JP5044232B2 - Film forming equipment - Google Patents
Film forming equipment Download PDFInfo
- Publication number
- JP5044232B2 JP5044232B2 JP2007034833A JP2007034833A JP5044232B2 JP 5044232 B2 JP5044232 B2 JP 5044232B2 JP 2007034833 A JP2007034833 A JP 2007034833A JP 2007034833 A JP2007034833 A JP 2007034833A JP 5044232 B2 JP5044232 B2 JP 5044232B2
- Authority
- JP
- Japan
- Prior art keywords
- mold
- film forming
- clamping position
- mold clamping
- molding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images





Description
本発明は、成膜成形装置に関するものである。 The present invention relates to a film forming apparatus.
従来から、型成形された成形体の表面に真空蒸着などの成膜手段を用いて成膜する場合、成形された成形体を金型から一度取り外して成膜室にセットした後、真空ポンプで吸引して成膜室を真空に近い状態にし、この雰囲気下で成膜している。このような成膜方法では、成形体の搬入搬出の手間がかかるだけでなく、成膜面にゴミが付着したり、手が接触することで良好な成膜がなされず、不良品になってしまうという問題がある。
そこで、型成形した成形体を、金型内に保持した状態で成膜する型内成形成膜装置が知られている(例えば、特許文献1参照)。この型内成形成膜装置により、成形体を都度金型から取り出して成膜することなく、一連の型移動の過程で成膜まですることができ、これによって成膜成形体の製造効率が飛躍的に向上し、不良品の発生を極力低減できるようになった。
Therefore, an in-mold forming film forming apparatus is known that forms a film in a state where the molded body is held in a mold (see, for example, Patent Document 1). With this in-mold molding film forming device, it is possible to perform film formation in the course of a series of mold movements without taking out the molded body from the mold every time, thereby dramatically increasing the production efficiency of the film forming molded body. And the generation of defective products can be reduced as much as possible.
ところで、上述の特許文献1の型内成形成膜装置では、成膜成形体を製造する過程における成膜工程において、成形体が保持される第一金型(例えば、可動金型)と、成膜手段が設けられている第二金型(例えば、固定金型)とを型締めした状態で型内を、真空ポンプを用いて真空状態にした後、真空雰囲気下で成膜することになる。このように、型内を真空状態にする場合、従来は、第一、第二金型同士を型締めして略完全な接触状態で真空にしていたが、型内の成膜用空間以外のわずかな隙間(型合わせ部)から空気を吸引する必要があるため、型内の圧力が成膜に必要な真空度に到達するまで時間がかかり、作業性が低下するという問題があった。
By the way, in the in-mold forming film forming apparatus of
本発明は、上記事情を鑑みてなされたものであり、作業性を低下させることなく成膜を行うことができる成膜成形装置を提供するものである。 The present invention has been made in view of the above circumstances, and provides a film forming apparatus capable of forming a film without reducing workability.
上記の課題を解決するために、請求項1に記載した発明は、一対の成形体用金型に、一対の成形体を射出成形するための射出成形用型締め位置と、前記成形体に成膜するための成膜用型締め位置とが設定され、前記一対の成形用金型を前記射出成型用型締め位置及び前記成膜用型締め位置に移動させるための型締め装置が搭載されている、前記一対の成形体が一体成形可能に構成されている成膜成形装置において、前記一対の成形用金型の前記射出成型用型締め位置は、前記成膜用型締め位置よりも所定の高さ分高い位置にオフセットしており、前記型締め装置は、リンクで構成されていて前記一方の成形用金型に接続されたアーム部を備え、前記アーム部を直線状又は屈曲状にすることにより、前記一対の成形用金型を前記射出成型用締め位置及び前記成膜用型締め位置に移動させ、前記射出成形用型締め位置における型締め力よりも前記成膜用型締め位置における型締め力の方が小さく設定されることを特徴とする。
また、請求項2に記載した発明は、前記アーム部は、一端が本体部に接続された第一ピンと回動可能に接続されるとともに、他端が第二ピンと回動可能に接続された第一リンクと、一端が前記第二ピンと回動可能に接続されるとともに、他端が第三ピンと回動可能に接続された第二リンクと、二本の棒状部材で構成され、それぞれの一端が前記第三ピンに接続されるとともに、それぞれの他端が前記一方の金型に接続された第三リンクと、を有していることを特徴とする。
In order to solve the above-described problems, the invention described in
Further, the invention described in
請求項3に記載した発明は、前記成膜用型締め位置において、前記一対の成形体用金型同士の型締め面に隙間が形成されていることを特徴とする。
The invention described in
請求項4に記載した発明は、前記隙間にOリングが介装されていることを特徴とする。 The invention described in claim 4 is characterized in that an O-ring is interposed in the gap.
請求項1に記載した発明によれば、成膜用型締め位置において、型締め力が最大になることがないため、型締め時に第一金型と第二金型とが完全な接触状態になることを防ぐことができる効果がある。 According to the first aspect of the present invention, since the clamping force does not become maximum at the film forming mold clamping position, the first mold and the second mold are brought into a complete contact state at the time of mold clamping. There is an effect that can be prevented.
請求項3に記載した発明によれば、型内を真空状態にする際に、隙間に存在している空気を吸引し易くすることができるため、短時間で型内を真空状態にすることができる効果がある。 According to the third aspect of the present invention, when the inside of the mold is brought into a vacuum state, the air existing in the gap can be easily sucked, so that the inside of the mold can be brought into a vacuum state in a short time. There is an effect that can be done.
請求項4に記載した発明によれば、一対の成形体用金型の間に形成された隙間が確保されると同時に、Oリングにより確実に外部空間と遮断することができるため、型内の圧力を真空状態にする場合に、真空度に到達するまでの時間を短縮することができ、作業亭を低下させることなく成膜を行うことができる効果がある。 According to the invention described in claim 4 , since the gap formed between the pair of molded body molds is ensured, and at the same time, the outer space can be surely blocked by the O-ring. When the pressure is set to a vacuum state, it is possible to shorten the time until the degree of vacuum is reached, and there is an effect that film formation can be performed without reducing the working space.
次に、本発明の実施形態を図1〜図6に基づいて説明する。なお、本実施形態においては、成膜成形装置を用いて車両のサイドターンランプを製造する場合の説明を行う。
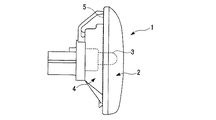
図1に示すように、サイドターンランプ1は、レンズ部2と、電球3が組み込まれるハウジング4とで構成されている。レンズ部2およびハウジング4は半割り製品である一次製品として固定金型、可動金型でそれぞれ成形し、可動金型をスライド移動させてハウジング4の内面を成膜した後に、可動金型をスライド移動させて両一次製品同士を突き合わせ、その突き合わせ面部に後述する樹脂材5を二次射出して一体成形される。なお、レンズ部2を構成する材料は、ポリカーボネート樹脂であり、ハウジング4を構成する材料は、アクリル樹脂である。また、電球3はLEDでもよい。
Next, an embodiment of the present invention will be described with reference to FIGS. In the present embodiment, a case where a vehicle side turn lamp is manufactured using a film forming apparatus will be described.
As shown in FIG. 1, the
次に、サイドターンランプ1を成膜成形するための製造装置50について説明する。
図2に示すように、製造装置50は、可動金型51と固定金型52とを備えて構成されている。可動金型51には、レンズ部2およびハウジング4を型形成するための成形用型面53,54が形成され、固定金型52には、レンズ部2およびハウジング4を型形成するための成形用型面55,56と共に、成膜装置40を収容するための成膜用型面57が形成されている。なお、これら型面は、金型ベースに着脱自在に取り付けられたものである。
Next, the
As shown in FIG. 2, the
ここで、固定金型52における、レンズ部2およびハウジング4を一次射出により成形する際の型締め面(射出成形用型締め位置)と、ハウジング4の内面に成膜を施す際の型締め面(成膜用型締め位置)との間には段差が形成され、射出成形用型締め位置aは、成膜用型締め位置bよりも高さh分だけ高い位置にオフセットしている。
Here, in the fixed
また、固定金型52の成膜用型面57の下面で、かつ周縁には、凹陥部58が形成されており、凹陥部58にはゴム製のOリング59が取り付けられている。Oリング59は、少なくとも一部が凹陥部58よりも突出するような太さを有している。
Further, a
成膜装置40は、公知の真空蒸着装置であり、真空ポンプ41にバルブ42を介して接続される真空流路43、蒸着する金属(例えば、アルミニウムやクロム)を入れるボート(ターゲット)44、ボート44を加熱するためのヒータ45、ヒータ45用の電源46などを備えて構成されている。
The
可動金型51は、図示しないアクチュエータ(サーボモータやシリンダ)により金型同士の隣接方向の移動と、型表面に沿った移動とができるように構成されている。
The
次に、サイドターンランプ1を成膜成形するための成膜成形装置10について説明する。
図3に示すように、成膜成形装置10は、筐体11内に製造装置50が配置されている。製造装置50は、可動金型51と固定金型52とで構成されている。また、可動金型51と固定金型52とを型締めするためのトグル機構を有する型締め装置70が、製造装置50の可動金型51に連接されて配置されている。
Next, a
As shown in FIG. 3, in the
筐体11の上面には、筐体11内を空調・換気するための空調機77が取り付けられており、筐体11に形成された開口部76に空調機77の下部に設けられた吹出口78が挿通され、筐体11内に空調空気を吹き出し可能に構成されている。また、筐体11の側面などには、適宜点検口12が設けられている。例えば、製造装置50の側面に対応した位置に点検口12が設けられており、容易に開閉可能に構成されている。ここで、点検口12は気密性を確保することができるタイプのものを採用することが好ましい。
An
また、筐体11の側面において、製造装置50などに対応した位置近傍は透明ガラスなどで構成し、筐体11内を視認できるようにされていることが好ましい。
また、筐体11の側部近傍には、射出成形用の樹脂材料が収容された射出材料供給装置81と、成膜用の真空ポンプ41および電源46とが配置されている。
Further, on the side surface of the
In addition, an injection
型締め装置70は、本体部71とアーム部72とを備えている。本体部71に制御部などが収容されており、制御部からの信号によりアーム部72が可動するように構成されている。アーム部72は、第一リンク63、第二リンク64、第三リンク65、第一ピン66、第二ピン67および第三ピン68とで構成されている。第一リンク63は一端が第一ピンと回動可能に接続されており、他端は第二ピン67と回動可能に接続されている。第二リンク64は、一端が第二ピン67と回動可能に接続されており、他端は第三ピン68と回動可能に接続されている。第三リンク65は二本の棒状部材で構成され、それぞれの一端は第三ピン68と接続され、それぞれの他端は可動金型51と接続されている。そして、アーム部72が可動することで、可動金型51が合わせて移動し、可動金型51と固定金型52とを型締め可能に構成されている。
The
ここで、型締め装置70は、トグル機構を有しており、射出成形用型締め位置aにてトグル機構が有効に機能するように構成されている。つまり、射出成形用型締め位置aにて、アーム部72の第一リンク63と第二リンク64とが直線状に伸び切る(ストロークエンド)ように図示しないモータなどにより駆動するように構成されている。
したがって、図2の成膜用型締め位置bの位置では、アーム部72の第一リンク63および第二リンク64は、ストロークエンドの手前の位置で型締めされる構成となっている。
Here, the
Therefore, at the position of the film forming mold clamping position b in FIG. 2, the
成形材料供給装置81は、筐体11外に配置され、材料を収容しているタンク89、材料を金型に形成されたキャビティへ供給する供給配管90、供給配管90の途中に設けられ、供給経路を開閉可能に構成されたバルブ91とを備えている。供給配管90は、その途中で筐体11を貫通し、筐体11内へと導かれ、各金型内へ材料を供給可能に構成されている。タンク89内に収容されている材料は、図示しない制御部からの指示によりバルブ91を開状態にした後、供給配管90を介して、金型のキャビティ内へ供給され、一次射出および二次射出可能に構成されている。なお、複数の材料を用いて射出成形する場合には、成形材料供給装置81は、材料の種類分の装置が設けられることとなる。
The molding
成膜装置40に備えられている真空ポンプ41および電源46は、筐体11外に配置され、真空ポンプ41はそれに接続している真空流路43の途中で筐体11を貫通し、筐体11内へと導かれ、成膜を行う空間内へ接続されている。また、電源46には配線が接続され、その配線が筐体11を貫通して、ヒータ45へ接続されている。なお、真空ポンプ41および電源46は、筐体内に配置されていてもよい。
A
次に、サイドターンランプ1を成膜成形する工程について、図4〜図6を用いて説明する。なお、成膜成形装置10が稼動している間は、空調機77も連動して稼動しており、筐体11内がクリーンルーム化されている。
Next, the process of forming the
図4(A)に示すように、可動金型51の成形用型面53,54が固定金型52の成形用型面55,56にそれぞれ対向するように配置する。
As shown in FIG. 4A, the mold surfaces 53 and 54 of the
図4(B)に示すように、可動金型51を固定金型52方向に移動して、型締め装置70にて金型51,52同士をトグル機構が機能するように型締めした後、この状態で、レンズ部2およびハウジング4を構成する材料を一次射出することで成形する。一次射出する際は、射出材料供給装置81から射出材料を、レンズ部2およびハウジング4を成形するためのキャビティにそれぞれ供給する。
As shown in FIG. 4B, after the
図4(C)に示すように、一次射出完了後、可動金型51を型開き方向に移動する。このとき、レンズ部2は固定金型52側に残るように、また、ハウジング4は可動金型51側に位置するように型設計されている。
As shown in FIG. 4C, after the primary injection is completed, the
図5(D)に示すように、可動金型51を、ハウジング4が成膜装置40と対向するよう型表面に沿う方向(水平方向)に移動する。
As shown in FIG. 5D, the
図5(E)に示すように、可動金型51を型締め方向に移動してハウジング4が成形されている成形用型面54と成膜装置40が内蔵された成膜用型面57とを型締めし、封止状の成膜空間が形成された後、バルブ42を開放して成膜空間内の空気を真空ポンプ41により真空流路43から抜き、成膜空間を真空状態にする。
As shown in FIG. 5 (E), a
ここで、成膜用型締め位置bは射出成形用型締め位置aと高さh分オフセットして型締め装置70に近い位置になるように構成されているため、成膜用型締め位置bにおいて、型締め装置70のトグル機構は最大力を構成することがなく、射出成形用型締め位置aにおける型締め力よりも小さくなる。
Here, the film forming mold clamping position b is offset from the injection molding mold clamping position a by a height h so as to be close to the
また、成膜用型面57の端面には、Oリング59が取り付けられており、成形用型面54と成膜用型面57とを型締めした際に、成膜用型内部と外部との間を遮断すると共に、型面54,57の間に積極的に隙間d(例えば、0.3mm以上)が形成されるように構成されている。したがって、型面54,57間に真空引きすることが困難になるような微小な隙間が形成されなくなるため、成膜空間を真空状態にするまでの時間を短縮することができる。つまり、トグル機構により最大力が作用した場合の型合わせ面間の隙間のように真空引きに時間がかからないのである。
Further, an O-
この状態で、ボート44へ配置された成膜材料は、電源46により加熱したヒータ45により溶融され、蒸気化される。そして、蒸気化された金属材料からなる成膜材料により、ハウジング4における成膜用型面57から露出した面が成膜され、成膜面61が形成される。ここで、成膜工程では部材組み込み部62は図示しないマスキング材でマスキングされ、成膜面61が形成されないように構成されている。
In this state, the film forming material disposed on the
図5(F)に示すように、成膜完了後、可動金型51が型開き方向に移動して、ハウジング4を成膜用型面57から離間させる。
As shown in FIG. 5F, after the film formation is completed, the
図6(G)に示すように、電球3、端子7が図示しない部材組み込み装置よりハウジング4の部材組み込み部62に組み込まれ、その後に、可動金型51が型表面に沿う方向(水平方向)に移動して、レンズ部2とハウジング4とが対向するように配置する。なお、部材を組み込むタイミングは、レンズ部2とハウジング4とが対向するように配置された後に行ってもよい。
As shown in FIG. 6 (G), the
図6(H)に示すように、可動金型51を固定金型52方向に移動して型締めし、この型締め状態で、レンズ部2とハウジング4との間に樹脂材5を二次射出することで一体成形する。ここで、樹脂材5は射出材料供給装置81より供給される。
As shown in FIG. 6 (H), the
図6(I)に示すように、可動金型51を型開き方向に移動し、図示しない押し出し部材によりサイドターンランプ1を取り出す。そして、再び図4(A)の状態に可動金型51を移動し、上述の一連の工程を繰り返すことで、サイドターンランプ1を連続して製造することができる。
As shown in FIG. 6I, the
本実施形態によれば、サイドターンランプ1を製造するための一対の可動金型51および固定金型52に、レンズ部2およびハウジング4を射出成形するための射出成形用型締め位置aと、ハウジング4に成膜するための成膜用型締め位置bとを設定し、レンズ部2とハウジング4とを樹脂材5により一体成形可能に構成されている成膜成形装置10において、射出成形用型締め位置aにおける型締め力よりも成膜用型締め位置bにおける型締め力の方が小さく設定されるように高さh分オフセットしたため、成膜用型締め位置bにおいて、型締め力が最大になることがなく、型締め時に可動金型51と固定金型52とが完全な接触状態になることを防ぐことができる。
According to the present embodiment, a mold clamping position a for injection molding for injection molding the
つまり、型締め装置70を用いて、射出成形用型締め位置aにおいてアーム部72の第一リンク63と第二リンク64とが直線状(ストロークエンド)になるように構成し、射出成形用型締め位置aでトグル機構が最大限機能し、型締め力を最大になるようにしたため、確実に射出成形することができる。
In other words, the
一方、成膜用型締め位置bにおいてはアーム部72の第一リンク63と第二リンク64とは屈曲状になるように構成されるため(ストロークエンド手前)、成膜用型締め位置bでは型締め力が最大になることがなく、適正な型締め力で可動金型51と固定金型52とを型締めすることができる。
On the other hand, since the
また、成膜用型締め位置bにおいて、可動金型51と固定金型52との型締め面に真空引きを考慮した積極的な隙間dを形成するようにしたため、成形用型面54と成膜用型面57とを型締めした際に形成される型内(成膜空間)を、真空ポンプ41を用いて真空状態にする場合に、成形用型面54と成膜用型面57との間に形成された隙間dに存在している空気を吸引し易くすることができ、短時間で型内を真空状態にすることができる。
Further, at the film forming mold clamping position b, a positive gap d in consideration of vacuuming is formed on the mold clamping surface of the
さらに、上述の隙間dにOリング59を介装したため、成形用型面54と成膜用型面57との間に形成された隙間dが確実に確保されると同時に、Oリング59により確実に外部空間と遮断することができる。そのため、型内の圧力を真空状態にする場合に、真空度に到達するまでの時間を短縮することができ、作業性を低下させることなく成膜を行うことができる。また、ゴム製のOリング59を用いることで、Oリング59が劣化しても容易に交換することができるため、常時隙間dを確実に確保することができる。
Further, since the O-
尚、本発明の技術範囲は上述した実施形態に限られるものではなく、本発明の趣旨を逸脱しない範囲において種々の変更を加えることが可能である。例えば、型締め装置を構成する各部材の形状などの具体的な構成については上記実施形態に限ることなく適宜変更が可能である。 The technical scope of the present invention is not limited to the above-described embodiments, and various modifications can be made without departing from the spirit of the present invention. For example, the specific configuration such as the shape of each member constituting the mold clamping device is not limited to the above embodiment, and can be changed as appropriate.
また、本実施形態において、Oリングを成膜用型面側に取り付けた場合の説明をしたが、成形用型面側に取り付けてもよい。この場合、一次射出により成形する際に成形用型面は型締め装置により型締めされるため、Oリングがつぶれないように対向する成形用型面にOリングの形状に合わせた凹部を形成すればよい。 In the present embodiment, the case where the O-ring is attached to the film forming mold surface side has been described. However, the O-ring may be attached to the forming mold surface side. In this case, when the molding is performed by primary injection, the molding die surface is clamped by the clamping device, so that a concave portion matching the shape of the O-ring is formed on the opposing molding die surface so that the O-ring does not collapse. That's fine.
2…レンズ部(成形体) 4…ハウジング(成形体) 10…成膜成形装置 51…可動金型(成形体用金型) 52…固定金型(成形体用金型) 59…Oリング a…射出成形用型締め位置 b…成膜用型締め位置 d…隙間
DESCRIPTION OF
Claims (4)
前記一対の成形用金型の前記射出成型用型締め位置は、前記成膜用型締め位置よりも所定の高さ分高い位置にオフセットしており、
前記型締め装置は、リンクで構成されていて前記一方の成形用金型に接続されたアーム部を備え、前記アーム部を直線状又は屈曲状にすることにより、前記一対の成形用金型を前記射出成型用締め位置及び前記成膜用型締め位置に移動させ、
前記射出成形用型締め位置における型締め力よりも前記成膜用型締め位置における型締め力の方が小さく設定されることを特徴とする成膜成形装置。 An injection molding clamping position for injection molding the pair of molded bodies and a film forming clamping position for forming a film on the molded body are set on the pair of molded body molds . A film forming device in which a mold clamping device for moving a molding die to the mold clamping position for injection molding and the film forming mold clamping position is mounted so that the pair of molded bodies can be integrally molded. In the molding equipment,
The injection mold clamping position of the pair of molding dies is offset to a position higher than the film forming mold clamping position by a predetermined height,
The mold clamping device includes an arm portion that is configured by a link and is connected to the one molding die, and the arm portion is linearly or bent, so that the pair of molding dies are formed. Move to the injection molding clamping position and the film forming clamping position,
Deposition molding apparatus wherein said that the direction of the clamping force in the film mold clamping position is set smaller than the clamping force of the injection molding mold clamping position.
一端が本体部に接続された第一ピンと回動可能に接続されるとともに、他端が第二ピン
と回動可能に接続された第一リンクと、
一端が前記第二ピンと回動可能に接続されるとともに、他端が第三ピンと回動可能に接
続された第二リンクと、
二本の棒状部材で構成され、それぞれの一端が前記第三ピンに接続されるとともに、そ
れぞれの他端が前記一方の金型に接続された第三リンクと、を有していることを特徴とす
る請求項1に記載の成膜成形装置。 The A over arm portion,
A first link having one end rotatably connected to the first pin connected to the main body, and the other end rotatably connected to the second pin;
A second link having one end rotatably connected to the second pin and the other end rotatably connected to the third pin;
It is composed of two rod-shaped members, each having one end connected to the third pin, and each other end having a third link connected to the one mold. The film forming apparatus according to claim 1.
されていることを特徴とする請求項1または2に記載の成膜成形装置。 3. The film forming apparatus according to claim 1, wherein a gap is formed on a mold clamping surface between the pair of mold dies at the film forming mold clamping position.
。 The film forming apparatus according to claim 3, wherein an O-ring is interposed in the gap.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007034833A JP5044232B2 (en) | 2007-02-15 | 2007-02-15 | Film forming equipment |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007034833A JP5044232B2 (en) | 2007-02-15 | 2007-02-15 | Film forming equipment |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2008195011A JP2008195011A (en) | 2008-08-28 |
| JP5044232B2 true JP5044232B2 (en) | 2012-10-10 |
Family
ID=39754399
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007034833A Active JP5044232B2 (en) | 2007-02-15 | 2007-02-15 | Film forming equipment |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5044232B2 (en) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5044231B2 (en) * | 2007-02-15 | 2012-10-10 | 株式会社ミツバ | Molded body manufacturing equipment |
| JP7169200B2 (en) * | 2019-01-11 | 2022-11-10 | 株式会社ミツバ | Method for manufacturing film-formed compact |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006305804A (en) * | 2005-04-27 | 2006-11-09 | Oshima Denki Seisakusho:Kk | In-mold deposition system and in-mold film forming method |
| JP4137089B2 (en) * | 2005-05-26 | 2008-08-20 | 株式会社日本製鋼所 | Method and apparatus for forming hollow molded article having thin film on inner surface |
-
2007
- 2007-02-15 JP JP2007034833A patent/JP5044232B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2008195011A (en) | 2008-08-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3677033B2 (en) | Film forming mold, film forming method using the mold, and film forming control system | |
| ES2569986T3 (en) | Procedure for forming a two-piece hollow case body by an auxiliary male die | |
| JP5044232B2 (en) | Film forming equipment | |
| JPS61192531A (en) | Device and method of controlling working pressure in mold cavity | |
| JP4866991B2 (en) | Apparatus for vacuum system of mold and method of molding sheet material using vacuum system | |
| JP2008221530A (en) | Method for producing molding, molding by it, and lamp | |
| JP4972485B2 (en) | Housing manufacturing equipment | |
| JP6473566B2 (en) | Blow molding process and equipment | |
| WO2009122819A1 (en) | Optical element shaping mold, and optical element manufacturing method | |
| JP2010046876A (en) | Injection molding system and its method | |
| JP4972484B2 (en) | Housing manufacturing apparatus, housing manufacturing method, and housing | |
| JPH10146861A (en) | Method and device for manufacture of integrated molded product formed of skin material and base | |
| JP2006305804A (en) | In-mold deposition system and in-mold film forming method | |
| JP5044231B2 (en) | Molded body manufacturing equipment | |
| JP5199816B2 (en) | Film forming mold equipment | |
| JP2009023245A (en) | Mold, injection molding machine, and injection-molded article | |
| JP2009023246A (en) | Method and apparatus for producing injection-molded article | |
| JP7439425B2 (en) | injection molding system | |
| JP5139025B2 (en) | Film forming method and film forming apparatus for housing | |
| JP2008195008A (en) | Molded object manufacturing apparatus | |
| JP5183967B2 (en) | Molding method | |
| JPH04284208A (en) | Manufacture of plastic lens | |
| JP2008221532A (en) | Film deposition system | |
| JP4011048B2 (en) | Vacuum forming equipment | |
| JP2006321169A (en) | Vacuum-forming machine for heat resistant thermoplastic film and method for vacuum-forming heat resistant thermoplastic film |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20091127 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20100324 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20100415 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110913 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110920 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20111028 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20120306 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120523 |
|
| A911 | Transfer of reconsideration by examiner before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20120530 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120626 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120713 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5044232 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150720 Year of fee payment: 3 |