JP5160686B2 - 真空チャンバにおける装填された袋の位置合わせ方法 - Google Patents
真空チャンバにおける装填された袋の位置合わせ方法 Download PDFInfo
- Publication number
- JP5160686B2 JP5160686B2 JP2011511624A JP2011511624A JP5160686B2 JP 5160686 B2 JP5160686 B2 JP 5160686B2 JP 2011511624 A JP2011511624 A JP 2011511624A JP 2011511624 A JP2011511624 A JP 2011511624A JP 5160686 B2 JP5160686 B2 JP 5160686B2
- Authority
- JP
- Japan
- Prior art keywords
- bag
- loaded
- conveyor
- vacuum chamber
- vacuum
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images







Classifications
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01B—MEASURING LENGTH, THICKNESS OR SIMILAR LINEAR DIMENSIONS; MEASURING ANGLES; MEASURING AREAS; MEASURING IRREGULARITIES OF SURFACES OR CONTOURS
- G01B11/00—Measuring arrangements characterised by the use of optical techniques
- G01B11/02—Measuring arrangements characterised by the use of optical techniques for measuring length, width or thickness
- G01B11/04—Measuring arrangements characterised by the use of optical techniques for measuring length, width or thickness specially adapted for measuring length or width of objects while moving
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B31/00—Packaging articles or materials under special atmospheric or gaseous conditions; Adding propellants to aerosol containers
- B65B31/02—Filling, closing, or filling and closing, containers or wrappers in chambers maintained under vacuum or superatmospheric pressure or containing a special atmosphere, e.g. of inert gas
- B65B31/024—Filling, closing, or filling and closing, containers or wrappers in chambers maintained under vacuum or superatmospheric pressure or containing a special atmosphere, e.g. of inert gas specially adapted for wrappers or bags
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B57/00—Automatic control, checking, warning, or safety devices
Description
柔軟なポリマー袋内に製品を置くことによって柔軟なポリマー袋を装填することであって、バッグは赤外線を通す材料から製造され、かつポリマー袋は上流側の端に袋の口を有することと、
装填された袋を赤外線を通す送込みコンベア上へ置くことと、
装填された袋を送込みコンベア上で、コンベア上方に配置される赤外線カメラとコンベア下方に配置される発光ダイオードバンクとを含む検出装置へと前進させることと、
装填された袋内部の製品の後縁を検出するために、検出装置を使用して赤外線により装填された袋を通して発光ダイオードバンクを調査(interrogate)することと、
調査するステップから取得される情報をプログラマブルロジックコントローラへ送信することと、
調査された装填された袋を、調査ステップから取得される情報に基づいてある距離だけヒートシールアッセンブリを含む真空チャンバへと前進させることと、
袋の口を閉じるために、装填された袋をヒートシールアッセンブリでヒートシールすることとを含む。
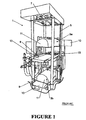
ある実施形態では、真空包装機1は、手動、半自動または全自動袋詰め機の下流側に位置決めされる。固定式の搬入コンベア(図示しない)は、装填されたシールされていない袋を送込みコンベア17へ運び、装填された袋は、各装填された袋のシールされていない部分が後から引きずられるように方向付けられる。ある実施形態では、製品は肉の切り身である。
試験番号1
試験は、開ループベクトルモードのYaskawaV7(TM)により制御される10:1ギアボックスへ連結された3相ACモータ(3450rpm)によって駆動される製品処理コンベア上で行われた。

試験番号1用のものと同様の機器配置を組み込んで、製品形状を検出するために小型LED光のバンクを有するIRカメラが垂直に配置された。LEDは、送込みコンベアのフレームの下でIR光スペクトルを通すコンベアベルトの下に置かれた。
