JP5009663B2 - Appearance inspection system - Google Patents
Appearance inspection system Download PDFInfo
- Publication number
- JP5009663B2 JP5009663B2 JP2007092647A JP2007092647A JP5009663B2 JP 5009663 B2 JP5009663 B2 JP 5009663B2 JP 2007092647 A JP2007092647 A JP 2007092647A JP 2007092647 A JP2007092647 A JP 2007092647A JP 5009663 B2 JP5009663 B2 JP 5009663B2
- Authority
- JP
- Japan
- Prior art keywords
- inspection
- lens
- subject
- evaluation
- illumination
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000007689 inspection Methods 0.000 title claims description 514
- 238000005286 illumination Methods 0.000 claims description 245
- 230000007547 defect Effects 0.000 claims description 141
- 230000002950 deficient Effects 0.000 claims description 102
- 238000011156 evaluation Methods 0.000 claims description 90
- 238000003384 imaging method Methods 0.000 claims description 35
- 238000011179 visual inspection Methods 0.000 claims description 22
- 230000004044 response Effects 0.000 claims description 2
- 230000005540 biological transmission Effects 0.000 description 55
- 239000004973 liquid crystal related substance Substances 0.000 description 52
- 125000006850 spacer group Chemical group 0.000 description 19
- 238000004519 manufacturing process Methods 0.000 description 15
- 239000011248 coating agent Substances 0.000 description 10
- 238000000576 coating method Methods 0.000 description 10
- 238000003860 storage Methods 0.000 description 9
- 238000004891 communication Methods 0.000 description 7
- 238000012360 testing method Methods 0.000 description 7
- 230000003287 optical effect Effects 0.000 description 6
- 239000003086 colorant Substances 0.000 description 4
- 238000010586 diagram Methods 0.000 description 4
- 230000006870 function Effects 0.000 description 4
- 239000000463 material Substances 0.000 description 4
- 238000000034 method Methods 0.000 description 4
- 230000002093 peripheral effect Effects 0.000 description 4
- 230000007246 mechanism Effects 0.000 description 3
- 230000009471 action Effects 0.000 description 2
- 238000009826 distribution Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 238000000605 extraction Methods 0.000 description 2
- 239000011521 glass Substances 0.000 description 2
- 239000010410 layer Substances 0.000 description 2
- 230000015654 memory Effects 0.000 description 2
- 238000000465 moulding Methods 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 230000003936 working memory Effects 0.000 description 2
- 244000062793 Sorghum vulgare Species 0.000 description 1
- 230000015556 catabolic process Effects 0.000 description 1
- 239000011247 coating layer Substances 0.000 description 1
- 239000012141 concentrate Substances 0.000 description 1
- 238000001514 detection method Methods 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 230000002542 deteriorative effect Effects 0.000 description 1
- 238000009792 diffusion process Methods 0.000 description 1
- 239000000428 dust Substances 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 230000001678 irradiating effect Effects 0.000 description 1
- 230000005499 meniscus Effects 0.000 description 1
- 235000019713 millet Nutrition 0.000 description 1
- 230000010287 polarization Effects 0.000 description 1
- 238000005498 polishing Methods 0.000 description 1
- 238000010791 quenching Methods 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 238000005070 sampling Methods 0.000 description 1
- 230000000007 visual effect Effects 0.000 description 1
Images





















Landscapes
- Investigating Materials By The Use Of Optical Means Adapted For Particular Applications (AREA)
- Testing Of Optical Devices Or Fibers (AREA)
- Image Processing (AREA)
- Image Analysis (AREA)
- Length Measuring Devices By Optical Means (AREA)
Description
本発明は、物品を検査して、その検査の結果に応じて物品を選別させる検査システムに関し、さらに詳しくは、物品の外観を検査し、その検査の結果に応じて物品を選別させる外観検査システムに関する。 The present invention relates to an inspection system that inspects an article and sorts the article according to the inspection result, and more specifically, an appearance inspection system that inspects the appearance of the article and sorts the article according to the inspection result. About.
精密機器に用いられる電子デバイスや、レンズ,撮像素子といった光学デバイスは多少のキズやヨゴレなどの欠陥であったとしても、その性能に甚大な影響を与えてしまうことが多い。しかし、こうした欠陥は、製造時の様々な要因から、完全に取り除くことは現実的には略不可能である。そこで、実際には出荷前に入念に外観や性能の検査を行い、一定の基準を満たすものだけが商品として出荷される。 Electronic devices used in precision instruments, and optical devices such as lenses and image sensors often have a great influence on the performance even if they have some defects such as scratches and scratches. However, it is practically impossible to completely remove such defects from various factors during manufacturing. Therefore, in practice, the appearance and performance are carefully inspected before shipment, and only those satisfying certain standards are shipped as products.
このような外観などの検査は、自動化されている部分もあるとはいえ、各種欠陥の定量的な評価は難しく、未だ目視検査に頼らざるを得ない検査項目も多い。目視検査は、検査の熟練度合いや体調などに大きく左右され、必ずしも安定した精度の検査であるとは言えない。また、目視検査の検査速度は必ずしも速いとは言えず、本来ならば全ての製品を正確に検査することが最も好ましいが、実際には目視検査は一部の製品を抜き取り検査することも多い。 Although such inspections such as appearances are automated, it is difficult to quantitatively evaluate various defects, and many inspection items still have to rely on visual inspection. The visual inspection is greatly influenced by the skill level and physical condition of the inspection, and is not necessarily a stable inspection. Further, the inspection speed of the visual inspection is not necessarily fast, and it is most preferable to inspect all products correctly. However, in actuality, in many cases, the visual inspection often involves sampling some products.
近年では、こうした目視検査の問題点を鑑みて、目視検査する分量を低減し、外観などの検査を正確、かつ、効率的に行う外観検査装置が提案されている。例えば、検査する物品を撮像して得られた画像内の最高輝度に基づいて、物品を良品,不良品,判定不能品の何れかに判定し、この判定結果に基づいて必要に応じて再検査を行う外観検査装置が知られている(特許文献1参照)。 In recent years, in view of such problems of visual inspection, there has been proposed an appearance inspection apparatus that reduces the amount of visual inspection and accurately and efficiently inspects the appearance and the like. For example, based on the maximum brightness in the image obtained by imaging the article to be inspected, the article is determined as a non-defective product, a defective product, or a non-determinable product, and re-inspected as necessary based on this determination result. An appearance inspection apparatus that performs the above is known (see Patent Document 1).
また、暗視野に照明しながらレンズを撮像して得られた画像に基づいてレンズの外観を検査する装置が知られている(特許文献2参照)。
しかしながら、特許文献1に記載の外観検査装置のように物品を撮像して得られた画像内の最高輝度を使用して欠陥を検出すると、ヨゴレなどの低輝度の欠陥を正しく判別することができないという問題がある。
However, if a defect is detected using the maximum luminance in an image obtained by imaging an article as in the appearance inspection apparatus described in
また、こうした低輝度の欠陥を検出しようとして、カメラの位置、照明の方向、照明光の強度などを調節すれば、もともと高輝度の欠陥は必要以上に強調され、本来良品であるはずのものまで不良品とされてしまう、いわゆる過剰検出が多く生じてしまう。すなわち、多種多様な欠陥がランダムに生じる物品については、必ずしも正確で効率的な検査が行えるとは言えないという問題がある。 If you try to detect such low-brightness defects by adjusting the camera position, lighting direction, illumination light intensity, etc., the high-brightness defects will be emphasized more than necessary, and they should be good. Many so-called over-detections that are regarded as defective products occur. That is, there is a problem that it cannot always be said that an accurate and efficient inspection can be performed on an article in which various defects are randomly generated.
さらに、特許文献1,2に記載の検査装置のように、物品に対するカメラの位置や、照明の方向、照明光の強度,波長などを工夫するために、検査ラインに沿って複数のカメラや照明を設ければ、1セットのカメラや照明では検出されない欠陥も、他のセットの撮影で適切な撮影条件となれば検出されることもある。しかし、検査する物品を検査ライン上などで移動させると、各カメラや各照明に対する物品の位置は、それぞれ異なってしまう。したがって、このように複数のカメラや照明のセットを用いて別個に撮影された画像は、それぞれに様々な欠陥を写しだした画像であるにもかかわらず、検査する物品の撮影角度などが検査するレンズを撮影するたびにそれぞれ異なるから、これらの画像を相互に精度良く比較することが困難であるという問題がある。
Further, as in the inspection apparatuses described in
現実的な物品は立体的な形状であり、ここに生じる欠陥の特徴も様々である。したがって、多数のカメラ,照明のそれぞれで撮影した画像を相互に精度良く比較できない場合、こうした欠陥を漏れなく検出するためには、コスト的に非現実的な多数のカメラ及び照明が必要となってしまう。すなわち、現実的には、種々の欠陥を精度良く検出することはできないという問題がある。 Realistic articles have a three-dimensional shape, and the characteristics of defects that occur here are various. Therefore, in the case where images taken by a large number of cameras and lighting cannot be compared with each other with high accuracy, in order to detect such defects without omission, a large number of cameras and lighting that are unrealistic in cost are necessary. End up. That is, in reality, there is a problem that various defects cannot be detected with high accuracy.
一方、自動的な検査では判断の難しいものを再検査と判定し、これを目視検査で再度検査するといったように、自動的な検査と目視検査とを併用する外観検査装置の場合、新製品の製造の初期段階のように製品の品質が安定しない状況下では、大量の再検査品が発生してしまう。したがって、こうした目視検査を併用する外観検査装置を導入しても必ずしも製造が効率化されるとは限らないという問題がある。 On the other hand, in the case of a visual inspection device that uses both automatic inspection and visual inspection, such as re-inspection that is difficult to judge by automatic inspection and re-inspection by visual inspection, Under the situation where the quality of the product is not stable as in the initial stage of manufacturing, a large amount of reinspected products are generated. Therefore, there is a problem in that even if an appearance inspection apparatus that uses such a visual inspection is introduced, the manufacturing is not always efficient.
さらに、外観検査の様態が、手動の目視検査の場合も、自動的な外観検査装置による場合も、検査結果に応じて物品を選別し、良品だけを出荷する必要がある。 Furthermore, regardless of whether the appearance inspection is a manual visual inspection or an automatic appearance inspection apparatus, it is necessary to sort the articles according to the inspection result and ship only good products.
検査結果に応じた物品の選別を自動化するためには、物品の形状などの特徴に応じて専用の設備が必要となるから、多大な設備投資が必要とされる。さらに、このような設備は、物品の大きさや形状などに応じてつくられるため、大きさや形状が異なるものに対して流用することは困難であり、汎用性が無い。したがって、新製品などの量産を開始する際などには、再び多大な設備投資が必要となるという問題がある。 In order to automate the sorting of the articles according to the inspection results, a dedicated facility is required according to the characteristics such as the shape of the article, so that a large capital investment is required. Furthermore, since such equipment is produced according to the size and shape of the article, it is difficult to divert the equipment to those having different sizes and shapes, and there is no versatility. Therefore, when mass production of new products or the like is started, there is a problem that a large capital investment is required again.
一方、こうした物品の選別を手動で行う場合、検査結果を表示したモニタや、検査結果をプリントした紙面などを確認しながら行うなど、煩雑な作業を余儀なくされていた。特に、検査結果が、良,不良の2つのカテゴリーだけでない場合、例えば、欠陥の種類に応じて選別する必要がある場合などには、このような物品の選別は極めて煩雑な作業となっていた。したがって、検査した物品の検査結果を、離れた位置にあるモニタや紙面によらず、検査した物品に直接的に表示する検査結果表示装置が必要とされている。 On the other hand, when such an article is manually selected, a complicated operation such as a monitor displaying the inspection result or a paper sheet on which the inspection result is printed is required. In particular, when the inspection result is not only the two categories of good and bad, for example, when it is necessary to sort according to the type of defect, such sorting of articles has been a very complicated task. . Therefore, there is a need for an inspection result display device that directly displays the inspection result of the inspected article on the inspected article, regardless of the monitor or paper at a remote location.
また、こうした検査結果表示装置には、選別作業を行う作業員(以下、選別作業員)に対して検査結果を誤認させることなく、正確に表示することが求められる。
例えば、選別作業員は個々に身長など体格が異なることが当然であり、検査結果を表示された物品を見る角度などがそれぞれに異なるが、こうした個々の作業員の差異に影響されず、正確に検査結果を表示することが検査結果表示装置には求められる。
In addition, such an inspection result display device is required to display an inspection result accurately without causing a worker performing the sorting operation (hereinafter referred to as a sorting worker) to misidentify the inspection result.
For example, it is natural that the sorting workers have different physiques such as height, and the angle at which the inspection result is displayed differs depending on the individual. The inspection result display device is required to display the inspection result.
また、例えば、個々の物品の良否自体は検査装置などによって既に検査されているから、通常は複数配列された物品の中から検査結果に応じて一部のものを選別する場合がある。このように複数個配列された物品の中から一部の物品を選別する場合、検査結果表示装置に対する選別作業員の立ち位置などによらず、隣接して配置された物品を誤って選別対象の物品と誤認することがないように、個々の物品の検査結果を明確に区別して選別作業員に認識させることが求められる。 In addition, for example, since the quality of individual articles has already been inspected by an inspection apparatus or the like, there are cases where a part of the articles is usually selected from a plurality of arranged articles according to the inspection result. When selecting a part of articles from a plurality of articles arranged in this way, the articles placed adjacent to each other are mistakenly selected regardless of the standing position of the sorting operator with respect to the inspection result display device. In order to prevent misidentification as an article, it is required that the inspection result of each article is clearly distinguished and recognized by a sorting worker.
さらに、例えば、数百個単位の物品の中から数個から数十個程度の物品を選別する場合には、見落としや数え間違いなどの避け難い人的な誤りを軽減する必要がある。したがって、検査結果表示装置には、選別作業が正しく遂行されているか否かを確認するために、選別作業員に対して適切な情報を表示することが求められる。 Furthermore, for example, when selecting several to several tens of articles from hundreds of articles, it is necessary to reduce inevitable human errors such as oversight and miscounting. Therefore, the inspection result display device is required to display appropriate information to the sorting worker in order to confirm whether or not the sorting operation is correctly performed.
一方、こうした検査結果表示装置は、物品の製造や検査にともなって連続的に使用するものであるから、耐久性が求められる。 On the other hand, since such an inspection result display device is continuously used for manufacturing and inspection of articles, durability is required.
さらに、上述のような外観検査装置や、精密な再検査を行う再検査装置、物品の良否に応じて選別する検査結果表示装置は、一連の検査ラインに一体となって設けられ、物品の外観検査と外観を検査した物品の良否に応じた選別は連続して行われる。外観検査装置、再検査装置、選別装置などは、検査ライン上に一体となって設けられているから、製造する物品の数量や質、要求される外観検査の精度等に応じて必要となった装置だけを個々に調整,交換,増設などを行うことは困難であるという問題がある。また、検査ラインの全体を別所などに増設すると、多大な設備投資が新たに必要となってしまうという問題がある。 Furthermore, the appearance inspection apparatus as described above, the re-inspection apparatus that performs precise re-inspection, and the inspection result display apparatus that selects according to the quality of the article are provided integrally with a series of inspection lines, and the appearance of the article The inspection and the selection according to the quality of the inspected article are performed continuously. Appearance inspection equipment, re-inspection equipment, sorting equipment, etc. are provided on the inspection line as a single unit, so they are required according to the quantity and quality of the products to be manufactured, the required precision of appearance inspection, etc. There is a problem that it is difficult to individually adjust, replace, or add only the device. In addition, when the entire inspection line is extended to another location, there is a problem that a large amount of capital investment is newly required.
本発明は上述の問題点に鑑みてなされたものであり、現実的な形状の物品にランダムに生じる多種多様な欠陥を漏れなく、精度良く検査するとともに、外観検査などの検査結果を分かりやすく正確に表示する外観検査システムを提供することを目的とする。さらに、物品の製造状況に応じて、この物品の検査に必要な各装置を自在に増設して、効率良く外観検査を行う外観検査システムを安価に提供することを目的とする。 The present invention has been made in view of the above-described problems, and inspects various types of defects that occur randomly in an article having a realistic shape with high accuracy without omission and makes it easy to understand inspection results such as appearance inspections in an easy-to-understand manner. An object of the present invention is to provide an appearance inspection system to be displayed on the screen. Another object of the present invention is to provide an inexpensive appearance inspection system for efficiently performing an appearance inspection by freely adding each device necessary for the inspection of the article according to the manufacturing status of the article.
本発明の外観検査システムは、外観の欠陥を検査される複数の被検体を並べて保持するとともに、各々の前記被検体に対して下方から照射される光を上方に通す被検体保持手段と、各々の前記被検体を撮像して前記被検体の画像を得る撮像手段を有し、前記被検体保持手段を移動させることで各々の前記被検体を前記撮像手段に対向する検査位置に配置するとともに、該検査位置に配置された前記被検体を照明しながら前記撮像手段で撮像し、得られた画像から前記被検体の欠陥を良,不良,再検査の何れかに評価する欠陥評価装置と、前記被検体保持手段に前記被検体を配列したままに、前記被検体の各々に対応付けて前記被検体保持手段の下方から光を照射し、前記欠陥評価装置による前記被検体の評価をそれぞれ表示する評価表示装置と、前記欠陥評価装置による前記被検体の欠陥の評価とともに、前記欠陥評価装置で得られた前記被検体の画像を前記被検体保持手段ごとにまとめて管理するとともに、前記評価表示装置からの要求に応じて前記被検体の評価を出力する評価管理装置と、前記欠陥評価装置によって再検査と評価された前記被検体の画像を、前記評価管理装置から読み出し、モニタに表示させて、再検査と評価された前記被検体の欠陥を良又は不良の何れかに評価させる再検査装置とを備えることを特徴とする。 An appearance inspection system according to the present invention includes a plurality of objects to be inspected for appearance defects arranged side by side, and an object holding means for passing upward the light irradiated from below to each of the objects, An imaging unit that captures the subject to obtain an image of the subject, and moves the subject holding unit to place each subject at an examination position facing the imaging unit, A defect evaluation apparatus that images the object placed at the inspection position while illuminating the object and evaluates the defect of the object as good, defective, or re-inspected from the obtained image; While the specimens are arranged on the specimen holding means , light is irradiated from below the specimen holding means in association with each of the specimens, and the evaluation of the specimen by the defect evaluation apparatus is displayed respectively. Evaluation display device , Together with the evaluation of defects of the subject by the defect evaluation apparatus, an image of the subject obtained by the defect evaluation apparatus wherein with managing grouped by subject holding means, to a request from the evaluation display device In response, the evaluation management apparatus that outputs the evaluation of the object, and the image of the object that has been evaluated as reexamined by the defect evaluation apparatus is read out from the evaluation management apparatus and displayed on the monitor, so And a re-examination device for evaluating whether the defect of the subject is good or bad .
前記評価表示装置は、前記被検体保持手段が前記被検体を配列する間隔と前記欠陥評価装置による前記被検体の各々の評価とに応じた明暗又は配色のパターンを前記被検体保持手段の下方に表示することで、前記被検体保持手段に配列されたままに前記欠陥評価装置による評価を前記被検体の各々に対応付けて表示することが好ましい。The evaluation display device displays a light or dark pattern according to the interval at which the subject holding means arranges the subject and the evaluation of each of the subjects by the defect evaluation device below the subject holding means. By displaying, it is preferable to display the evaluation by the defect evaluation apparatus in association with each of the objects while being arranged in the object holding means.
また、前記欠陥評価装置は、前記被検体に対して前記撮像手段の反対側に配置され、前記被検体を透過した照明光が前記撮像部に入射しないように前記被検体を一様に照明する第1照明手段と、前記被検体に対して前記撮像手段と同じ側に配置され、前記被検体に反射された照明光が前記撮像部に入射しないように前記被検体を一様に照明する第2照明手段と、前記被検体に対して前記撮像手段の反対側に配置され、前記被検体を透過した照明光が前記撮像部に入射するように前記被検体を一様に照明する第3照明手段と、前記被検体に対して前記撮像手段と同じ側に配置され、前記被検体に反射された照明光が前記撮像部に入射するように前記被検体を一様に照明する第4照明手段とを備え、前記被検体と前記撮像手段との相対的な位置を変えずに相互に切り替え、前記第1照明手段,前記第2照明手段,前記第3照明手段,前記第4照明手段のそれぞれで前記被検体を照明しながら撮像するようにすると良い。 The defect evaluation apparatus is disposed on the opposite side of the imaging unit with respect to the subject, and uniformly illuminates the subject so that illumination light transmitted through the subject does not enter the imaging unit. A first illuminating unit and a first illuminating unit that is disposed on the same side as the imaging unit with respect to the subject and uniformly illuminates the subject so that illumination light reflected by the subject does not enter the imaging unit and second illumination means, wherein disposed on the opposite side of the imaging means to the subject, a third illumination the illumination light transmitted through the object is uniformly illuminate the object to be incident on the imaging unit It means and said arranged on the same side as the imaging means to the subject, the fourth illuminating means for uniformly illuminating the object so as illumination light reflected by the object is incident on the imaging unit A relative position between the subject and the imaging means. Switch to another pictorial, said first illumination means, the second illumination means, said third illumination means, may be such that the imaging while illuminating the subject with each of said fourth illumination means.
本発明によれば、現実的な形状の物品にランダムに生じる多種多様な欠陥を漏れなく、精度良く検査するとともに、外観検査などの検査結果を分かりやすく正確に表示し、さらには、物品の製造状況に応じて、この物品の検査に必要な各装置を自在に増設して、効率良く外観検査を行う外観検査システムを安価に提供することができる。 According to the present invention, a wide variety of defects that occur randomly in an article having a realistic shape are inspected accurately and accurately, and inspection results such as appearance inspection are displayed in an easily understandable and accurate manner. According to the situation, it is possible to provide an inexpensive appearance inspection system for efficiently performing an appearance inspection by freely adding each device necessary for the inspection of the article.
図1に示すように、外観検査システム10は、検査トレイ16に配列されたレンズ17の表面や内部に生じた欠陥を検査し、この検査の結果を表示して、検査の結果に応じて選別させる外観検査システム10である。
As shown in FIG. 1, the
外観検査システム10で扱うレンズ17は、例えば、ガラス材料を金型で加熱及び加圧して成形され、反射防止コーティングが施されたレンズであり、外観検査システム10を用いない場合には、例えば実体顕微鏡を用いた外観目視検査が行われ、この外観目視検査の結果に応じて、検査と同時に選別される。
The
この外観検査システム10は、サーバ21、外観検査装置22、再検査装置23、検査結果表示装置24、トレイ保管庫26などから構成される。
The
トレイ保管庫26は、外観検査装置22による外観検査を終えた検査トレイ16(詳細は後述)を、レンズ17を配置したままの状態で保管する場所である。このトレイ保管庫26は、検査結果表示装置24によって、レンズ17の外観検査の結果を表示して良品と不良品とに選別されるまでの間に、検査トレイ16及びこれに配置されたレンズ17を保管する場所である。
The
[サーバ]
サーバ21は、外観検査装置22で得られるレンズ17の外観検査の評価や、外観検査に用いた画像などのデータをデータベース28で管理し、再検査装置23や検査結果表示装置24などから要求されたときに、これらのデータのうち必要とされているものを出力する。すなわち、サーバ21は、外観検査システム10で使用されるデータを統括的に管理する。
[server]
The
[外観検査装置]
図2に示すように、外観検査装置22は、検査トレイ16に並べて配置されたレンズ17の表面や内部に生じた欠陥を検査する外観検査装置である。
[Appearance inspection device]
As shown in FIG. 2, the
検査トレイ16には、レンズ17を配置する座繰り穴31が格子状に並べて設けられている。また、これらの座繰り穴31の中央には、座繰り穴31と比較して小さな径の貫通孔32がそれぞれ設けられている。また、貫通孔32は、下方から照射される照明光を効率よくレンズ17に導くために、下方に向かうほど直径が大きくなるように設けられている。
The
さらに、検査トレイ16は、レンズ17の製造量に応じて同様のものが複数用意されているが、検査トレイ16には各々を識別するためのID33(図3参照)が付与されている。このID33は例えばバーコードであり、検査位置に移動されたときに読み取られ、貫通孔32に配置したレンズ17の管理番号などとともに管理される。
Further, a plurality of
外観検査装置22は、XYステージ34、IDスキャナ36、CCDエリアセンサ37、透過型暗視野照明41(第1照明)、反射型暗視野照明42(第2照明)、透過型明視野照明43(第3照明)、反射型明視野照明44(第4照明)などから構成される。
The
XYステージ34は、セットされた検査トレイ16ごとレンズ17を移動させ、検査を実行するレンズ17をCCDエリアセンサ37の直下の検査位置に正確に移動させる。このXYステージ34には、レンズ17が配置された検査トレイ16がセットされる中空ステージが設けられている。この中空ステージは水平に移動自在に設けられているとともに、中空な枠状に形成されている。したがって、セットされた検査トレイ16の中央部分は下方に露出されており、検査トレイ16に配置されたレンズ17は、下方からであっても照明される。また、XYステージ34は、検査トレイ16が交換されるごとに、検査トレイ16をIDスキャン位置へ移動させる。
The
CCDエリアセンサ37は、下方に向けて配置されており、XYステージ34によって検査位置に移動されたレンズ17、すなわちCCDエリアセンサ37に正対して配置されたレンズ17を様々な照明条件下で撮影する。CCDエリアセンサ37によって撮影されたレンズ17の画像は、検査トレイ16のID33やレンズ17が配置されている検査トレイ16内の座標とともに管理される。
The
透過型暗視野照明41(第1照明手段)は、検査位置にあるレンズ17に対してCCDエリアセンサ37の反対側に配置され、レンズ17に対して一様に照明光を照射する平面状の発光面46を備える。この発光面46は全面が発光するわけではなく、発光面46の中央部分には無発光部47が設けられている。透過型暗視野照明41から照射される照明光は無発光部47を除いた発光面46の全体から一様に照射される。また、透過型暗視野照明41からの照明光がレンズ17を透過した後にCCDエリアセンサ37には入射しないように、無発光部47の大きさや形状が定められる。なお、透過型暗視野照明41は、多数配列されたLED上に拡散板を設けた構成となっており、無発光部47の大きさや形状などは容易に変更される。
The transmission type dark field illumination 41 (first illumination means) is disposed on the opposite side of the
また、透過型暗視野照明41は、1軸ステージ48上に設けられており、レンズ17に照明光を照射する使用位置と、この使用位置から退避された不使用位置との間で自在に移動される。この透過型暗視野照明41を移動させる1軸ステージ48は、XYステージ34やCCDエリアセンサ37の固定設備などとは独立して設けられており、CCDエリアセンサ37と検査位置にあるレンズ17との相対的な位置関係を変えることなく、透過型暗視野照明41を使用位置と不使用位置とに自在に移動させる。
The transmission type
反射型暗視野照明42(第2照明手段)は、検査位置にあるレンズ17に対してCCDエリアセンサ37と同じ側に配置される。この反射型暗視野照明42は、検査位置にあるレンズ17の周囲を上方から取り囲むようにして設けられた円筒状の照明であり、内面側が発光面となってレンズに対して一様に照明光を照射する。この反射型暗視野照明42照射される照明光は、後述する反射型明視野照明44と比較して、検査トレイ16の表面に近い角度からレンズ17に照射される。すなわち、照明光がレンズ17の正常な表面に反射されてCCDエリアセンサ37に入射する量が少なくなるように、反射型暗視野照明42の照明角度は調節されている。
The reflective dark field illumination 42 (second illumination means) is arranged on the same side as the
透過型明視野照明43(第3照明手段)は、検査位置にあるレンズ17に対してCCDエリアセンサ37の反対側に配置され、レンズ17に対して一様に照明光を照射する平面状の発光面49を備える。前述の透過型暗視野照明41の発光面46とは異なり、この透過型明視野照明43の発光面49は全面が一様に発光する。また透過型明視野照明43の発光面49の大きさは、少なくとも前述の透過型暗視野照明41の無発光部47の大きさよりも大きい。すなわち、透過型明視野照明43から照射される照明光は、レンズ17を透過してCCDエリアセンサ37へ入射する。
The transmissive bright field illumination 43 (third illumination means) is disposed on the opposite side of the
反射型明視野照明44(第4照明手段)は、検査位置にあるレンズ17に対してCCDエリアセンサ37と同じ側に配置され、レンズ17の上方から一様に照明光を照射する。この反射型明視野照明44から照射される照明光は、前述の反射型暗視野照明42と比較して、検査トレイ16の表面に正対する方向から照射される。すなわち、レンズ17の正常な表面に反射された照明光の大部分がCCDエリアセンサ37へと入射するように、反射型明視野照明44の照明角度は調節されている。
The reflective bright field illumination 44 (fourth illumination means) is arranged on the same side as the
マスク板52は、透過型暗視野照明41及び透過型明視野照明43と、XYステージ34との間に設けられる。また、マスク板52には、CCDエリアセンサ37の正面に、検査する対象のレンズ17だけが露出される開口が設けられており、透過型暗視野照明41や透過型明視野照明43から発せられる光は、この開口を通して検査するレンズ17に照射される。また、マスク板52とXYステージとの距離や、マスク板52の開口の大きさは、いわゆるケラレが生じない大きさに定められる。一方、マスク板52は、検査するレンズ17の周囲に配列された他のレンズ17に照射される透過型暗視野照明41や透過型明視野照明43からの光を遮る。さらに、マスク板52の表面は反射防止処理が施されており、透過型暗視野照明41や透過型明視野照明43からの光が乱雑な反射を繰り返して、検査するレンズ17に入射することを防ぐ。
The
マスク板53は、反射型暗視野照明42とXYステージ34との間に設けられる。また、マスク板53には、CCDエリアセンサ37の正面に、検査する対象のレンズ17だけが露出される開口が設けられており、反射型暗視野照明42や反射型明視野照明44から発せられる光は、この開口を通して検査するレンズ17に照射される。また、マスク板53とXYステージとの距離や、マスク板53の開口の大きさは、いわゆるケラレが生じない大きさに定められる。一方、マスク板53は、検査するレンズ17の周囲に配列された他のレンズ17に照射される反射型暗視野照明42や反射型明視野照明44からの光を遮る。さらに、マスク板53の表面は反射防止処理が施されており、反射型暗視野照明42や反射型明視野照明44からの光が乱雑な反射を繰り返して、検査するレンズ17に入射することを防ぐ。
The
図3に示すように、外観検査装置22は、制御部56、基本画像処理部57、リファレンス画像作成部58、差分画像作成部59、評価部61、RAM62、ROM63、データ通信部64などから構成される。
As shown in FIG. 3, the
制御部56は、データバス66を介して外観検査装置22の各部を統括的に制御する。また、制御部56はROM63に記憶された制御プログラムを読み出し、これにしたがってこのような外観検査装置22の各部の制御を行う。例えば、制御部56は、前述のXYステージ34、IDスキャナ36、1軸ステージ48、透過型暗視野照明41、反射型暗視野照明42、透過型明視野照明43、反射型明視野照明44、CCDエリアセンサ37を、外観検査装置22の制御プログラムにしたがって、それぞれに対応するドライバを用いて制御する。また、例えば、制御部56は、XYステージ34を移動させた量などから検査するレンズ17の検査トレイ16内での位置を特定し、これをRAM62に記憶する。
The
IDスキャナ36は、IDスキャン位置に移動された検査トレイ16のID33を読み取り、サーバ21に構築されたデータベース28に登録する。データベース28に登録されたID33は、各々のレンズ17の検査に用いる画像や検査結果などとともに管理される。
The ID scanner 36 reads the
CCDエリアセンサ37は、ズームレンズ,フォーカスレンズ,絞りなどからなる撮像レンズと、この撮像レンズの背後に配置されたCCDなどから構成される。CCDエリアセンサ37は、透過型暗視野照明41、反射型暗視野照明42、透過型明視野照明43、反射型明視野照明44のうち何れか1つによって照明された状態で、検査位置にあるレンズ17を撮像する。このとき、検査対象のレンズ17からの光は、撮像レンズによってCCDの受光面に結像され、CCDの各画素の受光量に比例したアナログの撮像信号へと光電変換される。
The
なお、撮像レンズのズームやフォーカス、絞りの開口面積、CCDの電子シャッタ速度などは、検査するレンズ17の形状などに応じて予め定められ、同種のレンズ17を撮像する際には同じ条件で撮像が行われる。
Note that the zoom and focus of the imaging lens, the aperture area of the diaphragm, the electronic shutter speed of the CCD, etc. are determined in advance according to the shape of the
基本画像処理部57は、CCDエリアセンサ37から出力されるアナログの撮像信号からノイズを除去するとともに、信号を増幅し、アナログの撮像信号をデジタルな画像データへと変換する。こうしてCCDエリアセンサ37から得られたデジタルな画像データは、元画像としてRAM62に一時的に記憶される。
The basic
以下では透過型暗視野照明41によって照明されたレンズ17の元画像を第1元画像67と称する。同様に、反射型暗視野照明42によって照明されたレンズ17の元画像を第2元画像68、透過型明視野照明43によって照明されたレンズ17の元画像を第3元画像69、反射型明視野照明44によって照明されたレンズ17の元画像を第4元画像70とそれぞれ称する。
Hereinafter, the original image of the
リファレンス画像作成部58は、外観検査装置22又は目視検査によって良品と判定されたレンズ(以下、良品レンズ)を撮像して得られた元画像に基づいて良品の基準となるリファレンス画像を作成する。例えば、複数の良品レンズを透過型暗視野照明41によって照明し、それぞれの第1元画像が得られると、リファレンス画像作成部58は、これらの第1元画像の各画素ごとの輝度を平均する。そして、良品レンズの第1元画像の平均輝度を各画素の輝度とした第1平均輝度画像を作成する。また、同時に、リファレンス画像作成部58は、良品レンズの第1元画像67から各々の画素ごとに標準偏差を算出し、この標準偏差を各画素の輝度データとした第1標準偏差画像を作成する。さらに、リファレンス画像作成部58は、得られた第1平均輝度画像と第1標準偏差画像とから、透過型暗視野照明41で照明しながら撮影する場合の良品の基準として用いる第1リファレンス画像71を作成し、RAM62に記憶する。この第1リファレンス画像71は、例えば、検査するレンズの形状などの特徴に応じて予め定められた数をαとするとき、第1平均輝度画像に第1標準偏差画像のα倍を対応する画素ごとに加算してつくられる。
The reference
同時に、リファレンス画像作成部58は、複数の良品レンズの第3元画像69を用いて、第3平均輝度画像と第3標準偏差画像とを作成し、これらに基づいて透過型明視野照明43で照明しながら撮影する場合の良品の基準として用いる第3リファレンス画像73を作り、RAM62に記憶する。
At the same time, the reference
一方、検査するレンズ17の第2元画像68が取得されると、リファレンス画像作成部58は、第2元画像68のある画素(注目画素と称する)に対して、この注目画素の輝度データと、注目がその周囲にある所定範囲の画素の輝度データとを平均し、局所平均輝度データを算出する。この局所平均輝度データは第2元画像68の全ての画素について算出される。そして、リファレンス画像作成部58は、この局所平均輝度データを各画素の輝度データとする第2局所平均画像を、第2リファレンス画像72としてRAM62に一時的に記憶する。
On the other hand, when the second
同様に、リファレンス画像作成部58は、検査するレンズ17の第4元画像70が取得されると、この第4元画像70から、第4局所平均画像を作成し、これを第4リファレンス画像74として、RAM62に一時的に記憶する。
Similarly, when the fourth
なお、第1リファレンス画像71及び第3リファレンス画像73は、レンズの検査が開始される際に1度行われ、以降の検査には同じリファレンス画像71,73が用いられる。一方、第2リファレンス画像72及び第4リファレンス画像74は、検査するレンズ17のそれぞれについて作成される。
The
差分画像作成部59は、RAM62から検査するレンズ17の第1元画像67と第1リファレンス画像71とを読み出し、各画素についてこれらの差を算出して、各画素がこの差と同じ値の第1差分画像76を作成し、RAM62に記憶する。同様にして、差分画像作成部59は、第2元画像68から第2リファレンス画像72を差し引いて第2差分画像77を、第3元画像から第3リファレンス画像73を差し引いて第3差分画像78を、第4元画像から第4リファレンス画像74を差し引いて第4差分画像79を、それぞれ作成し、RAM62に記憶する。
The difference
上述のように差分画像作成部59が第1差分画像76を作成する際に、第1元画像67に写されたレンズの中心と第1リファレンス画像71のレンズの中心とは一般に一致しない。しかし、レンズ17を撮影すると、レンズ17の表面の形状に応じて、元画像に写されたレンズ17の内部に照明が写り込む。また、リファレンス画像に写されたレンズの内部にも同様にして照明が写り込む。差分画像作成部59は、このような、レンズ17の表面の形状に応じた照明の写りこみを利用して、元画像及びリファレンス画像にそれぞれ写されたレンズの中心を算出し、これを中心として第1差分画像76を作成する。一方、透過型明視野照明43で照明した場合の第3元画像69及び第3リファレンス画像73の場合には、全体が明るく写されるため、こうした照明の写りこみを利用したレンズの中心位置の算出,同定はしない。しかし、このようにレンズの全体が明るく写しだされる場合には、レンズの表面の形状に応じた輝度分布がある。したがって、第3差分画像78を作製する際に、差分画像作成部59は、レンズ17の表面の形状に応じた輝度分布に基づいて、第3元画像に写しだされたレンズ17の中心を算出する。
As described above, when the difference
評価部61は、差分画像の各画素ごとに予め定められた閾値と比較して、レンズ17の良否を評価する。例えば、評価部61は、第1差分画像の各画素の値を、予め定められた基準値と比較し、この基準値を超える画素の総数を計数し、欠陥面積S1とする。ここで用いられる基準値は、予め定められ、RAM62に記憶されている。そして、評価部61は、こうして得られた欠陥面積を、予め設定されており、RAM62に記憶された第1閾値と比較する。ここで用いる第1閾値は、上限値U1と下限値L1とからなる。
The
すなわち、第1閾値81は、範囲を定める閾値の組み合わせであり、検査開始前に予め定められている。この第1閾値81の値は、レンズ17の不良品率など、検査の結果などに応じて定められ、上限値U1,下限値L1のそれぞれについて別個に独立して定められる。こうした閾値の調節は、以下の第2〜第4閾値にも共通であり、第1〜第4閾値はそれぞれ独立に、かつ、各々の閾値の上限値,下限値についてそれぞれ独立に決定される。
That is, the
欠陥面積S1が第1閾値の下限値よりも小さい場合(S1<L1)に、評価部61はレンズ17を良と判定する。一方、欠陥面積が第1閾値の上限値よりも大きい場合(S1>U1)に、評価部61はレンズ17を不良と判定する。そして、欠陥面積S1が第1閾値81の下限値L1以上の大きさで、上限値U1以下の大きさの場合(L1≦S1≦U1)に、評価部61はレンズ17を要再検査と判定する。こうして、第1差分画像76と第1閾値81との比較から得られたレンズ17の判定は、第1判定結果としてRAM62に記憶される。
When the defect area S1 is smaller than the lower limit value of the first threshold (S1 <L1), the
同様にして、評価部61は、第2差分画像の欠陥面積S2を計数し、これを第2閾値82(上限値U2,下限値L2)と比較することで、レンズ17を良,不良,要再検査の何れかに判定する。第2差分画像77と第2閾値82との比較に基づいて得られたレンズ17の判定結果は、第2判定結果としてRAM62に記憶される。
Similarly, the
また同様に、評価部61は、第3差分画像の欠陥面積S3を計数し、これを第3閾値83(上限値U3,下限値L3)と比較することで、レンズ17を良,不良,要再検査の何れかに判定する。第3差分画像78と第3閾値83との比較に基づいて得られたレンズ17の判定結果は、第3判定結果としてRAM62に記憶される。
Similarly, the
さらに同様にして、評価部61は、第4差分画像の欠陥面積S4を計数し、これを第4閾値84(上限値U4,下限値L4)と比較することで、レンズ17を良,不良,再検査の何れかに判定する。第4差分画像79と第4閾値84との比較に基づいて得られたレンズ17の判定結果は、第4判定結果としてRAM62に記憶される。
Similarly, the
そして、評価部61は、上述の第1〜第4判定結果に基づいてレンズ17の最終的な評価を決定する。すなわち、第1〜第4判定結果の中に不良判定が含まれている場合には、評価部61はレンズ17を不良品と評価する。一方、レンズ17が不良品でない場合において、第1〜第4判定結果の中に要再検査が含まれている場合には、評価部61はレンズ17を要再検査品と評価する。そして、不良品及び要再検査品でない場合に、評価部61はレンズ17を良品と評価する。
And the
また、評価部61によるレンズ17の評価は、検査トレイ16のID33、検査トレイ16内での位置、評価する際に用いた第1〜第4差分画像などとともに関連付けられて、サーバ21のデータベースに登録される。
The evaluation of the
RAM62は、作業用のメモリであり、検査トレイ16のID33,検査するレンズ17の検査トレイ16内での位置,元画像,リファレンス画像,差分画像,閾値,基準値などが記憶される。また、ROM63は、外観検査装置22の各種設定や、制御プログラム、各種ドライバなどが記憶されるメモリである。
The RAM 62 is a working memory, and stores the
データ通信部64は、外観検査装置22の外部に設けられたサーバ21と外観検査装置22とをLANなどで接続する。したがって、データ通信部64を介して、レンズ17の評価は検査トレイ16のID33、検査トレイ16内でのレンズ17の位置、評価に用いられた第1〜第4元画像などとともにサーバ21に構築されたデータベース28に登録される。
The
以下、上述のように構成される外観検査装置22の作用を説明する。図4に示すように、検査するレンズ17が配置された検査トレイ16が外観検査装置22にセットされると、XYステージ34によって検査トレイ16はIDスキャン位置に移動され、IDスキャナ36によって検査トレイ16のIDが読み取られる。そして、検査するレンズ17がCCDエリアセンサ37の直下に移動され、レンズ17の検査が開始される。
Hereinafter, the operation of the
まず、透過型暗視野照明41が検査するレンズ17の直下に移動され、この透過型暗視野照明41によって照明された状態で検査するレンズ17の画像(第1元画像)が取得される。この第1元画像と第1リファレンス画像71とから第1差分画像76がつくられる。そして、この第1差分画像76に基づいて、レンズ17の良否が、良,不良,要再検査の何れかに判定される(第1判定結果)。
First, the transmission type
こうして第1判定結果が得られると、外観検査装置22は反射型暗視野照明42に照明を切り替え、レンズ17の画像(第2元画像)が取得される。この第2元画像と第2リファレンス画像72とから第2差分画像77がつくられる。そして、第2差分画像77に基づいて、レンズ17の良否が、良,不良,要再検査の何れかに判定される(第2判定結果)。
When the first determination result is obtained in this manner, the
さらに、第2判定結果が得られると、外観検査装置22は、透過型明視野照明43に照明を切り替える。すなわち、1軸ステージ48が駆動され、透過型暗視野照明41はレンズ17の直下から退避し、透過型明視野照明43がレンズ17の直下に移動される。そして、外観検査装置22は、透過型明視野照明43でレンズ17を照明しながら、レンズ17の画像(第3元画像)が取得される。この第3元画像と第3リファレンス画像73とから第3差分画像78がつくられる。そして、第3差分画像78に基づいて、レンズ17の良否が、良,不良,要再検査の何れかに判定される(第3判定結果)。
Further, when the second determination result is obtained, the
第3判定結果が得られると、外観検査装置22は、反射型明視野照明44に照明を切り替え、第4元画像を取得する。そして、第4元画像と第4リファレンス画像74とから第4差分画像79がつくられる。そして、第4差分画像に基づいて、レンズ17の良否が、良,不良,要再検査の何れかに判定される(第4判定結果)。なお、反射型明視野照明44で照明しながらレンズ17を撮影する場合、CCDエリアセンサ37に正対する位置には透過型暗視野照明41が配置される。
When the third determination result is obtained, the
こうして第1〜第4判定結果が揃うと、これらの判定結果に基づいて外観検査装置22はレンズ17の評価を決定する。このとき、第1〜第4判定結果の中に一つでも不良判定が含まれていれば、レンズ17は不良品であると評価される。また、第1〜第4判定結果の中に不良判定が含まれておらず、要再検査判定が含まれている場合には、レンズ17は再検査品であると評価される。一方、第1〜第4判定結果の中に、不良判定及び要再検査判定がともに含まれていない場合に、すなわち、第1〜第4判定結果が全て良判定の場合に、レンズ17は良品と評価される。このレンズ17の評価は、検査トレイ16のIDや検査トレイ内での位置、検査に用いた差分画像などとともに、検査を管理するサーバ21に記憶される。
When the first to fourth determination results are obtained in this way, the
このように1個のレンズ17の評価が定まると、XYステージ34が移動され、他のレンズに対して上述と同様の検査が行われる。
When the evaluation of one
また、外観検査装置22によって、検査トレイ16に配置された全てのレンズ17が良品、不良品、再検査品の何れかに評価されると、検査トレイ16は、トレイ保管庫26に移動される。
In addition, when all the
また、外観検査装置22によって検査されたレンズ17のうち、再検査品と評価されたレンズ17は、後述する再検査装置23によって、別途、再検査が実施され、最終的に良品又は不良品の何れかに分類される。
Further, among the
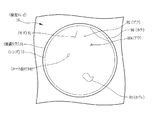
また、上述のように、透過型暗視野照明41、反射型暗視野照明42、透過型明視野照明43、反射型明視野照明44をそれぞれ用いて、検査するレンズ17の画像を得る場合、各々の照明ごとに精度良く評価することができる欠陥の種類が異なる。例えば、図5に示すように、出荷直前のレンズ17には、キズ91、ブツ92、ヨゴレ93、カケ96、コート抜け103、アワ104などの様々な欠陥が生じているおそれがある。当然ながら、こうした様々な欠陥は、発生原因や特徴がそれぞれ異なる。
Further, as described above, when obtaining an image of the
キズ91はレンズ17の表面に生じた線状の傷であり、ブツ92はレンズ17の表面に生じる点状の傷である。ヨゴレ93は、レンズ17の表面に範囲に広がって付着した汚れである。また、カケ96はレンズ17の周縁部などが欠け落ちてしまったできた形状の欠陥である。コート抜け103は反射防止コーティングの欠陥であり、コーティング層にあいた穴である。また、アワ104は、成形時に混入した気泡などが主原因でレンズ17内部や表面に生じ、他の正常部分と屈折率が異なる欠陥である。
The scratches 91 are linear scratches generated on the surface of the
こうした欠陥が生じたレンズ17を、透過型暗視野照明41で照明して撮影し、検査する場合には、キズ91、ブツ92が精度良く評価される。例えば、図6に示すように、第1元画像67には、キズ91、ブツ92、ヨゴレ93、アワ104が、視覚的にも容易に認められる。一方、カケ96、コート抜け103は、位置や角度、欠陥の程度などによっては認識され難いこともある。このことから、第1差分画像76の欠陥面積S1と比較される第1閾値81は、キズ91、ブツ92を検出するために最適な値が選ばれる。なお、ヨゴレ93は反射型暗視野照明42による第2元画像68でさらに明確に認識されるから、後述するように第2差分画像77に基づいて評価される。また、アワ104についても、第1元画像67で精度良く認識されるが、これと同等以上に精度良く第2元画像68で認識されるから、第2差分画像77に基づいて評価される。
When the
なお、第1元画像67には、レンズ17の表面の形状に応じて生じた照明の写り込み106があるが、第1差分画像76においては、この照明の写り込み106は欠陥と比較して十分に輝度が小さい。したがって、自動的に行われる欠陥の検査には大きな影響は与えず、また、この照明の写り込み106の上にある欠陥であっても略正確に評価される。このことは、他の差分画像であっても同様である。
The first
また、レンズ17を反射型暗視野照明42で照明して撮影し、検査する場合には、ヨゴレ93、アワ104が精度良く評価される。例えば、図7に示すように、第2元画像68には、キズ91、ブツ92、ヨゴレ93、アワ104が視覚的にも容易に認められる。特に、ヨゴレ93は、この第2差分画像77によって略確実に検出される。一方、コート抜け103については、これらが生じた位置や角度、欠陥の程度などによっては認識され難いこともある。また、キズ91、ブツ92については、透過型暗視野照明41による第1元画像67の方がより明確に認識される。これらのことから、第2差分画像77の欠陥面積S2と比較される第2閾値82は、ヨゴレ93アワ104を評価するために最適な値が選ばれる。
In addition, when the
また、レンズ17を透過型明視野照明43で照明して撮影し、検査する場合には、カケ96が精度良く評価される。例えば、図8に示すように、第3元画像69には、カケ96、アワ104が視覚的にも容易に認められる。一方、キズ91、ブツ92、コート抜け103については、これらが生じた位置や角度、欠陥の程度などによっては認識され難いこともある。さらに、ヨゴレ93は、第3元画像69では殆ど認識されない。これらのことから、第3差分画像78の欠陥面積S3と比較される第3閾値83は、カケ96を評価するために最適な値が選ばれる。
In addition, when the
また、レンズ17を反射型明視野照明44で照明して撮影し、検査する場合には、コート抜け103が精度良く評価される。例えば、図9に示すように、第4元画像70には、コート抜け103が視覚的にも容易に認められる。一方、キズ91、ブツ92は、これらが生じた位置や角度、欠陥の程度などによっては、認識されがたいこともある。さらに、ヨゴレ93、アワ104は、第4差分画像では殆ど認識されない。これらのことから、第4差分画像79の欠陥面積S4と比較される第4閾値84は、コート抜け103を精度良く評価するために最適な値が選ばれる。
In addition, when the
以上のように、外観検査装置22は、1個のCCDエリアセンサ37に対して透過型暗視野照明41、反射型暗視野照明42、透過型明視野照明43、反射型明視野照明44の4種の照明を設けており、これらをそれぞれ用いてレンズ17を撮影し、検査する。したがって、検査ライン上にカメラや照明を複数設けた外観検査装置と比較して、外観検査装置22は小型化が実現される。また、カメラや照明が最小限の個数であるから、低コストに外観検査装置22を提供することができる。
As described above, the
また、上述のように、外観検査装置22は、4種の照明条件でそれぞれ撮影した画像に基づいて検査を行うから、レンズ17の表面などに生じた欠陥を、その位置、大きさ、角度など個々の特徴によらず、漏れなく検査することができる。
In addition, as described above, the
さらに、各照明条件での画像からレンズ17の欠陥をそれぞれ判断し、これらを総合して最終的なレンズ17の評価を決定するから、評価の基準が何れかの欠陥の評価に傾倒することなく、レンズ17の欠陥に生じる様々な欠陥の何れをも十分に考慮して、レンズ17の良否を正しく評価することができる。
Furthermore, since the defect of the
さらに、各照明条件に基づいて検査する欠陥の種類を割り当てているから、レンズ17に生じる欠陥の特徴に応じて容易に閾値を設定することができる。また、各照明条件で検出される欠陥の特徴に応じて設定される閾値を用いて評価を行うから、正確に漏れなく欠陥を検査することができ、検査の安定性,信頼性が向上する。
Furthermore, since the type of defect to be inspected is assigned based on each illumination condition, the threshold value can be easily set according to the feature of the defect generated in the
また、上述のように、各種照明条件でのレンズ17の評価は、欠陥面積と照明条件に応じた閾値との比較によって行われ、用いられる閾値は上限値と下限値とからなり、範囲を指定する閾値である。したがって、欠陥を過剰評価してレンズ17を不良としてしまう過剰検査や欠陥を過小して評価レンズ17を良品としてしまう誤検査といったように、単一の値からなる閾値で評価する場合に閾値周辺の判断の難しい範囲で生じる弊害は防がれ、安定した信頼性の高い検査を行うことができる。
Further, as described above, the evaluation of the
さらに、閾値の上限値と下限値は、不良品の数や特徴などに応じてそれぞれ設定することができるから、新製品の生産初期などで製品の品質が安定しない場合などにも、検査精度を確保しながらも、不必要に再検査にまわされる製品の数を減らし、検査効率を向上させることができる。 In addition, the upper and lower threshold values can be set according to the number and characteristics of defective products, so inspection accuracy can be improved even when the product quality is not stable at the initial stage of production of a new product. While ensuring, it is possible to reduce the number of products that are unnecessarily re-inspected and improve inspection efficiency.
また、上述のように、外観検査装置22は、元画像とリファレンス画像との差である差分画像に基づいて欠陥を評価するから、レンズ17の表面の形状に応じて照明が写りこんだ部分にある欠陥であっても、正確に評価することができる。
In addition, as described above, the
一方、自動的な判断の難しい要再検査のレンズに対しては、第1〜第4元画像67,68,69,70を用いて再検査を行うことで、顕微鏡による目視検査と比較して、容易に欠陥の有無、程度、種類が判別され、再検査自体が迅速に行われる。また、第1〜第4元画像67,68,69,70を用いて再検査を行うと、欠陥の有無や、程度,種類などの特徴も一目瞭然となり、検査員の個々の観察技術や体調などが再検査に与える影響は極めて少なくなるから、検査品質が安定する。
On the other hand, for lenses that require re-examination that is difficult to determine automatically, re-inspection is performed using the first to fourth
さらに、第1〜第4元画像67,68,69,70を用いて再検査を行うと、再検査によってレンズ17が不良品と評価された場合に、将来的に多数生じるおそれのある不良の原因は容易に特定される。このように増加するおそれのある不良の原因を、一括管理,分析することで、不良多発ロットの特定、不良の原因となった生産工程の特定など、不良の原因を究明し、レンズ17の不良を未然に防ぎ、生産効率を向上させることができる。
Furthermore, when re-inspection is performed using the first to fourth
なお、上述の外観検査装置22の各部、例えば、各照明の発光面や、CCDエリアセンサ37、検査トレイ16などは反射防止処理を施されていることが好ましい。透過型暗視野照明41、反射型暗視野照明42、透過型明視野照明43、反射型明視野照明44の発光面にそれぞれ反射防止処理を施しておくことで、各照明からの光が乱雑に反射され、レンズ17の外観に生じた欠陥以外に反射,散乱された不要な光がCCDエリアセンサ37に入射して検査の精度が劣化してしまうことを防ぐことができる。また、同様の理由から、例えば、外観検査装置22のマスク板52には、反射防止処理を施された開口を開閉するシャッタなどを設けても良い。また、反射型暗視野照明42や反射型明視野照明44で検査するレンズ17を撮影する場合に、透過型暗視野照明41を検査するレンズ17の直下に移動させても良い。すなわち、透過型暗視野照明41の無発光部47で上述の不要な光によって検査の精度が劣化することを防ぐことができる。
In addition, it is preferable that each part of the above-described
なお、外観検査装置22は透過型暗視野照明41と透過型明視野照明43とを1軸ステージ48を駆動して切り替えるが、これに限らず、透過型暗視野照明41と透過型明視野照明43とで共通の発光面を用いてもよい。例えば、図10(A)に示すように、全面が一様に発光,消光する照明パネル111の前面に、無発光部47と同じ形状を持つ遮光板113を回動させることで、透過型暗視野照明と透過型明視野照明とに切り替わる。すなわち、遮光板113を発光面112から退避させたときには、照明パネル111は透過型明視野照明43となり、一方、遮光板113を発光面112上に移動させたときには、照明パネル111は透過型暗視野照明41となる。また、例えば、図10(B)に示すように、照明パネル111の前面に、遮光板113を水平に移動させることで、透過型暗視野照明と透過型明視野照明とに切り替えても良い。
The
また、例えば、図11に示すように、透過型暗視野照明と透過型明視野照明とに共通に用いられる照明パネルとして、画像などを表示する、いわゆる液晶パネル114を好適に用いることができる。液晶パネル114は、発光面116の全面を消光した状態(図11(A))と、発光面116の全面を発光させた状態(図11(B))と、発光面116の中央部分が無発光部117となるように部分的に発光させた状態(図11(C))とを自在に切り替えられる。このとき、全面が消光した状態(図11(A))は、液晶パネル114の不使用状態である。また、全面を発光させた状態(図11(B))は、液晶パネル114は、透過型明視野照明として機能する。さらに、部分的に発光させた状態(図11(C))は、透過型暗視野照明として機能する。
For example, as shown in FIG. 11, a so-called liquid crystal panel 114 that displays an image or the like can be suitably used as an illumination panel that is commonly used for transmissive dark field illumination and transmissive bright field illumination. The liquid crystal panel 114 has a state where the entire surface of the
さらに液晶パネル114を透過型暗視野照明として用いる場合、無発光部の位置や大きさは、検査するレンズ17の大きさなどによって自在に変更される。例えば、図12(A)に示すように、検査するレンズ17の大きさや曲面の形状、検査するレンズ17と液晶パネル114との距離などに応じて最適な無発光部の大きさや形状が定められる。一方、図12(B)に示すように、例えば、レンズ17と比較して直径の大きなレンズ118の外観を検査する場合であっても、液晶パネル114はこのレンズ118の大きさ、曲面の形状、レンズ118と液晶パネル114との距離などに応じて、無発光部119の大きさが変更される。
Further, when the liquid crystal panel 114 is used as transmissive dark field illumination, the position and size of the non-light emitting portion can be freely changed depending on the size of the
このように、透過型暗視野照明と透過型明視野照明とに共通の発光面を用いると、実質的に照明パネルを1個減らすことができるから、外観検査装置22は小型化され、さらには、低コストに外観検査装置22を提供することができる。
Thus, when a common light emitting surface is used for transmissive dark field illumination and transmissive bright field illumination, the number of illumination panels can be substantially reduced. Therefore, the
また、液晶パネル114を透過型暗視野照明及び透過型明視野照明として用いる場合には、大きさや表面の形状など検査するレンズの特徴に応じて、容易に、自在に無発光部の大きさや形状を変更することができる。 Further, when the liquid crystal panel 114 is used as transmissive dark field illumination and transmissive bright field illumination, the size and shape of the non-light emitting part can be easily and freely selected according to the characteristics of the lens to be inspected, such as size and surface shape. Can be changed.
なお、液晶パネル114は、発光面116の一部分を選択的に消光することができれば良いので、LEDパネル、FEDパネル、SEDパネル、CRTなどであっても良い。
Note that the liquid crystal panel 114 may be an LED panel, FED panel, SED panel, CRT, or the like, as long as it can selectively quench a part of the
なお、外観検査装置22は、透過型暗視野照明41、反射型暗視野照明42、透過型明視野照明43、反射型明視野照明44の全てを備えるが、これに限らない。例えば、さらに外観検査装置22を低コストに提供しようとする場合、透過型暗視野照明41を設けず、反射型暗視野照明42で代用しても良いが、多数の欠陥を第2差分画像から検出することになるので、第2閾値の設定が難しくなり、検査精度の劣化は免れない。また、例えば、外観検査装置22は予め反射防止コーティングが施されたレンズ17を検査するから、主としてコート抜け103を検出するための反射型明視野照明44を設けている。しかし、反射防止コーティングが施されていない状態のレンズ17や、反射防止コーティングが必要でない物品を検査する外観検査装置に本発明を適用する場合には、必ずしも反射型明視野照明44は必要ではない。したがって、このような物を検査する際には、透過型暗視野照明41、反射型暗視野照明42、透過型明視野照明43の3種の照明を備えていれば良い。すなわち、透過型暗視野照明41、反射型暗視野照明42、透過型明視野照明43、反射型明視野照明44は、それぞれに正確に検査することができる欠陥の特徴が異なるから、検査する物品に生じる欠陥の特徴に応じて、外観検査装置22に設ける照明の数を減らしても良い。
The
なお、透過型暗視野照明41、反射型暗視野照明42、透過型明視野照明43、反射型明視野照明44の順序でレンズ17を撮影し、検査するが、これに限らない。すなわち、撮影,検査に用いる照明の順序は任意に選択することができる。
In addition, although the
また、各照明条件での撮影と同時にレンズの良否の判断を行うが、これに限らず、4種の照明条件下での撮影を全て終えた後に各々の画像についてレンズの良否を判断しても良い。 In addition, the quality of the lens is determined simultaneously with the shooting under each illumination condition. However, the present invention is not limited to this, and it is possible to determine the quality of the lens for each image after all the shooting under the four types of illumination conditions is completed. good.
さらに、上述の外観検査装置22は、第1〜第4元画像67,68,69,70をデータベース28に登録するが、これに限らず、レンズの評価が良品である場合などに差分画像をもデータベースに登録し、これをリファレンス画像を作成する際に使用しても良い。すなわち、上述の実施携帯で示すリファレンス画像の作成方法は一例であって、これに限定左図、他の方法で作成したリファレンス画像に基づいて上述の実施形態と同様の検査を行っても良い。また、同様に、第1〜第4差分画像をデータベースに登録し、これを再検査に用いてもよい。
Furthermore, the above-described
また、上述の外観検査装置22は、自動的なレンズの評価を行う際に、欠陥面積として定義した値に基づいてレンズの評価を行うが、これに限らず、他の値に基づいてレンズの評価を行っても良い。例えば、欠陥の大きさや長さ、周囲の長さ、縦横比などの各欠陥の形状の特徴や、1つのレンズに対して検出された欠陥の総数などに基づいてレンズの評価を行っても良い。また、検査の精度をさらに向上させるためには、こうした各種基準を組み合わせてレンズの評価を行うことが好ましい。
In addition, when the above-described
なお、上述の外観検査装置22は、レンズ17を検査する外観検査装置22を例に説明するが、検査対象の物品はレンズに限られず、光をある程度透過する透明な物品であれば特に好ましく、不透明な物品であっても良い。
The
なお、透過型暗視野照明41、反射型暗視野照明42、透過型明視野照明43、反射型明視野照明44の何れにも液晶パネルを好適に用いることができる。また、これに限らず、他の照明パネルやディスプレイを用いても良い。例えば、LEDを配列してなるLED照明パネルは点灯,消灯を高速に繰り返すことができることから、外観検査装置24に用いる照明としては特に好ましい。さらに、CRT,FET,SEDなどの電子の放出を利用するディスプレイを照明として用いてもよい。すなわち、検査するレンズ17に一様に光を照射できるものであれば動作原理などは任意のものを用いることができ、照明の形態は限定されない。
A liquid crystal panel can be suitably used for any of the transmission type
なお、上述の外観検査装置22は、レンズ17の外観検査の結果はサーバ21に構築されたデータベースに登録されるが、これに限らず、外観検査装置22自体に記憶しても良い。また、プリンタなどで紙面に出力しても良い。さらには、検査結果表示装置などに出力しても良い。
In the above-described
なお、外観検査装置22は、透過型暗視野照明41、反射型暗視野照明42、透過型明視野照明43、反射型明視野照明44がそれぞれ照射する光は、白色光が好適に用いられるが、これに限らず、特定の波長域の略単色の光であっても良い。さらには、CCDエリアセンサ37が感度のある波長域であれば、赤外光などを用いてもよい。また、透過型暗視野照明41、反射型暗視野照明42、透過型明視野照明43、反射型明視野照明44のそれぞれを異なる色の照明としても良い。
In the
[再検査装置]
図13(A)に示すように、再検査装置23は、外観検査装置22で再検査品と評価されたレンズ17の再検査を行う装置であり、モニタ121、キーボード122、マウス123などから構成される。モニタ121は、再検査に使用する画像などを表示する。また、キーボード122やマウス123は、評価入力部126に表示される項目などを選択する入力装置である。
[Re-inspection equipment]
As shown in FIG. 13A, the
図13(B)に示すように、再検査装置23は、外観検査装置22によって再検査品と評価されたレンズ17の第1〜第4元画像67,68,69,70をサーバ21から読み出し、これらを左側に並べてモニタ121に表示する。また、再検査装置23がサーバ21から読み出す再検査品のレンズ17の元画像は、この再検査品のレンズ17の配置されている検査トレイ16のID33の順序など、所定の順序で読み出される。一方、モニタ121の右側には、評価入力部126が表示される。この評価入力部126には、例えば、検査するレンズ17に生じ得るあらゆる欠陥の種類を示す項目が列挙して表示される。
As shown in FIG. 13B, the
再検査装置23による再検査は、モニタ121の左側に並べて表示された再検査品のレンズ17の各元画像が目視で比較されることで行われる。また、この再検査によって、再検査品のレンズ17は良又は不良の何れかに評価が定められる。例えば、再検査品のレンズ17の評価が不良とされる場合には、再検査品のレンズ17に生じている欠陥の種類が評価入力部126の項目から選択される。一方、再検査品のレンズ17の評価が良とされる場合には、評価入力部126から良品を示す項目が選択される。なお、このような欠陥の種類などの項目の選択は、キーボード122によって動かされるカーソル127や、マウスカーソル128などによって選択される。
The re-inspection by the
こうして、欠陥の種類などの項目が選択され、再評価品のレンズ17の評価が決定されると、再検査装置23は、再検査で定まった再検査品のレンズ17の評価を、サーバ21のデータベース28に登録する。
Thus, when items such as the type of defect are selected and the evaluation of the re-evaluated
また、再検査装置23で再検査が行われる間、再検査品のレンズ17が配置された検査トレイ16は、再検査装置23とは別の場所に設けられたトレイ保管庫26で管理されている。
While the
[検査結果表示装置]
図14に示すように、検査結果表示装置24は、レンズ17の外観を検査した結果を表示する表示装置であり、検査トレイ16、液晶パネル131、スペーサ132、ガイド133、IDスキャナ134などから構成される。
[Inspection result display device]
As shown in FIG. 14, the inspection
液晶パネル131は、表示面136、周縁部137などから構成される。表示面136は、例えば、クロスニコルに配置された偏光板と、この偏光板で液晶を挟み込むようにして設けられた液晶層などからなる。この表示面136は、液晶層に印加する電圧を変化ささせることで、内臓のバックライトから照射される光の偏光状態を制御し、画素ごとに選択的に光を透過させることで画像などを表示する。また、液晶パネル131は、検査トレイ16と比較して長手方向に長く、検査トレイ16を配置したときに表示面の一部が検査トレイ16よりも突出する大きさのものとなっている。
The
また、表示面136は、検査結果表示エリア138と選別情報表示エリア139とからなる。検査結果表示エリア138は、発光しない状態を含め、スペーサ132の投光孔141を通してレンズ17に照射される光の色を調節することで、レンズ17に直接的に検査結果を表示する画像を表示する。また、選別情報表示エリア139は、検査トレイ16を配置したときに、この検査トレイ16よりも突出している部分の表示面136に設けられ、レンズ17が選別される際に、正確に選別作業が行われているか否かを確認するための文字情報など、検査結果に応じたレンズ17の選別作業を補助する各種情報が表示される。この選別情報表示エリア139に表示される情報には、例えば、検査トレイ16から抜き取るレンズ17の個数を表示する。また、例えば、検査トレイ16から抜き取るレンズ17の欠陥の種類を表示する場合もある。
The display surface 136 includes an inspection
また、周縁部137は、表示面136を制御するために設けられた配線などが配置されており、表示面136よりも少なからず上方に突出して設けられている。 In addition, the peripheral portion 137 is provided with wiring or the like provided for controlling the display surface 136, and is provided so as to protrude upward rather than the display surface 136.
スペーサ132は、液晶パネル131上に配置される。また、スペーサ132は、表示面136上に配置されたときに、表示面136から上方に突出する周縁部137と少なくとも略同じ高さとなる厚さに設けられる。さらに、スペーサ132には、検査トレイ16の座繰り穴31(及び貫通孔32)の配列間隔と同じ配列間隔で投光孔141が設けられている。この投光孔141は、検査トレイ16が水平にスライドされて液晶パネル131の前面に配置されたときに、座繰り穴31の直下に略正確に位置する。したがって、画像などが表示されて表示面136から発せられる光は、この投光孔141を通り、直上に位置するレンズ17に照射される。
The spacer 132 is disposed on the
また、スペーサ132は不透明な材料でつくられており、投光孔141を通過する光は直上に位置するレンズ17にだけ照射され、隣接する他のレンズ17には照射されない。すなわち、スペーサ132は、表示面136と検査トレイ16との空隙を埋めることで、表示面136からの光を照射するレンズ17を確実に選択し、隣接するレンズ17に不要な光が入射することを防ぐ。
The spacer 132 is made of an opaque material, and the light passing through the light projecting hole 141 is irradiated only to the
ガイド133は、液晶パネル131の向かい合う2辺に平行に設けられており、レンズ17を配置した検査トレイ16を、液晶パネル131の前面に、液晶パネル131に接触させずに水平にスライドさせるガイドとなる。したがって、ガイド133が検査トレイ16の下面を支持する表面は、液晶パネル131の表面よりも僅かに高い位置に設けられている。また、ガイド133は、検査トレイ16を検査結果表示エリア138の直上に正しく配置させるストッパ142が設けられている。このストッパ142は、選別作業前の検査トレイ16が配置されている場合には閉じられており、検査トレイ16を検査結果表示エリア138の直上に正しく位置させる。一方、検査トレイ16に配置されたレンズ17の選別作業が完了すると開かれ、検査トレイ16はガイド133上をスライドして移動される。こうしたストッパ142の動作はモータや歯車などの図示しない開閉機構によって行われる。
さらに、ガイド133には操作ボタン143が設けられている。この操作ボタン143は、例えば、この操作ボタン143が押圧されると、選別作業が次の段階へと進行され、レンズ17の選別作業の段階によっては、選別情報表示エリア139の表示内容が更新され、また、ストッパ142が開閉される。
The
Further, the
図15に示すように、検査結果表示装置24は、制御部144、RAM146、ROM147、データ通信部148、検査結果取得部151、表示画像作成部152などを備える。
As shown in FIG. 15, the inspection
制御部144は、ROM147に記憶されている制御用プログラムを読み出し、実行し、データバス150を介して検査結果表示装置24の各部を統括的に制御する。例えば、スキャナドライバ154を用いてIDスキャナ134を制御し、液晶パネル131上に配置された検査トレイ16のID33を読み取らせる。また、例えば、制御部144は、エンコーダ156を介して液晶パネル131に画像などを表示させる。
The
また、制御部144は、レンズ17の選別作業の段階に応じて、モータドライバ157を介してストッパ142を開閉させる。また、制御部144は、ボタンセンサ158によって操作ボタン143が押圧されたか否かを監視し、操作ボタン143が押圧されたときに、レンズ17の選別作業の段階に応じて、ストッパ142を開閉させ、また、選別情報表示エリア139に表示する各種情報を更新させる。
Further, the
RAM62は、作業用メモリであり、検査結果表示装置24の各部で生じた各種データなどを一時的に記憶する。例えば、液晶パネル131上に配置された検査トレイ16から読み取られたID33は、このRAM62に記憶される。
The RAM 62 is a working memory, and temporarily stores various data generated in each part of the inspection
ROM147は、検査結果表示装置24の制御用プログラムや各種設定などを格納するメモリである。また、サーバ21との通信プログラムなどもこのROM147内に記憶されており、制御部144によって読み出される。さらに、検査トレイ16の位置や向きが誤って配置されたときに読み出される警告画像や警告情報(後述)は、このROM147に記憶されている。
The
サーバ21は、検査結果表示装置24とは独立して設けられ、レンズ17の外観検査の結果を管理する。このサーバ21内には、レンズ17の外観検査の結果を一括して管理するデータベース28が設けられており、レンズ17が配置された検査トレイ16のID33とともに、各レンズ17が検査トレイ16内で配置されている位置、外観検査時に用いられた画像、各レンズ17の良,不良の評価、外観に欠陥がある場合にはその欠陥の種類などが、それぞれ相互に関連付けられて記憶されている。
The
データ通信部148は、検査結果取得部151からの指示に基づいて、サーバ21との間で各種データの送受信を行う。また、データ通信部148がサーバ21から取得したデータは、RAM62に記憶される。
The
IDスキャナ134は、検査トレイ16が液晶パネル131の検査結果表示エリア138の前面に配置され、操作ボタン143が押圧されたときに、このIDスキャナ134に正対して位置するID33を読み取る。このとき、検査トレイ16のID33が正しく読み取れた場合には、これをRAM62に記憶し、正しくID33が読み取れなかった場合には、エラーコードをRAM62に記憶する。また、IDスキャナ134が検査トレイ16のID33を読み取ることができる範囲は狭く設定されている。したがって、検査トレイ16が検査結果表示エリア138の前面に正しく配置され、スペーサ132の投光孔141と対応する各レンズ17とが略一直線上に配列されている場合には、IDスキャナ134は検査トレイ16のID33を正しく読み取り、一方、スペーサ132の投光孔141とこれに対応する各レンズ17とがずれて配置されている場合や、検査トレイ16を配置する向きが回転されており、IDスキャナ134の読み取り範囲に検査トレイ16のID33が位置しない場合には、エラーIDが出力される。
The
検査結果取得部151は、検査トレイ16に配置されたレンズ17の外観検査の結果をデータ通信部148を介してサーバ21から取得する。すなわち、検査結果取得部151は、RAM146から検査トレイ16のID33を読み出し、これを用いて検査結果を表示する検査トレイ16に配列された各レンズ17の外観検査の結果をサーバ21に問い合わせる。このとき、検査結果取得部151は、データベース28に記憶されたレンズ17に関する各種データのうち、各レンズ17の良,不良の評価と、外観検査で不良と評価されたレンズ17については欠陥の種類とをデータベース28から取得し、RAM146に記憶する。なお、検査結果取得部151は、RAM146から検査トレイ16のID33ではなく、エラーIDを読み出した場合には、サーバ21にレンズ17の外観検査の結果を問い合わせず、表示画像作成部152と選別情報作成部153とにエラー信号を出力する。
The inspection result
表示画像作成部152は、検査結果取得部151によって取得されたレンズ17の評価及び不良品のレンズの欠陥の種類のデータをRAM146から読み出し、これに基づいて、液晶パネル131に表示する検査結果画像(以下、検査結果画像)を作成する。この検査結果画像は、検査トレイ16のレンズ17の配列間隔に応じて区切られた部分ごとに色が異なる。すなわち、この検査結果画像が液晶パネル131の検査結果表示エリア138に表示されると、直上に位置するレンズ17にはそれぞれのレンズ17の評価及び欠陥の種類に応じて異なる色の光が照射される。
The display
一方、表示画像作成部152は、検査結果取得部151からエラー信号を受けると、検査トレイ16の配置が誤っている事を示す警告画像をROM147から読み出す。この警告画像が液晶パネル131の検査結果表示エリア138に表示されると、検査トレイ16に配置された各レンズ17を介して検査トレイ16が正しく配置されていないことを表示させる。
On the other hand, when the display
選別情報作成部153は、検査結果取得部151によって取得されたレンズ17の評価に基づいて、良品のレンズの個数、不良品のレンズの個数、欠陥の種類ごとの不良品のレンズの個数などをそれぞれ計数する。また、選別情報作成部153は、計数した不良品のレンズの個数などを選別情報として、選別情報表示エリア139に表示する。
Based on the evaluation of the
一方、選別情報作成部153は、検査結果取得部からエラー信号を受けると、検査トレイ16の配置が誤っていることを示す警告情報をROM147から読み出し、選別情報表示エリア139に表示させる。
On the other hand, when receiving an error signal from the inspection result acquisition unit, the selection
以下、上述のように構成される検査結果表示装置24の作用を説明する。図16に示すように、外観検査を終えた検査トレイ16がレンズ17を配置したまま保管されている仕分け待機場所から搬出され、液晶パネル131上にスライドされて検査結果表示装置24に配置される。
Hereinafter, the operation of the test
このとき、検査トレイ16の位置や向きが誤って検査結果表示装置24に配置されると、検査結果表示装置24は、検査結果表示エリア138に警告画像を表示するとともに、選別情報表示エリア139に検査トレイ16が誤って配置されていることを示すメッセージを表示する。
At this time, if the position and orientation of the
一方、検査結果表示装置24に配置された検査トレイ16のID33が読み取られる。そして、このID33と関連付けられて管理されているレンズ17の評価や欠陥の種類などがサーバ21から取得される。すなわち、検査トレイ16に配置されている各レンズ17の評価及び欠陥の種類がそれぞれ取得される。
On the other hand, the
さらに、検査トレイ16上のレンズ17の配列間隔と、各々のレンズ17の評価及び欠陥の種類とに応じて区切られた部分ごとに色が異なる検査結果画像が作成され、この検査結果画像が検査結果表示エリア138に表示される。
Further, an inspection result image having a different color is created for each portion divided according to the arrangement interval of the
すると、検査トレイ16に配列された各レンズ17は、液晶パネル131からの光を通すことでそれぞれのレンズ17が良,不良の何れであるか、さらに不良である場合には欠陥の種類が光の色によって表示される。また、同時に、選別情報表示エリア139には抜き取る不良品のレンズの個数が表示される。
Then, each
そして、明確に表示された不良品レンズが、検査トレイ16から全て抜き取られ、操作ボタン143が押圧されると、ストッパ142が開かれ、良品のレンズ17だけが残る検査トレイ16はスライドして移動され、検査結果表示装置24から取り出される。また、選別された良品のレンズ17は、検査トレイ16から取り出され、個々にパッケージされて出荷される。
When the clearly displayed defective lenses are all extracted from the
具体的には、図17(A)に示すように、検査トレイ16に5列×5行に25個のレンズ17が配列されているとすると、検査結果表示装置24は、この25個のレンズ17の内不良品のレンズ17だけを発光して表示する。このとき、図17(B)に示すように、液晶パネル131の表示面136には検査トレイ16のレンズ17の配列間隔に応じて区切られた各領域ごとに、不良品のレンズ17の欠陥の種類に応じて、それぞれ異なる色が配色された検査結果画像が表示されている。
Specifically, as shown in FIG. 17A, assuming that 25
例えば、欠陥の種類がレンズの表面に生じた線状のキズである不良品レンズ161aの直下には赤色が表示される。したがって、不良品レンズ161aは結果として赤色に表示され、不良品レンズ161aが不良品であり、抜き取りの対象であることが示されると同時に、欠陥の種類がキズである事が明瞭に表示される。
For example, red is displayed immediately below the
また、例えば、欠陥の種類が反射防止コーティング抜け、いわゆるコート抜けである不良品レンズ161bの直下には青色が表示される。したがって、不良品レンズ161bは、結果として青色に表示され、不良品レンズ161bが不良品であり、抜き取り対象であることが示されると同時に、欠陥の種類がコート抜けであることが明瞭に表示される。 Further, for example, blue is displayed immediately below the defective lens 161b in which the type of defect is an antireflection coating missing, that is, a so-called coating missing. Accordingly, the defective lens 161b is displayed in blue as a result, indicating that the defective lens 161b is a defective product and to be extracted, and at the same time, clearly indicating that the type of defect is missing coat. The
さらに、例えば、欠陥の種類がレンズの表面に広がって付着した、いわゆるヨゴレである不良品レンズ161cの直下には緑色が表示される。したがって、不良品レンズ161cは、結果として緑色に表示され、不良品レンズ161cが不良品であり、抜き取りの対象であることが示されると同時に、欠陥の種類がヨゴレであることが明瞭に表示される。
Further, for example, green is displayed immediately below the
一方、良品のレンズ17の直下には何色でもないいわゆる黒色が表示される。すなわち、良品のレンズ17は、発光されず、良品であり、抜き取りの対象でないことが示される。
On the other hand, a so-called black color which is not any color is displayed immediately below the
さらに、不良品レンズ161a,161b,161cが抜き取り対象であることが表示されると同時に、選別情報表示エリア139には、例えば、検査トレイ16から抜き取る不良品レンズの総数162が表示される。この選別情報表示エリア139に表示された抜き取り対象の不良品レンズの総数は、例えば、抜き取り作業が行われた回数と比較することによって、抜き取り作業が漏れなく行われたか否かを確認するために用いられる。
Further, it is displayed that the
一方、検査トレイ16の向きが180度回転して配置されると検査トレイ16のID33はIDスキャナ134の読み取り範囲には位置しない。このような場合、例えば、図18に示すように、検査結果表示エリア138には一面赤色の警告画像が所定時間ごとに表示される。したがって、検査トレイ16の上方から見ると、検査トレイ16に配置されたレンズ17は赤色と黒色とで所定時間ごとに点滅し、検査トレイ16の配置又は向きが誤っていることが表示される。また、同時に、選別情報表示エリア139には検査トレイ16の配置が誤っている事を示す警告情報163を表示される。このようにして、検査結果表示装置24は、検査トレイ16の向きが誤って配置されていることを知らせる。
On the other hand, when the direction of the
また、こうした警告表示は、検査トレイ16の向きが誤っている場合だけでなく、検査トレイ16がストッパ142まで到達せずに検査結果の表示を行おうとした場合、例えば、スペーサ132の投光孔141と検査トレイ16のレンズ17とがずれて配置されている場合などにも同様にして警告表示が行われる。
Moreover, such warning display is not only when the direction of the
上述のように、検査結果表示装置24は、検査トレイ16に配置されたレンズ17の外観検査の結果を、選別するレンズ17に対して直接的に、分かりやすく、明瞭に表示することができる。
As described above, the inspection
また、検査結果表示装置24は、表示する不良品レンズの欠陥の種類に応じた異なる色でそれぞれ明確に区別して表示するから、欠陥の種類に応じて選別するなどの煩雑な作業も容易にさせることができる。
Further, since the inspection
さらに、検査結果表示装置24は、検査結果を表示すると同時に、選別作業が正しく行われているか否かを確認するための適切な情報を表示するから、選別作業の人的誤りを軽減することができる。
Furthermore, since the inspection
また、検査トレイ16の形状を変更し、これに応じて検査結果表示エリア138に表示する画像の区切りを変えれば、異なる大きさや形状の物に対しても検査結果表示装置24を容易に用いることができる。すなわち、検査結果表示装置24の機能は、特定の物品や、その大きさ、形状等に依存せず、多種多様なものに用いることができる。したがって、特定の物品に対する専用装置ではないから、装置自体の交換や部品交換などは低価格に、かつ、容易に行うことができる。
Further, if the shape of the
さらに、検査結果表示装置24は、液晶パネル131と検査トレイ16との間にスペーサ132を配置するから、検査結果表示エリア138から照射される光が直上のレンズ17以外に入射することを防ぎ、隣接するレンズを誤って不良品レンズと判断してしまう、いわゆる誤認を効果的に防ぐことができる。すなわち、検査結果表示装置24は、選別作業員の位置や体格などに影響されず、正確に不良品レンズの位置を表示することができる。
Furthermore, since the inspection
一方、検査トレイ16を厚くすることで貫通孔32の全長を長くすると、検査結果表示エリア138のうちレンズ17の直下から照射される光だけがこのレンズ17に到達し、検査結果表示エリア138の隣接する部分から斜めに照射される光はこのレンズ17には到達しなくなる。しかし、このように検査トレイ16を厚くすると、重量や体積が増し、レンズ17を配置して移動するという検査トレイ16の本来の機能が損なわれる。したがって、上述のように誤認を防ぐためには、検査結果表示装置24のようにスペーサ132を配置することが好ましい。
On the other hand, when the entire length of the through-
また、通常、液晶パネル131の表示面136は、物(検査トレイ16など)を配置して使用することは想定されておらず、このような使用方法は、液晶パネル131を損傷し易い。しかし、検査結果表示装置24は、前述のように液晶パネル131と検査トレイ16との間にスペーサ132を配置するから、表示面136と移動する検査トレイ16とは直接的には接触せず、連続的に繰り返し用いても、液晶パネル131の表示面136が間に挟まるゴミなどの影響で損傷してしまうことを防ぐことができる。すなわち、検査結果表示装置24は、スペーサ132を用いることで、耐久性を向上させることができる。
In general, it is not assumed that the display surface 136 of the
また、液晶パネル131の表示面136に検査トレイ16を上から乗せるように配置すると、このような圧力が負荷されることが想定されていない液晶パネル131は、やはり損傷し易い。しかし、検査結果表示装置24は、ガイド133に沿って検査トレイ16を水平にスライドし、液晶パネル131の前面に配置するから、検査トレイ16を液晶パネル131の前面に上方から乗せるように配置する場合と比較して、液晶パネル131が損傷してしまう可能性を低減することができる。
If the
なお、上述の検査結果表示装置24は、スペーサ132には投光孔141が設けられているが、検査結果を表示する対象がレンズである場合には、図19(A)に示すように、検査結果を表示するレンズの焦点距離を調節する投光レンズ164を、スペーサ132の投光孔141に配置することが好ましい。
In the above-described inspection
検査結果を表示するものがレンズである場合、液晶パネル131から照射される光はレンズ17によって屈折される。したがって、投光孔141に投光レンズ164が設けられていないと、例えば、レンズ17の曲面の形状によっては、図19(B)に示すように、レンズ17の中央部167だけが液晶パネル131と同じ色に表示される結果となることがある。このように、レンズ17の一部だけに検査結果が表示されると、必ずしも見やすい表示であるとは言えず、選別作業においては見落としなどの原因となる。
When the display of the inspection result is a lens, the light emitted from the
一方、レンズ17の下方に位置する投光孔141にレンズ17の焦点距離を調節する投光レンズ164を配置すると、図19(C)に示すように、レンズ17の略全体に検査結果が表示される。
On the other hand, when the light projection lens 164 for adjusting the focal length of the
このように、検査結果を表示する対象がレンズなどの光学デバイスで、単純に光を照射しただけでは必ずしも見やすい検査結果の表示を行うことができない場合には、この光学デバイスの焦点距離,屈折率などの光学特性を考慮して、スペーサ132の投光孔141に投光レンズ164を配置することで、見易くすることができる。 As described above, when the target of displaying the inspection result is an optical device such as a lens and it is not always possible to display the inspection result that is easy to see by simply irradiating light, the focal length and refractive index of the optical device are displayed. Considering optical characteristics such as the above, it is possible to make it easy to see by arranging the light projection lens 164 in the light projection hole 141 of the spacer 132.
なお、上述の検査結果表示装置24は、1度の検査結果の表示で異なる種類の欠陥の不良レンズを同時に表示するが、これに限らず、欠陥の種類ごとに数回に分けて検査結果を表示し、選別作業を行わせても良い。
In addition, although the above-described inspection
図20(A)に示すように、例えば、欠陥の種類がコート抜け不良品レンズ166aを全て表示し、これを抜き取らせる。このとき、選別情報表示エリア139には、コート抜けが原因の不良品レンズ166aの総数168aを表示する。そして、このコート抜けが原因の不良品レンズ166aの抜き取り作業が終わり、操作ボタン143が押圧されると、例えば、図20(B)に示すように、欠陥の種類がレンズの周縁部などが欠け落ちた、いわゆるカケである不良品レンズ166bを全て表示し、これを抜き取らせる。このとき、選別情報表示エリア139の情報は更新され、カケが原因の不良レンズ166bの総数168bを表示する。さらに、同様に、欠陥の種類が他のものである不良品レンズについても同様に、順に表示し、これらを抜き取らせる。
As shown in FIG. 20A, for example, all the defective lenses with
このように、不良品レンズの欠陥の種類ごとに分けて、順に表示し、これらを抜き取らせると、抜き取る不良品レンズがどういった種類の欠陥で不良品と評価されているかを殆ど意識させることなく、表示されたものを単純に抜き取るという作業に集中させることができる。すなわち、選別作業員の負担を軽減し、延いては選別作業の人的な誤りを防ぐことができる。 In this way, it is displayed in order according to the type of defect of the defective lens, and when these are extracted, it is almost conscious of what kind of defect the defective lens to be extracted is evaluated as defective. Instead, the user can concentrate on the work of simply extracting the displayed items. That is, it is possible to reduce the burden on the sorting worker and to prevent human errors in the sorting operation.
なお、上述の検査結果表示装置24は、異なる種類の欠陥の不良品レンズを、それぞれ異なる色で表示するが、これに限らず、如何なる欠陥が原因であれ、不良品レンズ又は良品レンズの全てを同じ色で表示しても良い。例えば、安定した量産体制が確立されたときに行う外観検査の検査結果を表示する場合には、現実的には除ききれない程度の原因で生じる不良品を選別する。こうした状況下では、必ずしも、不良品レンズの欠陥の種類に応じて選別する必要がないから、単純に良品と不良品との区別が明確に表示されれば良い。したがって、このような必ずしも欠陥の種類に応じて区別された表示が必要とされない場合には、不良品(良品)だけを認識し易い同じ色で同時に表示しても良い。
The above-described inspection
なお、上述の検査結果表示装置24は、選別情報表示エリア139に表示する情報として、抜き取り対象のレンズの総数を表示する例を示すが、これに限らず、選別作業に必要な他の有益な情報を選別情報表示エリア139に表示させても良い。例えば、検査結果を表示する検査トレイ16のID33や、不良品レンズの欠陥の種類の内訳などを選別情報表示エリア139に表示しても良い。
The above-described inspection
なお、上述の検査結果表示装置24は、レンズの外観を検査した結果を表示する例を示すが、これに限らず、他の透明な物品の外観検査の結果を表示しても良い。また、検査の種類も外観検査に限られず、(レンズの光学的な特性などの)各種性能検査の検査結果であっても検査結果表示装置24を用いることができる。
In addition, although the above-described inspection
なお、上述の検査結果表示装置24は、個々のレンズの検査結果を表示する際に、液晶パネル131を用いて光を照射するが、これに限らず、他の照明やディスプレイを用いても良い。例えば、LEDを配列してなるLEDディスプレイであっても良く、CRT,FET,SEDなどの電子の放出を利用するディスプレイを用いてもよい。すなわち、配列されたレンズのそれぞれに、各々の検査結果に応じた光を照射することができれば照明,ディスプレイの形態は限定されない。
The above-described inspection
また、上述の検査結果表示装置24では、液晶パネル131はフルカラーで表示可能であるが、これに限らず、必ずしもカラーで表示する必要はない。例えば、前述のように、欠陥の種類に応じた区別を必要としない状況下では、例えば、点灯と消灯とを切り替えられるものであれば液晶パネルでなくとも良く、単色のLEDを配列したディスプレイなどを好適に用いることができる。
Further, in the above-described inspection
なお、上述の検査結果表示装置24は、IDスキャナ134による検査トレイ16のID33の読み取りの結果で、検査結果表示装置24に検査トレイ16が正しく配置されているか否かを検知する仕組みとなっているが、これに限らず、検査トレイ16の位置や向きを検知する機構をIDスキャナ134とは別個に独立して設けても良い。
The above-described inspection
また、上述の検査結果表示装置24は、検査トレイ16の配置が誤っていると、検査結果表示エリア138を点滅させるとともに、選別情報表示エリア139に警告情報を表示して、検査トレイ16の位置や向きが誤って配置されていることを警告を表示するが、警告を発する方法はこれに限らない。例えば、警告を示す色の画像を検査結果表示エリア138に表示することで警告を表示しても良い。さらに、所定の警告を示す模様となるように、レンズ17を点灯,点滅させても良い。また、例えば、選別情報表示エリア139の警告情報の表示と、検査結果表示エリア138の警告画像の表示とを必ずしも同時に行う必要はなく、何れか一方で検査トレイ16の配置が誤っている事を表示しても良い。
In addition, if the
なお、上述の検査結果表示装置24は、光を透過するレンズ17の外観検査の結果を表示するが、これに限らず、不透明な物品や電子デバイスなどの光学デバイスでない物品の性能,外観検査の結果を表示する場合にも本発明の検査結果表示装置24を好適に用いることができる。例えば、検査トレイ16の物品を配置する部分の周囲等に液晶パネル131からの光を通す孔を設けておくことで、検査結果表示装置24は、不透明な物品の各種検査結果も容易に表示することができる。
The above-described inspection
なお、上述の検査結果表示装置24は、検査トレイ16のID33に応じてサーバ21からレンズ17の外観検査の結果を取得するが、これに限らず、サーバ21などを介さずに、レンズ17の外観検査装置22と直接接続し、検査結果を取得するようにしても良い。このような接続は、外観検査と同時に検査結果を表示する際に有効である。
The above-described inspection
なお、上述の実施形態では、検査結果表示装置24の動作及び選別作業を次々と進行する操作ボタン143を設けるが、これに限らず、さらに細かく検査結果表示装置24を操作する操作部を設けてもよい。
In the above-described embodiment, the
なお、上述の検査結果表示装置24は、検査結果表示装置24は一度選別作業が完了した検査トレイ16に対しても再度検査結果の表示を行うことができるが、これに限らず、一度選別作業が完了した検査トレイ16に対しては再度検査結果の表示を行うことができないようにしても良い。例えば、レンズ17の選別作業が完了したときに、レンズ17の選別作業が完了した検査トレイ16のID33を作業済みトレイデータとしてRAM146に記憶しておく。そして、検査トレイ16のID33がIDスキャナ134によって読み込まれたときに、この作業済みトレイデータと読み込まれたID33を比較して、作業済みトレイデータ内に同一のID33が含まれている場合には、検査結果の表示を行わないようにしても良い。
The above-described inspection
また、例えば、レンズの選別作業が完了した検査トレイ16のID33をサーバ21に通知し、データベース28に登録する。そして、サーバ21は検査結果表示装置24から再度同じID33についてレンズの検査結果が要求されたときには、作業完了済みを示すデータのみを出力し、同じID33に関連付けられた検査結果が読み出されないようにしても良い。
Further, for example, the
このような設定を行うことで、2重作業を防止することができる。また、このような設定を行う場合に、検査トレイ16を再利用するときには以前とは別個のIDを付与する必要がある。
By performing such setting, double work can be prevented. Further, when performing such setting, when reusing the
以上のように、外観検査装置22、再検査装置23、検査結果表示装置24などから構成される外観検査システム10の作用を説明する。図21に示すように、検査トレイ16に配列されたレンズ17を外観検査装置22によって検査すると、レンズ17は、良品、不良品、再検査品の何れかに評価される。この評価は、検査トレイ16のID33や外観検査装置22が検査に用いた元画像とともに、サーバ21のデータベース28に登録される。外観検査装置22による検査を終えた検査トレイ16は、レンズ17を配置したままの状態で、トレイ保管庫26に移動され、保管される。
As described above, the operation of the
一方、外観検査装置22によって再検査品と評価されたレンズは、再検査装置23によって良又は不良の何れかの評価に定められる。このとき、検査トレイ16は、トレイ保管庫26に保管されたままの状態であり、再検査装置23で行われる再検査には、外観検査装置22で取得されてサーバ21のデータベース28に登録されている元画像だけが用いられる。また、再検査装置23は、再検査によって定められた再検査品のレンズ17の評価をサーバ21のデータベース28に登録する。
On the other hand, a lens that has been evaluated as a re-inspection product by the
そして、配置されたレンズ17の評価が良又は不良の何れかに定められた検査トレイ16は、トレイ保管庫26から移動され、検査結果表示装置24に配置される。検査結果表示装置24は、配置された検査トレイ16のレンズ17の評価などを読み出し、これを表示する。この検査結果の表示に基づいて、不良品のレンズは検査トレイ16から抜き取られ、最終的に検査トレイ16には良品のレンズだけが残される。こうして選別された良品のレンズは、包装されて出荷される。
Then, the
このように、外観検査システム10は、外観検査装置22によって現実的な形状の物品に生じる多種多様な欠陥を漏れなく、精度良く検査するとともに、検査結果表示装置24によって外観検査の結果を分かりやすく正確に表示する。したがって、外観検査システム10は、効率良く正確な外観検査を行うことができる。
As described above, the
さらに、外観検査システム10は、外観検査装置22、再検査装置23、検査結果表示装置24を一体とせず、それぞれ別個に設けており、サーバ21に構築されたデータベース28でこれらの装置に必要なデータを一括して管理する。したがって、外観検査、再検査、選別作業(検査結果の表示)はそれぞれ平行して行われ、レンズの数量や質など製造の状況に応じて、外観検査装置22、再検査装置23、検査結果表示装置24をそれぞれ自在に容易に増設することができる。
Furthermore, the
例えば、図22(A)に示すように、製造上の何らかの原因で、再検査品のレンズが増加した場合には、再検査装置23に加えて、第2再検査装置171を増設すれば良い。このとき、第2再検査装置171は再検査装置23とは独立に、サーバ21と通信し、再検査品のレンズの元画像などを得て、再検査を行わせる。また、例えば、図22(B)に示すように、品質の安定したレンズの製造量を増加させる場合には、第2外観検査装置172や第2検査結果表示装置173を設ければよい。さらに、同様にして、外観検査装置、再検査装置、検査結果表示装置をそれぞれ必要に応じて設けることができる。
For example, as shown in FIG. 22A, in the case where the number of reinspected lenses increases due to some manufacturing reason, in addition to the
また、同様にして、これらに不具合が生じた場合の交換や調整、改良された装置への取り替えなども容易に安価に行うことができる。 In the same manner, replacement and adjustment in the case where a problem occurs in these, replacement with an improved apparatus, etc. can be easily and inexpensively performed.
なお、上述の実施形態では、外観検査システム10を構成する各装置は、サーバ21によって検査などに用いるデータを共有するが、これに限らず、各装置を直接的に接続し、必要なデータを共有しても良い。
In the above-described embodiment, each device constituting the
なお、上述の実施形態では、検査トレイ16のID33としてバーコードを用いる例を示すが、このバーコードは1次元バーコードでも良く、また、2次元バーコードでも良い。さらに、ID33はバーコードに限らず、ICチップなどを用いてもよい。
In the above-described embodiment, an example in which a barcode is used as the
また、上述の実施形態では、レンズ17の外観検査を行う例を示すが、レンズ17の形状は限定されず、レンズ17の外観を検査する場合であっても、面の凹凸の組み合わせはメニスカスレンズ、両凸、両凹の何れのレンズであっても良く、また、形状が球面であるか、非球面であるかも問わない。また、大きさも任意のものを用いることができ、さらには、フレネルレンズなど特殊なレンズであっても良い。さらに、検査するレンズの材質もガラスに限らず、周知の樹脂材料などであっても良く、また、レンズの製造方法も上述の実施形態に限らず、各種成型、あるいは研磨などにより製造しても良い。
In the above-described embodiment, an example in which the appearance inspection of the
さらに、検査する物品もレンズに限らず、透明な物品であれば好ましく、不透明な物品であっても良い。 Furthermore, the article to be inspected is not limited to a lens, and is preferably a transparent article, and may be an opaque article.
10 外観検査システム
16 検査トレイ(被検体保持手段)
17 レンズ
21 サーバ
22,172 外観検査装置(欠陥評価装置)
23,171 再検査装置
24,173 検査結果表示装置(評価表示装置)
26 トレイ保管庫
28 データベース
33 ID
36,134 IDスキャナ
37 CCDエリアセンサ
41 透過型暗視野照明(第1照明)
42 反射型暗視野照明(第2照明)
43 透過型暗視野照明(第3照明)
44 反射型暗視野照明(第4照明)
47,117,119 無発光部
52,53 マスク板
58 リファレンス画像作成部
59 差分画像作成部
61 評価部
76,77,78,79 差分画像
111 照明パネル
113 遮光板
114,131 液晶パネル
132 スペーサ
133 ガイド
138 検査結果表示エリア
139 選別情報表示エリア
141 投光孔
152 表示画像作成部
153 選別情報作成部
164 投光レンズ
10
17
23,171 Re-inspection device 24,173 Inspection result display device (evaluation display device)
26
36,134
42 Reflective dark field illumination (second illumination)
43 Transmission type dark field illumination (3rd illumination)
44 Reflective dark field illumination (4th illumination)
47, 117, 119
Claims (3)
各々の前記被検体を撮像して前記被検体の画像を得る撮像手段を有し、前記被検体保持手段を移動させることで各々の前記被検体を前記撮像手段に対向する検査位置に配置するとともに、該検査位置に配置された前記被検体を照明しながら前記撮像手段で撮像し、得られた画像から前記被検体の欠陥を良,不良,再検査の何れかに評価する欠陥評価装置と、
前記被検体保持手段に前記被検体を配列したままに、前記被検体の各々に対応付けて前記被検体保持手段の下方から光を照射し、前記欠陥評価装置による前記被検体の評価をそれぞれ表示する評価表示装置と、
前記欠陥評価装置による前記被検体の欠陥の評価とともに、前記欠陥評価装置で得られた前記被検体の画像を前記被検体保持手段ごとにまとめて管理するとともに、前記評価表示装置からの要求に応じて前記被検体の評価を出力する評価管理装置と、
前記欠陥評価装置によって再検査と評価された前記被検体の画像を、前記評価管理装置から読み出し、モニタに表示させて、再検査と評価された前記被検体の欠陥を良又は不良の何れかに評価させる再検査装置と、
を備えることを特徴とする外観検査システム。 A plurality of specimens to be inspected for defects in appearance, and a specimen holding means for passing light irradiated from below to each of the specimens;
An imaging unit that captures each subject and obtains an image of the subject is provided, and the subject holding unit is moved to place each subject at an examination position facing the imaging unit. A defect evaluation apparatus that images the object disposed at the inspection position while illuminating the object, and evaluates the defect of the object as good, defective, or re-inspected from the obtained image;
Wherein leave an array of object to the object holding means, said in association with each of the subject is irradiated with light from below the object holding means, each displayed an evaluation of the subject by the defect evaluation device An evaluation display device ,
Along with the evaluation of the defect of the object by the defect evaluation apparatus, the image of the object obtained by the defect evaluation apparatus is managed collectively for each object holding means, and in response to a request from the evaluation display apparatus An evaluation management device for outputting the evaluation of the subject,
The image of the subject evaluated as reexamined by the defect evaluation device is read from the evaluation management device and displayed on the monitor, and the defect of the subject evaluated as reexamined is either good or defective. Re-inspection equipment to be evaluated,
An appearance inspection system comprising:
前記被検体に対して前記撮像手段の反対側に配置され、前記被検体を透過した照明光が前記撮像部に入射しないように前記被検体を一様に照明する第1照明手段と、
前記被検体に対して前記撮像手段と同じ側に配置され、前記被検体に反射された照明光が前記撮像部に入射しないように前記被検体を一様に照明する第2照明手段と、
前記被検体に対して前記撮像手段の反対側に配置され、前記被検体を透過した照明光が前記撮像部に入射するように前記被検体を一様に照明する第3照明手段と、
前記被検体に対して前記撮像手段と同じ側に配置され、前記被検体に反射された照明光が前記撮像部に入射するように前記被検体を一様に照明する第4照明手段とを備え、
前記被検体と前記撮像手段との相対的な位置を変えずに相互に切り替え、前記第1照明手段,前記第2照明手段,前記第3照明手段,前記第4照明手段のそれぞれで前記被検体を照明しながら撮像すること、
を特徴とする請求項1又は2記載の外観検査システム。 The defect evaluation apparatus is
A first illuminating unit that is disposed on the opposite side of the imaging unit with respect to the subject and uniformly illuminates the subject so that illumination light transmitted through the subject does not enter the imaging unit;
A second illuminating unit that is disposed on the same side as the imaging unit with respect to the subject and uniformly illuminates the subject so that illumination light reflected by the subject does not enter the imaging unit;
A third illuminating unit that is disposed on the opposite side of the imaging unit with respect to the subject and uniformly illuminates the subject so that illumination light transmitted through the subject is incident on the imaging unit;
A fourth illumination unit that is arranged on the same side as the imaging unit with respect to the subject and uniformly illuminates the subject so that illumination light reflected by the subject is incident on the imaging unit; ,
Switching between the subject and the imaging means without changing the relative positions thereof, the subject is performed by each of the first illumination means , the second illumination means , the third illumination means , and the fourth illumination means. taking an image while illuminating the,
The appearance inspection system according to claim 1 or 2.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007092647A JP5009663B2 (en) | 2007-03-30 | 2007-03-30 | Appearance inspection system |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007092647A JP5009663B2 (en) | 2007-03-30 | 2007-03-30 | Appearance inspection system |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2008249569A JP2008249569A (en) | 2008-10-16 |
| JP5009663B2 true JP5009663B2 (en) | 2012-08-22 |
Family
ID=39974686
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007092647A Active JP5009663B2 (en) | 2007-03-30 | 2007-03-30 | Appearance inspection system |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5009663B2 (en) |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4944824B2 (en) * | 2007-03-30 | 2012-06-06 | 富士フイルム株式会社 | Inspection result display device |
| JP5505953B2 (en) * | 2009-05-21 | 2014-05-28 | Necシステムテクノロジー株式会社 | Image discrimination system, method and program |
| KR101224761B1 (en) * | 2011-03-09 | 2013-01-21 | 삼성전기주식회사 | Device For Measuring Quantity Of Component |
| JP5724069B2 (en) * | 2013-07-17 | 2015-05-27 | キリンテクノシステム株式会社 | Container inspection equipment |
| JP2015045591A (en) * | 2013-08-29 | 2015-03-12 | コニカミノルタ株式会社 | Inspection device and inspection method |
| JP2016133500A (en) * | 2015-01-16 | 2016-07-25 | 東芝Itコントロールシステム株式会社 | Inspection apparatus |
| JP2018013436A (en) * | 2016-07-22 | 2018-01-25 | 株式会社クボタ | Joint state evaluation method and joint state evaluation device |
| EP3521804A1 (en) | 2018-02-02 | 2019-08-07 | CL Schutzrechtsverwaltungs GmbH | Device for determining at least one component parameter of a plurality of, particularly additively manufactured, components |
| EP3801932B1 (en) * | 2018-06-07 | 2023-07-19 | Wilco AG | Inspection process and system |
| JP7349816B2 (en) * | 2019-05-16 | 2023-09-25 | 株式会社キーエンス | Image inspection device |
| JP7415172B2 (en) * | 2020-06-26 | 2024-01-17 | 澁谷工業株式会社 | Sampling result confirmation device |
| JP7141772B1 (en) | 2021-12-02 | 2022-09-26 | 株式会社岩崎電機製作所 | IMAGE INSPECTION APPARATUS, IMAGE INSPECTION METHOD AND IMAGE INSPECTION PROGRAM |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05296937A (en) * | 1992-04-23 | 1993-11-12 | Nikon Corp | Foreign matter inspecting device |
| US5500732A (en) * | 1994-06-10 | 1996-03-19 | Johnson & Johnson Vision Products, Inc. | Lens inspection system and method |
| JPH09178452A (en) * | 1995-12-26 | 1997-07-11 | Dainippon Screen Mfg Co Ltd | Surface observing optical system |
| JP4550610B2 (en) * | 2005-02-09 | 2010-09-22 | 株式会社ケー・デー・イー | Lens inspection device |
| JP4640055B2 (en) * | 2005-09-08 | 2011-03-02 | 富士フイルム株式会社 | Lens pass / fail display device |
-
2007
- 2007-03-30 JP JP2007092647A patent/JP5009663B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2008249569A (en) | 2008-10-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5009663B2 (en) | Appearance inspection system | |
| JP2008249568A (en) | Visual examination device | |
| JP6945245B2 (en) | Visual inspection equipment | |
| CN101346623B (en) | Defect inspection device for inspecting defect by image analysis | |
| CN109030495A (en) | A kind of optical element defect inspection method based on machine vision technique | |
| US20190323920A1 (en) | System and method for inspecting optical power and thickness of ophthalmic lenses immersed in a solution | |
| CN101008622B (en) | System and method for inspecting patterned devices having microscopic conductors | |
| US20070146870A1 (en) | Method for particle analysis and particle analysis system | |
| JP2002195910A (en) | System for testing optical part | |
| CA2568260A1 (en) | Transparent material inspection system | |
| CN110208269B (en) | Method and system for distinguishing foreign matters on surface of glass from foreign matters inside glass | |
| EP3973502B1 (en) | A system and method for determining whether a camera component is damaged | |
| JP2009115613A (en) | Foreign matter inspecting apparatus | |
| JP4655644B2 (en) | Periodic pattern unevenness inspection system | |
| KR101630596B1 (en) | Photographing apparatus for bottom of car and operating method thereof | |
| JP7510215B2 (en) | Contact lens defect analysis and tracking system | |
| TWI495867B (en) | Application of repeated exposure to multiple exposure image blending detection method | |
| KR101203210B1 (en) | Apparatus for inspecting defects | |
| JP2002098650A (en) | Transparent body detection method and system thereof | |
| CN113865830A (en) | Display screen defect detection method and system | |
| US20240273707A1 (en) | High-speed automatic film-foreign substance detection apparatus | |
| JP2017166903A (en) | Defect inspection device and defect inspection method | |
| CN211403010U (en) | Foreign body positioning device for display panel | |
| JP4944824B2 (en) | Inspection result display device | |
| JP2010256113A (en) | Method and device for visually inspecting color filter |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090911 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110907 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110914 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20111108 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120523 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120531 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 5009663 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150608 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |