JP4857705B2 - 硬質被覆層が高速切削加工ですぐれた耐チッピング性を発揮する表面被覆サーメット製切削スローアウエイチップの表面研磨方法 - Google Patents
硬質被覆層が高速切削加工ですぐれた耐チッピング性を発揮する表面被覆サーメット製切削スローアウエイチップの表面研磨方法 Download PDFInfo
- Publication number
- JP4857705B2 JP4857705B2 JP2005304389A JP2005304389A JP4857705B2 JP 4857705 B2 JP4857705 B2 JP 4857705B2 JP 2005304389 A JP2005304389 A JP 2005304389A JP 2005304389 A JP2005304389 A JP 2005304389A JP 4857705 B2 JP4857705 B2 JP 4857705B2
- Authority
- JP
- Japan
- Prior art keywords
- layer
- cutting
- hard coating
- abrasive
- coating layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



Description
(a−1)下部層として、炭化チタン(以下、TiCで示す)層、窒化チタン(以下、同じくTiNで示す)層、炭窒化チタン(以下、TiCNで示す)層、炭酸化チタン(以下、TiCOで示す)層、および炭窒酸化チタン(以下、TiCNOで示す)層のうちの1層または2層以上からなり、かつ3〜20μmの全体平均層厚を有するTi化合物層、
(a−2)上部層として、1〜15μmの平均層厚を有し、かつ化学蒸着した状態でα型の結晶構造を有する酸化アルミニウム層(以下、α型Al2O3層で示す)、
以上(a−1)および(a−2)で構成された硬質被覆層を蒸着形成してなる被覆切削チップが知られており、この被覆切削チップが、例えば各種の鋼や鋳鉄などの連続切削や断続切削に用いられることは良く知られている。
さらに、被覆切削チップの硬質被覆層を構成するα型Al2O3層(上部層)の表面を、切削性能を向上させる目的でウエットブラスト処理して、平滑化することも知られている。
(a)上記の従来被覆切削チップにおける硬質被覆層の上部層を構成するα型Al2O3層の表面に、ウエットブラストにて、噴射研磨材として、水との合量に占める割合で15〜60質量%酸化アルミニウム(以下、のAl2O3で示す)微粒を配合した研磨液を噴射して、研磨すると、前記α型Al2O3層は、準拠規格JIS・B0601−1994に基いた測定(以下の表面粗さは全てかかる準拠規格に基いた測定値を示す)で、Ra:0.3〜0.6μmの表面粗さを示すようになるが、この結果の前記α型Al2O3層の表面を、ウエットブラストにてRa:0.3〜0.6μmの表面粗さに平滑化した被覆切削チップを用いても、切削速度が350m/min.を越えた高速切削加工では切刃部におけるチッピング発生を満足に抑制することはできないこと。
上記(a)におけると同じくウエットブラストにて、噴射研磨材として、水との合量に占める割合で15〜60質量%のAl2O3微粒を配合した研磨液を噴射すると、上記TiN層とTiCN層の2層以上の交互積層(以下、個々にTiN研磨材層およびTiCN研磨材層と言い、これら全体をTiN/TiCN研磨材層で示す)は、前記Al2O3微粒によって粉砕微粒化し、TiN微粒およびTiCN微粒となって前記Al2O3微粒の共存下で研磨材として作用し、硬質被覆層の上部層を構成するα型Al2O3層の表面を研磨することになり、この結果研磨後の前記α型Al2O3層の表面は、Ra:0.2μm以下の表面粗さにまで平滑化されるようになり、この上部層であるα型Al2O3層の表面がRa:0.2μm以下の表面粗さに平滑化した被覆切削チップを用いて、高速切削加工を行った場合、350m/min.を越える切削速度でも切刃部におけるチッピング発生が防止され、前記硬質被覆層は長期に亘ってすぐれた耐摩耗性を発揮するようになること。
以上(a)〜(c)に示される研究結果を得たのである。
(a−1)下部層として、TiC層、TiN層、TiCN層、TiCO層、およびTiCNO層のうちの1層または2層以上からなり、かつ3〜20μmの全体平均層厚を有するTi化合物層、
(a−2)上部層として、1〜15μmの平均層厚を有するα型Al2O3層、
以上(a−1)および(a−2)で構成された硬質被覆層を化学蒸着形成してなる被覆切削チップの表面研磨方法にして、
(1)上記硬質被覆層の上部層であるα型Al2O3層の全面に、
いずれも0.1〜2.5μmの平均層厚を有するTiN研磨材層とTiCN研磨材層の2層以上の交互積層で構成され、かつ、0.4〜5μmの全体平均層厚を有するTiN/TiCN研磨材層を化学蒸着形成し、
(2)ついで、ウエットブラストにて、噴射研磨材として、水との合量に占める割合で15〜60質量%のAl2O3微粒を配合した研磨液を噴射し、
上記のTiN/TiCN研磨材層が噴射研磨材であるAl 2 O 3 微粒の噴射により粉砕微粒化してなる粉砕化TiN微粒および粉砕化TiCN微粒と、噴射研磨材としてのAl2O3微粒の共存下で、上記工具取り付け孔周辺部の研磨材層を残して、上記硬質被覆層の上部層を構成するα型Al2O3層の表面を研磨して、前記α型Al 2 O 3 層の切刃稜線部を含むすくい面および逃げ面の表面粗さを準拠規格JIS・B0601−1994に基いた測定で、Ra:0.2μm以下としてなる、硬質被覆層が高速切削加工ですぐれた耐チッピング性を発揮する被覆切削チップの表面研磨方法に特徴を有するものである。
(a)硬質被覆層
(a−1)下部層のTi化合物層
Ti化合物層は、α型Al2O3層の下部層として存在し、自身の具備するすぐれた高温強度によって硬質被覆層の高温強度向上に寄与するほか、チップ基体とα型Al2O3層のいずれにも強固に密着し、よって硬質被覆層のチップ基体に対する密着性を向上させる作用を有するが、その全体平均層厚が3μm未満では、前記作用を十分に発揮させることができず、一方その全体平均層厚が20μmを越えると、特に高熱発生を伴なう高速切削では熱塑性変形を起し易くなり、これが偏摩耗の原因となることから、その全体平均層厚を3〜20μmと定めた。
上記のα型Al2O3層は、すぐれた高温硬さと耐熱性を有し、被覆切削チップの切削性能向上に寄与するが、その平均層厚が1μm未満では、所望のすぐれた切削性能を長期に亘って発揮させることができず、一方その平均層厚が15μmを越えて厚くなりすぎると、チッピングが発生し易くなることから、その平均層厚を1〜15μmと定めた。
上記の通り、TiN/TiCN研磨材層は、ウエットブラスト時に、研磨液に噴射研磨材として配合したAl2O3微粒によって粉砕微粒化し、TiN微粒およびTiCN微粒となって前記Al2O3微粒との共存下で研磨材として作用し、硬質被覆層の上部層を構成するα型Al2O3層の表面を研磨するが、この場合、個々の研磨材層の平均層厚が0.1μm未満であったり、TiN/TiCN研磨材層の全体平均層厚が0.4μm未満であったりすると、十分な締め付け強度および前記α型Al2O3層に対する圧縮応力の分散緩和作用を確保することができないばかりでなく、ウエットブラスト時における粉砕化TiN微粒および粉砕化TiCN微粒の割合が少な過ぎて、研磨機能を十分に発揮することができず、一方、個々の研磨材層の平均層厚が2.5μmを越えたり、TiN/TiCN研磨材層の全体平均層厚が5μmを越えたりすると、研磨液に噴射研磨材として配合したAl2O3微粒とのバランスがくずれて、相対的に多くなり過ぎ、この場合も研磨機能が急激に低下するようになり、いずれの場合もα型Al2O3層の表面をRa:0.2μm以下の表面粗さに研磨することができなくなるという理由で、個々の研磨材層の平均層厚を0.1〜2.5μm、その全体平均層厚を0.4〜5μmと定めた。
研磨液のAl2O3微粒には、ウエットブラスト時にTiN/TiCN研磨材層の粉砕化TiN微粒および粉砕化TiCN微粒と共存した状態で、α型Al2O3層の表面を研磨する作用があるが、その割合が水との合量に占める割合で15質量%未満でも、また60質量%を越えても研磨機能が急激に低下するようになることから、その割合を15〜60質量%と定めた。
まず、表3(表3中のl−TiCNは特開平6−8010号公報に記載される縦長成長結晶組織をもつTiCN層の形成条件を示すものであり、これ以外は通常の粒状結晶組織の形成条件を示すものである)に示される条件にて、表5に示される目標層厚のTi化合物層およびα型Al2O3層を硬質被覆層の下部層および上部層として蒸着形成し(図3参照)、
ついで、同じく表3に示されるTiN研磨材層およびTiCN研磨材層形成条件でTiN/TiCN研磨材層を、同じく表6に示される積層数および目標層厚で蒸着形成し(図2参照)、
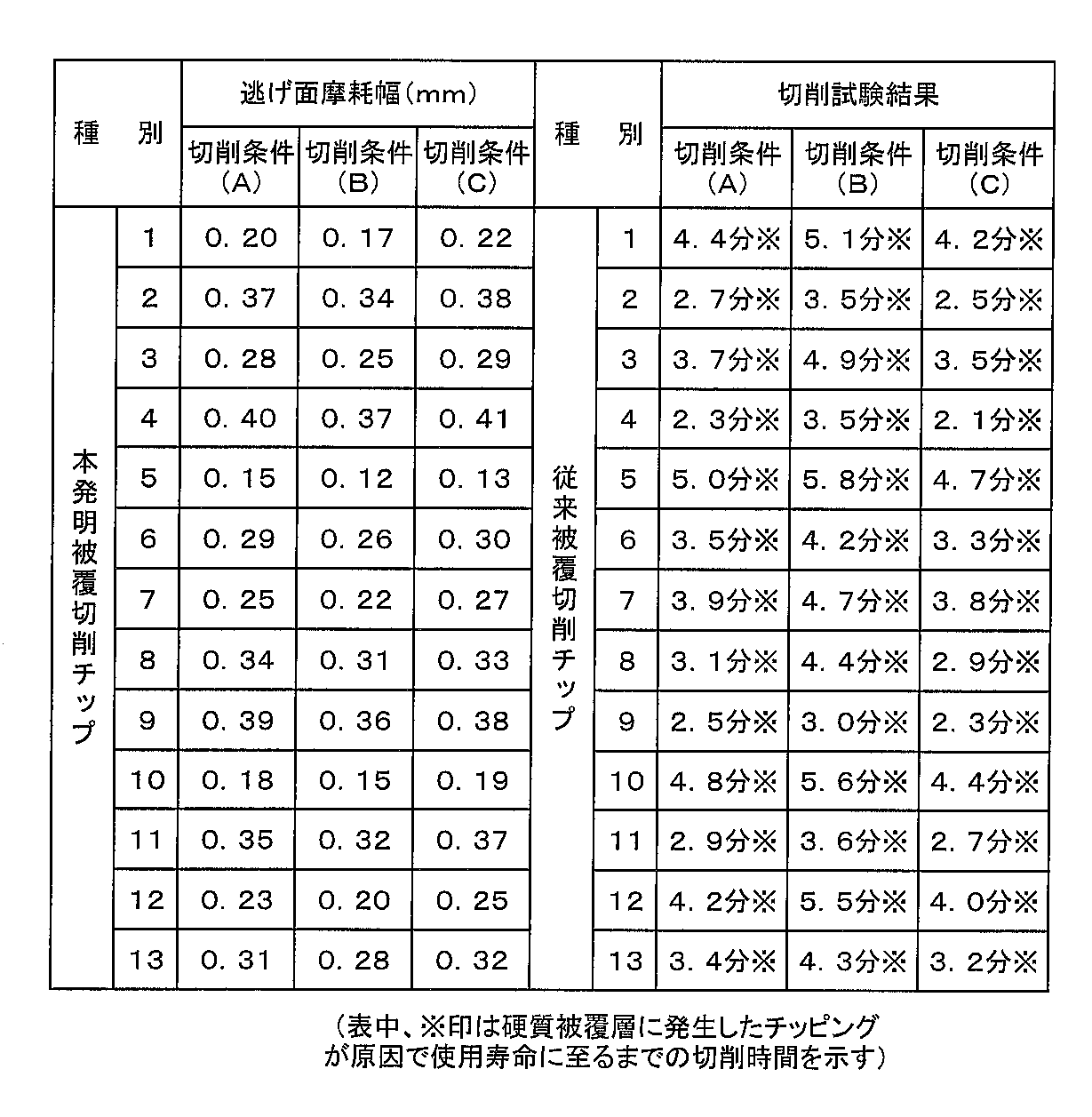
引き続いて、上記のTiN/TiCN研磨材層形成の被覆切削チップに、表4に示されるブラスト条件で、かつ表6に示される組み合わせでウエットブラストを施して、工具取り付け孔周辺部にTiN/TiCN研磨材層を存在させた状態で、前記α型Al2O3層(上部層)の切刃稜線部を含むすくい面および逃げ面を、同じく表6に示される表面粗さに研磨することにより本発明被覆切削チップ1〜13をそれぞれ製造した(図1参照)。
この結果得られた従来被覆切削チップ1〜13の硬質被覆層を構成するα型Al2O3層のウエットブラスト後の表面粗さを表7に示した。
被削材:JIS・FC350の長さ方向等間隔4本縦溝入り丸棒、
切削速度: 420 m/min、
切り込み: 2.5 mm、
送り: 0.2 mm/rev、
切削時間: 8 分、
の条件(切削条件Aという)での普通鋳鉄の乾式断続高速切削試験(通常の切削速度は200m/min)、
被削材:JIS・S55Cの長さ方向等間隔4本縦溝入り丸棒、
切削速度: 400 m/min、
切り込み: 2 mm、
送り: 0.3 mm/rev、
切削時間: 9 分、
の条件(切削条件Bという)での炭素鋼の乾式断続高速切削試験(通常の切削速度は200m/min)、さらに、
被削材:JIS・SCM420の丸棒、
切削速度: 480 m/min、
切り込み: 2.5 mm、
送り: 0.3 mm/rev、
切削時間: 8 分、
の条件(切削条件Cという)での合金鋼の乾式連続高速切削試験(通常の切削速度は250m/min)を行い、いずれの切削試験でも切刃の逃げ面摩耗幅を測定した。この測定結果を表9に示した。
Claims (1)
- 炭化タングステン基超硬合金または炭窒化チタン基サーメットで構成され、かつ中心部に工具取り付け孔を有するチップ基体の切刃稜線部を含むすくい面および逃げ面の全面に、
(a−1)下部層として、炭化チタン層、窒化チタン層、炭窒化チタン層、炭酸化チタン層、および炭窒酸化チタン層のうちの1層または2層以上からなり、かつ3〜20μmの全体平均層厚を有するTi化合物層、
(a−2)上部層として、1〜15μmの平均層厚を有し、かつ化学蒸着した状態でα型の結晶構造を有する酸化アルミニウム層、
以上(a−1)および(a−2)で構成された硬質被覆層を化学蒸着形成してなる、表面被覆サーメット製切削スローアウエイチップの表面研磨方法にして、
(1)上記硬質被覆層の上部層である上記酸化アルミニウム層の全面に、
いずれも0.1〜2.5μmの平均層厚を有する窒化チタン層と炭窒化チタン層の2層以上の交互積層で構成され、かつ、0.4〜5μmの全体平均層厚を有する研磨材層を化学蒸着形成し、
(2)ついで、ウエットブラストにて、噴射研磨材として、水との合量に占める割合で15〜60質量%の酸化アルミニウム微粒を配合した研磨液を噴射し、
上記の研磨材層が噴射研磨材である酸化アルミニウム微粒の噴射により粉砕微粒化してなる粉砕化窒化チタン微粒および粉砕化炭窒化チタン微粒と、噴射研磨材としての酸化アルミニウム微粒の共存下で、上記工具取り付け孔周辺部の研磨材層を残して、上記硬質被覆層の上部層を構成する酸化アルミニウム層の表面を研磨して、前記酸化アルミニウム層の切刃稜線部を含むすくい面および逃げ面の表面粗さを準拠規格JIS・B0601−1994に基いた測定で、Ra:0.2μm以下としたことを特徴とする、硬質被覆層が高速切削加工ですぐれた耐チッピング性を発揮する表面被覆サーメット製切削スローアウエイチップの表面研磨方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005304389A JP4857705B2 (ja) | 2005-10-19 | 2005-10-19 | 硬質被覆層が高速切削加工ですぐれた耐チッピング性を発揮する表面被覆サーメット製切削スローアウエイチップの表面研磨方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005304389A JP4857705B2 (ja) | 2005-10-19 | 2005-10-19 | 硬質被覆層が高速切削加工ですぐれた耐チッピング性を発揮する表面被覆サーメット製切削スローアウエイチップの表面研磨方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007111811A JP2007111811A (ja) | 2007-05-10 |
| JP4857705B2 true JP4857705B2 (ja) | 2012-01-18 |
Family
ID=38094454
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005304389A Active JP4857705B2 (ja) | 2005-10-19 | 2005-10-19 | 硬質被覆層が高速切削加工ですぐれた耐チッピング性を発揮する表面被覆サーメット製切削スローアウエイチップの表面研磨方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4857705B2 (ja) |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS54136489A (en) * | 1978-04-14 | 1979-10-23 | Ngk Spark Plug Co Ltd | Keeper |
| JP3384110B2 (ja) * | 1993-05-31 | 2003-03-10 | 住友電気工業株式会社 | 被覆切削工具とその製造方法 |
| SE509201C2 (sv) * | 1994-07-20 | 1998-12-14 | Sandvik Ab | Aluminiumoxidbelagt verktyg |
| JP4891515B2 (ja) * | 2000-07-12 | 2012-03-07 | 住友電工ハードメタル株式会社 | 被覆切削工具 |
| JP2003170311A (ja) * | 2001-11-30 | 2003-06-17 | Sumitomo Electric Ind Ltd | 転削工具及びその付属部品 |
| JP4360620B2 (ja) * | 2004-01-29 | 2009-11-11 | 京セラ株式会社 | 切削工具用ホルダおよびそれを用いた切削工具 |
-
2005
- 2005-10-19 JP JP2005304389A patent/JP4857705B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2007111811A (ja) | 2007-05-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2826578B1 (en) | Cutting tool | |
| JP4857705B2 (ja) | 硬質被覆層が高速切削加工ですぐれた耐チッピング性を発揮する表面被覆サーメット製切削スローアウエイチップの表面研磨方法 | |
| JP4853822B2 (ja) | 硬質被覆層が高速切削加工ですぐれた耐チッピング性を発揮する穴なし表面被覆サーメット製切削スローアウエイチップの表面研磨方法 | |
| JP4883389B2 (ja) | 硬質被覆層が高速切削加工ですぐれた耐チッピング性を発揮する穴なし表面被覆サーメット製切削スローアウエイチップの表面研磨方法 | |
| JP4888689B2 (ja) | 硬質被覆層が高速切削加工ですぐれた耐チッピング性を発揮する穴なし表面被覆サーメット製切削スローアウエイチップの表面研磨方法 | |
| JP2007118155A (ja) | 硬質被覆層が高速切削加工ですぐれた耐チッピング性を発揮する表面被覆サーメット製切削スローアウエイチップ | |
| JP4888688B2 (ja) | 硬質被覆層が高速切削加工ですぐれた耐チッピング性を発揮する表面被覆サーメット製切削スローアウエイチップの表面研磨方法 | |
| JP4853612B2 (ja) | 硬質被覆層が高速切削加工ですぐれた耐チッピング性を発揮する表面被覆サーメット製切削スローアウエイチップの製造方法 | |
| JP4853820B2 (ja) | 硬質被覆層が高速切削加工ですぐれた耐チッピング性を発揮する穴なし表面被覆サーメット製切削スローアウエイチップの表面研磨方法 | |
| JP4888759B2 (ja) | 硬質被覆層が高速切削加工ですぐれた耐チッピング性を発揮する表面被覆サーメット製切削スローアウエイチップの表面研磨方法 | |
| JP4857752B2 (ja) | 硬質被覆層が高速切削加工ですぐれた耐チッピング性を発揮する表面被覆サーメット製切削スローアウエイチップの表面研磨方法 | |
| JP4888762B2 (ja) | 硬質被覆層が高速切削加工ですぐれた耐チッピング性を発揮する表面被覆サーメット製切削スローアウエイチップの表面研磨方法 | |
| JP4900652B2 (ja) | 硬質被覆層が高速切削加工ですぐれた耐チッピング性を発揮する表面被覆サーメット製切削スローアウエイチップの表面研磨方法 | |
| JP4857711B2 (ja) | 硬質被覆層が高速切削加工ですぐれた耐チッピング性を発揮する穴なし表面被覆サーメット製切削スローアウエイチップの表面研磨方法 | |
| JP4900653B2 (ja) | 硬質被覆層が高速切削加工ですぐれた耐チッピング性を発揮する穴なし表面被覆サーメット製切削スローアウエイチップの表面研磨方法 | |
| JP4853613B2 (ja) | 硬質被覆層が高速切削加工ですぐれた耐チッピング性を発揮する表面被覆サーメット製切削スローアウエイチップの製造方法 | |
| JP4873289B2 (ja) | 硬質被覆層が高速切削加工ですぐれた耐チッピング性を発揮する穴なし表面被覆サーメット製切削スローアウエイチップの表面研磨方法 | |
| JP4857751B2 (ja) | 硬質被覆層が高速切削加工ですぐれた耐チッピング性を発揮する穴なし表面被覆サーメット製切削スローアウエイチップの表面研磨方法 | |
| JP2007118157A (ja) | 硬質被覆層が高速切削加工ですぐれた耐チッピング性を発揮する穴なし表面被覆サーメット製切削スローアウエイチップ | |
| JP2007090457A (ja) | 硬質被覆層が高速切削加工ですぐれた耐チッピング性を発揮する表面被覆サーメット製切削スローアウエイチップ | |
| JP2007111814A (ja) | 硬質被覆層が高速切削加工ですぐれた耐チッピング性を発揮する表面被覆サーメット製切削スローアウエイチップ | |
| JP4853621B2 (ja) | 硬質被覆層が高速切削加工ですぐれた耐チッピング性を発揮する表面被覆サーメット製切削スローアウエイチップの表面研磨方法 | |
| JP2007118103A (ja) | 硬質被覆層が高速切削加工ですぐれた耐チッピング性を発揮する表面被覆サーメット製切削スローアウエイチップ | |
| JP2007111812A (ja) | 硬質被覆層が高速切削加工ですぐれた耐チッピング性を発揮する表面被覆サーメット製切削スローアウエイチップ | |
| JP2007118108A (ja) | 硬質被覆層が高速切削加工ですぐれた耐チッピング性を発揮する穴なし表面被覆サーメット製切削スローアウエイチップ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080321 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110511 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110620 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20111004 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20111017 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4857705 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20141111 Year of fee payment: 3 |