試験番号1および2に用いられるものと同様の機器配置を組み込んで、20ポンドから30ポンドまでのチャックロールに関する製品配置精度が試験された。結果は、下表に示されている。左欄はコンベアの速度を示し、真ん中の欄は、走行された総サンプルのうちで袋詰めされた肉製品の目標位置からプラスマイナス50mm内に置かれたサンプルの数を示し、右欄は、走行された総サンプルのうちで袋詰めされた肉製品の目標位置からプラスマイナス25mm内に置かれたサンプルの数を示す。例えば、コンベア上を750ミリメートル/秒で走行された101個の装填された袋のうち、101個が目標位置から50mm以内に配置された。
本発明が上述のTASVACシステムに類似する包装システムと共に使用される実施形態に関しては、各真空チャンバ内に横断的なヒートシールアッセンブリを有することにより、装填された袋は、開口が長手方向を横断する状態で各チャンバ内に搬入されることが可能である。このような方向性は、概して真空包装機の上流側に存在する大部分の手動による袋詰めステーションまたは自動包装システムを出る際のパッケージの方向性に一致する。
Claims (10)
- 装填された袋を真空チャンバ内に位置合わせする方法であって、
a)柔軟なポリマー袋内に肉またはチーズ製品を置くことによって柔軟なポリマー袋を装填することであって、バッグが赤外線を通す材料から製造され、かつポリマー袋がその上流側の端に袋の口を有することと、
b)装填された袋を、赤外線を通す送込みコンベア上へ置くことと、
c)装填された袋を送り込みコンベア上で、コンベア上方に配置される赤外線カメラとコンベア下方に配置される発光ダイオードのバンクとを含む検出装置へと前進させることと、
d)装填された袋内部の肉またはチーズ製品の後縁を検出するために、検出装置を使用して赤外線により装填された袋を通して発光ダイオードのバンクを調査することと、
e)調査するステップから取得される情報をプログラマブルロジックコントローラへ送信することと、
f)調査された装填された袋を、調査ステップから取得される情報に基づいてある距離だけヒートシールアッセンブリを備える真空チャンバへと前進させることと、
g)袋の口を閉じるために、装填された袋をヒートシールアッセンブリでヒートシールすることとを含む、方法。 - 真空チャンバ内のヒートシールアッセンブリが送込みコンベアに隣接するチャンバの端に、またはチャンバの端に隣接して位置決めされ、かつ送込みコンベアが、個々の装填された袋をパッケージのシールされていない部分を引きずる状態でチャンバ内へ搬入するように構成される、請求項1に記載の方法。
- 赤外線カメラがコンベア上方に配置され、かつ発光ダイオードバンク上方に垂直に配置される、請求項1に記載の方法。
- 調査するステップの間、装填された袋が送込みコンベアに沿って前進される、請求項1に記載の方法。
- 肉製品が不規則な形状を有する、請求項1に記載の方法。
- 真空チャンバが、真空シール作業に続いて個々の装填された袋を真空チャンバから放出するために真空チャンバの長手方向へ移動可能な内部コンベアを備える、請求項1に記載の方法。
- 内部コンベアの一部が、各真空チャンバ内のヒートシールアッセンブリの一部の下で延びる、請求項6に記載の方法。
- 方法が装填された袋を真空シールする方法と組み合わせて実行され、方法が、複数の真空チャンバを有する真空包装機を準備することであって、真空チャンバの各々がシールされていない装填された袋を受け入れるように配置されかつ装填された袋に真空シール作業を実行するように動作可能であり、各真空チャンバがチャンバを介する個々の装填された袋の移動経路によって画定される長手方向を有し、各真空チャンバが個々の装填された袋の袋の口を横断してヒートシールを形成するためのヒートシールアッセンブリを有し、ヒートシールが前記長手方向を横切って配置されることと、装填された袋の袋の口がヒートシールアッセンブリの一部を覆って位置決めされるように、シールされていない装填された袋を真空チャンバの一方へと送り込むことと、もう一方の真空チャンバにおいて装填された袋に真空シール作業を実行することを含む、請求項1に記載の方法。
- 複数の真空チャンバが、装填された袋の2つ以上のチャンバへの選択的な送込みを可能にするために送込みコンベアと相対的に移動可能である、請求項8に記載の方法。
- 装填された袋の袋の口がヒートシールアッセンブリの一部を覆って位置決めされるように装填されたシールされていない袋を真空チャンバの一方へ送り込むことと同時に、もう一方の真空チャンバにおいて装填された袋に真空シール作業が実行される、請求項8に記載の方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US12/156,137 | 2008-05-30 | ||
| US12/156,137 US7891159B2 (en) | 2008-05-30 | 2008-05-30 | Method for positioning a loaded bag in a vacuum chamber |
| PCT/US2009/003203 WO2009145885A1 (en) | 2008-05-30 | 2009-05-26 | Method for positioning a loaded bag in a vacuum chamber |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2011521858A JP2011521858A (ja) | 2011-07-28 |
| JP2011521858A5 JP2011521858A5 (ja) | 2011-09-08 |
| JP5160686B2 true JP5160686B2 (ja) | 2013-03-13 |
Family
ID=40929638
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011511624A Expired - Fee Related JP5160686B2 (ja) | 2008-05-30 | 2009-05-26 | 真空チャンバにおける装填された袋の位置合わせ方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US7891159B2 (ja) |
| EP (1) | EP2296974B1 (ja) |
| JP (1) | JP5160686B2 (ja) |
| AT (1) | ATE534579T1 (ja) |
| AU (1) | AU2009251801B2 (ja) |
| NZ (1) | NZ589291A (ja) |
| WO (1) | WO2009145885A1 (ja) |
Families Citing this family (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9676506B2 (en) * | 2012-10-19 | 2017-06-13 | Sunbeam Products, Inc. | Vacuum packaging and sealing appliance with liquid detection |
| DE102013104666A1 (de) * | 2013-05-07 | 2014-11-13 | Krones Ag | Vorrichtung und Verfahren zum Herstellen von Behältniszusammenstellungen |
| US20140360134A1 (en) * | 2013-06-11 | 2014-12-11 | Cryovac, Inc. | Ferris-Wheel Type Vacuum Packaging System And Method |
| EP2829479A1 (en) * | 2013-07-23 | 2015-01-28 | Cryovac, Inc. | Packaging apparatus comprising actuator and method of operating packaging apparatus |
| BR112016009511B8 (pt) | 2013-11-01 | 2022-10-04 | Cryovac Inc | Filme termoencolhível de multicamada, artigo de embalagem, processo de embalagem e processo para produzir um filme anular termoencolhível |
| EP2907760B1 (en) | 2014-02-14 | 2016-06-08 | Ulma Packaging Technological Center, S.Coop. | Method and machine for vacuum packaging a product |
| CN104924212A (zh) * | 2014-03-17 | 2015-09-23 | 中国铁道科学研究院铁道建筑研究所 | 一种检测钢轨铣磨车刀粒精度的装置 |
| US20160047786A1 (en) * | 2014-08-12 | 2016-02-18 | Sunbeam Products, Inc. | Food Storage Appliance with Moisture Sensor |
| US10029407B2 (en) | 2014-12-04 | 2018-07-24 | Big Heart Pet, Inc. | Apparatus, processes, and systems for heat sealing |
| US20160176548A1 (en) * | 2014-12-23 | 2016-06-23 | Frito-Lay North America, Inc. | Method and apparatus for a product settler |
| RU2711343C2 (ru) * | 2015-04-14 | 2020-01-16 | Сиалед Эир Корпорейшн | Способ размещения и запечатывания пакета в вакуумной камере, устройство размещения пакета и способ изготовления пакета |
| AU2016327589B2 (en) * | 2015-09-25 | 2019-05-23 | Cryovac, Llc | Apparatus and method for vacuumizing and sealing a package |
| ITUA20161736A1 (it) * | 2016-03-16 | 2017-09-16 | Microtec Srl | Apparecchiatura per l’esecuzione di una indagine non distruttiva su tavole di legno o simili oggetti |
| CN110342403B (zh) * | 2019-07-01 | 2020-06-09 | 中冶宝钢技术服务有限公司 | 一种钢卷吊运方法及吊运系统 |
| CN111572859B (zh) * | 2020-05-21 | 2021-08-03 | 江西万村泉食品有限公司 | 一种速食品真空包装方法 |
| CN115092450B (zh) * | 2022-08-11 | 2023-06-20 | 桂林航天工业学院 | 一种真空封口机 |
| CN115339684A (zh) * | 2022-10-20 | 2022-11-15 | 山东创新精密科技有限公司 | 铝型材套袋后的吸气机构 |
Family Cites Families (35)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5159593A (en) * | 1974-11-21 | 1976-05-24 | Furukawa Seisakusho Kk | Shinkuhosohoho oyobisono shinkuhosoki |
| US4147930A (en) * | 1975-03-20 | 1979-04-03 | U.S. Philips Corporation | Object location detector |
| US4085563A (en) * | 1977-01-31 | 1978-04-25 | Campbell Soup Company | Cookie dispensing apparatus |
| JPS55132904A (en) * | 1979-04-05 | 1980-10-16 | Fuji Electric Co Ltd | Shape inspection system |
| JPS601210B2 (ja) * | 1981-05-23 | 1985-01-12 | 株式会社古川製作所 | 自動包装機械 |
| DE3411186A1 (de) * | 1984-03-27 | 1985-10-10 | Battelle-Institut E.V., 6000 Frankfurt | Vorrichtung zum automatischen ueberpruefen und erkennen von objekten |
| US4580393A (en) * | 1984-04-11 | 1986-04-08 | Furukawa Mfg. Co., Ltd. | Packing apparatus |
| US5313766A (en) * | 1987-02-23 | 1994-05-24 | Awax S.R.L. | Method and apparatus for on demand manufacturing of custom-sized bags conforming to the volume of articles received therein at a check-out counter |
| US4882498A (en) * | 1987-10-09 | 1989-11-21 | Pressco, Inc. | Pulsed-array video inspection lighting system |
| IT1215809B (it) * | 1988-02-05 | 1990-02-22 | Awax Srl | Su misura conformi al volume degli cassa di supermercato completamente articoli accolti in essi. self service incorporante un apparecchio integrato per fabbricare su richiesta sacchetti |
| JPH0767923B2 (ja) * | 1990-06-20 | 1995-07-26 | 株式会社フジキカイ | 横型製袋充填包装機 |
| US5365084A (en) * | 1991-02-20 | 1994-11-15 | Pressco Technology, Inc. | Video inspection system employing multiple spectrum LED illumination |
| US5165218A (en) * | 1991-06-20 | 1992-11-24 | Callahan Jr Bernard C | Automatic sorting, stacking and packaging apparatus and method |
| DE4131664A1 (de) * | 1991-09-23 | 1993-03-25 | Rieter Ingolstadt Spinnerei | Verfahren und vorrichtung zum erfassen von garnfehlern |
| US5280170A (en) * | 1992-12-22 | 1994-01-18 | Emhart Glass Machinery Investments Inc. | Machine for inspecting the shape of a container having a two dimensional camera for viewing the shadow of the projection of the container |
| JP2801530B2 (ja) * | 1994-08-17 | 1998-09-21 | 株式会社フジキカイ | 横型製袋充填包装機及びその制御方法 |
| JP3405424B2 (ja) * | 1994-12-19 | 2003-05-12 | 茨木精機株式会社 | 真空包装装置 |
| IT1276671B1 (it) * | 1995-04-06 | 1997-11-03 | Grace W R & Co | Macchina di confezionamento automatica |
| EP0842087B8 (en) * | 1995-06-30 | 2002-12-11 | Kliklok Corporation | Method for feeding products |
| US5646724A (en) * | 1995-08-18 | 1997-07-08 | Candid Logic, Inc. | Threaded parts inspection device |
| JPH09201886A (ja) * | 1996-01-29 | 1997-08-05 | Totani Giken Kogyo Kk | 製袋機の袋切断装置 |
| US5810795A (en) * | 1996-05-13 | 1998-09-22 | Westwood; Joseph R. | Hyperbaric device with secondary pressure zone |
| US5799465A (en) * | 1996-07-12 | 1998-09-01 | Optima Corporation | Bag filling station |
| US6269609B2 (en) * | 1999-06-15 | 2001-08-07 | Quad/Graphics, Inc. | Apparatus for selective wrapping of products and a method thereof |
| US6384421B1 (en) * | 1999-10-07 | 2002-05-07 | Logical Systems Incorporated | Vision system for industrial parts |
| US6490846B2 (en) * | 2000-04-21 | 2002-12-10 | Robert G. Koppe | Opening arrangement for zipper-type pouches for continuous motion pouching machinery |
| US6542235B1 (en) * | 2000-04-28 | 2003-04-01 | Lakeshore Vision & Robotics, L.L.C. | System and method of three-dimensional inspection of circular parts |
| AUPQ910600A0 (en) * | 2000-07-31 | 2000-08-24 | Cryovac Australia Pty Ltd | Sealing assembly |
| AT4889U1 (de) * | 2000-11-07 | 2001-12-27 | Binder Co Ag | Diodenlichtquelle für eine zeilenkamera |
| US6907711B2 (en) * | 2001-07-09 | 2005-06-21 | Fuji Photo Film Co., Ltd. | Sheet package producing system, sheet handling device, and fillet folding device |
| EP1478574B1 (en) * | 2002-02-27 | 2010-08-25 | Sealed Air (New Zealand) | Vacuum packaging machine |
| WO2004056655A2 (en) * | 2002-12-20 | 2004-07-08 | Sealed Air (Nz) Limited | Vacuum packaging machine for product packages with multiple products |
| US7007443B2 (en) * | 2003-06-27 | 2006-03-07 | Forhealth Technologies, Inc. | System and method for bandoliering syringes |
| WO2005100961A2 (en) * | 2004-04-19 | 2005-10-27 | Phoseon Technology, Inc. | Imaging semiconductor strucutures using solid state illumination |
| US20060244954A1 (en) * | 2005-03-29 | 2006-11-02 | Daley Wayne D | System and method for inspecting packaging quality of a packaged food product |
-
2008
- 2008-05-30 US US12/156,137 patent/US7891159B2/en active Active
-
2009
- 2009-05-26 WO PCT/US2009/003203 patent/WO2009145885A1/en active Application Filing
- 2009-05-26 NZ NZ589291A patent/NZ589291A/xx unknown
- 2009-05-26 EP EP09755248A patent/EP2296974B1/en active Active
- 2009-05-26 AT AT09755248T patent/ATE534579T1/de active
- 2009-05-26 AU AU2009251801A patent/AU2009251801B2/en not_active Ceased
- 2009-05-26 JP JP2011511624A patent/JP5160686B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| EP2296974B1 (en) | 2011-11-23 |
| WO2009145885A1 (en) | 2009-12-03 |
| US20090293430A1 (en) | 2009-12-03 |
| AU2009251801B2 (en) | 2013-04-18 |
| JP2011521858A (ja) | 2011-07-28 |
| US7891159B2 (en) | 2011-02-22 |
| EP2296974A1 (en) | 2011-03-23 |
| NZ589291A (en) | 2013-04-26 |
| AU2009251801A1 (en) | 2009-12-03 |
| ATE534579T1 (de) | 2011-12-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5160686B2 (ja) | 真空チャンバにおける装填された袋の位置合わせ方法 | |
| AU2021200658B2 (en) | Apparatus and method for vacuumizing and sealing a package | |
| EP3283382B1 (en) | Method of positioning and sealing a bag in a vacuum chamber, bag positioning and sealing apparatus | |
| JP4863907B2 (ja) | 肉部位の真空包装方法及びその装置 | |
| NZ780448B2 (en) | Apparatus and method for vacuumizing and sealing a package | |
| NZ780448A (en) | Apparatus and method for vacuumizing and sealing a package |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110615 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110615 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20121126 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121204 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121212 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5160686 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151221 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |