JP5194378B2 - Method for producing sintered ore - Google Patents
Method for producing sintered ore Download PDFInfo
- Publication number
- JP5194378B2 JP5194378B2 JP2006113079A JP2006113079A JP5194378B2 JP 5194378 B2 JP5194378 B2 JP 5194378B2 JP 2006113079 A JP2006113079 A JP 2006113079A JP 2006113079 A JP2006113079 A JP 2006113079A JP 5194378 B2 JP5194378 B2 JP 5194378B2
- Authority
- JP
- Japan
- Prior art keywords
- raw material
- ore
- sintering
- granulation
- sintered
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images





Description
本発明は、ドワイトロイド式焼結機(以下、DL式焼結機とも称する)を使用した焼結鉱の製造方法において、焼結用原料を造粒した後に返鉱を添加することにより生産性を向上させることができる焼結鉱の製造方法に関する。 The present invention is a method for producing a sintered ore using a dweroid-type sintering machine (hereinafter also referred to as a DL type sintering machine), and by adding a return ore after granulating a raw material for sintering. The present invention relates to a method for producing sintered ore.
焼結用原料は、複数種類の鉄鉱石、CaO源としての石灰石、SiO2およびMgO源としての副原料、さらに燃料としての粉コークス、返鉱などから構成されている。通常、これらの原料は、その銘柄毎に原料槽に貯蔵されて、配合に応じて定量切り出しされる。切り出された各原料および燃料は、原料搬送用のベルトコンベアー上で合流し、造粒機まで搬送される。造粒機では、前記の焼結用原料に水分が添加されて造粒が行われる。 The raw material for sintering is composed of a plurality of types of iron ore, limestone as a CaO source, auxiliary raw materials as a source of SiO 2 and MgO, powder coke as a fuel, and return ore. Usually, these raw materials are stored in a raw material tank for each brand, and quantitatively cut out according to the blending. The cut out raw materials and fuel are merged on a belt conveyor for transporting the raw materials and transported to a granulator. In the granulator, the moisture is added to the sintering raw material to perform granulation.
さらに、造粒後の焼結原料は、原料装入装置のサージホッパーと称されるホッパーから焼結機に供給され、パレット上に装入されて焼結原料充填層を形成する。焼結原料充填層はパレットとともに水平方向に移送され、充填層の最上部に点火される。その後、焼結原料充填層の上方から下方に向かって、大気中の空気が同層内を通して下方吸引されることによって、粉コークスが燃焼するとともに、燃焼により生成した高温ガスにより原料粒子が加熱昇温される。その結果、原料充填層の上層部から下層部に向かって焼結反応が順次進行する。焼結原料の上層部から下層部まで焼結が完了した塊状物(以下、「焼結ケーキ」とも記す)は、焼結機の排鉱部において粗破砕された後に、冷却機により冷却される。 Furthermore, the sintered raw material after granulation is supplied to a sintering machine from a hopper called a surge hopper of a raw material charging device, and is charged on a pallet to form a sintered raw material packed layer. The sintered raw material packed bed is transferred along with the pallet in the horizontal direction and ignited at the top of the packed bed. After that, air in the atmosphere is sucked downward through the same layer from the upper side to the lower side of the sintered raw material packed layer, so that the powder coke burns and the raw material particles are heated and heated by the high-temperature gas generated by the combustion. Be warmed. As a result, the sintering reaction proceeds sequentially from the upper layer portion to the lower layer portion of the raw material filled layer. A lump (hereinafter also referred to as “sintered cake”) that has been sintered from the upper layer portion to the lower layer portion of the sintering raw material is roughly crushed in the exhausting portion of the sintering machine, and then cooled by a cooler. .
前述の通り、造粒機では、焼結用原料に水分が添加されて造粒が行われる。焼結用原料に水分を添加して造粒操作を行うことにより、水がバインダーとなって原料粒子が相互に付着する。これにより、見掛けの原料粒径(以下、「造粒後原料粒径」ともいう)が増大し、焼結原料が焼結機に供給された際に、原料充填層の空隙率および空隙径が増加して、通気性が向上する。 As described above, in the granulator, moisture is added to the raw material for sintering and granulation is performed. By performing the granulation operation by adding moisture to the raw material for sintering, water becomes a binder and the raw material particles adhere to each other. As a result, the apparent raw material particle size (hereinafter also referred to as “post-granulated raw material particle size”) increases, and when the sintered raw material is supplied to the sintering machine, the porosity and void diameter of the raw material packed layer are reduced. Increases air permeability.
このように、焼結用原料への水分添加操作は、ミキサー内での造粒を容易にし、原料充填層の通気性を向上させるために不可欠である。しかしながら、焼結反応が開始すると、水分が通気性阻害の原因となる。焼結反応が上層部から下層部に進行するにつれて、原料充填層では水分が蒸発し、水蒸気がより下層部へ凝集することにより、原料充填層の通気性が低下する。さらに、水分が蒸発するためには気化熱を要することから、この気化熱を補填するための熱源として高温ガスが必要になるとともに、蒸発した水は水蒸気となって排ガス量を増加させる。すなわち、水分の添加は、通気性の低下および必要ガス量(必要風量)の上昇を招く。 Thus, the operation of adding moisture to the raw material for sintering is indispensable for facilitating granulation in the mixer and improving the air permeability of the raw material packed layer. However, when the sintering reaction starts, moisture causes air permeability inhibition. As the sintering reaction progresses from the upper layer portion to the lower layer portion, moisture evaporates in the raw material packed layer, and water vapor aggregates to the lower layer portion, thereby reducing the air permeability of the raw material packed layer. Furthermore, since the heat of vaporization is required for the water to evaporate, a high-temperature gas is required as a heat source for supplementing the heat of vaporization, and the evaporated water becomes water vapor to increase the amount of exhaust gas. That is, the addition of moisture causes a decrease in air permeability and an increase in required gas volume (necessary air volume).
このように、水分は、通気性を上昇(向上)させるという利点と、通気性を低下(悪化)させるとともに必要ガス量を増大させるという欠点の両面を有している。このため、水分の有する機能を最大限に発揮させ、かつ、その悪影響を可能な限り低減するために、排ガスなどの高温ガス顕熱を有効利用する技術が開示されている。 As described above, moisture has both the advantage of increasing (improving) the air permeability and the drawback of decreasing (deteriorating) the air permeability and increasing the required gas amount. For this reason, a technique for effectively utilizing high-temperature gas sensible heat such as exhaust gas has been disclosed in order to maximize the function of moisture and to reduce the adverse effects as much as possible.
例えば、特許文献1には、パレットへ焼結原料を供給する給鉱機と点火炉との間で、高温ガスを原料充填層へ吸引させる予熱焼結法が開示されている。この予熱焼結法によれば、原料温度が上昇することにより、風量が同じであっても焼結速度を高めることができ、風量原単位(単位質量の焼結鉱を製造するために必要なガス量)を低減することができる。また、単位時間あたりの風量を維持することにより、焼結速度の指標となる生産率、すなわち、単位焼結機面積あたり、単位時間あたりの焼結鉱生産量が増加する。さらに、予熱の熱源として排ガス顕熱を利用することにより、総合エネルギー原単位を低減することが可能となる。
For example,
しかし、特許文献1で開示された方法では、焼結原料をパレット上に供給する給鉱機と点火炉との間で、高温ガスを原料充填層へ吸引することから、ストランド中において予熱領域が必要となる。このため、点火炉より下流のストランドの面積が減少し、生産量が低下するという問題がある。
However, in the method disclosed in
また、特許文献2には、造粒後の焼結原料をサージホッパーおよび給鉱部に分けて乾燥させる方法が開示されている。しかしながら、特許文献2で開示された方法も、特許文献1で開示された方法と同様に、ストランドにおいて、予熱領域を設ける必要があることから、生産量が低下するという問題がある。
特許文献3には、焼結機から排出される高温ガスにより低温の返鉱を加熱し、常温の新たな焼結用原料(以下、「新原料」とも記す)と混合する技術が開示されている。この技術は、加熱後の返鉱の顕熱により原料温度の上昇を図り、予熱による効果を得ることを目的としている。しかし、高温の返鉱を他の焼結用原料に混合し、水を添加して造粒すると、一部の水分が蒸発し、造粒が阻害されるという問題がある。特許文献4では、この造粒の阻害が指摘されており、高温の返鉱は混合造粒前に水添加などによって冷却すべきであることが指摘されている。
一方、高温ガスによらずに排ガスを用いて乾燥した返鉱を使用して低水分化を図る技術が開示されている。例えば、特許文献5および6には、2台の造粒機を直列に配置して、返鉱を含まない焼結用原料を1次ミキサー(造粒機)において所定量の水分を添加しながら混合し、次いで、2次ミキサー(造粒機)の入側で返鉱を添加し、2次ミキサーで造粒する方法が開示されている。そして、同文献では、上記の方法により、水分が低下し、生産率が改善されたとされている。しかしながら、乾燥した返鉱の使用により、調湿混合された焼結原料から水分が奪われ、これが原因となって、造粒が阻害されるという問題がある。
On the other hand, a technique for reducing moisture by using a return ore that has been dried using exhaust gas without using high-temperature gas is disclosed. For example, in
上述の通り、水分に起因する通気性の低下を防止し、さらに必要ガス量の増加を抑制する従来技術には、焼結機のストランド面積の減少により生産量が低下するという問題や、乾燥状態にある返鉱が調湿混合された焼結原料から水分を奪うことにより、造粒が阻害されるという問題がある。 As described above, the conventional technology that prevents the decrease in air permeability caused by moisture and further suppresses the increase in the required gas amount has the problem that the production amount decreases due to the decrease in the strand area of the sintering machine, and the dry state There is a problem in that granulation is hindered by depriving moisture from the sintered raw material in which the return ore is conditioned and mixed.
本発明は、上記の問題に鑑みてなされたものであり、造粒後の焼結原料中の水分低下処理を、焼結機のストランド上においてではなく、焼結原料が給鉱部(原料装入装置)に達するまでに実施し、さらには、乾燥状態の返鉱を効果的に活用することによって、生産率を増加させることが可能な焼結鉱の製造方法および焼結原料の造粒方法を提供することを目的としている。 The present invention has been made in view of the above problems, and the moisture reduction treatment in the sintered raw material after granulation is not performed on the strand of the sintering machine, but the sintered raw material is supplied to the feed section (raw material loading). Sinter ore production method and sintered granulation method capable of increasing the production rate by effectively utilizing dry ore return ore. The purpose is to provide.
本発明者らは、生産性を向上させ、かつ、造粒を阻害しない焼結鉱の製造方法について検討を行い、下記(a)〜(d)の知見を得た。
(a)造粒の際に水分を添加すると、水を媒体として粒子同士が毛管力により接近する。そして、水は粒子同士の結合体(以下、「造粒後原料」とも記す)の表層部に移動する。この粒子および水の移動が造粒現象であり、水分量が適正でない場合には毛管力の機能が低下し、造粒阻害が起こる。したがって、造粒の際に添加する水分量を適正化することにより、乾燥後においても造粒後原料の崩壊を防止することができる。
(b)造粒後原料の表層部に移動した水だけを除去すれば、造粒後原料の崩壊は起こらない。また、水分の除去方法としては、低水分で比較的乾燥状態の原料を添加することが効果的であり、焼結工場において発生する返鉱の添加が有効である。
(c)返鉱の添加については、焼結原料の全量に添加する方法と、焼結原料の一部に添加する方法とがあり、いずれの場合も焼結鉱の生産率が向上する。
(d)返鉱の添加をミキサー(造粒機)の最終部で行うと、混合作用によって原料水分は均一化される。ミキサーの最終部で添加する理由は、焼結原料を造粒した後に返鉱を添加すると、造粒後の焼結原料の表面水分を乾燥した返鉱に移動させる効果が得られやすいからである。一方、ミキサーの前半部もしくは中央部で返鉱を添加すると、造粒が完了する前に返鉱が混合されるので、本発明の十分な効果が得られにくい。
The present inventors have studied a method for producing sintered ore that improves productivity and does not inhibit granulation, and has obtained the following knowledge (a) to (d).
(A) When moisture is added during granulation, the particles approach each other by capillary force using water as a medium. Then, the water moves to the surface layer portion of a combined body of particles (hereinafter also referred to as “post-granulation raw material”). The movement of the particles and water is a granulation phenomenon. When the amount of water is not appropriate, the function of the capillary force is lowered and the granulation is inhibited. Therefore, by optimizing the amount of water added at the time of granulation, it is possible to prevent the material after granulation from collapsing even after drying.
(B) If only the water moved to the surface layer part of the raw material after granulation is removed, the raw material after granulation does not collapse. As a method for removing moisture, it is effective to add a raw material having a low moisture and a relatively dry state, and it is effective to add return ore generated in a sintering plant.
(C) About the addition of a return ore, there exist the method of adding to the whole quantity of a sintering raw material, and the method of adding to a part of sintering raw material, and the production rate of a sintered ore improves in any case.
(D) When the return ore is added at the final part of the mixer (granulator), the raw material moisture is made uniform by the mixing action. The reason for adding at the final part of the mixer is that if the return mineral is added after granulating the sintered raw material, the effect of moving the surface moisture of the sintered raw material after granulation to the dried return mineral is easily obtained. . On the other hand, if the return ore is added in the first half or the center of the mixer, the return ore is mixed before the granulation is completed, so that it is difficult to obtain the sufficient effect of the present invention.
本発明は、上記の知見に基づいて完成されたものであり、下記の(1)〜(4)に示される焼結鉱の製造方法および(5)に示される焼結原料の造粒方法を要旨としている。このうち(2)〜(5)に示される発明は、本発明の参考例としての発明である。
The present invention has been completed on the basis of the above findings, and includes a method for producing a sintered ore shown in the following (1) to (4) and a method for granulating a sintered raw material shown in (5). It is a summary. Of these, the inventions shown in (2) to (5) are inventions as reference examples of the present invention.
(1)ドワイトロイド式焼結機を使用し、焼結原料から焼結鉱を製造する焼結鉱の製造方法において、焼結用原料に水分を添加して造粒を完了し、その後に最終の造粒機の出口から原料装入装置のサージホッパー入口までの間で返鉱を添加し、これにより得られた混合物を前記焼結原料の全量として用いることを特徴とする焼結鉱の製造方法(以下、「第1発明」とも記す)。
(1) Use the Dwight Lloyd type sintering machine, in the manufacturing method of sintered ore to produce a sintered ore of a sintered material with the addition of water to complete the granulation raw material for sintering, final after its and the added return ores between the outlet of the granulator until the surge hopper inlet of the raw material charging device, the production of sintered ore, which comprises using the thus obtained mixture as the total amount of the sintering raw material Method (hereinafter also referred to as “first invention”).
(2)ドワイトロイド式焼結機を使用する焼結鉱の製造方法において、焼結用原料を造粒した後に返鉱を添加した混合物を焼結原料の一部として用いることを特徴とする焼結鉱の製造方法(以下、「第2発明」とも記す)。 (2) In a method for producing a sintered ore using a dwelloid type sintering machine, a mixture obtained by granulating a sintering raw material and then adding a return ore is used as a part of the sintering raw material. A method for producing the ore (hereinafter also referred to as “second invention”).
(3)焼結原料の全量に対して、焼結用原料を造粒した後に返鉱を添加した混合物の占める比率が、10〜40質量%であることを特徴とする前記(2)に記載の焼結鉱の製造方法(以下、「第3発明」とも記す)。 (3) The ratio of the mixture obtained by granulating the sintering raw material and adding the return ore to the total amount of the sintering raw material is 10 to 40% by mass, as described in (2) above A method for producing a sintered ore (hereinafter, also referred to as “third invention”).
(4)造粒した焼結原料を原料装入装置のサージホッパーに装入する前に、返鉱を添加することを特徴とする前記(1)〜(3)のいずれかに記載の焼結鉱の製造方法(以下、「第4発明」とも記す)。 (4) Sintering according to any one of (1) to (3) above, wherein returning ore is added before the granulated sintered raw material is charged into the surge hopper of the raw material charging device. A method for producing ore (hereinafter also referred to as “fourth invention”).
(5)前記(1)〜(4)のいずれかに記載の焼結鉱の製造方法に用いる焼結原料の造粒方法であって、造粒された焼結原料に造粒機内で返鉱を添加することを特徴とする焼結原料の造粒方法(以下、「第5発明」とも記す)。 (5) A method for granulating a sintered raw material used in the method for producing a sintered ore according to any one of (1) to (4) above, wherein the granulated sintered raw material is returned to the inside of the granulator. A method of granulating a sintered raw material, which is characterized by adding (hereinafter also referred to as “fifth invention”).
本発明において、「焼結用原料」とは、鉄鉱石、およびCaO源、SiO2源、MgO源などの副原料、および粉コークスなどの燃料の混合物であって、造粒処理を行う前の原料を意味し、また、「焼結原料」とは、焼結機で焼結される原料を意味する。
In the present invention, the “sintering raw material” is a mixture of iron ore and secondary raw materials such as CaO source, SiO 2 source, MgO source, and fuel such as powdered coke, before the granulation treatment. It means a raw material, and “sintered raw material” means a raw material sintered by a sintering machine .
本発明の焼結鉱の製造方法によれば、DL式焼結機を使用する焼結鉱の製造方法において、焼結用原料を造粒した後に返鉱を添加した原料を、焼結原料の全量として使用し、焼成することにより、焼結鉱の生産性が大幅に改善される。また、焼結用原料を造粒した後に返鉱を添加した原料を、焼結原料の一部として用いる場合にも、焼結鉱の生産性が改善される。特に、造粒機内において、造粒後の焼結原料に返鉱を添加することにより、焼結鉱の生産性がさらに一段と向上する。 According to the method for producing a sintered ore of the present invention, in the method for producing a sintered ore using a DL-type sintering machine, the raw material to which the return ore is added after granulating the raw material for sintering is used as the sintered raw material. When used as a whole amount and fired, the productivity of sintered ore is greatly improved. Moreover, productivity of sintered ore is improved also when using the raw material which added the return ore after granulating the raw material for sintering as a part of sintered raw material. In particular, the productivity of sintered ore is further improved by adding the return mineral to the sintered raw material after granulation in the granulator.
前記のとおり、本発明は、造粒した焼結原料に返鉱を添加することにより焼結原料の低水分化を図り、生産性の向上を達成する焼結鉱の製造方法であり、第1発明は焼結原料の全量を対象として、また第2発明は焼結原料の一部を対象として低水分化を図ることを特徴としている。第3発明は第2発明において、返鉱の添加対象となる焼結原料の比率についての実施態様であり、また、第4発明は第1発明〜第3発明における返鉱の添加時期に関する実施態様である。さらに、第5発明は、返鉱を造粒機内で添加する第1発明〜第4発明の実施態様である。以下に、本発明を上記のように規定した理由および好ましい範囲について説明する。前記のとおり、第2発明〜第5発明は、本発明の参考例としての発明である。
As described above, the present invention is a method for producing a sintered ore that achieves an improvement in productivity by reducing the moisture content of the sintered raw material by adding return mineral to the granulated sintered raw material. The invention is characterized in that the moisture content is reduced by targeting the total amount of the sintering raw material, and the second invention is intended for a part of the sintering raw material. The third invention is an embodiment relating to the ratio of the sintering raw material to which the return ore is added in the second invention, and the fourth invention is an embodiment relating to the addition timing of the return ore in the first to third inventions. It is. Furthermore, the 5th invention is the embodiment of the 1st invention-the 4th invention which adds a return ore in a granulator. Below, the reason and preferable range which prescribed | regulated this invention as mentioned above are demonstrated. As described above, the second to fifth inventions are inventions as reference examples of the present invention.
(1)発明の態様および好ましい範囲
焼結原料の全量に返鉱を添加する第1発明の方法は、原料の流れを1系列として造粒する場合でも、また2系列以上として造粒する場合でも適用可能である。1系列で造粒する場合には、最終の造粒機の出口から原料装入装置のサージホッパー入口までの間において返鉱を添加する。また、2系列以上で造粒する場合には、2系列以上に分かれている焼結原料が合流してからサ−ジホッパーに至るまでの間において返鉱を添加する。このような構成とすることにより、ストランド中において予熱領域を必要としないことから焼結機のストランド面積の減少による生産量の低下を防止できる。
(1) Aspects and preferred ranges of the invention The method of the first invention in which the return ore is added to the total amount of the sintered raw material may be used when the raw material flow is granulated as one series, or when granulated as two or more series. Applicable. When granulated in a series, it added return ores in between the outlet of the final granulator until the surge hopper inlet of the raw material charging device. Further, when granulated with 2 or more series from merges sintered material is divided into two or more series Sa - you added return ores during up to Jihoppa. By adopting such a configuration, since no preheating region is required in the strand, it is possible to prevent a decrease in production due to a decrease in the strand area of the sintering machine.
一方、焼結原料の一部に返鉱を添加する第2発明の方法において、2系列以上で造粒する場合には、いずれかの系列の造粒機から、2系列以上に分かれている焼結原料の合流点までの間において返鉱を添加することが望ましい。このように焼結原料の一部に返鉱を添加する場合には、カオリンなどの粘土分を含有する比較的Al2O3含有率の高い焼結用原料を対象とするのがより有効である。これは、粘土質物質は、造粒後の水分低下によって粒子間結合が強固になる特性を有するからである。 On the other hand, in the method of the second invention in which returning ore is added to a part of the sintering raw material, when granulating in two or more series, the sintering is divided into two or more series from any series of granulators. It is desirable to add the return ore until the confluence of the raw materials. In this way, when returning ore is added to a part of the sintering raw material, it is more effective to target a sintering raw material containing a clay content such as kaolin and having a relatively high Al 2 O 3 content. is there. This is because the clay-like substance has a characteristic that the bond between particles is strengthened due to a decrease in moisture after granulation.
また、第2発明では、焼結原料の全量に対して、焼結用原料を造粒した後に返鉱を添加した混合物の占める比率を、10〜40質量%とするのが望ましい。上記の比率が10質量%未満では、造粒後の焼結原料の表面水分の乾燥した返鉱への移動が不十分となり本発明の効果が得られにくく、一方、同比率が40質量%を超えて高くなると、カオリンなどの粘土分を含有する比較的Al2O3含有率の高い焼結用原料を対象とする場合において粒子間結合の強固化が困難となり、本発明の効果が低減するからである。 In the second invention, it is desirable that the ratio of the mixture obtained by granulating the sintering raw material and then adding the return to the total amount of the sintering raw material is 10 to 40% by mass. If the ratio is less than 10% by mass, the surface moisture of the sintered raw material after granulation is not sufficiently transferred to the dried ore, and the effect of the present invention is difficult to obtain. On the other hand, the ratio is 40% by mass. If it exceeds the upper limit, it becomes difficult to strengthen the interparticle bond when a raw material for sintering containing a relatively high content of Al 2 O 3 containing clay such as kaolin is used, and the effect of the present invention is reduced. Because.
十分な造粒効果を確保するためには、造粒のために必要な毛管力の作用が発揮されるに要する適度の水分量が必要である。このため、水分含有率は比較的高い値に調整することが望ましい。全原料を1系列または2系列で造粒する場合には、焼結用原料の配合条件によって必要な水分量が変化する。例えば、マラマンバ鉱石やピソライト鉱石のように吸水性の高い焼結用原料については、多量の水分が必要となる。これに対して、ブラジル系赤鉄鉱のように給水性の低い焼結用原料の場合は、必要な水分量は比較的少なくてよい。このように、焼結用原料の配合条件に応じて、適宜水分量を調整することが望ましい。 In order to ensure a sufficient granulation effect, an appropriate amount of water is required to exhibit the action of the capillary force necessary for granulation. For this reason, it is desirable to adjust the moisture content to a relatively high value. When all raw materials are granulated in one or two lines, the required amount of water varies depending on the blending conditions of the raw materials for sintering. For example, a large amount of water is required for a raw material for sintering having high water absorption, such as maramamba ore and pisolite ore. On the other hand, in the case of a raw material for sintering with low water supply like Brazilian hematite, the required amount of water may be relatively small. As described above, it is desirable to appropriately adjust the water content according to the blending conditions of the raw materials for sintering.
また、返鉱に用いる原料としては、冷却機への投入前の段階で篩分処理された篩下鉱、冷却機での冷却以降の段階で篩分処理された篩下鉱、集塵機から回収されたダストが該当する。このように、焼結工場およびその周辺で発生する返鉱の全部または一部を、造粒後の焼結原料に添加することができる。 In addition, the raw material used for the return ore is recovered from the sieving ore that has been sieved in the stage before charging into the cooler, the sieving ore that has been sieved in the stage after cooling in the cooler, and the dust collector the Dust is applicable. In this way, all or part of the return ore generated in the sintering factory and its surroundings can be added to the sintered raw material after granulation.
返鉱は、一般に、造粒前の焼結用原料に配合されて造粒機に供給され、他の焼結用原料とともに造粒される。しかしながら、返鉱は焼結鉱の細粒部分であり、粘着性が低いことから、造粒を施しても造粒後の原料化に寄与しにくい。特に、篩下鉱は粒径0.25mm以下の比率が10%以下と低く、造粒に寄与し難いとされる粒径2〜0.25mmの占める比率が高い。したがって、篩下鉱は造粒後の焼結原料に添加するのが最も有効である。 The returned ore is generally blended with a sintering raw material before granulation, supplied to a granulator, and granulated together with other sintering raw materials. However, return ore is a fine-grained portion of sintered ore and has low adhesiveness, so even if granulation is performed, it is difficult to contribute to the materialization after granulation. In particular, sieving ore has a low ratio of particle size of 0.25 mm or less as low as 10% or less, and the ratio of particle size of 2 to 0.25 mm that is considered difficult to contribute to granulation is high. Therefore, it is most effective to add sieving ore to the sintered raw material after granulation.
造粒機の種類は、特に規定しないが、例えば、転動型造粒機や高速攪拌ミキサーなどが使用できる。転動型造粒機としては、ドラムミキサーの他にディスクペレタイザーが挙げられる。また、高速攪拌ミキサーと転動型造粒機とを併用すると、原料粒子がねっか処理されて、造粒後原料の結合強度が飛躍的に向上することが確認されている。結合強度が高い場合には、造粒後原料の表面から返鉱へと水分が移動する際に、造粒状態が維持されることから、高速攪拌ミキサーと転動型造粒機とを併用することが有効である。 The type of granulator is not particularly defined, but for example, a rolling granulator or a high-speed stirring mixer can be used. Examples of the rolling granulator include a disk pelletizer in addition to a drum mixer. Further, it has been confirmed that when a high-speed stirring mixer and a rolling granulator are used in combination, the raw material particles are treated in a rough manner, and the bond strength of the raw materials after granulation is dramatically improved. When the bond strength is high, the granulation state is maintained when moisture moves from the surface of the raw material after granulation to return to the ore, so use a high-speed stirring mixer and a rolling granulator together. It is effective.
(2)焼結鉱製造のプロセスフロー
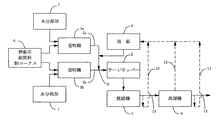
本発明に基づくプロセスフローの例を下記に示す。図1は、第1発明に対応する焼結原料の1系列造粒によるプロセスフローを示す図である。同図中の矢印は焼結用原料、焼結原料および返鉱の流れを示す。焼結用原料6は、原料搬送用のベルトコンベアー上で合流し、造粒機3まで搬送される。造粒機3では、焼結用原料6に水分7が添加されて造粒が行われる。造粒後の焼結原料5は、ベルトコンベアーを乗り継いで原料装入装置のサージホッパー2まで搬送される。添加された返鉱4は、ベルトコンベアーからベルトコンベアーへの乗継ぎの際や、ベルトコンベアーから原料装入装置のサージホッパー2への乗継ぎの際に、造粒後の焼結原料5と混合される。この混合の際に、造粒後の焼結原料5の表面に存在する表面水分が返鉱4へと移動する。
(2) Process flow of sinter ore production An example of a process flow based on the present invention is shown below. FIG. 1 is a diagram showing a process flow by one-line granulation of a sintering raw material corresponding to the first invention. The arrows in the figure indicate the flow of the raw material for sintering, the raw material for sintering, and the return ore. The
なお、返鉱4は、焼結機1から排出された焼結ケーキを破砕処理し、篩分処理した際に発生する篩下鉱10、冷却機から排出された後で篩分処理した際に発生する篩下鉱11および冷却機9の排ガスから回収されたダスト12などからなる。
The return ore 4 is obtained by crushing the sintered cake discharged from the
図2は、第2発明に対応する焼結原料の2系列造粒によるプロセスフローを示す図である。焼結用原料6は、2系列に分割されて原料搬送用のベルトコンベアーにより、造粒機3aおよび3bまで搬送される。造粒機3aでは、焼結用原料6に水分7が添加されて造粒が行われる。前述の通り、造粒機3aとして高速攪拌ミキサーと転動型造粒機とを併用すれば、結合強度が飛躍的に向上することから、返鉱が添加された後においても造粒状態が維持され、本発明の効果が高まる。また、造粒機3bにおいても、焼結用原料6に水分7が添加されて造粒が行われる。
FIG. 2 is a diagram showing a process flow by two-series granulation of a sintering raw material corresponding to the second invention. The
造粒後の焼結原料5aおよび5bは、ベルトコンベアーを乗り継いで原料装入装置のサージホッパー2まで搬送される。焼結原料5aには、焼結原料5bとの合流点8に達するまでに、返鉱4が添加される。このように、合流点8に達するまでに返鉱4を添加することにより、造粒後の焼結原料5aの表面水分が返鉱4へと移動する。
Sintered
図1および図2に示すように、第1発明および第2発明では、焼結原料を焼結機に装入する前に造粒原料の低水分化を行うので、焼結機に予熱ゾーンを設ける必要がない。これにより、焼結機における焼結面積が削減されることがなく、したがって、焼結鉱の生産性を確保した上で造粒原料の低水分化を実現できる。 As shown in FIGS. 1 and 2, in the first and second inventions, the granulated raw material is reduced in moisture before the sintered raw material is charged into the sintering machine. There is no need to provide it. Thereby, the sintering area in a sintering machine is not reduced, and therefore, the moisture content of the granulated raw material can be reduced while securing the productivity of the sintered ore.
図3は、第5発明に対応する焼結原料の1系列造粒によるプロセスフローを示す図である。焼結用原料6は、原料搬送用のベルトコンベアー上で合流し、造粒機3まで搬送される。造粒機3では、焼結用原料6に水分7が添加されて造粒が行われる。このとき、造粒機3の最終部3cで返鉱4を添加し、造粒機を用いて造粒後の焼結原料5と返鉱4とを混合する。このような構成とすることにより、ベルトコンベアー上などの造粒機以外の箇所で返鉱を添加する場合に比べて、焼結鉱の生産性が顕著に向上する。さらに、返鉱4は、造粒機出側から投入するのが一層望ましい。これにより、造粒に引き続いて焼結原料の表面水分を除去することが可能となるからである。
FIG. 3 is a diagram showing a process flow by one-line granulation of a sintering raw material corresponding to the fifth invention. The
(実施例1)
第1発明、第4発明および第5発明の効果、すなわち、全焼結原料を対象とした本発明の効果を確認するため、焼結原料を60kg使用したバッチ式焼結試験を実施し、通気性および生産率を評価した。
Example 1
In order to confirm the effects of the first invention, the fourth invention, and the fifth invention, that is, the effect of the present invention for all sintered raw materials, a batch-type sintering test using 60 kg of sintered raw materials was carried out, and air permeability And the production rate was evaluated.
1.試験条件
(1)原料配合
本試験に使用した焼結原料の化学組成および配合率を表1に示す。
1. Test conditions (1) Raw material blending Table 1 shows the chemical composition and blending ratio of the sintered raw materials used in this test.

表1に示すように、配合率は、鉄鉱石、副原料(ドロマイト、蛇紋粉)、石灰石、生石灰の総和を100とした新原料に対する比率により表示した。また、粉コークスの配合率は、新原料の総和に対する外数比率により表示した。上記の新原料に粉コークスおよび返鉱を加えたものを全原料とし、返鉱配合率は全原料に対して10質量%とした。 As shown in Table 1, the blending ratio was expressed as a ratio with respect to the new raw material where the sum of iron ore, auxiliary raw materials (dolomite, serpentine powder), limestone, and quicklime was 100. Moreover, the compounding ratio of the powder coke was indicated by the ratio of the external number to the total sum of the new raw materials. The above-mentioned new raw material plus powdered coke and return ore was used as the total raw material, and the return rate was 10% by mass based on the total raw material.
返鉱は、実機焼結機の冷却機9から排出された後に、篩分処理された篩下鉱10を使用した。図4は、実施例1において使用した返鉱の粒度分布を示す図である。同図に示されたように、本返鉱の粒度分布は、0.25mm以下の比率が7%と低い。
For the return ore, the sieving
(2)造粒方法
造粒機としてドラムミキサーを用い、4分間造粒した。本発明例の試験番号T1は、造粒後に返鉱を添加し、スコップを用いた手混ぜにより返鉱を配合した。比較例の試験番号T2およびT3は、造粒前に他の焼結用原料とともに返鉱を配合して造粒を行った。ここで、水分値については、返鉱の添加前における水分含有率を造粒時水分含有率と規定し、返鉱の添加後における水分含有率を焼成時水分含有率と規定した。すなわち、「造粒時水分含有率」とは、造粒直後の焼結原料の水分含有率(質量%)を意味し、「焼成時水分含有率」とは、造粒後に返鉱を添加した焼結原料の焼成段階における水分含有率(質量%)を意味する。したがって、返鉱を添加した後に造粒する比較例では、造粒時水分含有率と焼成時水分含有率とは同じ値となる。
(2) Granulation method Using a drum mixer as a granulator, granulation was performed for 4 minutes. Test No. T1 of the present invention was obtained by adding the ore after granulation and blending the ore by hand mixing with a scoop. Test Nos T2 and T3 of the comparative example were subjected to granulation by blending return ores with raw material for other sintered before granulation. Here, regarding the moisture value, the moisture content before the addition of the return mineral was defined as the moisture content during granulation, and the moisture content after the addition of the return mineral was defined as the moisture content during firing. That is, the “moisture content during granulation” means the moisture content (mass%) of the sintered raw material immediately after granulation, and the “moisture content during firing” is the addition of return mineral after granulation. It means the moisture content (% by mass) in the firing stage of the sintering raw material. Therefore, in the comparative example in which granulation is performed after adding the return mineral, the moisture content during granulation and the moisture content during firing are the same value.
表2に水分含有率および返鉱添加条件を示した。 Table 2 shows the moisture content and the conditions for adding ore return.
同表において、比較例の試験番号T2は、本発明例の試験番号T1の焼成時水分含有率である7.3質量%と同量の水分含有率とし、比較例の試験番号T3は、本発明例の試験番号T1の造粒時水分含有率である7.9質量%と同量の水分含有率とした。また、高温返鉱としては、実験室の加熱炉により600℃に加熱した返鉱試料を使用した。 In the same table, the test number T2 of the comparative example is the moisture content of the same amount as 7.3% by mass which is the moisture content during firing of the test number T1 of the present invention example, and the test number T3 of the comparative example is The moisture content was the same as 7.9 mass%, which is the moisture content during granulation of test number T1 of the invention example. Moreover, as the high-temperature return ore, a return ore sample heated to 600 ° C. by a laboratory heating furnace was used.
(3)焼成試験方法
直径300mm×深さ500mmの円筒型焼結鍋試験装置に焼結原料を装入し、焼成試験を行った。焼成試験に際し、焼結鍋内の吸引圧力は9.807×103Pa(1000mmAq)で一定とした。円筒型焼結鍋試験装置に設けられた圧力計と流量計を用いて、焼成前に冷間通気性を、また、焼成後に熱間通気性をそれぞれ測定した。また、生産性の指標として、焼結機1m2当たりについての1日当たりの生産量である生産率を算出し、比較した。
(3) Firing test method A sintering raw material was charged into a cylindrical sintering pot testing apparatus having a diameter of 300 mm and a depth of 500 mm, and a firing test was performed. During the firing test, the suction pressure in the sintering pot was constant at 9.807 × 10 3 Pa (1000 mmAq). Using a pressure gauge and a flow meter provided in the cylindrical sintering pot test apparatus, cold air permeability was measured before firing, and hot air permeability was measured after firing. Further, as a productivity index, a production rate, which is a daily production amount per 1 m 2 of a sintering machine, was calculated and compared.
2.試験結果
図5は、本発明例および比較例における焼結鉱品質を比較して示す図であり、同図(a)は冷間通気性の比較を、同図(b)は熱間通気性の比較を、そして、同図(c)は生産率の比較をそれぞれ示す。
2. Test Results FIGS. 5A and 5B are diagrams showing a comparison of the quality of sintered ore in the present invention example and the comparative example, in which FIG. 5A is a comparison of cold air permeability and FIG. 5B is a hot air permeability. (C) shows a comparison of production rates.
本発明例の試験番号T1は、比較例の試験番号T2に比べて、冷間通気性および熱間通気性のいずれも大きく向上した。さらに、熱間通気性の向上によって、生産率は6%上昇した。これにより、焼成時水分含有率が同量であっても、水分含有率が高い状態で造粒した後に返鉱を添加して水分含有率を低下させることにより、造粒が促進されて冷間通気性が向上することが確認された。上記の結果から、冷間通気性の向上が熱間通気性の向上および生産率の改善に有効であることが明確となった。 The test number T1 of the inventive example greatly improved both the cold air permeability and the hot air permeability as compared with the test number T2 of the comparative example. Furthermore, the production rate increased by 6% due to the improvement in hot air permeability. As a result, even if the moisture content during firing is the same amount, granulation is promoted by reducing the moisture content by adding a return mineral after granulation in a state where the moisture content is high, and cold It was confirmed that the air permeability was improved. From the above results, it was clarified that the improvement of the cold air permeability is effective for the improvement of the hot air permeability and the production rate.
本発明例の試験番号T1は、比較例の試験番号T3に比べて、冷間通気性が若干低下したが、熱間通気性は大きく向上した。さらに、熱間通気性の向上によって、生産率は6%上昇した。すなわち、同じ水分含有率で造粒した場合においても、造粒後に返鉱を添加して水分含有率を低下させることにより、生産率が上昇した。これにより、造粒後に水分含有率を低下させる本発明の方法は、生産率の改善に有効であることが確認された。 The test number T1 of the present invention example had a slight decrease in cold air permeability as compared with the test number T3 of the comparative example, but the hot air permeability was greatly improved. Furthermore, the production rate increased by 6% due to the improvement in hot air permeability. That is, even when granulation was performed at the same moisture content, the production rate was increased by adding the return mineral after granulation to lower the moisture content. Thereby, it was confirmed that the method of the present invention for reducing the water content after granulation is effective in improving the production rate.
(実施例2)
第2発明、第3発明および第5発明の効果、すなわち、焼結用原料の一部を対象して造粒後に返鉱を添加した場合の本発明の効果を確認するため、実施例1と同様にバッチ式焼結試験を実施し、その結果を評価した。
(Example 2)
In order to confirm the effect of the second invention, the third invention, and the fifth invention, that is, the effect of the present invention when adding the return mineral after granulation targeting a part of the raw material for sintering, Example 1 and Similarly, a batch-type sintering test was conducted and the results were evaluated.
1.試験条件
(1)原料配合
焼結原料の化学組成および配合率を表3に示す。
1. Test conditions (1) Raw material blending Table 3 shows the chemical composition and blending ratio of the sintered raw materials.
表3に示すように、新原料の配合条件は、実施例1の場合と同一とした。返鉱を添加する対象原料(以下、「乾燥対象原料」ともいう)は、ウェストアンジェラス鉱石、生石灰および石灰石の混合原料を造粒した焼結原料とした。また、粉コークスの配合率は、新原料の総和に対する外数比率により表示した。返鉱配合率は全原料に対して10質量%とした。 As shown in Table 3, the blending conditions of the new raw material were the same as in Example 1. The target raw material to which the return ore is added (hereinafter also referred to as “drying target raw material”) was a sintered raw material obtained by granulating a mixed raw material of West Angelus ore, quicklime and limestone. Moreover, the compounding ratio of the powder coke was indicated by the ratio of the external number to the total sum of the new raw materials. The ratio of returning ore blending was 10% by mass with respect to all raw materials.
(2)造粒および焼成試験方法
すべての試験において2系列造粒を採用し、下記の(a)および(b)の条件により造粒した。
(2) Granulation and firing test method Two series granulation was adopted in all tests, and granulation was performed under the following conditions (a) and (b).
(a)乾燥対象原料(返鉱添加対象の原料)
高速攪拌ミキサーを用いて1分間造粒し、パンペレタイザーを用いて4分間造粒した。
(A) Raw material to be dried (raw material subject to return ore addition)
The mixture was granulated for 1 minute using a high-speed stirring mixer, and granulated for 4 minutes using a pan pelletizer.
(b)乾燥対象としない原料(返鉱添加の対象としない原料)
ドラムミキサーを用いて4分間造粒した。また、焼成時水分含有率は、すべての試験で7.4質量%とした。
(B) no dry target material (raw material not subject to return ores added)
Granulated for 4 minutes using a drum mixer. The moisture content during firing was 7.4% by mass in all tests.
参考例の試験番号T4は、造粒後に返鉱を添加し、スコップを用いた手混ぜにより返鉱を配合した。また、参考例の試験番号T5およびT6は、造粒後に返鉱を添加し、試験番号T5は15秒間、また試験番号T6は60秒間、それぞれドラムミキサーを用いて混合した。比較例の試験番号T7は、造粒前に他の焼結用原料とともに返鉱を配合して造粒を行った。
Test number T4 of the reference example added the return mineral after granulation, and blended the return mineral by hand mixing with a scoop. In addition, test numbers T5 and T6 of the reference example were added with the ore after granulation, and test number T5 was mixed for 15 seconds and test number T6 was mixed for 60 seconds using a drum mixer. Test No. T7 of the comparative example were subjected to granulation by blending return ores with raw material for other sintered before granulation.
表4に水分含有率および返鉱添加条件を示した。 Table 4 shows the water content and the conditions for adding ore return.
すべての試験において造粒時水分含有率を9.5質量%で同一とした。また、高温返鉱は、実験室の加熱炉により600℃に加熱した返鉱試料を用いた。 In all tests, the moisture content during granulation was the same at 9.5% by mass. Moreover, the high temperature return ore used the return ore sample heated at 600 degreeC with the laboratory heating furnace.
焼成試験は、前記の実施例1と同様の条件で、焼結原料を円筒型焼結鍋試験装置に装入し、実施した。 The firing test was carried out under the same conditions as in Example 1 with the sintered raw material charged into a cylindrical sintering pot test apparatus.
2.試験結果
図6は、参考例および比較例についての焼結鉱の生産率の比較を示す図である。同図に示されるように、水分含有率9.5質量%で造粒した後に乾燥処理した参考例の試験番号T4およびT5では、乾燥処理を行わなかった比較例の試験番号T7に比して生産率が著しく向上した。特に、造粒機内で返鉱を添加した第5発明についての試験である試験番号T5では、生産率の上昇が極めて顕著であった。
2. Test Results FIG. 6 is a diagram showing a comparison of the production rates of sintered ore for the reference example and the comparative example. As shown in the figure, the test numbers T4 and T5 of the reference example that was granulated at a moisture content of 9.5% by mass and then dried were compared with the test number T7 of the comparative example that was not dried. The production rate has improved significantly. In particular, in test number T5, which is a test for the fifth invention in which return ore was added in the granulator, the increase in the production rate was extremely remarkable.
しかし、ドラムミキサーでの混合時間を60秒まで延長した第5発明についての試験である試験番号T6では、生産率および通気性の向上度合いが試験番号T4およびT5の場合に比して低減した。この結果から、返鉱と造粒後原料との混合時間は60秒未満とするのが望ましいことが確認された。 However, in test number T6, which is a test for the fifth invention in which the mixing time in the drum mixer is extended to 60 seconds, the degree of improvement in production rate and air permeability is reduced as compared with the cases of test numbers T4 and T5. From this result, it was confirmed that the mixing time of the return mineral and the raw material after granulation is preferably less than 60 seconds.
本発明の焼結鉱の製造方法によれば、DL式焼結機を使用する焼結鉱の製造方法において、焼結用原料を造粒した後に返鉱を添加した原料を、焼結原料の全量として用い焼成することにより、焼結鉱の生産性が大幅に改善される。また、焼結用原料を造粒した後に返鉱を添加した原料を、焼結原料の一部として用いる場合にも、焼結鉱の生産性が改善される。特に、造粒機内において、造粒後の焼結原料に返鉱を添加することにより、さらに一層顕著に焼結鉱の生産性が向上する。したがって、本発明の方法は、優れた経済性のもとに生産性を向上させることができる焼結鉱の製造方法として広く適用できる。 According to the method for producing a sintered ore of the present invention, in the method for producing a sintered ore using a DL-type sintering machine, the raw material to which the return ore is added after granulating the raw material for sintering is used as the sintered raw material. By using as a whole amount and firing, the productivity of sintered ore is greatly improved. Moreover, productivity of sintered ore is improved also when using the raw material which added the return ore after granulating the raw material for sintering as a part of sintered raw material. In particular, in the granulator, the productivity of the sintered ore is further remarkably improved by adding the return mineral to the sintered raw material after the granulation. Therefore, the method of the present invention can be widely applied as a method for producing sintered ore that can improve productivity with excellent economic efficiency.
1:焼結機、 2:サージホッパー、 3、3a、3b:造粒機、3c:造粒機最終部、4:返鉱、 5、5a、5b:造粒後の焼結原料(造粒後原料)、 6:焼結用原料、
7:水分、 8:合流点、 9:冷却機、10:篩下鉱(返鉱)、11:篩下鉱(返鉱)、12:ダスト(返鉱)、 13:篩上鉱
1: Sintering machine, 2: Surge hopper, 3, 3a, 3b: Granulator, 3c: Final part of granulator, 4: Returning, 5, 5a, 5b: Sintered raw material after granulation (granulation Post raw material), 6: Raw material for sintering,
7: Moisture, 8: Confluence, 9: Cooling machine, 10: Sieve ore (returning), 11: Sieve ore (returning), 12: Dust (returning), 13: Sieve ore
Claims (1)
焼結用原料に水分を添加して造粒を完了し、その後に最終の造粒機の出口から原料装入装置のサージホッパー入口までの間で返鉱を添加し、これにより得られた混合物を前記焼結原料の全量として用いることを特徴とする焼結鉱の製造方法。 In the manufacturing method of the sintered ore which uses a Dwightroid type sintering machine and manufactures a sintered ore from a sintering raw material ,
By adding water to the raw material for sintering to complete the granulation, added return ores in between the outlet of the final granulator after the up surge hopper inlet of the raw material charging device, thereby resulting mixture method for producing sintered ore, which comprises using as the total amount of the sintering raw material.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006113079A JP5194378B2 (en) | 2006-04-17 | 2006-04-17 | Method for producing sintered ore |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006113079A JP5194378B2 (en) | 2006-04-17 | 2006-04-17 | Method for producing sintered ore |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2007284744A JP2007284744A (en) | 2007-11-01 |
| JP2007284744A5 JP2007284744A5 (en) | 2008-06-26 |
| JP5194378B2 true JP5194378B2 (en) | 2013-05-08 |
Family
ID=38756801
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006113079A Active JP5194378B2 (en) | 2006-04-17 | 2006-04-17 | Method for producing sintered ore |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5194378B2 (en) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5315659B2 (en) * | 2007-10-15 | 2013-10-16 | 新日鐵住金株式会社 | Method for producing sintered ore |
| JP5206030B2 (en) * | 2008-03-04 | 2013-06-12 | 新日鐵住金株式会社 | Method for producing sintered ore |
| JP6421666B2 (en) * | 2014-03-27 | 2018-11-14 | 新日鐵住金株式会社 | Method for producing sintered ore |
| JP6287511B2 (en) * | 2014-04-10 | 2018-03-07 | 新日鐵住金株式会社 | Pretreatment method of sintering raw materials |
| JP6307997B2 (en) * | 2014-04-11 | 2018-04-11 | 新日鐵住金株式会社 | Pretreatment method of sintering raw materials |
| CN105886753A (en) * | 2016-06-22 | 2016-08-24 | 中冶华天工程技术有限公司 | System and sintering process taking pellet return fines as embedded materials |
| JP7040332B2 (en) * | 2018-07-19 | 2022-03-23 | 日本製鉄株式会社 | Sintered ore manufacturing method |
| JP7067372B2 (en) * | 2018-08-28 | 2022-05-16 | 日本製鉄株式会社 | Granulation method for compounded raw materials |
| JP7095562B2 (en) * | 2018-11-15 | 2022-07-05 | 日本製鉄株式会社 | Sintered ore manufacturing method |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0762456A (en) * | 1993-08-26 | 1995-03-07 | Nkk Corp | Production of sintered ore |
| JP4205242B2 (en) * | 1999-03-09 | 2009-01-07 | 日新製鋼株式会社 | Granulation method of sintering raw material |
| JP3820132B2 (en) * | 2001-10-26 | 2006-09-13 | 新日本製鐵株式会社 | Pretreatment method of sintering raw material |
| JP3792581B2 (en) * | 2002-02-14 | 2006-07-05 | 新日本製鐵株式会社 | Method for granulating raw materials for iron making |
-
2006
- 2006-04-17 JP JP2006113079A patent/JP5194378B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2007284744A (en) | 2007-11-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5194378B2 (en) | Method for producing sintered ore | |
| JP5315659B2 (en) | Method for producing sintered ore | |
| JP7381876B2 (en) | Sintered ore manufacturing method and sintering machine | |
| JP6421666B2 (en) | Method for producing sintered ore | |
| KR20120037447A (en) | Method for producing an agglomerate made of fine material containing metal oxide for use as a blast furnace feed material | |
| JPH024658B2 (en) | ||
| JP6870439B2 (en) | Sintered ore manufacturing method | |
| JP4604849B2 (en) | Granulation method of sintering raw material | |
| JP7151055B2 (en) | How to use steelmaking slag in sintering | |
| AU2017388174B2 (en) | Sintered ore manufacturing method | |
| CN111699272A (en) | Method for producing granulated sintering material | |
| JP3397091B2 (en) | Sinter production method | |
| JP2001348623A (en) | METHOD FOR PRODUCING HIGH QUALITY AND LOW SiO2 SINTERED ORE FOR BLAST FURNACE | |
| JP2002371322A (en) | Method for manufacturing sintered ore | |
| JP5206030B2 (en) | Method for producing sintered ore | |
| JP5003328B2 (en) | Method for producing sintered ore | |
| JPH10219361A (en) | Treatment of sintering raw material | |
| JP2009185315A (en) | Method for granulating raw material to be sintered | |
| RU2774518C1 (en) | Method for obtaining sintered ore | |
| EP3892744B1 (en) | Sintered ore manufacturing method | |
| JP7087939B2 (en) | Manufacturing method of sintered raw material | |
| JP2003328043A (en) | Process for manufacturing sintered ore | |
| JP2009041093A (en) | Method for manufacturing sintered ore | |
| CN1871365B (en) | Sintering with sinter mix enhancer | |
| JP2001271121A (en) | Method for producing sintered ore for blast furnace |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080513 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080513 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110201 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110301 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110420 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120124 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121011 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20121011 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130108 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130121 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160215 Year of fee payment: 3 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5194378 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160215 Year of fee payment: 3 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |