JP4984036B2 - Feed production apparatus and feed production method - Google Patents
Feed production apparatus and feed production method Download PDFInfo
- Publication number
- JP4984036B2 JP4984036B2 JP2006187481A JP2006187481A JP4984036B2 JP 4984036 B2 JP4984036 B2 JP 4984036B2 JP 2006187481 A JP2006187481 A JP 2006187481A JP 2006187481 A JP2006187481 A JP 2006187481A JP 4984036 B2 JP4984036 B2 JP 4984036B2
- Authority
- JP
- Japan
- Prior art keywords
- small container
- product
- blending
- raw material
- transporting
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images














Description
本発明は、家畜や家禽、養殖魚、ペット動物に供する飼料を製造する装置及び方法に関する。特には、複数種類の原料(主原料、副原料、添加剤など)を受け入れ、これらを配合・加工して製品を製造する装置において、設備の融通性や生産効率、製品の安全性(衛生性)やトレーサビリティーを改良した飼料製造装置及び方法に関する。 The present invention relates to an apparatus and method for producing feed for livestock, poultry, farmed fish, and pet animals. In particular, in equipment that accepts multiple types of raw materials (main raw materials, auxiliary raw materials, additives, etc.) and mixes and processes them to produce products, facility flexibility, production efficiency, and product safety (hygiene) ) And a feed production apparatus and method with improved traceability.
家畜等の飼料は、通常、飼料配合工場で製造されている。飼料配合工場では、トラック等で搬送されてきたとうもろこし、大豆粕、脱脂糠、糖蜜等のバラ原料を受け入れ、比較的大型のタンクにいったん貯蔵する。そして、各大型タンクから、製品の原料割合に応じた製造単位量(バッチ量)の原料を取り出して混合し、1バッチ量の製品を製造する。この処理を複数回繰り返して製造された製品を1製品ロットとし、その製品に割り当てられた製品タンクに貯蔵する。 Feed for livestock and the like is usually manufactured at a feed blending factory. In the feed blending plant, corn, soybean meal, defatted meal, molasses and other rose raw materials that have been transported by trucks, etc. are received and stored once in relatively large tanks. And from each large tank, the raw material of the manufacturing unit quantity (batch quantity) according to the raw material ratio of a product is taken out and mixed, and 1 batch quantity of products are manufactured. A product manufactured by repeating this process a plurality of times is defined as one product lot and stored in a product tank assigned to the product.
このような工場では、一般的に、各工程の作業設備が製造工程順に配置されて、建物と一体に設けられている場合が多い。これは、例えば、主原料、副原料、配合タンクなど大型の設備は強度的に建物で支持する必要があり、このためには、設備を建物と一体化する必要があるためである。 In such factories, in general, work facilities for each process are arranged in the order of the manufacturing process and are often provided integrally with a building. This is because, for example, large equipment such as main raw materials, auxiliary raw materials, and blending tanks must be supported by the building in strength, and for this purpose, the equipment needs to be integrated with the building.
このような飼料配合方法は、以下のような問題を有する。
(1)原料を受け入れて大型タンクに搬入する際や、各原料を配合したり計量する際、各種原料は共通の搬送ラインで搬送される場合が多い。搬送ラインは、チェーンコンベアやバケットエレベータ等のバルク用搬送機が使用される。このような搬送機にはバラ状の原料が残留しやすいので、残留した原料が別の原料に混合して貯蔵や処理されてしまう場合があり得る。
Such a feed blending method has the following problems.
(1) When a raw material is received and carried into a large tank, or when each raw material is blended or weighed, various raw materials are often transported on a common transport line. For the transport line, a bulk transport machine such as a chain conveyor or a bucket elevator is used. Since such a raw material tends to remain in such a transporter, the remaining raw material may be mixed with another raw material and stored or processed.
特に近年では、製品の安全性(衛生性)を考慮して、製品からさかのぼって原料を特定するトレーサビリティが厳しく要求されるようになってきている。そこで、上述のような原料の混合を避けるには、搬送ラインを、原料が変わる度に長時間の空運転をしたりクリーニングすることが必要になる。あるいは、原料毎に専用の搬送ラインを設ける場合もある。このため、ラインの稼働率が悪くなって生産性が低下したり、設備投資費が増大するという問題がある。 In particular, in recent years, considering the safety (hygiene) of products, traceability for identifying raw materials going back from products has been strictly demanded. Therefore, in order to avoid the mixing of the raw materials as described above, it is necessary to perform the idling operation for a long time or to clean the transport line every time the raw materials are changed. Alternatively, a dedicated transfer line may be provided for each raw material. For this reason, there is a problem that the operation rate of the line is deteriorated, the productivity is lowered, and the capital investment cost is increased.
なお、上述のバルク用搬送機に替えて空気輸送方式を用いたり、貯蔵タンクから原料を排出する際にテーブルフィーダー等の水平切り出し装置を導入し、サイクロンで回収された原料や製品をタンクに投入する際にディストリビューターを用いる方式も一部実用化されている。このような方法では、トレーサビリティーの信頼性は格段に向上するものの、設備の大型化や設備コスト並びにランニングコストの上昇という欠点を伴う。 In addition, the pneumatic transport method is used in place of the above-mentioned bulk transporter, or a horizontal cutting device such as a table feeder is introduced when discharging the raw material from the storage tank, and the raw material and products collected by the cyclone are put into the tank. Some of the methods using distributors have also been put into practical use. In such a method, although the reliability of traceability is remarkably improved, there are drawbacks such as an increase in equipment size, equipment cost, and running cost.
(2)飼料供給量の変化によっては、設備の増設や縮小などの生産量の増減が必要になる。上述の形態の工場においては、設備やラインを増設するためのスペースを確保しにくいという問題がある。また、予め増設スペースを確保しておく場合も、どの設備をどれだけ増設又は縮小するか予想できないため、無駄なスペースが生じたり、工場の設計に自由度がなくなる。 (2) Depending on changes in the amount of feed supplied, it is necessary to increase or decrease the production volume, such as adding or reducing equipment. In the factory of the above-mentioned form, there is a problem that it is difficult to secure a space for adding facilities and lines. In addition, when an expansion space is secured in advance, it is impossible to predict how much equipment will be added or reduced, and thus a useless space is generated and the degree of freedom in designing the factory is lost.
(3)近年では、独自の配合設計の飼料の需要が増しており、小ロット多品種生産の必要性が高まっている。上述の工場は、大ロット大量生産を主に目的として設計されているため、小ロット多品種生産の対応は困難である。 (3) In recent years, the demand for feed with a unique blending design has increased, and the need for small lot multi-product production has increased. Since the above-mentioned factories are designed mainly for large-lot mass production, it is difficult to handle small-lot, multi-product production.
本発明は上記の問題点に鑑みてなされたものであって、高いトレーサビリティーを有し、少量ずつの配合・加工等も行うことのできる飼料配合設備及び飼料配合方法を提供することを目的とする。また、各処理設備をユニット化することにより、設備の増設、縮小、改造、取替などを容易に行うことのできる飼料配合設備等を提供することを目的とする。 The present invention has been made in view of the above-described problems, and has an object to provide a feed blending facility and a feed blending method that have high traceability and can be blended and processed in small amounts. To do. It is another object of the present invention to provide a feed blending facility and the like that can be easily expanded, reduced, remodeled, replaced, etc. by unitizing each processing facility.
本発明の配合飼料製造装置は、 複数種類の原料を受け入れ配合・処理して配合飼料を製造する装置であって、 原料、中間品及び製品の充填された小型コンテナを搬送する搬送ラインと、 該搬送ラインを収容する建屋と、 該搬送ラインに隣接しており、該ラインによって搬送された小型コンテナを収める自動立体倉庫と、 前記搬送ラインの側方に配置された、配合・加工・包装等の処理を行うユニットの群と、を具備し、 前記建屋が、該処理ユニットをユニット接続するための複数のデッキ(階)を有することを特徴とする。 The blended feed production apparatus of the present invention is a device for producing a blended feed by receiving and blending and processing a plurality of types of raw materials, a transport line for transporting small containers filled with raw materials, intermediate products and products, A building that houses the transfer line, an automatic three-dimensional warehouse that is adjacent to the transfer line and stores a small container transferred by the line, and a compounding / processing / packaging etc. arranged on the side of the transfer line And a group of units for performing processing, wherein the building has a plurality of decks (floors) for unit-connecting the processing units.
本発明によれば、原料、中間品及び製品を小型コンテナ単位で搬送及び保管するので、搬送時や保管時に複数種・ロットの原料などが混じり合うことを防ぐことができる。そして、この小型コンテナの収容と出し入れに自動倉庫を用いることにより、原料や製品のロットや在庫を正確に管理できるため、トレーサビリティーを確保できる。
さらに、小型コンテナを用いることにより、少量の原料・製品を1単位としてハンドリング・処理することができるため、小ロット多品種生産にも適応できる。なお、小型コンテナの容量は1.5〜10.0m3とすることができる。
According to the present invention, since raw materials, intermediate products, and products are transported and stored in units of small containers, it is possible to prevent a plurality of types / lots of raw materials from being mixed during transport and storage. By using an automatic warehouse for storing and taking in and out of this small container, it is possible to accurately manage the lots and stocks of raw materials and products, thereby ensuring traceability.
Furthermore, since a small amount of raw materials and products can be handled and processed as a unit by using a small container, it can be applied to small lot multi-product production. In addition, the capacity | capacitance of a small container can be 1.5-10.0m < 3 >.
本発明においては、 前記搬送ラインが、前記建屋を長手方向に延びるように設置されているとともに、前記自動立体倉庫の倉庫内搬送ラインに連結されており、 該搬送ラインの両側方に、前記処理ユニット群が配置されていることが好ましい。 In the present invention, the transport line is installed so as to extend in the longitudinal direction of the building, and is connected to a transport line in a warehouse of the automatic three-dimensional warehouse, and the processing is performed on both sides of the transport line. It is preferable that a unit group is arranged.
この場合、小型コンテナを処理ユニットと自動倉庫との間で自在に搬送できる。このため、小型コンテナを自動倉庫と処理ユニット群との間で効率的に搬送することができる。また、搬送ラインを収容する建屋の長手方向の両側方に処理ユニット群を配置するので、多数の処理ユニット群を搬送ラインに沿って配置できる。 In this case, the small container can be freely transported between the processing unit and the automatic warehouse. For this reason, a small container can be efficiently conveyed between an automatic warehouse and a processing unit group. In addition, since the processing unit groups are arranged on both sides in the longitudinal direction of the building that accommodates the conveyance line, a large number of processing unit groups can be arranged along the conveyance line.
本発明においては、 前記搬送ラインは、前記建屋の複数の階に設置されていることが好ましい。例えば、原料搬送ラインと製品・中間品搬送ラインを分けて複数の階に配置するなどにより、物流を単純化し、物流量を拡大できる。 In this invention, it is preferable that the said conveyance line is installed in the some floor of the said building. For example, by separating the material conveyance line and the product / intermediate product conveyance line and arranging them on multiple floors, the logistics can be simplified and the material flow rate can be increased.
本発明においては、 前記搬送ラインは、前記建屋の最上階と最下階に設置されており、 前記処理ユニット群が中間階に接続されていることとすれば、原料の処理や小型コンテナの搬送を効率的に行うことができる。例えば、自動倉庫から最上階に搬出された原料を、処理ユニットにおいて、原料の落下方向に沿って種々の処理を加え、最下階で収容し、再び自動倉庫に戻すことができる。 In the present invention, the transfer line is installed on the uppermost floor and the lowermost floor of the building, and if the processing unit group is connected to an intermediate floor, processing of raw materials and transport of small containers Can be performed efficiently. For example, the raw material carried out from the automatic warehouse to the uppermost floor can be subjected to various treatments along the direction in which the raw material falls in the processing unit, accommodated on the lowermost floor, and returned to the automatic warehouse again.
本発明においては、 主原料が貯蔵される大型タンクと、 該タンクから前記ユニット群へ主原料を搬送する搬送ラインと、をさらに具備することもできる。 In the present invention, it may further include a large tank in which the main raw material is stored, and a transfer line for transferring the main raw material from the tank to the unit group.
この場合、ロットの大きい主原料を、小型コンテナを介してではなく、コンベアや空気流搬送で運ぶこともできる。 In this case, the main raw material having a large lot can be conveyed not by a small container but by a conveyor or air flow conveyance.
本発明においては、 液体原料が貯蔵される液体原料タンクと、 該タンクから前記ユニット群に液体原料を供給する供給ラインと、をさらに具備することとすれば、油脂や糖蜜などの付加により多様な高付加価値配合飼料の製造に対応できる。 In the present invention, if it further comprises a liquid raw material tank in which the liquid raw material is stored, and a supply line for supplying the liquid raw material from the tank to the unit group, various types of oil and molasses can be added. It can handle the production of high value-added feed.
本発明においては、 前記処理ユニットの外形寸法が、海上コンテナサイズに統一されていることが好ましい。 In this invention, it is preferable that the external dimension of the said processing unit is unified to the sea container size.
配合・加工・包装等の処理設備をユニット化することにより、設備の増設や撤去を比較的容易に行うことができる。さらに、ユニット群の各ユニットを海上コンテナサイズに統一することにより、ユニットの互換性が高まるとともにユニットの搬送(陸上及び海上)が容易になる。 By unitizing the processing equipment for blending, processing, packaging, etc., the equipment can be expanded or removed relatively easily. Furthermore, by unifying the units of the unit group to the maritime container size, the compatibility of the units is enhanced and the units can be easily transported (land and sea).
本発明の他の配合飼料製造装置は、 複数種類の原料を受け入れ配合・処理して配合飼料を製造する装置であって、 主原料を貯蔵し切り出すタンクと、 該主原料をバラで搬送する原料搬送ラインと、 副原料、中間品及び製品の充填される小型コンテナ群と、 該コンテナを搬送するコンテナ搬送ラインと、 前記タンクから前記原料搬送ラインを通して供給された主原料、及び/又は、前記小型コンテナから取り出した副原料・中間品を加工・配合・包装する処理装置群と、 前記コンテナを収める自動立体倉庫と、を具備することを特徴とする。 Another blended feed production apparatus of the present invention is a device for receiving blended and processed plural kinds of raw materials to produce a blended feed, a tank for storing and cutting the main raw material, and a raw material for conveying the main raw material in roses A transport line, a small container group filled with secondary materials, intermediate products and products, a container transport line for transporting the container, a main material supplied from the tank through the material transport line, and / or the small product A processing apparatus group for processing, blending, and packaging auxiliary materials and intermediate products taken out from the container, and an automatic three-dimensional warehouse for storing the container are provided.
主原料は、使用量や1ロットの量も多く、品種がほとんど変わらないので、小型コンテナでなくタンクに貯蔵してもよい。そして、副原料や中間品、製品は、小型コンテナに小分けして貯蔵・処理・出荷することとすれば、ロット管理の緻密化とトレーサビリティーの向上といった効果が期待できる。 The main raw materials are used in large quantities and lots, and the varieties are almost the same, so they may be stored in tanks instead of small containers. If the secondary raw materials, intermediate products, and products are stored, processed, and shipped in small containers, the effects of refined lot management and improved traceability can be expected.
本発明の他の配合飼料製造装置は、 複数種類の主原料及び副原料を受け入れ配合・処理して配合飼料を製造する装置であって、 各種原料を各々貯蔵し切り出す複数のタンクと、 該各種原料をバラで搬送する複数の原料搬送ラインと、 各種中間品のうちのマッシュ状のものを貯蔵し切り出すタンクと、 該マッシュ状の中間品をバラで搬送する中間品搬送ラインと、 各種中間品のうちのバルク状のもの及び製品の充填される小型コンテナ群と、 該コンテナを搬送するコンテナ搬送ラインと、 前記タンクから前記原料搬送ラインを通して供給された主原料、副原料、前記中間品搬送ラインを通して供給されたマッシュ状の中間品、及び/又は、前記小型コンテナから取り出したバルク状の中間品を加工・配合・包装する処理装置群と、 前記コンテナを収める自動立体倉庫と、を具備することを特徴とする。 Another blended feed production apparatus of the present invention is a device that receives a blended and processed plural kinds of main raw materials and auxiliary raw materials to produce a blended feed, a plurality of tanks each storing and cutting various raw materials, A plurality of raw material conveying lines for conveying raw materials in bulk, a tank for storing and cutting out mash-shaped intermediate products, an intermediate product conveying line for conveying the mash-shaped intermediate products in bulk, and various intermediate products A bulk container and a small container group filled with a product, a container transport line for transporting the container, a main raw material, a sub raw material, and the intermediate product transport line supplied from the tank through the raw material transport line A processing device group for processing, blending and packaging the mash-like intermediate product supplied through the bulk container and / or the bulk-like intermediate product taken out from the small container; Characterized by anda automated warehouse to accommodate a serial container.
ここで、マッシュ状のものとは、粉粒状のもの(例えば、とうもろこしの粉末や大麦の粉末など)を指し、バルク状のものとは、粉粒状のものよりも嵩高いものや縦横比(厚いあるいは長い部分と薄いあるいは短い部分との比)の大きいもの(例えば、圧ペン、ペレット、ヘイキューブなどの成形品)を指す。 Here, a mash-like thing refers to a granular thing (for example, a corn powder, a barley powder etc.), and a bulk-like thing is a bulky thing and an aspect ratio (thick) than a granular thing. Or the thing (for example, molded products, such as a pressure pen, a pellet, and a hay cube) with a large ratio of a long part and a thin or short part is pointed out.
バルク状のものや、バルク状のものとマッシュ状のものとの混合物は、構成単位粒の比重や形状の差が大きいので、タンクに貯蔵すると、上下に分離しやすい。つまり、比重の高い粒や細かい粒が下に集まりやすい。あるいは、高く積み上げると、構成単位粒の破壊(圧ペンの割れなど)も起こりやすい。そこで、中間品のうち、バルク状の中間品は、出荷とほぼ同じ単位の小型コンテナに収容して、ロット間の品質差を小さくすることが好ましい。一方、マッシュ状の中間品は、分離や粒破壊が起こり難いので、タンクに貯蔵することができる。 A bulk product or a mixture of a bulk product and a mash product has a large difference in specific gravity and shape of the constituent unit grains, and therefore, when stored in a tank, it is easy to separate vertically. That is, grains with high specific gravity and fine grains tend to gather below. Or, when stacked high, breakage of the structural unit grains (such as cracking of the pressure pen) is likely to occur. Therefore, among the intermediate products, it is preferable to store the bulk intermediate product in a small container of almost the same unit as the shipment to reduce the quality difference between lots. On the other hand, the mash-like intermediate product is unlikely to be separated or broken, and can be stored in a tank.
本発明の他の配合飼料製造装置は、 複数種類の主原料及び副原料を受け入れ配合・処理して配合飼料を製造する装置であって、 各種原料を各々貯蔵し切り出す複数のタンクと、 該各種原料をバラで搬送する複数の原料搬送ラインと、 各種中間品のうちのマッシュ状のものを貯蔵し切り出すのタンクと、 該マッシュ状の中間品をバラで搬送する中間品搬送ラインと、 各種中間品のうちのバルク状のもの及び製品のうちの小ロットマッシュ状のものの充填される小型コンテナ群と、 該コンテナを搬送するコンテナ搬送ラインと、 製品のうちの大ロットマッシュ状のものを貯蔵し切り出すタンクと、 該大ロットマッシュ状製品をバラで搬送する製品搬送ラインと、 前記タンクから前記原料搬送ラインを通して供給された主原料、副原料、前記中間品搬送ラインを通して供給されたマッシュ状の中間品及び/又は、前記小型コンテナから取り出したバルク状の中間品を加工・配合・包装する処理装置群と、 前記コンテナを収める自動立体倉庫と、を具備することを特徴とする。 Another blended feed production apparatus of the present invention is a device that receives a blended and processed plural kinds of main raw materials and auxiliary raw materials to produce a blended feed, a plurality of tanks each storing and cutting various raw materials, A plurality of raw material conveying lines for conveying raw materials in bulk, a tank for storing and cutting out mash-shaped intermediate products, an intermediate product conveying line for conveying the mash-shaped intermediate products in bulk, various intermediates A group of small containers filled with a bulk product and a small lot mash product, a container transport line for transporting the container, and a large lot mash product. A tank to be cut out, a product transfer line for transferring the large lot mash-like product in bulk, and a main raw material and a secondary raw material supplied from the tank through the raw material transfer line A processing device group for processing, blending and packaging the mash-like intermediate product and / or the bulk intermediate product taken out from the small container supplied through the intermediate product conveyance line, and an automatic three-dimensional warehouse for storing the container, It is characterized by comprising.
小ロットのマッシュ状製品は、ロットの管理を行いやすい小型コンテナに収容することが好ましいが、大ロットのマッシュ状製品はタンクに貯蔵することができる。 Small lot mash-like products are preferably housed in small containers that facilitate lot management, while large lot mash-like products can be stored in tanks.
本発明においては、 前記小型コンテナの容量が1〜2トンであることが好ましい。
製品の出荷量は最低1トンであり、1トン単位の出荷が多いので、コンテナを1トンサイズとすることにより、出荷作業やロットの管理をしやすい。
In this invention, it is preferable that the capacity | capacitance of the said small container is 1-2 tons.
Since the shipment amount of the product is at least 1 ton and is often shipped in units of 1 ton, it is easy to manage shipping operations and lots by setting the container to 1 ton size.
本発明においては、 前記配合装置は、 各々計量された前記副原料、中間品又は製品が収容される配合コンテナを含むことが好ましい。 In this invention, it is preferable that the said mixing | blending apparatus contains the mixing | blending container in which the said auxiliary | assistant raw material, intermediate goods, or product each measured are accommodated.
本発明の配合飼料製造方法は、 複数種類の原料を受け入れ配合・処理して配合飼料を製造する方法であって、 各種原料を小型コンテナに受け入れる工程と、 該小型コンテナを自動立体倉庫に搬送して保管する工程と、 製品に応じた種類の原料が収容された小型コンテナを前記自動立体倉庫から取り出して、配合ユニットに搬送する工程と、 該配合ユニットにおいて原料を配合する工程と、 配合された製品を小型コンテナに収容する工程と、 該小型コンテナを自動立体倉庫に搬送して保管する工程と、を含むことを特徴とする。 The blended feed manufacturing method of the present invention is a method of manufacturing a blended feed by receiving and blending and processing a plurality of types of raw materials, the step of receiving various raw materials in a small container, and transporting the small container to an automatic three-dimensional warehouse. A step of taking out a small container containing raw materials of a type corresponding to a product from the automatic three-dimensional warehouse and transporting it to a blending unit, a step of blending raw materials in the blending unit, A step of storing the product in a small container; and a step of transporting and storing the small container in an automatic three-dimensional warehouse.
本発明の他の配合飼料製造方法は、 複数種類の原料を受け入れ配合・処理して配合飼料を製造する方法であって、 各種原料を小型コンテナに受け入れる工程と、 該小型コンテナを自動立体倉庫に搬送して保管する工程と、 製品に応じた種類の原料が収容された小型コンテナを前記自動立体倉庫から取り出して、配合ユニットに搬送する工程と、 該配合ユニットにおいて原料を配合する工程と、 配合された製品を小型コンテナに収容する工程と、 該小型コンテナを自動立体倉庫に搬送して保管する工程と、 該小型コンテナを前記自動立体倉庫から加工ユニットに搬送する工程と、 該加工ユニットにおいて、配合された製品を加工する工程と、 加工された製品を小型コンテナに収容する工程と、 該小型コンテナを自動立体倉庫に搬送して保管する工程と、を含むことを特徴とする。 Another mixed feed manufacturing method of the present invention is a method of manufacturing a mixed feed by receiving and mixing and processing a plurality of types of raw materials, the step of receiving various raw materials in a small container, and the small container in an automatic three-dimensional warehouse. A step of transporting and storing, a step of taking out a small container containing a raw material of a type corresponding to a product from the automatic three-dimensional warehouse and transporting it to a blending unit, a step of blending raw materials in the blending unit, A step of accommodating the manufactured product in a small container; a step of transporting and storing the small container in an automatic three-dimensional warehouse; a step of conveying the small container from the automatic three-dimensional warehouse to a processing unit; A process of processing the blended product, a process of storing the processed product in a small container, and transporting the small container to an automatic three-dimensional warehouse And sending and storing.
本発明の他の配合飼料製造方法は、 複数種類の原料を受け入れて配合・処理し配合飼料を製造する方法であって、 主原料をタンクに受け入れる工程と、 該タンクから主原料を切り出して中間品に加工する工程と、 該中間品加工された主原料中間品を小型コンテナに受け入れる工程と、 該小型コンテナ自動立体倉庫に搬送して保管する工程と、 副原料を小型コンテナに受け入れる工程と、 該小型コンテナを自動立体倉庫に搬送して保管する工程と、 前記中間品が受け入れられた小型コンテナと、前記副原料が受け入れられた小型コンテナと、を前記自動立体倉庫から取り出して配合ユニットに搬送する工程と、 該配合ユニットにおいて原料を配合する工程と、 配合品を小型コンテナに収容する工程と、 該小型コンテナを自動立体倉庫に搬送して保管する工程と、を含むことを特徴とする。 Another mixed feed production method of the present invention is a method of receiving a plurality of types of raw materials, blending and processing them to produce a mixed feed, the step of receiving the main raw material in a tank, and cutting the main raw material from the tank A step of processing the intermediate material into a small container, a step of transporting and storing the intermediate raw material into the small container automatic three-dimensional warehouse, a step of receiving the auxiliary material in the small container, Transporting and storing the small container in an automatic three-dimensional warehouse; taking out the small container in which the intermediate product has been received and the small container in which the secondary material has been received from the automatic three-dimensional warehouse and transporting it to the blending unit A step of blending raw materials in the blending unit, a step of storing the blended product in a small container, and an autostereoscopic assembly of the small container And a process of transporting and storing in a warehouse.
本発明においては、 前記配合品を収容した小型コンテナを前記自動立体倉庫からペレット成形ユニットに搬送する工程と、 該ユニットにおいて、前記配合品をペレット加工する工程と、 ペレット加工品を小型コンテナに収容する工程と、 該小型コンテナを自動立体倉庫に搬送して保管する工程と、をさらに含むことともできる。 In the present invention, a step of transporting a small container containing the blended product from the automatic three-dimensional warehouse to a pellet forming unit, a step of pelletizing the blended product in the unit, and a pellet processed product accommodated in the small container And a step of transporting and storing the small container to an automatic three-dimensional warehouse.
さらに、本発明においては、 前記ペレット加工品を収容した小型コンテナ、及び、圧ペンを収容した小型コンテナを前記自動立体倉庫からバルキー配合ユニットに搬送する工程と、 該ユニットにおいて、ペレット加工品と圧ペンとをバルキー配合する工程と、 バルキー配合品を小型コンテナに収容する工程と、 該小型コンテナを自動立体倉庫に搬送し保管する工程と、をさらに含むこともできる。 Furthermore, in the present invention, a step of transporting the small container containing the pellet processed product and the small container containing the pressure pen from the automatic three-dimensional warehouse to a bulky compounding unit, The method may further include a step of blending the pen with the bulky, a step of storing the bulky blended product in a small container, and a step of transporting and storing the small container in an automatic three-dimensional warehouse.
本発明の他の配合飼料製造方法は、 複数種類の原料を受け入れ配合・処理して配合飼料を製造する方法であって、 主原料をタンクに受け入れる工程と、 該タンクから主原料を切り出して中間品に加工する工程と、 中間品のうちマッシュ状のものをタンクに受け入れる工程と、 中間品のうちのバルク状のものを小型コンテナに受け入れる工程と、 該小型コンテナを自動立体倉庫に搬送して保管する工程と、 副原料をタンクに受け入れる工程と、 マッシュ状の中間品が受け入れられたタンクと、副原料が受け入れられたタンクから、各々マッシュ状の中間品と副原料を切り出して配合ユニットに搬送する工程と、 該配合ユニットにおいて原料を配合する工程と、 配合品を小型コンテナに収容する工程と、 該小型コンテナを自動立体倉庫に搬送して保管する工程と、を含むことを特徴とする。 Another mixed feed manufacturing method of the present invention is a method of manufacturing a mixed feed by receiving and blending and processing a plurality of types of raw materials, the step of receiving the main raw material in a tank, and cutting the main raw material from the tank Processing into a product, receiving a mash of intermediate products into a tank, receiving a bulk of intermediate products into a small container, transporting the small container to an automated three-dimensional warehouse The process of storing, the step of receiving the auxiliary material into the tank, the tank receiving the mash-like intermediate product, and the tank receiving the auxiliary material from the mash-like intermediate product and the auxiliary material, respectively, are cut into the blending unit. A step of conveying, a step of blending raw materials in the blending unit, a step of storing the blended product in a small container, and an autostereoscopic assembly of the small container And a process of transporting and storing in a warehouse.
本発明においては、 前記配合品を収容した小型コンテナを前記自動立体倉庫からペレット成形ユニットに搬送する工程と、 該ユニットにおいて、前記配合品をペレット加工する工程と、 ペレット加工製品を小型コンテナに収容する工程と、 該小型コンテナを自動立体倉庫に搬送して保管する工程と、をさらに含むこともできる。 In the present invention, a step of transporting the small container containing the blended product from the automatic three-dimensional warehouse to a pellet forming unit, a step of pelletizing the blended product in the unit, and a pellet processed product stored in the small container And a step of transporting and storing the small container in an automatic three-dimensional warehouse.
さらに、本発明においては、 前記ペレット加工品を収容した小型コンテナ及び圧ペンを収容した小型コンテナを前記自動立体倉庫からバルキー配合ユニットに搬送する工程と、 該ユニットにおいて、前記ペレット加工品及び圧ペンをバルキー配合する工程と、 バルキー配合品を小型コンテナに収容する工程と、 該小型コンテナを自動立体倉庫に搬送して保管する工程と、をさらに含むこともできる。 Further, in the present invention, a step of transporting the small container containing the pellet processed product and the small container containing the pressure pen from the automatic three-dimensional warehouse to a bulky blending unit, and in the unit, the pellet processed product and the pressure pen And a step of storing the bulky compound in a small container, and a step of transporting and storing the small container in an automatic three-dimensional warehouse.
本発明の他の配合飼料製造方法は、 複数種類の原料を受け入れ配合・処理して配合飼料を製造する方法であって、 主原料をタンクに受け入れる工程と、 該タンクから主原料を切り出して中間品に加工する工程と、 中間品のうちマッシュ状のものタンクに受け入れる工程と、 中間品のうちバルク状のものを小型コンテナに受け入れる工程と、 該小型コンテナを自動立体倉庫に搬送して保管する工程と、 副原料をタンクに受け入れる工程と、 マッシュ状の中間品が受け入れられたタンクと、副原料が受け入れられたタンクから、各々マッシュ状の中間品と副原料を切り出して配合ユニットに搬送する工程と、 該配合ユニットにおいて原料を配合する工程と、 配合品のうち、バルク状のもの及び小ロットのマッシュ状のものを小型コンテナに収容する工程と、 該小型コンテナを自動立体倉庫に搬送して保管する工程と、 配合品のうち、大ロットのマッシュ状のものを製品用タンク及びペレット加工用タンクに受け入れる工程と、を含むことを特徴とする。 Another mixed feed manufacturing method of the present invention is a method of manufacturing a mixed feed by receiving and blending and processing a plurality of types of raw materials, the step of receiving the main raw material in a tank, and cutting the main raw material from the tank A process of processing into a product, a process of receiving an intermediate product in a mash tank, a process of receiving a bulk of intermediate product in a small container, and transporting and storing the small container in an automatic three-dimensional warehouse The process, the step of receiving the auxiliary material in the tank, the tank in which the mash-like intermediate product is received, and the tank in which the auxiliary material is received are cut out from the mash-like intermediate product and the auxiliary material, respectively, and transported to the blending unit. A process, a process of blending raw materials in the blending unit, and a bulk product and a small lot mash-shaped product among the blended products. A step of accommodating in a tena; a step of transporting and storing the small container to an automatic three-dimensional warehouse; and a step of receiving a large lot of mash-like product in a product tank and a pellet processing tank among the blended products. It is characterized by including.
本発明においては、 前記ペレット加工用タンクから配合品を切り出してペレット成形ユニットに搬送する工程と、 該ユニットにおいて、前記配合品をペレット加工する工程と、 ペレット加工品を小型コンテナに収容する工程と、 該小型コンテナを自動立体倉庫に搬送し保管する工程と、をさらに含むこともできる。 In the present invention, a step of cutting out the blended product from the pellet processing tank and transporting it to a pellet forming unit, a step of pelletizing the blended product in the unit, and a step of storing the pellet processed product in a small container, And a step of transporting and storing the small container to an autostereoscopic warehouse.
さらに、本発明においては、 前記ペレット加工品を収容した小型コンテナ及び圧ペンを収容した小型コンテナを前記自動立体倉庫からバルキー配合ユニットに搬送する工程と、 該ユニットにおいて、前記ペレット加工品及び圧ペンをバルキー配合する工程と、 バルキー配合品を小型コンテナに収容する工程と、 該小型コンテナを自動立体倉庫に搬送して保管する工程と、をさらに含むこともできる。 Further, in the present invention, a step of transporting the small container containing the pellet processed product and the small container containing the pressure pen from the automatic three-dimensional warehouse to a bulky blending unit, and in the unit, the pellet processed product and the pressure pen And a step of storing the bulky compound in a small container, and a step of transporting and storing the small container in an automatic three-dimensional warehouse.
以上の説明から明らかなように、本発明によれば、トレーサビリティーを確保できる飼料製造装置及び方法を提供できる。さらに、設備の増設、改造、撤去を簡易に行うことができるとともに、小ロット多品種にも対応することができる。 As is clear from the above description, according to the present invention, it is possible to provide a feed production apparatus and method that can ensure traceability. In addition, facilities can be easily expanded, modified, and removed, and can be used for a wide variety of small lots.
以下、本発明の実施の形態について、図面を参照しながら詳細に説明する。
最初に、配合飼料の製造方法の概要を説明する。
図7は、本発明の実施の形態に係る配合飼料製造方法を説明するフローチャートである。
まず、各種原料を前処理(ゴミの除去や粉砕など)した後小型コンテナに受け入れ(S1)、この小型コンテナを搬送ラインによって原料倉庫(自動立体倉庫)に搬送して保管する(S2)。生産計画によっては、小型コンテナの原料を精秤加工し再び原料、中間品倉庫に収納する。配合する際は、製品に応じた種類の原料を収容した小型コンテナを原料倉庫から取り出して、搬送ラインによって配合ユニットに搬送し、同ユニットにおいて配合して(S3)、製品コンテナ(小型コンテナ)に収容する。この小型コンテナを、搬送ラインによって製品倉庫(自動立体倉庫)へ搬送して保管し(S4)、必要時に製品を出荷する(S5)。
一方、二次加工(ペレット加工など)が必要な際は、必要な製品が収容された小型コンテナを製品倉庫から取り出して搬送ラインによって加工ユニットに搬送し、加工して(S6)、製品コンテナ(小型コンテナ)に収容する。この小型コンテナを搬送ラインによって再度、中間品、製品倉庫に搬送して保管し(S7)、必要時に出荷する(S8)。
Hereinafter, embodiments of the present invention will be described in detail with reference to the drawings.
First, an outline of a method for producing a mixed feed will be described.
FIG. 7 is a flowchart for explaining the method for producing a blended feed according to the embodiment of the present invention.
First, various raw materials are pretreated (such as dust removal and pulverization) and then received in a small container (S1), and the small container is transported to a raw material warehouse (automatic three-dimensional warehouse) by a transport line and stored (S2). Depending on the production plan, the raw material of the small container is precisely weighed and stored again in the raw material and intermediate product warehouse. When blending, take out a small container that contains the raw material of the type corresponding to the product from the raw material warehouse, transport it to the blending unit by the transfer line, blend in that unit (S3), and into the product container (small container) Accommodate. The small container is transported and stored in a product warehouse (automatic three-dimensional warehouse) by a transport line (S4), and the product is shipped when necessary (S5).
On the other hand, when secondary processing (pellet processing, etc.) is required, the small container containing the necessary product is taken out from the product warehouse, transferred to the processing unit by the transfer line, processed (S6), Housed in a small container. This small container is again transported and stored in the intermediate product and product warehouse by the transport line (S7), and shipped when necessary (S8).
次に、上記飼料配合方法を実施する飼料製造装置を説明する。
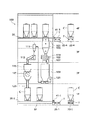
図1は、本発明の実施の形態に係る飼料製造装置(工場)の1階の構造を模式的に説明する平面図である。
図2は、本発明の実施の形態に係る飼料製造装置(工場)の4階の構造を模式的に説明する平面図である。
図3は、図1、図2の飼料製造装置の建屋の構造を模式的に示す側面断面図である。
配合飼料製造装置1は、図1、図2に示すように、隣接して設けられた処理エリア10と倉庫エリア(自動立体倉庫)200を備える。処理エリア10は、原料、中間品及び製品の充填された小型コンテナCを搬送する搬送ライン21を収容する建屋20、該建屋20の両側方に接続された、配合・加工・包装等の処理ユニット群30を有する。小型コンテナCは建屋20と自動倉庫200間を移動可能である。
Next, a feed production apparatus that implements the above feed blending method will be described.
FIG. 1 is a plan view schematically illustrating the structure of the first floor of a feed production apparatus (factory) according to an embodiment of the present invention.
FIG. 2 is a plan view schematically illustrating the structure of the fourth floor of the feed production apparatus (factory) according to the embodiment of the present invention.
FIG. 3 is a side cross-sectional view schematically showing the structure of the building of the feed production apparatus of FIGS. 1 and 2.
As shown in FIGS. 1 and 2, the compound
まず、建屋20の構造を説明する。
建屋20は、この例では4階建てで、図3に示すように、1階1Fは原料又は製品が収容された小型コンテナCの一次保管及び搬送用、2階2Fと3階3Fは処理ユニット接続用、4階4Fは原料又は製品が収容された小型コンテナの一次保管及び搬送用に使用されている。このようにコンテナ搬送ライン21を複数の階に配置することにより、物流を効率化できる。
First, the structure of the
The
1階1Fと4階4Fには、平面から見て、図1、図2に示すように、建屋20の長手方向に延びる搬送ライン21−1と21−4が敷設されている。そして、この搬送ライン21の両側方に処理ユニット群30が配置されている。
各搬送ライン21は、建屋20を長手方向に延びる2つの循環ラインからなる。各循環ラインは、建屋20から自動倉庫200への往きライン22と自動倉庫200から建屋20への戻りライン23a、23bからなる。往きライン22は、各循環ラインで共通である。2つの戻りライン23a、23bの外側に処理ユニット群30が配置されている。このような配置により、多数の処理ユニット群を配置することができる。小型コンテナCは、例えば、各ライン22、23に沿って誘導される無線誘導式自走台車Tに載せられて移動させることができる。
On the
Each conveyance line 21 consists of two circulation lines which extend the
自動倉庫200は、一般に使用されている立体自動倉庫を利用できる。図1、図2に示すように、自動倉庫200は複数の小型コンテナCを収容する収容部201と、収容部201内で小型コンテナCを移動する複数のリフト203を備える。さらに、1階と4階には、建屋10の搬送ライン21−1と21−4と連結されている搬送ライン210−1と210−4が備えられている。さらに、4階には(図2参照)搬送ライン210−4と連結する製品出荷ライン213が備えられている。
As the
また、1階には、製品を出荷するための複数の出荷口221が設けられている。出荷口は、バラ荷用、TB(トランスバック)用、コンテナ用、紙袋用等に分けられている。そして、4階には、出荷口221ごとに出荷用クレーン225が設けられている。このクレーン225によって、コンテナCに収容されているバラ製品や袋詰め製品が4階から1階の各出荷口221に移動される。
A plurality of
次に、処理ユニット群30について説明する。
処理ユニット群は、配合・加工・包装等の各種の処理を行うための設備であり、上述のように、建屋20の2階と3階に接続されている。各ユニット群は、複数のユニット21がユニット化されて構成されている。そして、1つの階(デッキ)には、ユニット31が、建屋20の長手方向(X方向という)に1〜4個、上下方向(Z方向という)に3個接続される。一つのユニット31は横長の直方体状で、外形寸法は海上コンテナサイズ(2×2×10mあるいは2.4×2.4×12m)である。
Next, the
The processing unit group is equipment for performing various processes such as blending, processing, and packaging, and is connected to the second and third floors of the
また、処理ユニット群30の1階と4階には、図3に示すように、この例では、20個のコンテナCを平面上(XY方向)に並べて配置するコンテナ置き場35−1、35−4が設けられている。そして、1階1Fの床面には、小型コンテナCをコンテナ置き場35−1内で図のXY方向に移動可能なチェーンコンベア37が敷設されている。また、4階には、小型コンテナCをコンテナ置き場内35−4内でXY方向に移動可能なキャッチャークレーン39やコンベアが設けられている。
また、各コンテナ置き場35には、コンテナ受け渡し口が設けられている。このコンテナ受け渡し口と各戻りライン23のコンテナ受け渡し口が、コンテナ受け渡し用バース41で連結しており、小型コンテナCは、各戻りライン23上の台車Tとコンテナ置き場35間で受け渡しされる。
Further, as shown in FIG. 3, in this example, the container units 35-1 and 35- in which 20 containers C are arranged in a plane (XY direction) are arranged on the first and fourth floors of the
Each
以下、主な処理工程である、原料受け入れユニット群50、配合ユニット群80、ペレット加工ユニット群100について説明する。
まず、原料受け入れユニット群50を説明する。なお、副原料受け入れユニット群(図1、図2の符号158)も同様の構造を有する。
図4は、原料受け入れユニット群の構造を模式的に説明する側面図である。
原料受け入れユニット群50では、ダンプトラックDにバラ積みされている原料(主原料は一般的にはとうもろこし、副原料の場合はグルテンフィード、脱脂糠、食品副産物など)が、異物の除去や計量後に小型コンテナCに空気輸送されて収容される。同群50は、処理順に、2階に設置された一次サイクロン51、3階に設置された二次サイクロン53、マグネット55、篩57、2階に設置された計量用ホッパー59、計量器61とから主に構成される。
Hereinafter, the raw material receiving
First, the raw material receiving
FIG. 4 is a side view schematically illustrating the structure of the raw material receiving unit group.
In the raw material receiving
原料は、トラックDの荷台から原料受け入れ口63を通って荷揚げされて、一次サイクロン51に収集される。一次サイクロン51内では、吸引ブロアー65によって空気を含んだ粉体原料を高速旋回させ、遠心力によって内周壁に沿って沈降する原料を捕集する。これにより、バラ積みされてきた原料から空気が分離される。
なお、後述する大型タンク300に主原料を運び入れる場合は、サイクロン51から大型タンク300へ延びる搬送ライン73によって原料が運ばれる。
The raw material is unloaded from the loading platform of the truck D through the raw
In addition, when carrying a main raw material in the large
サイクロン51で捕集された原料は、圧送装置67によって、二次サイクロン53に空気輸送される。同サイクロン53でも同様に空気が分離される。二次サイクロン53によって捕集された原料はコンベアスクリュー69によってマグネット55の上方に運ばれ、マグネット55上に落下する。マグネット55では、原料に混入している釘などの異物が除去される。その後、篩57に落下し、ゴミや木片が除去される。
The raw material collected by the
異物が除去された原料は計量用ホッパー59に収容されて、計量器61で計量される。計量後、ホッパー59のダンパーが開き、排出用シュート71を通して、1階の所定のコンテナ置き場35−1に置かれている小型コンテナCに収容される。
The raw material from which the foreign matter has been removed is accommodated in a weighing
小型コンテナCは、上開口が蓋で開閉され、下開口はダンパーで開閉される収容部を有する。同収容部の下部は円錐状であり、原料などが内部に残留しにくい構造となっている。小型コンテナCの容量は、例えば、1.5〜10.0m3とすることができる。原料の種類毎に小型コンテナを専用化するので、ロットの違う原料の混合を防ぐことができる。 The small container C has an accommodating part whose upper opening is opened and closed with a lid and whose lower opening is opened and closed with a damper. The lower portion of the housing portion is conical, and has a structure in which raw materials and the like hardly remain inside. Capacity of small containers C may be, for example, a 1.5~10.0m 3. Since a small container is dedicated for each type of raw material, mixing of raw materials in different lots can be prevented.
原料が収容された小型コンテナCは、1階のチェーンコンベア37で、コンテナ受け渡し口に移送され、受け渡し用バース41−1を介して搬送ラインの戻りライン23−1上の台車Tに移される。そして、戻りライン23−1から往きライン22−1を経由して自動倉庫200に送られて保管される。
このように、各原料は小型コンテナ単位で自動倉庫に保管されるので、ロット管理や在庫管理を正確に行うことができ、原料のトレーサビリティーを確保できる。
The small container C containing the raw material is transferred to the container transfer port by the
Thus, since each raw material is stored in an automatic warehouse in units of small containers, lot management and inventory management can be performed accurately, and traceability of the raw material can be ensured.
次に、配合ユニット群80を説明する。
図5は、配合ユニット群の構造を模式的に説明する図であり、図5(A)は側面図、図5(B)は正面図である。
配合ユニット群80では、自動倉庫200に保管されている小型コンテナCに収容されている原料や副原料を、製品に応じた比率で配合し、製品を完成させる。同群80は、処理順に、3階に設置された原料又は副原料受け入れホッパー81、計量器83、シュート85、2階に設置された配合ミキサー87とから主に構成される。
Next, the
FIG. 5 is a diagram schematically illustrating the structure of the blending unit group. FIG. 5 (A) is a side view and FIG. 5 (B) is a front view.
In the
主原料コンテナと副原料コンテナは、まず、自動倉庫内で4階に移動させられ、戻りライン23−4を通って、配合ユニット群80へ移動される。配合ユニット群80に達すると、受け渡し用バース41−4を介してコンテナ置き場35−4に運ばれて一次保管される。
この際、必要量の主原料や副原料をコンテナ単位で自動倉庫から運び出せばよいので、大量生産にも少量生産にも対応できる。なお、ロットが大きい製品の主原料については、別途の搬送ライン(空気輸送、コンベアなど)から供給してもよい。
The main raw material container and the auxiliary raw material container are first moved to the fourth floor in the automatic warehouse, and then moved to the
At this time, it is only necessary to carry out the necessary amount of main raw materials and auxiliary raw materials from the automatic warehouse in units of containers. In addition, about the main raw material of a product with a large lot, you may supply from a separate conveyance line (pneumatic transportation, a conveyor, etc.).
原料及び副原料はコンテナCから原料用及び副原料ホッパー81に移し変えられる。各ホッパー81の下方には配合計量器83が備えられている。ホッパー81に移された原料及び副原料はテーブルフィーダ99により計量器83に送られ、計量後シュート85を通って配合ミキサー87に落下する。配合ミキサー87は2個設けられており、例えば、一方の配合ミキサー87aを無薬用、もう一方の配合ミキサー87bを有薬使用として使用できる。シュート85は途中で分岐し、一方が無薬用配合ミキサー87a延びており、もう一方が有薬用配合ミキサー87bに延びている。配合ミキサー87の選択は、シュート85の分岐部に設けられたダンパー89で制御される。
また、各配合ミキサー87には、微量原料(例えば、プレミックス等)を配合するためのホッパー91や計量器93も備えられている。さらに、糖蜜や油脂などをさらに配合するためのサービスタンク95も備えられている。
The raw material and the auxiliary material are transferred from the container C to the raw material and
Each blending
各配合ミキサー87では、落下した主原料や副原料、微量原料が混合される。混合された原料は、製品受け入れシュート97を通って、1階の所定のコンテナ置き場35−1に置かれた製品用小型コンテナCに収容される。
In each mixing
製品が収容された小型コンテナCは、1階のチェーンコンベア37で、コンテナ受け渡し口に移送され、受け渡し用バース41−1を介して戻りライン23−1上の台車Tに移される。そして、往きコンベア22−1を経由して自動倉庫200に送られて保管される。
The small container C containing the product is transferred to the container delivery port by the
次に、ペレット加工処理ユニット群100を説明する。
図6は、ペレット加工処理ユニット群を説明する側面図である。
ペレット加工処理ユニット群100では、自動倉庫200に保管されている小型コンテナCに収容されている製品をペレット状に加工する。同群は、処理順に、3階に設置された製品受け入れ口101、受け入れホッパー103、蒸気添加ミキサー105、ペレットミル107、2階に設置されたクーラー109、3階に設置されたサイクロン111、篩113、2階に設置された計量ホッパー115、計量器117から主に構成される。
Next, the pellet
FIG. 6 is a side view for explaining the pellet processing unit group.
In the pellet
製品コンテナCは、まず、自動倉庫200内で4階に移動させられ、戻りライン23−4を通って、ペレット加工ユニット群100へ移動される。ペレット加工ユニット群100に達すると、受け渡し用バース41−4を介してコンテナ置き場35−4に運ばれる。そして、各コンテナ置き場からコンベア(図示されず)によって、原料受け入れ口101に運ばれて、原料が同受け入れ口101を通ってホッパー103に移し変えられる。その後、製品原料は、フィーダ119により蒸気添加ミキサーに105送られて加熱調湿され、ペレットミル107で造粒される。ペレットはクーラー109に落下して冷却され、圧送装置121によって、サイクロン111へ空気輸送される。
The product container C is first moved to the fourth floor in the
そして、サイクロン111で空気が分離された後、ペレットが篩113に落下する。篩113で篩分けられた後、計量用ホッパー115に落下して、計量器117で計量される。計量されたペレットは、加工製品受け入れシュート123を通って、1階の所定のコンテナ置き場35−1に置かれた加工製品用小型コンテナCに収容される。
And after air is isolate | separated with the
加工製品が収容された小型コンテナCは、受け渡し用バース41−1を介して、搬送ラインの戻りコンベア23に移される。そして、往きコンベア22に乗って自動倉庫200に送られ、保管される。
The small container C in which the processed product is accommodated is transferred to the return conveyor 23 of the transfer line via the delivery berth 41-1. Then, it rides on the forward conveyor 22 and is sent to the
次に、図2を参照して、製品の出荷方法を説明する。
製品を出荷する際は、自動倉庫200において、所定の製品をリフト203で運び出して搬送ライン210−4に移動させ、製品出荷ライン213で所定の出荷口221の上方に運ばれる。そして、クレーン225で1階の出荷口221に移され、出荷口221からトラックDに荷積みされる。
Next, a product shipping method will be described with reference to FIG.
When the product is shipped, in the
処理ユニット群には、他の処理を行うユニット群も設けられている。主な処理ユニット群について、図1、図2を参照して簡単に説明する。
圧ペンユニット151では、配合済みの製品を熱加工した後、圧力をかけて平たく(フレーク状)に加工する。
ボイラーユニット152は、ペレット加工ユニット等で使用する蒸気を発生させるためのものである。
TB(トランスバック)包装ユニット153、紙袋包装ユニット154では、製品をTBや紙袋に梱包する。
二次配合ユニット155では、前記の配合以外の特殊な追加配合を行う。例えば、ペレット状に加工した製品とフレーク状に加工した製品を配合する。
クリーニングユニット156では、小型コンテナCを洗浄する。なお、洗浄タイミングは、収容する原料、製品を変更する際となる。
電源ユニット157には、各ユニットへの通電端末等がまとめられている。
主原料粉砕ユニット159や副原料粉砕ユニット160では、主原料や副原料を粉砕して篩分けする。
The processing unit group is also provided with a unit group for performing other processing. The main processing unit group will be briefly described with reference to FIGS.
In the
The
In the TB (transback)
The
The
In the
In the main raw
これらのユニット群は、分割可能な複数のユニットから構成されているため、分解・組立が容易である。このため、設備の増設や撤去、配置換えを比較的自在に行うことができる。さらに、各ユニットは海上コンテナサイズの寸法であるため、海上や陸上での輸送も比較的容易に行うことができる。 Since these unit groups are composed of a plurality of units that can be divided, they can be easily disassembled and assembled. For this reason, expansion, removal, and rearrangement of equipment can be performed relatively freely. Furthermore, since each unit has a size of a sea container size, it can be relatively easily transported by sea or land.
また、受け入れられた主原料のロットが大きい場合は、大型タンク300に貯蔵することもできる。
大型タンク300は、例えば、建屋10の側方に設置することができる。そして、各処理ユニット群30と大型タンク300との間に、小型コンテナを搬送する搬送ライン73あるいは空気搬送ラインなどを設ける。
Further, when the lot of main raw materials accepted is large, it can be stored in the
The
さらに、油脂や糖蜜などを受け入れる液体原料タンク400を備えることもできる。このような液体原料タンク400も、建屋10の側方に設置することができる。そして、各処理ユニット群30と液体原料タンク400との間に、液体原料供給ラインを設け、例えば、高付加価値配合飼料を製造する際などに、液体原料を処理ユニット群に供給する。
Furthermore, the liquid
上記の例では、配合・加工・包装等の各種の処理を行うための設備を、海上コンテナサイズに統一されたユニット31で構成しているが、これに限定されるものではない。また、上記の例では、主原料、副原料、中間品及び製品を、小型コンテナに収容して扱う方法について説明した。しかし、飼料のプラントの規模や製品品種構成によっては、全てを小型コンテナ単位で扱うことは設備や制御の点で不利な点もあるので、小型コンテナとタンクとを併用することで製造設備費を下げることができ、より効率的な飼料生産を実現できる。以下、小型コンテナとタンクとを併用する例の具体例を説明する。
In the above example, the equipment for performing various types of processing such as blending, processing, and packaging is configured by the
図8は、本発明の他の形態に係る飼料製造方法(小型コンテナとタンクを併用する方法)を説明するフローチャートである。
まず、主原料を受け入れ、中間品(マッシュ、圧ペン)に加工した後、小型コンテナ又はタンクに収容する。同時に、副原料を受け入れて、小型コンテナ又はタンクに収容する(S11)。そして、製品に応じた種類の原料(マッシュ中間品、副原料)が入った小型コンテナを配合部に搬送し、又は、同原料をタンクから配合部に搬送し、同部で配合・混合し(S12)、マッシュ配合品を製造する。このマッシュ配合品は、小型コンテナ又はタンクに収容される。この状態で出荷するものについては出荷する(S13)。一方、マッシュ配合品のうちペレット加工するものについては、ペレット加工部に搬送し、同部でペレット加工する(S14)。このペレット加工品は、小型コンテナに収容される。この状態で出荷するものについては出荷する(S15)。
一方、バルキー配合においては、ペレット加工品が収容された小型コンテナ及び圧ペン中間品が収容された小型コンテナをバルキー配合部に搬送し、同部で配合・混合し、バルキー配合品を製造する(S16)。このバルキー配合品は小型コンテナに収容・保管され、必要時に出荷する(S17)。
FIG. 8 is a flowchart for explaining a feed production method (a method using a small container and a tank in combination) according to another embodiment of the present invention.
First, the main raw material is received, processed into an intermediate product (mash, pressure pen), and then stored in a small container or tank. At the same time, the secondary material is received and stored in a small container or tank (S11). Then, a small container containing raw materials of different types (mash intermediate products, auxiliary materials) according to the product is transported to the blending unit, or the same material is transported from the tank to the blending unit, where it is blended and mixed ( S12), producing a mash blend. This mash blend is contained in a small container or tank. Items that are shipped in this state are shipped (S13). On the other hand, the mash blended product to be pelletized is conveyed to the pellet processing section and pellet processed at the same section (S14). This pellet processed product is accommodated in a small container. Items that are shipped in this state are shipped (S15).
On the other hand, in bulky compounding, a small container containing a processed pellet product and a small container containing a pressure pen intermediate product are transported to the bulky blending unit, where they are blended and mixed to produce a bulky blended product ( S16). This bulky blended product is housed and stored in a small container and shipped when necessary (S17).
この飼料製造方法においては、原料や中間品、製品を小型コンテナに収容するか、タンクに収容するかで、例えば、以下の3つのレベルの方法が挙げられる。
(1)レベル1:主原料のみをタンクに収容、中間品、副原料及び製品は小型コンテナに収容、
(2)レベル2:主原料及び副原料はタンクに収容、中間品のうちマッシュはタンク、バルクは小型コンテナに収容、製品は小型コンテナに収容、
(3)レベル3:主原料及び副原料はタンクに収容、中間品・製品のうちのマッシュのうち、大ロット品はタンク、小ロット品は小型コンテナ、バルクは小型コンテナに収容。
各レベルで使用する小型コンテナは、例えば1トン〜2トンの容量のものを使用する。
In this feed production method, depending on whether raw materials, intermediate products, and products are stored in a small container or a tank, for example, the following three levels of methods can be mentioned.
(1) Level 1: Only main raw materials are stored in tanks, intermediate products, auxiliary materials and products are stored in small containers.
(2) Level 2: Main raw materials and secondary raw materials are stored in tanks, of which intermediate products are stored in tanks, bulk are stored in small containers, and products are stored in small containers.
(3) Level 3: Main raw materials and secondary raw materials are stored in tanks. Among mashes of intermediate products and products, large lot products are stored in tanks, small lot products are stored in small containers, and bulk products are stored in small containers.
A small container used at each level has a capacity of 1 to 2 tons, for example.
以下、各レベルの主な物流工程について説明する。
図9は、図8のフローチャートの原料受け入れ・中間品加工工程(S11)を示すフローチャートである。
図10は、図8のフローチャートの原料配合工程(S12、レベル1)を示すフローチャートである。
図11は、図8のフローチャートの原料配合工程(S12、レベル2、3)を示すフローチャートである。
図12は、図8のフローチャートのペレット加工工程(S14、レベル1、2、3)を示すフローチャートである。
図13は、図8のフローチャートのバルキー配合工程(S16、レベル1、2、3)を示すフローチャートである。
これらのフローチャートにおいて、太実線は、レベル1、2、3で共通、細実線はレベル1、太点線はレベル2、3で共通、細点線はレベル2、一点鎖線はレベル3を示す。
Hereinafter, main distribution processes at each level will be described.
FIG. 9 is a flowchart showing the raw material acceptance / intermediate product processing step (S11) of the flowchart of FIG.
FIG. 10 is a flowchart showing the raw material blending step (S12, level 1) in the flowchart of FIG.
FIG. 11 is a flowchart showing the raw material blending step (S12, levels 2, 3) in the flowchart of FIG.
FIG. 12 is a flowchart showing the pellet processing step (S14,
FIG. 13 is a flowchart showing the bulky blending step (S16,
In these flowcharts, the thick solid line indicates the
まず、図9を参照して原料受け入れ・中間品加工工程(S11)を説明する。
この工程のうち原料受け入れ工程はレベル1、2、3で共通である。まず、原料がダンプトラックなどで運び込まれ(S100)、いったん主原料タンクに収容される(S101)。そして、主原料タンクから主原料が切り出され、マグネットにより釘等の異物が除去された後(S102)、セパレータによりゴミなどが除去され(S103)、さらに、ストーナによりゴミ・石が除去される(S104)。その後、金属探知機によって金属片がないことを確認する(S105)。このように異物除去・検査された主原料は、次に粉砕処理(S106)、あるいは圧ペン処理(S113)が施される。
First, the raw material reception / intermediate product processing step (S11) will be described with reference to FIG.
Among these steps, the raw material receiving step is common to
S106で粉砕処理された原料はマグネットで釘等の異物が除去された後(S107)セパレータでゴミが除去される(S108)。なお、異物やゴミが除去されるのは、「これらのものがあれば」の話である。その後、レベル1においては、計量後(S109)、小型コンテナに収容され(S110)、自動倉庫に保管される(S111)。一方、レベル2、3においては、配合用中間品タンクに収容される(S112)。
After the foreign materials such as nails are removed with a magnet (S107), dust is removed with a separator (S108). It should be noted that foreign matter and dust are removed when there is such a thing. After that, in
S113で圧ペン処理された原料は、レベル1、2、3とも、マグネットで釘等の異物が除去され(S114)、セパレータでゴミが除去される(S115)。そして、計量後(S116)、小型コンテナに収容され(S117)、自動倉庫に保管される(S118)。
In the materials subjected to the pressure pen processing in S113, foreign matter such as nails is removed with a magnet at
副原料受け入れ工程においては、途中の段階までレベル1、2、3に共通である。まず、副原料がダンプトラックなどで運び込まれ(S120)、マグネットにより釘等の異物が除去された後(S121)、シフターで篩にかけられて(S122)、サイズの大きいものが分離される。その後、金属探知機によって金属片がないことを確認する(S123)。そして、サイズの大きいものについては粉砕処理が施された後(S124)、マグネットで釘等の異物が除去され(S125)、セパレータでゴミが除去される(S126)。
The auxiliary raw material receiving process is common to
以降、レベル1においては、この副原料(粉砕処理されたものを含む)が計量されて(S127)小型コンテナに収容され(S128)、自動倉庫に保管される(S129)。一方、レベル2、3においては、副原料(粉砕処理されたものを含む)が副原料タンクに収容される(S130)。
Thereafter, at
以上説明したように、いずれのレベルにおいても、主原料はいったんタンクに収容された後中間品加工される。そして、マッシュ中間品は、レベル1においては小型コンテナに収容され、レベル2、3においては配合用中間品タンクに収容される。一方、圧ペン中間品は、レベル1、2、3とも、小型コンテナに収容される。副原料は、レベル1においては小型コンテナに収容され、レベル2、3においては副原料タンクに収容される。
As described above, at any level, the main raw material is once stored in a tank and then processed into an intermediate product. The mash intermediate product is stored in a small container at
次に、原料配合工程(S12)について説明する。
この工程においては、前述のように原料中間品(マッシュ中間品、圧ペン中間品)や副原料の保管方法が各レベルで異なるので、レベルごとに説明する。
Next, the raw material blending step (S12) will be described.
In this step, as described above, the raw material intermediate product (mash intermediate product, pressure pen intermediate product) and the auxiliary raw material storage method are different at each level, and will be described for each level.
図10を参照して、レベル1における原料配合工程(S12)を説明する。
まず、図9のS111で自動倉庫に保管しておいた、マッシュ中間品が収容された小型コンテナを呼び出して(S200)、計量後(S201)、配合用コンテナに収容する(S201)。同時に、図9のS129で自動倉庫に保管しておいた、副原料が収容された小型コンテナを配合設備に呼び出して(S200´)、計量後(S201´)、配合用コンテナに収容する(S202)。そして、配合用コンテナの中身を混合する(S203)。この際、液体原料を添加して(S204)、マッシュ配合品を製造する。
With reference to FIG. 10, the raw material compounding step (S12) at
First, the small container containing the mash intermediate product stored in the automatic warehouse in S111 of FIG. 9 is called (S200), and after weighing (S201), stored in the blending container (S201). At the same time, the small container containing the auxiliary material stored in the automatic warehouse in S129 of FIG. 9 is called into the blending facility (S200 ′), and after weighing (S201 ′), it is stored in the blending container (S202). ). Then, the contents of the blending container are mixed (S203). At this time, a liquid raw material is added (S204) to produce a mash blend.
こうして製造されたマッシュ配合品は、計量後(S205)、小型コンテナに収容されて(S206)、自動倉庫に保管される(S207)。このうちの一部は出荷され(S208)、その他のものはペレット加工される。 The mash blended product thus manufactured is weighed (S205), stored in a small container (S206), and stored in an automatic warehouse (S207). Some of these are shipped (S208), and others are processed into pellets.
図11を参照して、レベル2、3における原料配合工程(S12)を説明する。
まず、図9のS112で配合用中間品タンクに貯蔵しておいたマッシュ中間品を切り出して(S220)、計量した後(S221)、配合設備に投入する(S223)。同時に、図9のS130で副原料タンクに貯蔵しておいた副原料を各々切り出して(S220´)計量した後(S221´)、配合設備に投入する(S222)。その後、マッシュ中間品と副原料を混合する(S223)。この際、液体原料を添加し(S241)、マッシュ配合品を製造する。こうして製造されたマッシュ配合品は、レベル2においては、計量後(S225)に小型コンテナに収容されて(S226)自動倉庫に保管される(S227)。このうちの一部は出荷され(S228)、他のものはペレット加工される。
With reference to FIG. 11, the raw material compounding step (S12) at levels 2 and 3 will be described.
First, the mash intermediate product stored in the blending intermediate product tank in S112 of FIG. 9 is cut out (S220), weighed (S221), and then charged into the blending equipment (S223). At the same time, each auxiliary material stored in the auxiliary material tank in S130 of FIG. 9 is cut out (S220 ′), weighed (S221 ′), and then charged into the blending equipment (S222). Thereafter, the mash intermediate product and the auxiliary material are mixed (S223). At this time, a liquid raw material is added (S241) to produce a mash blend. In the level 2, the mash blend product thus manufactured is stored in a small container after weighing (S225) (S226) and stored in an automatic warehouse (S227). Some of them are shipped (S228), and others are processed into pellets.
一方、レベル3においては、混合後(S223)、大ロット製品においては、出荷されるものと、ペレット加工されるものに分けられる。出荷されるものは、出荷用タンクに収容された後(S230)、出荷される(S231)。ペレット加工されるものは、ペレット加工用タンクに収容される(S232)。小ロット製品は計量後(S225)、小型コンテナに収容されて(S233)、自動倉庫に保管され(S234)、出荷される(S235)。 On the other hand, in level 3, after mixing (S223), large lot products are divided into those to be shipped and those to be processed into pellets. Items to be shipped are stored in a shipping tank (S230) and then shipped (S231). The pellets to be processed are stored in a pellet processing tank (S232). The small lot product is weighed (S225), stored in a small container (S233), stored in an automatic warehouse (S234), and shipped (S235).
以上説明したように、レベル1、2においては、マッシュ配合品は全て小型コンテナに収容される。レベル3においては、小ロットマッシュ配合品は小型コンテナに収容されるが、大ロットマッシュ配合品はタンクに収容される。
As described above, at
次に、図12を参照して、ペレット加工工程(S14)を説明する。
レベル1においては、図10のS207で自動倉庫に保管しておいた、マッシュ配合品が収容された小型コンテナを、レベル2においては、図11のS227で自動倉庫に保管しておいた、マッシュ配合品が収容された小型コンテナを呼び出し(S400)、ペレットミルに供給する(S401)。レベル3においては、図11のS232でタンクに貯蔵しておいた大ロットのマッシュ製品を切り出して(S400´)、ペレットミルに供給する(S401)。ペレットミルでペレット成形加工後(S402)、マグネットにより釘等の異物を除去し(S403)、セパレータにより異物を除去し(S404)、ペレット加工品を製造する。こうして製造されたペレット加工品は、計量後(S405)小型コンテナに収容され(S406)、自動倉庫に保管する(S407)。このうち、一部は出荷され(S408)、他のものはバルキー配合される。
Next, the pellet processing step (S14) will be described with reference to FIG.
In
次に、図13を参照して、バルキー配合工程(S16)を説明する。
この工程は、レベル1、2、3で共通である。まず、図9のS118で自動倉庫に保管しておいた、圧ペン中間品が収容された小型コンテナを呼び出し(S600)、計量後(S601)、中身を配合用コンテナに移す(S602)。一方、図12のS407で自動倉庫に保管しておいた、ペレット加工品が収容された小型コンテナを呼び出し(S600´)、計量後(S601´)、中身を配合用コンテナに移す(S602)。そして、配合用コンテナの中身を混合し(S603)、バルキー配合品を製造する。この際、液体原料を添加し(S604)、表面に液体を含ませた(アフターコーティング)バルキー配合品を製造する場合もある。こうして製造されたバルキー配合品は、計量後(S605)、小型コンテナに収容されて(S606)自動倉庫に保管され(S607)、必要時に出荷する(S608)。
なお、バルキー配合工程においては、別の処理工程で製造されたヘイキューブ等を配合・混合することもできる。
Next, the bulky blending step (S16) will be described with reference to FIG.
This process is common to
In the bulky blending step, hay cubes and the like manufactured in another processing step can be blended and mixed.
以上説明したように、レベル1、2、3ともペレット加工品や、ペレット加工品と圧ペンを混合したものなどのバルキー配合品は、小型コンテナに収容される。
As described above, the
次に、各レベルの配合飼料製造方法を実現するための装置の構成と、各種材料の動きを説明する。
図14は、本発明の実施の形態に係る配合飼料製造装置(レベル1)の構成を模式的に示す図である。
この配合飼料製造装置(プラント)は5階建てで、隣接して設けられた処理エリア500と自動立体倉庫600を備える。この例では、図の右側が処理エリア500、左側が立体自動倉庫600となっている。立体自動倉庫600は、一般に使用されている立体自動倉庫を使用できる。
Next, the structure of the apparatus for realizing each level of the mixed feed manufacturing method and the movement of various materials will be described.
FIG. 14 is a diagram schematically showing the configuration of the blended feed production apparatus (level 1) according to the embodiment of the present invention.
This blended feed manufacturing apparatus (plant) has a five-story structure and includes a
処理エリア500の1階と2階の間には、コンテナ用エレベータ501が設けられて、コンテナを自在に移動できる。また、各階には、自動倉庫600との間でコンテナを受け渡すコンテナ受け渡し部502が設けられている。処理エリアの1階から4階にかけては、原料タンク503が設けられている。
A
処理エリア500の各階について説明する。
1階には、ダンプトラックなどから原料や副原料が受け入れられる原料受け入れ部511が設けられている。同部511と原料タンク503間には、バラ搬送ライン(コンベアや空気流送配管など、図示されず)が設けられている。また、自動倉庫600に搬入される前のコンテナがいったん保管されるコンテナ保管部512が設けられている。コンテナ保管部512は自動倉庫受け渡し部502と接続しており、コンテナの受け渡しが可能である。
Each floor of the
On the first floor, a raw
2階には、計量後のマッシュ中間品と計量後の副原料が収容される配合用コンテナが移動自在に配置されるコンテナ置き場521が設けられている。コンテナ置き場521は自動倉庫受け渡し部502と接続しており、小型コンテナの受け渡しが可能である。
On the second floor, there is provided a container storage area 521 in which a mixing container for storing a measured mash intermediate product and a measured auxiliary material is movably disposed. The container storage area 521 is connected to the automatic
3階には、計量後のペレット加工品と計量後の圧ペン中間品が収容される配合用コンテナが移動自在に配置されるコンテナ置き場531が設けられている。コンテナ置き場531は自動倉庫受け渡し部502と接続しており、小型コンテナの受け渡しが可能である。さらに、マッシュ用計量器532、マッシュ用ミキサー533が配置されている。なお、計量器532は材料毎に設けられている。また、ハンマーミル534、ペレットミル535、圧ペンロール536などが配置されている。原料タンク503とハンマーミル534及び圧ペンロール536の間には、原料がバラで搬送されるバラ搬送ライン(図示されず)が設けられている。
On the third floor, there is provided a
4階には、マッシュ中間品が収容された小型コンテナと副原料が収容された小型コンテナが移動自在に配置されるコンテナ置き場541が設けられている。コンテナ置き場541はコンテナ受け渡し部502と接続しており、小型コンテナの受け渡しが可能である。さらに、バルキー用計量器542、バルキー用ミキサー543が配置されている。計量器542は材料毎に設けられている。
On the fourth floor, there is provided a container storage area 541 in which a small container containing a mash intermediate product and a small container containing a secondary raw material are movably arranged. The container storage area 541 is connected to the
5階には、圧ペン中間品が収容された小型コンテナとペレット加工品が収容された小型コンテナが移動自在に配置されるコンテナ置き場551が設けられている。コンテナ置き場551は自動倉庫受け渡し部502と接続しており、小型コンテナの受け渡しが可能である。
On the fifth floor, there is provided a
自動倉庫600には、製品をTB(トランスバック)や紙袋に梱包するTB包装器601や紙袋包装器602が配置されている。また、バラや梱包済みの製品の出荷部603やコンテナ洗浄室604が設けられている。
In the
図14とともに、図8、図9、図10、図12、図13を参照して、レベル1における各原料の主な流れを説明する。
まず、原料受け入れ・中間品加工工程(S11、図9参照)においては、主原料が原料受け入れ部511でダンプトラックなどから受け入れられて(S100)、バラ搬送ラインを通っていったん主原料タンク503に保管される(S101)。異物除去処理・検査後、主原料は主原料タンク505から切り出されて、バラ搬送ラインを通って、3階のハンマーミル534及び圧ペンロール536に送られ、各々粉砕処理(S106)もしくは圧ペン処理(S113)が施されて中間品(マッシュ中間品、圧ペン中間品)に加工される。加工後のマッシュ中間品、圧ペン中間品は、小型コンテナに収容されて(S110、S117)、自動倉庫600に保管される(S111、S118)。
一方、副原料は、原料受け入れ部511でダンプトラックなどから受け入れられ(S120)、異物除去、粉砕後、小型コンテナに収容されて(S128)、自動倉庫600に保管される(S129)。
The main flow of each raw material in
First, in the raw material receiving / intermediate product processing step (S11, see FIG. 9), the main raw material is received from the dump truck or the like by the raw material receiving unit 511 (S100), and once passes through the bulk transfer line to the main
On the other hand, the secondary raw material is received from a dump truck or the like by the raw material receiving unit 511 (S120), removed from the foreign matter, pulverized, then stored in a small container (S128), and stored in the automatic warehouse 600 (S129).
そして、原料配合工程(S12、図10参照)においては、マッシュ中間品が収容された小型コンテナ、副原料が収容された小型コンテナが自動倉庫600から呼び出され(S200、S200´)、コンテナ受け渡し部502を介して4階のコンテナ置き場541に搬送される。同置き場541内では、各コンテナは、3階に配置されている、材料別の計量器532の上方に位置するように移動する。そして、コンテナから中身が計量器532に落下して計量される(S201、S201´)。 In the raw material blending step (S12, see FIG. 10), the small container containing the mash intermediate product and the small container containing the auxiliary raw material are called from the automatic warehouse 600 (S200, S200 ′), and the container delivery unit It is transported to the container floor 541 on the fourth floor via 502. In the storage area 541, each container moves so as to be positioned above the weighing device 532 for each material arranged on the third floor. Then, the contents fall from the container to the measuring instrument 532 and are weighed (S201, S201 ′).
この計量器532の下方(2階)のコンテナ置き場521には、配合用コンテナが移動可能に配置されている。この配合用コンテナは、各計量器532で所定の配合割合に計量されたマッシュ中間品と副原料を拾うように、置き場521内を移動する。これにより、配合用コンテナには、所定の割合で配合されたマッシュ中間品と副原料が収容される(S202)。 A container for blending is movably disposed in a container storage area 521 below (on the second floor) of the measuring instrument 532. The mixing container moves in the storage area 521 so as to pick up the mash intermediate product and the auxiliary raw material weighed at a predetermined mixing ratio by each measuring device 532. Thus, the mash intermediate product and the auxiliary material mixed at a predetermined ratio are accommodated in the mixing container (S202).
その後、この配合用コンテナは3階に搬送され、中身がミキサー533で混合されて(S203)、マッシュ配合品が製造される。このマッシュ配合品は、計量されて(S205)、小型コンテナに収容され(S206)、自動倉庫600に送られて保管される(S207)。その後、この状態で出荷するものについては、バラ又は梱包器601、602でTBや紙袋に梱包された後、出荷部603から出荷され(S208)、他のものについてはペレット加工される。
Thereafter, the container for blending is conveyed to the third floor, and the contents are mixed by the mixer 533 (S203) to produce a mash blended product. The mash mixture is weighed (S205), stored in a small container (S206), sent to the
ペレット加工工程(S14、図12参照)においては、自動倉庫600からマッシュ配合品が収容された小型コンテナが呼び出され(S400)、3階のペレットミル535に供給され(S401)、ペレット成形されて(S402)、ペレット加工品が製造される。製造されたペレット加工品は小型コンテナに収容され(S406)、自動倉庫600に保管される(S407)。その後、この状態で出荷されるものについては、バラ又は梱包器601、602でTBや紙袋に梱包された後、出荷部603から出荷され(S408)、他のものについてはバルキー配合される。
In the pellet processing step (S14, see FIG. 12), a small container containing the mash compound is called from the automatic warehouse 600 (S400), supplied to the
バルキー配合工程(S6、図13参照)においては、自動倉庫600から、圧ペン中間品が収容された小型コンテナ及びペレット加工品が収容された小型コンテナが呼び出され(S600、S600´)、5階のコンテナ置き場551に搬送される。同置き場551内では、各小型コンテナは、4階に配置されている、材料別の計量器542の上方に位置するように移動する。そして、小型コンテナから中身が計量器542に落下して計量される(S601、S601´)。
In the bulky blending step (S6, see FIG. 13), the
この計量器542の下方(3階)のコンテナ置き場531には、配合用コンテナが移動可能に配置されている。この配合用コンテナは、各計量器542で所定の配合割合に計量された圧ペン中間品とペレット加工品を拾うように、置き場531内を移動する。これにより、配合用コンテナには、所定の割合で配合された圧ペン中間品とペレット加工品が収容される(S602)。
A container for blending is movably disposed in a
その後、この配合用コンテナは4階に送られて、中身がミキサー543で混合されて(S603)、バルキー配合品が製造される。製造されたバルキー配合品は計量された後(S605)、小型コンテナに収容され(S606)、自動倉庫600に送られて保管される(S607)。そして、バラ又は梱包器601、602でTBや紙袋に梱包された後、出荷部603から出荷される(S608)。
Thereafter, the container for blending is sent to the fourth floor, and the contents are mixed by the mixer 543 (S603) to produce a bulky blended product. The manufactured bulky compound is weighed (S605), stored in a small container (S606), sent to the
図15は、本発明の実施の形態に係る配合飼料製造装置(レベル2)の構成を模式的に示す図である。
この配合飼料製造装置も5階建てで、隣接して設けられた処理エリア500と自動立体倉庫600を備える。処理エリアの各階について、図14の配合飼料製造装置と異なる点を主に説明する。図14と同じ構成・作用を有する部材については図14と同じ符号を付し、説明を省略する。
FIG. 15 is a diagram schematically showing the configuration of the blended feed production apparatus (level 2) according to the embodiment of the present invention.
This compound feed production apparatus is also 5 stories high, and includes a
レベル1においては、副原料やマッシュ中間品を小型コンテナに収容していたが、レベル2においては、各々副原料タンク及び中間品タンクに収容する。このため、レベル2においては、マッシュ配合用のコンテナ置き場541、521の替わりに、処理エリアの2階から5階にかけて、副原料が貯蔵される副原料タンク504とマッシュ中間品が貯蔵される中間品タンク505が設けられている。
At
2階の、副原料タンク504と中間品タンク505の下方には、計量器523が備えられている。この計量器523により、各タンク504、505から切り出されたマッシュ中間品、副原料が計量される。
On the second floor, below the
また、1階の原料受け入れ口511と副原料タンク504との間には、副原料をバラで搬送するバラ搬送ライン(コンベアや空気流送配管など、図示されず)が設けられている。さらに、3階のハンマーミル534と中間品タンク505の間には、原料がバラで搬送されるバラ搬送ライン(図示されず)が設けられている。
Further, between the raw
図15とともに、図8、図9、図11、図12、図13を参照して、レベル2における各原料の流れを説明する。
まず、原料受け入れ・中間品加工工程(S1、図9参照)においては、主原料が原料受け入れ部511でダンプトラックなどから受け入れられて(S100)、バラ搬送ラインを通って主原料タンク503に保管される(S101)。異物除去処理・検査後、主原料は主原料タンク503から切り出されて、バラ搬送ラインを通って、3階のハンマーミル534及び圧ペンロール536に送られ、各々粉砕処理(S106)もしくは圧ペン処理(S107)が施されて中間品(マッシュ中間品、圧ペン中間品)に加工される。このうち、マッシュ中間品は、バラ搬送ラインを通って中間品タンク505に収容される(S112)。一方、圧ペン中間品は小型コンテナに収容されて(S117)、自動倉庫600に保管される(S118)。
The flow of each raw material at level 2 will be described with reference to FIGS. 8, 9, 11, 12, and 13 together with FIG.
First, in the raw material receiving / intermediate product processing step (S1, see FIG. 9), the main raw material is received from the dump truck or the like by the raw material receiving unit 511 (S100) and stored in the main
副原料は、原料受け入れ部511でダンプトラックなどから受け入れられ(S120)、異物除去、粉砕後、バラ搬送ラインを通って副原料タンク504に収容される(S130)。
The auxiliary material is received from the dump truck or the like by the raw material receiving unit 511 (S120), and after removing foreign matter and pulverized, it is accommodated in the
そして、原料配合工程(S12、図11参照)においては、中間品タンク505に収容されたマッシュ中間品及び副原料タンク504に収容された副原料が切り出されて(S220、S220´)各々2階の計量器523で計量された後(S221、S221´)、3階のミキサー533に送られて混合され(S223)、マッシュ配合品が製造される。製造されたマッシュ配合品は、計量後(S224)、小型コンテナに収容され(S226)、自動倉庫600に送られて保管される(S227)。その後、一部はバラ又は梱包器601、602でTBや紙袋に梱包された後、出荷部603から出荷される(S228)。
In the raw material blending step (S12, see FIG. 11), the mash intermediate product stored in the
ペレット加工工程(S4)、バルキー配合加工工程(S6)はレベル1と同じである。
The pellet processing step (S4) and the bulky blending processing step (S6) are the same as
図16は、本発明の実施の形態に係る配合飼料製造装置(レベル3)の構成を模式的に示す図である。
この配合飼料製造装置も5階建てで、隣接して設けられた処理エリア500と自動立体倉庫600を備える。処理エリアの各階について、図15の配合飼料製造装置と異なる点を主に説明する。図15と同じ構成・作用を有する部材については図15と同じ符号を付し、説明を省略する。
FIG. 16 is a diagram schematically showing the configuration of the blended feed production apparatus (level 3) according to the embodiment of the present invention.
This compound feed production apparatus is also 5 stories high, and includes a
レベル2においては、マッシュ配合品を全て小型コンテナに収容していたが、レベル3においては、大ロットのマッシュ配合品をタンクに収容し、小ロットのマッシュ配合品は小型コンテナに収容する。このため、レベル3においては、自動倉庫600の2階から5階にかけて、大ロットのマッシュ配合品が収容されるペレット加工用タンク605と出荷用タンク606が設けられている。
さらに、ミキサー533とペレット加工用タンク605、出荷用タンク606との間、ペレット加工用タンク605とペレットミル535との間には、各々バラ搬送ラインが設けられている。
At level 2, all mash blends are stored in small containers, but at level 3, large lots of mash blends are stored in tanks, and small lots of mash blends are stored in small containers. For this reason, at level 3, a
Further, a bulk transfer line is provided between the
図16とともに、図8、図9、図11、図12、図13を参照して、レベル2における各原料の流れを説明する。
原料受け入れ・中間品加工工程(S11)は、レベル2と同じである。
原料配合工程(S12、図11参照)においては、中間品タンク505に収容されたマッシュ中間品と副原料タンク504に収容された副原料が切り出されて(S220、S220´)各々2階の計量器523で計量されて(S221、S221´)、配合される(S222)。その後、3階のミキサー533に送られて混合されて(S223)、マッシュ配合品が製造される。マッシュ配合品のうち、大ロットのマッシュ配合品は、バラ搬送ラインを通って出荷用タンク606及びペレット加工用タンク605に搬送されて収容される(S230、S232)。出荷用タンク606に収容された大ロットマッシュ配合品は、出荷部603から出荷される(S231)。小ロットのマッシュ配合品は、計量後(S225)、小型コンテナに収容され(S234)自動倉庫600に送られて保管される(S235)。その後、バラ又は梱包器601、602でTBや紙袋に梱包された後、出荷部603から出荷される(S236)。
With reference to FIG. 16, FIG. 8, FIG. 9, FIG. 11, FIG. 12, and FIG.
The raw material reception / intermediate product processing step (S11) is the same as Level 2.
In the raw material blending step (S12, see FIG. 11), the mash intermediate product stored in the
ペレット加工工程(S4、図12参照)においては、ペレット加工用タンク605からマッシュ配合品が切り出され(400´)、バラ搬送ラインを通って3階のペレットミル535に供給されて(S401)、ペレット成形され(S402)、ペレット加工品が製造される。製造されたペレット加工品は、小型コンテナに収容されて(S406)、自動倉庫600に保管される(S407)。一部は、バラ又は梱包器601、602でTBや紙袋に梱包された後、出荷部603から出荷される(S408)。
In the pellet processing step (S4, see FIG. 12), the mash blended product is cut out from the pellet processing tank 605 (400 ′) and supplied to the
バルキー配合加工工程(S16)は、レベル1、レベル2と同じである。
The bulky blending process (S16) is the same as
以上説明した例では、原料、中間品及び製品の一部を小型コンテナではなくタンクに貯蔵している。このように、タンクに貯蔵することのできるものはタンクに貯蔵する方が設備費低減の点で好ましい。 In the example described above, raw materials, intermediate products, and a part of the product are stored in tanks instead of small containers. Thus, what can be stored in the tank is preferably stored in the tank from the viewpoint of reducing the equipment cost.
1 配合飼料製造装置 10 処理エリア
20 建屋 21 搬送ライン
22 往きライン 23 戻りライン
30 処理ユニット群 31 ユニット
35 コンテナ置き場 37 チェーンコンベア
39 キャッチャークレーン 41 コンテナ受け渡し用バース
50 原料受け入れユニット群 51 一次サイクロン
53 二次サイクロン 55 マグネット
58 篩 59 計量用ホッパー
61 計量器 63 原料受け入れ口
65 吸引ブロアー 67 圧送装置
69 コンベアスクリュー 71 排出用シュート
73 搬送ライン
80 配合ユニット群 81 ホッパー
83 計量器 85 シュート
87 配合ミキサー 89 ダンパー
91 ホッパー 93 計量器
95 サービスタンク 97 製品受け入れシュート
99 テーブルフィーダ
100 ペレット加工処理ユニット群 101 製品受け入れ口
103 受け入れホッパー 105 蒸気添加ミキサー
107 ペレットミル 109 クーラー
111 サイクロン 113 篩
115 計量ホッパー 117 計量器
119 フィーダ 121 圧送装置
123 加工製品受け入れシュート
151 圧ペンユニット 152 ボイラーユニット
153 TB包装ユニット 154 紙袋包装ユニット
155 二次配合ユニット 156 クリーニングユニット
157 電源ユニット 158 副原料受け入れユニット
159 主原料粉砕ユニット 160 副原料粉砕ユニット
200 倉庫エリア(自動立体倉庫) 201 収容部
203 リフト 210 搬送ライン
213 製品出荷ライン 221 出荷口
225 クレーン
300 大型タンク 400液体原料タンク
500 処理エリア
501 コンテナ用エレベータ 502 コンテナ受け渡し部
503 原料タンク 504 副原料タンク
505 マッシュ中間品タンク 511 原料受け入れ部
512 コンテナ保管部 521 コンテナ置き場
523 計量器 531 コンテナ置き場
532 マッシュ用計量器 533 マッシュ用ミキサー
534 ハンマーミル 535 ペレットミル
536 圧ペンロール 541 コンテナ置き場
542 バルキー用計量器 543 バルキー用ミキサー
551 コンテナ置き場
600 自動立体倉庫 601 TB包装器
602 紙袋包装器 603 出荷部
604 コンテナ洗浄室 605 ペレット加工用タンク
606 出荷用タンク
DESCRIPTION OF SYMBOLS 1 Compound feed production apparatus 10 Processing area 20 Building 21 Transport line 22 Outgoing line 23 Return line 30 Processing unit group 31 Unit 35 Container place 37 Chain conveyor 39 Catcher crane 41 Container delivery berth 50 Raw material receiving unit group 51 Primary cyclone 53 Secondary Cyclone 55 Magnet 58 Sieve 59 Weighing hopper 61 Metering device 63 Raw material receiving port 65 Suction blower 67 Pressure feeding device 69 Conveyor screw 71 Discharge chute 73 Conveying line 80 Compounding unit group 81 Hopper 83 Metering instrument 85 Chute 87 Compounding mixer 89 Damper 91 Hopper 93 Weighing machine 95 Service tank 97 Product receiving chute 99 Table feeder 100 Pellet processing unit group 101 Receiving port 103 Receiving hopper 105 Steam addition mixer 107 Pellet mill 109 Cooler 111 Cyclone 113 Sieve 115 Weighing hopper 117 Weighing device 119 Feeder 121 Pumping device 123 Processed product receiving chute 151 Pressure pen unit 152 Boiler unit 153 TB packaging unit 154 Paper bag packaging unit 155 Secondary blending unit 156 Cleaning unit 157 Power source unit 158 Sub raw material receiving unit 159 Main raw material crushing unit 160 Sub raw material crushing unit 200 Warehouse area (automatic three-dimensional warehouse) 201 Storage unit 203 Lift 210 Transport line 213 Product shipping line 221 Shipping port 225 Crane 300 Large tank 400 Liquid raw material tank 500 Processing area 501 Elevator for container 502 Conte Delivery section 503 Raw material tank 504 Secondary raw material tank 505 Mash intermediate product tank 511 Raw material receiving section 512 Container storage section 521 Container storage area 523 Weighing instrument 531 Container storage area 532 Mash measuring instrument 533 Mash mixer 534 Hammer mill 535 Pellet mill 536 Pressure pen roll 541 Container place 542 Bulky meter 543 Bulky mixer 551 Container place 600 Automatic three-dimensional warehouse 601 TB packer 602 Paper bag packer 603 Shipment unit 604 Container washing room 605 Pellet processing tank 606 Shipment tank
Claims (23)
原料、中間品及び製品の充填された小型コンテナを搬送する搬送ラインと、
該搬送ラインを収容する建屋と、
該搬送ラインに隣接しており、該ラインによって搬送された小型コンテナを収める自動立体倉庫と、
前記搬送ラインの側方に配置された、配合・加工・包装等の処理を行うユニットの群と、を具備し、
前記建屋が、該処理ユニットをユニット接続するための複数のデッキ(階)を有することを特徴とする飼料製造装置。 A device that receives and blends and processes multiple types of ingredients to produce a blended feed,
A transport line for transporting small containers filled with raw materials, intermediate products and products;
A building that houses the transfer line;
An automatic three-dimensional warehouse that is adjacent to the transfer line and stores small containers transferred by the line;
A group of units arranged on the side of the conveying line for processing such as blending, processing, and packaging, and
The feed manufacturing apparatus, wherein the building has a plurality of decks (floors) for connecting the processing units as a unit.
該搬送ラインの両側方に、前記処理ユニット群が配置されていることを特徴とする請求項1記載の飼料製造装置。 The transfer line is installed so as to extend in the longitudinal direction of the building, and is connected to the transfer line in the warehouse of the automatic three-dimensional warehouse,
On both sides of the conveying line, feed production apparatus according to claim 1, characterized in that said processing unit group is disposed.
前記処理ユニット群が中間階に接続されていることを特徴とする請求項3記載の飼料製造装置。 The transport line is installed on the top floor and the bottom floor of the building,
The feed production apparatus according to claim 3, wherein the processing unit group is connected to an intermediate floor.
該タンクから前記ユニット群へ主原料を搬送する搬送ラインと、をさらに具備することを特徴とする請求項1〜4いずれか1項記載の飼料製造装置。 A large tank where the main ingredients are stored,
The feed production apparatus according to any one of claims 1 to 4, further comprising a transport line for transporting a main raw material from the tank to the unit group.
該タンクから前記ユニット群に液体原料を供給する供給ラインと、をさらに具備することを特徴とする請求項1〜5いずれか1項記載の飼料製造装置。 A liquid raw material tank in which the liquid raw material is stored;
The feed production apparatus according to any one of claims 1 to 5, further comprising a supply line for supplying a liquid raw material from the tank to the unit group.
主原料を貯蔵し切り出すタンクと、
該主原料をバラで搬送する原料搬送ラインと、
副原料、中間品及び製品の充填される小型コンテナ群と、
該コンテナを搬送するコンテナ搬送ラインと、
前記タンクから前記原料搬送ラインを通して供給された主原料、及び/又は、前記小型コンテナから取り出した副原料・中間品を加工・配合・包装する処理装置群と、
前記コンテナを収める自動立体倉庫と、
を具備することを特徴とする飼料製造装置。 A device that receives and blends and processes multiple types of ingredients to produce a blended feed,
A tank for storing and cutting main raw materials;
A raw material transport line for transporting the main raw material in bulk;
A group of small containers filled with by-products, intermediate products and products;
A container transport line for transporting the container;
A processing unit group for processing, blending and packaging the main raw material supplied from the tank through the raw material conveyance line and / or the auxiliary raw material and intermediate product taken out from the small container,
An autostereoscopic warehouse for storing the containers;
A feed production apparatus comprising:
各種原料を各々貯蔵し切り出す複数のタンクと、
該各種原料をバラで搬送する複数の原料搬送ラインと、
各種中間品のうちのマッシュ状のものを貯蔵し切り出すタンクと、
該マッシュ状の中間品をバラで搬送する中間品搬送ラインと、
各種中間品のうちのバルク状のもの及び製品の充填される小型コンテナ群と、
該コンテナを搬送するコンテナ搬送ラインと、
前記タンクから前記原料搬送ラインを通して供給された主原料、副原料、前記中間品搬送ラインを通して供給されたマッシュ状の中間品、及び/又は、前記小型コンテナから取り出したバルク状の中間品を加工・配合・包装する処理装置群と、
前記コンテナを収める自動立体倉庫と、
を具備することを特徴とする飼料製造装置。 A device that receives and blends and processes multiple types of main ingredients and auxiliary ingredients to produce a blended feed,
A plurality of tanks each storing and cutting various raw materials;
A plurality of raw material conveying lines for conveying the various raw materials in bulk;
A tank for storing and cutting out mash-like products among various intermediate products;
An intermediate product conveyance line for conveying the mash-shaped intermediate product in bulk;
A bulk container of various intermediate products and a small container group filled with products,
A container transport line for transporting the container;
Processing main raw material, sub-raw material supplied from the tank through the raw material transfer line, mash-like intermediate product supplied through the intermediate product transfer line, and / or bulk intermediate product taken out from the small container Processing equipment group for compounding and packaging,
An autostereoscopic warehouse for storing the containers;
A feed production apparatus comprising:
各種原料を各々貯蔵し切り出す複数のタンクと、
該各種原料をバラで搬送する複数の原料搬送ラインと、
各種中間品のうちのマッシュ状のものを貯蔵し切り出すのタンクと、
該マッシュ状の中間品をバラで搬送する中間品搬送ラインと、
各種中間品のうちのバルク状のもの及び製品のうちの小ロットマッシュ状のものの充填される小型コンテナ群と、
該コンテナを搬送するコンテナ搬送ラインと、
製品のうちの大ロットマッシュ状のものを貯蔵し切り出すタンクと、
該大ロットマッシュ状製品をバラで搬送する製品搬送ラインと、
前記タンクから前記原料搬送ラインを通して供給された主原料、副原料、前記中間品搬送ラインを通して供給されたマッシュ状の中間品及び/又は、前記小型コンテナから取り出したバルク状の中間品を加工・配合・包装する処理装置群と、
前記コンテナを収める自動立体倉庫と、
を具備することを特徴とする飼料製造装置。 A device that receives and blends and processes multiple types of main ingredients and auxiliary ingredients to produce a blended feed,
A plurality of tanks each storing and cutting various raw materials;
A plurality of raw material conveying lines for conveying the various raw materials in bulk;
A tank for storing and cutting out mash-like products from various intermediate products;
An intermediate product conveyance line for conveying the mash-shaped intermediate product in bulk;
A group of small containers filled with a bulk of various intermediate products and a small lot mash of products;
A container transport line for transporting the container;
A tank for storing and cutting out large lot mash-like products,
A product transfer line for transferring the large lot mash-like product in bulk;
Processing and blending main raw material, sub-raw material supplied from the tank through the raw material transfer line, mash-like intermediate product supplied through the intermediate product transfer line and / or bulk intermediate product taken out from the small container・ Processing equipment group for packaging,
An autostereoscopic warehouse for storing the containers;
A feed production apparatus comprising:
各々計量された前記副原料、中間品又は製品が収容される配合コンテナを含むことを特徴とする請求項8〜11いずれか1項記載の配合飼料製造装置。 The blending device is
The blended feed production apparatus according to any one of claims 8 to 11, further comprising a blending container in which each of the measured auxiliary materials, intermediate products, and products is stored.
各種原料を小型コンテナに受け入れる工程と、
該小型コンテナを自動立体倉庫に搬送して保管する工程と、
製品に応じた種類の原料が収容された小型コンテナを前記自動立体倉庫から取り出して、配合ユニットに搬送する工程と、
該配合ユニットにおいて原料を配合する工程と、
配合された製品を小型コンテナに収容する工程と、
該小型コンテナを自動立体倉庫に搬送して保管する工程と、
を含むことを特徴とする飼料製造方法。 A method for producing a blended feed by receiving and blending multiple types of raw materials,
Receiving various raw materials in a small container;
A step of transporting and storing the small container in an automatic three-dimensional warehouse;
A step of taking out a small container containing raw materials of a type corresponding to a product from the automatic three-dimensional warehouse and transporting it to a blending unit;
Blending raw materials in the blending unit;
A process of containing the blended product in a small container;
A step of transporting and storing the small container in an automatic three-dimensional warehouse;
The feed manufacturing method characterized by including.
各種原料を小型コンテナに受け入れる工程と、
該小型コンテナを自動立体倉庫に搬送して保管する工程と、
製品に応じた種類の原料が収容された小型コンテナを前記自動立体倉庫から取り出して、配合ユニットに搬送する工程と、
該配合ユニットにおいて原料を配合する工程と、
配合された製品を小型コンテナに収容する工程と、
該小型コンテナを自動立体倉庫に搬送して保管する工程と、
該小型コンテナを前記自動立体倉庫から加工ユニットに搬送する工程と、
該加工ユニットにおいて、配合された製品を加工する工程と、
加工された製品を小型コンテナに収容する工程と、
該小型コンテナを自動立体倉庫に搬送して保管する工程と、
を含むことを特徴とする飼料製造方法。 A method for producing a blended feed by receiving and blending multiple types of raw materials,
Receiving various raw materials in a small container;
A step of transporting and storing the small container in an automatic three-dimensional warehouse;
A step of taking out a small container containing raw materials of a type corresponding to a product from the automatic three-dimensional warehouse and transporting it to a blending unit;
Blending raw materials in the blending unit;
A process of containing the blended product in a small container;
A step of transporting and storing the small container in an automatic three-dimensional warehouse;
Transporting the small container from the autostereoscopic warehouse to a processing unit;
Processing the blended product in the processing unit;
Storing the processed product in a small container;
A step of transporting and storing the small container in an automatic three-dimensional warehouse;
The feed manufacturing method characterized by including.
主原料をタンクに受け入れる工程と、
該タンクから主原料を切り出して中間品に加工する工程と、
該中間品加工された主原料中間品を小型コンテナに受け入れる工程と、
該小型コンテナ自動立体倉庫に搬送して保管する工程と、
副原料を小型コンテナに受け入れる工程と、
該小型コンテナを自動立体倉庫に搬送して保管する工程と、
前記中間品が受け入れられた小型コンテナと、前記副原料が受け入れられた小型コンテナと、を前記自動立体倉庫から取り出して配合ユニットに搬送する工程と、
該配合ユニットにおいて原料を配合する工程と、
配合品を小型コンテナに収容する工程と、
該小型コンテナを自動立体倉庫に搬送して保管する工程と、
を含むことを特徴とする配合飼料製造方法。 It is a method of accepting multiple types of raw materials and blending and processing to produce a blended feed,
Receiving the main raw material in the tank;
Cutting the main raw material from the tank and processing it into an intermediate product;
Receiving the intermediate raw material processed intermediate product in a small container;
Transporting and storing in the small container automatic three-dimensional warehouse;
Receiving a secondary material in a small container;
A step of transporting and storing the small container in an automatic three-dimensional warehouse;
A step of taking out the small container in which the intermediate product is received and the small container in which the auxiliary material is received from the autostereoscopic warehouse and transporting it to the blending unit;
Blending raw materials in the blending unit;
A process of containing the compounded product in a small container;
A step of transporting and storing the small container in an automatic three-dimensional warehouse;
A blended feed production method comprising:
該ユニットにおいて、前記配合品をペレット加工する工程と、
ペレット加工品を小型コンテナに収容する工程と、
該小型コンテナを自動立体倉庫に搬送して保管する工程と、
をさらに含むことを特徴とする請求項15記載の配合飼料製造方法。 Transporting a small container containing the blended product from the autostereoscopic warehouse to a pellet forming unit;
In the unit, pelletizing the blended product;
A process of storing the processed pellets in a small container;
A step of transporting and storing the small container in an automatic three-dimensional warehouse;
The mixed feed production method according to claim 15, further comprising:
該ユニットにおいて、ペレット加工品と圧ペンとをバルキー配合する工程と、
バルキー配合品を小型コンテナに収容する工程と、
該小型コンテナを自動立体倉庫に搬送し保管する工程と、
をさらに含むことを特徴とする請求項16記載の配合飼料製造方法。 A step of transporting the small container containing the pellet processed product and the small container containing the pressure pen from the automatic three-dimensional warehouse to a bulky blending unit;
In the unit, a process of blending a pellet processed product and a pressure pen into a bulky;
A process of storing the bulky compound in a small container;
A step of transporting and storing the small container in an automatic three-dimensional warehouse;
The mixed feed production method according to claim 16, further comprising:
主原料をタンクに受け入れる工程と、
該タンクから主原料を切り出して中間品に加工する工程と、
中間品のうちマッシュ状のものをタンクに受け入れる工程と、
中間品のうちのバルク状のものを小型コンテナに受け入れる工程と、
該小型コンテナを自動立体倉庫に搬送して保管する工程と、
副原料をタンクに受け入れる工程と、
マッシュ状の中間品が受け入れられたタンクと、副原料が受け入れられたタンクから、各々マッシュ状の中間品と副原料を切り出して配合ユニットに搬送する工程と、
該配合ユニットにおいて原料を配合する工程と、
配合品を小型コンテナに収容する工程と、
該小型コンテナを自動立体倉庫に搬送して保管する工程と、
を含むことを特徴とする配合飼料製造方法。 A method for producing a blended feed by receiving and blending multiple types of raw materials,
Receiving the main raw material in the tank;
Cutting the main raw material from the tank and processing it into an intermediate product;
Receiving a mash-like intermediate product in the tank;
Receiving a bulk of intermediate products in a small container;
A step of transporting and storing the small container in an automatic three-dimensional warehouse;
Receiving the auxiliary material in the tank;
A step in which a mash-like intermediate product and a subsidiary material are cut out from the tank in which the mash-like intermediate product is received and a subsidiary material is received, respectively, and conveyed to the blending unit;
Blending raw materials in the blending unit;
A process of containing the compounded product in a small container;
A step of transporting and storing the small container in an automatic three-dimensional warehouse;
A blended feed production method comprising:
該ユニットにおいて、前記配合品をペレット加工する工程と、
ペレット加工製品を小型コンテナに収容する工程と、
該小型コンテナを自動立体倉庫に搬送して保管する工程と、
をさらに含むことを特徴とする請求項18記載の配合飼料製造方法。 Transporting a small container containing the blended product from the autostereoscopic warehouse to a pellet forming unit;
In the unit, pelletizing the blended product;
A process of storing the pelletized product in a small container;
A step of transporting and storing the small container in an automatic three-dimensional warehouse;
The mixed feed manufacturing method according to claim 18, further comprising:
該ユニットにおいて、前記ペレット加工品及び圧ペンをバルキー配合する工程と、
バルキー配合品を小型コンテナに収容する工程と、
該小型コンテナを自動立体倉庫に搬送して保管する工程と、
を含むことを特徴とする請求項19記載の配合飼料製造方法。 Transporting a small container containing the pellet processed product and a small container containing a pressure pen from the autostereoscopic warehouse to a bulky blending unit;
In the unit, a step of blending the pellet processed product and the pressure pen into a bulky;
A process of storing the bulky compound in a small container;
A step of transporting and storing the small container in an automatic three-dimensional warehouse;
The mixed feed manufacturing method according to claim 19, comprising:
主原料をタンクに受け入れる工程と、
該タンクから主原料を切り出して中間品に加工する工程と、
中間品のうちマッシュ状のものタンクに受け入れる工程と、
中間品のうちバルク状のものを小型コンテナに受け入れる工程と、
該小型コンテナを自動立体倉庫に搬送して保管する工程と、
副原料をタンクに受け入れる工程と、
マッシュ状の中間品が受け入れられたタンクと、副原料が受け入れられたタンクから、各々マッシュ状の中間品と副原料を切り出して配合ユニットに搬送する工程と、
該配合ユニットにおいて原料を配合する工程と、
配合品のうち、バルク状のもの及び小ロットのマッシュ状のものを小型コンテナに収容する工程と、
該小型コンテナを自動立体倉庫に搬送して保管する工程と、
配合品のうち、大ロットのマッシュ状のものを製品用タンク及びペレット加工用タンクに受け入れる工程と、
を含むことを特徴とする配合飼料製造方法。 A method for producing a blended feed by receiving and blending multiple types of raw materials,
Receiving the main raw material in the tank;
Cutting the main raw material from the tank and processing it into an intermediate product;
The process of receiving in the mash-like tank among the intermediate products,
A process of receiving a bulk of intermediate products in a small container;
A step of transporting and storing the small container in an automatic three-dimensional warehouse;
Receiving the auxiliary material in the tank;
A step in which a mash-like intermediate product and a subsidiary material are cut out from the tank in which the mash-like intermediate product is received and a subsidiary material is received, respectively, and conveyed to the blending unit;
Blending raw materials in the blending unit;
Among the blended products, a process of storing a bulk product and a small lot mash product in a small container;
A step of transporting and storing the small container in an automatic three-dimensional warehouse;
Among the blended products, a process of accepting a large lot of mash into a product tank and a pellet processing tank;
A blended feed production method comprising:
該ユニットにおいて、前記配合品をペレット加工する工程と、
ペレット加工品を小型コンテナに収容する工程と、
該小型コンテナを自動立体倉庫に搬送し保管する工程と、
をさらに含むことを特徴とする請求項21記載の配合飼料製造方法。 Cutting the blended product from the pellet processing tank and transporting it to a pellet forming unit;
In the unit, pelletizing the blended product;
A process of storing the processed pellets in a small container;
A step of transporting and storing the small container in an automatic three-dimensional warehouse;
The mixed feed production method according to claim 21, further comprising:
該ユニットにおいて、前記ペレット加工品及び圧ペンをバルキー配合する工程と、
バルキー配合品を小型コンテナに収容する工程と、
該小型コンテナを自動立体倉庫に搬送して保管する工程と、
をさらに含むことを特徴とする請求項22記載の配合飼料製造方法。 Transporting a small container containing the pellet processed product and a small container containing a pressure pen from the autostereoscopic warehouse to a bulky blending unit;
In the unit, a step of blending the pellet processed product and the pressure pen into a bulky;
A process of storing the bulky compound in a small container;
A step of transporting and storing the small container in an automatic three-dimensional warehouse;
The mixed feed production method according to claim 22, further comprising:
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006187481A JP4984036B2 (en) | 2005-07-11 | 2006-07-07 | Feed production apparatus and feed production method |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005201454 | 2005-07-11 | ||
| JP2005201454 | 2005-07-11 | ||
| JP2006187481A JP4984036B2 (en) | 2005-07-11 | 2006-07-07 | Feed production apparatus and feed production method |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007044038A JP2007044038A (en) | 2007-02-22 |
| JP4984036B2 true JP4984036B2 (en) | 2012-07-25 |
Family
ID=37847441
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006187481A Active JP4984036B2 (en) | 2005-07-11 | 2006-07-07 | Feed production apparatus and feed production method |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4984036B2 (en) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016099783A (en) * | 2014-11-20 | 2016-05-30 | 大成建設株式会社 | Solid preparation production system |
| CN112042980A (en) * | 2020-09-07 | 2020-12-08 | 傲牧(天津)生物科技有限公司 | Preparation method and production equipment of novel feed composite organic acid preparation |
| CN113455680B (en) * | 2021-05-26 | 2023-01-17 | 河南广安生物科技股份有限公司 | High-efficient fodder production line |
| CN114146641B (en) * | 2021-12-15 | 2023-04-14 | 江苏省特种设备安全监督检验研究院 | Chemical enamel chemical reaction kettle |
| CN115474699A (en) * | 2022-08-17 | 2022-12-16 | 王刘芬 | Material extrusion device for microbial feed production |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62195273A (en) * | 1986-02-20 | 1987-08-28 | Hiroshi Hasegawa | Production and transportation of mixed feed for domestic animal and apparatus therefor |
| JPH01235549A (en) * | 1988-03-15 | 1989-09-20 | Shinmei Seisakusho:Kk | Production of feed pellet and apparatus therefor |
| JPH1156153A (en) * | 1997-08-12 | 1999-03-02 | Kubota Corp | Feed preparation system |
| JP3054409B1 (en) * | 1998-12-28 | 2000-06-19 | ビューラー株式会社 | Heat treatment equipment for chicken mash feed |
| JP2001072206A (en) * | 1999-06-30 | 2001-03-21 | Kawasaki Steel Corp | Method and device for collecting and delivering product of assorted food plant |
| JP4135342B2 (en) * | 2000-11-14 | 2008-08-20 | Jfeエンジニアリング株式会社 | Raw materials for processed product plants, processed product storage equipment |
| JP2002336446A (en) * | 2001-05-16 | 2002-11-26 | Samii Kk | System for manufacturing game machine |
-
2006
- 2006-07-07 JP JP2006187481A patent/JP4984036B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2007044038A (en) | 2007-02-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4984036B2 (en) | Feed production apparatus and feed production method | |
| US3314557A (en) | Tank type bulk blending plant | |
| CA2736706C (en) | Drive over bulkweigher transload system | |
| WO2007007715A1 (en) | Feed manufacturing apparatus and feed manufacturing method | |
| RU2369081C1 (en) | Grain and seed cleaning unit | |
| JP2011115765A (en) | Color sorter | |
| CN212212651U (en) | Additive premix feed production system | |
| CA2566955C (en) | Agitating element for discharging poorly flowing bulk materials | |
| CN208839518U (en) | Seed mixture manufacturing line | |
| JP4135342B2 (en) | Raw materials for processed product plants, processed product storage equipment | |
| CN105668269A (en) | Automatic device used for putty powder processing | |
| CN205471747U (en) | A automation equipment for processing of putty powder | |
| US3270896A (en) | Bulk blending plant | |
| IES65617B2 (en) | An animal feed production system | |
| JP7088578B1 (en) | Food mixer | |
| CN208757503U (en) | A kind of powdery pannage production line | |
| RU131338U1 (en) | MINI FACTORY OF CONTAINER TYPE FOR THE PRODUCTION OF DRY CONSTRUCTION MIXTURES | |
| CN213774690U (en) | Building-station type sand making system and sand making factory building | |
| CN202340400U (en) | Complete plant for three-dimensional seed processing | |
| CN208987797U (en) | A kind of premixed feed automatic assembly line | |
| CN205552874U (en) | Agitated vessel with multiple spot powder delivery system | |
| KR200263038Y1 (en) | automatic producing system of tablet type manure | |
| JPH09227798A (en) | Production system of granule | |
| Weinekötter et al. | Implementing mixing processes | |
| KR200263036Y1 (en) | automatic producing system of tablet type manure |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090406 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20111013 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20111025 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20111219 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120313 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120410 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4984036 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150511 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |