insulating particles 30 are put into the
Here, FIG. 2A shows the state of the
コア部2および絶縁粒子30は、スクレーパー150により図2(a)に示すように掻き取られる。これにより、コア部2および絶縁粒子30は、アーム120の回転とともに上方に持ち上げられ、その後落下することで撹拌される。
一方、図2(b)に示すように、チップ140が降下すると、チップ140と容器110との隙間に、コア部2および絶縁粒子30が侵入し、これらはアーム120の回転とともにチップ140から圧縮作用と摩擦作用とを受ける。
The core portion 2 and the insulating particles 30 are scraped off by the
On the other hand, as shown in FIG. 2B, when the
これらの撹拌と圧縮摩擦作用とが高速で繰り返されることにより、コア部2の表面に絶縁粒子30が固着する。この固着は、種々のメカニズムで生じると考えられるが、その1つとしては、機械的な圧縮による粒子表面同士の融合が挙げられる。そして、粒径の小さい絶縁粒子30は、複数個が集まってコア部2の表面を覆うように固着し、最終的には固着した絶縁粒子30同士が連結されてコア部2の表面を被覆する第1の被覆層31を形成する。なお、形成された第1の被覆層31では、絶縁粒子30の粒子としての原型はほぼ維持した状態になっている。このため、第1の被覆層31は、部分的に薄くなったりすることなく、均一な厚さになり易い。さらに、第1の被覆層31の表面には絶縁粒子30の形状を反映した多数の凹凸が形成される。
アーム120の回転数は、容器110内に投入される粉末の量に応じて若干異なるものの、1分間に300〜1200回程度とするのが好ましい。
また、チップ140が粉末を圧縮する際の押圧力は、チップ140の大きさによって異なるが、一例として30〜500N程度であるのが好ましい。
By repeating these agitation and compression friction action at high speed, the insulating particles 30 adhere to the surface of the core portion 2. This sticking is considered to occur by various mechanisms, and one of them is fusion of particle surfaces by mechanical compression. Then, a plurality of insulating particles 30 having a small particle diameter are gathered and fixed so as to cover the surface of the core part 2, and finally the fixed insulating particles 30 are connected to cover the surface of the core part 2. The
The number of rotations of the
Moreover, although the pressing force at the time of the chip | tip 140 compressing powder changes with the magnitude | sizes of the chip |
ここで、複合粒子1の製造に供されるコア部2は、その投影像について下記式で定義される円形度の平均値が0.8〜1であるのが好ましく、0.9〜1であるのがより好ましく、0.93〜1であるのがさらに好ましい。
円形度=(コア部2の投影像の面積と同じ面積の真円の周長)/(コア部2の投影像の周長)
なお、上記投影像とは、コア部2の形状を平面上に投影した二次元投影像である。
Here, as for the core part 2 used for manufacture of the composite particle 1, it is preferable that the average value of the circularity defined by the following formula with respect to the projected image is 0.8 to 1, preferably 0.9 to 1. More preferably, it is 0.93-1.
Circularity = (circumference of a perfect circle having the same area as that of the projected image of the core part 2) / (perimeter of the projected image of the core part 2)
The projected image is a two-dimensional projected image obtained by projecting the shape of the core unit 2 on a plane.
このような円形度のコア部2は、統計的に形状を近似したとすると、五角形以上の多角形である確率が高いと言え、したがって、鋭角の内角を有する凸部をほとんど含まないものとなる。このような凸部は、コア部2の転動を阻害する要因となるが、コア部2の円形度が前記範囲内であれば、そのような凸部を含む確率が低くなり、コア部2の転動容易性を飛躍的に高めることができる。
なお、コア部2の円形度が前記下限値を下回った場合、コア部2の転動容易性が低下し、均一な第1の被覆層31を成膜することができないおそれがある。
また、このように円形度の高いコア部2は、例えば前述したような各種アトマイズ法により製造することが可能である。
If the core portion 2 having such a circularity is statistically approximated, it can be said that there is a high probability that the core portion 2 is a pentagon or more polygon. Therefore, the core portion 2 does not include a convex portion having an acute inner angle. . Although such a convex part becomes a factor which inhibits rolling of the core part 2, if the circularity of the core part 2 is in the said range, the probability of including such a convex part will become low, and the core part 2 will be low. The ease of rolling can be dramatically improved.
In addition, when the circularity of the core part 2 is less than the said lower limit, the rolling ease of the core part 2 falls, and there is a possibility that the uniform
Moreover, the core part 2 having such a high degree of circularity can be manufactured by, for example, various atomizing methods as described above.
また、上記のような条件を満たすコア部2は、投影像の円形度が高いことから、比較的真球に近いと言える。このため、このようなコア部2の流動性は高くなり、上述した圧縮摩擦作用において、チップ140の回転とともに、容易に転動することができるものとなる。すなわち、チップ140と容器110との隙間に入り込んだコア部2は、チップ140の移動とともに容易に回転することができる。
この回転に伴って、コア部2の表面の全体にわたって均一な圧縮摩擦作用が生じ、その結果、コア部2の表面全体に均一な第1の被覆層31を成膜することができる。
Moreover, it can be said that the core part 2 which satisfy | fills the above conditions is comparatively close to a true sphere from the high circularity of a projection image. For this reason, the fluidity of such a core part 2 becomes high, and in the compression friction effect | action mentioned above, it can roll easily with rotation of the chip |
Along with this rotation, a uniform compressive frictional action occurs over the entire surface of the core portion 2, and as a result, a uniform
また、コア部2の形状が真球に近ければ、コア部2の破壊、摩耗に対する耐久性を高めることができる。すなわち、コア部2の形状が異形状である場合、コア部2に圧縮摩擦作用が加わった際に、一部に応力が集中し易く、その部位に欠損や摩耗を生じるおそれがあるが、コア部2の形状が真球に近ければ、上述した応力集中が緩和され、欠損や摩耗が防止される。その結果、第1の被覆層31を形成する過程で、コア部2の形状や粒径が変化するのを防止し、目的とする粉末特性が失われるのを防止することができる。
さらに、第1の被覆層31は、コア部2の表面に絶縁粒子30を機械的に固着させたものであるため、コア部2の表面の状態によらず、密着性が極めて高い。このため、第1の被覆層31の剥離を長期にわたって防止することができる。
Moreover, if the shape of the core part 2 is close to a true sphere, durability against destruction and wear of the core part 2 can be enhanced. That is, when the shape of the core part 2 is irregular, when compressive friction is applied to the core part 2, stress is likely to concentrate on a part, and there is a possibility that the part may be damaged or worn. If the shape of the part 2 is close to a true sphere, the stress concentration described above is relaxed, and chipping and wear are prevented. As a result, it is possible to prevent the shape and particle size of the core portion 2 from changing in the process of forming the
Furthermore, since the
また、上述したような第1の被覆層31の成膜は、水溶液を用いた塗布法などと異なり、乾燥下で行うことができ、しかも不活性ガス雰囲気中で行うこともできる。このため、成膜プロセス中にコア部2と第1の被覆層31との間に水分等が介在するおそれがなくなり、複合粒子1の長期耐久性をさらに高めることができる。
さらには、コア部2の表面に異物や不働態被膜等が付着していて、第1の被覆層31の成膜が阻害される場合でも、圧縮摩擦作用により異物等を除去したり、不働態被膜を破壊することができる。これにより、第1の被覆層31を確実に成膜することができる。
Further, unlike the coating method using an aqueous solution, the film formation of the
Furthermore, even when foreign matter, a passive film, or the like adheres to the surface of the core portion 2 and the film formation of the
また、コア部2の転動容易性を高める観点からは、コア部2の流動性に関わるタップ密度が高いことが好ましい。
具体的には、コア部2の真密度に対するタップ密度の割合は、45%以上であるのが好ましく、55%以上であるのがより好ましい。このようなコア部2は、流動性が比較的高いと言えるため、結果的に転動容易性の高いものとなる。
Further, from the viewpoint of increasing the ease of rolling of the core part 2, it is preferable that the tap density related to the fluidity of the core part 2 is high.
Specifically, the ratio of the tap density to the true density of the core portion 2 is preferably 45% or more, and more preferably 55% or more. Since it can be said that such a core part 2 has comparatively high fluidity, it becomes a thing with high rolling ease as a result.
また、コア部2の平均粒径は、特に限定されないが、3〜50μm程度であるのが好ましく、5〜30μm程度であるのがより好ましく、8〜20μm程度であるのがさらに好ましい。このように平均粒径が小さいコア部2を用いて圧粉磁心を製造した場合、渦電流が流れる経路を特に短くすることができる。このため、圧粉磁心の渦電流損失のさらなる低減を図ることができる。 Moreover, the average particle diameter of the core part 2 is not specifically limited, However, It is preferable that it is about 3-50 micrometers, It is more preferable that it is about 5-30 micrometers, It is further more preferable that it is about 8-20 micrometers. Thus, when a dust core is manufactured using the core part 2 with a small average particle diameter, the path | route through which an eddy current flows can be shortened especially. For this reason, the eddy current loss of the dust core can be further reduced.
なお、コア部2の平均粒径が前記下限値を下回った場合、コア部2の充填性が低下するため、得られる圧粉磁心の密度が低下し、これにより、圧粉磁心の透磁率および機械的特性が低下するおそれがある。一方、コア部2の平均粒径が前記上限値を上回った場合、圧粉磁心中で渦電流が流れる経路が長くなるため、渦電流損失が急激に増大するおそれがある。 In addition, when the average particle diameter of the core part 2 is less than the lower limit, the filling property of the core part 2 is lowered, so that the density of the obtained dust core is lowered, and thereby the permeability of the dust core and There is a risk that the mechanical properties will deteriorate. On the other hand, when the average particle diameter of the core part 2 exceeds the upper limit, the path through which the eddy current flows in the powder magnetic core becomes long, so that the eddy current loss may increase rapidly.
また、前記工程においてコア部2とともに容器110内に投入される絶縁粒子30の平均粒径は、前述したコア部2より小さく、具体的には、絶縁粒子30の平均粒径は、コア部2の平均粒径の1〜60%程度であるのが好ましく、10〜50%程度であるのがより好ましい。絶縁粒子30の平均粒径を前記範囲内に設定することにより、コア部2の表面に対して絶縁粒子30が効率的に固着する。その結果、均一な第1の被覆層31を確実に成膜することができる。
なお、上記範囲は、前述した圧縮摩擦作用により、絶縁粒子30に対して圧縮力が確実に伝達されるために適した粒径であり、かつ、圧縮摩耗作用の下では、コア部2に比べて著しく大きな粒径の複合粒子1は製造できないということに基づく範囲である。
Moreover, the average particle diameter of the insulating particles 30 introduced into the
Note that the above range is a particle size suitable for reliably transmitting the compressive force to the insulating particles 30 by the compression friction action described above, and compared with the core portion 2 under the compression wear action. Thus, the composite particle 1 having a remarkably large particle diameter cannot be produced.
すなわち、絶縁粒子30の平均粒径が前記下限値を下回った場合、絶縁粒子30に対して圧縮摩擦作用が十分に伝わらず、コア部2の表面に絶縁粒子30を固着させることができないおそれがある。一方、絶縁粒子30の平均粒径が前記上限値を上回った場合、絶縁粒子30が仮にコア部2の表面に一旦固着したとしても、その後の圧縮摩擦作用で、絶縁粒子30とコア部2との間に大きな圧縮力が付与され、両者が分離してしまうおそれがある。
なお、本発明において、「平均粒径」とは、対象となる粉末の粒度分布において、体積の累積で50%の部分に分布する粉末の粒径を指す。
That is, when the average particle size of the insulating particles 30 is less than the lower limit value, the compression frictional action is not sufficiently transmitted to the insulating particles 30 and the insulating particles 30 may not be fixed to the surface of the core portion 2. is there. On the other hand, when the average particle size of the insulating particles 30 exceeds the upper limit, even if the insulating particles 30 are once fixed to the surface of the core portion 2, the insulating particles 30 and the core portion 2 There is a possibility that a large compressive force is applied between the two and the two are separated.
In the present invention, the “average particle diameter” refers to the particle diameter of the powder distributed in a 50% cumulative volume in the particle size distribution of the target powder.
また、絶縁粒子30を構成するガラス材料として、軟化点が100〜500℃のものを用いることにより、上記の圧縮摩擦作用に伴って、絶縁粒子30の表面が軟化し、絶縁粒子30をコア部2の表面に隙間なく固着させることができる。これにより、第1の被覆層31とコア部2との間に隙間が生じず、最終的に、長期耐久性および磁気特性に優れた複合粒子1が得られる。
In addition, by using a glass material that constitutes the insulating particles 30 with a softening point of 100 to 500 ° C., the surface of the insulating particles 30 is softened in accordance with the above-described compression friction action, and the insulating particles 30 are formed into the core portion 2 can be fixed to the surface of 2 without a gap. Thereby, a gap is not generated between the
このようにして形成された第1の被覆層31は、その平均膜厚が、コア部2の平均粒径の0.1〜20%程度であるのが好ましく、0.3〜10%程度であるのがより好ましい。第1の被覆層31の平均膜厚が前記範囲内であれば、最終的に得られる複合粒子1(絶縁物被覆軟磁性粉末)は、十分な絶縁性を有するとともに、この複合粒子1の集合物を加圧・成形して圧粉磁心を製造した場合には、圧粉磁心の密度の著しい低下が防止され、結果的に、圧粉磁心の透磁率および磁束密度が著しく低下するのを防止することができる。すなわち、渦電流損失が小さく、かつ、透磁率および磁束密度に優れた圧粉磁心を製造可能な複合粒子1が得られる。
なお、粉末被覆装置100に投入する前に、コア部2および絶縁粒子30を撹拌機または混合機等により、撹拌(混合)するようにしてもよい。
The
Note that the core 2 and the insulating particles 30 may be stirred (mixed) by a stirrer or a mixer before being put into the
[3]次に、第1の被覆層31の表面に第2の被覆層32を成膜する。これにより、複合粒子1を得る。
第2の被覆層32は、第2の絶縁性材料を溶媒に溶解してなる溶液、または、第2の絶縁性材料を分散媒に分散してなる分散液(以下、「溶液または分散液」を省略して「溶液」と言う。)を、第1の被覆層3の表面に塗布し、得られた塗布膜を乾燥することにより形成される。
[3] Next, the
The
第2の絶縁性材料としては、無機系または有機系の絶縁性材料が挙げられ、例えば、オルトリン酸(H3PO4)、ピロリン酸(H4P2O7)のようなリン酸、メタホウ酸(H2BO3)、ホウ酸(H3BO3)のようなホウ酸、またはこれらの塩の他、第1の絶縁性材料として列挙した各種ガラス材料等の無機系材料や、シリコーン系樹脂、フェノール系樹脂、エポキシ系樹脂、メラミン樹脂、熱硬化性ポリイミド樹脂のような有機系材料等が挙げられ、これらのうちの1種または2種以上を組み合わせて用いることができる。 Examples of the second insulating material include inorganic or organic insulating materials such as phosphoric acid such as orthophosphoric acid (H 3 PO 4 ) and pyrophosphoric acid (H 4 P 2 O 7 ), In addition to boric acid such as acid (H 2 BO 3 ), boric acid (H 3 BO 3 ), or salts thereof, inorganic materials such as various glass materials listed as the first insulating material, and silicone materials Examples thereof include organic materials such as resins, phenolic resins, epoxy resins, melamine resins, and thermosetting polyimide resins, and one or more of these materials can be used in combination.
前述した溶液の作製に用いられる溶媒または分散媒としては、特に限定されず、水、エタノール、α−テルピネオール、フェノキシエタノール、エチルセロソルブ、ジブチルセロソルブ、ブチルカルビトールアセテート、エチレングリコールモノフェニルエーテル等が挙げられる。
また、溶媒または分散媒には、エチルセルロース、ニトロセルロース、ブチラール樹脂等の樹脂成分が添加されていてもよい。
The solvent or dispersion medium used for the preparation of the solution is not particularly limited, and examples thereof include water, ethanol, α-terpineol, phenoxyethanol, ethyl cellosolve, dibutyl cellosolve, butyl carbitol acetate, and ethylene glycol monophenyl ether. .
In addition, a resin component such as ethyl cellulose, nitrocellulose, or butyral resin may be added to the solvent or the dispersion medium.
上述した溶液の例としては、例えば、オルトリン酸(H3PO4)、ホウ酸(H3BO3)の水溶液等が挙げられる。これらの水溶液は、粘性が低く、流動性が高いことから、第1の被覆層31の表面に凹凸、亀裂、孔等があったとしても、これらに浸透して塞ぐことができる。このため、複合粒子1の絶縁性をより高めることができる。
また、複合粒子1の質量に対する第2の絶縁性材料の比率(固形分質量の比率)は、0.1〜5%程度であるのが好ましく、0.5〜3%程度であるのがより好ましい。これにより、第1の被覆層31の表面を均一に被覆するとともに、十分な絶縁特性を有する第2の被覆層32が得られる。
なお、第1の被覆層31の表面に溶液を塗布する方法としては、例えば、第1の被覆層31を形成したコア部2を溶液中に浸漬する方法、溶液を噴霧する方法等が挙げられる。
Examples of the solution described above, for example,
Further, the ratio of the second insulating material to the mass of the composite particles 1 (ratio of the solid content mass) is preferably about 0.1 to 5%, more preferably about 0.5 to 3%. preferable. Thereby, the surface of the
In addition, as a method of apply | coating a solution to the surface of the
次いで、第1の被覆層31の表面に塗布した溶液を乾燥する。この乾燥方法は、特に限定されず、加熱、減圧等の方法が用いられる。
加熱する場合、加熱温度は、50〜300℃程度であるのが好ましく、100〜200℃程度であるのがより好ましい。
また、必要に応じて、さらに高い温度で加熱することにより、溶液中のガラス成分を焼成するようにしてもよい。
この場合の焼成条件は、ガラス成分の種類によって異なるものの、300〜600℃程度であるのが好ましい。
Next, the solution applied to the surface of the
When heating, the heating temperature is preferably about 50 to 300 ° C, more preferably about 100 to 200 ° C.
Moreover, you may make it bake the glass component in a solution by heating at a still higher temperature as needed.
The firing condition in this case is preferably about 300 to 600 ° C., although it varies depending on the type of glass component.
以上のような方法により、溶液中の固形分が第1の被覆層31の表面を覆い、第2の被覆層32が形成される。これにより、複合粒子1が得られる。
得られた第2の被覆層32の平均厚さは、0.01〜5μm程度であるのが好ましく、0.05〜1μm程度であるのがより好ましい。
ここで、第1の絶縁性材料および第2の絶縁性材料は、互いに共通の構成成分を含んでいることが好ましい。これにより、第1の被覆層31と第2の被覆層32との間の親和性が向上し、両者の密着性が高くなる。その結果、第1の被覆層31と第2の被覆層32との間の剥離が防止され、複合粒子1を用いて圧粉磁心を製造した場合、層間の水分の浸入が防止され、圧粉磁心の変質・劣化が確実に防止される。
By the method as described above, the solid content in the solution covers the surface of the
The average thickness of the obtained
Here, it is preferable that the first insulating material and the second insulating material contain a common component. Thereby, the affinity between the
なお、共通の構成成分としては、例えば、リン、ホウ素、酸素等が挙げられる。このうち、第1の絶縁性材料および第2の絶縁性材料は、互いに共通の構成成分として、リンまたはホウ素を含んでいることが好ましい。これらの構成成分を含むことにより、第1の被覆層31と第2の被覆層32との間には、特に高い密着性が得られる。
具体例としては、第1の絶縁性材料がリン酸塩系ガラスまたはホウ酸塩系ガラスであり、第2の絶縁性材料がリン酸またはホウ酸である場合等が挙げられる。
In addition, as a common component, phosphorus, boron, oxygen etc. are mentioned, for example. Among these, it is preferable that the first insulating material and the second insulating material contain phosphorus or boron as a common component. By including these constituent components, particularly high adhesion is obtained between the
Specific examples include a case where the first insulating material is phosphate glass or borate glass, and the second insulating material is phosphoric acid or boric acid.
また、前記工程で形成される第1の被覆層31は、複数の絶縁粒子30の集合体で構成されているため、図1に示すように、その表面に凹凸が生じる。第2の被覆層32は、このような凹凸を含む表面に溶液を塗布することで形成されるが、この際、表面張力により溶液が凹部に入り込む。これにより、第2の被覆層32は、アンカー効果により第1の被覆層31に対して特に強固に密着することができる。その結果、複合粒子1の絶縁性をさらに高めることができる。
Moreover, since the
なお、溶液は、第1の被覆層31の表面の凹凸を緩和するように塗布されるため、第2の被覆層32は、この凹凸を吸収するように成膜されることとなる。これにより、複合粒子1の表面は、凹凸の少ない滑らかな表面となる。このため、このような複合粒子1の集合物をバインダーとともに加圧・成形して圧粉磁心を製造する場合、複合粒子1同士の間に存在するバインダーが、加圧に伴う複合粒子1同士の接近により断ち切られてしまう現象を最小限に抑えることができる。これは、複合粒子1の表面に凸部等がほとんど存在しないことから、点接触が避けられるためである。その結果、得られる圧粉磁心は、複合粒子1同士の間にバインダーが行き渡り、複合粒子1間を確実に絶縁することができるため、渦電流損失の少ないものとなる。
また、第2の被覆層32は、塗布法により形成されるため、表面張力を利用して第1の被覆層31の表面全体を均一に覆うことができ、層が途中で途切れたり、孔が開いたりする等の不具合が生じ難い。このため、複合粒子1の絶縁性を確実に維持するとともに、コア部2側に水分が浸入するのを確実に防止することができる。
Since the solution is applied so as to alleviate the irregularities on the surface of the
In addition, since the
ところで、このように塗布法を用いてコア部表面に被覆層形成する方法は以前から知られていた。しかしながら、塗布法では、コア部と被覆層との十分な密着性を確保することができず、層間剥離等の問題を生じていた。その結果、このような粉末を用いて製造された圧粉磁心では、従来、絶縁抵抗値の低下や、それに伴う渦電流損失の増加等の不具合を招いていた。 By the way, a method for forming a coating layer on the surface of the core portion using the coating method has been known for a long time. However, in the coating method, sufficient adhesion between the core portion and the coating layer cannot be secured, causing problems such as delamination. As a result, in the dust core manufactured using such a powder, conventionally, problems such as a decrease in insulation resistance value and an increase in eddy current loss associated therewith have been caused.
これに対し、本発明では、コア部2と、塗布法で形成される第2の被覆層32との間に、絶縁粒子30の機械的な固着により形成される第1の被覆層31が介在する。この第1の被覆層31は、前述したようにコア部2に対して「表面融合」に基づいて強固に密着し、さらに、第2の被覆層32は、第1の被覆層31に対して「アンカー効果」に基づいて強固に密着している。その結果、複合粒子1は、層間剥離や絶縁性低下といった課題を確実に解決し、この複合粒子1を用いて製造された圧粉磁心は、長期にわたって高い絶縁抵抗値を維持し、渦電流損失を確実に抑制し得るものとなる。
なお、このようにして得られた複合粒子1に対し、必要に応じて、分級を行ってもよい。分級の方法としては、例えば、ふるい分け分級、慣性分級、遠心分級のような乾式分級、沈降分級のような湿式分級等が挙げられる。
On the other hand, in the present invention, the
In addition, you may classify with respect to the composite particle 1 obtained in this way as needed. Examples of classification methods include sieving classification, inertia classification, dry classification such as centrifugal classification, and wet classification such as sedimentation classification.
[圧粉磁心および磁性素子]
本発明の磁性素子は、チョークコイル、インダクター、ノイズフィルター、リアクトル、モーター、発電機のように、磁心を備えた各種磁性素子(電磁気部品)に適用可能である。すなわち、本発明の圧粉磁心は、これらの磁性素子が備える磁心に適用可能である。
[Dust core and magnetic element]
The magnetic element of the present invention can be applied to various magnetic elements (electromagnetic components) having a magnetic core such as a choke coil, an inductor, a noise filter, a reactor, a motor, and a generator. That is, the dust core of the present invention can be applied to a magnetic core included in these magnetic elements.
以下、磁性素子の一例として、2種類のチョークコイルを代表に説明する。
<第1実施形態>
まず、本発明の磁性素子の第1実施形態を適用したチョークコイルについて説明する。
図3は、チョークコイルの構成を示す模式図(平面図)である。
図3に示すチョークコイル10は、リング状(トロイダル形状)の圧粉磁心11と、この圧粉磁心11に巻き回された導線12とを有する。このようなチョークコイル10は、一般に、トロイダルコイルと称される。
Hereinafter, two types of choke coils will be described as representative examples of magnetic elements.
<First Embodiment>
First, a choke coil to which the first embodiment of the magnetic element of the present invention is applied will be described.
FIG. 3 is a schematic diagram (plan view) showing the configuration of the choke coil.
A choke coil 10 shown in FIG. 3 has a ring-shaped (toroidal-shaped)
圧粉磁心11は、複合粒子1(本発明の絶縁物被覆軟磁性粉末)とバインダーと有機溶媒とを混合し、得られた混合物を成形型に供給するとともに、加圧・成形して得られたものである。
圧粉磁心11の作製に用いられるバインダーの構成材料としては、例えば、シリコーン系樹脂、エポキシ系樹脂、フェノール系樹脂、ポリアミド系樹脂、ポリイミド系樹脂、ポリフェニレンサルファイド系樹脂等の有機バインダー、リン酸マグネシウム、リン酸カルシウム、リン酸亜鉛、リン酸マンガン、リン酸カドミウムのようなリン酸塩、ケイ酸ナトリウムのようなケイ酸塩(水ガラス)等の無機バインダー等が挙げられるが、特に、熱硬化性ポリイミドまたはエポキシ系樹脂が好ましい。これらの樹脂材料は、加熱されることによって容易に硬化するとともに、耐熱性に優れたものである。したがって、圧粉磁心11の製造容易性および耐熱性を高めることができる。
The
Examples of the constituent material of the binder used for producing the
また、複合粒子1に対して混合するバインダーの割合は、作製する圧粉磁心11の目的とする磁束密度や、許容される渦電流損失等に応じて若干異なるが、0.5〜5質量%程度であるのが好ましく、1〜3質量%程度であるのがより好ましい。これにより、複合粒子1の各粒子同士をより確実に絶縁しつつ、圧粉磁心11の密度をある程度確保して、圧粉磁心11の透磁率および磁束密度が著しく低下するのを防止することができる。その結果、透磁率および磁束密度が高く、かつ低損失の圧粉磁心11が得られる。
Further, the ratio of the binder to be mixed with the composite particle 1 is slightly different depending on the intended magnetic flux density of the
また、有機溶媒としては、バインダーを溶解し、被覆層3を侵さないものであれば特に限定されないが、例えば、トルエン、クロロホルム、酢酸エチル等の各種溶媒が挙げられる。
なお、前記混合物中には、必要に応じて、任意の目的で各種添加剤を添加するようにしてもよい。
以上のようなバインダーにより、複合粒子1の集合物は、成形時の形状を保持し、圧粉磁心11として機能する。
The organic solvent is not particularly limited as long as it dissolves the binder and does not attack the
In addition, you may make it add various additives for the arbitrary objectives in the said mixture as needed.
By the binder as described above, the aggregate of the composite particles 1 maintains the shape at the time of molding and functions as the
このようにして製造された圧粉磁心11では、コア部2の表面を覆う被覆層3と、複合粒子1の隙間に行き渡ったバインダーとにより、コア部2同士が確実に絶縁されることとなる。その結果、圧粉磁心11に高周波数で変化する磁場を付与しても、この磁場変化に対する電磁誘導で発生する起電力に伴う誘導電流は、粒子単位の比較的狭い領域にしか及ばない。このため、この誘導電流によるジュール損失を小さく抑えることができる。
また、このジュール損失は、圧粉磁心11の発熱を招くこととなるため、ジュール損失を抑えることにより、チョークコイル10の発熱量を減らすこともできる。
In the
Further, since this Joule loss causes heat generation of the
一方、導線12の構成材料としては、導電性の高い材料が挙げられ、例えば、Cu、Al、Ag、Au、Ni等の金属材料、またはかかる金属材料を含む合金等が挙げられる。
なお、導線12の表面に、絶縁性を有する表面層を備えているのが好ましい。これにより、圧粉磁心11と導線12との短絡をより確実に防止することができる。
かかる表面層の構成材料としては、例えば、エナメル等の各種樹脂材料等が挙げられる。
On the other hand, examples of the constituent material of the
In addition, it is preferable to provide the surface of the
Examples of the constituent material of the surface layer include various resin materials such as enamel.
次に、圧粉磁心11およびチョークコイル10の製造方法について説明する。
まず、複合粒子1と、バインダーと、各種添加剤と、有機溶媒とを混合し、混合物を得る。
次いで、得られた混合物を乾燥させて塊状の乾燥体を得た後、この乾燥体を粉砕することにより、造粒粉を形成する。
Next, a method for manufacturing the
First, the composite particle 1, a binder, various additives, and an organic solvent are mixed to obtain a mixture.
Next, the obtained mixture is dried to obtain a lump-like dried body, and then the dried body is pulverized to form granulated powder.
次に、この造粒粉を、作製すべき圧粉磁心の形状に成形し、成形体を得る。
この場合の成形方法としては、特に限定されないが、例えば、プレス成形、押出成形、射出成形等の方法が挙げられる。
なお、この成形体の形状寸法は、以後の成形体を加熱した際の収縮分を見込んで決定される。
Next, this granulated powder is molded into the shape of a powder magnetic core to be produced to obtain a molded body.
The molding method in this case is not particularly limited, and examples thereof include press molding, extrusion molding, and injection molding.
Note that the shape and size of the molded body is determined in consideration of the shrinkage when the molded body is heated thereafter.
次に、得られた成形体を加熱することにより、成形体中のバインダーを硬化させ、圧粉磁心11を得る。
このときの加熱温度は、バインダーの組成等に応じて若干異なるものの、バインダーが有機バインダーで構成されている場合、好ましくは100〜250℃程度とされ、より好ましくは120〜200℃程度とされる。
また、加熱時間は、加熱温度に応じて異なるものの、0.5〜5時間程度とされる。
Next, by heating the obtained molded body, the binder in the molded body is cured, and the
The heating temperature at this time is slightly different depending on the composition of the binder, but when the binder is composed of an organic binder, it is preferably about 100 to 250 ° C., more preferably about 120 to 200 ° C. .
Moreover, although heating time changes with heating temperature, it is set as about 0.5 to 5 hours.
次いで、圧粉磁心11の外周面に導線12を巻き回すことにより、チョークコイル10が得られる。
このようにして得られた圧粉磁心(本発明の圧粉磁心)11は、低損失で、耐久性の高いものとなる。このため、かかる圧粉磁心11の外周面に沿って導線12を巻き回してなるチョークコイル(本発明の磁性素子)10は、優れた高周波数特性を長期にわたって維持することができる。また、チョークコイル10の小型化や定格電流の増大を図ることができ、発熱量の低減を容易に実現することができる。
Next, the choke coil 10 is obtained by winding the
The powder magnetic core 11 (the powder magnetic core of the present invention) thus obtained has low loss and high durability. For this reason, the choke coil (magnetic element of the present invention) 10 formed by winding the
<第2実施形態>
まず、本発明の磁性素子の第2実施形態を適用したチョークコイルについて説明する。
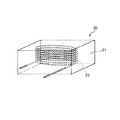
図4は、チョークコイルの構成を示す模式図(透過斜視図)である。
以下、第2実施形態にかかるチョークコイルについて説明するが、それぞれ、前記第1実施形態にかかるチョークコイルとの相違点を中心に説明し、同様の事項については、その説明を省略する。
Second Embodiment
First, a choke coil to which a second embodiment of the magnetic element of the present invention is applied will be described.
FIG. 4 is a schematic diagram (transparent perspective view) showing the configuration of the choke coil.
Hereinafter, although the choke coil according to the second embodiment will be described, the description will be focused on the differences from the choke coil according to the first embodiment, and the description of the same matters will be omitted.
本実施形態にかかるチョークコイル20は、図4に示すように、コイル状に成形された導線22を、圧粉磁心21の内部に埋設してなるものである。すなわち、チョークコイル20は、導線22を圧粉磁心21でモールドしてなるものである。
このような形態のチョークコイル20は、比較的小型かつ薄型のものが容易に得られる。そして、このような小型のチョークコイル20を製造する場合、透磁率および磁束密度が高く、かつ、損失の小さい圧粉磁心21が、その作用・効果をより有効に発揮する。すなわち、より小型であるにもかかわらず、大電流に対応可能な低損失・低発熱のチョークコイル20が得られる。
As shown in FIG. 4, the
A relatively small and
また、導線22が圧粉磁心21の内部に埋設されているため、導線22と圧粉磁心21との間に隙間が生じ難い。このため、圧粉磁心21の磁歪による振動を抑制し、この振動に伴う騒音の発生を抑制することもできる。
以上のような本実施形態にかかるチョークコイル20を製造する場合、まず、成形型のキャビティ内に導線22を配置するとともに、キャビティ内を複合粒子1で充填する。すなわち、導線22を包含するように、複合粒子1を充填する。
次に、導線22とともに、複合粒子1およびバインダーを加圧して成形体を得る。
次いで、前記第1実施形態と同様に、この成形体に熱処理を施す。これにより、チョークコイル20が得られる。
Moreover, since the
When manufacturing the
Next, the composite particle 1 and the binder are pressed together with the
Next, as in the first embodiment, this molded body is subjected to heat treatment. Thereby, the
以上、本発明の絶縁物被覆軟磁性粉末、圧粉磁心および磁性素子について、好適な実施形態に基づいて説明したが、本発明はこれに限定されるものではない。
例えば、前記実施形態では、本発明の磁性素子としてチョークコイルを例に説明したが、圧粉磁心を備える他の磁性素子においても、上記と同様の作用・効果が得られる。
As described above, the insulator-coated soft magnetic powder, the dust core and the magnetic element of the present invention have been described based on the preferred embodiments, but the present invention is not limited to this.
For example, in the above embodiment, the choke coil has been described as an example of the magnetic element of the present invention. However, the same operation and effect as described above can be obtained in other magnetic elements including a dust core.
次に、本発明の具体的実施例について説明する。
1.圧粉磁心および磁性素子の製造
(実施例1)
[1]まず、水アトマイズ法により製造されたFe−Cr−Si系合金の軟磁性粉末(コア部)を用意した。この軟磁性粉末は、Crを4.5質量%、Siを3.5質量%の割合でそれぞれ含むFe基合金粉末である。なお、この軟磁性粉末の粉末特性は以下のとおりである。
Next, specific examples of the present invention will be described.
1. Production of dust core and magnetic element (Example 1)
[1] First, a soft magnetic powder (core part) of an Fe—Cr—Si alloy produced by a water atomization method was prepared. This soft magnetic powder is an Fe-based alloy powder containing 4.5 mass% Cr and 3.5 mass% Si. The soft magnetic powder has the following powder characteristics.
<軟磁性粉末の粉末特性>
・平均粒径 :12μm
・投影像の円形度 :0.94
・タップ密度 :4.3g/cm3
・真密度 :7.6g/cm3
・真密度に対するタップ密度の割合:57%
・保磁力 :14.2Oe(1130A/m)
・質量磁化率 :190emu/g(3×10−6Hm2/kg)
また、酸化スズを含むリン酸塩系ガラスの粉末(絶縁粒子)を用意した。この粉末は、SnO−P2O5−MgO系ガラス(SnO:62モル%、P2O5:33モル%、MgO:5モル%)の粉末である。
<ガラス粉末の粉末特性>
・平均粒径 :3μm
・ガラス材料の軟化点 :404℃
また、リン酸塩系ガラス粉末の平均粒径は、軟磁性粉末の平均粒径の25%であった。
<Powder characteristics of soft magnetic powder>
・ Average particle size: 12μm
-Circularity of projected image: 0.94
Tap density: 4.3 g / cm 3
-True density: 7.6 g / cm 3
-Ratio of tap density to true density: 57%
Coercive force: 14.2 Oe (1130 A / m)
Mass susceptibility: 190 emu / g (3 × 10 −6 Hm 2 / kg)
Further, a phosphate glass powder (insulating particles) containing tin oxide was prepared. This powder is a powder of SnO—P 2 O 5 —MgO-based glass (SnO: 62 mol%, P 2 O 5 : 33 mol%, MgO: 5 mol%).
<Powder characteristics of glass powder>
・ Average particle size: 3μm
・ Softening point of glass material: 404 ° C
The average particle size of the phosphate glass powder was 25% of the average particle size of the soft magnetic powder.
[2]次に、図2に示す粉末被覆装置100の容器110内に、軟磁性粉末とリン酸塩系ガラス粉末とを投入した。そして、粉末被覆装置100を稼働させ、軟磁性粉末の周囲にリン酸塩系ガラス粉末を固着させた。これにより、軟磁性粉末の表面に第1の被覆層を形成した。
なお、得られた第1の被覆層の平均厚さは2μmであり、第1の被覆層の平均厚さの軟磁性粉末の平均粒径に対する割合は17%であった。
[2] Next, soft magnetic powder and phosphate glass powder were put into the
The average thickness of the obtained first coating layer was 2 μm, and the ratio of the average thickness of the first coating layer to the average particle size of the soft magnetic powder was 17%.
[3]次に、オルトリン酸(H3PO4)と水とを混合し、水溶液(リン酸水溶液)を得た。なお、オルトリン酸の混合量は、複合粒子全体に対するオルトリン酸の固形分の比率が1質量%となるよう調整した。
[4]次に、第1の被覆層を形成した軟磁性粉末に、オルトリン酸水溶液を噴霧した。その後、軟磁性粉末を100℃で乾燥させ、第1の被覆層の表面にオルトリン酸からなる第2の被覆層を形成した。これにより、複合粒子(本発明の絶縁物被覆軟磁性粉末)を得た。なお、第2の被覆層の平均厚さは1μmであった。
[3] Next, orthophosphoric acid (H 3 PO 4 ) and water were mixed to obtain an aqueous solution (phosphoric acid aqueous solution). In addition, the mixing amount of orthophosphoric acid was adjusted so that the ratio of the solid content of orthophosphoric acid to the entire composite particle was 1% by mass.
[4] Next, an orthophosphoric acid aqueous solution was sprayed onto the soft magnetic powder on which the first coating layer was formed. Thereafter, the soft magnetic powder was dried at 100 ° C. to form a second coating layer made of orthophosphoric acid on the surface of the first coating layer. Thereby, composite particles (insulator-coated soft magnetic powder of the present invention) were obtained. The average thickness of the second coating layer was 1 μm.
[5]次に、得られた複合粒子と、エポキシ樹脂(有機バインダー)と、トルエン(有機溶媒)とを混合して混合物を得た。なお、エポキシ樹脂の添加量は、軟磁性粉末に対して2質量%とした。
[6]次に、得られた混合物を撹拌したのち、温度60℃で1時間加熱して乾燥させ、塊状の乾燥体を得た。次いで、この乾燥体を目開き500μmのふるいにかけ、乾燥体を粉砕して造粒粉末を得た。
[5] Next, the obtained composite particles, an epoxy resin (organic binder), and toluene (organic solvent) were mixed to obtain a mixture. The addition amount of the epoxy resin was 2% by mass with respect to the soft magnetic powder.
[6] Next, the obtained mixture was stirred and then heated and dried at a temperature of 60 ° C. for 1 hour to obtain a lump-like dried product. Next, this dried product was passed through a sieve having an opening of 500 μm, and the dried product was pulverized to obtain a granulated powder.
[7]次に、得られた造粒粉末を成形型に充填し、下記の成形条件に基づいて成形体を得た。
<成形条件>
・成形方法 :プレス成形
・成形体の形状:リング状
・成形体の寸法:外径28mm、内径14mm、厚さ5mm
・成形圧力 :6t/cm2(588MPa)
[7] Next, the obtained granulated powder was filled into a mold, and a molded body was obtained based on the following molding conditions.
<Molding conditions>
-Molding method: Press molding-Shape of molded body: ring shape-Dimensions of molded body: 28 mm outer diameter, 14 mm inner diameter, 5 mm thickness
Molding pressure: 6 t / cm 2 (588 MPa)
[8]次に、成形体を大気雰囲気中において、温度150℃で1時間加熱して、エポキシ樹脂を硬化させた。これにより、圧粉磁心を得た。
[9]次に、次に、得られた圧粉磁心を用い、以下の作製条件に基づいて、図3に示すチョークコイル(磁性素子)を作製した。
<コイル作製条件>
・導線の構成材料:Cu
・導線の線径 :0.5mm
・巻き数(透磁率測定時):7ターン
・巻き数(鉄損測定時) :1次側30ターン、2次側30ターン
[8] Next, the molded body was heated in an air atmosphere at a temperature of 150 ° C. for 1 hour to cure the epoxy resin. As a result, a dust core was obtained.
[9] Next, using the obtained dust core, a choke coil (magnetic element) shown in FIG. 3 was manufactured based on the following manufacturing conditions.
<Coil manufacturing conditions>
・ Constituent material of conducting wire: Cu
・ Wire diameter: 0.5mm
・ Number of turns (when measuring permeability): 7 turns ・ Number of turns (when measuring iron loss): 30 turns on the primary side, 30 turns on the secondary side
(実施例2)
以下に示す粉末特性のガラス粉末を用いるようにした以外は、前記実施例1と同様にして圧粉磁心およびチョークコイルを作製した。なお、以下に示す粉末特性は、実施例1との相違点である。
<ガラス粉末の粉末特性>
・平均粒径 :5μm
・軟磁性粉末の平均粒径に対するガラス粉末の平均粒径の割合:42%
(Example 2)
A dust core and a choke coil were produced in the same manner as in Example 1 except that glass powder having the following powder characteristics was used. The powder characteristics shown below are different from those in Example 1.
<Powder characteristics of glass powder>
・ Average particle size: 5μm
-Ratio of average particle diameter of glass powder to average particle diameter of soft magnetic powder: 42%
(実施例3)
以下に示す粉末特性のガラス粉末を用いるようにした以外は、前記実施例1と同様にして圧粉磁心およびチョークコイルを作製した。なお、以下に示す粉末特性は、実施例1との相違点である。
<ガラス粉末の粉末特性>
・平均粒径 :7μm
・軟磁性粉末の平均粒径に対するガラス粉末の平均粒径の割合:58%
(Example 3)
A dust core and a choke coil were produced in the same manner as in Example 1 except that glass powder having the following powder characteristics was used. The powder characteristics shown below are different from those in Example 1.
<Powder characteristics of glass powder>
・ Average particle size: 7μm
-Ratio of average particle diameter of glass powder to average particle diameter of soft magnetic powder: 58%
(実施例4)
水アトマイズ法における条件を変更することにより得られた、以下の粉末特性の軟磁性粉末を用いるようにした以外は、前記実施例2と同様にして圧粉磁心およびチョークコイルを作製した。なお、以下に示す粉末特性は、実施例2との相違点である。
<軟磁性粉末の粉末特性>
・投影像の円形度 :0.92
Example 4
A dust core and a choke coil were produced in the same manner as in Example 2 except that soft magnetic powder having the following powder characteristics obtained by changing the conditions in the water atomization method was used. The powder characteristics shown below are different from those in Example 2.
<Powder characteristics of soft magnetic powder>
-Circularity of projected image: 0.92
(実施例5)
水アトマイズ法における条件を変更することにより得られた、以下の粉末特性の軟磁性粉末を用いるようにした以外は、前記実施例2と同様にして圧粉磁心およびチョークコイルを作製した。なお、以下に示す粉末特性は、実施例2との相違点である。
<軟磁性粉末の粉末特性>
・投影像の円形度 :0.90
・タップ密度 :4.2g/cm3
・真密度に対するタップ密度の割合:55%
(Example 5)
A dust core and a choke coil were produced in the same manner as in Example 2 except that soft magnetic powder having the following powder characteristics obtained by changing the conditions in the water atomization method was used. The powder characteristics shown below are different from those in Example 2.
<Powder characteristics of soft magnetic powder>
-Circularity of projected image: 0.90
Tap density: 4.2 g / cm 3
-Ratio of tap density to true density: 55%
(実施例6)
以下に示す粉末特性のガラス粉末を用いるようにした以外は、前記実施例5と同様にして圧粉磁心およびチョークコイルを作製した。なお、以下に示す粉末特性は、実施例5との相違点である。
<ガラス粉末の粉末特性>
・平均粒径 :7μm
(Example 6)
A dust core and a choke coil were produced in the same manner as in Example 5 except that glass powder having the following powder characteristics was used. The powder characteristics shown below are different from those in Example 5.
<Powder characteristics of glass powder>
・ Average particle size: 7μm
(実施例7)
リン酸水溶液を噴霧する方法に代えて、第1の被覆層を形成した軟磁性粉末を、ホウ酸水溶液中に浸漬するようにした以外は、前記実施例6と同様にして圧粉磁心およびチョークコイルを作製した。
(実施例8)
リン酸水溶液に代えて、リン酸塩系ガラスの分散液を噴霧するようにした以外は、前記実施例6と同様にして圧粉磁心およびチョークコイルを作製した。
(Example 7)
Instead of the method of spraying the phosphoric acid aqueous solution, the dust core and choke were the same as in Example 6 except that the soft magnetic powder having the first coating layer was immersed in the boric acid aqueous solution. A coil was produced.
(Example 8)
A dust core and a choke coil were produced in the same manner as in Example 6 except that a phosphate glass dispersion was sprayed instead of the phosphoric acid aqueous solution.
(実施例9)
以下に示す粉末特性のガラス粉末を用いるとともに、リン酸水溶液に代えてホウ酸水溶液を用いるようにした以外は、前記実施例5と同様にして圧粉磁心およびチョークコイルを作製した。なお、以下に示す粉末特性は、実施例5との相違点である。
<ガラス粉末の粉末特性>
・組成 :ホウ酸塩系ガラス
・ガラス材料の軟化点 :600℃
Example 9
A dust core and a choke coil were produced in the same manner as in Example 5 except that glass powder having the following powder characteristics was used and a boric acid aqueous solution was used instead of the phosphoric acid aqueous solution. The powder characteristics shown below are different from those in Example 5.
<Powder characteristics of glass powder>
・ Composition: borate glass ・ Softening point of glass material: 600 ° C.
(実施例10)
ホウ酸水溶液に代えて、リン酸水溶液を用いるようにした以外は、前記実施例9と同様にして圧粉磁心およびチョークコイルを作製した。
(実施例11)
ホウ酸水溶液に代えて、ホウ酸塩系ガラスの分散液を噴霧するようにした以外は、前記実施例9と同様にして圧粉磁心およびチョークコイルを作製した。
(Example 10)
A dust core and a choke coil were produced in the same manner as in Example 9 except that a phosphoric acid aqueous solution was used instead of the boric acid aqueous solution.
(Example 11)
A dust core and a choke coil were produced in the same manner as in Example 9 except that a borate glass dispersion was sprayed instead of the boric acid aqueous solution.
(実施例12)
以下に示す粉末特性のガラス粉末を用いるようにした以外は、前記実施例5と同様にして圧粉磁心およびチョークコイルを作製した。なお、以下に示す粉末特性は、実施例5との相違点である。
<ガラス粉末の粉末特性>
・組成 :ケイ酸ソーダ
・ガラス材料の軟化点 :650℃
(Example 12)
A dust core and a choke coil were produced in the same manner as in Example 5 except that glass powder having the following powder characteristics was used. The powder characteristics shown below are different from those in Example 5.
<Powder characteristics of glass powder>
・ Composition: Sodium silicate ・ Softening point of glass material: 650 ° C.
(実施例13)
リン酸水溶液に代えて、シリコーン樹脂の溶液を用いるようにした以外は、前記実施例12と同様にして圧粉磁心およびチョークコイルを作製した。
(実施例14)
リン酸水溶液に代えて、ケイ酸ソーダの分散液を噴霧するようにした以外は、前記実施例12と同様にして圧粉磁心およびチョークコイルを作製した。
(Example 13)
A dust core and a choke coil were produced in the same manner as in Example 12 except that a silicone resin solution was used instead of the phosphoric acid aqueous solution.
(Example 14)
A dust core and a choke coil were produced in the same manner as in Example 12 except that a dispersion of sodium silicate was sprayed instead of the phosphoric acid aqueous solution.
(比較例1)
水アトマイズ法における条件を変更することにより得られた、以下の粉末特性の軟磁性粉末を用いるとともに、第2の被覆層の成膜を省略するようにした以外は、前記実施例2と同様にして圧粉磁心およびチョークコイルを作製した。なお、以下に示す粉末特性は、実施例2との相違点である。
<軟磁性粉末の粉末特性>
・投影像の円形度 :0.86
・タップ密度 :4.0g/cm3
・真密度に対するタップ密度の割合:52%
(Comparative Example 1)
The same as in Example 2 except that soft magnetic powder having the following powder characteristics obtained by changing the conditions in the water atomization method was used, and the formation of the second coating layer was omitted. Thus, a dust core and a choke coil were produced. The powder characteristics shown below are different from those in Example 2.
<Powder characteristics of soft magnetic powder>
-Circularity of the projected image: 0.86
Tap density: 4.0 g / cm 3
-Ratio of tap density to true density: 52%
(比較例2)
水アトマイズ法における条件を変更することにより得られた、以下の粉末特性の軟磁性粉末を用いるとともに、第2の被覆層の成膜を省略するようにした以外は、前記実施例2と同様にして圧粉磁心およびチョークコイルを作製した。なお、以下に示す粉末特性は、実施例2との相違点である。
<軟磁性粉末の粉末特性>
・投影像の円形度 :0.78
・タップ密度 :3.7g/cm3
・真密度に対するタップ密度の割合:49%
(Comparative Example 2)
The same as in Example 2 except that soft magnetic powder having the following powder characteristics obtained by changing the conditions in the water atomization method was used, and the formation of the second coating layer was omitted. Thus, a dust core and a choke coil were produced. The powder characteristics shown below are different from those in Example 2.
<Powder characteristics of soft magnetic powder>
-Circularity of the projected image: 0.78
Tap density: 3.7 g / cm 3
-Ratio of tap density to true density: 49%
(比較例3)
カルボニル反応法により製造された、以下の粉末特性の軟磁性粉末を用いるとともに、第2の被覆層の成膜を省略するようにした以外は、前記実施例2と同様にして圧粉磁心およびチョークコイルを作製した。なお、以下に示す粉末特性は、実施例2との相違点である。
<軟磁性粉末の粉末特性>
・投影像の円形度 :0.67
・タップ密度 :3.0g/cm3
・真密度に対するタップ密度の割合:39%
(Comparative Example 3)
A dust core and choke were produced in the same manner as in Example 2 except that soft magnetic powder having the following powder characteristics produced by the carbonyl reaction method was used and the film formation of the second coating layer was omitted. A coil was produced. The powder characteristics shown below are different from those in Example 2.
<Powder characteristics of soft magnetic powder>
-Circularity of projected image: 0.67
Tap density: 3.0 g / cm 3
-Ratio of tap density to true density: 39%
(比較例4)
まず、水中に軟磁性粉末を分散させ、懸濁液を得た。次いで、この懸濁液に水ガラス(ケイ酸ソーダ)を添加し、撹拌した。なお、水ガラスの添加量は、軟磁性粉末に対して1質量%とした。
その後、得られた懸濁液を濾過・水洗・乾燥することにより、軟磁性粉末が水ガラスの被膜で被覆されてなる複合粒子が得られた(浸漬法)。得られた複合粒子における水ガラスの被膜の平均厚さは、約2μmであった。
次いで、この複合粒子を用い、前記実施例1と同様にして圧粉磁心およびチョークコイルを作製した。
(Comparative Example 4)
First, soft magnetic powder was dispersed in water to obtain a suspension. Next, water glass (sodium silicate) was added to the suspension and stirred. In addition, the addition amount of water glass was 1 mass% with respect to the soft magnetic powder.
Thereafter, the obtained suspension was filtered, washed with water, and dried to obtain composite particles in which soft magnetic powder was coated with a water glass coating (immersion method). The average thickness of the water glass film in the obtained composite particles was about 2 μm.
Subsequently, using this composite particle, a dust core and a choke coil were produced in the same manner as in Example 1.
(比較例5)
ケイ酸ソーダに代えて、軟磁性粉末の懸濁液中にリン酸を添加するようにした以外は、比較例4と同様にして圧粉磁心およびチョークコイルを作製した。
(比較例6)
複合粒子の被覆層の成膜を省略した以外は、前記実施例1と同様にして圧粉磁心およびチョークコイルを作製した。
(Comparative Example 5)
A dust core and a choke coil were produced in the same manner as in Comparative Example 4 except that phosphoric acid was added to the suspension of soft magnetic powder instead of sodium silicate.
(Comparative Example 6)
A dust core and a choke coil were produced in the same manner as in Example 1 except that the coating of the composite particle coating layer was omitted.
2.評価
2.1 絶縁抵抗値の測定・評価
各実施例および各比較例で得られた圧粉磁心について、それぞれの直流電圧100V〜800V印加時の絶縁抵抗値を、絶縁耐圧測定機(KIKUSUI ELECTRONICS製、TOS9000)を使用して測定した。そして、測定した絶縁抵抗値を、以下の評価基準にしたがって相対的に評価した。なお、測定機の端子間距離は5mmとした。
2. 2.1 Measurement / Evaluation of Insulation Resistance Values For the powder magnetic cores obtained in each of the examples and comparative examples, the insulation resistance value when each DC voltage of 100V to 800V was applied was measured with an insulation withstand voltage measuring machine (manufactured by KIKUSUI ELECTRONICS , TOS9000). And the measured insulation resistance value was relatively evaluated according to the following evaluation criteria. The distance between the terminals of the measuring machine was 5 mm.
<絶縁抵抗値の評価基準(500V印加時)>
◎:絶縁抵抗値が特に高い(1GΩ以上)
○:絶縁抵抗値がやや高い(500MΩ以上1GΩ未満)
△:絶縁抵抗値がやや低い(100MΩ以上500MΩ未満)
×:絶縁抵抗値が特に低い(100MΩ未満)
<Evaluation criteria for insulation resistance (when 500V is applied)>
A: Insulation resistance value is particularly high (1GΩ or more)
○: Slightly high insulation resistance (500 MΩ or more and less than 1 GΩ)
Δ: Slightly low insulation resistance (100MΩ or more and less than 500MΩ)
X: Especially low insulation resistance (less than 100 MΩ)
2.2 損失(コアロス)および透磁率の測定・評価
各実施例および各比較例で得られたチョークコイルについて、それぞれの損失(コアロス)および透磁率を以下の測定条件に基づいて測定した。
<測定条件>
・測定周波数 :10〜200kHz
・最大磁束密度:50mT
・測定装置 :交流磁気特性測定装置(岩通計株式会社製、B−HアナライザSY8258)
そして、得られた損失および透磁率を、それぞれ、以下の評価基準にしたがって相対的に評価した。
2.2 Measurement / Evaluation of Loss (Core Loss) and Magnetic Permeability With respect to the choke coils obtained in the examples and comparative examples, the loss (core loss) and magnetic permeability were measured based on the following measurement conditions.
<Measurement conditions>
Measurement frequency: 10 to 200 kHz
・ Maximum magnetic flux density: 50mT
Measurement device: AC magnetic property measurement device (Iwatsu Keiki Co., Ltd., BH analyzer SY8258)
And the obtained loss and magnetic permeability were relatively evaluated according to the following evaluation criteria, respectively.
<損失および透磁率の評価基準>
×:透磁率が低く、かつ、損失が大きいもの
△:透磁率が高いが損失が大きいもの、または、透磁率が低いが損失が小さいもの
○:透磁率が高く、かつ、損失が小さいもの
◎:上記○のうち、透磁率が特に高いか、または、損失が特に小さいもの
<Evaluation criteria for loss and permeability>
×: Low magnetic permeability and large loss Δ: High magnetic permeability but large loss, or low magnetic permeability but small loss ○: High magnetic permeability and small loss ◎ : Of the above ○, the permeability is particularly high or the loss is particularly small
2.3 耐食性の測定・評価
各実施例および各比較例で得られたチョークコイルについて、それぞれの高温高湿環境下での絶縁抵抗値の変化を測定(加速試験)することにより、チョークコイルの耐食性・安定性を評価した。
なお、加速試験は恒温恒湿機(大研理化学器械株式会社製)で行い、試験環境は、以下の駆動環境に示すように、温度85℃、湿度90%とした。絶縁抵抗値の測定は、絶縁耐圧測定機(KIKUSUI ELECTRONICS製、TOS9000)を使用し、100V印加時の絶縁抵抗値を測定した。そして、加速試験前(駆動開始直後)の初期の絶縁抵抗値R0と、100日(2400時間)経過後の絶縁抵抗値R100とをそれぞれ測定した。
<チョークコイルの駆動環境>
・温度 :80℃
・湿度 :90%R.H.
・圧力 :2気圧(203kPa)
2.3 Measurement and evaluation of corrosion resistance For the choke coils obtained in each of the examples and comparative examples, the change in the insulation resistance value in each high-temperature and high-humidity environment was measured (accelerated test). Corrosion resistance and stability were evaluated.
The acceleration test was performed with a constant temperature and humidity machine (manufactured by Daiken Riken Kikai Co., Ltd.), and the test environment was set to a temperature of 85 ° C. and a humidity of 90% as shown in the following drive environment. The insulation resistance value was measured using an insulation withstand voltage measuring device (manufactured by KIKUSUI ELECTRONICS, TOS9000), and the insulation resistance value when 100 V was applied was measured. Then, the initial insulation resistance R 0 before the acceleration test (after the start of driving), 100 days (2400 hours) after the lapse insulation resistance value R 100 and were measured.
<Choke coil drive environment>
・ Temperature: 80 ℃
Humidity: 90% R.D. H.
・ Pressure: 2 atm (203 kPa)
次いで、それぞれのチョークコイルにおいて、初期の絶縁抵抗値R0を100としたとき、100日経過後の絶縁抵抗値R100の相対値を求めた。そして、この相対値を、以下の評価基準にしたがって評価した。
<絶縁抵抗値の評価基準>
◎:R100が90以上100以下である
○:R100が70以上90未満である
△:R100が50以上70未満である
×:R100が50未満である
Next, with respect to each choke coil, when the initial insulation resistance value R0 was set to 100, a relative value of the insulation resistance value R100 after 100 days was obtained. And this relative value was evaluated in accordance with the following evaluation criteria.
<Evaluation criteria for insulation resistance>
◎: R 100 is 90 or more and 100 or less ○: R 100 is 70 or more and less than 90 Δ: R 100 is 50 or more and less than 70 ×: R 100 is less than 50
また、100日経過後の圧粉磁心の外観を目視にて観察し、以下の評価基準にしたがって評価した。
<外観の評価基準>
◎:錆が全く認められない
○:1〜10個の点状の錆が認められる
△:11〜50個の点状の錆が認められる
×:50個以上の点状の錆、または、1個以上の面状の錆が認められる
Moreover, the external appearance of the powder magnetic core after 100 days passed was visually observed and evaluated according to the following evaluation criteria.
<Evaluation criteria for appearance>
◎: No rust is observed. ○: 1 to 10 point-like rusts are observed. Δ: 11 to 50 point-like rusts are recognized. ×: 50 or more point-like rusts or 1 More than one surface rust is observed
次いで、絶縁抵抗値と外観とを以下の評価基準にしたがって評価することにより、耐食性を総合的に評価した。
<耐食性の総合評価基準>
◎:絶縁抵抗値と外観の両方が◎
○:絶縁抵抗値と外観の両方が○、または、一方が○で他方が◎
△:絶縁抵抗値と外観の両方が△、または、一方が△で他方が◎か○
×:絶縁抵抗値と外観の少なくとも一方が×
以上、2.1〜2.3の測定結果を表1に示す。
Next, the corrosion resistance was comprehensively evaluated by evaluating the insulation resistance value and appearance according to the following evaluation criteria.
<Comprehensive evaluation standard for corrosion resistance>
◎: Both insulation resistance value and appearance are ◎
○: Both insulation resistance and appearance are ○, or one is ○ and the other is ◎
Δ: Both insulation resistance and appearance are △, or one is △ and the other is ◎ or ○
×: At least one of insulation resistance value and appearance is ×
The measurement results of 2.1 to 2.3 are shown in Table 1 above.

表1から明らかなように、各実施例では、いずれも、磁気特性に優れる(高透磁率および低損失である)とともに、長期の耐食性に優れた圧粉磁心およびチョークコイルを得ることができた。
これに対し、各比較例で得られたチョークコイルは、それぞれ、磁気特性または耐食性のいずれか一方または双方が劣っていた。
As is apparent from Table 1, in each of the examples, it was possible to obtain a dust core and a choke coil having excellent magnetic properties (high permeability and low loss) and excellent long-term corrosion resistance. .
On the other hand, the choke coil obtained in each comparative example was inferior in either or both of the magnetic characteristics and the corrosion resistance.
1……複合粒子 2……コア部 3……被覆層 30……絶縁粒子 31……第1の被覆層 32……第2の被覆層 100……粉末被覆装置 110……容器 120……アーム 130……回転軸 140……チップ 150……スクレーパー 10、20……チョークコイル 11、21……圧粉磁心 12、22……導線
DESCRIPTION OF SYMBOLS 1 ... Composite particle 2 ...
Claims (12)
前記第1の被覆部は、前記コア部に対して、前記コア部の平均粒径より小径の前記第1の絶縁性材料の粒子を押圧して形成されたものであり、
前記第2の被覆部は、前記第2の絶縁性材料の溶液または分散液を、前記第1の被覆部の表面に塗布して塗布膜を形成し、該塗布膜を乾燥して形成されたものであることを特徴とする絶縁物被覆軟磁性粉末。 A particulate core portion made of a soft magnetic material; a first covering portion which is provided so as to cover the core portion and is made of a first insulating material mainly composed of a glass material ; provided so as to cover the first covering portion, having a phosphoric acid, a second coating portion made of a second insulating material containing boric acid or salts thereof, and,
The first covering portion is formed by pressing particles of the first insulating material having a diameter smaller than the average particle size of the core portion against the core portion,
The second covering portion is formed by applying a solution or dispersion of the second insulating material to the surface of the first covering portion to form a coating film, and drying the coating film. Insulator-coated soft magnetic powder, characterized in that
前記押圧は、前記コア部と前記第1の絶縁性材料の粒子との混合物を、同一の容器内で、加圧しつつ撹拌することにより行われたものであり、
前記第1の被覆部は、前記第1の絶縁性材料の粒子がその原型を維持しつつ、該粒子の表面が前記コア部の表面に融合してなるものである請求項1ないし7のいずれかに記載の絶縁物被覆軟磁性粉末。 The soft magnetic material is an Fe-based alloy,
The pressing is performed by stirring the mixture of the core portion and the particles of the first insulating material while applying pressure in the same container,
The first covering portion is formed by fusing the surface of the first insulating material particles to the surface of the core portion while maintaining the original shape of the particles. An insulator-coated soft magnetic powder according to claim 1.
前記第1の被覆部は、前記コア部に対して、前記コア部の平均粒径より小径の前記第1の絶縁性材料の粒子を押圧して形成されたものであり、 The first covering portion is formed by pressing particles of the first insulating material having a diameter smaller than the average particle size of the core portion against the core portion,
前記第2の被覆部は、前記第2の絶縁性材料の溶液または分散液を、前記第1の被覆部の表面に塗布して塗布膜を形成し、該塗布膜を乾燥して形成されたものであることを特徴とする造粒粉。 The second covering portion is formed by applying a solution or dispersion of the second insulating material to the surface of the first covering portion to form a coating film, and drying the coating film. Granulated powder characterized by being a thing.
リン酸、ホウ酸またはこれらの塩を含む第2の絶縁性材料の溶液または分散液を、前記第1の被覆部の表面に塗布して塗布膜を形成し、該塗布膜を乾燥することにより、前記第1の被覆部を覆う第2の被覆部を形成する工程と、を有することを特徴とする絶縁物被覆軟磁性粉末の製造方法。 By applying a solution or dispersion of a second insulating material containing phosphoric acid, boric acid or a salt thereof onto the surface of the first covering portion to form a coating film, and then drying the coating film And a step of forming a second covering portion for covering the first covering portion. A method for producing an insulator-coated soft magnetic powder, comprising:
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009075206A JP5293326B2 (en) | 2009-03-25 | 2009-03-25 | Insulator-coated soft magnetic powder, granulated powder, method for producing insulator-coated soft magnetic powder, dust core and magnetic element |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009075206A JP5293326B2 (en) | 2009-03-25 | 2009-03-25 | Insulator-coated soft magnetic powder, granulated powder, method for producing insulator-coated soft magnetic powder, dust core and magnetic element |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2010232224A JP2010232224A (en) | 2010-10-14 |
| JP2010232224A5 JP2010232224A5 (en) | 2012-05-17 |
| JP5293326B2 true JP5293326B2 (en) | 2013-09-18 |
Family
ID=43047819
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009075206A Active JP5293326B2 (en) | 2009-03-25 | 2009-03-25 | Insulator-coated soft magnetic powder, granulated powder, method for producing insulator-coated soft magnetic powder, dust core and magnetic element |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5293326B2 (en) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101503104B1 (en) * | 2011-08-01 | 2015-03-16 | 삼성전기주식회사 | Ferrite powder of metal, ferrite material comprising the same, and multilayered chip materials comprising ferrite layer using the ferrite material |
| JP6322886B2 (en) | 2012-11-20 | 2018-05-16 | セイコーエプソン株式会社 | COMPOSITE PARTICLE, COMPOSITE PARTICLE MANUFACTURING METHOD, Dust Core, Magnetic Element, and Portable Electronic Device |
| CN104759619B (en) * | 2015-01-16 | 2016-10-05 | 横店集团东磁股份有限公司 | A kind of metal magnetic insulation processing and the method preparing metal magnetic powder core |
| KR102118493B1 (en) | 2015-03-19 | 2020-06-03 | 삼성전기주식회사 | Magnetic powder, manufacturing method of the same, and Coil electronic component |
| KR102105390B1 (en) * | 2015-07-31 | 2020-04-28 | 삼성전기주식회사 | Magnetic powder and Coil electronic component |
| KR102335425B1 (en) * | 2020-01-09 | 2021-12-06 | 삼성전기주식회사 | Magnetic powder and coil component containing the same |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10212503A (en) * | 1996-11-26 | 1998-08-11 | Kubota Corp | Compact of amorphous soft magnetic alloy powder and its production |
| JP2002105502A (en) * | 2000-09-26 | 2002-04-10 | Kubota Corp | Soft magnetic metal powder, powder agglomerate, and compact |
| JP4701797B2 (en) * | 2005-04-04 | 2011-06-15 | Jfeスチール株式会社 | Coated iron-based powder for dust core and dust core |
| JP5067544B2 (en) * | 2007-09-11 | 2012-11-07 | 住友電気工業株式会社 | Reactor core, manufacturing method thereof, and reactor |
-
2009
- 2009-03-25 JP JP2009075206A patent/JP5293326B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2010232224A (en) | 2010-10-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5381220B2 (en) | Insulator-coated soft magnetic powder, dust core and magnetic element | |
| JP5293326B2 (en) | Insulator-coated soft magnetic powder, granulated powder, method for producing insulator-coated soft magnetic powder, dust core and magnetic element | |
| JP4775293B2 (en) | Soft magnetic powder, dust core and magnetic element | |
| JP4723442B2 (en) | Powder cores and iron-based powders for dust cores | |
| US7887647B2 (en) | Soft magnetic material and dust core produced therefrom | |
| TWI577809B (en) | Soft magnetic powder, dust core, and magnetic device | |
| JP5093008B2 (en) | Method for producing oxide-coated soft magnetic powder, oxide-coated soft magnetic powder, dust core, and magnetic element | |
| JP6830340B2 (en) | Coil parts | |
| EP2980811B1 (en) | Composite magnetic powder for noise suppressing | |
| WO2016152364A1 (en) | Magnetic core powder, dust core, and method for producing magnetic core powder | |
| JP2009088502A (en) | Method of manufacturing oxide-coated soft magnetic powder, oxide-coated soft magnetic powder, dust core, and magnetic element | |
| EP0844623B1 (en) | Pressed body of amorphous magnetically soft alloy powder and process for producing same | |
| WO2006112197A1 (en) | Soft magnetic material and dust core | |
| JP2008063651A (en) | Iron based soft magnetic powder for dust core, its production method, and dust core | |
| JP6393345B2 (en) | Dust core, method for producing the dust core, electric / electronic component including the dust core, and electric / electronic device on which the electric / electronic component is mounted | |
| JP7003543B2 (en) | Insulation coated soft magnetic powder, dust core, magnetic element, electronic device and mobile | |
| JP5841705B2 (en) | Atomized soft magnetic powder, dust core and magnetic element | |
| JP2019160943A (en) | Soft magnetic metal powder, powder magnetic core and magnetic component | |
| JP2019160944A (en) | Soft magnetic metal powder, powder magnetic core and magnetic component | |
| JP5381219B2 (en) | Insulator-coated soft magnetic powder, dust core and magnetic element | |
| JP2012049203A (en) | Powder magnetic core, powder for magnetic core and manufacturing method for the same | |
| JP2017208462A (en) | Powder compact core, manufacturing method thereof, inductor with powder compact core, and electronic/electric device with inductor mounted thereon | |
| JP2011151252A (en) | Electronic component | |
| JP4166460B2 (en) | Composite magnetic material, magnetic element using the same, and method of manufacturing the same | |
| JP3629390B2 (en) | High frequency powder magnetic core and method for manufacturing the same |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120323 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20120323 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120830 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120904 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121101 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130514 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130527 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5293326 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |