JP5123604B2 - Superconducting coil - Google Patents
Superconducting coil Download PDFInfo
- Publication number
- JP5123604B2 JP5123604B2 JP2007206935A JP2007206935A JP5123604B2 JP 5123604 B2 JP5123604 B2 JP 5123604B2 JP 2007206935 A JP2007206935 A JP 2007206935A JP 2007206935 A JP2007206935 A JP 2007206935A JP 5123604 B2 JP5123604 B2 JP 5123604B2
- Authority
- JP
- Japan
- Prior art keywords
- superconducting
- coil
- superconducting wire
- coil body
- electrode
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images








Landscapes
- Superconductors And Manufacturing Methods Therefor (AREA)
Description
本発明は、パンケーキ型のコイル体を軸方向に積層した超電導コイルに関する。 The present invention relates to a superconducting coil in which pancake-type coil bodies are laminated in the axial direction.
近年、超電導線材を用いた電力応用機器として、種々の機器装置の開発が進められている。例えば、超電導磁気エネルギー貯蔵装置(Superconducting Magnetic Energy Storage、以下SMESと略称する)は、他のエネルギー貯蔵装置と比べて、エネルギーの貯蔵効率が高い、エネルギーの出し入れ速度が速い等の特徴を有しており、精力的に開発が進められている。また、変圧器に代表される交流コイル、電動機や発電機に代表される超電導回転機、常電導時高抵抗線材を使用した限流器等の開発も進められている。 In recent years, various devices have been developed as power application devices using superconducting wires. For example, a superconducting magnetic energy storage device (hereinafter abbreviated as SMES) has features such as higher energy storage efficiency and faster energy loading / unloading speed than other energy storage devices. The development is underway energetically. In addition, development of AC coils typified by transformers, superconducting rotating machines typified by electric motors and generators, current limiters using high-resistance wires during normal conduction, and the like are also under development.
このような電力応用機器に、NbTiやNb3Sn等の金属系超電導線材を用いた場合は、冷却材として液体ヘリウムを使用し、線材を4.2K程度の極低温まで冷却しなければ該線材の超電導状態を得ることができないため、冷却コストが増大し、実用化の弊害となっている。一方、Bi(ビスマス)系やY(イットリウム)系の酸化物超電導線材を用いた場合は、該線材の超電導転移温度が比較的高く、線材を超電導状態にするための冷却材として77.3Kの液体窒素を用いることができるため、冷却コストを大幅に低減することが可能である。 When such a power application device uses a metal-based superconducting wire such as NbTi or Nb 3 Sn, liquid helium is used as a coolant, and the wire is not cooled to an extremely low temperature of about 4.2K. Since the superconducting state cannot be obtained, the cooling cost is increased, which is a practical problem. On the other hand, when a Bi (bismuth) -based or Y (yttrium) -based oxide superconducting wire is used, the superconducting transition temperature of the wire is relatively high, and 77.3 K as a coolant for bringing the wire into a superconducting state. Since liquid nitrogen can be used, the cooling cost can be significantly reduced.
また、NbTiやNb3Sn等の金属系超電導線材は、臨界電流を超える電流が流れると即座に常電導転移を起こし、超電導状態を維持することができないことが知られている。そのため、例えばこのような金属系超電導線材を用いてSMESを構成した場合、線材に臨界電流を超える電流が流れると該線材が即座に常電導転移を起こし、コイルに蓄積されていたエネルギーが放出されてしまう。一方、Bi系やY系の酸化物超電導線材の場合は、臨界電流を超える電流を流しても磁束流領域と称される電流範囲であれば、常電導転移を生じることなく超電導状態を維持することができる。そこで、このような酸化物超電導線材の利点を活かした応用が期待されている。 In addition, it is known that a metallic superconducting wire such as NbTi or Nb 3 Sn immediately causes a normal conducting transition when a current exceeding a critical current flows and cannot maintain a superconducting state. Therefore, for example, when SMES is configured using such a metal-based superconducting wire, when a current exceeding the critical current flows through the wire, the wire immediately undergoes normal conduction transition, and the energy accumulated in the coil is released. End up. On the other hand, in the case of a Bi-based or Y-based oxide superconducting wire, a superconducting state is maintained without causing a normal-conducting transition within a current range called a magnetic flux flow region even when a current exceeding the critical current is passed. be able to. Therefore, applications utilizing the advantages of such oxide superconducting wires are expected.
例えば、テープ状のY系酸化物超電導線材では、テープ幅が約10mmで、液体窒素により77.3Kまで冷却し、外部磁場0Tとした場合の臨界電流が約100〜300Aという超電導特性を有するものが入手可能であり、例えばパンケーキ型のコイル体(パンケーキコイル)等として利用することができる。このパンケーキコイルは、筒状の巻枠にテープ状の超電導線材を同心円状に巻回して形成されるものであり、超電導線材の始端部および終端部には、それぞれ、外部接続用電極が取り付けられて構成されている。 For example, a tape-shaped Y-based oxide superconducting wire has a superconducting characteristic with a tape width of about 10 mm, a critical current of about 100 to 300 A when cooled to 77.3 K with liquid nitrogen and an external magnetic field of 0 T. Is available, and can be used as, for example, a pancake-type coil body (pancake coil). This pancake coil is formed by concentrically winding a tape-shaped superconducting wire around a cylindrical winding frame, and external connection electrodes are attached to the starting end and the terminating end of the superconducting wire, respectively. Is configured.
ところで、上記テープ状の酸化物超電導線材を用いたパンケーキコイルをSMESや変圧器などの各種電力機器に適用する場合には、さらなる電流の増大が求められる。そこで、超電導線材をその厚さ方向に複数重ねて集合化し、その集合体を巻枠に巻回することで、コイル全体として流すことのできる許容電流を増大させることが考えられている。また、パンケーキコイルを軸方向に複数積層させて許容電流を増大させることも考えられている。 By the way, when the pancake coil using the tape-shaped oxide superconducting wire is applied to various power devices such as SMES and a transformer, further increase in current is required. Therefore, it is considered to increase the allowable current that can be flowed as a whole coil by assembling a plurality of superconducting wires in the thickness direction and assembling them and winding the aggregate around a winding frame. It is also considered to increase the allowable current by stacking a plurality of pancake coils in the axial direction.
しかし、超電導線材を複数重ねて導体化する場合、各線材の巻回長さの差に起因する各線材の自己インダクタンスおよび各線材間の相互インダクタンスの差により偏流が生じ、特定の超電導線材に大きな電流が流れる電流偏流が生じる。そうすると、偏流により最も大きな電流が流れる超電導線材の臨界電流によって、集合体全体に流すことのできる電流が制限されるため、集合体の臨界電流は、集合化された超電導線材の臨界電流の合計を大きく下回るという問題が生じる。 However, when a plurality of superconducting wires are made into conductors, a drift occurs due to the difference in the self-inductance of each wire and the mutual inductance between the wires due to the difference in the winding length of each wire. Current drift occurs in which current flows. Then, the critical current of the superconducting wire in which the largest current flows due to the drift current limits the current that can flow through the entire assembly, so the critical current of the assembly is the sum of the critical currents of the assembled superconducting wires. The problem of being far below occurs.
また、パンケーキコイルを積層して各コイルに巻回された超電導線材同士を接続する場合には、線材の巻回長さが増大するため、インダクタンスの差がより大きくなることがあり、この場合、上記電流偏流がさらに顕著になる。 In addition, when superconducting wires wound around each coil are connected by stacking pancake coils, the winding length of the wire increases, so the difference in inductance may become larger. The current drift becomes more prominent.
このような不都合を解消するために、線材の長さ方向において、一定の間隔ごとに線材の配置位置を内外で転位させる転位セグメントT(図9参照)を集合体に設ける技術が公知である(特許文献1および2参照)。そして、この技術は、例えば大型変圧器や大型モータ等の大型電気機器コイルの超電導コイルや超電導ケーブル等に適用されている。
しかしながら、線材の集合体に上記のような転位セグメントを設けた場合、転位セグメント部分で線材に歪みが生じるため、超電導特性が低下するという問題がある。 However, when the dislocation segment as described above is provided in the aggregate of the wires, the wire material is distorted at the dislocation segment portion, so that there is a problem that the superconducting characteristics are deteriorated.
本発明は、上記のような課題を解決するためになされたものであり、超電導特性の低下を抑えつつ、偏流電流の発生を抑制して臨界電流を増大させることが可能な超電導コイルを提供することを目的とする。 The present invention has been made to solve the above-described problems, and provides a superconducting coil capable of increasing the critical current by suppressing the generation of a drift current while suppressing the deterioration of the superconducting characteristics. For the purpose.
上記目的を達成するために、この発明の請求項1に記載の超電導コイルは、第1のコイル体と、この第1のコイル体の軸方向側に隣接する第2のコイル体と、これら第1のコイル体および第2のコイル体を電気的に接続する接続手段とを備えた超電導コイルであって、前記第1のコイル体および第2のコイル体は、それぞれ、前記接続手段に接続される所定数のテープ状の超電導線材と、これらの超電導線材を、当該超電導線材の厚さ方向に重ねた状態で、かつその重ねた順序のまま同心円状に巻回するための巻枠とを含み、前記接続手段は、前記コイル体を構成する超電導線材の数に等しい所定数の電極部を含み、nを前記超電導線材の数以下の任意の正の整数とする場合に、前記第1のコイル体の径方向外側からn番目に配される超電導線材の端部と、前記第2のコイル体の径方向内側からn番目に配される超電導線材の端部とが、前記コイル体の軸方向に並んだ状態で、共通の前記電極部に各々導通可能に固着され、かつ、前記電極部を挟む前記第1のコイル体の超電導線材と前記第2のコイル体の超電導線材とが互いに逆向きに前記巻枠に巻回されていることを特徴とする。 To achieve the above object, a superconducting coil according to claim 1 of the present invention includes a first coil body, a second coil body adjacent to the first coil body in the axial direction, and the first coil body. A superconducting coil comprising a first coil body and a connection means for electrically connecting the second coil body, wherein the first coil body and the second coil body are respectively connected to the connection means. A predetermined number of tape-shaped superconducting wires, and a winding frame for concentrically winding these superconducting wires in the thickness direction of the superconducting wires and in the overlapping order. The connecting means includes a predetermined number of electrode portions equal to the number of superconducting wires constituting the coil body, and when n is an arbitrary positive integer equal to or less than the number of superconducting wires, the first coil Superconductivity arranged nth from the outside in the radial direction of the body An end portion of the material and an end portion of the superconducting wire arranged nth from the radial inner side of the second coil body are aligned in the axial direction of the coil body, The superconducting wire material of the first coil body and the superconducting wire material of the second coil body, which are fixed in a conductive manner and sandwich the electrode portion, are wound around the winding frame in opposite directions. And
この請求項1に記載の超電導コイルでは、上記のように、接続手段の共通の電極部に、第1のコイル体の径方向外側からn番目に配される超電導線材の端部と、第2のコイル体の径方向内側からn番目に配される超電導線材の端部とがそれぞれ固着されるように構成したので、例えば2枚のシート状の超電導線材を含む2つのコイル体を上記接続手段により電気的に接続する場合、一方のコイル体の外側に位置する超電導線材の端部を、他方のコイル体の内側に位置する超電導線材の端部に電極部を介して電気的に接続し、一方のコイル体の内側に位置する超電導線材の端部を、他方のコイル体の外側に位置する超電導線材の端部に上記電極部とは別の電極部を介して電気的に接続することができる。ここで、複数の超電導線材を厚さ方向に重ねた状態でかつその重ねた順序のまま巻枠に巻回すると、径方向外側に配される超電導線材ほどその巻回長さが長くなり、各超電導線材の巻回長さに差が生じることが知られているが、この請求項1の超電導コイルでは、上記接続手段により、一方のコイル体で生じた超電導線材の巻回長さの差と、他方のコイル体で生じた超電導線材の巻回長さの差とが互いに打ち消し合うように、2つのコイル体の対応する超電導線材同士をそれぞれ接続することができる。したがって、従来のように、超電導線材を厚さ方向に重ねた集合体の所定箇所にねじり部分(図9の転位セグメントT)を設けることなく、接続手段の各電極部により電気的に接続された一方のコイル体の超電導線材とこの超電導線材に対応する他方のコイル体の超電導線材とからなる連結体の2つのコイル体に亘る総巻回長さを、各連結体で略等しくし、各連結体の自己インダクタンスに差が生じ難くすることで偏流を抑制することが可能であるので、超電導特性の低下を十分に抑制しつつ、コイル全体の臨界電流を増大させることができるようになる。 In the superconducting coil according to claim 1, as described above, the end of the superconducting wire disposed nth from the radially outer side of the first coil body on the common electrode portion of the connecting means, and the second Since the end of the superconducting wire arranged nth from the inside in the radial direction of the coil body is fixed to each other, for example, two coil bodies including two sheet-like superconducting wires are connected to the connecting means. When electrically connected by, the end of the superconducting wire located outside the one coil body is electrically connected to the end of the superconducting wire located inside the other coil body via the electrode part, It is possible to electrically connect the end portion of the superconducting wire located inside one coil body to the end portion of the superconducting wire located outside the other coil body via an electrode portion different from the above electrode portion. it can. Here, when a plurality of superconducting wires are overlapped in the thickness direction and wound around the winding frame in the overlapping order, the winding length of the superconducting wires disposed on the radially outer side becomes longer, Although it is known that a difference occurs in the winding length of the superconducting wire, in the superconducting coil according to claim 1, the connection means causes a difference in the winding length of the superconducting wire generated in one coil body. The corresponding superconducting wires of the two coil bodies can be connected to each other so that the difference in winding length of the superconducting wires generated in the other coil body cancels each other. Therefore, as in the prior art, the electrodes were electrically connected by each electrode portion of the connecting means without providing a twisted portion (dislocation segment T in FIG. 9) at a predetermined location of the assembly in which superconducting wires were stacked in the thickness direction. The total winding length over the two coil bodies of the connection body composed of the superconducting wire of one coil body and the superconducting wire of the other coil body corresponding to this superconducting wire is made substantially equal for each connection body, and each connection Since it is possible to suppress the drift by making the difference in the self-inductance of the body difficult to occur, the critical current of the entire coil can be increased while sufficiently suppressing the deterioration of the superconducting characteristics.
なお、上記では、2枚の超電導線材を含むコイル体同士を接続手段により電気的に接続する場合を一例として挙げたが、3枚以上の超電導線材を含むコイル体同士を接続手段により電気的に接続する場合においても、接続手段の各電極部により、一方のコイル体の径方向外側から1番目に配される超電導線材の端部と、他方のコイル体の径方向内側から1番目に配される超電導線材の端部とを電気的に接続し、一方のコイル体の径方向外側から2番目に配される超電導線材の端部と、他方のコイル体の径方向内側から2番目に配される超電導線材の端部とを電気的に接続するというようにして、一方のコイル体の径方向外側からn番目に配される超電導線材の端部と、他方のコイル体の径方向内側からn番目に配される超電導線材の端部とを電気的に接続することによって、一方のコイル体で生じた超電導線材の巻回長さの差と、他方のコイル体で生じた超電導線材の巻回長さの差とを互いに打ち消し合わせ、一方のコイル体の超電導線材とこの超電導線材に対応する他方のコイル体の超電導線材とからなる連結体の2つのコイル体に亘る総巻回長さが、各連結体で略等しくなるようにすることが可能となる。 In the above description, the case where the coil bodies including two superconducting wires are electrically connected by the connecting means is described as an example. However, the coil bodies including three or more superconducting wires are electrically connected by the connecting means. Even in the case of connection, the electrodes of the connecting means are arranged first by the end portion of the superconducting wire arranged first from the outside in the radial direction of one coil body and first from the inside in the radial direction of the other coil body. The end of the superconducting wire is electrically connected to the end of the superconducting wire disposed second from the outside in the radial direction of one coil body and the second end from the inside in the radial direction of the other coil body. The end of the superconducting wire is arranged n-th from the outside in the radial direction of one coil body and the inside of the other coil body from the inside in the radial direction. And the end of the superconducting wire arranged second By electrically connecting, the difference in the winding length of the superconducting wire produced in one coil body and the difference in the winding length of the superconducting wire produced in the other coil body cancel each other, The total winding length over two coil bodies of the coupling body composed of the superconducting wire material of the coil body and the superconducting wire material of the other coil body corresponding to the superconducting wire material may be made substantially equal in each coupling body. It becomes possible.
上記請求項1に記載の超電導コイルにおいて、好ましくは、前記各コイル体の巻枠は、互いに略等しい外径寸法を有しており、前記超電導線材は、前記巻枠に所定の巻回数で巻回されている(請求項2)。このように構成すれば、超電導線材の巻回長さが径方向外側の超電導線材から径方向内側の超電導線材まで等間隔で短くなるように、かつ、各コイル体の径方向外側からn番目に配される超電導線材の巻回長さ同士が互いに略等しくなるように、超電導線材を巻枠に巻回することができるので、容易に、第1のコイル体の超電導線材とこの超電導線材に対応する第2のコイル体の超電導線材とからなる連結体の2つのコイル体に亘る総巻回長さを、各連結体で略等しくすることができる。 In the superconducting coil according to claim 1, preferably, the winding frames of the coil bodies have substantially the same outer diameter dimensions, and the superconducting wire is wound around the winding frame at a predetermined number of turns. (Claim 2). With this configuration, the winding length of the superconducting wire is shortened at equal intervals from the radially outer superconducting wire to the radially inner superconducting wire, and nth from the radially outer side of each coil body. Since the superconducting wire can be wound around the winding frame so that the winding lengths of the superconducting wires to be arranged are substantially equal to each other, it can easily correspond to the superconducting wire of the first coil body and this superconducting wire. The total winding length over the two coil bodies of the connected body composed of the superconducting wire of the second coil body can be made substantially equal for each connected body.
上記請求項1または2に記載の超電導コイルにおいて、好ましくは、前記所定数の電極部は、前記超電導線材の巻回方向に沿って配列されるとともに、それぞれ、前記コイル体の軸方向に延びる態様で前記2つのコイル体に亘って設けられ、前記超電導線材は、その端部がより径方向内側に配される超電導線材の端部を前記巻回方向に乗り越える位置まで延設されるとともに、当該位置において前記電極部に接続されている(請求項3)。この構成では、例えば3枚の超電導線材を含む2つのコイル体を接続手段により電気的に接続する場合、一方のコイル体の外側の超電導線材の端部と他方のコイル体の内側の超電導線材の端部とを、所定位置に配した電極部によりコイル体の軸方向に接続すれば、一方のコイル体の中間の超電導線材の端部と他方のコイル体の中間の超電導線材の端部とを、上記所定位置から超電導線材の巻回方向にずれた位置に配した別の電極部によりコイル体の軸方向に接続し、一方のコイル体の内側の超電導線材の端部と他方のコイル体の外側の超電導線材の端部とを、上記所定位置から超電導線材の巻回方向にさらにずれた位置に配したさらに別の電極部によりコイル体の軸方向に接続することができるので、各コイル体における超電導線材の重なり順序を維持しつつ、超電導線材の端部同士を各電極部により接続することができる。これにより、同一コイル体の超電導線材同士がコイル体の径方向に交差しながら各電極部に接続される場合と異なり、接続手段による接続構成が煩雑化するのを防ぐことができる。 In the superconducting coil according to claim 1 or 2, preferably, the predetermined number of electrode portions are arranged along the winding direction of the superconducting wire, and each extend in the axial direction of the coil body. The superconducting wire is extended to a position over the end of the superconducting wire, the end of which is arranged more radially inward, in the winding direction. It is connected to the electrode part at a position (Claim 3). In this configuration, for example, when two coil bodies including three superconducting wires are electrically connected by the connecting means, the ends of the superconducting wires outside the one coil body and the superconducting wires inside the other coil body are connected. If the end portion is connected in the axial direction of the coil body by the electrode portion arranged at a predetermined position, the end portion of the superconducting wire intermediate in one coil body and the end portion of the superconducting wire intermediate in the other coil body are connected. , Connected in the axial direction of the coil body by another electrode portion arranged at a position shifted in the winding direction of the superconducting wire from the predetermined position, the end of the superconducting wire inside one coil body and the other coil body Each coil body can be connected to the end of the outer superconducting wire in the axial direction of the coil body by a further electrode portion disposed at a position further shifted from the predetermined position in the winding direction of the superconducting wire. Of superconducting wires in Japan While maintaining the mechanisms can be the ends of the superconducting wire connected by the respective electrode portions. Thereby, unlike the case where superconducting wires of the same coil body are connected to each electrode part while intersecting in the radial direction of the coil body, it is possible to prevent the connection configuration by the connecting means from becoming complicated.
上記請求項3に記載の超電導コイルにおいて、好ましくは、前記第1のコイル体の超電導線材の端部と、この超電導線材に対応する前記第2のコイル体の超電導線材の端部とが、前記電極部の同一面に接続されている(請求項4)。このように構成すれば、一対の超電導線材および電極部からなる接続箇所の径方向の厚みを小さくすることができるので、当該超電導コイルの大型化を抑制することができる。 In the superconducting coil according to claim 3, preferably, the end of the superconducting wire of the first coil body and the end of the superconducting wire of the second coil body corresponding to the superconducting wire are It is connected to the same surface of the electrode part (Claim 4). If comprised in this way, since the radial thickness of the connection location which consists of a pair of superconducting wire and an electrode part can be made small, the enlargement of the said superconducting coil can be suppressed.
上記請求項4に記載の超電導コイルにおいて、好ましくは、前記電極部は、前記超電導線材の径方向内側の端部に接続される電極部であって、前記超電導線材との接続面が前記巻枠の外周面に略面一となるように該巻枠に埋設されている(請求項5)。このように構成すれば、超電導線材の径方向内側の端部を歪ませることなく物理的に滑らかな態様で電極部に接続することができるので、超電導線材の形状の歪みに起因する超電導特性の低下を抑制することができる。
In the superconducting coil according to
上記請求項3〜5のいずれか一項に記載の超電導コイルにおいて、好ましくは、隣り合う前記電極部が、絶縁性部材を介して連結されている(請求項2)。このように構成すれば、容易に、接続手段を単一のユニット体とすることができる。 In the superconducting coil according to any one of claims 3 to 5, preferably, the adjacent electrode portions are connected via an insulating member (claim 2). If comprised in this way, a connection means can be made into a single unit body easily.
上記請求項1〜6のいずれか一項に記載の超電導コイルにおいて、前記超電導線材に沿うように配されて該超電導線材とともに前記巻枠に巻回されるテープ状の支持体をさらに備えていてもよい(請求項5)。このように構成すれば、高磁場中で印加される電磁気応力を支持体に分散させることができるので、超電導線材に作用する電磁気応力を低減させることができる。これにより、臨界電流密度の低下を抑制することができる。 The superconducting coil according to any one of claims 1 to 6, further comprising a tape-like support body that is disposed along the superconducting wire and is wound around the winding frame together with the superconducting wire. (Claim 5). If comprised in this way, since the electromagnetic stress applied in a high magnetic field can be disperse | distributed to a support body, the electromagnetic stress which acts on a superconducting wire can be reduced. Thereby, the fall of a critical current density can be suppressed.
この発明の超電導コイルによれば、接続手段により、一方のコイル体で生じた超電導線材の巻回長さの差と、他方のコイル体で生じた超電導線材の巻回長さの差とが互いに打ち消し合うように、2つのコイル体の対応する超電導線材同士をそれぞれ接続することができるので、従来のように、超電導線材を厚さ方向に重ねた集合体の所定箇所にねじり部分を設けることなく、接続手段の各電極部により電気的に接続された一方のコイル体の超電導線材とこの超電導線材に対応する他方のコイル体の超電導線材とからなる連結体の2つのコイル体に亘る総巻回長さを、各連結体で略等しくし、各連結体の自己インダクタンスに差が生じ難くすることで偏流を抑制することができる。これにより、超電導特性の低下を十分に抑制しつつ、コイル全体の臨界電流を増大させることができる。 According to the superconducting coil of the present invention, the connection means causes the difference in the winding length of the superconducting wire generated in one coil body and the difference in the winding length of the superconducting wire generated in the other coil body to each other. Since the superconducting wires corresponding to the two coil bodies can be connected to each other so as to cancel each other out, a twisted portion is not provided at a predetermined position of the assembly in which the superconducting wires are stacked in the thickness direction as in the prior art. A total winding spanning two coil bodies of a connected body composed of a superconducting wire of one coil body electrically connected by each electrode portion of the connecting means and a superconducting wire of the other coil body corresponding to the superconducting wire. It is possible to suppress the drift by making the lengths substantially equal in each connecting body and making it difficult for a difference to occur in the self-inductance of each connecting body. Thereby, the critical current of the whole coil can be increased while sufficiently suppressing the deterioration of the superconducting characteristics.
以下、本発明の実施形態を図面に基づいて説明する。 Hereinafter, embodiments of the present invention will be described with reference to the drawings.
図1は、本発明の一実施形態による超電導コイルの全体構成を示した斜視図であり、図2は、超電導コイルの集合導体の構成を説明するための斜視図である。また、図3および図4は、図1に示した超電導コイルの断面図であり、図5は、超電導コイルの電極ユニットの要部構成を示した正面図である。まず、図1を参照して、本発明の一実施形態による超電導コイル1の全体構成について説明する。 FIG. 1 is a perspective view showing the overall configuration of a superconducting coil according to an embodiment of the present invention, and FIG. 2 is a perspective view for explaining the configuration of a collective conductor of the superconducting coil. 3 and 4 are cross-sectional views of the superconducting coil shown in FIG. 1, and FIG. 5 is a front view showing the main configuration of the electrode unit of the superconducting coil. First, with reference to FIG. 1, the whole structure of the superconducting coil 1 by one Embodiment of this invention is demonstrated.
本実施形態の超電導コイル1は、図1に示すように、上部コイル体(第1のコイル体)1Aと、この上部コイル体1Aの軸方向下側に隣接する下部コイル体(第2のコイル体)1Bとにより構成されている。具体的には、両コイル体1A,1Bに共通の巻枠2と、この巻枠2の上半分部位に同心円状に巻回される上部コイル体1A用の集合導体3Aと、この巻枠2の下半分部位に同心円状に巻回される下部コイル体1B用の集合導体3Bとを備えている。そして、本実施形態では、上部コイル体1Aは、巻枠2の上部に集合導体3Aを1段となるように巻回して構成された、いわゆるシングルパンケーキ型のコイル体(以下、「シングルパンケーキコイル」と称する。)であり、下部コイル体1Bも、巻枠2の下部に集合導体3Bを1段となるように巻回して構成されたシングルパンケーキコイルである。なお、超電導コイル1は、個別に構成された上部コイル体および下部コイル体を軸方向に積層することにより形成されていてもよい。この場合、上部コイル体および下部コイル体が各々個別の巻枠を備える構成となるが、各コイル体の巻枠は、互いに等しい外径寸法となるように形成されるのが好ましい。
As shown in FIG. 1, the superconducting coil 1 of this embodiment includes an upper coil body (first coil body) 1A and a lower coil body (second coil) adjacent to the lower side in the axial direction of the
また、超電導コイル1は、上部コイル体1Aの集合導体3Aに接続される外側電極4と、下部コイル体1Bの集合導体3Bに接続される外側電極5と、集合導体3Aおよび集合導体3Bを電気的に接続する電極ユニット(接続手段)6とを備えている。
The superconducting coil 1 electrically connects the
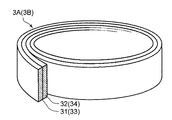
集合導体3Aは、図2に示すように、所定数(本実施形態では2枚)のテープ状の超電導線材31および32からなり、これらの超電導線材31,32が、厚さ方向に重ねられた状態で、かつその重ねられた順序のまま巻枠2の上部に同心円状に所定回数巻回されることにより構成されている。そして、集合導体3Aの巻回状態では、超電導線材31が上部コイル体1Aの径方向外側に位置し、超電導線材32が径方向内側に位置している。
As shown in FIG. 2, the
また、集合導体3Bは、上記集合導体3Aと同じ数(2枚)のテープ状の超電導線材33および34からなり、これらの超電導線材33,34が、厚さ方向に重ねられた状態で、かつその重ねられた順序のまま巻枠2の下部に同心円状に上記集合導体3Aの巻回数と等しい回数巻回されることにより構成されている。そして、集合導体3Bの巻回状態では、超電導線材33が下部コイル体1Bの径方向外側に位置し、超電導線材34が径方向内側に位置している。
The
また、本実施形態では、集合導体3Aが、巻枠2の径方向内側から外側へ上面視で反時計回りに巻回されているのに対して、集合導体3Bは、巻枠2の径方向内側から外側へ上面視で時計回りに巻回されており、コイル体1A,1Bで超電導線材の巻回方向が逆向きとなっている。
Further, in the present embodiment, the
超電導線材31〜34は、複数層からなる線材であって、例えば、ハステロイ等の金属製基材の上に、金属酸化物からなる絶縁層、超電導層(Y系超電導層)、および、電極接合用金属層がこの順に積層されたものである。
The
各超電導線材31〜34は、上述のように、巻枠2の径方向内側から外側へと巻回されており、その巻始め端部である始端部31a〜34aにおいて電極ユニット6と接合(半田付け)される部分と、巻枠2に巻回される部分と、巻終り端部である終端部31b〜34bにおいて外側電極4,5と接合される部分とをこの順に有している。
As described above, each of the
なお、本実施形態では、超電導線材31〜34として、Y(イットリウム)系酸化物超電導線材31〜34(以下単に超電導線材31〜34という)を用いる例について説明するが、超電導線材31〜34としてはこれに限らず、AgおよびAg基合金シースを用いたBi(ビスマス)系酸化物超電導線材を用いてもよい。また、Nb3AlやMgB2を含む超電導線材31〜34であってもよい。
In this embodiment, an example in which Y (yttrium) -based
巻枠2は、集合導体3A,3Bが巻き付けられる筒状の胴部21と、この胴部21の軸方向の上端部、中央部および下端部から胴部21の延在方向と略直交方向に各々延びる上段フランジ部22、中段フランジ部23および下段フランジ部24とを有している。
The winding
フランジ部22〜24は、それぞれ、胴部21に設けられる平板状の円盤部材である。これらのフランジ部22〜24が胴部21に組み付けられた状態では、各フランジ部22〜24の内周面と胴部21の外周面21aとが接着剤等で接着されるとともに、フランジ部22〜24同士が図略のボルトで締結されることにより、各フランジ部22〜24と胴部21とが連結されている。なお、胴部21とフランジ部22〜24とが一体的に形成されていてもよい。
Each of the
また、上段フランジ部22の径方向外側には、外側電極4,5を取り付けるための切込部22a,22bが形成されており、中段フランジ部23の径方向外側には、外側電極4,5を取り付けるための切込部23a,23bが形成されている。また、下段フランジ部24の径方向外側には、外側電極5を取り付けるための切込部24aが形成されている。これらの切込部22a,22b,23a,23bおよび24aは、外側電極4,5が挿通できる切込幅を有しており、フランジ部22〜24の一部を各フランジ部22〜24の外周面から所定長さ切り込むことによって形成されている。そして、これらのフランジ部22〜24が胴部21に組み付けられた状態では、切込部22a,23aおよび24aが超電導コイル1の軸方向に対面するとともに、切込部22bおよび23bが超電導コイル1の軸方向に対面するようになっている。
Further,
外側電極4,5は、略平板状の外部接続用電極である。外側電極4は、入力側の電極であり、フランジ部22,23の切込部22b,23bに挿入された状態で接着剤等により固定されている。また、外側電極5は、出力側の電極であり、フランジ部22、23および24の切込部22a、23aおよび24aに挿入された状態で接着剤等により固定されている。また、外側電極4,5は、径方向外側を向く面(外面4a,5a)を有しており、外面4aと超電導線材31,32とが半田付けにより接合され、外面5aと超電導線材33,34とが半田付けにより接合されるようになっている。
The
以下、外側電極4,5の具体的な構成について説明する。
Hereinafter, a specific configuration of the
外側電極4は、図3に示すように、超電導線材31,32と接合される電極体41と、この電極体41から超電導コイル1の軸方向上側に延びる電流リード42とにより構成されている。そして、電極体41は、超電導線材31の終端部31bに半田46を介して電気的に接続される第1銅電極43と、超電導線材32の終端部32bに半田46を介して電気的に接続される第2銅電極44と、第1銅電極43および第2銅電極44の間に配されて両電極43,44に対する絶縁機能を有する絶縁材45とを有している。
As shown in FIG. 3, the
また、外側電極5は、図4に示すように、超電導線材33,34と接合される電極体51と、この電極体51から超電導コイル1の軸方向上側に延びる電流リード52とにより構成されている。そして、電極体51は、超電導線材33の終端部33bに半田56を介して電気的に接続される第1銅電極53と、超電導線材34の終端部34bに半田56を介して電気的に接続される第2銅電極54と、第1銅電極53および第2銅電極54の間に配されて両電極53,54に対する絶縁機能を有する絶縁材55とを有している。
As shown in FIG. 4, the
なお、外側電極4,5の外面4a,5aは、当該外側電極4,5の内面に対して超電導線材31〜34の巻回方向に所定のテーパー角度で傾斜している。このテーパー角度は、任意に設定可能であるが、約15°以下であることが望ましい。このように小さなテーパー角度の外面4a,5aを設けることにより、超電導線材31〜34に局所的なフラットワイズの歪みを与えることなく巻回することが可能になるので、臨界電流を低下させることなく超電導線材31〜34を対応する外側電極4,5に接合することができる。
The
ここで、本実施形態では、電極ユニット6は、図3に示すように、胴部21の外周面21aに設けられている。この電極ユニット6は、胴部21の軸方向の略全域に亘って配されるように胴部21の軸方向長さと略等しい軸方向長さを有するとともに、横断面略半円弧形状に形成されている。そして、電極ユニット6の凸面状の外側面6aは、超電導線材31〜34と半田付けにより接合される面であり、胴部21の外周面21aに沿う形状を有している。そして、電極ユニット6は、この電極ユニット6の外側面6aが径方向外側に向く姿勢で、かつ、この外側面6aが径方向外側に露出された状態で胴部21の外周面21aに埋設されており、外側面6aが胴部21の外周面21aの一部を形成している。したがって、巻枠2の外周面21aおよび電極ユニット6の外側面6aは、境界部分で連続的に繋がっており、当該電極ユニット6に超電導線材31〜34が接続された状態では、超電導線材31〜34が屈曲して歪むのを防止できるようになっている。
Here, in this embodiment, the
以下、電極ユニット6の構成を具体的に説明する。
Hereinafter, the configuration of the
電極ユニット6は、図5に示すように、超電導線材31〜34の巻回方向に沿って配列される第1電極部61および第2電極部62と、これらの電極部61,62間に配されて両電極部61,62に対する絶縁機能を有する絶縁材(絶縁性部材)63とにより構成されている。第1電極部61は、超電導コイル1の軸方向に延びる態様で両コイル体1A,1Bに亘って設けられており、その上部に超電導線材31の始端部31aが半田64(図3参照)を介して導通可能に固着されるとともに、その下部に超電導線材34の始端部34aが半田64(図4参照)を介して導通可能に固着されるようになっている。また、第2電極部62は、超電導コイル1の軸方向に延びる態様で両コイル体1A,1Bに亘って設けられており、その上部に超電導線材32の始端部32aが半田64(図3参照)を介して導通可能に固着されるとともに、その下部に超電導線材33の始端部33aが半田64(図4参照)を介して導通可能に固着されるようになっている。
As shown in FIG. 5, the
つまり、超電導線材31は、図5に示すように、その始端部31aがより径方向内側に配される超電導線材32の始端部32aを巻回方向と反対方向(上面視で時計回りの方向)に乗り越える位置まで延設されるとともに、当該位置において第1電極部61に接続されている。また、超電導線材33は、その始端部33aがより径方向内側に配される超電導線材34の始端部34aを巻回方向と反対方向(上面視で反時計回りの方向)に乗り越える位置まで延設されるとともに、当該位置において第2電極部62に接続されている。したがって、各電極部61,62を挟む上部コイル体1Aの超電導線材31,32と、下部コイル体1Bの超電導線材33,34とが、互いに逆向きに巻枠2に巻回されている。なお、図5では、図示の都合上、超電導線材31,32、あるいは超電導線材33,34を軸方向にずらして示している。
That is, as shown in FIG. 5, the
これにより、集合導体3Aの外側の超電導線材31の始端部31aと、集合導体3Bの内側の超電導線材34の始端部34aとが、超電導コイル1の軸方向に並んだ状態で電極ユニット6の第1電極部61を介して電気的に接続され、集合導体3Aの内側の超電導線材32の始端部32aと、集合導体3Bの外側の超電導線材33の始端部33aとが、超電導コイル1の軸方向に並んだ状態で電極ユニット6の第2電極部62を介して電気的に接続されている。ここで、一般に、複数の超電導線材を厚さ方向に重ねた状態でかつその重ねた順序のまま巻枠に巻回すると、径方向外側に配される超電導線材ほどその巻回長さが長くなり、各超電導線材の巻回長さに差が生じることが知られており、本実施形態では、「超電導線材31の巻回長さ」>「超電導線材32の巻回長さ」、「超電導線材33の巻回長さ」>「超電導線材34の巻回長さ」となっているが、上記電極ユニット6により、上部コイル体1Aで生じた超電導線材31,32の巻回長さの差と、下部コイル体1Bで生じた超電導線材33,34の巻回長さの差とが互いに打ち消し合うように、2つのコイル体1A,1Bの超電導線材31および34を接続するとともに、超電導線材32および33を接続したので、電極ユニット6の第1電極部61によって電気的に接続された超電導線材31,34からなる連結体、および、第2電極部62によって電気的に接続された超電導線材32,33からなる連結体の2つのコイル体1A,1Bに亘る総巻回長さが略等しくなっている。
Thereby, the
このように構成された超電導コイル1では、外側電極4を通って上部コイル体1Aに供給された電気が、集合導体3Aの各超電導線材31,32をそれぞれ径方向外側から内側へ上面視で時計回り方向に流れ、巻枠2の外周面21aに設けた電極ユニット6の各電極部61,62を通って上部コイル体1Aから下部コイル体1Bに流れ込み、集合導体3Bの対応する各超電導線材34,33をそれぞれ径方向内側から外側へ上面視で時計回り方向に流れる。そして、当該超電導コイル1における2つの電流経路である超電導線材31,34からなる連結体、および、超電導線材32,33からなる連結体の2つのコイル体1A,1Bに亘る総巻回長さが、上述のように略等しくなっている。
In the superconducting coil 1 configured as described above, electricity supplied to the
次に、上記構成の超電導コイル1の製造手順の一例を以下に示す。まず、巻枠2における胴部21の外周面21aに電極ユニット6を取り付ける。具体的には、胴部21の上端部に上段フランジ部22を接着剤等で固定した後、電極ユニット6の外側面6aが巻枠2の外周面21aに沿う状態で、胴部21の外周面21aに電極ユニット6を固定する。
Next, an example of a manufacturing procedure of the superconducting coil 1 having the above-described configuration is shown below. First, the
次に、電極ユニット6の外側面6aに超電導線材31,32を各々接合する。具体的には、電極ユニット6の第1電極部61の上部と超電導線材31の始端部31aとを半田付けによって接合するとともに、電極ユニット6の第2電極部62の上部と超電導線材32の始端部32aとを半田付けによって接合する。そして、胴部21の軸方向中央部に中段フランジ部23を接着剤等で固定した後、超電導線材31,32を、超電導線材31が径方向外側に位置するように厚さ方向に重ね、その重ねた順序のまま外周面21aに径方向内側から外側へ上面視で反時計回りに同心円状に複数回巻回する。
Next, the
次に、超電導線材31,32と外側電極4とを接合する。すなわち、巻枠2のフランジ部22,23の各切込部22b,23bに外側電極4を差し込み、超電導線材31,32の終端部31b,32bと外側電極4の外面4aとを半田付けによって接合する。具体的には、外側電極4の第1電極43と超電導線材31の終端部31bとを半田付けによって接合するとともに、外側電極4の第2電極44と超電導線材32の終端部32bとを半田付けによって接合する。
Next, the
次に、電極ユニット6の外側面6aに超電導線材33,34を各々接合する。具体的には、電極ユニット6の第1電極部61の下部と超電導線材34の始端部34aとを半田付けによって接合するとともに、電極ユニット6の第2電極部62の下部と超電導線材33の始端部33aとを半田付けによって接合する。そして、胴部21の下端部に下段フランジ部24を接着剤等で固定した後、超電導線材33,34を、超電導線材33が径方向外側に位置するように厚さ方向に重ね、その重ねた順序のまま外周面21aに同心円状に径方向内側から外側へ上面視で時計回りに上記超電導線材31,32の巻回数と同じ回数だけ巻回する。
Next,
次に、超電導線材33,34と外側電極5とを接合する。すなわち、巻枠2のフランジ部22〜24の各切込部22a〜24aに外側電極5を差し込み、超電導線材33,34の終端部33b,34bと外側電極5の外面5aとを半田付けによって接合する。具体的には、外側電極5の第1電極53と超電導線材34の終端部34bとを半田付けによって接合するとともに、外側電極5の第2電極54と超電導線材33の終端部33bとを半田付けによって接合する。これにより、本実施形態の超電導コイル1の組立が完了する。
Next, the
本実施形態の超電導コイル1では、電極ユニット6の第1電極部61に、上部コイル体1Aの径方向外側から1番目(すなわち径方向外側)に配される超電導線材31の始端部31aと、下部コイル体1Bの径方向内側から1番目(すなわち径方向内側)に配される超電導線材34の始端部34aとをそれぞれ導通可能に固着するとともに、電極ユニット6の第2電極部62に、上部コイル体1Aの径方向外側から2番目(すなわち径方向内側)に配される超電導線材32の始端部32aと、下部コイル体1Bの径方向内側から2番目(すなわち径方向外側)に配される超電導線材33の始端部33aとをそれぞれ導通可能に固着したので、上部コイル体1Aで生じた超電導線材31,32の巻回長さの差と、下部コイル体1Bで生じた超電導線材33,34の巻回長さの差とが互いに打ち消し合うように、2つのコイル体1A,1Bの超電導線材31および34を電気的に接続するとともに、超電導線材32および33を電気的に接続することができる。これにより、従来のように、超電導線材を厚さ方向に重ねた集合体の所定箇所にねじり部分(図9の転位セグメントT)を設けることなく、電極ユニット6の第1電極部61によって電気的に接続された超電導線材31,34からなる連結体、および、第2電極部62によって電気的に接続された超電導線材32,33からなる連結体の2つのコイル体1A,1Bに亘る総巻回長さを略等しくし、各連結体の自己インダクタンスに差が生じ難くすることで偏流を抑制することができるので、超電導特性の低下を十分に抑制しつつ、超電導コイル1の臨界電流を増大させることができる。
In the superconducting coil 1 of the present embodiment, the
また、集合導体3Aの巻枠2への巻回数と、集合導体3Bの巻枠2への巻回数とを等しくしたので、各コイル体1A,1Bの径方向外側に配される超電導線材31,33の巻回長さ同士が互いに略等しくなるとともに、径方向内側に配される超電導線材32,34の巻回長さ同士が互いに略等しくなるように、超電導線材31〜34を巻枠2に巻回することができるので、容易に、超電導線材31,34からなる連結体の2つのコイル体1A,1Bに亘る総巻回長さと、超電導線材32,33からなる連結体の2つのコイル体1A,1Bに亘る総巻回長さとを略等しくすることができる。
Further, since the number of turns of the
また、超電導コイル1の軸方向に延びる態様で2つのコイル体1A,1Bに亘って設けられる電極部61,62を、超電導線材31〜34の巻回方向に沿って配列し、超電導線材31(33)を、その始端部31a(33a)がより径方向内側に配される超電導線材32(34)の始端部32a(34a)を巻回方向に乗り越える位置まで延設するとともに、当該位置において電極部61(62)に接続することによって、各コイル体1A,1Bにおける超電導線材31〜34の重なり順序を維持しつつ、超電導線材31〜34の始端部31a〜34a同士を各電極部61,62により接続することができる。これにより、同一コイル体1A(1B)の超電導線材31,32(33,34)同士がコイル体1A,1Bの径方向に交差しながら各電極部61,62に接続される場合と異なり、電極ユニット6による接続構成が煩雑化するのを防ぐことができる。
Moreover, the
また、上部コイル体1Aの超電導線材31(32)の始端部31a(32a)と、下部コイル体1Bの超電導線材34(33)の始端部34a(33a)とを、電極部61(62)の同一面に接続することによって、一対の超電導線材31,34(32,33)および電極部61(62)からなる接続箇所の径方向の厚みを小さくすることができるので、当該超電導コイル1の大型化を抑制することができる。
Further, the starting
また、電極ユニット6を、超電導線材31〜34との接続面である外側面6aが巻枠2の外周面21aに略面一となるように該巻枠2の胴部21に埋設するように構成することによって、超電導線材31〜34の径方向内側の始端部31a〜34aを歪ませることなく物理的に滑らかな態様で電極ユニット6に接続することができるので、超電導線材31〜34の形状の歪みに起因する超電導特性の低下を抑制することができる。
Further, the
また、電極部61,62を、超電導線材31〜34の巻回方向に沿って配列するとともに、絶縁材63を介して連結したので、容易に、電極ユニット6を単一のユニット体とすることができる。
Moreover, since the
なお、上部コイル体1Aおよび下部コイル体1Bからなる本実施形態の超電導コイル1同士を軸方向に積層させて構成される超電導コイルにおいても、上述の効果を容易に得ることができる。
Note that the above-described effects can be easily obtained also in a superconducting coil configured by laminating superconducting coils 1 of the present embodiment including the
また、本発明の超電導コイル1は、上記実施形態に限定されない。 The superconducting coil 1 of the present invention is not limited to the above embodiment.
例えば、集合導体3A,3Bが、超電導線材31〜34に沿うように配されて該超電導線材31〜34とともに巻枠2に巻回されるテープ状の支持体をさらに備えていてもよい。このような集合導体3A,3Bを用いた場合、高磁場中で印加される電磁気応力を支持体に分散させることができるので、超電導線材31〜34に作用する電磁気応力を低減させることが可能になる。これにより、臨界電流密度の低下を抑制することが可能となる。
For example, the
また、上記実施形態では、本発明を、いわゆるシングルパンケーキコイルである上部コイル体1Aおよび下部コイル体1Bを軸方向に積層して形成された超電導コイル1に適用する例について示したが、これに限らず、いわゆるダブルパンケーキ型のコイル体(以下、「ダブルパンケーキコイル」と称する。)を軸方向に積層して形成された超電導コイルにも適用可能である。なお、上記ダブルパンケーキコイルとは、複数の超電導線材からなる集合導体の長さ方向の中央部から一端までを、該中央部を径方向内側の巻始め部分として、巻枠の軸方向上部に例えば径方向内側から外側へ上面視で時計回りに同心円状に巻回するとともに、集合導体の中央部から他端までを、該中央部を径方向内側の巻始め部分として、巻枠の軸方向下部に例えば径方向内側から外側へ上面視で反時計回りに同心円状に巻回することにより構成されたものであり、当該ダブルパンケーキコイルにおいては、超電導線材の内外位置(重なり順序)が上下2段において一致している。
In the above embodiment, the present invention has been described with reference to an example in which the present invention is applied to the superconducting coil 1 formed by laminating the
図6は、本実施形態の変形例による超電導コイルの全体構成を示した斜視図であり、図7および図8は、図6に示した超電導コイルの電極ユニットの断面図および正面図である。以下、本実施形態の変形例による超電導コイル101の構成について説明する。
FIG. 6 is a perspective view showing an overall configuration of a superconducting coil according to a modification of the present embodiment, and FIGS. 7 and 8 are a sectional view and a front view of the electrode unit of the superconducting coil shown in FIG. Hereinafter, the configuration of the
この変形例による超電導コイル101は、図6に示すように、上部コイル体(第1のコイル体)101Aと、この上部コイル体101Aの軸方向下側に隣接する下部コイル体(第2のコイル体)101Bとにより構成されている。具体的には、両コイル体101A,101Bに共通の巻枠102と、この巻枠102の上半分部位に上下2段となるように巻回される上部コイル体101A用の集合導体103Aと、この巻枠102の下半分部位に上下2段となるように巻回される下部コイル体101B用の集合導体103Bとを備えている。そして、本実施形態では、上部コイル体101Aは、巻枠102の上部に集合導体103Aを上下2段となるように巻回して構成されたダブルパンケーキコイルであり、下部コイル体101Bも、巻枠102の下部に集合導体103Bを上下2段となるように巻回して構成されたダブルパンケーキコイルである。
As shown in FIG. 6, a
集合導体103Aは、所定数(当該変形例では3枚)のテープ状の超電導線材131,132,133からなり、これらの超電導線材131〜133が、厚さ方向に重ねられた状態で、かつその重ねられた順序のまま巻枠102の上部に上下2段で所定回数巻回されることにより構成されている。つまり、集合導体103Aの上段が、巻枠102の径方向内側から外側へ上面視で時計回りに巻回されるとともに、集合導体103Aの下段が、巻枠102の径方向内側から外側へ上面視で反時計回りに巻回されている。また、集合導体103Bの上段が、巻枠102の径方向内側から外側へ上面視で時計回りに巻回されるとともに、集合導体103Bの下段が、巻枠102の径方向内側から外側へ上面視で反時計回りに巻回されている。そして、集合導体103Aの巻回状態では、超電導線材131が上下2段ともに亘って上部コイル体101Aの径方向外側に位置し、超電導線材132が上下2段ともに亘って径方向中間に位置し、超電導線材133が上下2段ともに亘って径方向内側に位置している。
The
また、集合導体103Bは、上記集合導体103Aと同じ数(3枚)のテープ状の超電導線材134,135,136(図8参照)からなり、これらの超電導線材134〜136が、厚さ方向に重ねられた状態で、かつその重ねられた順序のまま巻枠102の下部に同心円状に上記集合導体103Aの巻回数と等しい回数巻回されることにより構成されている。そして、集合導体103Bの巻回状態では、超電導線材134が上下2段ともに亘って下部コイル体1Bの径方向外側に位置し、超電導線材135が上下2段ともに亘って径方向中間に位置し、超電導線材136が上下2段ともに亘って径方向内側に位置している。
The
また、上部コイル体101Aの集合導体103Aの上段側の巻終り端部および下部コイル体101Bの集合導体103Bの下段側の巻終り端部には、それぞれ、外部接続用の外側電極104および105が接続されている。これらの外側電極104,105の構成は、超電導線材と接合される銅電極の数が3つであること以外、基本的に外側電極4,5と同様であるので、その詳細な説明を省略する。なお、外側電極104,105の外面は、その内面に対して巻回方向に約15°以下のテーパー角度を有するように構成されている。
Further,
そして、この超電導コイル101は、上部コイル体101Aの集合導体103Aの下段側の巻終り端部と下部コイル体101Bの集合導体103Bの上段側の巻終り端部とを電気的に接続する電極ユニット(接続手段)106を備えている。この電極ユニット106は、図7および図8に示すように、超電導線材131〜136の巻回方向に沿って配列される第1電極部161、第2電極部162および第3電極部163と、電極部161,162間、および、電極162,163間に各々配される2つの絶縁材(絶縁性部材)164とにより構成されている。第1電極部161は、超電導コイル101の軸方向に延びる態様で両コイル体101A,101Bに亘って設けられており、その上部に超電導線材131の端部が半田165(図7参照)を介して導通可能に固着されるとともに、その下部に超電導線材136の端部が図略の半田を介して導通可能に固着されるようになっている。また、第2電極部162は、超電導コイル101の軸方向に延びる態様で両コイル体101A,101Bに亘って設けられており、その上部に超電導線材132の端部が半田165を介して導通可能に固着されるとともに、その下部に超電導線材135の端部が図略の半田を介して導通可能に固着されるようになっている。また、第3電極部163は、超電導コイル101の軸方向に延びる態様で両コイル体101A,101Bに亘って設けられており、その上部に超電導線材133の端部が半田165を介して導通可能に固着されるとともに、その下部に超電導線材134の端部が図略の半田を介して導通可能に固着されるようになっている。
The
つまり、超電導線材132は、その端部が超電導線材133の端部を集合導体103Aの下段の巻回方向(上面視で反時計回りの方向)に乗り越える位置まで延設されるとともに、超電導線材131は、その端部が超電導線材132の端部を上記巻回方向にさらに乗り越える位置まで延設され、上記各位置において対応する電極部161,162に接続されている。また、超電導線材135は、その端部が超電導線材136の端部を集合導体103Bの上段の巻回方向(上面視で時計回りの方向)に乗り越える位置まで延設されるとともに、超電導線材134は、その端部が超電導線材135の端部を上記巻回方向にさらに乗り越える位置まで延設され、上記各位置において対応する電極部163,162に接続されている。したがって、この変形例によるダブルパンケーキ型のコイル体101A,101Bを備えた超電導コイル101においても、各電極部161〜163を挟む上部コイル体101Aの超電導線材131〜133の下段部分と、下部コイル体101Bの超電導線材134〜136の上段部分とが、互いに逆向きに巻枠102に巻回されている。なお、電極ユニット106の外面は、図7に示すように、電極部162の巻回方向中央部を頂点として両側に約15°以下のテーパー角度を有する構成となっているため、超電導線材131〜136に局所的にフラットワイズの歪みが発生し難くなっている。
That is, the
これにより、集合導体103Aの外側の超電導線材131の端部と、集合導体103Bの内側の超電導線材136の端部とが、超電導コイル101の軸方向に並んだ状態で電極ユニット106の第1電極部161を介して電気的に接続され、集合導体103Aの中間の超電導線材162の端部と、集合導体103Bの中間の超電導線材135の端部とが、超電導コイル101の軸方向に並んだ状態で電極ユニット106の第2電極部132を介して電気的に接続され、集合導体103Aの内側の超電導線材133の端部と、集合導体103Bの外側の超電導線材134の端部とが、超電導コイル101の軸方向に並んだ状態で電極ユニット6の第3電極部163を介して電気的に接続されている。
Thus, the first electrode of the
そして、電極ユニット106により、上部コイル体101Aで生じた超電導線材131〜133の巻回長さの差と、下部コイル体101Bで生じた超電導線材134〜136の巻回長さの差とが互いに打ち消し合うように、2つのコイル体101A,101Bの超電導線材131および136を接続し、超電導線材132および135を接続し、超電導線材133および134を接続したので、電極ユニット106の第1電極部161によって電気的に接続された超電導線材131,136からなる連結体、第2電極部162によって電気的に接続された超電導線材132,135からなる連結体、および、第3電極部163によって電気的に接続された超電導線材133,134からなる連結体の2つのコイル体101A,101Bに亘る総巻回長さが略等しくなっている。
The
この変形例では、電極ユニット106の第1電極部161に、上部コイル体101Aの径方向外側から1番目(すなわち径方向外側)に配される超電導線材131の端部と、下部コイル体101Bの径方向内側から1番目(すなわち径方向内側)に配される超電導線材136の端部とをそれぞれ導通可能に固着するとともに、電極ユニット106の第2電極部162に、上部コイル体101Aの径方向外側から2番目(すなわち径方向中間)に配される超電導線材132の端部と、下部コイル体101Bの径方向内側から2番目(すなわち径方向中間)に配される超電導線材135の端部とをそれぞれ導通可能に固着し、さらに、電極ユニット106の第3電極部163に、上部コイル体101Aの径方向外側から3番目(すなわち径方向内側)に配される超電導線材133の端部と、下部コイル体101Bの径方向内側から3番目(すなわち径方向外側)に配される超電導線材134の端部とをそれぞれ導通可能に固着したので、上部コイル体101Aで生じた超電導線材131〜133の巻回長さの差と、下部コイル体101Bで生じた超電導線材134〜136の巻回長さの差とが互いに打ち消し合うように、2つのコイル体101A,101Bの超電導線材131および136を電気的に接続するとともに、超電導線材132および135を電気的に接続し、さらに超電導線材133および134を電気的に接続することができる。これにより、従来のように、超電導線材を厚さ方向に重ねた集合体の所定箇所にねじり部分を設けることなく、電極ユニット106の第1電極部161によって電気的に接続された超電導線材131,136からなる連結体、第2電極部162によって電気的に接続された超電導線材132,135からなる連結体、および、第3電極部163によって電気的に接続された超電導線材133,134からなる連結体の2つのコイル体101A,101Bに亘る総巻回長さを略等しくし、各連結体の自己インダクタンスに差が生じ難くすることで偏流を抑制することができるので、超電導特性の低下を十分に抑制しつつ、超電導コイル101の臨界電流を増大させることができる。
In this modification, the end portion of the
なお、上記実施形態およびその変形例では、超電導線材を2枚、あるいは3枚集合化した集合導体を用いているが、4枚以上の超電導線材からなる集合導体を用いた場合でも、本発明を適用可能である。すなわち、一方のコイル体の径方向外側から1番目の超電導線材と他方のコイル体の径方向内側から1番目の超電導線材とを電気的に接続し、一方のコイル体の径方向外側から2番目の超電導線材と他方のコイル体の径方向内側から2番目の超電導線材とを電気的に接続するというようにして、一方のコイル体の径方向外側からn番目の線材と他方のコイル体の径方向内側からn番目の線材とを電気的に接続する(nは超電導線材の数以下の正の整数)ことで、上記実施形態およびその変形例の効果と同等の効果を得ることができる。 In the above-described embodiment and its modifications, an assembly conductor in which two or three superconducting wires are assembled is used, but the present invention can be achieved even when an assembly conductor composed of four or more superconducting wires is used. Applicable. That is, the first superconducting wire from the outside in the radial direction of one coil body and the first superconducting wire from the inside in the radial direction of the other coil body are electrically connected, and the second from the outside in the radial direction of the one coil body. The diameter of the n-th wire from the radially outer side of one coil body and the diameter of the other coil body is such that the superconducting wire is electrically connected to the second superconducting wire from the radially inner side of the other coil body. By electrically connecting the n-th wire from the inner side in the direction (n is a positive integer equal to or less than the number of superconducting wires), it is possible to obtain the same effect as that of the above embodiment and its modification.
また、上記実施形態では、集合導体1A,1Bの径方向内側の端部、すなわち超電導線材31〜34の始端部31a〜34a同士を、電極ユニット6を介して電気的に接続したが、これに限らず、集合導体1A,1Bの径方向外側の端部、すなわち超電導線材31〜34の終端部31b〜34b同士を、超電導コイル1の径方向外側に配した電極ユニットを介して電気的に接続する構成であってもよい。このとき、超電導線材31〜34の始端部31a〜34aは、外部接続用の電極に各々接続される。
Moreover, in the said embodiment, although the edge part inside radial direction of
また、上記実施形態では、本発明の「接続手段」の一例として、電極部同士が絶縁材で連結されることによりユニット化された電極ユニットを示したが、これに限らず、各電極部が連結されることなく、それぞれ独立して設けられる構成の接続手段であってもよい。 Moreover, in the said embodiment, although the electrode unit unitized by showing electrode parts connected with an insulating material as an example of the "connection means" of this invention was shown, not only this but each electrode part is The connecting means may be provided independently without being connected.
次に、上記実施形態の効果を証明するために行った実験について説明する。 Next, an experiment conducted to prove the effect of the above embodiment will be described.
すなわち、上記実施形態に含まれない構成の比較例1による供試体Aを作製するとともに、上記実施形態に対応する構成の実施例1による供試体Bと、上記実施形態の変形例に対応する構成の実施例2,3による供試体C,Dとを作製し、これらの供試体A〜Dの特性を比較する実験を行った。 That is, while preparing the specimen A by the comparative example 1 of the structure which is not contained in the said embodiment, the structure corresponding to the specimen B by the Example 1 of the structure corresponding to the said embodiment, and the modification of the said embodiment Specimens C and D according to Examples 2 and 3 were prepared, and experiments were performed to compare the characteristics of these specimens A to D.
2枚のテープ状のY系酸化物超電導線材を厚さ方向に重ねて集合導体とし、この集合導体を巻枠に巻回することによって、シングルパンケーキコイルを2つ作製した。そして、これらのシングルパンケーキコイルを軸方向に積層して比較例1による超電導コイルとしての供試体Aを作製した。この供試体Aでは、各パンケーキコイルの集合導体同士を接続する径方向内側の電極ユニットにおいて、上段および下段のパンケーキコイルで内側の超電導線材同士を接続するとともに、外側の超電導線材同士を接続した。つまり、超電導線材の集合導体における内外位置を入れ替えての接続を行っていない。この比較例1の供試体Aでは、コイル全体の臨界電流が、コイル化する前の各超電導線材の臨界電流の合計を大きく下回り、顕著な偏流が生じていることが判明した。 Two single pancake coils were produced by stacking two tape-shaped Y-based oxide superconducting wires in the thickness direction to form a collective conductor and winding the collective conductor around a winding frame. And these single pancake coils were laminated | stacked on the axial direction, and the test body A as a superconducting coil by the comparative example 1 was produced. In this specimen A, the inner superconducting wires are connected by the upper and lower pancake coils and the outer superconducting wires are connected by the upper and lower pancake coils in the radially inner electrode unit that connects the collective conductors of each pancake coil. did. That is, the connection is not performed by switching the inner and outer positions of the collective conductor of the superconducting wire. In Specimen A of Comparative Example 1, it was found that the critical current of the entire coil was significantly less than the sum of the critical currents of the respective superconducting wires before being coiled, and significant drift occurred.
以下、上記供試体Aの具体的な作製手順および測定結果を示す。 Hereinafter, specific production procedures and measurement results of the specimen A will be shown.
厚さ100μm、幅10mm、長さ20mの4枚のハステロイ基板上に、Gd−Zr酸化物を中間層として1μm堆積し、その上に厚さ0.5μmのCeO2層をキャップ層として形成し、さらに、その上に厚さ1μmのYBa2Cu3O7−x超電導膜をCVD装置により成膜した。最後に、保護膜としてAg層を成膜してテープ状のY系酸化物超電導線材No.101〜No.104を作製した。 1 μm of Gd—Zr oxide is deposited as an intermediate layer on four Hastelloy substrates having a thickness of 100 μm, a width of 10 mm, and a length of 20 m, and a 0.5 μm thick CeO 2 layer is formed thereon as a cap layer. Further, a YBa 2 Cu 3 O 7-x superconducting film having a thickness of 1 μm was formed thereon by a CVD apparatus. Finally, an Ag layer is formed as a protective film, and a tape-like Y-based oxide superconducting wire No. 101-No. 104 was produced.
2枚の超電導線材No.101,No.102を直径が約50cmの円形状に大きく曲げた状態で、液体窒素に浸漬し、温度77.3K、外部磁場0Tにおいて、2枚の超電導線材No.101,No.102の臨界電流Ic101,Ic102を測定した。この時、60A/sの高速で電流を掃引して変化させた。ここでの臨界電流の定義は、「発生電圧を電圧端子間距離20mで除して得られた電界が0.1μV/cm(=0.01μV/mm)となる時(すなわち発生電圧が200μVとなる時)の電流値」である。その結果、各臨界電流値は、Ic101=147A,Ic102=143Aであった。 Two superconducting wires No. 101, no. No. 102 was bent into a circular shape having a diameter of about 50 cm and immersed in liquid nitrogen, and at a temperature of 77.3 K and an external magnetic field of 0 T, two superconducting wire Nos. 101, no. The critical currents Ic101 and Ic102 of 102 were measured. At this time, the current was swept and changed at a high speed of 60 A / s. The definition of the critical current here is “when the electric field obtained by dividing the generated voltage by the distance between the voltage terminals of 20 m is 0.1 μV / cm (= 0.01 μV / mm) (that is, the generated voltage is 200 μV). Current value) ”. As a result, the critical current values were Ic101 = 147A and Ic102 = 143A.
次に、胴部が内径80mm、外径100mm、長さ23mmであり、フランジ径が160mmであるFRP製巻枠の胴部に固定された幅23mm、長さ16mm、厚さ5mmの内側銅電極の上半分(上段側)に、Bi基合金のBi−42wt%Sn半田を塗布し、140℃〜200℃の温度範囲に加熱した後、上記超電導線材No.101,No.102をAg側が内側銅電極に接触するように載置して固定し、そのまま冷却した。その後、2枚の超電導線材No.101,No.102を厚さ方向に重ね、超電導線材No.101が超電導線材No.102よりも外側に位置するように巻枠の胴部に巻回し、径方向外側の端部でも上記内側銅電極と同様の外側銅電極に各超電導線材No.101,No.102を半田付けして端部処理を施した。
Next, the inner copper electrode having an inner diameter of 80 mm, an outer diameter of 100 mm, a length of 23 mm, and a width of 23 mm, a length of 16 mm, and a thickness of 5 mm fixed to the body of an FRP winding frame having a flange diameter of 160 mm On the upper half (upper side), Bi-42 wt% Sn solder of Bi-based alloy was applied and heated to a temperature range of 140 ° C. to 200 ° C. 101, no. 102 was mounted and fixed so that the Ag side was in contact with the inner copper electrode, and then cooled as it was. Thereafter, two superconducting wires No. 101, no. 102 are stacked in the thickness direction to superconducting wire No. 101 is the superconducting wire No. The superconducting wire rod No. 102 is wound around the body of the winding frame so as to be positioned on the outer side of the winding
次に、上記内側銅電極の下半分(下段側)に、Bi−42wt%Sn半田を塗布し、140℃〜200℃の温度範囲に加熱した後、残りの超電導線材No.103,No.104をAg側が内側銅電極に接触するように載置して固定し、冷却した。この時の超電導線材No.103,No.104の位置は、上段の外側超電導線材No.101が下段の外側超電導線材No.103に、上段の内側超電導線材No.102が下段の内側超電導線材No.104にそれぞれ接続されるようにした。その後、超電導線材No.103,No.104を厚さ方向に重ね、超電導線材No.103が超電導線材No.104よりも外側に位置するように巻枠の胴部に巻回し、径方向外側の端部でも上記と同様の外側銅電極に各超電導線材No.103,No.104を半田付けして端部処理を施した。
Next, Bi-42 wt% Sn solder is applied to the lower half (lower side) of the inner copper electrode and heated to a temperature range of 140 ° C. to 200 ° C. Then, the remaining superconducting wire No. 103, no. 104 was mounted and fixed such that the Ag side was in contact with the inner copper electrode, and cooled. The superconducting wire No. at this time. 103, no. The position of 104 is the outer superconducting wire No. 101 is the lower outer superconducting wire No. 101. 103, the upper superconducting wire No. 102 is a lower inner superconducting wire No. 102. 104 are connected to each other. Then, superconducting wire No. 103, no. 104 are stacked in the thickness direction to superconducting wire No. 103 is the superconducting wire No. It is wound around the body of the winding frame so as to be located outside of the winding
そして、得られたコイルを真空中でエポキシ樹脂含浸して、比較例1による供試体A(超電導コイル)を作製した。 Then, the obtained coil was impregnated with an epoxy resin in a vacuum to prepare a specimen A (superconducting coil) according to Comparative Example 1.
作製した供試体Aを液体窒素に浸漬して通電し、コイル形成前に超電導線材No.101,No.102の臨界電流を測定した同じ電圧端子を用いて、コイル形成後の電流−電圧特性を評価した。この時、60A/sの高速で電流を掃引して変化させ、2枚の超電導線材に流れる合計の電流Itをモニタリングした。便宜上、各線材の電圧が20μVとなる時のItをItc101,Itc102とする時、Itc101=214A,Itc102=204Aとなった。なお、接続抵抗による電圧やフロー電圧は、コイルのインダクタンスによる電圧に比べて十分小さい。この時、コイルに発生する磁場0.1Tにより、超電導線材の臨界電流Ic101´およびIc102´は0Tに比べて低下するが、磁場の向きや分布を考慮すると90%程度に低下すると考えられる。したがって、Ic101´+Ic102´=(Ic101+Ic102)×0.90=(147+143)×0.90=261Aとなり、Itc101/(Ic101´+Ic102´)=0.82、Itc102/(Ic101´+Ic102´)=0.78という値に留まって、顕著な偏流が見られた(各線材の臨界電流まで同時に電流が流れた場合、Itc101/(It101´+It102´)≒1.0、Itc102/(Ic101´+Ic102´)≒1.0となる)。 The prepared specimen A was immersed in liquid nitrogen and energized, and the superconducting wire No. 1 was formed before coil formation. 101, no. Using the same voltage terminal where the critical current of 102 was measured, the current-voltage characteristics after coil formation were evaluated. At this time, the current was swept and changed at a high speed of 60 A / s, and the total current It flowing through the two superconducting wires was monitored. For convenience, when Itc101 and Itc102 are Itc101 = 214A and Itc102 = 204A when the voltage of each wire becomes 20 μV, respectively. Note that the voltage due to the connection resistance and the flow voltage are sufficiently smaller than the voltage due to the coil inductance. At this time, the critical currents Ic101 ′ and Ic102 ′ of the superconducting wire are reduced as compared with 0T by the magnetic field 0.1T generated in the coil, but it is considered to be reduced to about 90% in consideration of the direction and distribution of the magnetic field. Therefore, Ic101 ′ + Ic102 ′ = (Ic101 + Ic102) × 0.90 = (147 + 143) × 0.90 = 261A, Itc101 / (Ic101 ′ + Ic102 ′) = 0.82, Itc102 / (Ic101 ′ + Ic102 ′) = 0. Remarkable drift was observed, staying at a value of 78 (when current flows simultaneously up to the critical current of each wire, Itc101 / (It101 ′ + It102 ′) ≈1.0, Itc102 / (Ic101 ′ + Ic102 ′) ≈ 1.0).
比較例1と同様にしてY系酸化物超電導線材を4枚(No.1〜No.4)切り出し、直径が約50cmの円形状に大きく曲げた状態で液体窒素に浸漬して、温度77.3K、外部磁場0Tにおいて線材No.1,No.2の臨界電流Ic1およびIc2を測定したところ、Ic1=151A,Ic2=146Aであった。なお、本実施例1および以下の実施例2,3における電流測定の際には、上記比較例1と同様に60A/sの高速で電流を掃引して変化させながら当該測定を行った。 In the same manner as in Comparative Example 1, four Y-based oxide superconducting wires (No. 1 to No. 4) were cut out and immersed in liquid nitrogen in a state of being largely bent into a circular shape having a diameter of about 50 cm. In 3K, external magnetic field 0T, the wire No. 1, No. 1 When the critical currents Ic1 and Ic2 of 2 were measured, Ic1 = 151A and Ic2 = 146A. In the current measurement in Example 1 and Examples 2 and 3 below, the measurement was performed while sweeping and changing the current at a high speed of 60 A / s as in Comparative Example 1.
これらの超電導線材を用い、比較例1と同じサイズの巻枠を用いて、上記実施形態に対応する超電導コイルとしての供試体Bを作製した(図1参照)。実施例1の供試体Bでは、超電導コイルの径方向内側に配される電極ユニット(本発明の「接続手段」)は、図3を参照して、絶縁材63に相当するFRP板を電極部61,62に相当する銅ブロック材で挟んだ状態で、耐熱性のエポキシ接着剤を用いて接着固定することにより形成した。また、図5を参照して、上段および下段のパンケーキコイルで内側の超電導線材と外側の超電導線材とをそれぞれ入れ替えるように接続した。
Using these superconducting wires, a specimen B as a superconducting coil corresponding to the above-described embodiment was produced using a reel having the same size as that of Comparative Example 1 (see FIG. 1). In Specimen B of Example 1, the electrode unit (the “connecting means” of the present invention) arranged on the radially inner side of the superconducting coil has an FRP plate corresponding to the insulating
作製した供試体Bを77.3Kの液体窒素に浸漬して通電し、外部磁場0T中でItc1,Itc2を評価したところ、Itc1=254A,Itc2=246Aの値が得られた。この時Itc1/(Ic1´+Ic2´)=0.95、Itc2/(Ic1´+Ic2´)=0.92であり、2枚の超電導線材の臨界電流の合計の92%以上の臨界電流を確保することができ、偏流を十分に抑制することができたことが確認された。 The prepared specimen B was immersed in 77.3K liquid nitrogen and energized, and when Itc1 and Itc2 were evaluated in an external magnetic field of 0T, values of Itc1 = 254A and Itc2 = 246A were obtained. At this time, Itc1 / (Ic1 ′ + Ic2 ′) = 0.95, Itc2 / (Ic1 ′ + Ic2 ′) = 0.92, and a critical current of 92% or more of the total critical current of the two superconducting wires is secured. It was confirmed that the drift could be sufficiently suppressed.
なお、本実施例では、得られたコイルを真空中でエポキシ樹脂含浸して、供試体B(超電導コイル)を作製したが、コイルの含浸はエポキシ樹脂に限らず他の材料、例えばフェノール樹脂、エナメル樹脂、ポリビニルホルマール樹脂、ワックスで行っても同様の結果が得られる。 In this example, the obtained coil was impregnated with an epoxy resin in a vacuum to prepare a specimen B (superconducting coil). The impregnation of the coil is not limited to the epoxy resin, but other materials such as a phenol resin, Similar results can be obtained by using enamel resin, polyvinyl formal resin and wax.
上記結果は、酸化物超電導線材としてY系酸化物超電導線材を用いた場合であるが、AgおよびAg基合金シースを用いたBi系酸化物超電導線材を用いても、表面がY系酸化物超電導線材と同様にAgまたはAg基合金であるので、同様な結果が得られる。 The above results are obtained when a Y-based oxide superconducting wire is used as the oxide superconducting wire. However, even when a Bi-based oxide superconducting wire using Ag and an Ag-based alloy sheath is used, the surface is Y-based oxide superconducting. Since Ag or an Ag-based alloy is used in the same manner as the wire, similar results are obtained.
また、実施例1で作製した供試体Bを温度77.3K中、外部磁場5T中でItc1,Itc2を評価したところ、8.5A,8.1Aの値が得られ、Itc1,Itc2の値が0Tのときに比べて1/30程度に低下することが判明した。また、超電導線材間の耐電圧テストでは320Vで絶縁破壊した。 In addition, when the specimen B manufactured in Example 1 was evaluated for Itc1 and Itc2 in an external magnetic field of 5T at a temperature of 77.3K, 8.5A and 8.1A were obtained, and the Itc1 and Itc2 values were It has been found that it is reduced to about 1/30 compared with 0T. In the withstand voltage test between superconducting wires, dielectric breakdown occurred at 320V.
次に、Y系酸化物超電導線材No.11,No.12にSUS304からなる厚さ0.05mmのテープ状の支持体を沿わせ、その集合体を0.01mmのポリイミドテープでラッピングして集合導体を作製し、実施例1と同様にして上記実施形態の一変形例に対応する超電導コイルとしての供試体Cを作製した。温度77.3K、外部磁場0Tにおいて超電導線材No.11,No.12の臨界電流Ic11,Ic12を測定したところ、Ic11=153A、Ic12=148Aであった。 Next, Y-based oxide superconducting wire No. 11, no. 12, a 0.05 mm thick tape-shaped support made of SUS304 is placed, and the aggregate is wrapped with 0.01 mm polyimide tape to produce an aggregate conductor. A specimen C as a superconducting coil corresponding to one modified example was prepared. At a temperature of 77.3 K and an external magnetic field of 0 T, the superconducting wire No. 11, no. When 12 critical currents Ic11 and Ic12 were measured, Ic11 = 153A and Ic12 = 148A.
作製した供試体Cを77.3Kの液体窒素に浸漬して通電し、外部磁場0T中でItc11,Itc12を評価したところ、257A,252Aの値が得られた。この時Itc11/(Ic11´+Ic12´)=0.95、Itc12/(Ic11´+Ic12´)=0.93であり、2枚の超電導線材の臨界電流の合計の93%以上の臨界電流を確保することができ、偏流を十分に抑制することができたことが確認された。 The produced specimen C was immersed in 77.3K liquid nitrogen and energized, and when Itc11 and Itc12 were evaluated in an external magnetic field of 0T, values of 257A and 252A were obtained. At this time, Itc11 / (Ic11 ′ + Ic12 ′) = 0.95 and Itc12 / (Ic11 ′ + Ic12 ′) = 0.93, ensuring a critical current of 93% or more of the total critical current of the two superconducting wires. It was confirmed that the drift could be sufficiently suppressed.
なお、実施例2で作製した供試体Cを温度77.3K中、外部磁場5T中でItc11、Itc12を評価したところ、29.3A,29.7Aの値が得られ、実施例1に比べて、外部磁場5Tにおいて3倍以上のItc11,Itc12が得られることが判明した。また、超電導線材間の耐電圧テストでは1kVでも絶縁破壊しないことが確認でき、電力応用機器への適用条件が大きく緩和されることがわかった。 When the specimen C produced in Example 2 was evaluated for Itc11 and Itc12 in an external magnetic field of 5T at a temperature of 77.3K, values of 29.3A and 29.7A were obtained, compared with Example 1. It was found that Itc11 and Itc12 more than 3 times were obtained in the external magnetic field 5T. Moreover, it was confirmed in the withstand voltage test between superconducting wires that dielectric breakdown did not occur even at 1 kV, and it was found that the conditions for application to power application equipment were greatly relaxed.
次に、長さ120mのY系酸化物超電導線材を2枚(No.20,No.30)準備し、その内の1枚(No.20)を長さ方向に略3等分に切断して得られた超電導線材No.21,No.22,No.23から長さ100mmの部分を切り出し、それぞれを温度77.3Kに冷却して外部磁場0Tで、臨界電流Ic21,Ic22,Ic23を測定した。その結果はIc21=151A,Ic22=156A,Ic23=153Aであった。 Next, two 120m long Y-based oxide superconducting wires (No. 20, No. 30) were prepared, and one of them (No. 20) was cut into approximately three equal parts in the length direction. Superconducting wire No. obtained 21, no. 22, no. A portion having a length of 100 mm was cut out from 23, cooled to a temperature of 77.3K, and critical currents Ic21, Ic22, and Ic23 were measured with an external magnetic field of 0T. The results were Ic21 = 151A, Ic22 = 156A, and Ic23 = 153A.
超電導線材No.21,No.22,No.23を実施例1で用いたFRP製の巻枠に、ダブルパンケーキ型となるように巻回して(径方向外側から順にNo.21,No.22,No.23)上側パンケーキコイルを作製し、その上段の外周部で上記実施例1に示した外側銅電極と各超電導線材とをBi−42wt%Sn半田を用いて接続した。 Superconducting wire No. 21, no. 22, no. No. 23 is wound around the FRP frame used in Example 1 so as to form a double pancake type (No. 21, No. 22, No. 23 in order from the radially outer side) to produce an upper pancake coil. Then, the outer copper electrode shown in Example 1 and each superconducting wire were connected to each other at the upper outer periphery using Bi-42 wt% Sn solder.
その後、別の超電導線材(No.30)を長さ方向に略3等分に切断して得られた超電導線材No.31,No.32,No.33をFRP製の別の巻枠にダブルパンケーキ型となるように巻回して(外側から順にNo.31,No.32,No.33)下側パンケーキコイルを作製し、その下段の外周部で外側銅電極と各超電導線材とをBi−42wt%Sn半田を用いて接続した。 Then, another superconducting wire (No. 30) was cut into approximately three equal parts in the length direction to obtain a superconducting wire No. 31, no. 32, no. No. 33, No. 32, No. 33 in order from the outside to form a double pancake type on another FRP winding frame to produce a lower pancake coil, and the outer circumference of the lower stage The outer copper electrode and each superconducting wire were connected to each other using Bi-42 wt% Sn solder.
そして、この上側および下側パンケーキコイルを径方向外側に配した電極ユニット(接続手段)で接続する。各超電導線材No.21,No.22,No.23がそれぞれ超電導線材No.33,No.32,No.31に接続されるようにBi−42wt%Sn半田を用いて結線し、最後に真空中でエポキシ樹脂含浸して、上記実施形態の別の変形例に対応する超電導コイルとしての供試体Dを作製した。
Then, the upper and lower pancake coils are connected by an electrode unit (connecting means) arranged on the radially outer side. Each superconducting wire No. 21, no. 22, no. 23 are superconducting wire Nos. 33, no. 32, no. A
作製した供試体Dを77.3Kの液体窒素に浸漬して通電し、外部磁場0T中でItc2,Itc22,Itc23を評価したところ、350A,339A,346Aの値が得られた。この時、コイルに発生する磁場0.25Tにより、超電導線材の臨界電流Ic21´,Ic22´,Ic23´は0Tに比べて低下するが、磁場の向きや分布を考慮すると80%程度に低下すると考えられる。したがって、Ic21´+Ic22´+Ic23´=(Ic21+Ic22+Ic23)×0.80=(151+156+153)×0.80=368Aとなるが、Itc21/(Ic21´+Ic22´+Ic23´)=0.95、Itc22/(Ic21´+Ic22´+Ic23´)=0.92、Itc23/(Ic21´+Ic22´+Ic23´)=0.94であり、3枚の超電導線材の臨界電流の合計の92%以上の臨界電流を確保することができ、偏流を十分に抑制することができたことが確認された。 The prepared specimen D was immersed in 77.3K liquid nitrogen and energized, and when itc2, itc22, and itc23 were evaluated in an external magnetic field of 0T, values of 350A, 339A, and 346A were obtained. At this time, the critical currents Ic21 ′, Ic22 ′, and Ic23 ′ of the superconducting wire are reduced compared to 0T by the magnetic field 0.25T generated in the coil, but it is considered to be reduced to about 80% in consideration of the direction and distribution of the magnetic field. It is done. Therefore, Ic21 ′ + Ic22 ′ + Ic23 ′ = (Ic21 + Ic22 + Ic23) × 0.80 = (151 + 156 + 153) × 0.80 = 368 A, but Itc21 / (Ic21 ′ + Ic22 ′ + Ic23 ′) = 0.95, Itc22 / (Ic21 ′ + Ic22 ′ + Ic23 ′) = 0.92, Itc23 / (Ic21 ′ + Ic22 ′ + Ic23 ′) = 0.94, and a critical current of 92% or more of the total critical current of the three superconducting wires can be secured. It was confirmed that the drift was sufficiently suppressed.
1,101 超電導コイル
1A,101A 上部コイル体(第1のコイル体)
1B,101B 下部コイル体(第2のコイル体)
2,102 巻枠
31〜34,131〜136 超電導線材
6,106 電極ユニット(接続手段)
61,161 第1電極部(電極部)
62,162 第2電極部(電極部)
63,164 絶縁材(絶縁性部材)
163 第3電極部(電極部)
1,101 Superconducting coils 1A, 101A Upper coil body (first coil body)
1B, 101B Lower coil body (second coil body)
2,102 reels 31-34, 131-136 superconducting wire 6,106 electrode unit (connecting means)
61,161 First electrode part (electrode part)
62,162 Second electrode part (electrode part)
63,164 Insulation material (insulating material)
163 Third electrode part (electrode part)
Claims (7)
前記第1のコイル体および第2のコイル体は、それぞれ、
前記接続手段に接続される所定数のテープ状の超電導線材と、
これらの超電導線材を、当該超電導線材の厚さ方向に重ねた状態で、かつその重ねた順序のまま同心円状に巻回するための巻枠とを含み、
前記接続手段は、前記コイル体を構成する超電導線材の数に等しい所定数の電極部を含み、
nを前記超電導線材の数以下の任意の正の整数とする場合に、前記第1のコイル体の径方向外側からn番目に配される超電導線材の端部と、前記第2のコイル体の径方向内側からn番目に配される超電導線材の端部とが、前記コイル体の軸方向に並んだ状態で、共通の前記電極部に各々導通可能に固着され、
かつ、前記電極部を挟む前記第1のコイル体の超電導線材と前記第2のコイル体の超電導線材とが互いに逆向きに前記巻枠に巻回されていることを特徴とする超電導コイル。 A first coil body; a second coil body adjacent to the first coil body in the axial direction; and a connecting means for electrically connecting the first coil body and the second coil body. A superconducting coil,
The first coil body and the second coil body are respectively
A predetermined number of tape-like superconducting wires connected to the connecting means;
These superconducting wires are in a state of being superposed in the thickness direction of the superconducting wires, and include a winding frame for concentrically winding in the overlapping order,
The connection means includes a predetermined number of electrode portions equal to the number of superconducting wires constituting the coil body,
When n is an arbitrary positive integer equal to or less than the number of the superconducting wires, the end of the superconducting wire arranged nth from the radial outside of the first coil body, and the second coil body The ends of the superconducting wires arranged nth from the radially inner side are aligned in the axial direction of the coil body, and are fixed to the common electrode portions so as to be electrically conductive,
And the superconducting wire of the said 1st coil body and the superconducting wire of the said 2nd coil body which pinch | interpose the said electrode part are wound by the said winding frame in the mutually opposite direction, The superconducting coil characterized by the above-mentioned.
前記超電導線材は、前記巻枠に所定の巻回数で巻回されていることを特徴とする請求項1に記載の超電導コイル。 The coil bodies of the coil bodies have outer diameter dimensions substantially equal to each other,
The superconducting coil according to claim 1, wherein the superconducting wire is wound around the winding frame at a predetermined number of turns.
前記超電導線材は、その端部がより径方向内側に配される超電導線材の端部を前記巻回方向に乗り越える位置まで延設されるとともに、当該位置において前記電極部に接続されることを特徴とする請求項1または2に記載の超電導コイル。 The predetermined number of electrode portions are arranged along the winding direction of the superconducting wire, and are provided across the two coil bodies in a manner extending in the axial direction of the coil body,
The superconducting wire is extended to a position where the end of the superconducting wire disposed in the radially inner side extends over the end in the winding direction, and is connected to the electrode portion at the position. The superconducting coil according to claim 1 or 2.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007206935A JP5123604B2 (en) | 2007-08-08 | 2007-08-08 | Superconducting coil |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007206935A JP5123604B2 (en) | 2007-08-08 | 2007-08-08 | Superconducting coil |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009043912A JP2009043912A (en) | 2009-02-26 |
| JP5123604B2 true JP5123604B2 (en) | 2013-01-23 |
Family
ID=40444340
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007206935A Expired - Fee Related JP5123604B2 (en) | 2007-08-08 | 2007-08-08 | Superconducting coil |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5123604B2 (en) |
Families Citing this family (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3293527B2 (en) * | 1997-07-28 | 2002-06-17 | 富士電機株式会社 | Organic electroluminescence device and method of manufacturing the same |
| JP5118412B2 (en) * | 2007-08-08 | 2013-01-16 | 株式会社神戸製鋼所 | Assembled conductor of oxide superconducting wire and method for producing the assembled conductor |
| JP5274983B2 (en) * | 2008-10-31 | 2013-08-28 | 株式会社東芝 | Superconducting coil device |
| JP5534712B2 (en) * | 2009-05-15 | 2014-07-02 | 株式会社東芝 | High temperature superconducting pancake coil and high temperature superconducting coil |
| JP2012038812A (en) * | 2010-08-04 | 2012-02-23 | Toshiba Corp | Superconducting coil device |
| DE102010040272B4 (en) * | 2010-09-06 | 2018-04-19 | Siemens Aktiengesellschaft | High temperature superconductor (HTS) coil |
| JP5710312B2 (en) * | 2011-02-22 | 2015-04-30 | 株式会社東芝 | Superconducting coil device |
| JP5858723B2 (en) * | 2011-10-19 | 2016-02-10 | 株式会社東芝 | Laminated superconducting coil device and superconducting coil device |
| JP6005386B2 (en) * | 2012-04-09 | 2016-10-12 | 中部電力株式会社 | Superconducting coil device and manufacturing method thereof |
| JP6305689B2 (en) * | 2013-04-17 | 2018-04-04 | 住友重機械工業株式会社 | Superconducting coil |
| JP6166674B2 (en) * | 2014-03-04 | 2017-07-19 | 株式会社神戸製鋼所 | Axial gap generator |
| JP6539024B2 (en) * | 2014-08-08 | 2019-07-03 | 住友電気工業株式会社 | Coil and coil component |
| JP6511274B2 (en) * | 2015-01-26 | 2019-05-15 | 株式会社イムラ材料開発研究所 | Superconducting coil and superconducting rotary electric machine stator |
| JP6498487B2 (en) * | 2015-03-26 | 2019-04-10 | 株式会社Ifg | Medical multiple magnetic stimulation coil using high temperature superconducting wire |
| CN107369519B (en) * | 2017-08-22 | 2023-07-25 | 广东电网有限责任公司电力科学研究院 | Coil supporting and fastening device of superconducting current limiter |
| JP7402620B2 (en) * | 2019-06-03 | 2023-12-21 | 株式会社日立製作所 | superconducting magnet |
| JP7297655B2 (en) * | 2019-12-13 | 2023-06-26 | 株式会社東芝 | SCANNING COIL, SCANNING MAGNET, AND SCANNING COIL MANUFACTURING METHOD |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03237094A (en) * | 1989-03-03 | 1991-10-22 | Hitachi Ltd | High temperature oxide superconductor, superconducting wire, coil using the wire and production of them |
| JPH07142245A (en) * | 1993-11-17 | 1995-06-02 | Mitsubishi Electric Corp | High-temperature superconducting magnet, its designing method, its operating method, and manufacture of high-temperature superconducting tape material |
| JP2000277322A (en) * | 1999-03-26 | 2000-10-06 | Toshiba Corp | High-temperature superconducting coil, high-temperature superconducting magnet using the same, and high- temperature superconducting magnet system |
| JP2001307917A (en) * | 2000-04-21 | 2001-11-02 | Toshiba Corp | Method for connecting superconducting wire |
| JP2006313924A (en) * | 2006-06-26 | 2006-11-16 | Toshiba Corp | High temperature superconducting coil, and high temperature superconducting magnet and high temperature superconducting magnet system employing it |
| JP4719090B2 (en) * | 2006-06-26 | 2011-07-06 | 株式会社東芝 | High temperature superconducting coil and high temperature superconducting magnet using the same |
| JP4743150B2 (en) * | 2007-04-17 | 2011-08-10 | 住友電気工業株式会社 | Superconducting coil and superconducting conductor used therefor |
-
2007
- 2007-08-08 JP JP2007206935A patent/JP5123604B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2009043912A (en) | 2009-02-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5123604B2 (en) | Superconducting coil | |
| KR101548404B1 (en) | Conductor arrangement for a resistive switching element having at least two composite conductors made from superconducting conductor bands | |
| JP4558517B2 (en) | Superconducting coil | |
| US10008314B2 (en) | Electric coil, apparatus having at least two subcoils and manufacturing method therefor | |
| KR20150097509A (en) | Superconducting coil device comprising coil winding and contacts | |
| JP2015532526A (en) | Superconducting coil device and manufacturing method thereof | |
| WO2021178697A1 (en) | Partitioned superconducting cable | |
| US20160240286A1 (en) | High-Temperature Superconducting High-Current Devices Compensated for Anisotropic Effects | |
| JP6873848B2 (en) | Superconducting coil | |
| JP3892605B2 (en) | Superconducting coil device for current limiting element | |
| JP2016039289A (en) | High-temperature superconducting coil and high-temperature superconducting magnet device | |
| JP2007305386A (en) | Superconducting wire rod, superconductor, superconducting apparatus, manufacturing method of the superconducting wire rod, and manufacturing method of the superconductor | |
| JP4774494B2 (en) | Superconducting coil | |
| JP2012195413A (en) | Superconducting coil | |
| JP6729303B2 (en) | Superconducting wire and superconducting coil | |
| JP5449822B2 (en) | Double pancake coil | |
| JP4634908B2 (en) | High temperature superconducting coil | |
| JP2018129128A (en) | Superconductive cable, and connected part of superconductive cable | |
| JP2010040962A (en) | Superconducting coil | |
| JP4634954B2 (en) | Superconducting device | |
| JP2009246118A (en) | Superconducting coil and method of manufacturing superconducting coil | |
| WO2019229947A1 (en) | Superconducting magnet | |
| JP7420475B2 (en) | Superconducting coils and superconducting devices | |
| US11587701B2 (en) | Series-connected superconducting magnet cables | |
| JP2019040771A (en) | Superconducting tape wire, superconducting current lead with the superconducting tape wire, permanent current switch and superconducting coil |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100330 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120214 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121002 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121026 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151102 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 5123604 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |