JP4857809B2 - Package - Google Patents
Package Download PDFInfo
- Publication number
- JP4857809B2 JP4857809B2 JP2006048258A JP2006048258A JP4857809B2 JP 4857809 B2 JP4857809 B2 JP 4857809B2 JP 2006048258 A JP2006048258 A JP 2006048258A JP 2006048258 A JP2006048258 A JP 2006048258A JP 4857809 B2 JP4857809 B2 JP 4857809B2
- Authority
- JP
- Japan
- Prior art keywords
- resin
- layer
- present
- easy
- film
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 229920005989 resin Polymers 0.000 claims description 139
- 239000011347 resin Substances 0.000 claims description 139
- 239000000463 material Substances 0.000 claims description 123
- 239000000565 sealant Substances 0.000 claims description 95
- 239000011342 resin composition Substances 0.000 claims description 89
- -1 polybutylene succinate Polymers 0.000 claims description 85
- 229920002961 polybutylene succinate Polymers 0.000 claims description 48
- 239000004631 polybutylene succinate Substances 0.000 claims description 48
- 229920003023 plastic Polymers 0.000 claims description 34
- 239000004033 plastic Substances 0.000 claims description 34
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 claims description 31
- 239000005977 Ethylene Substances 0.000 claims description 31
- 229920006167 biodegradable resin Polymers 0.000 claims description 25
- 229920000747 poly(lactic acid) Polymers 0.000 claims description 22
- 239000004626 polylactic acid Substances 0.000 claims description 22
- 239000004711 α-olefin Substances 0.000 claims description 21
- 238000002844 melting Methods 0.000 claims description 19
- 229920000089 Cyclic olefin copolymer Polymers 0.000 claims description 18
- 238000010030 laminating Methods 0.000 claims description 18
- 230000008018 melting Effects 0.000 claims description 18
- 229920013716 polyethylene resin Polymers 0.000 claims description 18
- 239000000203 mixture Substances 0.000 claims description 17
- 239000003054 catalyst Substances 0.000 claims description 15
- 238000010137 moulding (plastic) Methods 0.000 claims description 15
- 238000002156 mixing Methods 0.000 claims description 10
- 238000000465 moulding Methods 0.000 claims description 9
- 229920001684 low density polyethylene Polymers 0.000 claims description 8
- 239000004702 low-density polyethylene Substances 0.000 claims description 8
- 229920000092 linear low density polyethylene Polymers 0.000 claims description 7
- 239000004707 linear low-density polyethylene Substances 0.000 claims description 7
- 239000010410 layer Substances 0.000 description 207
- 239000010408 film Substances 0.000 description 117
- 239000002585 base Substances 0.000 description 64
- 238000000034 method Methods 0.000 description 43
- 239000002648 laminated material Substances 0.000 description 39
- 239000003795 chemical substances by application Substances 0.000 description 28
- 238000000576 coating method Methods 0.000 description 25
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 25
- 239000012939 laminating adhesive Substances 0.000 description 24
- 238000007789 sealing Methods 0.000 description 22
- 239000000853 adhesive Substances 0.000 description 21
- 230000001070 adhesive effect Effects 0.000 description 21
- 239000011248 coating agent Substances 0.000 description 19
- 238000001125 extrusion Methods 0.000 description 17
- 239000000126 substance Substances 0.000 description 15
- 229920003232 aliphatic polyester Polymers 0.000 description 13
- 229920001577 copolymer Polymers 0.000 description 13
- 239000000194 fatty acid Substances 0.000 description 13
- 239000012968 metallocene catalyst Substances 0.000 description 13
- 230000004888 barrier function Effects 0.000 description 12
- 235000014113 dietary fatty acids Nutrition 0.000 description 12
- 229930195729 fatty acid Natural products 0.000 description 12
- 150000004665 fatty acids Chemical class 0.000 description 12
- 238000003851 corona treatment Methods 0.000 description 11
- 238000004806 packaging method and process Methods 0.000 description 11
- 239000000123 paper Substances 0.000 description 10
- 229920002635 polyurethane Polymers 0.000 description 10
- 239000004814 polyurethane Substances 0.000 description 10
- JRZJOMJEPLMPRA-UHFFFAOYSA-N 1-nonene Chemical compound CCCCCCCC=C JRZJOMJEPLMPRA-UHFFFAOYSA-N 0.000 description 9
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 9
- 229910052809 inorganic oxide Inorganic materials 0.000 description 9
- 238000006116 polymerization reaction Methods 0.000 description 9
- 239000004372 Polyvinyl alcohol Substances 0.000 description 8
- 238000004898 kneading Methods 0.000 description 8
- 238000004519 manufacturing process Methods 0.000 description 8
- 229920001225 polyester resin Polymers 0.000 description 8
- 229920002451 polyvinyl alcohol Polymers 0.000 description 8
- 239000000758 substrate Substances 0.000 description 8
- 239000004743 Polypropylene Substances 0.000 description 7
- 125000001931 aliphatic group Chemical group 0.000 description 7
- 150000001336 alkenes Chemical class 0.000 description 7
- 235000013305 food Nutrition 0.000 description 7
- 238000003475 lamination Methods 0.000 description 7
- 229920006122 polyamide resin Polymers 0.000 description 7
- 229920005906 polyester polyol Polymers 0.000 description 7
- 239000004645 polyester resin Substances 0.000 description 7
- 229920001155 polypropylene Polymers 0.000 description 7
- 238000012360 testing method Methods 0.000 description 7
- LIKMAJRDDDTEIG-UHFFFAOYSA-N 1-hexene Chemical compound CCCCC=C LIKMAJRDDDTEIG-UHFFFAOYSA-N 0.000 description 6
- WSSSPWUEQFSQQG-UHFFFAOYSA-N 4-methyl-1-pentene Chemical compound CC(C)CC=C WSSSPWUEQFSQQG-UHFFFAOYSA-N 0.000 description 6
- 239000000654 additive Substances 0.000 description 6
- 125000004432 carbon atom Chemical group C* 0.000 description 6
- 229920001971 elastomer Polymers 0.000 description 6
- 239000012948 isocyanate Substances 0.000 description 6
- 239000000314 lubricant Substances 0.000 description 6
- 244000005700 microbiome Species 0.000 description 6
- 229920001200 poly(ethylene-vinyl acetate) Polymers 0.000 description 6
- 239000004800 polyvinyl chloride Substances 0.000 description 6
- 229920000915 polyvinyl chloride Polymers 0.000 description 6
- 238000007639 printing Methods 0.000 description 6
- 238000012545 processing Methods 0.000 description 6
- 239000005060 rubber Substances 0.000 description 6
- 239000003981 vehicle Substances 0.000 description 6
- AFFLGGQVNFXPEV-UHFFFAOYSA-N 1-decene Chemical compound CCCCCCCCC=C AFFLGGQVNFXPEV-UHFFFAOYSA-N 0.000 description 5
- KWKAKUADMBZCLK-UHFFFAOYSA-N 1-octene Chemical compound CCCCCCC=C KWKAKUADMBZCLK-UHFFFAOYSA-N 0.000 description 5
- 239000004952 Polyamide Substances 0.000 description 5
- 125000005234 alkyl aluminium group Chemical group 0.000 description 5
- 230000008901 benefit Effects 0.000 description 5
- 239000000155 melt Substances 0.000 description 5
- 230000000704 physical effect Effects 0.000 description 5
- 229920000573 polyethylene Polymers 0.000 description 5
- 229920005990 polystyrene resin Polymers 0.000 description 5
- 239000002987 primer (paints) Substances 0.000 description 5
- ZGEGCLOFRBLKSE-UHFFFAOYSA-N 1-Heptene Chemical compound CCCCCC=C ZGEGCLOFRBLKSE-UHFFFAOYSA-N 0.000 description 4
- RSWGJHLUYNHPMX-UHFFFAOYSA-N Abietic-Saeure Natural products C12CCC(C(C)C)=CC2=CCC2C1(C)CCCC2(C)C(O)=O RSWGJHLUYNHPMX-UHFFFAOYSA-N 0.000 description 4
- 239000004925 Acrylic resin Substances 0.000 description 4
- MYMOFIZGZYHOMD-UHFFFAOYSA-N Dioxygen Chemical compound O=O MYMOFIZGZYHOMD-UHFFFAOYSA-N 0.000 description 4
- 239000004698 Polyethylene Substances 0.000 description 4
- KHPCPRHQVVSZAH-HUOMCSJISA-N Rosin Natural products O(C/C=C/c1ccccc1)[C@H]1[C@H](O)[C@@H](O)[C@@H](O)[C@@H](CO)O1 KHPCPRHQVVSZAH-HUOMCSJISA-N 0.000 description 4
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 4
- 229920000122 acrylonitrile butadiene styrene Polymers 0.000 description 4
- 230000000996 additive effect Effects 0.000 description 4
- 239000012790 adhesive layer Substances 0.000 description 4
- 230000015572 biosynthetic process Effects 0.000 description 4
- 238000013329 compounding Methods 0.000 description 4
- 230000000694 effects Effects 0.000 description 4
- 150000002148 esters Chemical class 0.000 description 4
- 239000005038 ethylene vinyl acetate Substances 0.000 description 4
- 239000007789 gas Substances 0.000 description 4
- 239000003921 oil Substances 0.000 description 4
- 235000019198 oils Nutrition 0.000 description 4
- TWNQGVIAIRXVLR-UHFFFAOYSA-N oxo(oxoalumanyloxy)alumane Chemical compound O=[Al]O[Al]=O TWNQGVIAIRXVLR-UHFFFAOYSA-N 0.000 description 4
- 239000005022 packaging material Substances 0.000 description 4
- YWAKXRMUMFPDSH-UHFFFAOYSA-N pentene Chemical compound CCCC=C YWAKXRMUMFPDSH-UHFFFAOYSA-N 0.000 description 4
- 239000005011 phenolic resin Substances 0.000 description 4
- 239000000049 pigment Substances 0.000 description 4
- 229920002647 polyamide Polymers 0.000 description 4
- 229920001610 polycaprolactone Polymers 0.000 description 4
- 239000004632 polycaprolactone Substances 0.000 description 4
- 239000004417 polycarbonate Substances 0.000 description 4
- 229920000515 polycarbonate Polymers 0.000 description 4
- 229920000728 polyester Polymers 0.000 description 4
- 229920005678 polyethylene based resin Polymers 0.000 description 4
- 229920005749 polyurethane resin Polymers 0.000 description 4
- 229920002689 polyvinyl acetate Polymers 0.000 description 4
- 239000011118 polyvinyl acetate Substances 0.000 description 4
- LIVNPJMFVYWSIS-UHFFFAOYSA-N silicon monoxide Chemical compound [Si-]#[O+] LIVNPJMFVYWSIS-UHFFFAOYSA-N 0.000 description 4
- 239000002904 solvent Substances 0.000 description 4
- 238000003860 storage Methods 0.000 description 4
- KDYFGRWQOYBRFD-UHFFFAOYSA-L succinate(2-) Chemical compound [O-]C(=O)CCC([O-])=O KDYFGRWQOYBRFD-UHFFFAOYSA-L 0.000 description 4
- 239000010409 thin film Substances 0.000 description 4
- KHPCPRHQVVSZAH-UHFFFAOYSA-N trans-cinnamyl beta-D-glucopyranoside Natural products OC1C(O)C(O)C(CO)OC1OCC=CC1=CC=CC=C1 KHPCPRHQVVSZAH-UHFFFAOYSA-N 0.000 description 4
- 229920000178 Acrylic resin Polymers 0.000 description 3
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 description 3
- PEDCQBHIVMGVHV-UHFFFAOYSA-N Glycerine Chemical compound OCC(O)CO PEDCQBHIVMGVHV-UHFFFAOYSA-N 0.000 description 3
- 229920000877 Melamine resin Polymers 0.000 description 3
- 239000004640 Melamine resin Substances 0.000 description 3
- 229920000459 Nitrile rubber Polymers 0.000 description 3
- 239000000020 Nitrocellulose Substances 0.000 description 3
- 229930182556 Polyacetal Natural products 0.000 description 3
- 229920001328 Polyvinylidene chloride Polymers 0.000 description 3
- DNIAPMSPPWPWGF-UHFFFAOYSA-N Propylene glycol Chemical compound CC(O)CO DNIAPMSPPWPWGF-UHFFFAOYSA-N 0.000 description 3
- 230000003078 antioxidant effect Effects 0.000 description 3
- 239000002216 antistatic agent Substances 0.000 description 3
- 238000000071 blow moulding Methods 0.000 description 3
- 150000001875 compounds Chemical class 0.000 description 3
- 239000003085 diluting agent Substances 0.000 description 3
- 239000000975 dye Substances 0.000 description 3
- 239000003063 flame retardant Substances 0.000 description 3
- 239000011737 fluorine Substances 0.000 description 3
- 229910052731 fluorine Inorganic materials 0.000 description 3
- WNLRTRBMVRJNCN-UHFFFAOYSA-N hexanedioic acid Natural products OC(=O)CCCCC(O)=O WNLRTRBMVRJNCN-UHFFFAOYSA-N 0.000 description 3
- 229920001519 homopolymer Polymers 0.000 description 3
- 229910010272 inorganic material Inorganic materials 0.000 description 3
- 238000005259 measurement Methods 0.000 description 3
- 229920001220 nitrocellulos Polymers 0.000 description 3
- 229920006350 polyacrylonitrile resin Polymers 0.000 description 3
- 229920005668 polycarbonate resin Polymers 0.000 description 3
- 239000004431 polycarbonate resin Substances 0.000 description 3
- 229920006324 polyoxymethylene Polymers 0.000 description 3
- 239000005033 polyvinylidene chloride Substances 0.000 description 3
- 229910052814 silicon oxide Inorganic materials 0.000 description 3
- 239000000243 solution Substances 0.000 description 3
- 238000003856 thermoforming Methods 0.000 description 3
- 239000010936 titanium Substances 0.000 description 3
- PUPZLCDOIYMWBV-UHFFFAOYSA-N (+/-)-1,3-Butanediol Chemical compound CC(O)CCO PUPZLCDOIYMWBV-UHFFFAOYSA-N 0.000 description 2
- OXDXXMDEEFOVHR-CLFAGFIQSA-N (z)-n-[2-[[(z)-octadec-9-enoyl]amino]ethyl]octadec-9-enamide Chemical compound CCCCCCCC\C=C/CCCCCCCC(=O)NCCNC(=O)CCCCCCC\C=C/CCCCCCCC OXDXXMDEEFOVHR-CLFAGFIQSA-N 0.000 description 2
- VXNZUUAINFGPBY-UHFFFAOYSA-N 1-Butene Chemical compound CCC=C VXNZUUAINFGPBY-UHFFFAOYSA-N 0.000 description 2
- NIXOWILDQLNWCW-UHFFFAOYSA-N 2-Propenoic acid Natural products OC(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 2
- WHBMMWSBFZVSSR-UHFFFAOYSA-N 3-hydroxybutyric acid Chemical compound CC(O)CC(O)=O WHBMMWSBFZVSSR-UHFFFAOYSA-N 0.000 description 2
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 2
- 229920000298 Cellophane Polymers 0.000 description 2
- JIGUQPWFLRLWPJ-UHFFFAOYSA-N Ethyl acrylate Chemical compound CCOC(=O)C=C JIGUQPWFLRLWPJ-UHFFFAOYSA-N 0.000 description 2
- FYYHWMGAXLPEAU-UHFFFAOYSA-N Magnesium Chemical compound [Mg] FYYHWMGAXLPEAU-UHFFFAOYSA-N 0.000 description 2
- OFOBLEOULBTSOW-UHFFFAOYSA-N Propanedioic acid Natural products OC(=O)CC(O)=O OFOBLEOULBTSOW-UHFFFAOYSA-N 0.000 description 2
- 239000004373 Pullulan Substances 0.000 description 2
- 229920001218 Pullulan Polymers 0.000 description 2
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical group [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 2
- 229920002472 Starch Polymers 0.000 description 2
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 2
- 229920001807 Urea-formaldehyde Polymers 0.000 description 2
- XTXRWKRVRITETP-UHFFFAOYSA-N Vinyl acetate Chemical compound CC(=O)OC=C XTXRWKRVRITETP-UHFFFAOYSA-N 0.000 description 2
- XLOMVQKBTHCTTD-UHFFFAOYSA-N Zinc monoxide Chemical compound [Zn]=O XLOMVQKBTHCTTD-UHFFFAOYSA-N 0.000 description 2
- 239000006096 absorbing agent Substances 0.000 description 2
- XECAHXYUAAWDEL-UHFFFAOYSA-N acrylonitrile butadiene styrene Chemical compound C=CC=C.C=CC#N.C=CC1=CC=CC=C1 XECAHXYUAAWDEL-UHFFFAOYSA-N 0.000 description 2
- 239000004676 acrylonitrile butadiene styrene Substances 0.000 description 2
- 229920001893 acrylonitrile styrene Polymers 0.000 description 2
- 239000001361 adipic acid Substances 0.000 description 2
- 235000011037 adipic acid Nutrition 0.000 description 2
- 229920003231 aliphatic polyamide Polymers 0.000 description 2
- 229920000180 alkyd Polymers 0.000 description 2
- 239000003963 antioxidant agent Substances 0.000 description 2
- TZCXTZWJZNENPQ-UHFFFAOYSA-L barium sulfate Chemical compound [Ba+2].[O-]S([O-])(=O)=O TZCXTZWJZNENPQ-UHFFFAOYSA-L 0.000 description 2
- 229920000704 biodegradable plastic Polymers 0.000 description 2
- OSGAYBCDTDRGGQ-UHFFFAOYSA-L calcium sulfate Chemical compound [Ca+2].[O-]S([O-])(=O)=O OSGAYBCDTDRGGQ-UHFFFAOYSA-L 0.000 description 2
- 239000003086 colorant Substances 0.000 description 2
- 238000000748 compression moulding Methods 0.000 description 2
- 239000003431 cross linking reagent Substances 0.000 description 2
- 125000004122 cyclic group Chemical group 0.000 description 2
- 150000001993 dienes Chemical class 0.000 description 2
- 239000004205 dimethyl polysiloxane Substances 0.000 description 2
- 235000013870 dimethyl polysiloxane Nutrition 0.000 description 2
- HNPSIPDUKPIQMN-UHFFFAOYSA-N dioxosilane;oxo(oxoalumanyloxy)alumane Chemical compound O=[Si]=O.O=[Al]O[Al]=O HNPSIPDUKPIQMN-UHFFFAOYSA-N 0.000 description 2
- 229910001882 dioxygen Inorganic materials 0.000 description 2
- 230000007613 environmental effect Effects 0.000 description 2
- 239000003822 epoxy resin Substances 0.000 description 2
- UAUDZVJPLUQNMU-KTKRTIGZSA-N erucamide Chemical compound CCCCCCCC\C=C/CCCCCCCCCCCC(N)=O UAUDZVJPLUQNMU-KTKRTIGZSA-N 0.000 description 2
- 229920006242 ethylene acrylic acid copolymer Polymers 0.000 description 2
- 229920005648 ethylene methacrylic acid copolymer Polymers 0.000 description 2
- 229920006226 ethylene-acrylic acid Polymers 0.000 description 2
- 239000003925 fat Substances 0.000 description 2
- 239000000945 filler Substances 0.000 description 2
- 238000010097 foam moulding Methods 0.000 description 2
- 239000003205 fragrance Substances 0.000 description 2
- 239000011521 glass Substances 0.000 description 2
- 235000011187 glycerol Nutrition 0.000 description 2
- 229920001903 high density polyethylene Polymers 0.000 description 2
- 239000004700 high-density polyethylene Substances 0.000 description 2
- 125000003454 indenyl group Chemical group C1(C=CC2=CC=CC=C12)* 0.000 description 2
- 238000001746 injection moulding Methods 0.000 description 2
- 150000002484 inorganic compounds Chemical class 0.000 description 2
- 238000007759 kiss coating Methods 0.000 description 2
- JVTAAEKCZFNVCJ-UHFFFAOYSA-N lactic acid Chemical compound CC(O)C(O)=O JVTAAEKCZFNVCJ-UHFFFAOYSA-N 0.000 description 2
- 239000004611 light stabiliser Substances 0.000 description 2
- 239000007788 liquid Substances 0.000 description 2
- 229920001179 medium density polyethylene Polymers 0.000 description 2
- 239000004701 medium-density polyethylene Substances 0.000 description 2
- 239000000178 monomer Substances 0.000 description 2
- TVMXDCGIABBOFY-UHFFFAOYSA-N n-Octanol Natural products CCCCCCCC TVMXDCGIABBOFY-UHFFFAOYSA-N 0.000 description 2
- 229920005615 natural polymer Polymers 0.000 description 2
- PNJWIWWMYCMZRO-UHFFFAOYSA-N pent‐4‐en‐2‐one Natural products CC(=O)CC=C PNJWIWWMYCMZRO-UHFFFAOYSA-N 0.000 description 2
- 239000002985 plastic film Substances 0.000 description 2
- 239000004014 plasticizer Substances 0.000 description 2
- 229920000647 polyepoxide Polymers 0.000 description 2
- 229920006381 polylactic acid film Polymers 0.000 description 2
- 229920000642 polymer Polymers 0.000 description 2
- 229920005672 polyolefin resin Polymers 0.000 description 2
- 229920001296 polysiloxane Polymers 0.000 description 2
- 229920000346 polystyrene-polyisoprene block-polystyrene Polymers 0.000 description 2
- 239000000843 powder Substances 0.000 description 2
- SCUZVMOVTVSBLE-UHFFFAOYSA-N prop-2-enenitrile;styrene Chemical compound C=CC#N.C=CC1=CC=CC=C1 SCUZVMOVTVSBLE-UHFFFAOYSA-N 0.000 description 2
- 235000019423 pullulan Nutrition 0.000 description 2
- 150000003839 salts Chemical class 0.000 description 2
- 229910052710 silicon Inorganic materials 0.000 description 2
- 239000000377 silicon dioxide Substances 0.000 description 2
- 238000007613 slurry method Methods 0.000 description 2
- 235000019698 starch Nutrition 0.000 description 2
- 229920006132 styrene block copolymer Polymers 0.000 description 2
- KDYFGRWQOYBRFD-UHFFFAOYSA-N succinic acid Chemical compound OC(=O)CCC(O)=O KDYFGRWQOYBRFD-UHFFFAOYSA-N 0.000 description 2
- 150000005846 sugar alcohols Polymers 0.000 description 2
- 229910052719 titanium Inorganic materials 0.000 description 2
- 150000003623 transition metal compounds Chemical class 0.000 description 2
- 238000011282 treatment Methods 0.000 description 2
- 229920002554 vinyl polymer Polymers 0.000 description 2
- 239000001993 wax Substances 0.000 description 2
- FUSNPOOETKRESL-ZPHPHTNESA-N (z)-n-octadecyldocos-13-enamide Chemical compound CCCCCCCCCCCCCCCCCCNC(=O)CCCCCCCCCCC\C=C/CCCCCCCC FUSNPOOETKRESL-ZPHPHTNESA-N 0.000 description 1
- LDVVTQMJQSCDMK-UHFFFAOYSA-N 1,3-dihydroxypropan-2-yl formate Chemical compound OCC(CO)OC=O LDVVTQMJQSCDMK-UHFFFAOYSA-N 0.000 description 1
- KBPLFHHGFOOTCA-UHFFFAOYSA-N 1-Octanol Chemical compound CCCCCCCCO KBPLFHHGFOOTCA-UHFFFAOYSA-N 0.000 description 1
- WPVYHWSCTOEXMK-UHFFFAOYSA-N 1-hydroxyethyl octacosanoate Chemical compound CCCCCCCCCCCCCCCCCCCCCCCCCCCC(=O)OC(C)O WPVYHWSCTOEXMK-UHFFFAOYSA-N 0.000 description 1
- ZMOYKXGKXOYQHO-UHFFFAOYSA-N 2-(2-acetyloxy-2-oxoethyl)-4-butoxy-2-hydroxy-4-oxobutanoic acid Chemical compound CCCCOC(=O)CC(O)(C(O)=O)CC(=O)OC(C)=O ZMOYKXGKXOYQHO-UHFFFAOYSA-N 0.000 description 1
- SMZOUWXMTYCWNB-UHFFFAOYSA-N 2-(2-methoxy-5-methylphenyl)ethanamine Chemical compound COC1=CC=C(C)C=C1CCN SMZOUWXMTYCWNB-UHFFFAOYSA-N 0.000 description 1
- UPZFLZYXYGBAPL-UHFFFAOYSA-N 2-ethyl-2-methyl-1,3-dioxolane Chemical compound CCC1(C)OCCO1 UPZFLZYXYGBAPL-UHFFFAOYSA-N 0.000 description 1
- NPSJHQMIVNJLNN-UHFFFAOYSA-N 2-ethylhexyl 4-nitrobenzoate Chemical compound CCCCC(CC)COC(=O)C1=CC=C([N+]([O-])=O)C=C1 NPSJHQMIVNJLNN-UHFFFAOYSA-N 0.000 description 1
- 239000004808 2-ethylhexylester Substances 0.000 description 1
- CMAOLVNGLTWICC-UHFFFAOYSA-N 2-fluoro-5-methylbenzonitrile Chemical compound CC1=CC=C(F)C(C#N)=C1 CMAOLVNGLTWICC-UHFFFAOYSA-N 0.000 description 1
- KXGFMDJXCMQABM-UHFFFAOYSA-N 2-methoxy-6-methylphenol Chemical compound [CH]OC1=CC=CC([CH])=C1O KXGFMDJXCMQABM-UHFFFAOYSA-N 0.000 description 1
- AQZWEFBJYQSQEH-UHFFFAOYSA-N 2-methyloxaluminane Chemical compound C[Al]1CCCCO1 AQZWEFBJYQSQEH-UHFFFAOYSA-N 0.000 description 1
- JMMZCWZIJXAGKW-UHFFFAOYSA-N 2-methylpent-2-ene Chemical compound CCC=C(C)C JMMZCWZIJXAGKW-UHFFFAOYSA-N 0.000 description 1
- YHQXBTXEYZIYOV-UHFFFAOYSA-N 3-methylbut-1-ene Chemical compound CC(C)C=C YHQXBTXEYZIYOV-UHFFFAOYSA-N 0.000 description 1
- NLHHRLWOUZZQLW-UHFFFAOYSA-N Acrylonitrile Chemical compound C=CC#N NLHHRLWOUZZQLW-UHFFFAOYSA-N 0.000 description 1
- 239000005995 Aluminium silicate Substances 0.000 description 1
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 1
- OYPRJOBELJOOCE-UHFFFAOYSA-N Calcium Chemical compound [Ca] OYPRJOBELJOOCE-UHFFFAOYSA-N 0.000 description 1
- 239000004215 Carbon black (E152) Substances 0.000 description 1
- FBPFZTCFMRRESA-FSIIMWSLSA-N D-Glucitol Natural products OC[C@H](O)[C@H](O)[C@@H](O)[C@H](O)CO FBPFZTCFMRRESA-FSIIMWSLSA-N 0.000 description 1
- FBPFZTCFMRRESA-JGWLITMVSA-N D-glucitol Chemical compound OC[C@H](O)[C@@H](O)[C@H](O)[C@H](O)CO FBPFZTCFMRRESA-JGWLITMVSA-N 0.000 description 1
- 239000004641 Diallyl-phthalate Substances 0.000 description 1
- 239000004278 EU approved seasoning Substances 0.000 description 1
- 239000001856 Ethyl cellulose Substances 0.000 description 1
- ZZSNKZQZMQGXPY-UHFFFAOYSA-N Ethyl cellulose Chemical compound CCOCC1OC(OC)C(OCC)C(OCC)C1OC1C(O)C(O)C(OC)C(CO)O1 ZZSNKZQZMQGXPY-UHFFFAOYSA-N 0.000 description 1
- 239000013032 Hydrocarbon resin Substances 0.000 description 1
- 239000005909 Kieselgur Substances 0.000 description 1
- 239000002879 Lewis base Substances 0.000 description 1
- WHXSMMKQMYFTQS-UHFFFAOYSA-N Lithium Chemical compound [Li] WHXSMMKQMYFTQS-UHFFFAOYSA-N 0.000 description 1
- CERQOIWHTDAKMF-UHFFFAOYSA-N Methacrylic acid Chemical compound CC(=C)C(O)=O CERQOIWHTDAKMF-UHFFFAOYSA-N 0.000 description 1
- VVQNEPGJFQJSBK-UHFFFAOYSA-N Methyl methacrylate Chemical compound COC(=O)C(C)=C VVQNEPGJFQJSBK-UHFFFAOYSA-N 0.000 description 1
- 229920003355 Novatec® Polymers 0.000 description 1
- 229920000007 Nylon MXD6 Polymers 0.000 description 1
- 240000007594 Oryza sativa Species 0.000 description 1
- 235000007164 Oryza sativa Nutrition 0.000 description 1
- CBENFWSGALASAD-UHFFFAOYSA-N Ozone Chemical compound [O-][O+]=O CBENFWSGALASAD-UHFFFAOYSA-N 0.000 description 1
- 229920002873 Polyethylenimine Polymers 0.000 description 1
- 239000004642 Polyimide Substances 0.000 description 1
- 239000004793 Polystyrene Substances 0.000 description 1
- DYAHQFWOVKZOOW-UHFFFAOYSA-N Sarin Chemical compound CC(C)OP(C)(F)=O DYAHQFWOVKZOOW-UHFFFAOYSA-N 0.000 description 1
- 229920001800 Shellac Polymers 0.000 description 1
- 239000004830 Super Glue Substances 0.000 description 1
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 1
- 239000004699 Ultra-high molecular weight polyethylene Substances 0.000 description 1
- 229910021536 Zeolite Inorganic materials 0.000 description 1
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 description 1
- YKTSYUJCYHOUJP-UHFFFAOYSA-N [O--].[Al+3].[Al+3].[O-][Si]([O-])([O-])[O-] Chemical compound [O--].[Al+3].[Al+3].[O-][Si]([O-])([O-])[O-] YKTSYUJCYHOUJP-UHFFFAOYSA-N 0.000 description 1
- 125000000218 acetic acid group Chemical group C(C)(=O)* 0.000 description 1
- 125000005595 acetylacetonate group Chemical group 0.000 description 1
- 239000002253 acid Substances 0.000 description 1
- WNLRTRBMVRJNCN-UHFFFAOYSA-L adipate(2-) Chemical compound [O-]C(=O)CCCCC([O-])=O WNLRTRBMVRJNCN-UHFFFAOYSA-L 0.000 description 1
- 150000001298 alcohols Chemical class 0.000 description 1
- 229910052910 alkali metal silicate Inorganic materials 0.000 description 1
- 125000003545 alkoxy group Chemical group 0.000 description 1
- 125000000217 alkyl group Chemical group 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- WNROFYMDJYEPJX-UHFFFAOYSA-K aluminium hydroxide Chemical compound [OH-].[OH-].[OH-].[Al+3] WNROFYMDJYEPJX-UHFFFAOYSA-K 0.000 description 1
- 229910000323 aluminium silicate Inorganic materials 0.000 description 1
- 235000012211 aluminium silicate Nutrition 0.000 description 1
- 229920003180 amino resin Polymers 0.000 description 1
- 230000000843 anti-fungal effect Effects 0.000 description 1
- 239000003429 antifungal agent Substances 0.000 description 1
- 229940121375 antifungal agent Drugs 0.000 description 1
- 229920003235 aromatic polyamide Polymers 0.000 description 1
- 125000003118 aryl group Chemical group 0.000 description 1
- 230000003796 beauty Effects 0.000 description 1
- 235000013361 beverage Nutrition 0.000 description 1
- 229920000229 biodegradable polyester Polymers 0.000 description 1
- 239000004622 biodegradable polyester Substances 0.000 description 1
- SAOKZLXYCUGLFA-UHFFFAOYSA-N bis(2-ethylhexyl) adipate Chemical compound CCCCC(CC)COC(=O)CCCCC(=O)OCC(CC)CCCC SAOKZLXYCUGLFA-UHFFFAOYSA-N 0.000 description 1
- SIPUZPBQZHNSDW-UHFFFAOYSA-N bis(2-methylpropyl)aluminum Chemical compound CC(C)C[Al]CC(C)C SIPUZPBQZHNSDW-UHFFFAOYSA-N 0.000 description 1
- QUDWYFHPNIMBFC-UHFFFAOYSA-N bis(prop-2-enyl) benzene-1,2-dicarboxylate Chemical compound C=CCOC(=O)C1=CC=CC=C1C(=O)OCC=C QUDWYFHPNIMBFC-UHFFFAOYSA-N 0.000 description 1
- 239000002981 blocking agent Substances 0.000 description 1
- 238000012662 bulk polymerization Methods 0.000 description 1
- MTAZNLWOLGHBHU-UHFFFAOYSA-N butadiene-styrene rubber Chemical compound C=CC=C.C=CC1=CC=CC=C1 MTAZNLWOLGHBHU-UHFFFAOYSA-N 0.000 description 1
- WERYXYBDKMZEQL-UHFFFAOYSA-N butane-1,4-diol Chemical compound OCCCCO WERYXYBDKMZEQL-UHFFFAOYSA-N 0.000 description 1
- 125000000484 butyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- QHIWVLPBUQWDMQ-UHFFFAOYSA-N butyl prop-2-enoate;methyl 2-methylprop-2-enoate;prop-2-enoic acid Chemical compound OC(=O)C=C.COC(=O)C(C)=C.CCCCOC(=O)C=C QHIWVLPBUQWDMQ-UHFFFAOYSA-N 0.000 description 1
- 229910052791 calcium Inorganic materials 0.000 description 1
- 239000011575 calcium Substances 0.000 description 1
- 239000000404 calcium aluminium silicate Substances 0.000 description 1
- 235000012215 calcium aluminium silicate Nutrition 0.000 description 1
- 229940078583 calcium aluminosilicate Drugs 0.000 description 1
- 229910000019 calcium carbonate Inorganic materials 0.000 description 1
- AXCZMVOFGPJBDE-UHFFFAOYSA-L calcium dihydroxide Chemical compound [OH-].[OH-].[Ca+2] AXCZMVOFGPJBDE-UHFFFAOYSA-L 0.000 description 1
- 239000000920 calcium hydroxide Substances 0.000 description 1
- 229910001861 calcium hydroxide Inorganic materials 0.000 description 1
- BRPQOXSCLDDYGP-UHFFFAOYSA-N calcium oxide Chemical compound [O-2].[Ca+2] BRPQOXSCLDDYGP-UHFFFAOYSA-N 0.000 description 1
- 239000000292 calcium oxide Substances 0.000 description 1
- ODINCKMPIJJUCX-UHFFFAOYSA-N calcium oxide Inorganic materials [Ca]=O ODINCKMPIJJUCX-UHFFFAOYSA-N 0.000 description 1
- 239000000378 calcium silicate Substances 0.000 description 1
- 229910052918 calcium silicate Inorganic materials 0.000 description 1
- OYACROKNLOSFPA-UHFFFAOYSA-N calcium;dioxido(oxo)silane Chemical compound [Ca+2].[O-][Si]([O-])=O OYACROKNLOSFPA-UHFFFAOYSA-N 0.000 description 1
- 150000004649 carbonic acid derivatives Chemical class 0.000 description 1
- 125000002915 carbonyl group Chemical group [*:2]C([*:1])=O 0.000 description 1
- 239000004359 castor oil Substances 0.000 description 1
- 235000019438 castor oil Nutrition 0.000 description 1
- 239000001913 cellulose Substances 0.000 description 1
- 229920002678 cellulose Polymers 0.000 description 1
- 239000012461 cellulose resin Substances 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 238000006757 chemical reactions by type Methods 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 238000011437 continuous method Methods 0.000 description 1
- 239000002537 cosmetic Substances 0.000 description 1
- 238000002425 crystallisation Methods 0.000 description 1
- 230000008025 crystallization Effects 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 125000000113 cyclohexyl group Chemical class [H]C1([H])C([H])([H])C([H])([H])C([H])(*)C([H])([H])C1([H])[H] 0.000 description 1
- 125000000058 cyclopentadienyl group Chemical group C1(=CC=CC1)* 0.000 description 1
- 230000006378 damage Effects 0.000 description 1
- 230000000593 degrading effect Effects 0.000 description 1
- 230000018044 dehydration Effects 0.000 description 1
- 238000006297 dehydration reaction Methods 0.000 description 1
- 239000003599 detergent Substances 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- HJXBDPDUCXORKZ-UHFFFAOYSA-N diethylalumane Chemical compound CC[AlH]CC HJXBDPDUCXORKZ-UHFFFAOYSA-N 0.000 description 1
- YNLAOSYQHBDIKW-UHFFFAOYSA-M diethylaluminium chloride Chemical compound CC[Al](Cl)CC YNLAOSYQHBDIKW-UHFFFAOYSA-M 0.000 description 1
- JGHYBJVUQGTEEB-UHFFFAOYSA-M dimethylalumanylium;chloride Chemical compound C[Al](C)Cl JGHYBJVUQGTEEB-UHFFFAOYSA-M 0.000 description 1
- 239000002270 dispersing agent Substances 0.000 description 1
- 239000006185 dispersion Substances 0.000 description 1
- 239000003651 drinking water Substances 0.000 description 1
- 235000020188 drinking water Nutrition 0.000 description 1
- 239000003814 drug Substances 0.000 description 1
- 238000010894 electron beam technology Methods 0.000 description 1
- 239000000839 emulsion Substances 0.000 description 1
- 229920006332 epoxy adhesive Polymers 0.000 description 1
- 229920001249 ethyl cellulose Polymers 0.000 description 1
- 235000019325 ethyl cellulose Nutrition 0.000 description 1
- UAIZDWNSWGTKFZ-UHFFFAOYSA-L ethylaluminum(2+);dichloride Chemical compound CC[Al](Cl)Cl UAIZDWNSWGTKFZ-UHFFFAOYSA-L 0.000 description 1
- 229920001038 ethylene copolymer Polymers 0.000 description 1
- 235000019197 fats Nutrition 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 125000003983 fluorenyl group Chemical group C1(=CC=CC=2C3=CC=CC=C3CC12)* 0.000 description 1
- GNTRBBGWVVMYJH-UHFFFAOYSA-M fluoro(dimethyl)alumane Chemical compound [F-].C[Al+]C GNTRBBGWVVMYJH-UHFFFAOYSA-M 0.000 description 1
- 239000004088 foaming agent Substances 0.000 description 1
- 235000011194 food seasoning agent Nutrition 0.000 description 1
- 238000010528 free radical solution polymerization reaction Methods 0.000 description 1
- 235000013611 frozen food Nutrition 0.000 description 1
- 235000015203 fruit juice Nutrition 0.000 description 1
- 235000011389 fruit/vegetable juice Nutrition 0.000 description 1
- 230000004927 fusion Effects 0.000 description 1
- 238000012685 gas phase polymerization Methods 0.000 description 1
- 125000005456 glyceride group Chemical group 0.000 description 1
- ZEMPKEQAKRGZGQ-XOQCFJPHSA-N glycerol triricinoleate Natural products CCCCCC[C@@H](O)CC=CCCCCCCCC(=O)OC[C@@H](COC(=O)CCCCCCCC=CC[C@@H](O)CCCCCC)OC(=O)CCCCCCCC=CC[C@H](O)CCCCCC ZEMPKEQAKRGZGQ-XOQCFJPHSA-N 0.000 description 1
- 238000007646 gravure printing Methods 0.000 description 1
- JEGUKCSWCFPDGT-UHFFFAOYSA-N h2o hydrate Chemical compound O.O JEGUKCSWCFPDGT-UHFFFAOYSA-N 0.000 description 1
- 229910052735 hafnium Inorganic materials 0.000 description 1
- VBJZVLUMGGDVMO-UHFFFAOYSA-N hafnium atom Chemical compound [Hf] VBJZVLUMGGDVMO-UHFFFAOYSA-N 0.000 description 1
- 125000005843 halogen group Chemical group 0.000 description 1
- FEEPBTVZSYQUDP-UHFFFAOYSA-N heptatriacontanediamide Chemical compound NC(=O)CCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCC(N)=O FEEPBTVZSYQUDP-UHFFFAOYSA-N 0.000 description 1
- 229930195733 hydrocarbon Natural products 0.000 description 1
- 229920006270 hydrocarbon resin Polymers 0.000 description 1
- 150000002430 hydrocarbons Chemical class 0.000 description 1
- 125000004435 hydrogen atom Chemical group [H]* 0.000 description 1
- 150000004679 hydroxides Chemical class 0.000 description 1
- 229910003437 indium oxide Inorganic materials 0.000 description 1
- PJXISJQVUVHSOJ-UHFFFAOYSA-N indium(iii) oxide Chemical compound [O-2].[O-2].[O-2].[In+3].[In+3] PJXISJQVUVHSOJ-UHFFFAOYSA-N 0.000 description 1
- 239000003112 inhibitor Substances 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- 239000011256 inorganic filler Substances 0.000 description 1
- 239000011147 inorganic material Substances 0.000 description 1
- 238000010884 ion-beam technique Methods 0.000 description 1
- 229920000554 ionomer Polymers 0.000 description 1
- 150000002513 isocyanates Chemical class 0.000 description 1
- NLYAJNPCOHFWQQ-UHFFFAOYSA-N kaolin Chemical compound O.O.O=[Al]O[Si](=O)O[Si](=O)O[Al]=O NLYAJNPCOHFWQQ-UHFFFAOYSA-N 0.000 description 1
- 239000002655 kraft paper Substances 0.000 description 1
- 239000004310 lactic acid Substances 0.000 description 1
- 235000014655 lactic acid Nutrition 0.000 description 1
- 238000007644 letterpress printing Methods 0.000 description 1
- 150000007527 lewis bases Chemical class 0.000 description 1
- 239000003446 ligand Substances 0.000 description 1
- 229940057995 liquid paraffin Drugs 0.000 description 1
- RLAWWYSOJDYHDC-BZSNNMDCSA-N lisinopril Chemical compound C([C@H](N[C@@H](CCCCN)C(=O)N1[C@@H](CCC1)C(O)=O)C(O)=O)CC1=CC=CC=C1 RLAWWYSOJDYHDC-BZSNNMDCSA-N 0.000 description 1
- 229910052744 lithium Inorganic materials 0.000 description 1
- 229910052749 magnesium Inorganic materials 0.000 description 1
- 239000011777 magnesium Substances 0.000 description 1
- 239000001095 magnesium carbonate Substances 0.000 description 1
- 229910000021 magnesium carbonate Inorganic materials 0.000 description 1
- VTHJTEIRLNZDEV-UHFFFAOYSA-L magnesium dihydroxide Chemical compound [OH-].[OH-].[Mg+2] VTHJTEIRLNZDEV-UHFFFAOYSA-L 0.000 description 1
- 239000000347 magnesium hydroxide Substances 0.000 description 1
- 229910001862 magnesium hydroxide Inorganic materials 0.000 description 1
- HCWCAKKEBCNQJP-UHFFFAOYSA-N magnesium orthosilicate Chemical compound [Mg+2].[Mg+2].[O-][Si]([O-])([O-])[O-] HCWCAKKEBCNQJP-UHFFFAOYSA-N 0.000 description 1
- 239000000395 magnesium oxide Substances 0.000 description 1
- CPLXHLVBOLITMK-UHFFFAOYSA-N magnesium oxide Inorganic materials [Mg]=O CPLXHLVBOLITMK-UHFFFAOYSA-N 0.000 description 1
- 239000000391 magnesium silicate Substances 0.000 description 1
- 229910052919 magnesium silicate Inorganic materials 0.000 description 1
- 235000019792 magnesium silicate Nutrition 0.000 description 1
- AXZKOIWUVFPNLO-UHFFFAOYSA-N magnesium;oxygen(2-) Chemical compound [O-2].[Mg+2] AXZKOIWUVFPNLO-UHFFFAOYSA-N 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 230000014759 maintenance of location Effects 0.000 description 1
- VZCYOOQTPOCHFL-UPHRSURJSA-N maleic acid Chemical compound OC(=O)\C=C/C(O)=O VZCYOOQTPOCHFL-UPHRSURJSA-N 0.000 description 1
- 239000011976 maleic acid Substances 0.000 description 1
- 235000013622 meat product Nutrition 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 229910052751 metal Chemical class 0.000 description 1
- 239000002184 metal Chemical class 0.000 description 1
- 229940117841 methacrylic acid copolymer Drugs 0.000 description 1
- 125000005395 methacrylic acid group Chemical group 0.000 description 1
- 150000004702 methyl esters Chemical class 0.000 description 1
- YSTQWZZQKCCBAY-UHFFFAOYSA-L methylaluminum(2+);dichloride Chemical compound C[Al](Cl)Cl YSTQWZZQKCCBAY-UHFFFAOYSA-L 0.000 description 1
- 239000004200 microcrystalline wax Substances 0.000 description 1
- 235000019808 microcrystalline wax Nutrition 0.000 description 1
- 230000005012 migration Effects 0.000 description 1
- 238000013508 migration Methods 0.000 description 1
- 239000002991 molded plastic Substances 0.000 description 1
- 239000012170 montan wax Substances 0.000 description 1
- 239000000025 natural resin Substances 0.000 description 1
- BDJRBEYXGGNYIS-UHFFFAOYSA-N nonanedioic acid Chemical compound OC(=O)CCCCCCCC(O)=O BDJRBEYXGGNYIS-UHFFFAOYSA-N 0.000 description 1
- 239000004745 nonwoven fabric Substances 0.000 description 1
- LYRFLYHAGKPMFH-UHFFFAOYSA-N octadecanamide Chemical compound CCCCCCCCCCCCCCCCCC(N)=O LYRFLYHAGKPMFH-UHFFFAOYSA-N 0.000 description 1
- 238000007645 offset printing Methods 0.000 description 1
- FATBGEAMYMYZAF-KTKRTIGZSA-N oleamide Chemical compound CCCCCCCC\C=C/CCCCCCCC(N)=O FATBGEAMYMYZAF-KTKRTIGZSA-N 0.000 description 1
- 125000001117 oleyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])/C([H])=C([H])\C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 150000002894 organic compounds Chemical class 0.000 description 1
- 239000012766 organic filler Substances 0.000 description 1
- 239000007800 oxidant agent Substances 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- 125000004430 oxygen atom Chemical group O* 0.000 description 1
- RVTZCBVAJQQJTK-UHFFFAOYSA-N oxygen(2-);zirconium(4+) Chemical compound [O-2].[O-2].[Zr+4] RVTZCBVAJQQJTK-UHFFFAOYSA-N 0.000 description 1
- 239000011087 paperboard Substances 0.000 description 1
- WXZMFSXDPGVJKK-UHFFFAOYSA-N pentaerythritol Chemical compound OCC(CO)(CO)CO WXZMFSXDPGVJKK-UHFFFAOYSA-N 0.000 description 1
- 239000012169 petroleum derived wax Substances 0.000 description 1
- 235000019381 petroleum wax Nutrition 0.000 description 1
- 229920001568 phenolic resin Polymers 0.000 description 1
- 229920001084 poly(chloroprene) Polymers 0.000 description 1
- 229920000435 poly(dimethylsiloxane) Polymers 0.000 description 1
- 229920003207 poly(ethylene-2,6-naphthalate) Polymers 0.000 description 1
- 229920003214 poly(methacrylonitrile) Polymers 0.000 description 1
- 229920002037 poly(vinyl butyral) polymer Polymers 0.000 description 1
- 229920000058 polyacrylate Polymers 0.000 description 1
- 229920002239 polyacrylonitrile Polymers 0.000 description 1
- 229920001083 polybutene Polymers 0.000 description 1
- 229920006289 polycarbonate film Polymers 0.000 description 1
- 238000006068 polycondensation reaction Methods 0.000 description 1
- 229920006267 polyester film Polymers 0.000 description 1
- 239000011112 polyethylene naphthalate Substances 0.000 description 1
- 229920000139 polyethylene terephthalate Polymers 0.000 description 1
- 239000005020 polyethylene terephthalate Substances 0.000 description 1
- 229920001721 polyimide Polymers 0.000 description 1
- 229920000098 polyolefin Polymers 0.000 description 1
- 229920002223 polystyrene Polymers 0.000 description 1
- 238000002203 pretreatment Methods 0.000 description 1
- 125000002924 primary amino group Chemical group [H]N([H])* 0.000 description 1
- QQONPFPTGQHPMA-UHFFFAOYSA-N propylene Natural products CC=C QQONPFPTGQHPMA-UHFFFAOYSA-N 0.000 description 1
- 125000004805 propylene group Chemical group [H]C([H])([H])C([H])([*:1])C([H])([H])[*:2] 0.000 description 1
- 238000003908 quality control method Methods 0.000 description 1
- 239000012744 reinforcing agent Substances 0.000 description 1
- 235000009566 rice Nutrition 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 235000019992 sake Nutrition 0.000 description 1
- 238000007650 screen-printing Methods 0.000 description 1
- VSZWPYCFIRKVQL-UHFFFAOYSA-N selanylidenegallium;selenium Chemical compound [Se].[Se]=[Ga].[Se]=[Ga] VSZWPYCFIRKVQL-UHFFFAOYSA-N 0.000 description 1
- 239000008159 sesame oil Substances 0.000 description 1
- 235000011803 sesame oil Nutrition 0.000 description 1
- 239000004208 shellac Substances 0.000 description 1
- ZLGIYFNHBLSMPS-ATJNOEHPSA-N shellac Chemical compound OCCCCCC(O)C(O)CCCCCCCC(O)=O.C1C23[C@H](C(O)=O)CCC2[C@](C)(CO)[C@@H]1C(C(O)=O)=C[C@@H]3O ZLGIYFNHBLSMPS-ATJNOEHPSA-N 0.000 description 1
- 229940113147 shellac Drugs 0.000 description 1
- 235000013874 shellac Nutrition 0.000 description 1
- 229910002027 silica gel Inorganic materials 0.000 description 1
- 239000000741 silica gel Substances 0.000 description 1
- 150000004760 silicates Chemical class 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- 235000012239 silicon dioxide Nutrition 0.000 description 1
- 229920002545 silicone oil Polymers 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 239000000600 sorbitol Substances 0.000 description 1
- 238000001179 sorption measurement Methods 0.000 description 1
- 235000014347 soups Nutrition 0.000 description 1
- 239000003549 soybean oil Substances 0.000 description 1
- 235000012424 soybean oil Nutrition 0.000 description 1
- 238000004544 sputter deposition Methods 0.000 description 1
- 239000003381 stabilizer Substances 0.000 description 1
- 239000008107 starch Substances 0.000 description 1
- 229920003048 styrene butadiene rubber Polymers 0.000 description 1
- 125000001424 substituent group Chemical group 0.000 description 1
- 239000001384 succinic acid Substances 0.000 description 1
- 150000003467 sulfuric acid derivatives Chemical class 0.000 description 1
- 239000004094 surface-active agent Substances 0.000 description 1
- 238000010557 suspension polymerization reaction Methods 0.000 description 1
- 239000000454 talc Substances 0.000 description 1
- 229910052623 talc Inorganic materials 0.000 description 1
- KKEYFWRCBNTPAC-UHFFFAOYSA-L terephthalate(2-) Chemical compound [O-]C(=O)C1=CC=C(C([O-])=O)C=C1 KKEYFWRCBNTPAC-UHFFFAOYSA-L 0.000 description 1
- 229920002725 thermoplastic elastomer Polymers 0.000 description 1
- 229920005992 thermoplastic resin Polymers 0.000 description 1
- XOLBLPGZBRYERU-UHFFFAOYSA-N tin dioxide Chemical compound O=[Sn]=O XOLBLPGZBRYERU-UHFFFAOYSA-N 0.000 description 1
- 229910001887 tin oxide Inorganic materials 0.000 description 1
- OGIDPMRJRNCKJF-UHFFFAOYSA-N titanium oxide Inorganic materials [Ti]=O OGIDPMRJRNCKJF-UHFFFAOYSA-N 0.000 description 1
- 125000003944 tolyl group Chemical group 0.000 description 1
- VZCYOOQTPOCHFL-UHFFFAOYSA-N trans-butenedioic acid Natural products OC(=O)C=CC(O)=O VZCYOOQTPOCHFL-UHFFFAOYSA-N 0.000 description 1
- 238000010023 transfer printing Methods 0.000 description 1
- 229910052723 transition metal Inorganic materials 0.000 description 1
- 150000003624 transition metals Chemical class 0.000 description 1
- VOITXYVAKOUIBA-UHFFFAOYSA-N triethylaluminium Chemical compound CC[Al](CC)CC VOITXYVAKOUIBA-UHFFFAOYSA-N 0.000 description 1
- ZIBGPFATKBEMQZ-UHFFFAOYSA-N triethylene glycol Chemical compound OCCOCCOCCO ZIBGPFATKBEMQZ-UHFFFAOYSA-N 0.000 description 1
- MCULRUJILOGHCJ-UHFFFAOYSA-N triisobutylaluminium Chemical compound CC(C)C[Al](CC(C)C)CC(C)C MCULRUJILOGHCJ-UHFFFAOYSA-N 0.000 description 1
- 229920000785 ultra high molecular weight polyethylene Polymers 0.000 description 1
- 239000006097 ultraviolet radiation absorber Substances 0.000 description 1
- 229930195735 unsaturated hydrocarbon Natural products 0.000 description 1
- 238000001771 vacuum deposition Methods 0.000 description 1
- 238000007740 vapor deposition Methods 0.000 description 1
- 229920006163 vinyl copolymer Polymers 0.000 description 1
- 239000013585 weight reducing agent Substances 0.000 description 1
- 239000003871 white petrolatum Substances 0.000 description 1
- 239000002759 woven fabric Substances 0.000 description 1
- 239000010457 zeolite Substances 0.000 description 1
- 229910052725 zinc Inorganic materials 0.000 description 1
- 239000011701 zinc Substances 0.000 description 1
- 239000011787 zinc oxide Substances 0.000 description 1
- 229910001928 zirconium oxide Inorganic materials 0.000 description 1
- QMBQEXOLIRBNPN-UHFFFAOYSA-L zirconocene dichloride Chemical compound [Cl-].[Cl-].[Zr+4].C=1C=C[CH-]C=1.C=1C=C[CH-]C=1 QMBQEXOLIRBNPN-UHFFFAOYSA-L 0.000 description 1
Images


Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02W—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO WASTEWATER TREATMENT OR WASTE MANAGEMENT
- Y02W90/00—Enabling technologies or technologies with a potential or indirect contribution to greenhouse gas [GHG] emissions mitigation
- Y02W90/10—Bio-packaging, e.g. packing containers made from renewable resources or bio-plastics
Description
本発明は、包装体に関し、更に詳しくは、ヒ−トシ−ル性を有し、密閉性に優れている共に易開封性を有し、更に、生分解性を備え、廃棄処理適性に優れた極めて有用なイ−ジ−ピ−ルシ−ラントを使用した積層材からなる蓋材を使用し、これによりプラスチック成形容器の開口部を構成するフランジ部をシ−ルして密閉した包装体に関するものである。 The present invention relates to a package, and more specifically, has heat sealability, excellent airtightness and easy-openability, and further has biodegradability and excellent disposal suitability. A packaging body in which a cover made of a laminate material using an extremely useful easy peel sealant is used, and the flange portion constituting the opening of the plastic molded container is sealed and sealed. It is.
従来、種々の形態からなるプラスチック成形容器が、開発され、提案され、その中に飲食品、その他の等の種々の物品を充填し、しかる後、該プラスチック成形容器の開口部を構成するフランジ部に、蓋材をヒ−トシ−ルしてその開口部を密閉して、種々の形態からなる包装製品が製造されている。
而して、上記の蓋材としては、通常、基材シ−トとヒ−トシ−ル性フィルムとの積層材、あるいは、基材シ−トとバリア性基材とヒ−トシ−ル性フィルムとの積層材から構成されているものである。
ところで、上記の蓋材を構成するヒ−トシ−ル性フィルムとしては、特に、ヒ−トシ−ルによりプラスチック成形容器の開口部を構成するフランジ部を密閉する密閉性を充足すると共に消費時においては、そのプラスチック成形容器の開口部を構成するフランジ部から容易に開封することができる易開封性を有することが要求されることは勿論であるが、更に、近年、使用後、ゴミとして廃棄処理する場合、生分解性等を備え、自然環境を破壊することがない廃棄処理適性を有することが要求されているものである。
そのため、近年、上記の蓋材を構成するヒ−トシ−ル性フィルムについて、生分解性樹脂のフィルムないしシ−トを使用し、種々の積層構成からなるヒ−トシ−ル性フィルムが、開発され、提案されている。
例えば、その一つとして、ポリ乳酸系重合体と他の脂肪族ポリエステルとを80:20〜20:80の重量割合で含有してなるフィルムにおいて、フィルムを昇温したときのポリ乳酸系重合体換算融解熱量ΔHmlが35J/g以下であることを特徴とする生分解性フィルムおよびその製造方法が提案されている(例えば、特許文献1参照。)。
また、別の例として、ポリ乳酸(A) :10〜90重量%、他の脂肪族ポリエステル(B):90〜10重量%及び粘着付与剤(C):1〜20重量%とからなることを特徴とする脂肪族ポリエステル組成物、その脂肪族ポリエステル組成物から得られるフィルムおよび積層体が、提案されている(例えば、特許文献2参照。)。
Thus, as the above-mentioned cover material, usually, a laminated material of a base sheet and a heat seal film, or a base sheet, a barrier base material and a heat seal property is used. It is comprised from the laminated material with a film.
By the way, as the heat-sealable film constituting the above-mentioned lid material, in particular, at the time of consumption while satisfying the sealing property of sealing the flange part constituting the opening part of the plastic molded container by heat-seal. Of course, it is required to have an easy-opening property that can be easily opened from the flange part that constitutes the opening of the plastic molded container. In this case, biodegradability and the like are required, and it is required to have a disposal property that does not destroy the natural environment.
Therefore, in recent years, with respect to the heat-sealable film constituting the above-mentioned lid material, a heat-sealable film having various laminated structures has been developed using a biodegradable resin film or sheet. Has been proposed.
For example, as one of them, in a film containing a polylactic acid polymer and another aliphatic polyester in a weight ratio of 80:20 to 20:80, the polylactic acid polymer when the film is heated There has been proposed a biodegradable film characterized in that the converted heat of fusion ΔHml is 35 J / g or less and a method for producing the same (for example, see Patent Document 1).
As another example, polylactic acid (A): 10 to 90% by weight, other aliphatic polyester (B): 90 to 10% by weight, and tackifier (C): 1 to 20% by weight An aliphatic polyester composition characterized by the above, a film and a laminate obtained from the aliphatic polyester composition have been proposed (see, for example, Patent Document 2).
上記で提案されている組成物、フィルムおよび積層体等においては、生分解性を備え、自然環境中で分解し、環境破壊等の元凶としては回避できるという利点を有するものではあるが、ポリ乳酸あるいは脂肪族ポリエステル等が、比較的に融点が高く、高い温度での熱加工を必要とし、望ましいフィルムあるいは積層体を製造することは極めて困難であるという問題点がある。
仮に、上記でフィルムあるいは積層体を製造し得たとしても、それらは、硬く、脆く、柔軟性、耐衝撃性等に劣り、実用上使い勝手が悪く、また、ヒ−トシ−ル性等にも欠け、蓋材を構成するイ−ジ−ピ−ラントとして使用し、例えば、プラスチック成形容器の開口部を構成するフランジ部を密閉したとしても、その密閉性等に欠け、また、その開口部を容易に開封することができる易開封性等にも劣るという問題点がある。
例えば、プラスチック成形容器のフランジ部が、凸状等に突起している部分を有するフランジ部の場合には、蓋材をリングシ−ルによりヒ−トシ−ルすると、蓋材を構成するシ−ル層が、容易に突き破られて、良好な密閉性と易開封性を得ることが極めて困難であるという問題点がある。
また、プラスチック成形容器のフランジ部のシ−ル面積が小さい場合には、蓋材をリングシ−ルによりヒ−トシ−ルしても、そのシ−ル面積が、小さいことから、密閉性が不安定であり、その機能を奏することが極めて困難であるという問題点がある。
上記で提案されているフィルムあるいは積層体等は、いずれも、未だ、十分に満足し得ると言うものではないというのが実状である。
そこで本発明は、ヒ−トシ−ル性を有し、密閉性に優れている共に易開封性を有し、更に、生分解性を備え、廃棄処理適性に優れた極めて有用なイ−ジ−ピ−ルシ−ラントを使用した積層材からなる蓋材を使用し、これによりプラスチック成形容器の開口部を構成するフランジ部をシ−ルして密閉した包装体を提供することである。
The compositions, films and laminates proposed above have the advantage that they are biodegradable, decompose in the natural environment, and can be avoided as a cause of environmental destruction. Or aliphatic polyester has a problem that it has a relatively high melting point, requires heat processing at a high temperature, and it is extremely difficult to produce a desirable film or laminate.
Even if a film or a laminate can be produced as described above, they are hard, brittle, inferior in flexibility, impact resistance, etc., practically unusable, and in heat sealability, etc. For example, even if the flange part constituting the opening of the plastic molding container is sealed, it is lacking in its sealing property, etc. There is a problem that it is inferior in easy-opening property and the like that can be easily opened.
For example, in the case where the flange portion of the plastic molded container is a flange portion having a projecting portion or the like, when the cover material is heat sealed with a ring seal, the seal constituting the cover material is formed. There is a problem that the layer is easily pierced and it is extremely difficult to obtain good sealing properties and easy opening properties.
In addition, when the seal area of the flange portion of the plastic molded container is small, even if the cover material is heat-sealed with a ring seal, the seal area is small and the sealing performance is not good. There is a problem that it is stable and it is extremely difficult to perform its function.
In fact, none of the films or laminates proposed above is yet fully satisfactory.
Therefore, the present invention has a heat seal property, an excellent sealability, an easy-opening property, a biodegradability, and a very useful easy-to-use disposal property. It is intended to provide a package in which a lid member made of a laminate material using a peel sealant is used, and the flange portion constituting the opening of the plastic molded container is thereby sealed.
本発明者は、上記のような問題点を改良すべく種々研究した結果、生分解性樹脂とポリエチレン系樹脂とを使用し、その共押出積層加工性に着目し、まず、生分解性樹脂として、ポリブチレンサクシネ−トを使用し、これを主成分とする樹脂組成物と、同じくポリブチレンサクシネ−トとポリエチレン系樹脂とを、前者50〜90重量部に対し後者10〜50重量部の配合割合からなる混合物を主成分とする樹脂組成物とを調製し、その両樹脂組成物を使用し、これらを共押出積層加工して、少なくとも基材層とシ−ル層との2層の共押出積層フィルムからなり、更に、上記の基材層を、上記のポリブチレンサクシネ−トを主成分とする樹脂組成物による樹脂層で構成し、かつ、その膜厚を10〜50μm位とし、また、上記のシ−ル層を、上記のポリブチレンサクシネ−トとポリエチレン系樹脂とを、前者50〜90重量部に対し後者10〜50重量部の配合割合からなる混合樹脂を主成分とする樹脂組成物による樹脂層で構成し、かつ、その膜厚を1μm〜40μmとし、その両樹脂層の共押出積層フィルムを製造し、而して、該両樹脂層の共押出積層フィルムをイ−ジ−ピ−ルシ−ラントとして使用し、そのイ−ジ−ピ−ルシ−ラントを構成する基材層の面に、例えば、他の生分解性基材シ−ト、バリア性基材、その他等を積層して蓋材を製造し、しかる後、該蓋材を使用し、別に用意したプラスチック成形容器内に、例えば、飲食品、その他等の物品を充填し、次いで、そのプラスチック成形容器の開口部を構成するフランジ部の面に、上記の蓋材を、そのイ−ジ−ピ−ルシ−ラントの面を対向させて重ね合わせ、しかる後、該プラスチック成形容器の開口部を構成するフランジ部の面に、上記の蓋材をヒ−トシ−ルし、密閉して包装製品を製造したところ、上記の蓋材を構成するイ−ジ−ピ−ルシ−ラントが、ヒ−トシ−ル特性に優れ、プラスチック成形容器の開口部を構成するフランジ部に対する密閉性に優れている共に、その使用に際しては、極めて良好な易開封性を有し、更に、生分解性を備え、使用後の廃棄処理適性に優れた極めて有用なイ−ジ−ピ−ルシ−ラントを使用した積層材からなる蓋材でプラスチック成形容器を密閉した包装体を見出して本発明を完成したものである。 As a result of various studies to improve the above problems, the present inventor uses a biodegradable resin and a polyethylene resin, paying attention to the coextrusion lamination processability, The polybutylene succinate is used as a main component, and the polybutylene succinate and the polyethylene-based resin are mixed in the latter 10 to 50 parts by weight with respect to the former 50 to 90 parts by weight. And a resin composition containing as a main component a mixture composed of a mixture ratio of the above, using both of the resin compositions, co-extrusion laminating them, and at least two layers of a base material layer and a seal layer Further, the base layer is composed of a resin layer made of a resin composition mainly composed of the polybutylene succinate, and the film thickness is about 10 to 50 μm. And the above seal layer, The polybutylene succinate and the polyethylene resin are composed of a resin layer composed of a resin composition mainly composed of a mixed resin composed of 10 to 50 parts by weight of the latter with respect to 50 to 90 parts by weight of the former. And the film thickness is 1 μm to 40 μm, and a co-extruded laminated film of both resin layers is manufactured, and thus the co-extruded laminated film of both resin layers is used as an easy peel sealant. Then, on the surface of the base material layer constituting the easy-peel sealant, for example, other biodegradable base material sheets, barrier base materials, etc. are laminated to produce a lid material. After that, using the lid, the plastic molded container prepared separately is filled with, for example, food and drink, and other articles, and then the surface of the flange portion constituting the opening of the plastic molded container In addition, the above-mentioned lid material is attached to its easy peel. The runt surfaces were placed facing each other, and after that, the lid material was heat sealed on the surface of the flange portion constituting the opening of the plastic molded container, and the packaged product was manufactured by sealing it. The easy-peel sealant that constitutes the above-mentioned lid material has excellent heat-seal characteristics and excellent sealing properties against the flange part that constitutes the opening of the plastic molded container. In this case, the lid is made of a laminated material using an extremely useful easy-peel sealant that has extremely good easy-opening properties, is biodegradable, and is excellent in disposal treatment after use. The present invention has been completed by finding a package in which a plastic molded container is sealed with a material.
すなわち、本発明は、少なくとも、基材シ−トと、基材層とシ−ル層との2層の共押出積層フィルムからなり、更に、上記の基材層を、ポリブチレンサクシネ−トを主成分とする樹脂組成物による樹脂層で構成し、また、上記のシ−ル層を、ポリブチレンサクシネ−トとポリエチレン系樹脂とを、前者50〜90重量部に対し後者10〜50重量部の配合割合からなる混合樹脂を主成分とする樹脂組成物による樹脂層で構成し、その両樹脂層の共押出積層フィルムからなるイ−ジ−ピ−ルシ−ラントとを積層した蓋材からなり、更に、該蓋材を、そのイ−ジ−ピ−ルシ−ラントの面を、プラスチック成形容器の開口部を構成するフランジ部の面に重ね合わせて、その両者をシ−ルして密閉した構成からなることを特徴とする包装体に関するものである。 That is, the present invention comprises at least a base sheet and a two-layer coextruded laminated film of a base layer and a seal layer. Further, the base layer is made of polybutylene succinate. The above-mentioned seal layer is composed of a polybutylene succinate and a polyethylene resin, and the latter 10 to 50 parts by weight with respect to 50 to 90 parts by weight of the former. A cover material comprising a resin layer made of a resin composition containing a mixed resin composed of parts by weight as a main component and an easy-peel sealant made of a coextruded laminated film of both resin layers. Further, the lid material is overlapped with the surface of the easy-peel sealant on the surface of the flange portion constituting the opening of the plastic molded container, and both are sealed. Also related to a package characterized by having a hermetically sealed structure It is.
本発明に係るイ−ジ−ピ−ルシ−ラントは、基材層を構成する素材として、ポリブチレンサクシネ−ト等の生分解性樹脂を使用して構成することから、比較的に基材層を硬くし、かつ、いわゆる、腰を持たせるように構成することができ、これにより、ヒ−トシ−ル時に、樹脂の逃げ、流れ等を抑えられるという利点を有すると共に生分解性を備え、自然環境中で分解するという利点を有するものである。
また、本発明に係るイ−ジ−ピ−ルシ−ラントは、シ−ル層を構成する素材として、ポリブチレンサクシネ−トとポリエチレン系樹脂とを使用し、その混合物で構成することから、ポリエチレン系樹脂により、ポリブチレンサクシネ−ト自体に柔軟性を付与し、耐衝撃性等を向上されると共に、更に、凝集破壊の機能が維持され、かつ、凝集破壊によって剥離する際に、糸引等の現象等を抑えることができるという利点を有するものである。
更に、本発明に係るイ−ジ−ピ−ルシ−ラントは、シ−ル層の膜厚としては、1μm〜40μm位とすることができ、而して、本発明において、更に、シ−ル層の膜厚を15μm〜40μm等のように、厚くすることにより、例えば、プラスチック成形容器の開口部を構成するフランジ部に、蓋材をヒ−トシ−ルする場合、例えば、プラスチック成形容器の開口部を構成するフランジ部が、凸状等に突起している部分を有するシ−ル部の場合でも、蓋材をリングシ−ルによりヒ−トシ−ルしても、シ−ル層が、突き破られることもなく、好な密閉性と易開封性を得ることができるものである。
また、プラスチック成形容器の開口部を構成するフランジ部のシ−ル面積が小さい場合でも、蓋材をリングシ−ルによりヒ−トシ−ルしても、その密閉性が不安定にすることもなく、極めて良好な密閉性を有するというものである。
更に、本発明においては、基材層とシ−ル層とを構成する素材として、ポリブチレンサクシネ−トを使用してその両者の相互の相溶性を向上させ、、更に、ポリエチレン系樹脂を使用することよにり、上記のポリブチレンサクシネ−トの共押出積層加工性を向上させ、極めて良好に2層の共押出積層フィルムを製造することができるものである。
すなわち、本発明に係るイ−ジ−ピ−ルシ−ラントは、ヒ−トシ−ル材として、ヒ−トシ−ル性に優れ、その密封性を十分に満足し得るものであって、内容物の品質の保護、保存期間の延長、その他等の要請を充足すると共に、更に、イ−ジ−ピ−ル性に優れ、消費時に包装用容器等を容易に開封することができる易開封性を有し、更に、剥離界面において糸引等の現象は認められない極めて美麗な剥離界面を形成し得るものであり、各種のプラスチック成形容器用蓋材等に適用することができるものである。
更に、本発明に係るイ−ジ−ピ−ルシ−ラントは、生分解性を備え、自然環境中で分解性を有するという利点を備えているものであり、特に、プラスチック成形容器として、例えば、ポリ乳酸樹脂からなる成形容器を使用し、その蓋材として適用する場合には、蓋材、包装用容器等が、共に生分解性を備え、自然環境中で分解性を有するという効果を有するものである。
Since the easy-peel sealant according to the present invention is composed of a biodegradable resin such as polybutylene succinate as a material constituting the base material layer, The layer can be hardened and can be configured to have a so-called waist, which has the advantage that the escape, flow, etc. of the resin can be suppressed at the time of heat sealing and has biodegradability. Have the advantage of degrading in the natural environment.
In addition, the easy peel sealant according to the present invention uses polybutylene succinate and polyethylene resin as a material constituting the seal layer, and is composed of a mixture thereof. Polyethylene resin provides flexibility to polybutylene succinate itself, improving impact resistance, etc., and also maintaining the cohesive failure function. This has the advantage that phenomena such as these can be suppressed.
Further, the easy peel sealant according to the present invention can have a seal layer thickness of about 1 μm to 40 μm. For example, when a cover material is heat sealed on a flange portion constituting an opening of a plastic molded container by increasing the film thickness of the layer to 15 μm to 40 μm, for example, Even when the flange portion constituting the opening portion is a seal portion having a protruding part or the like, even if the lid material is heat sealed with a ring seal, the seal layer It is possible to obtain favorable sealing and easy opening without being pierced.
Also, even if the seal area of the flange portion constituting the opening of the plastic molded container is small, even if the cover material is heat sealed with a ring seal, the hermeticity does not become unstable. It has a very good sealing property.
Furthermore, in the present invention, polybutylene succinate is used as a material constituting the base material layer and the seal layer to improve the compatibility between them, and further, a polyethylene resin is used. As a result, the coextrusion lamination processability of the polybutylene succinate can be improved, and a two-layer coextrusion lamination film can be produced very well.
That is, the easy-peel sealant according to the present invention is excellent in heat-sealability as a heat-seal material, and can sufficiently satisfy its sealing property. In addition to satisfying the requirements of quality protection, extension of storage period, etc., it also has excellent easy peelability, and can be opened easily when packaging, etc. Furthermore, it can form a very beautiful peeling interface in which no phenomenon such as stringing is observed at the peeling interface, and can be applied to various plastic molding container lids.
Furthermore, the easy-peel sealant according to the present invention has the advantage of being biodegradable and degradable in the natural environment. In particular, as a plastic molded container, for example, When using a molded container made of polylactic acid resin and applying it as a lid, the lid, packaging container, etc. are both biodegradable and have the effect of being degradable in the natural environment. It is.
上記の本発明について以下に図面等を用いて更に詳しく説明する。
まず、図1は、本発明に係るイ−ジ−ピ−ルシ−ラントについてその層構成の一例を示す概略的断面図であり、図2および図3は、図1に示す本発明に係るイ−ジ−ピ−ルシ−ラントを使用して製造した本発明に係る蓋材についてその層構成の一二例を示す概略的断面図であり、図4は、図2に示す本発明に係る蓋材を使用し、プラスチック成形容器を密閉して製造した本発明に係る包装製品についてその構成の概略を示す概略的斜視図でありる。
Hereinafter, the present invention will be described in more detail with reference to the drawings.
First, FIG. 1 is a schematic cross-sectional view showing an example of the layer structure of an easy-peel sealant according to the present invention, and FIGS. 2 and 3 are diagrams showing an example according to the present invention shown in FIG. FIG. 4 is a schematic cross-sectional view showing one example of the layer structure of a lid material according to the present invention manufactured using a di-peel sealant, and FIG. 4 is a lid according to the present invention shown in FIG. It is a schematic perspective view which shows the outline of the structure about the packaging product which concerns on this invention manufactured using the material and sealing the plastic molding container.
まず、本発明において、本発明に係るイ−ジ−ピ−ルシ−ラントについて説明すると、本発明に係るイ−ジ−ピ−ルシ−ラントAは、例えば、図1に示すように、少なくとも基材層1とシ−ル層2との2層の共押出積層フィルム3からなり、更に、上記の基材層1を、ポリブチレンサクシネ−トを主成分とする樹脂組成物による樹脂層1aで構成し、また、上記のシ−ル層2を、ポリブチレンサクシネ−トとポリエチレン系樹脂とを、前者50〜90重量部に対し後者10〜50重量部の配合割合からなる混合物を主成分とする樹脂組成物による樹脂層2aで構成し、その両樹脂層の共押出積層フィルム3aからなることを基本の構造とするものである。 First, in the present invention, the easy-peel sealant according to the present invention will be described. The easy-peel sealant A according to the present invention includes, for example, at least a group as shown in FIG. The resin layer 1a is composed of a two-layer coextruded laminated film 3 of a material layer 1 and a seal layer 2, and the base layer 1 is made of a resin composition containing polybutylene succinate as a main component. In addition, the seal layer 2 is mainly composed of a mixture of polybutylene succinate and polyethylene resin having a blending ratio of 10 to 50 parts by weight of the latter with respect to 50 to 90 parts by weight of the former. It is composed of a resin layer 2a made of a resin composition as a component, and is basically composed of a coextruded laminated film 3a of both resin layers.
上記の例示は、本発明に係るイ−ジ−ピ−ルシ−ラントについてその層構成の一例を例示したものであり、本発明は、これらによって限定されるものではないことは言うまでもないことである。
なお、本発明に係るイ−ジ−ピ−ルシ−ラントにおいては、基材層とシ−ル層等の他、例えば、その両層の密接着性を強固にするために、更に、他の樹脂組成物を使用し、3層ないしそれ以上の積層構成とすることも可能なものである。
The above illustrations are examples of the layer structure of the easy-peel sealant according to the present invention, and it goes without saying that the present invention is not limited thereto. .
In addition, in the easy peel sealant according to the present invention, in addition to the base material layer and the seal layer, for example, in order to strengthen the tight adhesion of both layers, other It is also possible to use a resin composition and have a laminated structure of three layers or more.
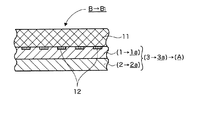
次に、本発明において、上記のような本発明に係るイ−ジ−ピ−ルシ−ラントを使用して製造する本発明に係る蓋材について説明すると、かかる蓋材としては、図2に示すように、上記の図1に示す本発明に係るイ−ジ−ピ−ルシ−ラントAを使用する場合で説明すると、まず、例えば、所望の生分解性樹脂からなる基材シ−ト11のコロナ処理等からなる裏面に、例えば、所望の文字、記号、絵柄、図形、その他等からなる印刷模様層12を形成した後、該印刷模様層12を含む基材シ−ト11の面に、上記の図1に示す本発明に係るイ−ジ−ピ−ルシ−ラントAを、それを構成する一方の基材層(1、1a)の面を対向させて重ね合わせて積層して積層材Bを製造し、而して、上記のように本発明に係るイ−ジ−ピ−ルシ−ラントAを使用して製造した本発明に係る積層材Bを、本発明に係る蓋材B1 として使用することができるものである。
Next, in the present invention, the lid material according to the present invention manufactured by using the above-described easy-peel sealant according to the present invention will be described. As described above, in the case where the easy peel sealant A according to the present invention shown in FIG. 1 is used, first, for example, the
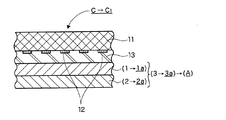
また、本発明において、上記のような本発明に係るイ−ジ−ピ−ルシ−ラントを使用して製造する蓋材について別の例を例示すると、図3に示すように、まず、例えば、所望の生分解性樹脂からなる基材シ−ト11のコロナ処理等からなる裏面に、例えば、所望の文字、記号、絵柄、図形、その他等からなる印刷模様層12を形成した後、該印刷模様層12を含む基材シ−ト11の面に、バリア性基材13を重ね合わせて積層し、更に、該バリア性基材13の面に、上記の図1に示す本発明に係るイ−ジ−ピ−ルシ−ラントAを、それを構成する一方の基材層(1、1a)の面を対向させて重ね合わせて積層して積層材Cを製造し、而して、上記のように本発明に係るイ−ジ−ピ−ルシ−ラントAを使用して製造した本発明に係る積層材Cを、本発明に係る蓋材C1 として使用することができるものである。
なお、上記の図2、図3中、符号、1、2、3、1a、2a、3a、A等の意味は、前述の図1中の符号、それらと同じ意味を表す。
上記の例示は、本発明に係るイ−ジ−ピ−ルシ−ラントを使用して製造する本発明に係る蓋材についてその一二例を例示したものであり、本発明は、これに限定されるものではないものである。
Moreover, in this invention, when another example is illustrated about the lid | cover material manufactured using the above-mentioned easy-peel sealant based on this invention, as shown in FIG. After the printed
In FIG. 2 and FIG. 3, the meanings of reference numerals 1, 2, 3, 1a, 2a, 3a, A, etc. represent the same reference numerals as those in FIG.
The above examples illustrate one or two examples of the lid material according to the present invention manufactured using the easy-peel sealant according to the present invention, and the present invention is not limited thereto. It is not something.
例えば、図示しないが、本発明に係る蓋材は、例えば、充填包装する内容物、その包装目的、包装形態、その他等により、各層間に、更に、その他等の基材を任意に積層して、種々の形態からなる本発明に係る蓋材を製造することができるものである。
なお、上記において、少なくとも、生分解性樹脂からなる基材シ−ト、バリア性基材、本発明に係るイ−ジ−ピ−ルシ−ラント等を積層する積層法としては、例えば、ラミネ−ト用接着剤等によるラミネ−ト用接着剤層を設け、次いで、該ラミネ−ト用接着剤層を介して積層するドライラミネ−ト積層方式、あるいは、アンカ−コ−ト剤等による接着助剤層、溶融押出樹脂層等を設け、次いで、該アンカ−コ−ト剤等による接着助剤層、溶融押出樹脂層等を介して積層する溶融押出積層方式等により行うことができる。
For example, although not shown, the lid according to the present invention may be formed by arbitrarily laminating other base materials between the layers depending on, for example, the contents to be filled and packaged, the purpose of the packaging, the packaging form, etc. The lid material according to the present invention having various forms can be manufactured.
In the above, as a laminating method for laminating at least a base material sheet made of a biodegradable resin, a barrier base material, an easy peel sealant according to the present invention, and the like, for example, laminating A laminating adhesive layer is provided by a laminating adhesive layer, and then laminated via the laminating adhesive layer, or an adhesion assistant by an anchor coating agent, etc. A layer, a melt-extruded resin layer, etc. are provided, and then a melt-extrusion laminating method or the like is performed by laminating via an adhesion assistant layer, a melt-extruded resin layer or the like using the anchor coat agent.
次に、本発明において、上記のような本発明に係る蓋材を使用し、例えば、プラスチック成形容器を密閉して製造した本発明に係る包装製品についてその一例を例示して説明すると、かかる本発明に係る包装製品としては、例えば、上記の図2に示す本発明に係る蓋材B1 を使用して製造する場合を例示して説明すると、図4に示すように、まず、所望の成形用樹脂を使用し、これを、例えば、射出成形方式、真空・圧空成形等の熱成形、ブロ−成形、その他等の通常の成形方式により所望の形態からなるプラスチック成形容器21を製造し、次いで、該プラスチック成形容器21内に、例えば、飲食品、その他等の物品22を充填し、しかる後、上記のプラスチック成形容器21の開口部を構成するフランジ部23の面に、上記の図2に示す蓋材B1 を、そのシ−ル層(2、2a)の面を対向させて重ね合わせ、しかる後、上記のプラスチック成形容器21の開口部を構成するフランジ部23の面に、図2に示す蓋材B1 をヒ−トシ−ルして、上記のプラスチック成形容器21の開口部を密閉して、本発明に係る蓋材B1 を使用して製造した本発明に係る包装製品Dを製造することができるものである。
上記の例示は、本発明に係る包装製品についてその一例を例示したものであり、本発明は、これによって限定されるものではなく、例えば、プラスチック成形容器の形態としては、図示しないが、例えば、円錐形状、角錐形状、円筒状、三角、四角、その他等の角柱形状、球状、その他等、充填包装する物品等に合わせて、任意の形態を取り得るものである。
勿論、上記の図3に示す本発明に係る蓋材を使用し、上記と同様にして上記と同様に本発明に係る包装製品を製造し得るものである。
Next, in the present invention, an example of the packaged product according to the present invention, which is manufactured by using the lid material according to the present invention as described above and sealing a plastic molded container, for example, will be described. As a packaged product according to the invention, for example, a case where the lid product B 1 according to the present invention shown in FIG. 2 is used for manufacture will be described. First, as shown in FIG. For example, a
The above illustration is an example of the packaged product according to the present invention, and the present invention is not limited thereto. For example, the form of the plastic molded container is not shown, It can take any form according to the article to be filled and packaged, such as a conical shape, a pyramid shape, a cylindrical shape, a prism shape such as a triangle, a square, and the like, a spherical shape, and the like.
Of course, the package product according to the present invention can be manufactured in the same manner as described above by using the lid according to the present invention shown in FIG.
次に、本発明において、上記のような本発明に係るイ−ジ−ピ−ルシ−ラント、積層材、蓋材、プラスチック成形容器、包装製品等を構成する材料、その製造法等について説明すると、まず、本発明において、本発明に係るイ−ジ−ピ−ルシ−ラントについて説明すると、まず、本発明に係るイ−ジ−ピ−ルシ−ラントを構成する基材層を形成する樹脂としては、基本的には、生分解性樹脂のいずれのものでも使用することができるが、比較的に軟質性を有し、熱により溶融し、後述するシ−ル層を構成する樹脂と相互に相溶性を有し、かつ、共押出成形性に優れている樹脂を使用することが好ましく、具体的には、生分解性樹脂としてのポリブチルサクシネ−トを使用することが望ましいものできる。
而して、上記のポリブチルサクシネ−トとしては、例えば、メルトフロ−レイト(MFR)が、1.0〜30.0g/10分位、好ましくは、3.0〜20.0 g/10分(190℃、2.16kg)位の範囲内で、密度が、約1.20〜1.30g/cm3 位、融点が、80〜120℃位の範囲内にあるポリブチレンサクシネ−トを使用することができる。
而して、上記のポリブチレンサクシネ−トとしては、具体的には、1.4−ブタンジオ−ルとコハク酸とを使用し、それらを主成分とし、直接脱水重縮合させてなる脂肪族ポリエステル系樹脂からなり、軟質性の、ポリオレフィン系樹脂と類似物性を有する生分解性ポリエステルを使用することができる。
なお、他の成分としては、例えば、乳酸等を使用することができる。
なお、本発明において、メルトフロ−レイト(MFR)とは、JIS K6921(190℃)に準拠した手法から測定したものであり、また、密度は、JIS K7112に準拠した手法から測定したものである。
以下、同様である。
Next, in the present invention, the above-described easy-peel sealant, laminate material, lid material, plastic molded container, packaging product, etc. constituting the present invention will be described, and the production method thereof. First, in the present invention, the easy-peel sealant according to the present invention will be described. First, as a resin for forming the base material layer constituting the easy-peel sealant according to the present invention. Basically, any biodegradable resin can be used, but it is relatively soft, melts by heat, and interacts with the resin constituting the seal layer described later. It is preferable to use a resin having compatibility and excellent coextrusion moldability, and specifically, it is desirable to use polybutyl succinate as a biodegradable resin.
Thus, as the above-mentioned polybutyl succinate, for example, melt flow rate (MFR) is about 1.0 to 30.0 g / 10 minutes, preferably 3.0 to 20.0 g / 10. Polybutylene succinate having a density in the range of about 1.20 to 1.30 g / cm 3 and a melting point in the range of about 80 to 120 ° C. within a range of about 190 ° C. (2.16 kg). Can be used.
Thus, as the above polybutylene succinate, specifically, 1.4-butanediol and succinic acid are used as the main components, and they are aliphatic products obtained by direct dehydration polycondensation. A biodegradable polyester made of a polyester resin and having a physical property similar to that of a polyolefin resin can be used.
In addition, as another component, lactic acid etc. can be used, for example.
In the present invention, melt flow rate (MFR) is measured from a method based on JIS K6921 (190 ° C.), and the density is measured from a method based on JIS K7112.
The same applies hereinafter.
なお、本発明において、上記のポリブチレンサクシネ−トは、それを単体で使用することも可能であるが、例えば、ポリ乳酸等の他の生分解性樹脂を1〜30重量%程度添加して使用することもできるものである。
而して、本発明において、上記のようにポリ乳酸等の他の生分解性樹脂を添加することにより、その加工性、剛性等の物性改良等に効果を有するものである。
なお、本発明において、ポリ乳酸等の他の生分解性樹脂を30重量%以上添加すると、剛性等が高く出てしまい、耐衝撃性等が低下する可能性があることから好ましくないものである。
また、本発明において、上記のポリブチレンサクシネ−トには、上記のようなポリ乳酸の他に、例えば、可塑剤成分として、アジピン酸エステルや、ポリエステル系ゴム、スチレン系ゴム等のゴム成分等を少量添加することが可能なものである。
In the present invention, the polybutylene succinate can be used alone, but other biodegradable resins such as polylactic acid are added in an amount of about 1 to 30% by weight. Can also be used.
Thus, in the present invention, by adding other biodegradable resins such as polylactic acid as described above, it is effective in improving physical properties such as processability and rigidity.
In the present invention, when other biodegradable resins such as polylactic acid are added in an amount of 30% by weight or more, rigidity and the like are increased, which is not preferable because impact resistance and the like may be lowered. .
Further, in the present invention, the polybutylene succinate includes, in addition to the polylactic acid as described above, for example, as a plasticizer component, rubber components such as adipic acid ester, polyester rubber, and styrene rubber. Etc. can be added in small amounts.
次に、本発明において、本発明に係るイ−ジ−ピ−ルシ−ラントを構成するシ−ル層を形成する樹脂としては、例えば、ポリブチレンサクシネ−トとポリエチレン系樹脂とを、前者50〜90重量部に対し後者10〜50重量部の配合割合からなる混合樹脂を使用することができる。
上記のポリブチレンサクシネ−トとしては、上記の基材層を構成するポリブチレンサクシネ−トと同様のポリブチレンサクシネ−トを使用することが好ましいものである。
Next, in the present invention, as the resin for forming the seal layer constituting the easy-peel sealant according to the present invention, for example, polybutylene succinate and polyethylene resin are used. A mixed resin having a blending ratio of the latter 10 to 50 parts by weight with respect to 50 to 90 parts by weight can be used.
As said polybutylene succinate, it is preferable to use the polybutylene succinate similar to the polybutylene succinate which comprises said base material layer.
また、本発明において、上記のポリエチレン系樹脂としては、例えば、低密度ポリエチレン、線状低密度ポリエチレンまたはシングルサイト触媒を使用して重合したエチレン・α−オレフン共重合体を使用することができる。
而して、本発明において、ポリエチレン系樹脂としては、上記のポリブチレンサクシネ−トと類似物性を有し、溶融張力および延伸性等に優れ、後述する押出成形適性を有するポリエチレン系樹脂を使用することが好ましいものである。
本発明において、具体的には、上記の低密度ポリエチレンとしては、例えば、密度が、約0.910〜0.929g/cm3 位、また、メルトフロ−レイト(MFR)が、1.0〜10.0g/10分位の範囲内にある低密度ポリエチレンを使用することができる。 而して、上記の低密度ポリエチレンとしては、モノマ−として、エチレン、更には、プロピレン、1−ブテン、1−ペンテン、4−メチル−1−ペンテン、1−ヘキセン、1−ヘプテン、1−オクテン、1−ノネン、1−デセン、その他等のα・オレフィンを使用し、例えば、高圧法、スラリ−法、溶液法、気相法、その他等の重合方法を用いて、エチレンを単独、あるいは、エチレンと他のオレフィンとを共重合させてなるエチレンの単独重合体あるいはエチレンと他のオレフィンとの共重合体等を使用することができる。
なお、本発明において、メルトフロ−レイト(MFR)とは、JIS K6921に準拠した手法から測定したものであり、また、密度は、JIS K7112に準拠した手法から測定したものである。
以下、同様である。
In the present invention, as the polyethylene-based resin, for example, low density polyethylene, linear low density polyethylene, or an ethylene / α-olefin copolymer polymerized using a single site catalyst can be used.
Thus, in the present invention, as the polyethylene-based resin, a polyethylene-based resin having physical properties similar to the above-mentioned polybutylene succinate, excellent in melt tension and stretchability, etc., and having extrusion suitability described later is used. It is preferable to do.
In the present invention, specifically, as the low density polyethylene, for example, the density is about 0.910 to 0.929 g / cm 3 , and the melt flow rate (MFR) is 1.0 to 10 Low density polyethylene in the range of 0.0 g / 10 quantile can be used. Thus, the above low density polyethylene includes, as a monomer, ethylene, propylene, 1-butene, 1-pentene, 4-methyl-1-pentene, 1-hexene, 1-heptene, 1-octene. , 1-nonene, 1-decene, and other α-olefins, for example, high pressure method, slurry method, solution method, gas phase method, and other polymerization methods, ethylene alone, or An ethylene homopolymer obtained by copolymerizing ethylene and another olefin, a copolymer of ethylene and another olefin, or the like can be used.
In the present invention, the melt flow rate (MFR) is measured from a method based on JIS K6921, and the density is measured from a method based on JIS K7112.
The same applies hereinafter.
また、上記の線状低密度ポリエチレンとしては、密度が、約0.900〜0.930g/cm3 位、また、メルトフロ−レイト(MFR)が、0.50〜10.0g/10分位の範囲内にある線状低密度ポリエチレンを使用することができる。
而して、上記の線状低密度ポリエチレンとしては、モノマ−として、エチレン、更には、プロピレン、1−ブテン、1−ペンテン、4−メチル−1−ペンテン、1−ヘキセン、1−ヘプテン、1−オクテン、1−ノネン、1−デセン、その他等のα・オレフィンを使用し、例えば、チ−グラ−・ナッタ系あるいはCr系触媒等を使用し、例えば、低圧法、スラリ−法、溶液法、気相法、その他等の重合方法を用いて、エチレンを単独、あるいは、エチレンと他のオレフィンとを共重合させてなる長鎖分岐をもたないエチレンの単独重合体あるいはエチレンと他のオレフィンとの共重合体等を使用することができる。
The linear low density polyethylene has a density of about 0.900 to 0.930 g / cm 3 and a melt flow rate (MFR) of about 0.50 to 10.0 g / 10 minutes. Linear low density polyethylene in the range can be used.
Thus, as the above linear low density polyethylene, monomers are ethylene, propylene, 1-butene, 1-pentene, 4-methyl-1-pentene, 1-hexene, 1-heptene, 1 Α-olefins such as octene, 1-nonene, 1-decene, etc. are used, for example, Ziegler-Natta system or Cr system catalyst is used, for example, low pressure method, slurry method, solution method A homopolymer of ethylene or ethylene and other olefins having no long chain branching by copolymerizing ethylene alone or ethylene and other olefins using a polymerization method such as gas phase method, etc. And a copolymer thereof can be used.
更に、上記のシングルサイト触媒を使用して重合したエチレン・α−オレフン共重合体としては、密度が、約0.890〜0.930g/cm3 位、また、メルトフロ−レイト(MFR)が、0.50〜10.0g/10分位の範囲内にあるポリエチレンを使用することができる。
而して、上記のシングルサイト触媒を使用して重合したエチレン・α−オレフン共重合体としては、例えば、二塩化ジルコノセンとメチルアルモキサンの組み合わせによる触媒等のメタロセン錯体とアルモキサンとの組み合わせによる触媒、すなわち、メタロセン触媒(シングルサイト触媒)を使用して、エチレンとα・オレフィンとを共重合してなるエチレン・α−オレフィン共重合体を使用することができる。
上記のメタロセン触媒は、現行の触媒が、活性点が不均一でマルチサイト触媒と呼ばれているのに対し、活性点が均一であることからシングルサイト触媒とも呼ばれているものである(以下、メタロセン触媒は、シングルサイト触媒と同等の意味である。)。
具体的には、メタロセン触媒を使用して重合したエチレン・α−オレフィン共重合体としては、三菱化学株式会社製の商品名「カ−ネル」、三井石油化学工業株式会社製の商品名「エボリュ−」、米国、エクソン・ケミカル(EXXON・CHEMICAL)社製の商品名「エクザクト(EXACT)」、米国、ダウ・ケミカル(DOW・CHEMICAL)社製の商品名「アフィニティ−(AFFINITY)、商品名「エンゲ−ジ(ENGAGE)」等のメタロセン触媒を用いて重合したエチレン・α−オレフィン共重合体を使用することができる。
Further, the ethylene / α-olefin copolymer polymerized using the single site catalyst has a density of about 0.890 to 0.930 g / cm 3 , and a melt flow rate (MFR) Polyethylene in the range of 0.50 to 10.0 g / 10 quantile can be used.
Thus, the ethylene / α-olefin copolymer polymerized by using the above single site catalyst includes, for example, a catalyst by a combination of a metallocene complex and an alumoxane, such as a catalyst by a combination of zirconocene dichloride and methylalumoxane. That is, an ethylene / α-olefin copolymer obtained by copolymerizing ethylene and α / olefin using a metallocene catalyst (single site catalyst) can be used.
The above metallocene catalyst is also called a single-site catalyst because the current catalyst is called a multi-site catalyst with non-uniform active sites (below, the active sites are uniform). The metallocene catalyst has the same meaning as the single-site catalyst.)
Specifically, as an ethylene / α-olefin copolymer polymerized using a metallocene catalyst, trade names “Carnel” manufactured by Mitsubishi Chemical Corporation and trade names “Evolu” manufactured by Mitsui Petrochemical Industries, Ltd. -", Trade name" EXACT "manufactured by EXXON CHEMICAL, USA, trade name" Affinity ", trade name" DOF CHEMICAL ", USA An ethylene / α-olefin copolymer polymerized using a metallocene catalyst such as “ENGAGE” can be used.
上記のメタロセン触媒を用いて重合したエチレン・α−オレフィン共重合体について更に詳述すると、具体的には、例えば、メタロセン系遷移金属化合物と有機アルミニウム化合物との組み合わせによる触媒、すなわち、メタロセン触媒(いわゆるカミンスキ−触媒を含む)を使用し、エチレンとα・オレフィンとを共重合させてなるエチレン・α−オレフィン共重合体を使用することができる。
なお、上記のメタロセン触媒は、無機物に担持されて使用されることもある。 上記において、メタロセン系遷移金属化合物としては、例えば、IVB族から選ばれる遷移金属、具体的には、チタニウム(Ti)、ジルコニウム(Zr)、ハフニウム(Hf)に、シクロペンタジエニル基、置換シクロペンタジエニル基、インデニル基、置換インデニル基、テトラヒドロインデニル基、置換テトラヒドロインデニル基、フルオニル基またと置換フルオニル基が1ないし2個結合しているか、あるいは、これらのうちの二つの基が共有結合で架橋したものが結合しており、他に水素原子、酸素原子、ハロゲン原子、アルキル基、アルコキシ基、アリ−ル基、アセチルアセトナ−ト基、カルボニル基、窒素分子、酸素分子、ルイス塩基、ケイ素原子を含む置換基、不飽和炭化水素等の配位子を有するものを使用することができる。
また、上記において、有機アルミニウム化合物としては、アルキルアルミニウム、または鎖状あるいは環状アルミノキサン等を使用することができる。
ここで、アルキルアルミニウムとしては、例えば、トリエチルアルミニウム、トリイソブチルアルミニウム、ジメチルアルミニウムクロリド、ジエチルアルミニウムクロリド、メチルアルミニウムジクロリド、エチルアルミニウムジクロリド、ジメチルアルミニウムフルオリド、ジイソブチルアルミニウムハイドライド、ジエチルアルミニウムハイドライド、エチルアルミニウムセスキクロリド等を使用することができる。
また、鎖状あるいは環状アルミノキサンとしては、例えば、アルキルアルミニウムと水を接触させて生成することができる。
例えば、重合時に、アルキルアルミニウムを加えておき、後に水を添加するか、あるいは、錯塩の結晶水または有機・無機化合物の吸着水とアルキルアルミニウムとを反応させることで生成することができる。
次にまた、上記において、メタロセン触媒を担持させる無機物としては、例えば、シリカゲル、ゼオライト、珪素土等を使用することができる。
The ethylene / α-olefin copolymer polymerized using the metallocene catalyst will be described in more detail. Specifically, for example, a catalyst comprising a combination of a metallocene transition metal compound and an organoaluminum compound, that is, a metallocene catalyst ( An ethylene / α-olefin copolymer obtained by copolymerizing ethylene and α / olefin can be used.
In addition, said metallocene catalyst may be supported and used for an inorganic substance. In the above, examples of the metallocene transition metal compound include a transition metal selected from group IVB, specifically, titanium (Ti), zirconium (Zr), hafnium (Hf), cyclopentadienyl group, substituted cyclohexane. 1 to 2 of a pentadienyl group, an indenyl group, a substituted indenyl group, a tetrahydroindenyl group, a substituted tetrahydroindenyl group, a fluoronyl group, and a substituted fluorenyl group, or two of these groups Those covalently bonded are bonded, and in addition, hydrogen atom, oxygen atom, halogen atom, alkyl group, alkoxy group, aryl group, acetylacetonate group, carbonyl group, nitrogen molecule, oxygen molecule, Those having a ligand such as a Lewis base, a substituent containing a silicon atom, and an unsaturated hydrocarbon can be used. .
In the above, as the organoaluminum compound, alkylaluminum, chain or cyclic aluminoxane, or the like can be used.
Here, as the alkylaluminum, for example, triethylaluminum, triisobutylaluminum, dimethylaluminum chloride, diethylaluminum chloride, methylaluminum dichloride, ethylaluminum dichloride, dimethylaluminum fluoride, diisobutylaluminum hydride, diethylaluminum hydride, ethylaluminum sesquichloride. Etc. can be used.
The chain or cyclic aluminoxane can be produced, for example, by bringing alkyl aluminum into contact with water.
For example, it can be produced by adding alkylaluminum at the time of polymerization and adding water later, or by reacting crystallization water of a complex salt or adsorbed water of an organic / inorganic compound with alkylaluminum.
Next, in the above, as the inorganic material for supporting the metallocene catalyst, for example, silica gel, zeolite, silicon earth or the like can be used.
次に、上記において、重合方法としては、例えば、塊状重合、溶液重合、懸濁重合、気相重合等の各種の重合方法で行なうことができる。
また、上記の重合は、バッチ式あるいは連続式等のいずれの方法でもよい。
上記において、重合条件としては、重合温度、−100〜250℃、重合時間、5分〜10時間、反応圧力、常圧〜300Kg/cm2 位である。
更に、本発明において、エチレンと共重合されるコモノマ−であるα−オレフィンとしては、例えば、プロピレン、1−ブテン、3−メチル−1−ブテン、4−メチル−1−ペンテン、1−ヘキセン、1−オクテン、デセン等を使用することができる。
上記のα・オレフフィンは、単独で使用してもよく、また、2以上を組み合わせて使用することもできる。
また、上記のα−オレフフィンの混合比率は、例えば、1〜50重量%、望ましくは、10〜30重量%とすることが好ましい。
而して、本発明において、上記のメタロセン触媒を用いて重合したエチレン・α−オレフィン共重合体の物性は、例えば、分子量、5×103 〜5×106 、密度、0.890〜0.930g/cm3 、メルトフロ−レ−ト〔MFR〕、0.1〜50g/10分位である。
なお、本発明においては、上記のメタロセン触媒を用いて重合したエチレン−α・オレフィン共重合体には、例えば、酸化防止剤、紫外線吸収剤、帯電防止剤、アンチブロッキング剤、滑剤(脂肪酸アミド等)、難燃化剤、無機ないし有機充填剤、染料、顔料等を任意に添加して使用することができる。
Next, in the above, as the polymerization method, for example, various polymerization methods such as bulk polymerization, solution polymerization, suspension polymerization, and gas phase polymerization can be used.
In addition, the polymerization may be any method such as a batch method or a continuous method.
In the above, polymerization conditions are polymerization temperature, −100 to 250 ° C., polymerization time, 5 minutes to 10 hours, reaction pressure, normal pressure to 300 kg / cm 2 .
Further, in the present invention, examples of the α-olefin that is a comonomer copolymerized with ethylene include propylene, 1-butene, 3-methyl-1-butene, 4-methyl-1-pentene, 1-hexene, 1-octene, decene, etc. can be used.
The above α · olefin fin may be used alone or in combination of two or more.
Moreover, the mixing ratio of the above-mentioned α-olefin is, for example, 1 to 50% by weight, preferably 10 to 30% by weight.
Therefore, in the present invention, the physical properties of the ethylene / α-olefin copolymer polymerized using the metallocene catalyst are, for example, molecular weight, 5 × 10 3 to 5 × 10 6 , density, 0.890 to 0 930 g / cm 3 , melt flow rate [MFR], 0.1 to 50 g / 10 quantile.
In the present invention, the ethylene-α / olefin copolymer polymerized using the above metallocene catalyst includes, for example, an antioxidant, an ultraviolet absorber, an antistatic agent, an antiblocking agent, a lubricant (fatty acid amide, etc.). ), Flame retardants, inorganic or organic fillers, dyes, pigments and the like can be optionally added and used.
次に、本発明において、本発明に係るイ−ジ−ピ−ルシ−ラントを構成するシ−ル層を形成する樹脂として、ポリブチレンサクシネ−トとポリエチレン系樹脂との配合割合としては、前者50〜90重量部に対し後者10〜50重量部の配合割合、好ましくは、前者60〜80重量部に対し後者20〜40重量部の配合割合で混合してなる混合樹脂を使用することができる。
上記において、ポリブチレンサクシネ−トが、50重量部未満であると、シ−ル強度が低く出てしまう可能性があるということから好ましくなく、また、90重量部を超えると、イ−ジ−ピ−ル機能をはたさなくなり、シ−ルが完全シ−ルとなり、シ−ル強度が高すぎてしまうということから好ましくないものである。
また、上記において、低密度ポリエチレン系樹脂が、10重量部未満であると、イ−ジ−ピ−ル機能をはたさなくなり、シ−ルが完全シ−ルとなり、シ−ル強度が高すぎてしまうということから好ましくなく、また、50重量部を超えると、シ−ル強度が低く出てしまう可能性があるということから好ましくないものである。
Next, in the present invention, as the resin forming the seal layer constituting the easy-peel sealant according to the present invention, the blending ratio of polybutylene succinate and polyethylene resin is as follows: It is possible to use a mixed resin obtained by mixing 10 to 50 parts by weight of the latter with respect to 50 to 90 parts by weight of the former, preferably 20 to 40 parts by weight of the latter with respect to 60 to 80 parts by weight of the former. it can.
In the above, if the polybutylene succinate is less than 50 parts by weight, it is not preferable because the seal strength may be lowered, and if it exceeds 90 parts by weight, -It is not preferable because the seal function is not achieved, the seal is completely sealed, and the seal strength is too high.
In addition, in the above, when the low density polyethylene resin is less than 10 parts by weight, the easy peel function is not achieved, the seal is completely sealed, and the seal strength is high. It is not preferable because it is too much, and if it exceeds 50 parts by weight, it is not preferable because the seal strength may be lowered.
次に、本発明において、本発明に係るイ−ジ−ピ−ルシ−ラントを構成する樹脂組成物について更に詳しく説明すると、まず、本発明において、本発明に係るイ−ジ−ピ−ルシ−ラントを構成する基材層を形成する樹脂組成物としては、例えば、上記のポリブチレンサクシネ−トをビヒクルの主成分とし、これに、更に、必要ならば、その製膜化に際して、例えば、フィルムの加工性、耐熱性、耐候性、機械的性質、寸法安定性、抗酸化性、滑り性、離形性、難燃性、抗カビ性、電気的特性、強度、その他等を改良、改質する目的で、種々のプラスチック配合剤や添加剤等の1種ないし2種以上を任意に添加し、更に、要すれば、溶剤、希釈剤等を添加し、十分に混練して、本発明に係るイ−ジ−ピ−ルシ−ラントを構成する基材層を形成する樹脂組成物を調製することができる。 Next, in the present invention, the resin composition constituting the easy-peel sealant according to the present invention will be described in more detail. First, in the present invention, the easy-peel seal according to the present invention is described. As the resin composition for forming the base material layer constituting the runt, for example, the above polybutylene succinate is the main component of the vehicle. Improve and improve film processability, heat resistance, weather resistance, mechanical properties, dimensional stability, antioxidant properties, slip properties, mold release properties, flame retardancy, anti-mold properties, electrical properties, strength, etc. 1 to 2 or more of various plastic compounding agents and additives are optionally added for the purpose of quality control, and further, if necessary, a solvent, a diluent and the like are added and kneaded sufficiently to obtain the present invention. Forming a base material layer constituting the easy-peel sealant according to the present invention It can be prepared a resin composition.
次に、本発明に係るイ−ジ−ピ−ルシ−ラントを構成するシ−ル層を形成する樹脂組成物としては、例えば、ポリブチレンサクシネ−トとポリエチレン系樹脂とを、前者50〜90重量部に対し後者10〜50重量部の配合割合からなる混合樹脂をビヒクルの主成分とし、これに、更に、必要ならば、その製膜化に際して、例えば、フィルムの加工性、耐熱性、耐候性、機械的性質、寸法安定性、抗酸化性、滑り性、離形性、難燃性、抗カビ性、電気的特性、強度、その他等を改良、改質する目的で、種々のプラスチック配合剤や添加剤等の1種ないし2種以上を任意に添加し、更に、要すれば、溶剤、希釈剤等を添加し、十分に混練して、本発明に係るイ−ジ−ピ−ルシ−ラントを構成するシ−ル層を形成する樹脂組成物を調製することができる。 Next, as the resin composition for forming the seal layer constituting the easy-peel sealant according to the present invention, for example, polybutylene succinate and polyethylene resin are used in the former 50- The mixed resin composed of 10 to 50 parts by weight of the latter with respect to 90 parts by weight is used as the main component of the vehicle. Further, if necessary, when forming the film, for example, film processability, heat resistance, Various plastics for the purpose of improving and modifying weather resistance, mechanical properties, dimensional stability, antioxidant properties, slipping properties, mold release properties, flame retardancy, antifungal properties, electrical properties, strength, etc. 1 type or 2 or more types, such as a compounding agent and an additive, are added arbitrarily, Furthermore, a solvent, a diluent, etc. will be added if needed, and it will knead | knead well, and the easy-peel which concerns on this invention Preparing a resin composition for forming a seal layer constituting the luciferant; Kill.
なお、本発明において、上記の本発明に係るイ−ジ−ピ−ルシ−ラントを構成する各樹脂組成物において、上記のプラスチック配合剤や添加剤等としては、例えば、滑剤、架橋剤、酸化防止剤、紫外線吸収剤、光安定剤、充填剤、補強剤、帯電防止剤、難燃剤、耐炎剤、発泡剤、防カビ剤、顔料、染料、分散剤、界面活性剤、ブロッキング防止剤、その他等を使用することができ、更には、改質用樹脂等も使用することがてき、更に、その添加量としては、極く微量から数十重量%まで、その目的に応じて、任意に添加することができる。 In the present invention, in each of the resin compositions constituting the above-described easy-peel sealant according to the present invention, examples of the plastic compounding agent and additive include, for example, a lubricant, a crosslinking agent, an oxidizing agent. Inhibitors, UV absorbers, light stabilizers, fillers, reinforcing agents, antistatic agents, flame retardants, flame retardants, foaming agents, antifungal agents, pigments, dyes, dispersants, surfactants, antiblocking agents, etc. In addition, a modifying resin or the like can also be used, and the addition amount is arbitrarily added from a very small amount to several tens weight% depending on the purpose. can do.
更に、上記において、配合剤や添加剤等としては、具体的には、それ自身が滑性を有し、かつ、樹脂中における移行が少ない滑剤を使用することができ、例えば、流動パラフィン、白色ワセリン、石油系ワックス、マイクロクリスタリンワックス、モンタンワックス、ポリエチレンワックス等のワックス類、炭素数が8〜22の高級脂肪酸、または、高級脂肪酸アルミニウム、高級脂肪酸カルシウム、高級脂肪酸マグネシウム高級脂肪酸亜鉛、高級脂肪酸リチウム等の高級脂肪酸またはその金属塩、炭素数が8〜18の直鎖脂肪族1価アルコ−ル、グリセリン、ソルビト−ル、プロピレングリコ−ル、ペンタエリスリト−ル、トリエチレングリコ−ル等の脂肪族アルコ−ル類、炭素数が4〜22の高級脂肪酸と炭素数が8〜18の直鎖脂肪族1価アルコ−ルとのエステル類、アセチルクエン酸ドリブチル、アジピン酸ジ−2エチル−ヘキシル、アゼライン酸−n−ヘキシル、エタンジオ−ルモンタン酸エステル、ポリ(1.3−ブタンジオ−ルアジピン酸)エステル、アセチルリシノ−ル酸メチル、ポリ(1.3−ブチレングリコ−ル、1.4−ブチレングリコ−ル、アジピン酸オクチルアルコ−ル)エステル、糖ろう糖のアルコ−ルと脂肪酸とのエステル類、水添食用油脂、ひまし油、スパ−ムアセチワックス、アセチル化モノグリセライド糖のグリセライド類、炭素数が16〜18の例えばエチレンビスオレイルアミドに代表されるエチレンビス脂肪酸アミド、炭素数が8〜22の高級脂肪酸アミド、ステアリルエルカアミド、エルカ酸アミド、オレイルパルミトアミド等の高級脂肪酸アミド類、その他、メチルヒドロジエンポリシロキサン、ジメチルポリシロキサン、メチルフェニルポリシロキサン、ポリオキシアルキレン・ジメチルポリシロキサン等のシリコ−ン油ヤロジンやマレイン酸変性ロジンのグリセリンエステル等の1種ないし2種以上を使用することができる。
なお、本発明においては、上記のような滑剤の中でも、特に、エルカ酸アミドやエチレンビスオレイルアミド、ステアリン酸アミド、オレイン酸アミド、メチレンビスステアリン酸アミド等は、それ自身が滑性をもち、極めて有効な材料である。
上記の滑剤の添加量としては、樹脂成分に対し0.08重量%〜10.0重量%位の割合で添加することが好ましいものである。
Furthermore, in the above, as the compounding agent or additive, specifically, a lubricant having its own lubricity and little migration in the resin can be used. For example, liquid paraffin, white Vaseline, petroleum wax, microcrystalline wax, montan wax, polyethylene wax and the like, higher fatty acids having 8 to 22 carbon atoms, or higher fatty acid aluminum, higher fatty acid calcium, higher fatty acid magnesium higher fatty acid zinc, higher fatty acid lithium Higher fatty acids or metal salts thereof, linear aliphatic monohydric alcohols having 8 to 18 carbon atoms, glycerin, sorbitol, propylene glycol, pentaerythritol, triethylene glycol, etc. Aliphatic alcohols, higher fatty acids having 4 to 22 carbon atoms and straight chain aliphatics having 8 to 18 carbon atoms Esters with polyhydric alcohols, butyl acetyl citrate, di-2-ethyl-hexyl adipate, azelaic acid-n-hexyl, ethanediol montanate, poly (1.3-butanediol adipate) ester, acetylricino Methyl ester, poly (1.3-butylene glycol, 1.4-butylene glycol, octyl alcohol adipic acid) ester, ester of sugar sugar sugar and fatty acid, hydrogenated Edible fats and oils, castor oil, spam acetyl wax, glycerides of acetylated monoglyceride sugar, ethylene bis-fatty acid amide represented by, for example, ethylene bisoleyl amide having 16 to 18 carbon atoms, higher fatty acid amide having 8 to 22 carbon atoms , Stearyl erucamide, erucic acid amide, oleyl palmitoamide, etc. 1 to 2 types of fatty acid amides, and others such as methylhydrodiene polysiloxane, dimethyl polysiloxane, methylphenyl polysiloxane, silicone oil jarodine such as polyoxyalkylene dimethylpolysiloxane, and glycerin ester of maleic acid modified rosin The above can be used.
In the present invention, among the lubricants as described above, erucic acid amide, ethylene bis oleyl amide, stearic acid amide, oleic acid amide, methylene bis stearic acid amide, etc., are themselves slippery, It is a very effective material.
As the addition amount of the above-mentioned lubricant, it is preferable to add at a ratio of about 0.08 wt% to 10.0 wt% with respect to the resin component.
また、本発明においては、その他、例えば、酸化アルミニウム、酸化マグネシウム、シリカ、酸化カルシウム、酸化チタン、酸化亜鉛等の酸化物、水酸化アルミニウム、水酸化マグネシウム、水酸化カルシウム等の水酸化物、炭酸マグネシウム、炭酸カルシウム等の炭酸塩、硫酸カルシウム、硫酸バリウム等の硫酸塩、ケイ酸マグネシウム、ケイ酸アルミニウム、ケイ酸カルシウム、アルミノケイ酸等のケイ酸塩、その他、カオリン、タルク、けいそう土等の無機化合物系のブロッキング防止剤、あるいは、高密度ポリエチレン、分子量300000以上の超高分子ポリエチレン、ポリプロピレン、ポリカ−ボネ−ト、ポリアミド、ポリエステル、メラミン樹脂、ジアリルフタレ−ト樹脂、アクリル系樹脂、その他等の微粉末等からなる有機化合物系のブロッキング防止剤の1種ないし2種以上を添加することができる。
その添加量としては、樹脂成分に対し0.01〜3重量%位が好ましい。
なお、本発明において、本発明に係るイ−ジ−ピ−ルシ−ラントを構成するシ−ル層を形成する樹脂組成物としては、上記のポリブチレンサクシネ−トとポリエチレン系樹脂とを、前者50〜90重量部に対し後者10〜50重量部の配合割合からなる混合樹脂をビヒクルの主成分とする他、特に、その両者の相溶化剤あるいは柔軟性付与剤等として、例えば、スチレン−ブタジエン−スチレンブロックコポリマ−(SBS)、スチレン−イソプレン−スチレンブロックコポリマ−(SIS)、スチレン−エチレン−ブチレン−スチレンブロックコポリマ−(SEBS)等のポリスチレン系熱可塑性エラストマ−を添加することが好ましいものである。
その添加量としては、混合樹脂成分に対し10〜20重量%位が好ましい。
In the present invention, other oxides such as aluminum oxide, magnesium oxide, silica, calcium oxide, titanium oxide, and zinc oxide; hydroxides such as aluminum hydroxide, magnesium hydroxide, and calcium hydroxide; Carbonates such as magnesium and calcium carbonate, sulfates such as calcium sulfate and barium sulfate, silicates such as magnesium silicate, aluminum silicate, calcium silicate and aluminosilicate, and others such as kaolin, talc and diatomaceous earth Anti-blocking agent based on inorganic compounds, or high density polyethylene, ultra-high molecular weight polyethylene having a molecular weight of 300000 or more, polypropylene, polycarbonate, polyamide, polyester, melamine resin, diallyl phthalate resin, acrylic resin, etc. Organic consisting of fine powder It one free of compounds based antiblocking agents can be added two or more.
The addition amount is preferably about 0.01 to 3% by weight with respect to the resin component.
In the present invention, as the resin composition for forming the seal layer constituting the easy-peel sealant according to the present invention, the above-mentioned polybutylene succinate and polyethylene resin are used. In addition to using a mixed resin having a blending ratio of 10 to 50 parts by weight of the latter with respect to 50 to 90 parts by weight of the former as a main component of the vehicle, in particular, as a compatibilizer or flexibility imparting agent for both, for example, styrene- It is preferable to add a polystyrene-based thermoplastic elastomer such as butadiene-styrene block copolymer (SBS), styrene-isoprene-styrene block copolymer (SIS), styrene-ethylene-butylene-styrene block copolymer (SEBS), etc. It is.
The addition amount is preferably about 10 to 20% by weight relative to the mixed resin component.
次に、本発明において、上記のような各樹脂組成物を使用して、本発明に係るイ−ジ−ピ−ルシ−ラントを製造する方法について説明すると、本発明においては、まず、上記のように各樹脂組成物を調製し、次いで、その樹脂組成物を使用し、それらの樹脂組成物を、例えば、Tダイ共押出機、インフレ−ション共押出機等を使用して共押出成形して、本発明に係るイ−ジ−ピ−ルシ−ラントを製造することができるものである。 Next, in the present invention, a method for producing an easy-peel sealant according to the present invention using each of the resin compositions as described above will be described. Each resin composition is prepared as described above, and then the resin composition is used, and the resin composition is co-extruded using, for example, a T-die co-extruder or an inflation co-extruder. Thus, the easy-peel sealant according to the present invention can be manufactured.
而して、本発明において、上記のような各樹脂組成物を使用し、本発明に係るイ−ジ−ピ−ルシ−ラントを製造する具体的方法について説明すると、本発明においては、まず、前述のように、本発明に係るイ−ジ−ピ−ルシ−ラントを構成する基材層を形成する樹脂組成物と、本発明に係るイ−ジ−ピ−ルシ−ラントを構成するシ−ル層を形成する樹脂組成物とを調製し、次いで、その2種類の樹脂組成物を使用し、これらを、例えば、Tダイ共押出機、インフレ−ション共押出機等を使用して共押出成形して、少なくとも基材層とシ−ル層との2層の共押出積層フィルムからなり、更に、上記の基材層を、ポリブチルサクシネ−トを主成分とする樹脂組成物による樹脂層で構成し、また、上記のシ−ル層を、ポリブチルサクシネ−トとポリエチレン系樹脂とを、前者50〜90重量部に対し後者10〜50重量部の配合割合からなる混合物を主成分とする樹脂組成物による樹脂層で構成し、その両樹脂層の共押出積層フィルムからなるイ−ジ−ピ−ルシ−ラントを製造することができる。
上記の例示は、本発明に係るイ−ジ−ピ−ルシ−ラントの製造法についてその一例を例示したものであり、本発明は、これに限定されるものではないものである。
なお、本発明においては、本発明に係るイ−ジ−ピ−ルシ−ラントとしては、その使用目的、用途等によって、他の材料を使用し、これを任意に共押出積層して、種々の形態からなる共押出多層積層樹脂フィルムを設計して製造することができるものである。
Thus, in the present invention, a specific method for producing an easy-peel sealant according to the present invention using each resin composition as described above will be described. In the present invention, first, As described above, the resin composition forming the base material layer constituting the easy-peel sealant according to the present invention, and the seal constituting the easy-peel sealant according to the present invention. And then using the two resin compositions, which are co-extruded using, for example, a T-die co-extruder, an inflation co-extruder, etc. A resin composed of a resin composition comprising at least two coextruded laminated films of a base material layer and a seal layer, and the base material layer comprising polybutyl succinate as a main component. The above-mentioned seal layer is composed of polybutyl succinate and poly Tylene-based resin is composed of a resin layer composed of a resin composition mainly composed of a mixture of 10 to 50 parts by weight of the latter with respect to the former 50 to 90 parts by weight, An easy-peel sealant comprising:
The above illustration is an example of the method for producing an easy-peel sealant according to the present invention, and the present invention is not limited to this.
In the present invention, as the easy-peel sealant according to the present invention, other materials are used depending on the purpose of use, application, etc., and these are optionally coextruded and laminated. A coextruded multilayer laminated resin film having a shape can be designed and manufactured.
次に、本発明において、本発明に係るイ−ジ−ピ−ルシ−ラントの膜厚としては、約11μm〜90μm位、好ましくは、23μm〜60μm位が望ましいものである。
而して、本発明に係るイ−ジ−ピ−ルシ−ラントにおいて、該イ−ジ−ピ−ルシ−ラントを構成する各層の膜厚としては、まず、基材層としては、膜厚10μm〜50μm、好ましくは、20μm〜40μm位、また、シ−ル層としては、膜厚1μm〜40μm、好ましくは、3μm〜20μm位の範囲からなることが好ましいものである。
上記において、本発明に係るイ−ジ−ピ−ルシ−ラントを構成する各層の膜厚として、まず、基材層の膜厚として、膜厚10μm未満であると、製膜安定性の観点から好ましくなく、また、膜厚50μmを越えると、製膜安定性を有するが、材料コスト、減量化、環境問題に反すること(オ−バ−スペック)等の理由から好ましくないものである。
次に、シ−ル層の膜厚として、膜厚1μm未満であると、剥離界面は美麗であるが、線シ−ル突起フランジを有する容器へのシ−ルが不安定となること等の理由から好ましくなく、また、膜厚40μmを越えると、線シ−ルや突起フランジを有する容器へのシ−ルが安定するが、剥離界面がきたなくなること等の理由から好ましくないものである。
Next, in the present invention, the film thickness of the easy-peel sealant according to the present invention is about 11 μm to 90 μm, preferably about 23 μm to 60 μm.
Thus, in the easy-peel sealant according to the present invention, as the film thickness of each layer constituting the easy-peel sealant, first, as the base material layer, the film thickness is 10 μm. ˜50 μm, preferably 20 μm to 40 μm, and the seal layer preferably has a thickness of 1 μm to 40 μm, preferably 3 μm to 20 μm.
In the above, as the film thickness of each layer constituting the easy-peel sealant according to the present invention, first, the film thickness of the base material layer is less than 10 μm from the viewpoint of film formation stability. If the film thickness exceeds 50 μm, the film formation stability is obtained, but it is not preferable for reasons such as material cost, weight reduction, and environmental problems (over spec).
Next, if the thickness of the seal layer is less than 1 μm, the peeling interface is beautiful, but the seal to the container having the wire seal projection flange becomes unstable. It is not preferable for the reason, and when the film thickness exceeds 40 μm, the seal to the container having the wire seal and the protruding flange is stabilized, but it is not preferable for the reason that the peeling interface disappears.
而して、本発明において、上記の本発明に係るイ−ジ−ピ−ルシ−ラントを構成する基材層は、以上のような構成により、蓋材等としての強度、裂け耐性、いわゆる、腰に大きく寄与する等の作用効果を奏するものであり、また、本発明に係るイ−ジ−ピ−ルシ−ラントを構成するシ−ル層は、以上のような構成により、シ−ル強度(剥離強度)、剥離状態(剥離界面の美麗性)、利便性等の作用効果を奏するものである。
更に、上記の本発明に係るイ−ジ−ピ−ルシ−ラントは、生分解性を備え、自然環境中に廃棄されても、微生物等により分解され、自然環境を保全し得るものである。
Thus, in the present invention, the base material layer constituting the above-described easy-peel sealant according to the present invention has the above-described structure, strength as a cover material, tear resistance, so-called The seal layer which constitutes the easy peel sealant according to the present invention has an effect such as greatly contributing to the waist. There are effects such as (peel strength), peel state (beauty of the peel interface), convenience, and the like.
Furthermore, the above-described easy-peel sealant according to the present invention has biodegradability, and even when discarded in the natural environment, it can be decomposed by microorganisms and the like to preserve the natural environment.
以上の説明で明らかなように、本発明に係るイ−ジ−ピ−ルシ−ラントは、密閉性に優れていると共に易開封性に優れたヒ−トシ−ル性樹脂層としての性能を有し、包装用材料を構成するヒ−トシ−ル性材料として作用するものであり、更に、生分解性を備え、自然環境中に廃棄されても、微生物等により分解され、自然環境を保全し得るものである。
而して、本発明に係るイ−ジ−ピ−ルシ−ラントは、これと、生分解性プラスチックフィルム等の他の基材シ−ト、紙基材、他の酸素ガスあるいは水蒸気等の透過を阻止するバリア性基材、セロハン、織布ないし不織布、ガラス板、その他等の種々の基材シ−トの1種ないし2種以上と任意に積層して、種々の形態からなる積層材を製造し、而して、該積層材を蓋材を構成する包装用材料、その他等の用途に適用し得るものである。
特に、本発明に係るイ−ジ−ピ−ルシ−ラントは、ヒ−トシ−ル材として、ヒ−トシ−ル性に優れ、その密封性を十分に満足し得るものであって、内容物の品質の保護、保存期間の延長、その他等の要請を充足すると共に、更に、イ−ジ−ピ−ル性に優れ、消費時に蓋材等を容易に開封することができる易開封性を有し、更に、剥離界面において糸引等の現象は認められない極めて美麗な剥離界面を形成し得るものであり、各種のプラスチック成形容器用蓋材等に適用することができるものである。
As is apparent from the above description, the easy-peel sealant according to the present invention has a performance as a heat-sealable resin layer that is excellent in hermeticity and easy to open. In addition, it acts as a heat-sealable material that constitutes packaging materials, and is biodegradable, and even if discarded in the natural environment, it is decomposed by microorganisms and the like to preserve the natural environment. To get.
Thus, the easy-peel sealant according to the present invention is permeable to other substrate sheets such as biodegradable plastic films, paper substrates, other oxygen gas or water vapor. Laminated with various forms by arbitrarily laminating one or more kinds of various base sheet such as a barrier base material, cellophane, woven or non-woven fabric, glass plate, etc. Manufacture, and thus, the laminated material can be applied to uses such as a packaging material constituting the lid material, and the like.
In particular, the easy-peel sealant according to the present invention is excellent in heat sealability as a heat seal material and can sufficiently satisfy its sealing property. In addition to satisfying the requirements of quality protection, extension of storage period, etc., it also has excellent easy-peel properties and has an easy-opening property that allows easy opening of lids, etc. when consumed. Furthermore, it is possible to form a very beautiful peeling interface in which no phenomenon such as stringing is observed at the peeling interface, and it can be applied to various plastic molding container lids and the like.
次に、本発明において、上記の本発明に係るイ−ジ−ピ−ルシ−ラントを使用した本発明に係る積層材について更に詳しく説明すると、まず、上記の積層材の製造法としては、例えば、プライマ−剤層あるいはラミネ−ト用接着剤層等を介して、生分解性プラスチックチフィルム等の所望の基材シ−トを任意に積層するドライラミネ−ト積層法、または、プライマ−剤層あるいはアンカ−コ−ト剤層等を介して、各種の樹脂等を溶融押出して所望の基材シ−トを任意に積層する押出ラミネ−ト積層法、その他等の積層法を用いて、種々の形態からなる積層材を製造することができる。
而して、本発明においては、上記のような積層材を、例えば、蓋材を製造する包装用材料、その他等として使用するものである。
Next, in the present invention, the laminate material according to the present invention using the above-described easy-peel sealant according to the present invention will be described in more detail. First, as a method for producing the above laminate material, for example, Dry laminate lamination method or primer agent layer in which a desired substrate sheet such as a biodegradable plastic film is arbitrarily laminated via a primer agent layer or a laminating adhesive layer, etc. Alternatively, various types of laminating methods such as an extrusion laminating method in which various kinds of resins are melt-extruded through an anchor coating agent layer and the desired base sheet is arbitrarily laminated, and other laminating methods are used. The laminated material which consists of these forms can be manufactured.
Thus, in the present invention, the laminated material as described above is used as, for example, a packaging material for producing a lid material, or the like.
而して、本発明において、上記の本発明に係る積層材を構成する基材シ−トについて説明すると、かかる基材シ−トとしては、これが、包装用袋あるいは蓋材等を構成するを基本ないし補助素材となることから、機械的、物理的、化学的、その他等において優れた性質を有し、強度、強靱性等に優れ、更に、耐熱性、防湿性、耐ピンホ−ル性、耐突き刺し性、透明性、その他等に優れた樹脂のフィルムないしシ−トを使用することができる。
具体的には、例えば、ポリカプロラクトン(PCL)、ポリブチレンサクシネ−ト(PBS)、ポリ乳酸(PLA)、または、ポリ3−ヒドロキシ酪酸(PHB)等の脂肪族ポリエステル、脂肪族ポリエステルとポリアミドとの共重合体(CPAE)、エステル結合を含む脂肪族ポリウレタン、エステル結合が導入されたビニル系ポリマ−、または、脂肪族ポリカ−ボネ−ト等のエステル結合以外の結合をも含む脂肪族ポリエステル、汎用プラスチックと脂肪族ポリエステルからなるブレンド体、でんぷん系等の天然高分子、水溶性のポリビニルアルコ−ル(PVA)、プルラン、その他等の各種の生分解性樹脂を使用し、これを製膜化した生分解性樹脂のフィルムないしシ−トを使用することができる。
本発明において、上記の生分解性樹脂のフィルムないしシ−トとしては、例えば、上記の各種の生分解性樹脂の1種ないしそれ以上を使用し、押し出し法、キャスト成形法、Tダイ法、切削法、インフレ−ション法、その他等の製膜化法を用いて、上記の各種の生分解性樹脂を単独で製膜化する方法、あるいは、2種以上の各種の生分解性樹脂を使用して多層共押し出し製膜化する方法、更には、2種以上の生分解性樹脂を使用し、製膜化する前に混合して製膜化する方法等により、各種の生分解性樹脂のフィルムないしシ−トを製造し、更に、要すれば、例えば、テンタ−方式、あるいは、チュ−ブラ−方式等を利用して1軸ないし2軸方向に延伸してなる各種の生分解性樹脂のフィルムないしシ−トを使用することができる。
本発明において、各種の生分解性樹脂のフィルムないしシ−トの膜厚としては、6〜200μm位、より好ましくは、9〜100μm位が望ましい。
Thus, in the present invention, the base material sheet constituting the laminated material according to the present invention will be described. As the base material sheet, this constitutes a packaging bag or a lid material. Since it becomes a basic or auxiliary material, it has excellent properties in mechanical, physical, chemical, etc., excellent in strength, toughness, etc., and further, heat resistance, moisture resistance, pinhole resistance, A resin film or sheet excellent in puncture resistance, transparency, etc. can be used.
Specifically, for example, polycaprolactone (PCL), polybutylene succinate (PBS), polylactic acid (PLA), or aliphatic polyester such as poly-3-hydroxybutyric acid (PHB), aliphatic polyester and polyamide Copolymer (CPAE), aliphatic polyurethane containing an ester bond, vinyl polymer introduced with an ester bond, or aliphatic polyester containing a bond other than an ester bond such as an aliphatic polycarbonate , Blends of general-purpose plastics and aliphatic polyesters, starch-based natural polymers, water-soluble polyvinyl alcohol (PVA), pullulan, and other biodegradable resins, etc. A biodegradable resin film or sheet can be used.
In the present invention, as the biodegradable resin film or sheet, for example, one or more of the various biodegradable resins described above are used, and an extrusion method, a cast molding method, a T-die method, Using a film-forming method such as a cutting method, an inflation method, or the like, the above-mentioned various biodegradable resins are formed alone, or two or more types of biodegradable resins are used. The method of forming a multi-layer coextrusion film, further using two or more types of biodegradable resin, mixing the film before forming the film, etc. Various biodegradable resins produced by producing a film or a sheet and, if necessary, extending in a uniaxial or biaxial direction using, for example, a tenter method or a tuber method These films or sheets can be used.
In the present invention, the film thickness of various biodegradable resin films or sheets is preferably about 6 to 200 μm, more preferably about 9 to 100 μm.
また、本発明において、上記の基材シ−トとしては、具体的には、例えば、ポリエステル系樹脂、ポリアミド系樹脂、ポリアラミド系樹脂、ポリエチレン系樹脂、ポリプロピレン系樹脂、ポリカ−ボネ−ト系樹脂、ポリアセタ−ル系樹脂、フッ素系樹脂、その他等の各種の樹脂のフィルムないしシ−トを使用することができる。
而して、上記の樹脂のフィルムないしシ−トとしては、未延伸フィルム、あるいは一軸方向または二軸方向に延伸した延伸フィルム等のいずれのものでも使用することができる。
また、本発明において、その樹脂のフィルムないしシ−トの厚さとしては、強度、耐突き刺し性、剛性、その他等について必要最低限に保持され得る厚さであればよく、厚すぎると、コストを上昇するとい欠点もあり、逆に、薄すぎると、強度、耐突き刺し性、剛性、その他等が低下して好ましくないものである。
本発明においては、上記のような理由から、約10μmないし100μm位、好ましくは、約12μmないし50μm位が最も望ましい。
而して、本発明においては、上記のような樹脂のフィルムないしシ−トの中でも、特に、厚さ9μm〜30μm位の二軸延伸ポリエステル系樹脂、二軸延伸ポリアミド系樹脂、または、二軸延伸ポリプロピレン系樹脂のフィルムを使用することが好ましいものである。
In the present invention, as the above-mentioned base sheet, specifically, for example, polyester resin, polyamide resin, polyaramid resin, polyethylene resin, polypropylene resin, polycarbonate resin A film or sheet of various resins such as polyacetal resin, fluorine resin, and the like can be used.
Thus, as the resin film or sheet, any of an unstretched film or a stretched film stretched in a uniaxial direction or a biaxial direction can be used.
In the present invention, the thickness of the resin film or sheet may be a thickness that can be kept to the minimum necessary for strength, puncture resistance, rigidity, and the like. On the other hand, if it is too thin, the strength, puncture resistance, rigidity, etc. are lowered, which is not preferable.
In the present invention, for the reasons described above, about 10 μm to 100 μm, preferably about 12 μm to 50 μm is most desirable.
Thus, in the present invention, among the above-described resin films or sheets, in particular, a biaxially stretched polyester resin having a thickness of about 9 to 30 μm, a biaxially stretched polyamide resin, or a biaxial It is preferable to use a film of stretched polypropylene resin.
更に、本発明において、本発明に係るイ−ジ−ピ−ルシ−ラントと積層する基材シ−トとしては、前述のような樹脂のフィルムないしシ−トの他に、例えば、賦型性、耐屈曲性、剛性等を持たせるものとして、例えば、強サイズ性の晒または未晒の紙基材、あるいは純白ロ−ル紙、クラフト紙、板紙、加工紙等の紙基材、その他等を積層することができる。
上記において、紙層を構成する紙基材としては、坪量約80〜600g/m2 位のもの、好ましくは、坪量約100〜450g/m2 位のものを使用することが望ましい。
勿論、本発明においては、紙層を構成する紙基材と、上記に挙げた基材フィルムとしての各種の樹脂のフィルムないしシ−ト等を併用して使用することができる。
Further, in the present invention, as the base material sheet laminated with the easy-peel sealant according to the present invention, in addition to the resin film or sheet as described above, for example, moldability For example, a paper substrate such as a highly sized bleached or unbleached paper substrate, or pure white roll paper, kraft paper, paperboard, processed paper, etc. Can be laminated.
In the above, as the paper substrate constituting the paper layer, it is desirable to use a material having a basis weight of about 80 to 600 g / m 2 , preferably a basis weight of about 100 to 450 g / m 2 .
Of course, in the present invention, the paper base material constituting the paper layer and various resin films or sheets as the base film mentioned above can be used in combination.
次にまた、本発明において、上記の本発明に係るイ−ジ−ピ−ルシ−ラントと積層する他の基材シ−トとしては、例えば、太陽光等の光を遮光する性質、あるいは、水蒸気、水、酸素等のガス等を透過しない性質等を有する材料、その他を使用することができ、これは、単体の基材でもよく、あるいは二種以上の基材を組み合わせてなる複合基材等であってもよい。
具体的には、例えば、バリア−性を有する酸化珪素、酸化アルミニュウム等の無機酸化物の蒸着膜を有する樹脂のフィルム、水蒸気、水等のバリア−性を有する低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレン、直鎖状低密度ポリエチレン、ポリプロピレン、エチレン−プロピレン共重合体等の樹脂のフィルムないしシ−ト、ガスバリア−性を有するポリビニルアルコ−ル、エチレン−酢酸ビニル共重合体ケン化物、ナイロンMXD6等の樹脂のフィルムないしシ−ト、樹脂に顔料等の着色剤を、その他、所望の添加剤を加えて混練してフィルム化してなる遮光性を有する各種の着色樹脂のフィルムないしシ−ト等を使用することができる。
これらの材料は、一種ないしそれ以上を組み合わせて使用することができる。 上記のフィルムないしシ−トの厚さとしては、任意であるが、通常、5μmないし300μm位、更には、10μmないし100μm位が望ましい。
Next, in the present invention, as another base material sheet laminated with the above-described easy peel sealant according to the present invention, for example, the property of shielding light such as sunlight, or A material having the property of not allowing permeation of gas such as water vapor, water, oxygen, and the like can be used. This may be a single base material or a composite base material formed by combining two or more base materials. Etc.
Specifically, for example, a resin film having a deposited film of an inorganic oxide such as silicon oxide or aluminum oxide having a barrier property, low density polyethylene having a barrier property such as water vapor or water, medium density polyethylene, high Films or sheets of resin such as density polyethylene, linear low density polyethylene, polypropylene, ethylene-propylene copolymer, polyvinyl alcohol having gas barrier properties, saponified ethylene-vinyl acetate copolymer, nylon MXD6 Films or sheets of resin, etc., and various colored resin films or sheets having light-shielding properties obtained by adding a colorant such as a pigment to the resin and adding a desired additive to knead to form a film Can be used.
These materials can be used alone or in combination. The thickness of the film or sheet is arbitrary, but is usually about 5 μm to 300 μm, more preferably about 10 μm to 100 μm.
更に、上記において、無機酸化物の蒸着膜としては、厚さ50Åないし2000Å位のものを使用することができる。
また、上記の蒸着膜を支持する樹脂のフィルムとしては、例えば、ポリエステルフィルム、ポリアミドフィルム、ポリオレフィンフィルム、ポリ塩化ビニルフィルム、ポリカ−ボネ−トフィルム、ポリ塩化ビニリデンフィルム、ポリビニルアルコ−ルフィルム、エチレン−酢酸ビニル共重合体ケン化物フィルム、その他等を使用することができる。
Further, in the above, a deposited film of inorganic oxide having a thickness of about 50 mm to 2000 mm can be used.
Examples of the resin film that supports the vapor deposition film include polyester film, polyamide film, polyolefin film, polyvinyl chloride film, polycarbonate film, polyvinylidene chloride film, polyvinyl alcohol film, and ethylene-acetic acid. A vinyl copolymer saponified film, etc. can be used.
なお、上記において、上記の無機酸化物の蒸着膜層を構成する無機酸化物としては、例えば、ケイ素酸化物(SiOx )、酸化アルミニウム、酸化インジウム、酸化スズ、酸化ジルコニウム等を使用することができる。
更に、本発明においては、無機酸化物としては、一酸化ケイ素と二酸化ケイ素との混合物、あるいはケイ素酸化物と酸化アルミニウムとの混合物であってもよい。
而して、本発明において、無機酸化物の薄膜層を形成する方法としては、イオンビ−ム法、電子ビ−ム法等の真空蒸着法、スパッタリング法等によって蒸着膜を構成することによって形成することができる。
上記において、無機酸化物の薄膜層の厚さとしては、十分なバリア−性を得るために、通常、50Å〜2000Å位であることが好ましく、特に、本発明においては、100Å〜1500Å位が望ましい。
上記において、無機酸化物の薄膜層の厚さが、1500Åを超えると、特に、2000Åを超えると、無機酸化物の薄膜層にクラック等が入りやすくなり、それによりバリア−性が低下するという危険性があると共に、材料コストが高くなるという問題点であるので好ましくはなく、また、50Å未満、特に、100Å未満では、その効果が認められることが困難であり、好ましくない。
In the above, as the inorganic oxide constituting the vapor-deposited film layer of the inorganic oxide, for example, silicon oxide (SiO x ), aluminum oxide, indium oxide, tin oxide, zirconium oxide or the like may be used. it can.
Furthermore, in the present invention, the inorganic oxide may be a mixture of silicon monoxide and silicon dioxide, or a mixture of silicon oxide and aluminum oxide.
Thus, in the present invention, the inorganic oxide thin film layer is formed by forming a deposited film by a vacuum deposition method such as an ion beam method or an electron beam method, a sputtering method, or the like. be able to.
In the above, the thickness of the thin film layer of the inorganic oxide is usually preferably about 50 to 2000 mm in order to obtain a sufficient barrier property, and particularly preferably about 100 to 1500 mm in the present invention. .
In the above, when the thickness of the inorganic oxide thin film layer exceeds 1500 mm, particularly when it exceeds 2000 mm, the inorganic oxide thin film layer is liable to crack and the like, thereby reducing the barrier property. It is not preferable because it is problematic and the material cost becomes high, and less than 50 mm, particularly less than 100 mm, it is difficult to recognize the effect, which is not preferable.
次にまた、本発明において、本発明に係るイ−ジ−ピ−ルシ−ラントに積層する他の基材シ−トとしては、充填包装する内容物中に含まれる香料成分等の吸着が少なく保香性に富み、更に、変味、異臭等を生じない性質を有する樹脂のフィルムないしシ−トを使用することができる。
具体的には、例えば、ポリアクリル系樹脂、ポリメタクリル系樹脂、ポリアクリロニトリル系樹脂、ポリメタクリロニトリル系樹脂、ポリスチレン系樹脂、ポリカ−ボネ−ト系樹脂、ポリエチレンテレフタレ−ト系樹脂若しくはそのエチレン成分および/またはテレフタレ−ト成分の一部を他のジまたはたその以上の多価アルコ−ル成分またはジカルボン酸成分で共重合ないし変性した樹脂あるいはポリエチレンナフタレ−ト系樹脂等のポリエステル系樹脂、ポリアミド系樹脂、エチレン−酢酸ビニル共重合体のケン化物、ポリビニルアルコ−ル系樹脂、ポリ塩化ビニル系樹脂、ポリ塩化ビニリデン系樹脂、その他等の樹脂のフィルムないしシ−トを使用することができる。
而して、本発明においては、上記の樹脂のフィルムないしシ−トの中でも、保香性を有すると共に酸素ガスあるいは水蒸気等に対するバリア性を有する樹脂のフィルムないしシ−トを使用することが望ましく、具体的には、例えば、エチレン−酢酸ビニル共重合体のケン化物、ポリアミド系樹脂、ポリアクリロニトリル系樹脂、または、ポリエステル系樹脂等からなる保香性、バリア性等に富む樹脂のフィルムないしシ−トを使用することが望ましいものである。
Next, in the present invention, as the other base material sheet laminated on the easy-peel sealant according to the present invention, there is little adsorption of a fragrance component contained in the contents to be filled and packaged. It is possible to use a resin film or sheet having a high aroma retaining property and a property that does not cause a taste change or a strange odor.
Specifically, for example, polyacrylic resin, polymethacrylic resin, polyacrylonitrile resin, polymethacrylonitrile resin, polystyrene resin, polycarbonate resin, polyethylene terephthalate resin or the like Resin obtained by copolymerizing or modifying a part of ethylene component and / or terephthalate component with other di- or higher polyhydric alcohol component or dicarboxylic acid component, or polyester such as polyethylene naphthalate resin Use films or sheets of resins such as resins, polyamide resins, saponified ethylene-vinyl acetate copolymers, polyvinyl alcohol resins, polyvinyl chloride resins, polyvinylidene chloride resins, etc. Can do.
Therefore, in the present invention, among the above-described resin films or sheets, it is desirable to use a resin film or sheet having a fragrance retaining property and a barrier property against oxygen gas or water vapor. Specifically, for example, a saponified ethylene-vinyl acetate copolymer, a polyamide-based resin, a polyacrylonitrile-based resin, a polyester-based resin, or the like is used as a resin film or a film having excellent aroma retention and barrier properties. -It is desirable to use
更にまた、本発明においては、通常、包装用容器、蓋材等は、物理的にも化学的にも過酷な条件におかれることから、包装用容器を構成する包装材料には、厳しい包装適性が要求され、変形防止強度、落下衝撃強度、耐ピンホ−ル性、耐熱性、密封性、品質保全性、作業性、衛生性、その他等の種々の条件が要求され、このために、本発明においては、上記のような諸条件を充足する材料を任意に選択して使用することができる。
具体的には、例えば、低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレン、線状低密度ポリエチレン、ポリプロピレン、エチレン−プロピレン共重合体、エチレン−酢酸ビニル共重合体、アイオノマ−樹脂、エチレン−アクリル酸エチル共重合体、エチレン−アクリル酸またはメタクリル酸共重合体、メチルペンテンポリマ−、ポリブテン系樹脂、ポリ塩化ビニル系樹脂、ポリ酢酸ビニル系樹脂、ポリ塩化ビニリデン系樹脂、塩化ビニル−塩化ビニリデン共重合体、ポリ(メタ)アクリル系樹脂、ポリアクリルニトリル系樹脂、ポリスチレン系樹脂、アクリロニトリル−スチレン共重合体(AS系樹脂)、アクリロニトリル−ブタジェン−スチレン共重合体(ABS系樹脂)、ポリエステル系樹脂、ポリアミド系樹脂、ポリカ−ボネ−ト系樹脂、ポリビニルアルコ−ル系樹脂、エチレン−酢酸ビニル共重合体のケン化物、フッ素系樹脂、ジエン系樹脂、ポリアセタ− ル系樹脂、ポリウレタン系樹脂、ニトロセルロ−ス、その他等の公知の樹脂のフィルムないしシ−トから任意に選択して使用することができる。
その他、例えば、セロハン等のフィルム、合成紙等も使用することができる。
本発明において、上記のフィルムないしシ−トは、未延伸、一軸ないし二軸方向に延伸されたもの等のいずれのものでも使用することができる。
また、その厚さは、任意であるが、数μmから300μm位の範囲から選択して使用することができる。
更に、本発明においては、フィルムないしシ−トとしては、押し出し成膜、インフレ−ション成膜、コ−ティング膜等のいずれの性状の膜でもよい。
Furthermore, in the present invention, since packaging containers, lids, etc. are usually subjected to severe physical and chemical conditions, the packaging materials constituting the packaging containers have severe packaging suitability. And various conditions such as anti-deformation strength, drop impact strength, pinhole resistance, heat resistance, sealability, quality maintenance, workability, hygiene, etc. are required. In, a material that satisfies the various conditions as described above can be arbitrarily selected and used.
Specifically, for example, low density polyethylene, medium density polyethylene, high density polyethylene, linear low density polyethylene, polypropylene, ethylene-propylene copolymer, ethylene-vinyl acetate copolymer, ionomer resin, ethylene-acrylic acid Ethyl copolymer, ethylene-acrylic acid or methacrylic acid copolymer, methylpentene polymer, polybutene resin, polyvinyl chloride resin, polyvinyl acetate resin, polyvinylidene chloride resin, vinyl chloride-vinylidene chloride copolymer Polymer, poly (meth) acrylic resin, polyacrylonitrile resin, polystyrene resin, acrylonitrile-styrene copolymer (AS resin), acrylonitrile-butadiene-styrene copolymer (ABS resin), polyester resin, Polyamide resin, polycarbonate Known resins such as neat resins, polyvinyl alcohol resins, saponified ethylene-vinyl acetate copolymers, fluorine resins, diene resins, polyacetal resins, polyurethane resins, nitrocellulose, etc. Any resin film or sheet can be selected and used.
In addition, for example, a film such as cellophane, a synthetic paper, or the like can be used.
In the present invention, the above-described film or sheet may be any of unstretched, uniaxially or biaxially stretched.
The thickness is arbitrary, but can be selected from a range of several μm to 300 μm.
Furthermore, in the present invention, the film or sheet may be a film having any property such as extrusion film formation, inflation film formation, and coating film.
なお、本発明において、上記の本発明に係る積層材においては、その積層材を構成するいずれかの素材の表面または裏面もしくはその両面に、任意の印刷模様層を設けることができるものである。
而して、本発明において、上記の印刷模様層としては、例えば、上記の基材フィルムの上に、例えば、文字、図形、記号、絵柄、その他等からなる所望の印刷模様を印刷して、印刷模様層を形成することができるものである。
而して、上記の印刷模様層としては、具体的には、まず、樹脂等の1種ないし2種以上からなるインキ用ビヒクルを主成分とし、これに、必要ならば、可塑剤、安定剤、酸化防止剤、光安定剤、紫外線吸収剤、硬化剤、架橋剤、滑剤、帯電防止剤、充填剤、その他等の添加剤の1種ないし2種以上を任意に添加し、更に、染料・顔料等の着色剤を添加し、溶媒、希釈剤等で充分に混練してインキ組成物を調整し、次いで、該インキ組成物を使用し、例えば、グラビア印刷、オフセット印刷、凸版印刷、スクリ−ン印刷、転写印刷、フレキソ印刷、その他等の印刷方式を使用し、上記の基材フィルムの上に、文字、図形、記号、絵柄、その他等からなる所望の印刷模様を印刷して、本発明にかかる印刷模様層を形成することができるものである。
In the present invention, in the laminated material according to the present invention, an arbitrary printed pattern layer can be provided on the front surface, the back surface, or both surfaces of any material constituting the laminated material.
Thus, in the present invention, as the printed pattern layer, for example, a desired printed pattern made of, for example, characters, figures, symbols, patterns, etc. is printed on the substrate film, A printed pattern layer can be formed.
Thus, as the above-mentioned printed pattern layer, specifically, first, an ink vehicle composed of one or more kinds of resin or the like is a main component, and if necessary, a plasticizer and a stabilizer. , One or more additives such as antioxidants, light stabilizers, ultraviolet absorbers, curing agents, cross-linking agents, lubricants, antistatic agents, fillers, etc. are optionally added, and further dyes, A colorant such as a pigment is added, and the ink composition is prepared by sufficiently kneading with a solvent, a diluent, etc., and then the ink composition is used, for example, gravure printing, offset printing, letterpress printing, screen printing A desired printing pattern consisting of characters, figures, symbols, patterns, etc. is printed on the base film using a printing method such as printing, transfer printing, flexographic printing, etc. The printed pattern layer can be formed
上記において、インキ用ビヒクルとしては、公知のもの、例えば、あまに油、きり油、大豆油、炭化水素油、ロジン、ロジンエステル、ロジン変性樹脂、シェラック、アルキッド樹脂、フェノ−ル系樹脂、マレイン酸樹脂、天然樹脂、炭化水素樹脂、ポリ塩化ビニル系樹脂、ポリ酢酸ビニル系樹脂、ポリスチレン系樹脂、ポリビニルブチラ−ル樹脂、アクリルまたはメタクリル系樹脂、ポリアミド系樹脂、ポリエステル系樹脂、ポリウレタン系樹脂、エポキシ系樹脂、尿素樹脂、メラミン樹脂、アミノアルキッド系樹脂、フェノ−ル系樹脂、ニトロセルロ−ス、エチルセルロ−ス、塩化ゴム、環化ゴム、その他等の1種ないし2種以上を使用することができる。 In the above, as the vehicle for ink, known ones such as sesame oil, drill oil, soybean oil, hydrocarbon oil, rosin, rosin ester, rosin modified resin, shellac, alkyd resin, phenol resin, malein Acid resins, natural resins, hydrocarbon resins, polyvinyl chloride resins, polyvinyl acetate resins, polystyrene resins, polyvinyl butyral resins, acrylic or methacrylic resins, polyamide resins, polyester resins, polyurethane resins Use one or more of epoxy resin, urea resin, melamine resin, amino alkyd resin, phenol resin, nitrocellulose, ethylcellulose, chlorinated rubber, cyclized rubber, etc. Can do.
次に、本発明において、本発明に係る積層材を構成するラミネ−ト用接着剤層について説明すると、かかるラミネ−ト用接着剤層を構成するラミネ−ト用接着剤としては、例えば、ポリ酢酸ビニル系接着剤、アクリル酸のエチル、ブチル、2−エチルヘキシルエステル等のホモポリマ−、あるいは、これらとメタクリル酸メチル、アクリロニトリル、スチレン等との共重合体等からなるポリアクリル酸エステル系接着剤、シアノアクリレ−ト系接着剤、エチレンと酢酸ビニル、アクリル酸エチル、アクリル酸、メタクリル酸等のモノマ−との共重合体等からなるエチレン共重合体系接着剤、セルロ−ス系接着剤、ポリエステル系接着剤、ポリアミド系接着剤、ポリイミド系接着剤、尿素樹脂またはメラミン樹脂等からなるアミノ樹脂系接着剤、フェノ−ル樹脂系接着剤、エポキシ系接着剤、ポリウレタン系接着剤、反応型(メタ)アクリル系接着剤、クロロプレンゴム、ニトリルゴム、スチレン−ブタジエンゴム等からなるゴム系接着剤、シリコ−ン系接着剤、アルカリ金属シリケ−ト、低融点ガラス等からなる無機系接着剤、その他等の接着剤を使用することがてきる。
上記の接着剤の組成系は、水性型、溶液型、エマルジョン型、分散型等のいずれの組成物形態でもよく、また、その性状は、フィルム・シ−ト状、粉末状、固形状等のいずれの形態でもよく、更に、接着機構については、化学反応型、溶剤揮発型、熱溶融型、熱圧型等のいずれの形態でもよいものである。
而して、上記の接着剤は、例えば、ロ−ルコ−ト法、グラビアロ−ルコ−ト法、キスコ−ト法、その他等のコ−ト法、あるいは、印刷法等によって施すことができ、そのコ−ティング量としては、0.1〜10g/m2 (乾燥状態)位が望ましい。
Next, in the present invention, the laminating adhesive layer constituting the laminated material according to the present invention will be described. As the laminating adhesive layer constituting the laminating adhesive layer, for example, poly A vinyl acetate adhesive, a homopolymer such as ethyl acrylate, butyl, 2-ethylhexyl ester, or a polyacrylate adhesive composed of a copolymer of these with methyl methacrylate, acrylonitrile, styrene, etc., Cyanoacrylate adhesives, ethylene copolymer adhesives consisting of copolymers of ethylene and vinyl acetate, ethyl acrylate, acrylic acid, methacrylic acid, etc., cellulose adhesives, polyester adhesives Agent, polyamide adhesive, polyimide adhesive, amino resin adhesive made of urea resin or melamine resin, etc. Phenolic resin adhesives, epoxy adhesives, polyurethane adhesives, reactive (meth) acrylic adhesives, rubber adhesives such as chloroprene rubber, nitrile rubber, styrene-butadiene rubber, silicone-based adhesives Adhesives such as adhesives, alkali metal silicates, inorganic adhesives made of low-melting glass, and the like can be used.
The composition system of the above-mentioned adhesive may be any composition form such as an aqueous type, a solution type, an emulsion type, and a dispersion type, and the properties thereof are film / sheet type, powder type, solid type, etc. Any form may be used, and the bonding mechanism may be any form such as a chemical reaction type, a solvent volatilization type, a heat melting type, and a hot pressure type.
Thus, the above adhesive can be applied by, for example, a roll coating method, a gravure roll coating method, a kiss coating method, a coating method or the like, or a printing method. The coating amount is preferably about 0.1 to 10 g / m 2 (dry state).
次に、本発明において、本発明に係る積層材を構成するアンカ−コ−ト剤層について説明すると、かかるアンカ−コ−ト剤層を構成するアンカ−コ−ト剤としては、例えば、アルキルチタネ−ト等の有機チタン系、イソシアネ−ト系、ポリエチレンイミン系、ポリプタジエン系、その他等の水性ないし油性の各種のアンカ−コ−ト剤を使用することができる。
上記のアンカ−コ−ト剤は、例えば、ロ−ルコ−ト、グラビアロ−ルコ−ト、キスコ−ト、その他等のコ−ティング法を用いてコ−ティングすることができ、そのコ−ティング量としては、0.1〜5g/m2 (乾燥状態)位が望ましい。
Next, in the present invention, the anchor coat agent layer constituting the laminated material according to the present invention will be described. As the anchor coat agent constituting such an anchor coat agent layer, for example, alkyl titane is used. Various water-based or oil-based anchor coating agents such as organic titanium-based, isocyanate-based, polyethyleneimine-based, polyptadiene-based, etc. can be used.
The above-mentioned anchor coating agent can be coated by using a coating method such as a roll coat, a gravure roll coat, a kiss coat, and the like. The amount is preferably 0.1 to 5 g / m 2 (dry state).
また、上記の押出ラミネ−ト積層法における溶融押出樹脂層としては、例えば、ポリエチレン系樹脂、ポリプロピレン系樹脂、酸変性ポリエチレン系樹脂、酸変性ポリプロピレン系樹脂、エチレン−アクリル酸またはメタクリル酸共重合体、サ−リン系樹脂、エチレン−酢酸ビニル共重合体、ポリ酢酸ビニル系樹脂、エチレン−アクリル酸エステルまたはメタクリル酸エステル共重合体、ポリスチレン系樹脂、ポリ塩化ビニル系樹脂、その他等の熱可塑性樹脂の1種ないし2種以上を使用することができる。
なお、上記の押出ラミネ−ト積層法において、より強固な接着強度を得るために、例えば、上記のアンカ−コ−ト剤等のアンカ−コ−ト剤層を介して、積層することができる。
Examples of the melt-extruded resin layer in the above extrusion lamination method include, for example, polyethylene resins, polypropylene resins, acid-modified polyethylene resins, acid-modified polypropylene resins, ethylene-acrylic acid or methacrylic acid copolymers. , Thermoplastic resins such as sarin resin, ethylene-vinyl acetate copolymer, polyvinyl acetate resin, ethylene-acrylic acid ester or methacrylic acid ester copolymer, polystyrene resin, polyvinyl chloride resin, etc. 1 type (s) or 2 or more types can be used.
In the above extrusion laminating method, in order to obtain stronger adhesive strength, for example, lamination can be performed through an anchor coating agent layer such as the above-described anchor coating agent. .
また、本発明においては、プライマ−剤層としては、例えば、ポリウレタン系樹脂、ポリエステル系樹脂、ポリアミド系樹脂、エポキシ系樹脂、フェノ−ル系樹脂、(メタ)アクリル系樹脂、ポリ酢酸ビニル系樹脂、ポリエチレンあるいはポリプロピレン等のポリオレフィン系樹脂あるいはその共重合体ないし変性樹脂、セルロ−ス系樹脂、その他等をビヒクルの主成分とする樹脂組成物を使用してプライマ−剤層を形成することができる。
なお、本発明においては、例えば、ロ−ルコ−ト、グラビアロ−ルコ−ト、キスコ−ト、その他等のコ−ティング法を用いてコ−ティングしてプライマ−コ−ト剤層を形成することができ、而して、そのコ−ティング量としては、0.1〜10g/m2 (乾燥状態)位が望ましい。
また、本発明においては、上記の積層を行う際に、必要ならば、例えば、コロナ処理、オゾン処理等の前処理をフィルムに施すことがでる。
In the present invention, examples of the primer layer include a polyurethane resin, a polyester resin, a polyamide resin, an epoxy resin, a phenol resin, a (meth) acrylic resin, and a polyvinyl acetate resin. A primer layer can be formed using a resin composition having a main component of a vehicle such as a polyolefin resin such as polyethylene or polypropylene, or a copolymer or modified resin thereof, a cellulose resin, or the like. .
In the present invention, for example, a primer coating layer is formed by coating using a coating method such as roll coating, gravure rolling coating, kiss coating, etc. Therefore, the coating amount is preferably about 0.1 to 10 g / m 2 (dry state).
Moreover, in this invention, when performing said lamination | stacking, if necessary, pre-treatments, such as a corona treatment and an ozone treatment, can be given to a film.
次に、本発明において、上記のような本発明に係る積層材は、所望の形状からなるプラスチック成形容器の開口部を密閉する蓋材としても使用することができるものである。
而して、本発明において、本発明に係る蓋材を使用し、これで密封する各種のプラスチック成形容器としては、例えば、成形樹脂として、ポリエチレン系樹脂、ポリプロピレン系樹脂、エチレン−プロピレン共重合体、ポリアクリル系あるいはポリメチルメタクリル系樹脂、ポリ塩化ビニル系樹脂、塩化ビニル−塩化ビニリデン共重合体、ポリアクリルニトリル系樹脂、ポリスチレン系樹脂、アクリロニトリル−スチレン共重合体(AS系樹脂)、アクリロニトリル−ブタジェン−スチレン共重合体(ABS系樹脂)、ポリエステル系樹脂、ポリアミド系樹脂、ポリカ−ボネ−ト系樹脂、フッ素系樹脂、ジエン系樹脂、ポリアセタ−ル系樹脂、ポリウレタン系樹脂、ニトロセルロ−ス、その他等の成形樹脂を使用し、例えば、押出成形、射出成形、ブロ−成形、発泡成形、真空・圧空等の熱成形、注型成形、圧縮成形、その他等の成形加工法を用いて成形した各種のプラスチック成形容器を使用することができる。
Next, in the present invention, the laminated material according to the present invention as described above can also be used as a lid material for sealing the opening of a plastic molded container having a desired shape.
Thus, in the present invention, various plastic molded containers that use and seal the lid according to the present invention include, for example, polyethylene resins, polypropylene resins, and ethylene-propylene copolymers as molding resins. Polyacrylic or polymethylmethacrylic resin, polyvinyl chloride resin, vinyl chloride-vinylidene chloride copolymer, polyacrylonitrile resin, polystyrene resin, acrylonitrile-styrene copolymer (AS resin), acrylonitrile- Butadiene-styrene copolymer (ABS resin), polyester resin, polyamide resin, polycarbonate resin, fluorine resin, diene resin, polyacetal resin, polyurethane resin, nitrocellulose, Use other molding resins, for example, extrusion molding, injection Shape, blow - molding, foam molding, thermoforming such as vacuum-pressure, cast molding, compression molding, it is possible to use plastic molded container of molded variety with forming method other like.
また、本発明においては、前述の例えば、ポリカプロラクトン(PCL)、ポリブチレンサクシネ−ト(PBS)、ポリ乳酸(PLA)、または、ポリ3−ヒドロキシ酪酸(PHB)等の脂肪族ポリエステル、脂肪族ポリエステルとポリアミドとの共重合体(CPAE)、エステル結合を含む脂肪族ポリウレタン、エステル結合が導入されたビニル系ポリマ−、または、脂肪族ポリカ−ボネ−ト等のエステル結合以外の結合をも含む脂肪族ポリエステル、汎用プラスチックと脂肪族ポリエステルからなるブレンド体、でんぷん系等の天然高分子、水溶性のポリビニルアルコ−ル(PVA)、プルラン、その他等の各種の生分解性樹脂を使用し、これを、例えば、押出成形、射出成形、ブロ−成形、発泡成形、真空・圧空等の熱成形、注型成形、圧縮成形、その他等の成形加工法を用いて成形した各種のプラスチック成形容器を使用することができる。
この場合には、プラスチック成形容器自体が、生分解性樹脂からなり、それ自身生分解性を備え、自然環境中に廃棄されても、微生物等により分解され、自然環境を保全し得るものである。
なお、本発明において、蓋材とプラスチック成形容器とのヒ−トシ−ルの方法としては、例えば、バ−シ−ル、回転ロ−ルシ−ル、ベルトシ−ル、インパルスシ−ル、高周波シ−ル、超音波シ−ル等の公知の方法で行うことができる。
In the present invention, for example, the above-mentioned aliphatic polyesters such as polycaprolactone (PCL), polybutylene succinate (PBS), polylactic acid (PLA), or poly-3-hydroxybutyric acid (PHB), fat Copolymers of aliphatic polyesters and polyamides (CPAE), aliphatic polyurethanes containing ester bonds, vinyl polymers introduced with ester bonds, or bonds other than ester bonds such as aliphatic polycarbonates. Using various kinds of biodegradable resins such as aliphatic polyesters, blends made of general-purpose plastics and aliphatic polyesters, natural polymers such as starches, water-soluble polyvinyl alcohol (PVA), pullulan, etc. This is, for example, extrusion molding, injection molding, blow molding, foam molding, vacuum / air pressure thermoforming, cast molding, etc. Compression molding, various plastic molding containers obtained by molding using a molding method other like can be used.
In this case, the plastic molded container itself is made of a biodegradable resin, and is itself biodegradable. Even if it is discarded in the natural environment, it can be decomposed by microorganisms and preserve the natural environment. .
In the present invention, the heat sealing method between the lid member and the plastic molding container may be, for example, a bar seal, a rotary roll seal, a belt seal, an impulse seal, or a high frequency seal. -It can be performed by a known method such as sealing or ultrasonic sealing.
また、本発明において、プラスチック成形容器内に充填包装する内容物としては、例えば、飲食品、果汁、ジュ−ス、飲料水、酒、調理食品、水産練り製品、冷凍食品、肉製品、煮物、餅、液体ス−プ、調味料、その他等の各種の飲食料品、接着剤、粘着剤、液体洗剤等の化成品ないし化粧品、医薬品、ケミカルカイロ等の雑貨品、感光性材料、その他等の種々の物品を充填包装することができるものである。
而して、本発明において、本発明に係るイ−ジ−ピ−ルシ−ラントは、ヒ−トシ−ル材として、ヒ−トシ−ル性に優れ、その密封性を十分に満足し得るものであって、内容物の品質の保護、保存期間の延長、その他等の要請を充足すると共に、更に、イ−ジ−ピ−ル性に優れ、消費時に蓋材を容易に開封することができる易開封性を有し、更に、剥離界面において糸引等の現象は認められない極めて美麗な剥離界面を形成し得るものであり、各種のプラスチック成形容器用蓋材等に適用することができるものであり、更に、生分解性を有し、自然環境中に廃棄されても、微生物等により分解され、自然環境を保全しえるものである。
なおまた、本発明に係る包装体は、蓋材、プラスチック成形容器等を構成する材料として生分解性樹脂を使用し、それにより蓋材、プラスチック成形容器等を構成する場合には、それ自身生分解性を備え、自然環境中に廃棄されても、微生物等により分解され、自然環境を保全し得るものである。
次に、本発明について実施例を挙げて更に具体的に説明する。
Further, in the present invention, the contents to be filled and packaged in a plastic molded container include, for example, food and drink, fruit juice, juice, drinking water, sake, cooked food, marine product, frozen food, meat product, boiled food, rice cake Various foods and beverages such as liquid soup, seasonings, etc., chemicals such as adhesives, adhesives, liquid detergents, cosmetics, pharmaceuticals, miscellaneous goods such as chemical warmers, photosensitive materials, etc. The article can be filled and packaged.
Thus, in the present invention, the easy-peel sealant according to the present invention is excellent in heat sealability as a heat seal material, and can sufficiently satisfy its sealing performance. In addition to satisfying the requirements of protecting the quality of the contents, extending the storage period, etc., it is also excellent in easy peel and can be easily opened when consumed. It has an easy-opening property, and can form a very beautiful peeling interface where no phenomenon such as stringing is observed at the peeling interface, and can be applied to various plastic molding container lids, etc. Furthermore, it is biodegradable, and even if it is discarded in the natural environment, it is decomposed by microorganisms and the like and can preserve the natural environment.
In addition, the package according to the present invention uses a biodegradable resin as a material constituting the lid material, the plastic molded container, and the like. It has degradability, and even if it is discarded in the natural environment, it can be decomposed by microorganisms and the like to preserve the natural environment.
Next, the present invention will be described more specifically with reference to examples.
(1).まず、下記の(イ)、および、(ロ)の樹脂組成物を調製した。
(イ).第一層を構成する樹脂組成物
ベ−ス樹脂層としてポリブチレンサクシネ−ト(三菱化学株式会社製、商品名、GSP1a−AZ91T、密度=1.26g/cm3 、融点=112℃)100重量部を充分に混練して樹脂組成物を調製した。
(ロ).第二層を構成する樹脂組成物
凝集破壊層としてポリブチレンサクシネ−ト(三菱化学株式会社製、商品名、GSP1a−AZ91T、密度=1.26g/cm3 、融点=112℃))60重量部と、エチレン・α−オレフィン共重合体(ダウケミカル株式会社製、商品名、アフィニティ−PF1140G、密度=0.899g/cm3 、メルトフロ−レイト、MFR=1.6g/10分)40重量部とを充分に混練して樹脂組成物を調製した。
(2).次に、上記で調製した樹脂組成物を使用し、これらを、2種2層の上吹き空冷インフレ−ション共押出製膜機を用いて、(イ)の樹脂組成物による層を40μm、(ロ)の樹脂組成物による層を10μmにそれぞれ共押出して製膜化して、2種2層の総厚50μmの共押出インフレ−ションフィルムからなる本発明に係るイ−ジ−ピ−ルシ−ラントを製造した。
(3).次に、厚さ20μmのポリ乳酸延伸フィルムのコロナ処理面に、2液硬化型のポリウレタン系ラミネ−ト用接着剤(主剤:ポリエステルポリオ−ル、硬化剤:脂肪族イソシアネ−ト)をグラビアロ−ルコ−ト法を用いてコ−ティングし、厚さ3.0g/m2 (ドライ)のラミネ−ト用接着剤層を形成し、しかる後、該ラミネ−ト用接着剤層の面に、上記で製造したイ−ジ−ピ−ルシ−ラントを使用し、その厚さ40μmの(イ)の樹脂組成物による樹脂層からなる基材層の面にコロナ放電処理を施した後、そのコロナ処理面を対向させて重ね合わせ、しかる後、その両者をドライラミネ−トして、本発明に係る積層材を製造した。
(4).次に、上記で製造した積層材を使用し、まず、ポリ乳酸樹脂からなるカップ状成形容器に水を充填し、次いで、その開口部のフランジ部の表面に、上記で製造した積層材からなる蓋材を、そのイ−ジ−ピ−ルシ−ラントの面を対向させて重ね合わせ、しかる後、平シ−ルからシ−ル温度200℃、1kg/cm2 、1秒の条件にてシ−ルし、カップ状成形容器内に水を充填包装した包装製品を製造した。
上記で製造した包装製品は、内容物の漏れ、蓋材の破れ等は認められなかった。
更に、包装製品を1mからの落下テストを3回行ったところ、破れ、漏れ等は認められなかった。
また、包装製品について、易開封性(イ−ジ−ピ−ル性)は良好であり、ピ−ル時の裂け、破れ、糸引等も認められなかった。
また、高圧で行われる線シ−ル(リングシ−ル)、突起状のフランジを持つカップ容器からの突起シ−ルを行ったところ、シ−ル層の破壊は起こらず、非常に安定したピ−ル挙動を示した。
(1). First, the following resin compositions (a) and (b) were prepared.
(I). Resin composition constituting the first layer Polybutylene succinate (trade name, GSP1a-AZ91T, density = 1.26 g / cm 3 , melting point = 112 ° C.) 100 as a base resin layer The resin composition was prepared by sufficiently kneading the parts by weight.
(B). Resin composition constituting the second layer Polybutylene succinate (trade name, GSP1a-AZ91T, density = 1.26 g / cm 3 , melting point = 112 ° C., manufactured by Mitsubishi Chemical Corporation) as a cohesive failure layer) 60 weight Parts, ethylene / α-olefin copolymer (Dow Chemical Co., Ltd., trade name, affinity-PF1140G, density = 0.899 g / cm 3 , melt flow rate, MFR = 1.6 g / 10 min) 40 parts by weight Were sufficiently kneaded to prepare a resin composition.
(2). Next, using the resin composition prepared above, using a two-type two-layer top-blown air-cooled inflation co-extrusion film forming machine, the layer of the resin composition of (A) is 40 μm, ( (Ii) Easy-peel sealant according to the present invention comprising two types and two layers of co-extruded inflation film, each of which is formed by coextrusion of a layer of the resin composition to 10 μm. Manufactured.
(3). Next, on the corona-treated surface of the 20 μm-thick polylactic acid stretched film, a two-component curable polyurethane laminating adhesive (main agent: polyester polyol, curing agent: aliphatic isocyanate) is gravure-coated. Coating is carried out using a coating method to form a laminating adhesive layer having a thickness of 3.0 g / m 2 (dry), and then, on the surface of the laminating adhesive layer, Using the above-produced easy-peel sealant, the corona discharge treatment was applied to the surface of the base material layer composed of the resin layer of the resin composition (i) having a thickness of 40 μm, and then the corona The processing surfaces were opposed to each other and then laminated, and then both were dry laminated to produce a laminate according to the present invention.
(4). Next, using the laminate material produced above, first, a cup-shaped molded container made of polylactic acid resin is filled with water, and then the surface of the flange portion of the opening is made of the laminate material produced above. The lid material is overlapped with its easy-peel sealant faces facing each other, and then the cover material is sealed from the flat seal at a seal temperature of 200 ° C., 1 kg / cm 2 and 1 second. -A packaged product filled with water in a cup-shaped molded container was produced.
The packaged product manufactured above did not show any leakage of contents or tearing of the lid.
Furthermore, when the drop test of the packaged product from 1 m was performed three times, no tearing, leakage, etc. were observed.
The packaged product had good easy-openability (easy-peel property), and no tearing, tearing, stringing, etc. were observed during peeling.
Also, when projecting seal from a cup container having a line seal (ring seal) or projecting flange performed at a high pressure was performed, the seal layer did not break down and very stable pinning occurred. -It showed the behavior.
(1).まず、下記の(イ)、および、(ロ)の樹脂組成物を調製した。
(イ).第一層を構成する樹脂組成物
ベ−ス樹脂層としてポリブチレンサクシネ−ト(三菱化学株式会社製、商品名、GSP1a−AZ91T、密度=1.26g/cm3 、融点=112℃)100重量部を充分に混練して樹脂組成物を調製した。
(ロ).第二層を構成する樹脂組成物
凝集破壊層としてポリブチレンサクシネ−ト(三菱化学株式会社製、商品名、GSP1a−AZ91T、密度=1.26g/cm3 、融点=112℃))70重量部と、エチレン・α−オレフィン共重合体(ダウケミカル株式会社製、商品名、アフィニティ−PF1140G、密度=0.899g/cm3 、メルトフロ−レイト、MFR=1.6g/10分)30重量部とを充分に混練して樹脂組成物を調製した。
(2).次に、上記で調製した樹脂組成物を使用し、これらを、2種2層の上吹き空冷インフレ−ション共押出製膜機を用いて、(イ)の樹脂組成物による層を40μm、(ロ)の樹脂組成物による層を10μmにそれぞれ共押出して製膜化して、2種2層の総厚50μmの共押出インフレ−ションフィルムからなる本発明に係るイ−ジ−ピ−ルシ−ラントを製造した。
(3).次に、厚さ20μmのポリ乳酸延伸フィルムのコロナ処理面に、2液硬化型のポリウレタン系ラミネ−ト用接着剤(主剤:ポリエステルポリオ−ル、硬化剤:脂肪族イソシアネ−ト)をグラビアロ−ルコ−ト法を用いてコ−ティングし、厚さ3.0g/m2 (ドライ)のラミネ−ト用接着剤層を形成し、しかる後、該ラミネ−ト用接着剤層の面に、上記で製造したイ−ジ−ピ−ルシ−ラントを使用し、その厚さ40μmの(イ)の樹脂組成物による樹脂層からなる基材層の面にコロナ放電処理を施した後、そのコロナ処理面を対向させて重ね合わせ、しかる後、その両者をドライラミネ−トして、本発明に係る積層材を製造した。
(4).次に、上記で製造した積層材を使用し、まず、ポリ乳酸樹脂からなるカップ状成形容器に水を充填し、次いで、その開口部のフランジ部の表面に、上記で製造した積層材からなる蓋材を、そのイ−ジ−ピ−ルシ−ラントの面を対向させて重ね合わせ、しかる後、平シ−ルからシ−ル温度200℃、1kg/cm2 、1秒の条件にてシ−ルし、カップ状成形容器内に水を充填包装した包装製品を製造した。
上記で製造した包装製品は、内容物の漏れ、蓋材の破れ等は認められなかった。
更に、包装製品を1mからの落下テストを3回行ったところ、破れ、漏れ等は認められなかった。
また、包装製品について、易開封性(イ−ジ−ピ−ル性)は良好であり、ピ−ル時の裂け、破れ、糸引等も認められなかった。
また、高圧で行われる線シ−ル(リングシ−ル)、突起状のフランジを持つカップ容器からの突起シ−ルを行ったところ、シ−ル層の破壊は起こらず、非常に安定したピ−ル挙動を示した。
(1). First, the following resin compositions (a) and (b) were prepared.
(I). Resin composition constituting the first layer Polybutylene succinate (trade name, GSP1a-AZ91T, density = 1.26 g / cm 3 , melting point = 112 ° C.) 100 as a base resin layer The resin composition was prepared by sufficiently kneading the parts by weight.
(B). Resin composition constituting second layer Polybutylene succinate (trade name, GSP1a-AZ91T, density = 1.26 g / cm 3 , melting point = 112 ° C., manufactured by Mitsubishi Chemical Corporation)) as a cohesive failure layer) 70 weight Parts, ethylene / α-olefin copolymer (manufactured by Dow Chemical Co., Ltd., trade name, affinity-PF1140G, density = 0.899 g / cm 3 , melt flow rate, MFR = 1.6 g / 10 min) 30 parts by weight Were sufficiently kneaded to prepare a resin composition.
(2). Next, using the resin composition prepared above, using a two-type two-layer top-blown air-cooled inflation co-extrusion film forming machine, the layer of the resin composition of (A) is 40 μm, ( (Ii) Easy-peel sealant according to the present invention comprising two types and two layers of co-extruded inflation film, each of which is formed by coextrusion of a layer of the resin composition to 10 μm. Manufactured.
(3). Next, on the corona-treated surface of the 20 μm-thick polylactic acid stretched film, a two-component curable polyurethane laminating adhesive (main agent: polyester polyol, curing agent: aliphatic isocyanate) is gravure-coated. Coating is carried out using a coating method to form a laminating adhesive layer having a thickness of 3.0 g / m 2 (dry), and then, on the surface of the laminating adhesive layer, Using the above-produced easy-peel sealant, the corona discharge treatment was applied to the surface of the base material layer composed of the resin layer of the resin composition (i) having a thickness of 40 μm, and then the corona The processing surfaces were opposed to each other and then laminated, and then both were dry laminated to produce a laminate according to the present invention.
(4). Next, using the laminate material produced above, first, a cup-shaped molded container made of polylactic acid resin is filled with water, and then the surface of the flange portion of the opening is made of the laminate material produced above. The lid material is overlapped with its easy-peel sealant faces facing each other, and then the cover material is sealed from the flat seal at a seal temperature of 200 ° C., 1 kg / cm 2 and 1 second. -A packaged product filled with water in a cup-shaped molded container was produced.
The packaged product manufactured above did not show any leakage of contents or tearing of the lid.
Furthermore, when the drop test of the packaged product from 1 m was performed three times, no tearing, leakage, etc. were observed.
The packaged product had good easy-openability (easy-peel property), and no tearing, tearing, stringing, etc. were observed during peeling.
Also, when projecting seal from a cup container having a line seal (ring seal) or projecting flange performed at a high pressure was performed, the seal layer did not break down and very stable pinning occurred. -It showed the behavior.
(1).まず、下記の(イ)、および、(ロ)の樹脂組成物を調製した。
(イ).第一層を構成する樹脂組成物
ベ−ス樹脂層としてポリブチレンサクシネ−ト(三菱化学株式会社製、商品名、GSP1a−AZ91T、密度=1.26g/cm3 、融点=112℃)100重量部を充分に混練して樹脂組成物を調製した。
(ロ).第二層を構成する樹脂組成物
凝集破壊層としてポリブチレンサクシネ−ト(三菱化学株式会社製、商品名、GSP1a−AZ91T、密度=1.26g/cm3 、融点=112℃))80重量部と、エチレン・α−オレフィン共重合体(ダウケミカル株式会社製、商品名、アフィニティ−PF1140G、密度=0.899g/cm3 、メルトフロ−レイト、MFR=1.6g/10分)20重量部とを充分に混練して樹脂組成物を調製した。
(2).次に、上記で調製した樹脂組成物を使用し、これらを、2種2層の上吹き空冷インフレ−ション共押出製膜機を用いて、(イ)の樹脂組成物による層を40μm、(ロ)の樹脂組成物による層を10μmにそれぞれ共押出して製膜化して、2種2層の総厚50μmの共押出インフレ−ションフィルムからなる本発明に係るイ−ジ−ピ−ルシ−ラントを製造した。
(3).次に、厚さ20μmのポリ乳酸延伸フィルムのコロナ処理面に、2液硬化型のポリウレタン系ラミネ−ト用接着剤(主剤:ポリエステルポリオ−ル、硬化剤:脂肪族イソシアネ−ト)をグラビアロ−ルコ−ト法を用いてコ−ティングし、厚さ3.0g/m2 (ドライ)のラミネ−ト用接着剤層を形成し、しかる後、該ラミネ−ト用接着剤層の面に、上記で製造したイ−ジ−ピ−ルシ−ラントを使用し、その厚さ40μmの(イ)の樹脂組成物による樹脂層からなる基材層の面にコロナ放電処理を施した後、そのコロナ処理面を対向させて重ね合わせ、しかる後、その両者をドライラミネ−トして、本発明に係る積層材を製造した。
(4).次に、上記で製造した積層材を使用し、まず、ポリ乳酸樹脂からなるカップ状成形容器に水を充填し、次いで、その開口部のフランジ部の表面に、上記で製造した積層材からなる蓋材を、そのイ−ジ−ピ−ルシ−ラントの面を対向させて重ね合わせ、しかる後、平シ−ルからシ−ル温度200℃、1kg/cm2 、1秒の条件にてシ−ルし、カップ状成形容器内に水を充填包装した包装製品を製造した。
上記で製造した包装製品は、内容物の漏れ、蓋材の破れ等は認められなかった。
更に、包装製品を1mからの落下テストを3回行ったところ、破れ、漏れ等は認められなかった。
また、包装製品について、易開封性(イ−ジ−ピ−ル性)は良好であり、ピ−ル時の裂け、破れ、糸引等も認められなかった。
また、高圧で行われる線シ−ル(リングシ−ル)、突起状のフランジを持つカップ容器からの突起シ−ルを行ったところ、シ−ル層の破壊は起こらず、非常に安定したピ−ル挙動を示した。
(1). First, the following resin compositions (a) and (b) were prepared.
(I). Resin composition constituting the first layer Polybutylene succinate (trade name, GSP1a-AZ91T, density = 1.26 g / cm 3 , melting point = 112 ° C.) 100 as a base resin layer The resin composition was prepared by sufficiently kneading the parts by weight.
(B). Resin composition constituting second layer Polybutylene succinate (trade name, GSP1a-AZ91T, density = 1.26 g / cm 3 , melting point = 112 ° C., manufactured by Mitsubishi Chemical Corporation)) as a cohesive failure layer) 80 weight Parts, ethylene / α-olefin copolymer (manufactured by Dow Chemical Co., Ltd., trade name, affinity-PF1140G, density = 0.899 g / cm 3 , melt flow rate, MFR = 1.6 g / 10 min) 20 parts by weight Were sufficiently kneaded to prepare a resin composition.
(2). Next, using the resin composition prepared above, using a two-type two-layer top-blown air-cooled inflation co-extrusion film forming machine, the layer of the resin composition of (A) is 40 μm, ( (Ii) Easy-peel sealant according to the present invention comprising two types and two layers of co-extruded inflation film, each of which is formed by coextrusion of a layer of the resin composition to 10 μm. Manufactured.
(3). Next, on the corona-treated surface of the 20 μm-thick polylactic acid stretched film, a two-component curable polyurethane laminating adhesive (main agent: polyester polyol, curing agent: aliphatic isocyanate) is gravure-coated. Coating is carried out using a coating method to form a laminating adhesive layer having a thickness of 3.0 g / m 2 (dry), and then, on the surface of the laminating adhesive layer, Using the above-produced easy-peel sealant, the corona discharge treatment was applied to the surface of the base material layer composed of the resin layer of the resin composition (i) having a thickness of 40 μm, and then the corona The processing surfaces were opposed to each other and then laminated, and then both were dry laminated to produce a laminate according to the present invention.
(4). Next, using the laminate material produced above, first, a cup-shaped molded container made of polylactic acid resin is filled with water, and then the surface of the flange portion of the opening is made of the laminate material produced above. The lid material is overlapped with its easy-peel sealant faces facing each other, and then the cover material is sealed from the flat seal at a seal temperature of 200 ° C., 1 kg / cm 2 and 1 second. -A packaged product filled with water in a cup-shaped molded container was produced.
The packaged product manufactured above did not show any leakage of contents or tearing of the lid.
Furthermore, when the drop test of the packaged product from 1 m was performed three times, no tearing, leakage, etc. were observed.
The packaged product had good easy-openability (easy-peel property), and no tearing, tearing, stringing, etc. were observed during peeling.
Also, when projecting seal from a cup container having a line seal (ring seal) or projecting flange performed at a high pressure was performed, the seal layer did not break down and very stable pinning occurred. -It showed the behavior.
(1).まず、下記の(イ)、および、(ロ)の樹脂組成物を調製した。
(イ).第一層を構成する樹脂組成物
ベ−ス樹脂層としてポリブチレンサクシネ−ト(三菱化学株式会社製、商品名、GSP1a−AZ91T、密度=1.26g/cm3 、融点=112℃)100重量部を充分に混練して樹脂組成物を調製した。
(ロ).第二層を構成する樹脂組成物
凝集破壊層としてポリブチレンサクシネ−ト(三菱化学株式会社製、商品名、GSP1a−AZ91T、密度=1.26g/cm3 、融点=112℃))70重量部と、シングルサイト触媒(メタロセン触媒)を使用して重合したエチレン・α−オレフィン共重合体(三井住友化学株式会社製、商品名、エボリュ−SP2020、密度=0.916g/cm3 、メルトフロ−レイト、MFR=1.5g/10分)30重量部とを充分に混練して樹脂組成物を調製した。
(2).次に、上記で調製した樹脂組成物を使用し、これらを、2種2層の上吹き空冷インフレ−ション共押出製膜機を用いて、(イ)の樹脂組成物による層を40μm、(ロ)の樹脂組成物による層を10μmにそれぞれ共押出して製膜化して、2種2層の総厚50μmの共押出インフレ−ションフィルムからなる本発明に係るイ−ジ−ピ−ルシ−ラントを製造した。
(3).次に、厚さ20μmのポリ乳酸延伸フィルムのコロナ処理面に、2液硬化型のポリウレタン系ラミネ−ト用接着剤(主剤:ポリエステルポリオ−ル、硬化剤:脂肪族イソシアネ−ト)をグラビアロ−ルコ−ト法を用いてコ−ティングし、厚さ3.0g/m2 (ドライ)のラミネ−ト用接着剤層を形成し、しかる後、該ラミネ−ト用接着剤層の面に、上記で製造したイ−ジ−ピ−ルシ−ラントを使用し、その厚さ40μmの(イ)の樹脂組成物による樹脂層からなる基材層の面にコロナ放電処理を施した後、そのコロナ処理面を対向させて重ね合わせ、しかる後、その両者をドライラミネ−トして、本発明に係る積層材を製造した。
(4).次に、上記で製造した積層材を使用し、まず、ポリ乳酸樹脂からなるカップ状成形容器に水を充填し、次いで、その開口部のフランジ部の表面に、上記で製造した積層材からなる蓋材を、そのイ−ジ−ピ−ルシ−ラントの面を対向させて重ね合わせ、しかる後、平シ−ルからシ−ル温度200℃、1kg/cm2 、1秒の条件にてシ−ルし、カップ状成形容器内に水を充填包装した包装製品を製造した。
上記で製造した包装製品は、内容物の漏れ、蓋材の破れ等は認められなかった。
更に、包装製品を1mからの落下テストを3回行ったところ、破れ、漏れ等は認められなかった。
また、包装製品について、易開封性(イ−ジ−ピ−ル性)は良好であり、ピ−ル時の裂け、破れ、糸引等も認められなかった。
また、高圧で行われる線シ−ル(リングシ−ル)、突起状のフランジを持つカップ容器からの突起シ−ルを行ったところ、シ−ル層の破壊は起こらず、非常に安定したピ−ル挙動を示した。
(1). First, the following resin compositions (a) and (b) were prepared.
(I). Resin composition constituting the first layer Polybutylene succinate (trade name, GSP1a-AZ91T, density = 1.26 g / cm 3 , melting point = 112 ° C.) 100 as a base resin layer The resin composition was prepared by sufficiently kneading the parts by weight.
(B). Resin composition constituting second layer Polybutylene succinate (trade name, GSP1a-AZ91T, density = 1.26 g / cm 3 , melting point = 112 ° C., manufactured by Mitsubishi Chemical Corporation)) as a cohesive failure layer) 70 weight And an ethylene / α-olefin copolymer polymerized using a single site catalyst (metallocene catalyst) (trade name, Evolu-SP2020, density = 0.916 g / cm 3 , manufactured by Mitsui Sumitomo Chemical Co., Ltd.), melt flow Late, MFR = 1.5 g / 10 min) and 30 parts by weight were sufficiently kneaded to prepare a resin composition.
(2). Next, using the resin composition prepared above, using a two-type two-layer top-blown air-cooled inflation co-extrusion film forming machine, the layer of the resin composition of (A) is 40 μm, ( (Ii) Easy-peel sealant according to the present invention comprising two types and two layers of co-extruded inflation film, each of which is formed by coextrusion of a layer of the resin composition to 10 μm. Manufactured.
(3). Next, on the corona-treated surface of the 20 μm-thick polylactic acid stretched film, a two-component curable polyurethane laminating adhesive (main agent: polyester polyol, curing agent: aliphatic isocyanate) is gravure-coated. Coating is carried out using a coating method to form a laminating adhesive layer having a thickness of 3.0 g / m 2 (dry), and then, on the surface of the laminating adhesive layer, Using the above-produced easy-peel sealant, the corona discharge treatment was applied to the surface of the base material layer composed of the resin layer of the resin composition (i) having a thickness of 40 μm, and then the corona The processing surfaces were opposed to each other and then laminated, and then both were dry laminated to produce a laminate according to the present invention.
(4). Next, using the laminate material produced above, first, a cup-shaped molded container made of polylactic acid resin is filled with water, and then the surface of the flange portion of the opening is made of the laminate material produced above. The lid material is overlapped with its easy-peel sealant faces facing each other, and then the cover material is sealed from the flat seal at a seal temperature of 200 ° C., 1 kg / cm 2 and 1 second. -A packaged product filled with water in a cup-shaped molded container was produced.
The packaged product manufactured above did not show any leakage of contents or tearing of the lid.
Furthermore, when the drop test of the packaged product from 1 m was performed three times, no tearing, leakage, etc. were observed.
The packaged product had good easy-openability (easy-peel property), and no tearing, tearing, stringing, etc. were observed during peeling.
Also, when projecting seal from a cup container having a line seal (ring seal) or projecting flange performed at a high pressure was performed, the seal layer did not break down and very stable pinning occurred. -It showed the behavior.
(1).まず、下記の(イ)、および、(ロ)の樹脂組成物を調製した。
(イ).第一層を構成する樹脂組成物
ベ−ス樹脂層としてポリブチレンサクシネ−ト(三菱化学株式会社製、商品名、GSP1a−AZ91T、密度=1.26g/cm3 、融点=112℃)100重量部を充分に混練して樹脂組成物を調製した。
(ロ).第二層を構成する樹脂組成物
凝集破壊層としてポリブチレンサクシネ−ト(三菱化学株式会社製、商品名、GSP1a−AZ91T、密度=1.26g/cm3 、融点=112℃))70重量部と、エチレン・α−オレフィン共重合体(ダウケミカル株式会社製、商品名、アフィニティ−PF1140G、密度=0.899g/cm3 、メルトフロ−レイト、MFR=1.6g/10分)30重量部と、スチレン−エチレン−ブチレン−スチレン共重合体(SEBS、JSR株式会社製、商品名、ダイナロンHSB8630、密度=0.92g/cm3 、メルトフロ−レイト、MFR=14g/10分)10重量部とを充分に混練して樹脂組成物を調製した。
(2).次に、上記で調製した樹脂組成物を使用し、これらを、2種2層の上吹き空冷インフレ−ション共押出製膜機を用いて、(イ)の樹脂組成物による層を40μm、(ロ)の樹脂組成物による層を10μmにそれぞれ共押出して製膜化して、2種2層の総厚50μmの共押出インフレ−ションフィルムからなる本発明に係るイ−ジ−ピ−ルシ−ラントを製造した。
(3).次に、厚さ20μmのポリ乳酸延伸フィルム(東セロ株式会社製、商品名、パルグリ−ンLC)のコロナ処理面に、2液硬化型のポリウレタン系ラミネ−ト用接着剤(主剤:ポリエステルポリオ−ル、硬化剤:脂肪族イソシアネ−ト)をグラビアロ−ルコ−ト法を用いてコ−ティングし、厚さ3.0g/m2 (ドライ)のラミネ−ト用接着剤層を形成し、しかる後、該ラミネ−ト用接着剤層の面に、上記で製造したイ−ジ−ピ−ルシ−ラントを使用し、その厚さ40μmの(イ)の樹脂組成物による樹脂層からなる基材層の面にコロナ放電処理を施した後、そのコロナ処理面を対向させて重ね合わせ、しかる後、その両者をドライラミネ−トして、本発明に係る積層材を製造した。
(4).次に、上記で製造した積層材を使用し、まず、ポリ乳酸樹脂からなるカップ状成形容器に水を充填し、次いで、その開口部のフランジ部の表面に、上記で製造した積層材からなる蓋材を、そのイ−ジ−ピ−ルシ−ラントの面を対向させて重ね合わせ、しかる後、平シ−ルからシ−ル温度200℃、1kg/cm2 、1秒の条件にてシ−ルし、カップ状成形容器内に水を充填包装した包装製品を製造した。
上記で製造した包装製品は、内容物の漏れ、蓋材の破れ等は認められなかった。
更に、包装製品を1mからの落下テストを3回行ったところ、破れ、漏れ等は認められなかった。
また、包装製品について、易開封性(イ−ジ−ピ−ル性)は良好であり、ピ−ル時の裂け、破れ、糸引等も認められなかった。
また、高圧で行われる線シ−ル(リングシ−ル)、突起状のフランジを持つカップ容器からの突起シ−ルを行ったところ、シ−ル層の破壊は起こらず、非常に安定したピ−ル挙動を示した。
(1). First, the following resin compositions (a) and (b) were prepared.
(I). Resin composition constituting the first layer Polybutylene succinate (trade name, GSP1a-AZ91T, density = 1.26 g / cm 3 , melting point = 112 ° C.) 100 as a base resin layer The resin composition was prepared by sufficiently kneading the parts by weight.
(B). Resin composition constituting second layer Polybutylene succinate (trade name, GSP1a-AZ91T, density = 1.26 g / cm 3 , melting point = 112 ° C., manufactured by Mitsubishi Chemical Corporation)) as a cohesive failure layer) 70 weight Parts, ethylene / α-olefin copolymer (trade name, affinity-PF1140G, density = 0.899 g / cm 3 , melt flow rate, MFR = 1.6 g / 10 min, manufactured by Dow Chemical Co., Ltd.) 30 parts by weight And 10 parts by weight of a styrene-ethylene-butylene-styrene copolymer (SEBS, manufactured by JSR Corporation, trade name, Dynalon HSB8630, density = 0.92 g / cm 3 , melt flow rate, MFR = 14 g / 10 min) Was sufficiently kneaded to prepare a resin composition.
(2). Next, using the resin composition prepared above, using a two-type two-layer top-blown air-cooled inflation co-extrusion film forming machine, the layer of the resin composition of (A) is 40 μm, ( (Ii) Easy-peel sealant according to the present invention comprising two types and two layers of co-extruded inflation film, each of which is formed by coextrusion of a layer of the resin composition to 10 μm. Manufactured.
(3). Next, on a corona-treated surface of a 20 μm-thick stretched polylactic acid film (trade name, Pargreen LC, manufactured by Tosero Co., Ltd.), a two-component curable polyurethane laminating adhesive (main agent: polyester polyol) And an adhesive layer for laminating having a thickness of 3.0 g / m 2 (dry) is coated by coating using a gravure roll coating method. Thereafter, the base material comprising the resin layer made of the resin composition of (ii) having a thickness of 40 μm, using the above-described easy peel sealant on the surface of the adhesive layer for laminating. After the corona discharge treatment was performed on the surface of the layer, the corona treatment surfaces were made to face each other, and then both layers were dry laminated to produce a laminate according to the present invention.
(4). Next, using the laminate material produced above, first, a cup-shaped molded container made of polylactic acid resin is filled with water, and then the surface of the flange portion of the opening is made of the laminate material produced above. The lid material is overlapped with its easy-peel sealant faces facing each other, and then the cover material is sealed from the flat seal at a seal temperature of 200 ° C., 1 kg / cm 2 and 1 second. -A packaged product filled with water in a cup-shaped molded container was produced.
The packaged product manufactured above did not show any leakage of contents or tearing of the lid.
Furthermore, when the drop test of the packaged product from 1 m was performed three times, no tearing, leakage, etc. were observed.
The packaged product had good easy-openability (easy-peel property), and no tearing, tearing, stringing, etc. were observed during peeling.
Also, when projecting seal from a cup container having a line seal (ring seal) or projecting flange performed at a high pressure was performed, the seal layer did not break down and very stable pinning occurred. -It showed the behavior.
(1).まず、下記の(イ)、および、(ロ)の樹脂組成物を調製した。
(イ).第一層を構成する樹脂組成物
ベ−ス樹脂層としてポリブチレンサクシネ−ト(三菱化学株式会社製、商品名、GSP1a−AZ91T、密度=1.26g/cm3 、融点=112℃)100重量部を充分に混練して樹脂組成物を調製した。
(ロ).第二層を構成する樹脂組成物
凝集破壊層としてポリブチレンサクシネ−ト(三菱化学株式会社製、商品名、GSP1a−AZ91T、密度=1.26g/cm3 、融点=112℃))70重量部と、エチレン・α−オレフィン共重合体(ダウケミカル株式会社製、商品名、アフィニティ−PF1140G、密度=0.899g/cm3 、メルトフロ−レイト、MFR=1.6g/10分)30重量部と、スチレン−エチレン−ブチレン−スチレン共重合体(SEBS、JSR株式会社製、商品名、ダイナロンHSB8630、密度=0.92g/cm3 、メルトフロ−レイト、MFR=14g/10分)20重量部とを充分に混練して樹脂組成物を調製した。
(2).次に、上記で調製した樹脂組成物を使用し、これらを、2種2層の上吹き空冷インフレ−ション共押出製膜機を用いて、(イ)の樹脂組成物による層を40μm、(ロ)の樹脂組成物による層を10μmにそれぞれ共押出して製膜化して、2種2層の総厚50μmの共押出インフレ−ションフィルムからなる本発明に係るイ−ジ−ピ−ルシ−ラントを製造した。
(3).次に、厚さ20μmのポリ乳酸延伸フィルム(東セロ株式会社製、商品名、パルグリ−ンLC)のコロナ処理面に、2液硬化型のポリウレタン系ラミネ−ト用接着剤(主剤:ポリエステルポリオ−ル、硬化剤:脂肪族イソシアネ−ト)をグラビアロ−ルコ−ト法を用いてコ−ティングし、厚さ3.0g/m2 (ドライ)のラミネ−ト用接着剤層を形成し、しかる後、該ラミネ−ト用接着剤層の面に、上記で製造したイ−ジ−ピ−ルシ−ラントを使用し、その厚さ40μmの(イ)の樹脂組成物による樹脂層からなる基材層の面にコロナ放電処理を施した後、そのコロナ処理面を対向させて重ね合わせ、しかる後、その両者をドライラミネ−トして、本発明に係る積層材を製造した。
(4).次に、上記で製造した積層材を使用し、まず、ポリ乳酸樹脂からなるカップ状成形容器に水を充填し、次いで、その開口部のフランジ部の表面に、上記で製造した積層材からなる蓋材を、そのイ−ジ−ピ−ルシ−ラントの面を対向させて重ね合わせ、しかる後、平シ−ルからシ−ル温度200℃、1kg/cm2 、1秒の条件にてシ−ルし、カップ状成形容器内に水を充填包装した包装製品を製造した。
上記で製造した包装製品は、内容物の漏れ、蓋材の破れ等は認められなかった。
更に、包装製品を1mからの落下テストを3回行ったところ、破れ、漏れ等は認められなかった。
また、包装製品について、易開封性(イ−ジ−ピ−ル性)は良好であり、ピ−ル時の裂け、破れ、糸引等も認められなかった。
また、高圧で行われる線シ−ル(リングシ−ル)、突起状のフランジを持つカップ容器からの突起シ−ルを行ったところ、シ−ル層の破壊は起こらず、非常に安定したピ−ル挙動を示した。
(1). First, the following resin compositions (a) and (b) were prepared.
(I). Resin composition constituting the first layer Polybutylene succinate (trade name, GSP1a-AZ91T, density = 1.26 g / cm 3 , melting point = 112 ° C.) 100 as a base resin layer The resin composition was prepared by sufficiently kneading the parts by weight.
(B). Resin composition constituting second layer Polybutylene succinate (trade name, GSP1a-AZ91T, density = 1.26 g / cm 3 , melting point = 112 ° C., manufactured by Mitsubishi Chemical Corporation)) as a cohesive failure layer) 70 weight Parts, ethylene / α-olefin copolymer (trade name, affinity-PF1140G, density = 0.899 g / cm 3 , melt flow rate, MFR = 1.6 g / 10 min, manufactured by Dow Chemical Co., Ltd.) 30 parts by weight And 20 parts by weight of a styrene-ethylene-butylene-styrene copolymer (SEBS, manufactured by JSR Corporation, trade name, Dynalon HSB8630, density = 0.92 g / cm 3 , melt flow rate, MFR = 14 g / 10 min) Was sufficiently kneaded to prepare a resin composition.
(2). Next, using the resin composition prepared above, using a two-type two-layer top-blown air-cooled inflation co-extrusion film forming machine, the layer of the resin composition of (A) is 40 μm, ( (Ii) Easy-peel sealant according to the present invention comprising two types and two layers of co-extruded inflation film, each of which is formed by coextrusion of a layer of the resin composition to 10 μm. Manufactured.
(3). Next, on a corona-treated surface of a 20 μm-thick stretched polylactic acid film (trade name, Pargreen LC, manufactured by Tosero Co., Ltd.), a two-component curable polyurethane laminating adhesive (main agent: polyester polyol) And an adhesive layer for laminating having a thickness of 3.0 g / m 2 (dry) is coated by coating using a gravure roll coating method. Thereafter, the base material comprising the resin layer made of the resin composition of (ii) having a thickness of 40 μm, using the above-described easy peel sealant on the surface of the adhesive layer for laminating. After the corona discharge treatment was performed on the surface of the layer, the corona treatment surfaces were made to face each other, and then both layers were dry laminated to produce a laminate according to the present invention.
(4). Next, using the laminate material produced above, first, a cup-shaped molded container made of polylactic acid resin is filled with water, and then the surface of the flange portion of the opening is made of the laminate material produced above. The lid material is overlapped with its easy-peel sealant faces facing each other, and then the cover material is sealed from the flat seal at a seal temperature of 200 ° C., 1 kg / cm 2 and 1 second. -A packaged product filled with water in a cup-shaped molded container was produced.
The packaged product manufactured above did not show any leakage of contents or tearing of the lid.
Furthermore, when the drop test of the packaged product from 1 m was performed three times, no tearing, leakage, etc. were observed.
The packaged product had good easy-openability (easy-peel property), and no tearing, tearing, stringing, etc. were observed during peeling.
Also, when projecting seal from a cup container having a line seal (ring seal) or projecting flange performed at a high pressure was performed, the seal layer did not break down and very stable pinning occurred. -It showed the behavior.
(1).まず、下記の(イ)、および、(ロ)の樹脂組成物を調製した。
(イ).第一層を構成する樹脂組成物
ベ−ス樹脂層としてポリブチレンサクシネ−ト(三菱化学株式会社製、商品名、GSP1a−AZ91T、密度=1.26g/cm3 、融点=112℃)100重量部を充分に混練して樹脂組成物を調製した。
(ロ).第二層を構成する樹脂組成物
凝集破壊層としてポリブチレンサクシネ−ト(三菱化学株式会社製、商品名、GSP1a−AZ91T、密度=1.26g/cm3 、融点=112℃))70重量部と、シングルサイト触媒(メタロセン触媒)を使用して重合したエチレン・α−オレフィン共重合体(日本ポリエチレン株式会社製、商品名、ノバテックLC522、密度=0.923g/cm3 、メルトフロ−レイト、MFR=3.7g/10分)30重量部とを充分に混練して樹脂組成物を調製した。
(2).次に、上記で調製した樹脂組成物を使用し、これらを、2種2層の上吹き空冷インフレ−ション共押出製膜機を用いて、(イ)の樹脂組成物による層を40μm、(ロ)の樹脂組成物による層を10μmにそれぞれ共押出して製膜化して、2種2層の総厚50μmの共押出インフレ−ションフィルムからなる本発明に係るイ−ジ−ピ−ルシ−ラントを製造した。
(3).次に、厚さ20μmのポリ乳酸延伸フィルムのコロナ処理面に、2液硬化型のポリウレタン系ラミネ−ト用接着剤(主剤:ポリエステルポリオ−ル、硬化剤:脂肪族イソシアネ−ト)をグラビアロ−ルコ−ト法を用いてコ−ティングし、厚さ3.0g/m2 (ドライ)のラミネ−ト用接着剤層を形成し、しかる後、該ラミネ−ト用接着剤層の面に、上記で製造したイ−ジ−ピ−ルシ−ラントを使用し、その厚さ40μmの(イ)の樹脂組成物による樹脂層からなる基材層の面にコロナ放電処理を施した後、そのコロナ処理面を対向させて重ね合わせ、しかる後、その両者をドライラミネ−トして、本発明に係る積層材を製造した。
(4).次に、上記で製造した積層材を使用し、まず、ポリ乳酸樹脂からなるカップ状成形容器に水を充填し、次いで、その開口部のフランジ部の表面に、上記で製造した積層材からなる蓋材を、そのイ−ジ−ピ−ルシ−ラントの面を対向させて重ね合わせ、しかる後、平シ−ルからシ−ル温度200℃、1kg/cm2 、1秒の条件にてシ−ルし、カップ状成形容器内に水を充填包装した包装製品を製造した。
上記で製造した包装製品は、内容物の漏れ、蓋材の破れ等は認められなかった。
更に、包装製品を1mからの落下テストを3回行ったところ、破れ、漏れ等は認められなかった。
また、包装製品について、易開封性(イ−ジ−ピ−ル性)は良好であり、ピ−ル時の裂け、破れ、糸引等も認められなかった。
また、高圧で行われる線シ−ル(リングシ−ル)、突起状のフランジを持つカップ容器からの突起シ−ルを行ったところ、シ−ル層の破壊は起こらず、非常に安定したピ−ル挙動を示した。
(1). First, the following resin compositions (a) and (b) were prepared.
(I). Resin composition constituting the first layer Polybutylene succinate (trade name, GSP1a-AZ91T, density = 1.26 g / cm 3 , melting point = 112 ° C.) 100 as a base resin layer The resin composition was prepared by sufficiently kneading the parts by weight.
(B). Resin composition constituting second layer Polybutylene succinate (trade name, GSP1a-AZ91T, density = 1.26 g / cm 3 , melting point = 112 ° C., manufactured by Mitsubishi Chemical Corporation)) as a cohesive failure layer) 70 weight And an ethylene / α-olefin copolymer polymerized using a single site catalyst (metallocene catalyst) (manufactured by Nippon Polyethylene Co., Ltd., trade name, Novatec LC522, density = 0.923 g / cm 3 , melt flow rate, MFR = 3.7 g / 10 min) and 30 parts by weight were sufficiently kneaded to prepare a resin composition.
(2). Next, using the resin composition prepared above, using a two-type two-layer top-blown air-cooled inflation co-extrusion film forming machine, the layer of the resin composition of (A) is 40 μm, ( (Ii) Easy-peel sealant according to the present invention comprising two types and two layers of co-extruded inflation film, each of which is formed by coextrusion of a layer of the resin composition to 10 μm. Manufactured.
(3). Next, on the corona-treated surface of the 20 μm-thick polylactic acid stretched film, a two-component curable polyurethane laminating adhesive (main agent: polyester polyol, curing agent: aliphatic isocyanate) is gravure-coated. Coating is carried out using a coating method to form a laminating adhesive layer having a thickness of 3.0 g / m 2 (dry), and then, on the surface of the laminating adhesive layer, Using the above-produced easy-peel sealant, the corona discharge treatment was applied to the surface of the base material layer composed of the resin layer of the resin composition (i) having a thickness of 40 μm, and then the corona The processing surfaces were opposed to each other and then laminated, and then both were dry laminated to produce a laminate according to the present invention.
(4). Next, using the laminate material produced above, first, a cup-shaped molded container made of polylactic acid resin is filled with water, and then the surface of the flange portion of the opening is made of the laminate material produced above. The lid material is overlapped with its easy-peel sealant faces facing each other, and then the cover material is sealed from the flat seal at a seal temperature of 200 ° C., 1 kg / cm 2 and 1 second. -A packaged product filled with water in a cup-shaped molded container was produced.
The packaged product manufactured above did not show any leakage of contents or tearing of the lid.
Furthermore, when the drop test of the packaged product from 1 m was performed three times, no tearing, leakage, etc. were observed.
The packaged product had good easy-openability (easy-peel property), and no tearing, tearing, stringing, etc. were observed during peeling.
Also, when projecting seal from a cup container having a line seal (ring seal) or projecting flange performed at a high pressure was performed, the seal layer did not break down and very stable pinning occurred. -It showed the behavior.
(実験例)
上記の実施例1〜7で製造した本発明に係るイ−ジ−ピ−ルシ−ラントを使用して製造した本発明に係る積層材について、下記の物性を測定した。
(1).膜厚の測定
これは、実施例1〜7で製造した本発明に係るイ−ジ−ピ−ルシ−ラントを使用して製造した本発明に係る積層材について、ソニ−株式会社製、μ−メ−タにより測定した。
(2).ピ−ル強度の測定
これは、実施例1〜7で製造した本発明に係るイ−ジ−ピ−ルシ−ラントを使用して製造した本発明に係る積層材について、熱シ−ル機から200℃、2秒間、エア−圧力3kg/cm2 の圧力でシ−ルした本発明に係る積材材を構成する蓋材のイ−ジ−ピ−ルシ−ラントの面を、プラスチック成形容器を構成するフランジ部の面に重ね合わせてシ−ルし、そのT字剥離強度を15mm巾、300mm/minの条件にて測定した。
上記の測定結果について、下記の表1に示す。
(Experimental example)
The following physical properties were measured for the laminates according to the present invention manufactured using the easy-peel sealant according to the present invention manufactured in Examples 1 to 7 above.
(1). Measurement of Film Thickness This is about the laminate material according to the present invention manufactured using the easy-peel sealant according to the present invention manufactured in Examples 1 to 7, manufactured by Sony Corporation, μ- Measured with a meter.
(2). Measurement of peel strength This is for a laminated material according to the present invention manufactured using the easy peel sealant according to the present invention manufactured in Examples 1 to 7, from a heat seal machine. The surface of the easy peel sealant of the cover material constituting the stack material according to the present invention sealed at 200 ° C. for 2 seconds with an air pressure of 3 kg / cm 2 is attached to the plastic molding container. The T-shaped peel strength was measured under the conditions of a width of 15 mm and 300 mm / min.
The measurement results are shown in Table 1 below.
(表1)
┌────┬──────┬────────┐ │ │ 膜厚 │ ピ−ル強度 │ │ │ (μm) │(N/15mm)│ ├────┼──────┼────────┤ │実施例1│ 73 │ 10.1 │ ├────┼──────┼────────┤ │実施例2│ 73 │ 10.1 │ ├────┼──────┼────────┤ │実施例3│ 73 │ 10.7 │ ├────┼──────┼────────┤ │実施例4│ 73 │ 9.5 │ ├────┼──────┼────────┤ │実施例5│ 73 │ 8.0 │ ├────┼──────┼────────┤ │実施例6│ 73 │ 7.8 │ ├────┼──────┼────────┤ │実施例7│ 73 │ 8.3 │ └────┴──────┴────────┘
(Table 1)
┌ ────┬──────┬────────┐ │ │ Film thickness │ Peel strength │ │ │ (μm) │ (N / 15mm) │ ├────┼ ──────┼────────┤ │Example 1│ 73 │ 10.1 │ ├────┼──────┼────────┤ │ Example 2│ 73 │ 10.1 │ ├────┼──────┼────────┤ │Example 3│ 73 │ 10.7 │ ├────┼─ ─────┼────────┤ │Example 4│ 73 │ 9.5 │ ├────┼──────┼───────┤ │ Implementation Example 5│ 73 │ 8.0 │ ├────┼──────┼────────┤ │Example 6│ 73 │ 7.8 │ ├────┼── ────┼────────┤ │Example 7│ 73 │ 8.3 │ └────┴──────┴────── --┘
上記の表1に示す結果より明らかなように、本発明に係るイ−ジ−ピ−ルシ−ラントを使用して製造した本発明に係る積層材は、ヒ−トシ−ル性、イ−ジ−ピ−ル性等において優れているものであった。 As is clear from the results shown in Table 1 above, the laminated material according to the present invention manufactured using the easy peel sealant according to the present invention has a heat seal property, -Excellent in peelability and the like.
本発明に係るイ−ジ−ピ−ルシ−ラントは、ヒ−トシ−ル材として、ヒ−トシ−ル性に優れ、その密封性を十分に満足し得るものであって、内容物の品質の保護、保存期間の延長、その他等の要請を充足すると共に、更に、イ−ジ−ピ−ル性に優れ、消費時に、蓋材等を容易に開封することができる易開封性を有し、更に、剥離界面において糸引等の現象は認められない極めて美麗な剥離界面を形成し得るものであり、各種のプラスチック成形容器の蓋材等に適用することができるものである。
更に、上記の本発明に係るイ−ジ−ピ−ルシ−ラントは、生分解性を備え、自然環境中に廃棄されても、微生物等により分解され、自然環境を保全し得るものである。
The easy-peel sealant according to the present invention is excellent in heat-sealability as a heat-seal material and can sufficiently satisfy its sealing property, and the quality of the contents In addition to satisfying demands such as protection of the product, extension of the storage period, etc., it also has excellent easy-peel properties and has an easy-opening property that can easily open the lid material when consumed. Furthermore, it is possible to form a very beautiful peeling interface in which no phenomenon such as stringing is observed at the peeling interface, and it can be applied to various plastic molding container lids.
Furthermore, the above-described easy-peel sealant according to the present invention has biodegradability, and even when discarded in the natural environment, it can be decomposed by microorganisms and the like to preserve the natural environment.
A イ−ジ−ピ−ルシ−ラント
B 積層材
B1 蓋材
C 積層材
C1 蓋材
D 包装製品
1 基材層
1a 樹脂層
2 シ−ル層
2a 樹脂層
3 2層の共押出積層フィルム
3a 両樹脂層の共押出積層フィルム
11 基材シ−ト
12 印刷模様
21 プラスチック成形容器
22 物品
23 フランジ部
A Easy peel sealant B Laminated material B 1 Lid material C Laminated material C 1 Lid material D Packaged product 1 Base material layer 1a Resin layer 2 Seal layer 2a Resin layer 3 Co-extruded laminated film 3a Coextruded laminated film of both resin layers 11
Claims (9)
The package according to any one of claims 1 to 7 , wherein the plastic molding container is a polylactic acid resin molding container.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006048258A JP4857809B2 (en) | 2006-02-24 | 2006-02-24 | Package |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006048258A JP4857809B2 (en) | 2006-02-24 | 2006-02-24 | Package |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007223201A JP2007223201A (en) | 2007-09-06 |
| JP4857809B2 true JP4857809B2 (en) | 2012-01-18 |
Family
ID=38545449
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006048258A Expired - Fee Related JP4857809B2 (en) | 2006-02-24 | 2006-02-24 | Package |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4857809B2 (en) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015042738A (en) * | 2013-07-24 | 2015-03-05 | 三菱化学株式会社 | Thermoplastic resin composition for sealant material |
| CN103754486B (en) * | 2014-01-24 | 2016-05-11 | 苏州道众机械制造有限公司 | The biodegradable strap of a kind of energy |
| EP2952543B1 (en) | 2014-06-05 | 2017-11-01 | Omya International AG | Polymer composition filled with an inorganic filler material mixture |
| JP2016160399A (en) * | 2015-03-04 | 2016-09-05 | Mcppイノベーション合同会社 | Thermoplastic resin composition, lid material for easily opening container, and easily opening container |
| JP6481425B2 (en) * | 2015-03-04 | 2019-03-13 | Mcppイノベーション合同会社 | Thermoplastic resin composition, easy-open lid and easy-open container |
| TWI598389B (en) * | 2016-05-25 | 2017-09-11 | 鴻明環保科技股份有限公司 | Novel low carbon bio-degradable film and application thereof |
| WO2021002208A1 (en) * | 2019-07-03 | 2021-01-07 | Dic株式会社 | Layered film and lid |
| JP6973687B2 (en) * | 2019-07-03 | 2021-12-01 | Dic株式会社 | Laminated film and lid material |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06143408A (en) * | 1992-11-11 | 1994-05-24 | Sekisui Chem Co Ltd | Easily stripping packing material |
| JPH11349708A (en) * | 1998-06-08 | 1999-12-21 | Toyobo Co Ltd | Easy-peel sealing material and lid material |
| JP3515053B2 (en) * | 2000-08-01 | 2004-04-05 | ダイセル化学工業株式会社 | Method for producing polyester block copolymer |
| JP4660035B2 (en) * | 2000-09-28 | 2011-03-30 | 三井化学東セロ株式会社 | Aliphatic polyester composition, film comprising the same, and laminate thereof |
| JP2004231212A (en) * | 2003-01-29 | 2004-08-19 | Toppan Printing Co Ltd | Lid material having biodegradability |
| JP2004256795A (en) * | 2003-02-07 | 2004-09-16 | Toray Ind Inc | Polylactic acid film and laminate using it |
| JP2005181943A (en) * | 2003-11-25 | 2005-07-07 | Dainippon Ink & Chem Inc | Biodegradable tacky adhesive label |
| JP2005280760A (en) * | 2004-03-29 | 2005-10-13 | J-Film Corp | Laminate film and resin-made cup lid |
-
2006
- 2006-02-24 JP JP2006048258A patent/JP4857809B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2007223201A (en) | 2007-09-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4857809B2 (en) | Package | |
| JP4994658B2 (en) | Easy peel sealant | |
| JP2006256636A (en) | Lid material | |
| JP4923590B2 (en) | Easy peel sealant | |
| JP5092389B2 (en) | Heat-sealable film having barrier properties | |
| JP5589614B2 (en) | Easy tear packaging bag | |
| JP6757771B2 (en) | Easy peeling sealant film and packaging | |
| JP5092521B2 (en) | Multilayer laminated film | |
| JP4839644B2 (en) | Lid material | |
| JP5632118B2 (en) | Heat-sealable film having barrier properties | |
| WO2019117209A1 (en) | Polyethylene resin composition for use in lamination, laminate, and production method for laminate | |
| JP2007320060A (en) | Easy peel sealant | |
| JP2005199514A (en) | Multilayered laminated resin film and laminated material using it | |
| JP2008221733A (en) | Heat-sealable film having barrier functionality | |
| JP5003222B2 (en) | Heat-sealable film having barrier properties | |
| JP5023924B2 (en) | Microwave cooking bag | |
| JP2006001055A (en) | Multilayered laminated film, laminated material using it and packaging bag | |
| JP5224645B2 (en) | Easy peel sealant | |
| JP2008155438A (en) | Heat-sealable film having barrier properties | |
| JP2007223199A (en) | Easily peelable sealant | |
| JP2006027621A (en) | Lid material | |
| JP2007320571A (en) | Packaging body | |
| JP2007320054A (en) | Easy peel sealant | |
| JP4249278B2 (en) | Paper container | |
| JP5309456B2 (en) | Heat-sealable film having barrier properties |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090130 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20101224 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110208 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110408 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20111004 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20111017 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4857809 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20141111 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |