JP5225749B2 - Flame retardant phenolic resin foam laminate and its manufacturing method - Google Patents
Flame retardant phenolic resin foam laminate and its manufacturing method Download PDFInfo
- Publication number
- JP5225749B2 JP5225749B2 JP2008130441A JP2008130441A JP5225749B2 JP 5225749 B2 JP5225749 B2 JP 5225749B2 JP 2008130441 A JP2008130441 A JP 2008130441A JP 2008130441 A JP2008130441 A JP 2008130441A JP 5225749 B2 JP5225749 B2 JP 5225749B2
- Authority
- JP
- Japan
- Prior art keywords
- flame retardant
- face material
- phenolic resin
- resin foam
- water
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Landscapes
- Manufacture Of Porous Articles, And Recovery And Treatment Of Waste Products (AREA)
- Laminated Bodies (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
- Molding Of Porous Articles (AREA)
Description
本発明は、建築用断熱材、車両用断熱材、機器用断熱材等として使用される、フェノール樹脂発泡体の表面に面材が貼り合わされてなる難燃フェノール樹脂発泡体積層板とその製造方法に関する。 The present invention relates to a flame retardant phenolic resin foam laminated board in which a face material is bonded to the surface of a phenolic resin foam used as a heat insulating material for buildings, a heat insulating material for vehicles, a heat insulating material for equipment, and the like, and a method for producing the same. About.
断熱材として用いられるフェノール樹脂発泡体積層板は、比較的脆い素材であるフェノール樹脂発泡体を傷付や外力による破損から保護するために、フェノール樹脂発泡体の片面或いは両面に面材を貼り合わせてなる。このような積層板は、走行する面材上にフェノール樹脂を含む未硬化の発泡性樹脂組成物を連続的に吐出し、その上をもう一枚の面材で被覆して連続積層体とし、次いでこの連続積層体を所定の温度に設定されたダブルコンベアで挟持通過せしめて、発泡性樹脂組成物を発泡硬化させることで製造することができる。 The phenolic resin foam laminate used as a heat insulating material is bonded to one or both sides of the phenolic resin foam to protect the phenolic resin foam, which is a relatively brittle material, from being damaged or damaged by external force. It becomes. Such a laminate is a continuous laminate by continuously discharging an uncured foamable resin composition containing a phenolic resin onto a traveling face material, and covering it with another face material, Next, the continuous laminate can be produced by being passed through a double conveyor set at a predetermined temperature and foaming and curing the foamable resin composition.
上記製造工程における面材の役割は、未硬化の発泡性樹脂組成物の支持体(下面材)及び被覆体(上面材)となり、連続的にダブルコンベアに移送せしめるものであり、これによって連続生産が可能になっているのである。 The role of the face material in the above manufacturing process is to support the uncured foamable resin composition (lower surface material) and the covering (upper surface material), which are continuously transferred to a double conveyor, thereby producing continuous production. Is possible.
特許文献1には、合成繊維不織布を面材として用いることにより、フェノール樹脂の外表面への滲み出しを防止し、積層板の変色斑が少なく、面材の接着強度に優れたフェノール樹脂発泡体積層板が開示されている。 In Patent Document 1, by using a synthetic fiber nonwoven fabric as a face material, the phenol resin foam prevents the exudation of the phenol resin to the outer surface, reduces discoloration spots of the laminated board, and has excellent adhesive strength of the face material. A body laminate is disclosed.
特許文献2には、フェノール樹脂発泡体の表面に低温吸熱物質を付着させることにより、難燃性を高める方法が開示されている。 Patent Document 2 discloses a method for enhancing flame retardancy by attaching a low-temperature endothermic substance to the surface of a phenol resin foam.
特許文献1に記載されたフェノール樹脂発泡体積層板において、芯材であるフェノール樹脂発泡体自体は、炭化し易くまた熱による溶融も見られず難燃性に優れている。しかしながら、面材である合成繊維不織布は、合成樹脂からなる素材であるため、フェノール樹脂に比べ燃えやすいものである。そのため、合成繊維不織布を面材として貼り合わせたフェノール樹脂発泡体積層板では、組み合わせて用いる面材によって積層体の表面は、フェノール樹脂発泡体自体に比べると難燃性が低下するという問題があった。 In the phenolic resin foam laminate described in Patent Document 1, the phenolic resin foam itself, which is a core material, is easy to carbonize and is not melted by heat, and is excellent in flame retardancy. However, the synthetic fiber nonwoven fabric, which is a face material, is a material made of a synthetic resin, so it is more flammable than a phenol resin. Therefore, in the phenolic resin foam laminate in which the synthetic fiber nonwoven fabric is bonded as a face material, the surface of the laminate has a problem that the flame retardancy is lower than the phenol resin foam itself due to the face material used in combination. It was.
特許文献2に記載された方法では、発泡体に直接低温吸熱物質を付着させており、面材の難燃性向上にはつながらない。また、難燃性を高める効果がまだ不十分であり、特に、少量の付着では難燃性を高める効果は非常に小さい。また、付着物の密着性が不十分である為、粉落ちが見られたり、例えば、建築用断熱材用途では気密性テープの接着性が低下したり、ざらつきが見られる等の問題があった。更に、難燃性を高める為付着量を増やすと外観が劣ると共に、接着性の低下等も更に顕著となる。 In the method described in Patent Document 2, a low-temperature endothermic substance is directly attached to the foam, and this does not lead to an improvement in flame retardancy of the face material. Moreover, the effect which raises a flame retardance is still inadequate, and the effect which raises a flame retardance is very small especially with adhesion of a small amount. In addition, since the adhesion of the deposits is insufficient, there are problems such as powder falling off, for example, the adhesiveness of the airtight tape is lowered or the roughness is seen in the heat insulating material for buildings. . Furthermore, when the adhesion amount is increased to increase the flame retardancy, the appearance is inferior and the adhesiveness is further reduced.
本発明は、面材を用いたフェノール樹脂発泡体積層板において、外観を含め実用特性を損なうことなく、有機溶剤を用いることもなく、生産性良く、良好な難燃性を付与することを目的とする。 The present invention aims at imparting good flame retardancy with good productivity without using organic solvents, without impairing practical characteristics including appearance, in a phenolic resin foam laminate using a face material. And
本発明者は、上記課題を解決するために鋭意研究を重ねた結果、水溶性であるリン系難燃剤を用いる事により、外観を含め実用特性を損なうことなく、生産性良く、良好な難燃性をフェノール樹脂発泡体積層板に付与することが出来ることを見い出し本発明をなすに至った。 As a result of intensive studies to solve the above problems, the present inventor has achieved good productivity and good flame retardant without impairing practical properties including appearance by using a water-soluble phosphorus-based flame retardant. It was found that the property can be imparted to the phenolic resin foam laminate, and the present invention has been made.
即ち、本発明は以下の通りである。 That is, the present invention is as follows.
本発明の第1は、フェノール樹脂発泡体を2枚の面材間に挟持してなるフェノール樹脂発泡体積層板であって、少なくとも一方の面材の表面及び面材中に、水溶性のリン系難燃剤が該面材の単位面積当たり1〜40g/m2存在することを特徴とする。 A first aspect of the present invention is a phenol resin foam laminate in which a phenol resin foam is sandwiched between two face materials, and includes water-soluble phosphorus on the surface of the at least one face material and in the face material. 1 to 40 g / m 2 is present per unit area of the face material.
本発明の難燃フェノール樹脂発泡体積層板においては、
上記リン系難燃剤がリン酸カルバメート誘導体、リン酸グアジニン誘導体のいずれか一種又は二種以上からなる混合物であること、
上記リン系難燃剤が存在する面材の表面及び面材中に、さらに、水に難溶性の有機高分子化合物が該リン系難燃剤100重量部に対して2〜250重量部存在することこと、
上記難燃フェノール樹脂発泡体積層板の密度が10〜150kg/m3であり、発泡体の独立気泡率が60%以上、熱伝導率が0.036W/(m・K)以下であり、該発泡体が可燃性発泡剤を含有すること、
を好ましい態様として含む。
In the flame retardant phenolic resin foam laminate of the present invention,
The phosphorus flame retardant is a mixture of one or more of a phosphate carbamate derivative and a phosphate guanidine derivative;
The surface of the face material where the phosphorus-based flame retardant is present and the face material further contain water-insoluble organic polymer compound in an amount of 2 to 250 parts by weight with respect to 100 parts by weight of the phosphorus-based flame retardant. ,
The density of the flame retardant phenolic resin foam laminate is 10 to 150 kg / m 3 , the closed cell ratio of the foam is 60% or more, and the thermal conductivity is 0.036 W / (m · K) or less, The foam contains a flammable foaming agent;
Is included as a preferred embodiment.
本発明の第2は、上記本発明の難燃フェノール樹脂発泡体積層板の製造方法であって、
水溶性のリン系難燃剤を溶解させてなる塗工液を、2枚の面材の少なくとも1枚に塗布して加熱乾燥し、一方の面材上に、少なくともフェノール樹脂、発泡剤、硬化触媒からなる発泡性樹脂組成物を吐出し、該発泡性樹脂組成物の上面を他方の面材で被覆した後、該発泡性樹脂組成物を発泡硬化させることを特徴とする。
2nd of this invention is a manufacturing method of the flame-retardant phenolic resin foam laminated board of the said invention, Comprising:
A coating liquid prepared by dissolving a water-soluble phosphorus-based flame retardant is applied to at least one of the two face materials and dried by heating. On one face material, at least a phenol resin, a foaming agent, and a curing catalyst After the foamable resin composition is discharged and the upper surface of the foamable resin composition is coated with the other face material, the foamable resin composition is foamed and cured.
本発明の第3は、上記本発明の難燃フェノール樹脂発泡体積層板の製造方法であって、
面材上に、少なくともフェノール樹脂、発泡剤、硬化触媒からなる発泡性樹脂組成物を吐出し、該発泡性樹脂組成物の上面を新たな面材で被覆して、該発泡性樹脂組成物を発泡硬化させた後、
水溶性のリン系難燃剤を溶解させてなる塗工液を、上記2枚の面材の少なくとも一方に塗布して加熱乾燥することを特徴とする。
3rd of this invention is a manufacturing method of the flame-retardant phenolic resin foam laminated board of the said invention, Comprising:
A foamable resin composition comprising at least a phenol resin, a foaming agent, and a curing catalyst is discharged on the face material, and the upper surface of the foamable resin composition is covered with a new face material, and the foamable resin composition is After foam curing,
A coating liquid obtained by dissolving a water-soluble phosphorus-based flame retardant is applied to at least one of the two face materials and dried by heating.
本発明の難燃フェノール樹脂発泡体積層板の製造方法においては、
上記塗工液が、リン系難燃剤を溶解させた水溶液と、加熱乾燥後に水に難溶性となる有機高分子化合物が溶解又は微分散された水溶液とを混合してなること、
さらには、上記加熱乾燥後に水に難溶性の有機高分子化合物が微分散又は溶解された水溶液が、アクリル系ラテックス又はポリビニルアルコールの水溶液、もしくはこれらの混合液であること、
を好ましい態様として含む。
In the method for producing a flame retardant phenolic resin foam laminate of the present invention,
The coating liquid is formed by mixing an aqueous solution in which a phosphorus-based flame retardant is dissolved and an aqueous solution in which an organic polymer compound that is hardly soluble in water after heating and drying is dissolved or finely dispersed.
Furthermore, the aqueous solution in which the organic polymer compound hardly soluble in water after the heat drying is finely dispersed or dissolved is an aqueous solution of acrylic latex or polyvinyl alcohol, or a mixture thereof,
Is included as a preferred embodiment.
本発明によれば、外観を含め実用特性を損なうことなく、フェノール樹脂発泡体積層板の面材の難燃性が改善されることから、積層板全体の難燃性が向上する。よって、本発明による難燃フェノール樹脂発泡体積層板は、建築用断熱材、車両用断熱材、機器用断熱材等として好ましく使用される。 According to the present invention, the flame retardancy of the face material of the phenolic resin foam laminate is improved without impairing the practical characteristics including the appearance, so that the flame retardance of the entire laminate is improved. Therefore, the flame retardant phenolic resin foam laminate according to the present invention is preferably used as a heat insulating material for buildings, a heat insulating material for vehicles, a heat insulating material for equipment, and the like.
以下、本願発明について具体的に説明する。 Hereinafter, the present invention will be specifically described.
本発明の難燃フェノール樹脂発泡体積層板は、フェノール樹脂発泡体を2枚の面材に挟持してなり、係る面材の少なくとも一方の表面及び面材内に難燃剤が付着している。 The flame-retardant phenolic resin foam laminate of the present invention comprises a phenolic resin foam sandwiched between two face materials, and a flame retardant adheres to at least one surface of the face material and the face material.
本発明の難燃フェノール樹脂発泡体積層板の製造方法は、従来のフェノール樹脂発泡体積層板の製造方法と基本的には同じであり、フェノール樹脂に発泡剤、硬化触媒を添加して混合し、発泡性樹脂組成物として、走行する面材上に連続的に吐出し、さらに上面を面材で被覆した後、発泡硬化を完了させてフェノール樹脂発泡体を製造するラミネート法を用いる。この場合、面材と発泡体の接着はフェノール樹脂自体の接着力によって行われ、接着剤を用いる必要はない。 The method for producing the flame retardant phenolic resin foam laminate of the present invention is basically the same as the conventional method for producing a phenol resin foam laminate, and a foaming agent and a curing catalyst are added to the phenol resin and mixed. As the foamable resin composition, a laminating method is used in which a phenol resin foam is produced by continuously discharging onto a traveling face material and further covering the upper surface with the face material, and then completing the foam curing. In this case, the face material and the foam are bonded by the adhesive force of the phenol resin itself, and it is not necessary to use an adhesive.
本発明においては、係る製造方法において、予め面材に難燃剤を溶解させた塗工液を塗布しておく(前塗布法)か、積層板を形成した後に難燃剤を溶解させた塗工液を面材に塗布する(後塗布法)ことにより、面材に難燃性を付与する。尚、本発明において塗工液を塗布する面材は、発泡体を挟持する2枚の面材の両方であっても、一方だけでも良い。 In the present invention, in such a manufacturing method, a coating solution in which a flame retardant is dissolved in a face material is applied in advance (pre-coating method), or a coating solution in which a flame retardant is dissolved after forming a laminate. Is applied to the face material (post-coating method) to impart flame retardancy to the face material. In the present invention, the face material to which the coating liquid is applied may be both of the two face materials that sandwich the foam, or only one of them.
本発明において用いられる面材は、不織布、織布、紙などの通気性面材であり、好ましくは紙、不織布であり、更に好ましくは不織布であり、特に好ましくは合成繊維不織布である。合成繊維不織布の中でも、繊維径が1μm以上20μm以下、目付量(単位面積当たりの重量)が5〜80g/m2のものが好ましく用いられる。耐滲出性(発泡性樹脂組成物の浸み出しに対する耐性)と接着性の点から、合成繊維不織布の繊維径は20μm以下であることが好ましく、また、繊維径が1μmより細くなると不織布製造上の工程が極端に複雑なものとなり好ましくない。 The face material used in the present invention is a breathable face material such as a nonwoven fabric, a woven fabric, or paper, preferably a paper or a nonwoven fabric, more preferably a nonwoven fabric, and particularly preferably a synthetic fiber nonwoven fabric. Among synthetic fiber nonwoven fabrics, those having a fiber diameter of 1 μm to 20 μm and a basis weight (weight per unit area) of 5 to 80 g / m 2 are preferably used. The fiber diameter of the synthetic fiber nonwoven fabric is preferably 20 μm or less from the viewpoint of bleed resistance (resistance to oozing of the foamable resin composition) and adhesiveness, and when the fiber diameter is smaller than 1 μm, the nonwoven fabric is produced. This process becomes extremely complicated and is not preferable.
また、合成繊維不織布の目付量が5g/m2より小さくなると耐滲出性が劣ったものとなって好ましくなく、80g/m2を超えると、不織布として高価なものとなり、やはり経済性の面から好ましくなく、より好ましくは、15〜80g/m2である。 Further, if the basis weight of the synthetic fiber nonwoven fabric is smaller than 5 g / m 2 , the bleed resistance is inferior, and this is not preferable. If it exceeds 80 g / m 2 , the nonwoven fabric is expensive, which is also economical. It is not preferable, More preferably, it is 15-80 g / m < 2 >.
尚、合成繊維不織布の繊維径は、走査電子顕微鏡を利用し、面材の500倍拡大写真を撮影し、焦点深度の浅い方から、即ち、写真の表面側から、繊維10本当たりの平均径を求めることにより評価する。走査型電子顕微鏡の測定条件は、日立製作所電子顕微鏡S−800型を用い、加速電圧20キロボルト、試料の前処理は、金スパッタリングを3分間、15mAの電流条件で行う。 Incidentally, the fiber diameter of the synthetic fiber nonwoven fabric is obtained by taking a 500 times magnified photograph of the face material using a scanning electron microscope, and from the shallower depth of focus, that is, from the surface side of the photograph, the average diameter per 10 fibers. To evaluate. The measurement conditions of the scanning electron microscope are Hitachi Electron Microscope S-800, the acceleration voltage is 20 kilovolts, and the sample pretreatment is gold sputtering for 3 minutes under a current condition of 15 mA.
本発明に用いられる合成繊維不織布としては、特に限定されないが、ポリエステル、ポリプロピレン、ポリアミドなどの素材が好ましく、物性面からポリエステル製或いはポリプロピレン製の不織布が好適に用いられる。 Although it does not specifically limit as a synthetic fiber nonwoven fabric used for this invention, Raw materials, such as polyester, a polypropylene, polyamide, are preferable, and the nonwoven fabric made from a polyester or a polypropylene is used suitably from the physical property side.
本発明における樹脂原料であるフェノール樹脂は、公知の方法によりフェノールとホルムアルデヒドを原料として、アルカリ金属水酸化物またはアルカリ土類金属水酸化物を触媒としてそれぞれ用いて40〜100℃の温度範囲で加熱して重合させて得られる。本発明で使用するレゾール型フェノール樹脂のフェノール類対アルデヒド類の出発モル比は、1:1〜1:4が好ましく、より好ましくは1:1.5〜1:2.0の範囲内である。このレゾール型フェノール樹脂には尿素、アミン類、アミド類、エポキシ化合物、単糖類、でんぷん類、ポバール樹脂、ポリビニルアルコール樹脂、ラクトン類等の各種改質剤を添加して使用しても良い。レゾール型フェノール樹脂は、水分量を調整することにより、適正な粘度にして使用される。 The phenol resin which is a resin raw material in the present invention is heated in a temperature range of 40 to 100 ° C. using phenol and formaldehyde as raw materials and an alkali metal hydroxide or alkaline earth metal hydroxide as a catalyst, respectively, by a known method. And polymerized. The starting molar ratio of phenols to aldehydes of the resol type phenolic resin used in the present invention is preferably 1: 1 to 1: 4, more preferably 1: 1.5 to 1: 2.0. . Various kinds of modifiers such as urea, amines, amides, epoxy compounds, monosaccharides, starches, poval resins, polyvinyl alcohol resins, and lactones may be added to the resol type phenol resin. The resol type phenol resin is used with an appropriate viscosity by adjusting the water content.
発泡剤としては、常圧における沸点が−30〜100℃の範囲にある発泡剤、例えば、水、及びプロパン、ブタン、ペンタン、ヘキサン、ヘプタン、石油エーテル等の脂肪族炭化水素及びシクロペンタン、ジクロルヘキサン等の環状脂肪族炭化水素、塩化メチル、塩化メチレン、塩化エチル、1,1,1,2−テトラフルオロエタン、1,1−ジフルオロエタン、1−クロロ−1,1−ジフルオロエタン、1,1,1−トリフルオロエタン、ジクロロジフルオロメタン、1,2−ジクロロテトラフルオロエタン、モノクロロトリフルオロエタン等のハロゲン化炭化水素類またはこれらの混合物等が挙げられる。また、気体状の発泡剤としては、例えば二酸化炭素、空気、窒素などのガスが挙げられる。 Examples of the blowing agent include blowing agents having a boiling point in the range of −30 to 100 ° C. such as water, aliphatic hydrocarbons such as propane, butane, pentane, hexane, heptane, petroleum ether, and cyclopentane, diene. Cycloaliphatic hydrocarbons such as chlorohexane, methyl chloride, methylene chloride, ethyl chloride, 1,1,1,2-tetrafluoroethane, 1,1-difluoroethane, 1-chloro-1,1-difluoroethane, 1,1 , 1-trifluoroethane, dichlorodifluoromethane, 1,2-dichlorotetrafluoroethane, halogenated hydrocarbons such as monochlorotrifluoroethane, and mixtures thereof. Further, examples of the gaseous foaming agent include gases such as carbon dioxide, air, and nitrogen.
特に、非ハロゲン系である脂肪族炭化水素や環式脂肪族炭化水素、エーテル等の可燃性発泡剤を必須成分とし、不燃性ガスを併用する場合にも、非ハロゲン系の炭酸ガス、窒素、空気、ヘリウム、アルゴン等を混合した場合は、環境への影響が少なく、又、断熱性能をよくすることが出来る為好ましい。これら発泡剤は単体で用いても良く、2種以上の発泡剤を混合して用いても良い。 In particular, flammable foaming agents such as non-halogen aliphatic hydrocarbons, cycloaliphatic hydrocarbons, ethers and the like are essential components, and non-halogen carbon dioxide, nitrogen, When air, helium, argon, or the like is mixed, it is preferable because the influence on the environment is small and the heat insulation performance can be improved. These foaming agents may be used alone, or two or more foaming agents may be mixed and used.
硬化触媒としては無機酸、有機酸等の酸性化合物が用いられるが、トルエンスルホン酸、キシレンスルホン酸、フェノールスルホン酸等の芳香族スルホン酸類が好適に用いられる。硬化助剤として、レゾルシノール、クレゾール、o−メチロールフェノール、p−メチロールフェノール等を添加することもできる。さらに、硬化触媒、硬化助剤をジエチレングリコール等の溶媒に希釈して用いることもできる。 As the curing catalyst, acidic compounds such as inorganic acids and organic acids are used. Aromatic sulfonic acids such as toluenesulfonic acid, xylenesulfonic acid and phenolsulfonic acid are preferably used. As a curing aid, resorcinol, cresol, o-methylolphenol, p-methylolphenol or the like can be added. Furthermore, a curing catalyst and a curing aid can be diluted with a solvent such as diethylene glycol.
本発明に用いられる発泡性樹脂組成物の配合例としては、原料フェノール樹脂100重量部に対して、前述の硬化触媒を3〜40重量部、好ましくは5〜30重量部加えることが望ましい。触媒量が3重量部に満たない場合は発泡体の硬化が不十分となり、独立気泡率、機械的強度が劣ったものとなるので好ましくなく、また触媒量が40重量部を超えて添加されると、やはり発泡体の物性が劣ったものとなり、好ましくない。 As a blending example of the foamable resin composition used in the present invention, it is desirable to add 3 to 40 parts by weight, preferably 5 to 30 parts by weight of the above-mentioned curing catalyst with respect to 100 parts by weight of the raw material phenol resin. When the amount of catalyst is less than 3 parts by weight, the foam is not sufficiently cured, and the closed cell ratio and mechanical strength are inferior, which is not preferable, and the amount of catalyst exceeds 40 parts by weight. Then, the physical properties of the foam are also inferior, which is not preferable.
上記発泡性樹脂組成物には、整泡のため、一般にフェノール樹脂発泡体の製造に使用される界面活性剤が使用されるが、中でもノニオン系の界面活性剤が効果的である。例えば、エチレンオキサイドとプロピレンオキサイドの共重合体、アルキレンオキサイドとノニルフェノール、ドデシルフェノールのようなアルキルフェノールとの縮合物等が挙げられる。これら界面活性剤は、単独或いは複数のものを混合して使用される。その使用量についても、特に制限はないが、フェノール樹脂100重量部(水分量を除く樹脂分)に対して0.5〜10重量部の範囲で添加して使用される。界面活性剤の添加量が0.5重量部に満たないと界面活性剤の効果が十分でなく、独立気泡率が低く、機械的な強度が劣ったりする問題があり、また10重量部を超えて添加されても、界面活性剤の効果は、それ程向上することはなく、経済的に不利であったり、また発泡体が軟化し、機械的強度が不充分となったりするので好ましくない。好ましくは1〜5重量部である。 In the foamable resin composition, a surfactant generally used for producing a phenol resin foam is used for foam control, and among them, a nonionic surfactant is effective. For example, a copolymer of ethylene oxide and propylene oxide, a condensate of an alkylene oxide and an alkylphenol such as nonylphenol or dodecylphenol, and the like can be given. These surfactants may be used alone or in combination. Although there is no restriction | limiting in particular also about the usage-amount, It adds and uses it in 0.5-10 weight part with respect to 100 weight part (resin part except a moisture content) of phenol resin. If the addition amount of the surfactant is less than 0.5 parts by weight, the effect of the surfactant is not sufficient, there is a problem that the closed cell ratio is low and the mechanical strength is inferior, and the amount exceeds 10 parts by weight. Even if added, the effect of the surfactant is not improved so much, which is not preferable because it is economically disadvantageous, or the foam is softened and the mechanical strength becomes insufficient. Preferably it is 1-5 weight part.
本発明の難燃フェノール樹脂発泡体積層板の密度は、小さすぎると圧縮強度等の機械的強度が小さくなり、取り扱い時に破損しやすくなり、大きすぎると断熱性能が低下する傾向がある。このため、発泡体の密度は、10〜150kg/m3が好ましく、15〜100kg/m3がより好ましい。 If the density of the flame retardant phenolic resin foam laminate of the present invention is too small, the mechanical strength such as compressive strength tends to be small, and it tends to be damaged during handling, and if it is too large, the heat insulation performance tends to decrease. For this reason, 10-150 kg / m < 3 > is preferable and the density of a foam is more preferable 15-100 kg / m < 3 >.
また、本発明の難燃フェノール樹脂発泡体積層板の発泡体の独立気泡率は、小さ過ぎると該発泡体に含まれる可燃性発泡剤が燃焼時に表面から放散され易く難燃性が悪くなりやすいと共に、断熱性能の経時低下が起き易くなる傾向がある。このため、発泡体の独立気泡率は、60%以上が好ましく、80%以上がより好ましく、90%以上100%以下が特に好ましい。 In addition, if the closed cell ratio of the foam of the flame retardant phenolic resin foam laminate of the present invention is too small, the flammable foaming agent contained in the foam is likely to be dissipated from the surface during combustion, and the flame retardancy tends to deteriorate. At the same time, the thermal insulation performance tends to decrease with time. For this reason, the closed cell ratio of the foam is preferably 60% or more, more preferably 80% or more, and particularly preferably 90% or more and 100% or less.
また、発泡体の熱伝導率は、高すぎると燃焼時に熱が該発泡体積層板の内部まで伝わる速度が速く内部に含まれる可燃性発泡剤が燃焼時に表面から放散され易く難燃性が悪くなりやすい為、好ましくは0.036W/(m・K)以下、さらに好ましくは0.028W/(m・K)以下、望ましくは0.022W/(m・K)以下である。 In addition, if the thermal conductivity of the foam is too high, the speed at which heat is transmitted to the inside of the foam laminate is high at the time of combustion, and the combustible foaming agent contained therein is easily dissipated from the surface at the time of combustion, and the flame retardancy is poor. Therefore, it is preferably 0.036 W / (m · K) or less, more preferably 0.028 W / (m · K) or less, and desirably 0.022 W / (m · K) or less.
本発明において、面材に塗布される難燃剤を溶解させた塗工液は、水溶性のリン系難燃剤を溶解させてなる。 In the present invention, the coating solution in which the flame retardant applied to the face material is dissolved is obtained by dissolving a water-soluble phosphorus-based flame retardant.
本発明に用いられる水溶性のリン系難燃剤は、塗工液の安定性や均一塗工性から20℃において水に30重量%以上溶解するリン系難燃剤であり、例えば、フェニルホスホン酸、リン酸グアニジン誘導体、リン酸カルバメート誘導体、リン酸アンモニウム等が挙げられ、これら化合物は単独または2種以上を混合して使用できる。特に、リン酸グアニジン誘導体及びリン酸カルバメート誘導体は高湿度下でも、フェノール樹脂発泡体積層板表面の水分吸着が少なく、また難燃効果も高く特に好ましい。よって、本発明においてはリン酸グアニジン誘導体及びリン酸カルバメート誘導体のいずれか一種、或いは二種以上の混合物を用いることが好ましい。 The water-soluble phosphorus-based flame retardant used in the present invention is a phosphorus-based flame retardant that is 30% by weight or more soluble in water at 20 ° C. in view of the stability of the coating liquid and uniform coating properties. Examples thereof include guanidine phosphate derivatives, carbamate phosphate derivatives, and ammonium phosphate, and these compounds can be used alone or in admixture of two or more. In particular, a guanidine phosphate derivative and a carbamate phosphate phosphate are particularly preferable because they have little moisture adsorption on the surface of the phenol resin foam laminate and high flame retardancy even under high humidity. Therefore, in the present invention, it is preferable to use one kind of a guanidine phosphate derivative or a carbamate phosphate derivative, or a mixture of two or more kinds.
本発明において、リン系難燃剤が、フェノール樹脂発泡体積層板の面材の表面及び面材中に存在する量は、少なすぎると難燃効果が不十分であり、多すぎると外観を含め実用特性を損なう為、面材の単位面積当たり1〜40g/m2が好ましく、より好ましくは2〜30g/m2、更に好ましくは3〜20g/m2である。 In the present invention, the amount of the phosphorus-based flame retardant present in the surface of the face material of the phenolic resin foam laminate and the face material is insufficient if the amount is too small, and if it is too large, the amount of the flame retardant is practical including the appearance. In order to impair the characteristics, 1 to 40 g / m 2 is preferable per unit area of the face material, more preferably 2 to 30 g / m 2 , and still more preferably 3 to 20 g / m 2 .
また、その他難燃剤として、例えば、スルファミン酸系難燃剤、ホウ酸系難燃剤、ハロゲン系難燃剤や金属水酸化物、金属酸化物の様な金属化合物等を併用しても良い。 Moreover, as other flame retardants, for example, sulfamic acid flame retardants, boric acid flame retardants, halogen flame retardants, metal hydroxides, metal compounds such as metal oxides, and the like may be used in combination.
本発明に用いられる、加熱乾燥後に水に難溶性の有機高分子化合物とは、60℃以上の水に溶解や微分散可能で、加熱乾燥後は50℃以下の水に難溶性になる有機高分子化合物、或いは、加熱乾燥前及び乾燥後のいずれにおいても水に難溶性の有機高分子化合物である。 The organic polymer compound that is hardly soluble in water after drying by heating, used in the present invention, can be dissolved or finely dispersed in water at 60 ° C. or higher, and becomes highly insoluble in water at 50 ° C. or lower after heating and drying. It is a molecular compound or an organic polymer compound that is sparingly soluble in water both before and after heating and drying.
本発明においては、係る有機高分子化合物が溶解または微分散してなる塗工液を面材に塗布した後、加熱乾燥させて該有機高分子化合物を面材に付着させるため、面材の表面及び面材内に付着した有機高分子化合物は水に難溶性である。 In the present invention, a coating liquid in which the organic polymer compound is dissolved or finely dispersed is applied to the face material, and then heated and dried to adhere the organic polymer compound to the face material. The organic polymer compound adhering to the face material is hardly soluble in water.
具体的に、かかる有機高分子化合物が水に溶解或いは微分散した水溶液としては、各種ラテックスやポリビニルアルコールの水溶液などが挙げられ、これらは単独または2種以上を混合して使用できる。ラテックスとしては、例えば、天然ゴムラテックス、合成ゴムラテックス、アクリル系ラテックス、酢酸ビニル系ラテックス、塩化ビニリデンラテックスが挙げられる。また、ラテックス及びケン化度が85mol%以上のポリビニルアルコールの水溶液は、高湿度下でもフェノール樹脂発泡体積層板表面が湿潤状態になり難いことから好ましく、中でもケン化度が95mol%以上のポリビニルアルコールの水溶液は、高湿度下でもフェノール樹脂発泡体積層板表面が乾燥状態を保ち易く且つ塗工設備が塗工液で汚れた時には熱水で容易に洗浄できる為、特に好ましい。 Specifically, examples of the aqueous solution in which the organic polymer compound is dissolved or finely dispersed in water include various latexes and aqueous solutions of polyvinyl alcohol. These can be used alone or in admixture of two or more. Examples of the latex include natural rubber latex, synthetic rubber latex, acrylic latex, vinyl acetate latex, and vinylidene chloride latex. An aqueous solution of latex and a polyvinyl alcohol having a saponification degree of 85 mol% or more is preferable because the surface of the phenolic resin foam laminate is difficult to be wet even under high humidity. This aqueous solution is particularly preferable because the surface of the phenolic resin foam laminate can easily be kept dry even under high humidity, and can be easily washed with hot water when the coating equipment is soiled with the coating liquid.
本発明において、加熱乾燥後に水に難溶性の有機高分子化合物を、本発明に係るリン系難燃剤と併用することにより、面材の表面に有機高分子からなる被膜が形成され、リン系難燃剤が該被膜に部分的に包み込まれるか、或いは、被膜の表層部に偏在することで、高湿度下でも、フェノール樹脂発泡体積層板表面の水分吸着をより少なくすることができる。しかしながら、有機高分子化合物が少なすぎると十分な被膜が形成できず、水分吸着の抑制効果が見られず、又、多すぎると有機高分子化合物自体が可燃物であるため難燃性が低下し易く、また、難燃剤の影響により有機高分子化合物がゲル化し塗工液の粘度上昇や不安定化が発生しやすくなることもある為、乾燥後に水に難溶性となる有機高分子化合物を併用する場合は、難燃剤100重量部に対して2〜250重量部が好ましく、5〜175重量部がより好ましく、10〜100重量部が特に好ましい。 In the present invention, an organic polymer compound that is sparingly soluble in water after heat-drying is used in combination with the phosphorus-based flame retardant according to the present invention, so that a film made of an organic polymer is formed on the surface of the face material. Since the flame retardant is partially encapsulated in the coating or is unevenly distributed on the surface layer portion of the coating, moisture adsorption on the surface of the phenolic resin foam laminate can be reduced even under high humidity. However, if the amount of the organic polymer compound is too small, a sufficient film cannot be formed, and the effect of suppressing moisture adsorption cannot be seen. If the amount is too large, the organic polymer compound itself is a flammable material, resulting in a decrease in flame retardancy. In addition, the organic polymer compound may gel due to the influence of the flame retardant, and the viscosity of the coating liquid may be easily increased or destabilized. Therefore, the organic polymer compound that is hardly soluble in water after drying is used in combination. When doing, 2-250 weight part is preferable with respect to 100 weight part of flame retardants, 5-175 weight part is more preferable, and 10-100 weight part is especially preferable.
本発明においては、前記リン系難燃剤を溶解させた塗工液を調製し、該塗工液を面材に塗布し、加熱乾燥させる。より好ましくは、前記リン系難燃剤を溶解した水溶液に、上記した、加熱乾燥後に水に難溶性となる有機高分子化合物を微分散又は溶解した水溶液を混合してなる塗工液を面材に塗布し、加熱乾燥させる。 In the present invention, a coating solution in which the phosphorus flame retardant is dissolved is prepared, the coating solution is applied to a face material, and is heated and dried. More preferably, a coating liquid obtained by mixing the above-described aqueous solution in which the phosphorus-based flame retardant is dissolved with the aqueous solution in which the organic polymer compound that is hardly soluble in water after heating and drying is mixed or dissolved is used as a face material. Apply and heat dry.
本発明において、リン系難燃剤を含む塗工液には、前記の成分の他に、必要に応じて種々の添加剤、例えば、防腐剤、増粘剤、分散剤、浸透剤、着色剤、タレ防止剤、可塑剤、紫外線吸収剤、酸化防止剤、消泡剤、増量剤、モノ、ジ、トリペンタエリスリトールなどの多価アルコール、界面活性剤等を難燃性や外観等を損なわない範囲で添加してもよい。 In the present invention, the coating liquid containing a phosphorus-based flame retardant, in addition to the above components, various additives as necessary, such as preservatives, thickeners, dispersants, penetrants, colorants, Anti-sagging agents, plasticizers, UV absorbers, antioxidants, antifoaming agents, extenders, polyhydric alcohols such as mono-, di- and tripentaerythritol, surfactants, etc. May be added.
面材に上記塗工液を塗布する方法は、通常一般的に用いられている方法で塗布することができる。例えば、はけ塗布、ローラーブラシ塗布、スプレー塗布、ロール塗布、含浸塗布、カーテンフロー塗布等の通常一般的に用いられている方法である。塗工液の粘度、各成分の濃度や塗布量、塗工速度により適正な塗布方式を選択して塗布し、その後、加熱乾燥工程で水分を蒸発させ、リン系難燃剤等を面材に付着させる。 The method of applying the coating liquid to the face material can be applied by a generally used method. For example, brush coating, roller brush coating, spray coating, roll coating, impregnation coating, curtain flow coating, etc. are generally used methods. Select the appropriate coating method according to the viscosity of the coating solution, the concentration and coating amount of each component, and the coating speed, and then evaporate the moisture in the heating and drying process to attach phosphorus-based flame retardants to the face material. Let
面材に塗布する塗工液に含まれる各成分の種類、濃度を変えると共に塗布量を変えることにより、面材に塗布される各成分、成分比、塗布量を変え、目的とする難燃剤等成分、成分比、付着量の面材を製造することができる。工業的製造では、塗工液を面材に自動塗工機で塗布し、連続して乾燥設備で乾燥し、目的量のリン系難燃剤等を面材の表面及び面材中に付着させる方法が好ましい。 By changing the type and concentration of each component contained in the coating liquid applied to the face material and changing the coating amount, the components, component ratio, and application amount applied to the face material are changed, and the intended flame retardant, etc. A face material having a component, a component ratio, and an adhesion amount can be produced. In industrial manufacturing, a coating solution is applied to a face material with an automatic coating machine, dried continuously in a drying facility, and a target amount of a phosphorus-based flame retardant is adhered to the surface of the face material and the face material. Is preferred.
尚、本発明においては、積層板の両面ともに、リン系難燃剤が表面及び面材中に存在する面材を用いる事が好ましいが、後加工で片面に鋼板を接着したり、片面にセメント層をつけるなど片面のみに高い難燃性が求められる場合には、係る面に本発明に係るリン系難燃剤を含まない面材を用いてもかまわない。このように、一方の面材にのみリン系難燃剤を付着させた積層板を前塗布法で製造する場合、発泡性樹脂組成物を吐出する面材と、該組成物を被覆する面材のどちらに塗工液を塗布してもかまわない。 In the present invention, it is preferable to use a face material in which the phosphorus-based flame retardant is present on the surface and the face material on both sides of the laminated plate. However, a steel sheet is bonded to one side by post-processing, or a cement layer is provided on one side. In the case where high flame retardancy is required only on one side, such as attaching, a face material that does not contain the phosphorus-based flame retardant according to the present invention may be used on that side. As described above, when a laminated board in which the phosphorus-based flame retardant is attached only to one face material is manufactured by the pre-coating method, the face material for discharging the foamable resin composition, and the face material for covering the composition. It does not matter which of the coating liquid is applied.
次に、実施例及び比較例により本発明を具体的に説明する。 Next, the present invention will be specifically described with reference to Examples and Comparative Examples.
実施例及び比較例中のフェノール樹脂発泡体積層板の性質は以下のようにして測定し、評価した。 The properties of the phenolic resin foam laminates in the examples and comparative examples were measured and evaluated as follows.
(1)難燃フェノール樹脂発泡体積層板の密度(JIS K 7222準拠法)
フェノール樹脂発泡体積層板から、面材の付いた状態で20cm角の大きさに全厚み方向に切り出した物について質量及び体積を測定し、質量と体積よりフェノール樹脂発泡体積層板の密度を算出した。
(1) Density of flame retardant phenolic resin foam laminate (JIS K 7222 compliant method)
Measure the mass and volume of a phenolic resin foam laminate that has been cut into a 20 cm square size in the full thickness direction with a face material attached, and calculate the density of the phenolic resin foam laminate from the mass and volume. did.
(2)独立気泡率(ASTM−D−2856準拠法)
難燃フェノール樹脂発泡体積層板を縦、横両方向に3分割し、分割した各領域の位置中央から20mm×20mm×厚み25mmの大きさにサンプルを切り出し、発泡部を傷つけないように面材を剥がし、エアーピクノメーター(東京サイエンス社、商品名「MODEL1000」)を使用して連続気泡部を除いた独立気泡部分の体積を測定して次式により独立気泡率を求め、5点の独立気泡率の平均値を発泡体の独立気泡率とした。尚、厚みが25mm未満の場合は原寸厚みのままとし、面材を剥がして測定した。
(2) Closed cell ratio (according to ASTM-D-2856)
The flame-retardant phenolic resin foam laminate is divided into 3 parts in both the vertical and horizontal directions, and a sample is cut out from the center of each divided area to a size of 20 mm x 20 mm x thickness 25 mm. Peel off and use an air pycnometer (Tokyo Science Co., Ltd., trade name "MODEL1000") to measure the volume of the closed cell part excluding the open cell part, and obtain the closed cell rate by the following formula. Was defined as the closed cell ratio of the foam. When the thickness was less than 25 mm, the original thickness was maintained, and the face material was peeled off for measurement.
独立気泡率(%)={独立気泡部体積(cm3)/フェノール樹脂発泡体の見かけの体積(cm3)}×100 Closed cell ratio (%) = {closed cell volume (cm 3 ) / apparent volume of phenol resin foam (cm 3 )} × 100
(3)フェノール樹脂発泡体の熱伝導率(JIS A 1412−2準拠法)
難燃フェノール樹脂発泡体積層板を大きさ300mm×300mmで、厚みが20〜25mmで均一な厚みに切断し、発泡部を傷つけないように面材を剥がし、試験体1枚・対称構成方式の測定装置(英弘精機社、商品名「HC−074・304」)を用い、33℃に温調された加熱板と13℃に温調された冷却熱板の間に挟み、試験体温度差20℃、試験体平均温度23℃で測定した。尚、厚みが20mm未満の場合は複数枚重ねて20〜25mmで均一な厚みとなるようにして測定した。
(3) Thermal conductivity of phenolic resin foam (JIS A 1412-2 compliant method)
A flame retardant phenolic resin foam laminate is cut to a uniform thickness of 300 mm x 300 mm and a thickness of 20 to 25 mm, and the face material is peeled off so as not to damage the foamed part. Using a measuring device (Hideki Seiki Co., Ltd., trade name “HC-074 / 304”), it was sandwiched between a heating plate adjusted to 33 ° C. and a cooling heating plate adjusted to 13 ° C. Measurement was performed at an average specimen temperature of 23 ° C. In addition, when the thickness was less than 20 mm, a plurality of sheets were stacked and measured so as to have a uniform thickness of 20 to 25 mm.
(4)難燃性(JIS K 6911−1955準拠法)
JIS K 6911の耐燃性5.24.1A法に準拠し、試験片は、試料の表層より面材を含め10±0.5mm厚みに切り出し、端(自由端)から15mm、20mm及び25mmの個所に標線を付し、面材を有する面を下側面とし試験を行った。試験片は、5片とし、結果が一致しない時は、最も良い結果と最も悪い結果を除き、3片の結果にて評価する。尚、3片の結果も一致しない時は、3片の中で最も燃焼した結果をもって評価結果とした。
(4) Flame retardancy (JIS K 6911-1955 compliant law)
In accordance with the JIS K 6911 flame resistance method of 5.24.1A, the test piece is cut into a thickness of 10 ± 0.5 mm including the face material from the surface layer of the sample, and 15 mm, 20 mm and 25 mm from the end (free end). The test was carried out with a marked line attached to the surface having the face material as the lower surface. The test piece is five pieces, and when the results do not match, the best result and the worst result are excluded, and the evaluation is made with three pieces. When the results of the three pieces did not match, the result of burning the most among the three pieces was taken as the evaluation result.
評価は、下記の基準により行った。
◎:炎を取り去り、1秒以内に消火し、且つ、燃焼距離が15mm以下
○:炎を取り去り、1秒以内に消火し、且つ、燃焼距離が15mmを超え20mm以下
△:炎を取り去り、1秒以内に消火し、且つ、燃焼距離が20mmを超え25mm以下
×:燃焼距離が25mmを超えるか、炎を取り去った後も1秒を超え燃焼を継続
Evaluation was performed according to the following criteria.
A: The flame is removed, the fire is extinguished within 1 second, and the combustion distance is 15 mm or less. A: The flame is removed, the fire is extinguished within 1 second, and the combustion distance exceeds 15 mm and is 20 mm or less. Δ: The flame is removed, 1 Fire extinguishing within 2 seconds, and combustion distance exceeds 20 mm and 25 mm or less ×: Combustion distance exceeds 25 mm or continues to burn for more than 1 second after removing the flame
(5)外観
難燃剤を分散させた塗工液を塗布した面材を用いる事により、表面にざらつき感や粉落ち等の商品価値を低下させる現象が発生するかを評価した。
(5) Appearance The use of a face material coated with a coating solution in which a flame retardant was dispersed was evaluated for the occurrence of phenomena that reduce the commercial value such as a feeling of roughness and powder falling on the surface.
塗工液を塗布していない面材を用いたフェノール樹脂発泡体積層板と塗布した面材を用いた難燃フェノール樹脂発泡体積層板を比較し、下記の判断基準で評価した、尚、比較例については、塗工液を塗布していない面材を用いたフェノール樹脂発泡体積層板の面材に比較例の塗工液を塗布したものについて評価した。 The phenol resin foam laminate using the face material not coated with the coating liquid was compared with the flame retardant phenolic resin foam laminate using the coated face material, and evaluated according to the following criteria. About the example, it evaluated about what applied the coating liquid of the comparative example to the face material of the phenol resin foam laminated board using the face material which has not apply | coated the coating liquid.
◎:外観、手触り共に難燃剤塗工品と難燃剤無塗工品に差が見られない。
○:難燃剤塗工品と難燃剤無塗工品を並べて比較すると僅かに表面のざらつき感に差が見られるが、別々に見ると差がわからない程度である。
△:難燃剤塗工品は、難燃剤無塗工品に比べ手触りに若干ざらつき感があるか、又は、若干の粉落ちが見られる。
×:外観、手触り共に難燃剤塗工品と難燃剤無塗工品に明らかな差が見られ、難燃剤塗工品は、明らかなざらつき感を有するか、又は、粉落ちが見られる。
A: There is no difference in appearance and touch between the flame retardant coated product and the flame retardant non-coated product.
○: When comparing the flame retardant coated product and the flame retardant non-coated product side by side, there is a slight difference in surface roughness, but when viewed separately, the difference is not apparent.
(Triangle | delta): A flame retardant coated product has a slightly rough feeling in a touch compared with a flame retardant uncoated product, or some powder fall is seen.
X: A clear difference is observed between the flame retardant coated product and the flame retardant non-coated product in both appearance and touch, and the flame retardant coated product has a clear roughness or powder fall off.
以下の実施例及び比較例で用いたフェノール樹脂、ポリビニルアルコール水溶液は以下のようにして準備した。 The phenol resin and polyvinyl alcohol aqueous solution used in the following examples and comparative examples were prepared as follows.
<フェノール樹脂の合成>
反応器に37重量%ホルムアルデヒド(和光純薬社、試薬特級)5,000gと99%フェノール(和光純薬社、試薬特級)3,000gを仕込み、プロペラ回転式の攪拌機により攪拌し、温調機により反応器内部液温度を40℃に調整した。次いで、50重量%水酸化ナトリウム水溶液を60g加え、反応液を40℃から85℃に上昇させ、110分間保持した。その後、反応液を5℃まで冷却した。これをフェノール樹脂Aとした。
<Synthesis of phenolic resin>
The reactor was charged with 5,000 g of 37% by weight formaldehyde (Wako Pure Chemical Industries, reagent special grade) and 3,000 g of 99% phenol (Wako Pure Chemical Industries, reagent special grade) and stirred with a propeller rotary stirrer, and a temperature controller. The temperature inside the reactor was adjusted to 40 ° C. Next, 60 g of a 50 wt% aqueous sodium hydroxide solution was added and the reaction mixture was raised from 40 ° C. to 85 ° C. and held for 110 minutes. Thereafter, the reaction solution was cooled to 5 ° C. This was designated as phenol resin A.
一方、別の反応器に37重量%ホルムアルデヒド1,080gと水1,000gと50重量%水酸化ナトリウム水溶液78gを加え、尿素(和光純薬社、試薬特級)1,600gを仕込み、プロペラ回転式の攪拌機により攪拌し、温調機により反応器内部液温度を40℃に調整した。次いで、反応液を40℃から70℃に上昇させ60分間保持した。これをメチロール尿素Uとした。次に、8,060gのフェノール樹脂Aにメチロール尿素Uを1,350g混合して液温度を60℃に上昇させ1時間保持した。次いで反応液を30℃まで冷却し、パラトルエンスルホン酸一水和物の50重量%水溶液でpHを6に中和した。この反応液を、60℃で脱水処理して粘度及び水分量を測定したところ、40℃における粘度は5,700mPa・s、水分量は5重量%であった。これをフェノール樹脂A−U−1とした。 On the other hand, 1,080 g of 37 wt% formaldehyde, 1,000 g of water and 78 g of 50 wt% aqueous sodium hydroxide were added to another reactor, and 1,600 g of urea (Wako Pure Chemical Industries, reagent special grade) was charged, propeller rotating type The temperature inside the reactor was adjusted to 40 ° C. using a temperature controller. Subsequently, the reaction liquid was raised from 40 ° C. to 70 ° C. and held for 60 minutes. This was methylolurea U. Next, 1,350 g of methylol urea U was mixed with 8,060 g of phenol resin A, and the liquid temperature was raised to 60 ° C. and held for 1 hour. Next, the reaction solution was cooled to 30 ° C., and the pH was neutralized to 6 with a 50 wt% aqueous solution of paratoluenesulfonic acid monohydrate. When this reaction solution was dehydrated at 60 ° C. and the viscosity and water content were measured, the viscosity at 40 ° C. was 5,700 mPa · s, and the water content was 5% by weight. This was designated as phenol resin AU-1.
次に、60℃での脱水処理時間を変えた以外は、フェノール樹脂A−U−1と同様にし、フェノール樹脂A−U−2を得た。フェノール樹脂A−U−2の40℃における粘度は1,000mPa・s、水分量は9重量%であった。 Next, except having changed the dehydration time at 60 degreeC, it carried out similarly to phenol resin AU-1, and obtained phenol resin AU-2. The viscosity at 40 ° C. of the phenol resin AU-2 was 1,000 mPa · s, and the water content was 9% by weight.
<ポリビニルアルコール水溶液の調製>
ポリビニルアルコール水溶液−1:完全ケン化型ポリビニルアルコール(日本酢ビ・ポバール社、商品名「JF−17」、ケン化度98〜99mol%)100重量部に対して、精製水1900重量部を加え、プロペラ回転式の攪拌機により攪拌し、23℃で30分保持した後、1℃/分の昇温速度で95℃まで昇温し、95℃に60分保持し、ポリビニルアルコールを溶解した。その後、室温まで冷却し、ポリビニルアルコール水溶液−1(以下、「PVA−1」と略す。)を準備した。
<Preparation of aqueous polyvinyl alcohol solution>
Polyvinyl alcohol aqueous solution-1: 1900 parts by weight of purified water was added to 100 parts by weight of fully saponified polyvinyl alcohol (Nippon Vinegar Poval, trade name “JF-17”, saponification degree 98-99 mol%). The mixture was stirred with a propeller rotary stirrer and held at 23 ° C. for 30 minutes, then heated to 95 ° C. at a rate of 1 ° C./min and held at 95 ° C. for 60 minutes to dissolve polyvinyl alcohol. Then, it cooled to room temperature and prepared polyvinyl alcohol aqueous solution-1 (henceforth "PVA-1").
<フェノール樹脂発泡体積層板の作製>
〔フェノール樹脂発泡体積層板−1〕
フェノール樹脂A−U−1:100重量部に対して、界面活性剤としてエチレンオキサイド−プロピレンオキサイドのブロック共重合体(BASF社、商品名「プルロニックF127」)を4重量部の割合で混合した。次に、フェノール樹脂100重量部に対して、発泡剤としてノルマルペンタンを8重量部、硬化触媒としてキシレンスルホン酸(テイカ社、商品名「テイカトックス110」)80重量%とジエチレングリコール20重量%の混合物10重量部を、15℃に温調したピンミキサーに連続的に供給し一様に攪拌した。硬化反応中に発生する水分を外部に放出できるように設計し、内側に予め面材としてポリエステル製不織布(旭化成せんい社、商品名「スパンボンドE01040」)を貼り付けた厚み25mm×400mm×400mmの型枠に、ミキサーから出てきた混合物を110g流し込み、80℃のオーブンにて2時間保持して厚み25mm、長さ400mm、幅400mmのフェノール樹脂発泡体積層板−1(以下、「積層板−1」と略す。)を作製した。
<Production of phenolic resin foam laminate>
[Phenolic resin foam laminate-1]
Phenolic resin AU-1: 100 parts by weight of ethylene oxide-propylene oxide block copolymer (BASF, trade name “Pluronic F127”) as a surfactant was mixed at a ratio of 4 parts by weight. Next, a mixture of 8 parts by weight of normal pentane as a blowing agent, 80% by weight of xylene sulfonic acid (Taika Corporation, trade name “Taikatox 110”) and 20% by weight of diethylene glycol with respect to 100 parts by weight of a phenol resin. 10 parts by weight were continuously supplied to a pin mixer whose temperature was adjusted to 15 ° C. and stirred uniformly. It is designed so that moisture generated during the curing reaction can be released to the outside, and a polyester nonwoven fabric (Asahi Kasei Fibers Co., Ltd., trade name “Spunbond E01040”) is pasted on the inside as a face material in a thickness of 25 mm × 400 mm × 400 mm Pour 110 g of the mixture coming out of the mixer into a mold and hold it in an oven at 80 ° C. for 2 hours to hold a phenolic resin foam laminate -1 (hereinafter referred to as “laminate” —25 mm thick, 400 mm long and 400 mm wide). 1 ”).
〔フェノール樹脂発泡体積層板−2〕
発泡条件を、95℃で2時間とする以外は積層板−1と同様にしてフェノール樹脂発泡体積層板−2(以下、「積層板−2」と略す。)を作製した。
[Phenolic resin foam laminate-2]
A phenol resin foam laminate 2 (hereinafter abbreviated as “laminate 2”) was produced in the same manner as laminate 1 except that the foaming conditions were 95 ° C. for 2 hours.
〔フェノール樹脂発泡体積層板−3〕
フェノール樹脂A−U−2を用い、発泡条件を95℃で2時間とする以外は積層板−1と同様にしてフェノール樹脂発泡体積層板−3(以下、「積層板−3」と略す。)を作製した。
[Phenolic resin foam laminate-3]
A phenol resin foam laminate-3 (hereinafter abbreviated as “laminate-3”) is used in the same manner as the laminate-1 except that the phenolic resin A-U-2 is used and the foaming condition is 95 ° C. for 2 hours. ) Was produced.
(参考例1)
リン酸カルバメート40%水溶液(大京化学社、商品名「ビコール TP」)(以下、「ビコールTP」と略す。):100重量部、精製水:300重量部を十分混合し、塗工液を調製した。
( Reference Example 1)
Carbomate phosphate 40% aqueous solution (Daikyo Chemical Co., Ltd., trade name “Bicol TP”) (hereinafter abbreviated as “Bicol TP”): 100 parts by weight, purified water: 300 parts by weight are mixed thoroughly to prepare a coating solution. Prepared.
積層板−3の面材を有する1面に、塗工液を単位面積当たり15.0g/m2刷毛で塗布後、120℃乾燥機で2分乾燥させ、単位面積当たり固形分1.5g/m2を面材に付着させた。積層板の他方の面材を有する面にも同様にして塗工液を塗布し、乾燥させ難燃フェノール樹脂発泡体積層板(以下、「難燃積層板」と略す。)を得た。 The coating liquid is applied to one side having the face material of Laminate-3 with a 15.0 g / m 2 brush per unit area, and then dried for 2 minutes with a 120 ° C. drier to obtain a solid content of 1.5 g / unit area. m 2 was adhered to the face material. The coating liquid was similarly applied to the surface having the other face material of the laminate and dried to obtain a flame retardant phenolic resin foam laminate (hereinafter abbreviated as “flame retardant laminate”).
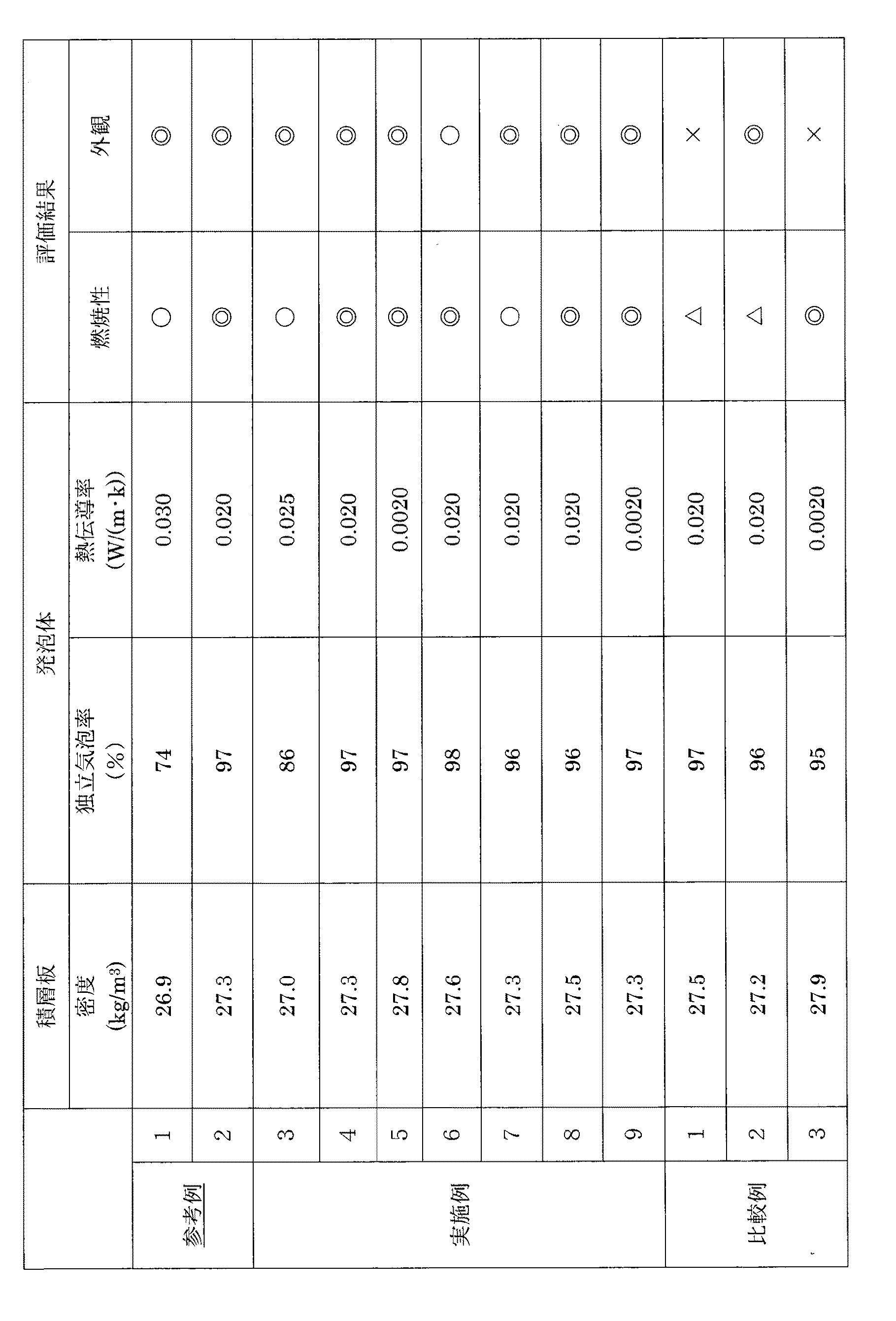
得られた難燃積層板について、密度、独立気泡率、熱伝導率、難燃性、外観を評価した。構成を表1に、評価結果を表2に示す。 The obtained flame retardant laminate was evaluated for density, closed cell ratio, thermal conductivity, flame retardancy, and appearance. The configuration is shown in Table 1, and the evaluation results are shown in Table 2.
(参考例2)
積層板−1の面材を有する各々の面に、実施例1で調製した塗工液25.0g/m2を塗布・乾燥し、単位面積当たり固形分2.5g/m2を各面材に付着させた以外は、実施例1と同様にして難燃積層板を得、評価を行った。構成を表1に、評価結果を表2に示す。
( Reference Example 2)
The coating liquid 25.0 g / m 2 prepared in Example 1 was applied to each surface having the face material of Laminate-1 and dried to obtain a solid content of 2.5 g / m 2 per unit area. A flame retardant laminate was obtained and evaluated in the same manner as in Example 1 except that the film was attached to. The configuration is shown in Table 1, and the evaluation results are shown in Table 2.
(実施例3)
リン酸グアジニン誘導体47%水溶液(大京化学社、商品名「ビコール No.415」)(以下、「ビコール415」と略す):100重量部、精製水:135重量部、PVA−1:564重量部、アクリルラテックス(旭化成ケミカルズ社、商品名「ポリトロンE−390M」、固形分濃度50%)(以下、「ラテックス390M」と略す)):56.4重量部を十分混合し、塗工液を調製し、積層板−2の面材を有する各々の面に、塗工液を単位面積当たり45.5g/m2塗布・乾燥し、単位面積当たり固形分5.5g/m2を各面材に付着させた以外は、参考例1と同様にして難燃積層板を得、評価を行った。構成を表1に、評価結果を表2に示す。
(Example 3)
47% aqueous solution of guanidine phosphate derivative (Daikyo Chemical Co., Ltd., trade name “Bicol No. 415”) (hereinafter abbreviated as “Bicol 415”): 100 parts by weight, purified water: 135 parts by weight, PVA-1: 564 weights Part, acrylic latex (Asahi Kasei Chemicals, trade name “Polytron E-390M”, solid content concentration 50%) (hereinafter abbreviated as “Latex 390M”)): 56.4 parts by weight are thoroughly mixed, The coating liquid is applied and dried to 45.5 g / m 2 per unit area on each surface having the face material of the laminate 2 to prepare a solid content of 5.5 g / m 2 per unit area. A flame retardant laminate was obtained and evaluated in the same manner as in Reference Example 1 except that it was adhered to the substrate. The configuration is shown in Table 1, and the evaluation results are shown in Table 2.
(実施例4)
ビコールTP:100重量部、精製水:300重量部、ラテックス390M:20重量部を十分混合し、塗工液を調製し、積層板−1の面材を有する各々の面に、塗工液を単位面積当たり42g/m2塗布・乾燥し、単位面積当たり固形分5.0g/m2を各面材に付着させた以外は、参考例1と同様にして難燃積層板を得、評価を行った。構成を表1に、評価結果を表2に示す。
Example 4
Bicol TP: 100 parts by weight, purified water: 300 parts by weight, latex 390M: 20 parts by weight are sufficiently mixed to prepare a coating liquid, and the coating liquid is applied to each surface having the face material of Laminate-1. A flame retardant laminate was obtained and evaluated in the same manner as in Reference Example 1 except that 42 g / m 2 per unit area was applied and dried, and a solid content of 5.0 g / m 2 per unit area was adhered to each face material. went. The configuration is shown in Table 1, and the evaluation results are shown in Table 2.
(実施例5)
ビコールTP:100重量部、PVA−1:160重量部、ラテックス390M:16重量部を十分混合し、塗工液を調製し、積層板−1の面材を有する各々の面に、塗工液51.8gを2回繰り返し塗布・乾燥し、単位面積当たり塗工液103.6g/m2塗工し、単位面積当たり固形分21.0g/m2を各面材に付着させた以外は、参考例1と同様にして難燃積層板を得、評価を行った。構成を表1に、評価結果を表2に示す。
(Example 5)
Bicol TP: 100 parts by weight, PVA-1: 160 parts by weight, latex 390M: 16 parts by weight are sufficiently mixed to prepare a coating liquid, and the coating liquid is applied to each surface having the face material of Laminate-1. 51.8g repeatedly coated and dried twice, except that to the coating liquid 103.6 g / m 2 coated per unit area was deposited per unit area solid 21.0 g / m 2 on each surface material, In the same manner as in Reference Example 1, a flame retardant laminate was obtained and evaluated. The configuration is shown in Table 1, and the evaluation results are shown in Table 2.
(実施例6)
ビコールTP:100重量部、ラテックス390M:6.9重量部を十分混合し、塗工液を調製し、積層板−1の面材を有する各々の面に、塗工液46.8gを2回繰り返し塗布・乾燥し、単位面積当たり塗工液93.6g/m2塗工し、単位面積当たり固形分38.0g/m2を各面材に付着させた以外は、参考例1と同様にして難燃積層板を得、評価を行った。構成を表1に、評価結果を表2に示す。
(Example 6)
Bicol TP: 100 parts by weight, Latex 390M: 6.9 parts by weight are sufficiently mixed to prepare a coating solution, and 46.8 g of the coating solution is applied to each side having the face material of laminate-1 twice. repeatedly applied and dried, and the coating solution 93.6 g / m 2 coated per unit area, the unit area per solid content 38.0 g / m 2, except that was attached to each side member, in the same manner as in reference example 1 A flame retardant laminate was obtained and evaluated. The configuration is shown in Table 1, and the evaluation results are shown in Table 2.
(実施例7)
ビコールTP:100重量部、精製水:300重量部、ラテックス390M:5.3重量部を十分混合し、塗工液を調製した。
(Example 7)
Bicol TP: 100 parts by weight, purified water: 300 parts by weight, latex 390M: 5.3 parts by weight were sufficiently mixed to prepare a coating solution.
ポリエステル製不織布(旭化成せんい社、商品名「スパンボンドE01040」、以下、「面材1040」と略す。)に塗工液を単位面積当たり15.2g/m2刷毛で塗布後、120℃乾燥機で2分乾燥させ、単位面積当たり固形分1.6g/m2を面材に付着させた。硬化反応中に発生する水分を外部に放出できるように設計した厚み25mm×400mm×400mmの型枠の内側に難燃剤等を付着させた上記面材を貼り付け、発泡用型枠を準備した。 A coating liquid is applied to a polyester non-woven fabric (Asahi Kasei Fibers Co., Ltd., trade name “Spunbond E01040”, hereinafter abbreviated as “surface material 1040”) with 15.2 g / m 2 brush per unit area, followed by drying at 120 ° C. And dried for 2 minutes to adhere 1.6 g / m 2 of solid content per unit area to the face material. The foam material was prepared by attaching the above face material with a flame retardant attached to the inside of a 25 mm × 400 mm × 400 mm thick mold designed to release moisture generated during the curing reaction to the outside.
フェノール樹脂A−U−1:100重量部に対して、界面活性剤としてエチレンオキサイド−プロピレンオキサイドのブロック共重合体(BASF社、商品名「プルロニックF127」)を4重量部の割合で混合した。次に、フェノール樹脂100重量部に対して、発泡剤としてノルマルペンタンを8重量部、硬化触媒としてキシレンスルホン酸(テイカ社、商品名「テイカトックス110」)80重量%とジエチレングリコール20重量%の混合物10重量部を、15℃に温調したピンミキサーに連続的に供給し一様に攪拌し、準備された発泡用型枠にミキサーから出てきた発泡性樹脂組成物を110g流し込み、80℃のオーブンに2時間保持して、厚み25mm、長さ400mm、幅400mmの難燃積層板を得た。 Phenolic resin AU-1: 100 parts by weight of ethylene oxide-propylene oxide block copolymer (BASF, trade name “Pluronic F127”) as a surfactant was mixed at a ratio of 4 parts by weight. Next, 8 parts by weight of normal pentane as a foaming agent and 80% by weight of xylene sulfonic acid (Taika Corporation, trade name “Taikatox 110”) as a curing catalyst and 20% by weight of diethylene glycol with respect to 100 parts by weight of phenol resin 10 parts by weight are continuously supplied to a pin mixer adjusted to 15 ° C. and uniformly stirred, and 110 g of the foamable resin composition that has come out of the mixer is poured into the prepared foaming mold. It was kept in an oven for 2 hours to obtain a flame retardant laminate having a thickness of 25 mm, a length of 400 mm, and a width of 400 mm.
得られた難燃積層板について、密度、独立気泡率、熱伝導率、難燃性、外観を評価した。構成を表1に、評価結果を表2に示す。 The obtained flame retardant laminate was evaluated for density, closed cell ratio, thermal conductivity, flame retardancy, and appearance. The configuration is shown in Table 1, and the evaluation results are shown in Table 2.
(実施例8)
ビコールTP:100重量部、PVA−1:720重量部を用い塗工液を調製し、面材1040に、塗工液51.3gを2回繰り返し塗布・乾燥し、単位面積当たり102.6g/m2を塗工し、単位面積当たり固形分9.5g/m2を面材に付着させた以外は、実施例7と同様にして難燃積層板を得、評価を行った。構成を表1に、評価結果を表2に示す。
(Example 8)
A coating liquid was prepared using 100 parts by weight of Bicol TP and 720 parts by weight of PVA-1, and 51.3 g of the coating liquid was repeatedly applied to the face material 1040 and dried twice to obtain 102.6 g / unit area. A flame retardant laminate was obtained and evaluated in the same manner as in Example 7 except that m 2 was applied and a solid content of 9.5 g / m 2 per unit area was adhered to the face material. The configuration is shown in Table 1, and the evaluation results are shown in Table 2.
(実施例9)
ビコールTP:100重量部、PVA−1:32重量部、ラテックス390M:8重量部を用い塗工液を調製し、面材1040に単位面積当たり35g/m2を塗布・乾燥し、単位面積当たり固形分11.4g/m2を面材に付着させた以外は、実施例7と同様にして難燃積層板を得、評価を行った。構成を表1に、評価結果を表2に示す。
Example 9
Bicol TP: 100 parts by weight, PVA-1: 32 parts by weight, latex 390M: 8 parts by weight, a coating solution is prepared, and 35 g / m 2 per unit area is applied to the face material 1040 and dried, and then per unit area. A flame retardant laminate was obtained and evaluated in the same manner as in Example 7 except that a solid content of 11.4 g / m 2 was adhered to the face material. The configuration is shown in Table 1, and the evaluation results are shown in Table 2.
(比較例1)
積層板−1の面材を有する各々の面に炭酸水素ナトリウム(和光純薬社、試薬特級)を単位面積当たり30.0g/m2になるように、粉体の状態でブラシ(エスコ社、品番EA928AG−17)で刷り込み塗布した。得られた難燃積層板について、参考例1と同様に評価した。構成を表1に、評価結果を表2に示す。
(Comparative Example 1)
Brushes (ESCO Co., Ltd.) in powder form so that sodium bicarbonate (Wako Pure Chemical Industries, reagent special grade) is 30.0 g / m 2 per unit area on each face having the face material of Laminate-1 It was imprinted and applied with product number EA928AG-17). The obtained flame retardant laminate was evaluated in the same manner as in Reference Example 1. The configuration is shown in Table 1, and the evaluation results are shown in Table 2.
(比較例2)
ビコールTP:100重量部、PVA−1:3000重量部を用いて塗工液を調製し、積層板−1の面材を有する各々の面に、塗工液62g/m2を塗布し、120℃で4分乾燥し、単位面積当たり固形分3.8g/m2を各面材に付着させた以外は、参考例1と同様にして難燃積層板を得、評価を行った。尚、難燃性は、他の例と比べ、バラツキがあり燃焼距離が15mmを超え、20mm以下が2点、燃焼距離が20mmを超え、25mm以下が3点であった。構成を表1に、評価結果を表2に示す。
(Comparative Example 2)
A coating liquid is prepared using 100 parts by weight of Bicol TP and 3000 parts by weight of PVA-1, and 62 g / m 2 of the coating liquid is applied to each surface having the face material of Laminate-1, 120 A flame retardant laminate was obtained and evaluated in the same manner as in Reference Example 1 except that it was dried at 4 ° C. for 4 minutes and a solid content of 3.8 g / m 2 per unit area was adhered to each face material. In addition, the flame retardancy was more varied than the other examples, and the combustion distance exceeded 15 mm, 20 mm or less was 2 points, the combustion distance was 20 mm or more, and 25 mm or less was 3 points. The configuration is shown in Table 1, and the evaluation results are shown in Table 2.
(比較例3)
積層板−1の面材を有する各々の面に、ビコール415塗工液53.2gを2回繰り返し塗布・乾燥し、単位面積当たり106.4g/m2を塗工し、単位面積当たり固形分50g/m2を各面材に付着させた以外は、参考例1と同様にして難燃積層板を得、評価を行った。構成を表1に、評価結果を表2に示す。
(Comparative Example 3)
Each surface having the face material of Laminate-1 was repeatedly coated and dried with 53.2 g of Bicol 415 coating solution twice, and coated with 106.4 g / m 2 per unit area to obtain a solid content per unit area. A flame retardant laminate was obtained and evaluated in the same manner as in Reference Example 1 except that 50 g / m 2 was adhered to each face material. The configuration is shown in Table 1, and the evaluation results are shown in Table 2.
本発明の難燃フェノール樹脂発泡積層板は、建築用断熱材、車両用断熱材、機器用断熱材等として使用される。 The flame-retardant phenolic resin foam laminate of the present invention is used as a heat insulating material for buildings, a heat insulating material for vehicles, a heat insulating material for equipment, and the like.
Claims (7)
、
水溶性のリン系難燃剤を水に溶解させてなる水溶液と、加熱乾燥後に水に難溶性となる有機高分子化合物が溶解又は微分散された水溶液とを混合してなる塗工液を、2枚の面材の少なくとも1枚に塗布して加熱乾燥し、一方の面材上に、少なくともフェノール樹脂、発泡剤、硬化触媒からなる発泡性樹脂組成物を吐出し、該発泡性樹脂組成物の上面を他方の面材で被覆した後、該発泡性樹脂組成物を発泡硬化させることを特徴とする難燃フェノール樹脂発泡体積層板の製造方法。 It is a manufacturing method of the flame-retardant phenolic resin foam laminated board in any one of Claims 1-4,
A coating solution obtained by mixing an aqueous solution in which a water-soluble phosphorus-based flame retardant is dissolved in water and an aqueous solution in which an organic polymer compound that is hardly soluble in water after heating and drying is dissolved or finely dispersed is used. It is applied to at least one face material and dried by heating. On one face material, a foamable resin composition comprising at least a phenol resin, a foaming agent and a curing catalyst is discharged, and the foamable resin composition is A method for producing a flame retardant phenolic resin foam laminate, wherein the foamable resin composition is foam-cured after the upper surface is coated with the other face material.
、
面材上に、少なくともフェノール樹脂、発泡剤、硬化触媒からなる発泡性樹脂組成物を吐出し、該発泡性樹脂組成物の上面を新たな面材で被覆して、該発泡性樹脂組成物を発泡硬化させた後、
水溶性のリン系難燃剤を水に溶解させてなる水溶液と、加熱乾燥後に水に難溶性となる有機高分子化合物が溶解又は微分散された水溶液とを混合してなる塗工液を、上記2枚の面材の少なくとも一方に塗布して加熱乾燥することを特徴とする難燃フェノール樹脂発泡体積層板の製造方法。 It is a manufacturing method of the flame-retardant phenolic resin foam laminated board in any one of Claims 1-4,
A foamable resin composition comprising at least a phenol resin, a foaming agent, and a curing catalyst is discharged on the face material, and the upper surface of the foamable resin composition is covered with a new face material, and the foamable resin composition is After foam curing,
A coating solution obtained by mixing an aqueous solution in which a water-soluble phosphorus-based flame retardant is dissolved in water and an aqueous solution in which an organic polymer compound that is hardly soluble in water after heating and drying is dissolved or finely dispersed , A method for producing a flame retardant phenolic resin foam laminate, which is applied to at least one of two face materials and dried by heating.
、アクリル系ラテックス又はポリビニルアルコールの水溶液、もしくはこれらの混合液である請求項5または6に記載の難燃フェノール樹脂発泡体積層板の製造方法。
The flame retardant according to claim 5 or 6 , wherein the aqueous solution in which the organic polymer compound that is hardly soluble in water after heat drying is finely dispersed or dissolved is an aqueous solution of acrylic latex or polyvinyl alcohol, or a mixture thereof. A method for producing a phenolic resin foam laminate.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008130441A JP5225749B2 (en) | 2008-05-19 | 2008-05-19 | Flame retardant phenolic resin foam laminate and its manufacturing method |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008130441A JP5225749B2 (en) | 2008-05-19 | 2008-05-19 | Flame retardant phenolic resin foam laminate and its manufacturing method |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009274408A JP2009274408A (en) | 2009-11-26 |
| JP5225749B2 true JP5225749B2 (en) | 2013-07-03 |
Family
ID=41440259
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008130441A Active JP5225749B2 (en) | 2008-05-19 | 2008-05-19 | Flame retardant phenolic resin foam laminate and its manufacturing method |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5225749B2 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018094767A (en) * | 2016-12-10 | 2018-06-21 | 積水化学工業株式会社 | Phenol resin foam plate |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018138388A (en) * | 2018-04-23 | 2018-09-06 | 旭化成建材株式会社 | Phenolic resin foam board |
| CN110157084A (en) * | 2019-04-30 | 2019-08-23 | 浙江启墨新材料科技有限公司 | A kind of high-performance expansion fire-proof felt and preparation method thereof |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60127921U (en) * | 1984-02-04 | 1985-08-28 | 日東紡績株式会社 | Flame-retardant fire-resistant composite phenol foam board |
| JPS61243889A (en) * | 1985-04-19 | 1986-10-30 | Chisso Corp | Flame retardant in aqueous solution form |
| JPS63194938A (en) * | 1987-02-09 | 1988-08-12 | 日東紡績株式会社 | Moistureproof composite heat-insulating material |
| JPH0715018B2 (en) * | 1987-10-20 | 1995-02-22 | 日立化成工業株式会社 | Flame-retardant laminate manufacturing method |
| JPH01158048A (en) * | 1987-12-16 | 1989-06-21 | Tokyo Serofuanshi Kk | Production of flame retardant polyvinyl alcohol film |
| JPH08116801A (en) * | 1994-10-21 | 1996-05-14 | Mitsui Toatsu Chem Inc | Method for manufacturing flame-retardant mulching material |
| JPH10168756A (en) * | 1996-12-09 | 1998-06-23 | Oji Paper Co Ltd | Flame retardant spunbond nonwoven |
| JP2000094620A (en) * | 1998-09-22 | 2000-04-04 | Asahi Chem Ind Co Ltd | Phenolic resin foam |
| JP2001030451A (en) * | 1999-07-23 | 2001-02-06 | Asahi Chem Ind Co Ltd | Phenol foam composite sheet |
| JP4485664B2 (en) * | 2000-07-28 | 2010-06-23 | 旭化成せんい株式会社 | Fabric structure |
| JP4693144B2 (en) * | 2001-06-20 | 2011-06-01 | 株式会社興人 | Backing paper for high release wallpaper |
| JP2007320984A (en) * | 2006-05-30 | 2007-12-13 | Dainippon Ink & Chem Inc | Flame retardant aqueous resin dispersion |
-
2008
- 2008-05-19 JP JP2008130441A patent/JP5225749B2/en active Active
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018094767A (en) * | 2016-12-10 | 2018-06-21 | 積水化学工業株式会社 | Phenol resin foam plate |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2009274408A (en) | 2009-11-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5877913B1 (en) | Phenol resin foam laminate and method for producing the same | |
| JP3837226B2 (en) | Phenol resin foam laminate and method for producing the same | |
| EP2428532B1 (en) | Expanded polystyrene particle having a skin layer with superior formability, method for producing same, and expanded polystyrene molded article using same | |
| TW200809767A (en) | Sound absorbing fibrous sheet and molded articles using such sheet | |
| JP5225750B2 (en) | Flame retardant phenolic resin foam laminate and its manufacturing method | |
| KR20110126484A (en) | High performance expanded polystyrene moldings made using multi-coated expanded polystyrene particles | |
| KR20180054540A (en) | Resol type phenol resin composition, method for preparing the same, and resol type phenol resin foam using the same | |
| JP5225749B2 (en) | Flame retardant phenolic resin foam laminate and its manufacturing method | |
| JP5138332B2 (en) | Flame retardant phenolic resin foam laminate and its manufacturing method | |
| JP7011048B2 (en) | Phenol resin foam laminated board and its manufacturing method | |
| JP6993192B2 (en) | Phenol resin foam laminated board and its manufacturing method | |
| JP5430875B2 (en) | Method for producing phenolic resin foam laminate | |
| JP2009529441A (en) | Layered composite material comprising open-cell melamine resin foam and melamine fiber fleece or woven fabric | |
| JP5138331B2 (en) | Flame retardant phenolic resin foam laminate and its manufacturing method | |
| JP2000094620A (en) | Phenolic resin foam | |
| CN101326226A (en) | Phenolic resin foam | |
| US20050025890A1 (en) | Method for manufacturing flame-retardant blanket | |
| JP7141820B2 (en) | Resin foam composite plate and structure including the same | |
| JP6993165B2 (en) | Phenol resin foam laminated board | |
| RU50912U1 (en) | LAMINATED FIRE PROTECTIVE MATERIAL | |
| KR20200002663A (en) | Method for manufacturing heat insulating material having foam structure using resol type phenol resin | |
| JP2007070505A (en) | Phenolic resin foam | |
| JPH04128012A (en) | Thermosetting resin prepreg and trimming core material for automobile | |
| KR102732886B1 (en) | panel form with shrinkage prevention function for construction materials | |
| JP4114401B2 (en) | Flame-retardant moisture-absorbing and releasing foam cosmetic material and method for producing the same |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110428 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120605 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120612 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120808 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130312 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130313 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5225749 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160322 Year of fee payment: 3 |