JP4828366B2 - Longitudinal detection method and continuous casting method based on mold heat flux - Google Patents
Longitudinal detection method and continuous casting method based on mold heat flux Download PDFInfo
- Publication number
- JP4828366B2 JP4828366B2 JP2006258295A JP2006258295A JP4828366B2 JP 4828366 B2 JP4828366 B2 JP 4828366B2 JP 2006258295 A JP2006258295 A JP 2006258295A JP 2006258295 A JP2006258295 A JP 2006258295A JP 4828366 B2 JP4828366 B2 JP 4828366B2
- Authority
- JP
- Japan
- Prior art keywords
- mold
- heat flux
- interval
- standard deviation
- regions
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images

















Landscapes
- Continuous Casting (AREA)
Description
本発明は、鋳型の状態を監視して所謂縦割の発生を検知する縦割検知方法と、この縦割を防止する技術に関する。 The present invention relates to a vertical detection method for detecting the occurrence of so-called vertical split by monitoring the state of a mold, and a technique for preventing this vertical split.
この種の技術として、特許文献1は、連続鋳造における表面疵検知方法を開示する。これは、鋳型壁に「複数の温度検出端3を埋設し」(段落番号0024)、各温度検出端において「温度測定を行」(段落番号0024)い、その「標準偏差σが、鋳片表面疵が発生していない時の標準偏差σ0の1.2倍以上となった場合に表面疵が発生すると判定するものである」(段落番号0027)。
As this type of technology,
しかし、上記特許文献1によると、鋳型の正確な熱特性は得ることは容易ではないだろう。
However, according to the above-mentioned
即ち、鋳型の材質・鋳型の銅板厚み・鋳型冷却水スリットの形状・該鋳型冷却水スリットを流れる冷却水の流速・該冷却水の温度などの如何によって、各温度検出端における温度は変わってしまう。しかも、鋳型の修理や交換などにより鋳型の銅板厚みやスリットの形状が変わったりもする。このような操業の条件の変更を考慮できない以上、上記特許文献1に記載の方法では、鋳型の熱特性を正確に得ることは非常に困難なものであろう。
That is, the temperature at each temperature detection end varies depending on the material of the mold, the thickness of the copper plate of the mold, the shape of the mold cooling water slit, the flow rate of the cooling water flowing through the mold cooling water slit, the temperature of the cooling water, etc. . In addition, the thickness of the copper plate of the mold and the shape of the slit may change due to repair or replacement of the mold. As long as such changes in operating conditions cannot be taken into account, it will be very difficult to accurately obtain the thermal characteristics of the mold by the method described in
本発明は斯かる諸点に鑑みてなされたものであり、その主な目的は、鋳型の正確な熱特性を把握し、この熱特性に基づいて鋳片の縦割を鋭敏に検知できる縦割検知方法と、該縦割検知方法と技術的に関連し、鋳片の縦割を防止できる連続鋳造方法を提供することにある。 The present invention has been made in view of such various points, and its main purpose is to detect the accurate thermal characteristics of the mold and to detect the vertical split of the slab sensitively based on the thermal characteristics. And a continuous casting method that is technically related to the vertical split detection method and that can prevent vertical splitting of a slab.
本発明の解決しようとする課題は以上の如くであり、次にこの課題を解決するための手段とその効果を説明する。 The problems to be solved by the present invention are as described above. Next, means for solving the problems and the effects thereof will be described.
本発明の第一の観点によれば、縦割検知は、以下のような方法で行われる。即ち、溶鋼を冷却して所定形状の凝固シェルを形成するための連続鋳造用の鋳型の広面側内壁面AAのうちメニスカス距離M[mm]が20〜40である面領域としての高熱流束面領域Aにおいて該鋳型の幅方向に10又は20・30・40・50のうち何れか一の間隔p[mm]でとる所定の面領域a1・a2・・・で平均熱流束q[W/m2]を夫々求める。並設する前記複数の面領域a1・a2・・・のうち隣り合うn領域の面領域ak〜ak+n-1を一組とし、各組ごとに、該組に属する前記複数の面領域ak〜ak+n-1の前記平均熱流束q[W/m2]の標準偏差σk〜k+n-1[W/m2]を求める。複数求めた上記標準偏差σk〜k+n-1[W/m2]のうち最大の標準偏差σmax[W/m2]が、所定の値σo[W/m2] を上回ったら、鋳片の広面における、鋳造方向長さが100mm以上の縦割が発生したと検知する。ただし、(a)前記間隔p[mm]を10又は20とするときは、前記nを3〜7の何れか一とし、(b)前記間隔p[mm]を30とするときは、前記nを3〜5の何れか一とし、(c)前記間隔p[mm]を40とするときは、前記nを3又は4とし、(d)前記間隔p[mm]を50とするときは、前記nを3とする。 According to the first aspect of the present invention, the vertical detection is performed by the following method. That is, a high heat flux surface as a surface region having a meniscus distance M [mm] of 20 to 40 of the wide inner surface AA of the casting mold for continuous casting for cooling molten steel to form a solidified shell having a predetermined shape In the region A, the average heat flux q [W in a predetermined surface region a 1 · a 2 ... Taken at a spacing p [mm] of any one of 10, 30, 20, 40, 50 in the width direction of the mold. / m 2 ] respectively. Among the plurality of surface regions a 1 , a 2 ... Arranged in parallel, adjacent surface regions a k to a k + n−1 of n regions are taken as one set, and each set belongs to the plurality determination of the surface area a k ~a k + n-1 of the standard deviation σ k~k + n-1 of the average heat flux q [W / m 2] [ W / m 2]. More it obtained the standard deviation σ k~k + n-1 [W / m 2] the largest standard deviation sigma max of [W / m 2] is, when greater than a predetermined value σ o [W / m 2] It is detected that a vertical split with a casting direction length of 100 mm or more has occurred on the wide surface of the slab . However, when (a) the interval p [mm] is 10 or 20, the n is any one of 3 to 7, and (b) when the interval p [mm] is 30, the n Is any one of 3 to 5, (c) when the interval p [mm] is 40, n is 3 or 4, (d) when the interval p [mm] is 50, The n is 3.
これによれば、鋳片の縦割を鋭敏に検知できる。 According to this, the vertical division of the slab can be detected sensitively.
また、本発明の第二の観点によれば、連続鋳造は、以下のような方法で行われる。即ち、溶鋼を冷却して所定形状の凝固シェルを形成するための連続鋳造用の鋳型の広面側内壁面AAのうちメニスカス距離M[mm]が20〜40である面領域としての高熱流束面領域Aにおいて該鋳型の幅方向に10又は20・30・40・50のうち何れか一の間隔p[mm]でとる所定の面領域a1・a2・・・で平均熱流束q[W/m2]を夫々求める。並設する前記複数の面領域a1・a2・・・のうち隣り合うn領域の面領域ak〜ak+n-1を一組とし、各組ごとに、該組に属する前記複数の面領域ak〜ak+n-1の前記平均熱流束q[W/m2]の標準偏差σk〜k+n-1[W/m2]を求める。複数求めた上記標準偏差σk〜k+n-1[W/m2]のうち最大の標準偏差σmax[W/m2]と、所定の値σo[W/m2]と、を比較し、該最大の標準偏差σmax[W/m2]が所定の値σo[W/m2]を超えないように鋳造速度Vc[m/min]を減じる。ただし、(a)前記間隔p[mm]を10又は20とするときは、前記nを3〜7の何れか一とし、(b)前記間隔p[mm]を30とするときは、前記nを3〜5の何れか一とし、(c)前記間隔p[mm]を40とするときは、前記nを3又は4とし、(d)前記間隔p[mm]を50とするときは、前記nを3とする。 Moreover, according to the 2nd viewpoint of this invention, continuous casting is performed by the following methods. That is, a high heat flux surface as a surface region having a meniscus distance M [mm] of 20 to 40 of the wide inner surface AA of the casting mold for continuous casting for cooling molten steel to form a solidified shell having a predetermined shape In the region A, the average heat flux q [W in a predetermined surface region a 1 · a 2 ... Taken at a spacing p [mm] of any one of 10, 30, 20, 40, 50 in the width direction of the mold. / m 2 ] respectively. Among the plurality of surface regions a 1 , a 2 ... Arranged in parallel, adjacent surface regions a k to a k + n−1 of n regions are taken as one set, and each set belongs to the plurality determination of the surface area a k ~a k + n-1 of the standard deviation σ k~k + n-1 of the average heat flux q [W / m 2] [ W / m 2]. Among the obtained standard deviations σ k to k + n-1 [W / m 2 ], a maximum standard deviation σ max [W / m 2 ] and a predetermined value σ o [W / m 2 ] In comparison, the casting speed Vc [m / min] is reduced so that the maximum standard deviation σ max [W / m 2 ] does not exceed the predetermined value σ o [W / m 2 ]. However, when (a) the interval p [mm] is 10 or 20, the n is any one of 3 to 7, and (b) when the interval p [mm] is 30, the n Is any one of 3 to 5, (c) when the interval p [mm] is 40, n is 3 or 4, (d) when the interval p [mm] is 50, The n is 3.
これによれば、鋳片の縦割を抑制できる。 According to this, the vertical division of the slab can be suppressed.
<用語の定義>
「メニスカス距離M」:鋳型内のメニスカス(溶鋼湯面)を起点とし、鋳造経路に沿って観念する距離を意味する。
「縦割」:鋳片の広面における、鋳造方向長さが100mm以上の、割れを意味する。その縦割の鋳造方向長さの測定は、例えばノギスや目視などによる。
「鋳片部」:連続的に生産された鋳片をその鋳造方向において所定の長さ(例えば3mなど)で切断して得られる細切れの鋳片を意味し、通常1枚2枚・・・と数える。
<Definition of terms>
“Menniscus distance M”: Means a distance that starts from the meniscus (molten steel surface) in the mold and is considered along the casting path.
“Vertical Split”: A crack with a length of 100 mm or more in the casting direction on the wide surface of the slab. The measurement of the length in the casting direction of the vertical division is, for example, by calipers or visual observation.
“Casting part”: A slab obtained by cutting a continuously produced slab into a predetermined length (for example, 3 m) in the casting direction. And count.
本発明に係る縦割検知方法及び連続鋳造方法は、例えば下記のような操業条件を対象とする。
・鋳片の炭素含有量C[wt%]:0.08〜0.18
・鋳造速度Vc[m/min]:0.7〜2.5
・鋳型幅(鋳片の広面の幅に略一致する:鋳型上端における鋳型幅)[mm]:1000〜2110
・鋳型厚(鋳片の狭面の幅に略一致する:鋳型上端における鋳型厚)[mm]:230〜280
・鋳型高さ[mm]:900
The vertical split detection method and continuous casting method according to the present invention are intended for the following operating conditions, for example.
-Carbon content C [wt%] of the slab: 0.08 to 0.18
・ Casting speed Vc [m / min]: 0.7-2.5
-Mold width (much the width of the slab's wide surface: mold width at the top of the mold) [mm]: 1000-2110
-Mold thickness (much the width of the narrow surface of the slab: mold thickness at the top of the mold) [mm]: 230-280
-Mold height [mm]: 900
以下、図面を参照しつつ、本発明の第一実施形態を説明する。 Hereinafter, a first embodiment of the present invention will be described with reference to the drawings.
先ず、鋳片(所謂スラブなど)を連続鋳造するための連続鋳造設備について図1を参照しつつ概説する。即ち、この連続鋳造設備は、溶鋼を冷却して所定形状の凝固シェルを形成するための鋳型1と、該鋳型1に所定の流量で溶鋼を注湯するために溶鋼を一時的に収容する図略のタンディッシュと、該鋳型1の下端を基点とし、所定の鋳造経路に沿うように列設される複数のロール対4・4・・・(本図において二点鎖線で示す。)と、から構成されている。
First, a continuous casting facility for continuously casting a slab (so-called slab or the like) will be outlined with reference to FIG. That is, this continuous casting equipment is a
この構成で、図略のタンディッシュから鋳型1へ注湯された溶鋼は、該鋳型1によって冷却されて所定形状の凝固シェルを形成し、この凝固シェルは、適宜の手段により前記の鋳造経路に沿ってロール対4・4・・・により挟持されながら搬送され、やがて内部に至るまで完全に凝固した鋳片となる。そして、連続的に生産された鋳片は、その鋳造方向において所定の長さに切断されて、各鋳片部ごとに管理等される。
With this configuration, the molten steel poured from the tundish (not shown) into the
<1、鋳型の詳細な説明>
次に、上記の鋳型1の構造を本図に従って詳細に説明する。即ち、本実施形態において鋳型1は、該鋳型1に注湯された溶鋼に対して直接的に接触する銅板2と、該銅板2を囲繞するように形成されるジャケット3と、から構成されている。
<1, Detailed description of mold>
Next, the structure of the
前記の銅板2は、断面矩形の筒状に形成されており、所定の肉厚(図7符号RR参照)を有し、鋳造方向に沿って所定の長さ(=鋳型高さ)だけ延在する。この銅板2の外周面には、鋳造方向に沿う溝状の凹部2d・2d・・・が複数、凹設されている。
The
前記のジャケット3は、例えばSUS製であって、上記の銅板2を支持/固定する。このジャケット3は、前述の如く上記の銅板2を囲繞するように形成されており、このため該銅板2の外周面に刻設された前記複数の凹部2d・2d・・・は、鋳型1を冷却するための冷却水を流すための冷却水流路2d・2d・・・を形成する。これらの冷却水流路2d・2d・・・の夫々は、本実施形態において断面矩形である。なお、本実施形態において前記の冷却水流路2d・2d・・・は、前記の鋳型1の広面2a・2a側にのみ形成されているが、これに加えて、該鋳型1の狭面側にも形成される構成も考えられる。
The
<2、平均熱流束qの詳細な説明>
次に、連続鋳造中の上記鋳型1の広面2a・2aにおける熱流束について図2及び図3を参照しつつ説明する。即ち、鋳造する鋳片の広面(前記広面2a・2aに面する。)に縦割が発生したか否かを検知することを目的として本実施形態では、上記鋳型1の広面2a・2aにおける熱流束に着目することとしている。具体的には以下の通りである。
<2. Detailed explanation of average heat flux q>
Next, the heat flux on the
即ち、本実施形態に係る縦割検知方法は鋳片の広面に縦割が発生したか否かを検知しようとするものであるから、先ず、図2に示す如く鋳型1の広面側内壁面AA(2a)に着目する。 That is, the vertical detection method according to the present embodiment is intended to detect whether vertical splitting has occurred on the wide surface of the slab. First, as shown in FIG. Focus on (2a).
しかし、該鋳型1内で形成される凝固シェルは鋳造方向にその厚みを漸増させるものである故、本実施形態において着目しようとする熱流束は上記の広面側内壁面AAにおいて一様ではない。
However, since the solidified shell formed in the
そこで、本実施形態では、前記の広面側内壁面AAのうちメニスカス距離M[mm]が20〜40である面領域としての高熱流束面領域Aに着目し、更に、図3に示す如く該鋳型1の幅方向に10又は20・30・40・50のうち何れか一の間隔p[mm]でとる所定の面領域a1・a2・・・に着目する。そして、これらの面領域a1・a2・・・で平均熱流束q[W/m2]を夫々求めることとする。
Therefore, in the present embodiment, attention is paid to a high heat flux surface area A as a surface area having a meniscus distance M [mm] of 20 to 40 in the wide-surface-side inner wall surface AA, and as shown in FIG. Attention is paid to predetermined surface areas a 1 , a 2, ... Taken in the width direction of the
本実施形態において、これらの面領域a1・a2・・・の形状は、本図に示す如く鋳型1の幅方向にw[mm]であり同じく鋳造方向にdz[mm]の略矩形状としている。また、これらの面領域a1・a2・・・の鋳造方向における位置は、前記高熱流束面領域Aの鋳造方向略中央としている。
In the present embodiment, the shape of these surface areas a 1 , a 2, ... Is substantially rectangular with w [mm] in the width direction of the
上記の各平均熱流束q[W/m2]の求め方には、種々の計算的・解析的手法が適用できる。例えば、第一に、各面領域a1・a2・・・に対応するように前記の鋳型1に埋設した一の熱電対によって測定した該鋳型1の温度と、前述した冷却水流路2d・2d・・・を流れる前記冷却水の水温と、に基づいて実行される例えば差分法(詳しくは後述する。)や有限要素法、境界要素法などの数値的手法が挙げられる。また、第二に、各面領域a1・a2・・・に対応するように前記の鋳型1に埋設した一対の熱電対によって測定した該鋳型1の温度対に基づく数値的手法も適用できるだろう。勿論、その他の公知の計算的・解析的手法も適用可能であって、その選択は操業条件や設備環境などに応じて適宜に選択されよう。
Various computational / analytical techniques can be applied to obtain the average heat flux q [W / m 2 ]. For example, the first, the temperature of the
<3、平均熱流束q[W/m2]の鋳型幅方向におけるバラツキ>
ところで、鋳片の広面に発生する縦割の原因(例えば凝固シェルと鋳型銅板との間への鋳型パウダーの不均一な流入など)は、凝固シェルと鋳型1の広面側内壁面AAとの境界における熱流束の、該鋳型1の幅方向における局所的な、変化として発現するものと考えれる。従って、本実施形態に係る縦割検知方法では、上述の如く求めた各面領域a1・a2・・・の平均熱流束q[W/m2]の鋳型幅方向における局所的なバラツキに着目する。具体的には以下の如くである。
<3. Variation in average heat flux q [W / m 2 ] in the mold width direction>
By the way, the cause of the vertical split generated on the wide surface of the slab (for example, non-uniform flow of mold powder between the solidified shell and the mold copper plate) is caused by the boundary between the solidified shell and the wide-side inner wall surface AA of the
即ち、並設する前記複数の面領域a1・a2・・・のうち隣り合うn領域の面領域ak〜ak+n-1を一組とし、各組ごとに、該組に属する前記複数の面領域ak〜ak+n-1の前記平均熱流束q[W/m2]のバラツキとしての標準偏差σk〜k+n-1[W/m2]を求める。これを、図3に基づいてより詳細に説明する。本図は、前記n(以下、説明の便宜上、このnを「領域数n」とも称する。)を3とする場合を例示するものであり、この場合、上記添え字kのとり得る範囲は1〜i-2となる。 That is, the surface areas a k to a k + n-1 of the adjacent n areas among the plurality of face areas a 1 , a 2 ... Arranged in parallel are set as a set, and each set belongs to the set. determining the plurality of surface areas a k ~a k + n-1 of the average heat flux q [W / m 2] standard deviation as the variation σ k~k + n-1 of [W / m 2]. This will be described in more detail with reference to FIG. This figure exemplifies the case where n (hereinafter, for convenience of explanation, this n is also referred to as “the number of regions n”) is 3, and in this case, the possible range of the subscript k is 1 ~ I-2.
〔領域数n=3の場合〕
(第一の組)
即ち、第一の組は、隣り合う前記の面領域a1及びa2、a3を組み合わせてなるものとする。換言すれば、面領域a1及びa2、a3を第一の組とする。そして、この第一の組に属する3領域(即ち、面領域a1及びa2、a3)における前記平均熱流束q[W/m2]の標準偏差σ[W/m2]としての標準偏差σ1〜3[W/m2]を求める。
[Number of areas n = 3]
(First group)
That is, the first set is formed by combining the adjacent surface areas a 1, a 2 , and a 3 . In other words, the surface areas a 1 and a 2 and a 3 are set as the first set. Then, the standard as the standard deviation σ [W / m 2 ] of the average heat flux q [W / m 2 ] in the three regions (that is, the surface regions a 1 and a 2 , a 3 ) belonging to the first set. Deviation σ 1 to 3 [W / m 2 ] is obtained.
(第二の組)
同様に、第二の組は、隣り合う前記の面領域a2及びa3、a4を組み合わせてなるものとする。そして、この第二の組に属する3領域(即ち、面領域a2及びa3、a4)における前記平均熱流束q[W/m2]の標準偏差σ[W/m2]としての標準偏差σ2〜4[W/m2]を求める。
(Second set)
Similarly, the second set is formed by combining the adjacent surface regions a 2, a 3 , and a 4 . Then, the standard as the standard deviation σ [W / m 2 ] of the average heat flux q [W / m 2 ] in the three regions belonging to the second set (that is, the surface regions a 2 and a 3 , a 4 ) Deviation σ 2 to 4 [W / m 2 ] is obtained.
(第三〜第i-2の組)
上記と同様に、第三の組から、第i-2の組に至るまで、夫々の標準偏差σk〜k+n-1[W/m2]を求める。
(Third to i-2)
Similarly to the above, standard deviations σ k to k + n−1 [W / m 2 ] are obtained from the third group to the i- 2th group.
〔領域数n=4の場合〕
前記の領域数nを4とする場合も、領域数nを3とした上記の場合と同様に考えることができ、以下、簡単に例示する。
[Number of areas n = 4]
The case where the number of regions n is 4 can be considered in the same manner as the above case where the number of regions n is 3, and will be simply exemplified below.
(第一の組)
即ち、第一の組は、隣り合う前記の面領域a1及びa2、a3、a4を組み合わせてなるものとする。換言すれば、面領域a1及びa2、a3、a4を第一の組とする。そして、この第一の組に属する4領域(即ち、面領域a1及びa2、a3、a4)における前記平均熱流束q[W/m2]の標準偏差σ[W/m2]としての標準偏差σ1〜4[W/m2]を求める。
(First group)
In other words, the first set is formed by combining the adjacent surface areas a 1 and a 2 , a 3 , a 4 . In other words, the surface areas a 1 and a 2 , a 3 , a 4 are set as the first set. Then, the standard deviation σ [W / m 2 ] of the average heat flux q [W / m 2 ] in the four regions (that is, the surface regions a 1 and a 2 , a 3 , a 4 ) belonging to the first set. As the standard deviation σ 1 to 4 [W / m 2 ].
(第二〜第i-3の組)
上記と同様に、第二の組から、第i-3の組に至るまで、夫々の標準偏差σk〜k+n-1[W/m2]を求める。
(2nd to i-3)
Similarly to the above, standard deviations σ k to k + n−1 [W / m 2 ] are obtained from the second set to the i-3th set.
〔前記n=5又は6、7の場合〕
前記の領域数nを5又は6、7とする場合も、領域数nを上記の如く3や4とした上述の場合と同様に考えることができる。
[When n = 5 or 6, 7]
The case where the number of regions n is 5 or 6, 7 can be considered in the same manner as the above-described case where the number of regions n is 3 or 4 as described above.
なお、本実施形態において前記領域数nは下記の如くとする。即ち、(a)前記間隔p[mm]を10又は20とするときは、前記nを3〜7の何れか一とし、(b)前記間隔p[mm]を30とするときは、前記nを3〜5の何れか一とし、(c)前記間隔p[mm]を40とするときは、前記nを3又は4とし、(d)前記間隔p[mm]を50とするときは、前記nを3とする。 In the present embodiment, the number of regions n is as follows. That is, (a) when the interval p [mm] is 10 or 20, the n is any one of 3 to 7, and (b) when the interval p [mm] is 30, the n Is any one of 3 to 5, (c) when the interval p [mm] is 40, n is 3 or 4, (d) when the interval p [mm] is 50, The n is 3.
<4、標準偏差σk〜k+n-1に基づく縦割検知>
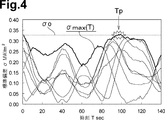
本実施形態において縦割の検知は、上記で複数求めた標準偏差σk〜k+n-1[W/m2]のうち最大の標準偏差σmax[W/m2]と、所定の値σo[W/m2]と、を比較することによって行う。具体的には図4の如くである。本図には、各標準偏差σk〜k+n-1[W/m2]の時間変化(1秒ごとの時間推移、140[sec]分(即ち、長手方向長さを3.0[m]とした鋳片部1枚分))が示されている。
<4, Vertical detection based on standard deviation σ k to k + n-1 >
In the present embodiment, the vertical detection is performed by detecting the maximum standard deviation σ max [W / m 2 ] among the standard deviations σ k to k + n−1 [W / m 2 ] obtained above and a predetermined value. This is done by comparing σ o [W / m 2 ]. Specifically, it is as shown in FIG. This figure shows the time variation of each standard deviation σ k to k + n-1 [W / m 2 ] (time transition per second, 140 [sec] (ie, length in the longitudinal direction is 3.0 [m] For one slab part)).
(図4の鋳造条件)
鋳片の炭素含有量C[wt%]:0.13
鋳造速度Vc[m/min]:1.3
鋳型幅[mm]:2110
鋳型厚[mm]:280
鋳型高さ[mm]:900
(図4のその他の条件)
間隔p[mm]:20
領域数n:3
各面領域の幅w[mm]:1(図3参照)
(Casting conditions in FIG. 4)
Slab carbon content C [wt%]: 0.13
Casting speed Vc [m / min]: 1.3
Mold width [mm]: 2110
Mold thickness [mm]: 280
Mold height [mm]: 900
(Other conditions in FIG. 4)
Interval p [mm]: 20
Number of areas n: 3
Width of each surface area w [mm]: 1 (see Fig. 3)
即ち、本図において太線で示す如く(まるで山脈と空との境界線をなぞるように)各時刻Tごとに前記の各標準偏差σk〜k+n-1[W/m2]のうち最大の標準偏差σmax[W/m2]に着目し、この時刻Tの関数としても表現できる標準偏差σmax(T)[W/m2]と、所定の値σo[W/m2]と、を比較する。 That is, as indicated by the bold line in this figure (as if tracing the boundary between the mountain range and the sky), the maximum of the standard deviations σ k to k + n−1 [W / m 2 ] at each time T Focusing on the standard deviation σ max [W / m 2 ], the standard deviation σ max (T) [W / m 2 ] that can also be expressed as a function of this time T and the predetermined value σ o [W / m 2 ] And compare.
上記の比較において、前記の標準偏差σmax(T)[W/m2]が所定の値σo[W/m2]を少しでも上回ったら、この上回った時刻Tpで縦割が発生したと見做す/推定する。なお、実操業では、前述の如く連続的に生産された鋳片を鋳造方向に所定の長さで切断して鋳片部とし、夫々の鋳片部に応じてその後の処理を個別的に独立して管理することとしている。従って、上記時刻Tpの時点で鋳型1を通過した鋳片を含む鋳片部を、「縦割が発生している鋳片部」として管理することが合理的である。なお、この場合において「管理」とは、例えばホットスカーフに代表される表面処理を含む意味である。
In the above comparison, if the standard deviation σ max (T) [W / m 2 ] slightly exceeds the predetermined value σ o [W / m 2 ], vertical splitting occurred at the time T p that exceeded the standard deviation σ max (T) [W / m 2 ]. Assuming / estimating In actual operation, the slab produced continuously as described above is cut into a slab part in the casting direction to a slab part, and the subsequent processing is independently performed according to each slab part. To manage. Therefore, it is reasonable to manage the slab part including the slab that has passed through the
<5、上記所定の値σo[W/m2]の決定方法の一例>
次に、上記の「所定の値σo[W/m2]」の決定の方法について、その一例を紹介する。図5に、後述の鋳片部−最大標準偏差MAX(σmax(ΔT))[W/m2]と縦割発生頻度[%]との関係を示す。
<5. An example of a method of determining the predetermined value σ o [W / m 2 ]>
Next, an example of a method for determining the “predetermined value σ o [W / m 2 ]” will be introduced. FIG. 5 shows a relationship between a cast slab portion-maximum standard deviation MAX (σ max (ΔT)) [W / m 2 ], which will be described later, and a vertical split occurrence frequency [%].
(図5の鋳造条件)
鋳片の炭素含有量C[wt%]:0.13
鋳造速度Vc[m/min]:1.3
鋳型幅[mm]:2110
鋳型厚[mm]:280
鋳型高さ[mm]:900
(図5のその他の条件)
間隔p[mm]:20
領域数n:3
各面領域の幅w[mm]:1
(Casting conditions in FIG. 5)
Slab carbon content C [wt%]: 0.13
Casting speed Vc [m / min]: 1.3
Mold width [mm]: 2110
Mold thickness [mm]: 280
Mold height [mm]: 900
(Other conditions in FIG. 5)
Interval p [mm]: 20
Number of areas n: 3
Width of each surface area w [mm]: 1
(図5の説明)
本図は、連続的に生産される鋳片を鋳造方向において略3.0[m]ごとに切断して鋳片部とし、夫々の鋳片部を、その広面に縦割が発生していたか否かの点について行った調査試験に基づくものである。本図の横軸は、一枚の鋳片部が鋳型1の前記高熱流束面領域A近傍(図2参照)を通過した時間帯ΔTにおける、上記の標準偏差σmax(T)[W/m2]の更なる最大値としての、鋳片部−最大標準偏差MAX(σmax(ΔT))[W/m2]を、0.05[MW/m2]毎に区切ったものである。一方、縦軸は、調査対象としての鋳片部の枚数に占める、広面に縦割が発生していた鋳片部の枚数の割合を示す。なお、本調査試験では、200枚の鋳片部を調査の対象とした。
(Description of FIG. 5)
This figure shows whether slabs that are continuously produced are cut at about 3.0 [m] in the casting direction to form slab parts, and whether each slab part has been split vertically on its wide surface. This is based on a survey test conducted on this point. The horizontal axis of this figure represents the standard deviation σ max (T) [W / in the time zone ΔT in which a single slab passed through the vicinity of the high heat flux surface area A of the mold 1 (see FIG. 2). As a further maximum value of m 2 ], the slab portion-maximum standard deviation MAX (σ max (ΔT)) [W / m 2 ] is divided every 0.05 [MW / m 2 ]. On the other hand, the vertical axis represents the ratio of the number of slab parts in which the vertical split has occurred on the wide surface in the number of slab parts as the investigation target. In this investigation test, 200 slabs were investigated.
そして、上記の「所定の値σo[W/m2]」は、本図を考慮しつつ、(1)後工程の能力、(2)生産性と品質のどちらを優先すべきか、などを総合的に判断して決定すればよい。即ち、上記「所定の値σo[W/m2]」を低めに設定すれば、縦割が発生していた鋳片部を見逃し難くなる(即ち、縦割見逃率が下がる。)が、縦割が発生しなかったにも関わらず発生していたものとしてしまう鋳片部が多くなる(即ち、縦割過検知率が上がる。)だろう。一方、上記「所定の値σo[W/m2]」を高めに設定すれば、縦割見逃率は上がり、縦割過検知率は下がるだろう。要するに、実操業の条件と照らし合わせて、上記の「所定の値σo[W/m2]」を適宜に決定するとよい。例えば本図によれば、鋳片部−最大標準偏差MAX(σmax(ΔT))[W/m2]が0.40以下だと縦割発生頻度が10%前後と極めて良好となっているが、同じく0.40以上だと縦割発生頻度が50%を大きく超えてしまっているので、「所定の値σo[W/m2]」を0.40とするのが上述した種々の観点から好ましいと言える。 The above-mentioned `` predetermined value σ o [W / m 2 ] '' indicates whether (1) the ability of the post-process, (2) which should be prioritized, such as productivity or quality, taking this figure into consideration. The decision may be made comprehensively. That is, if the above-mentioned “predetermined value σ o [W / m 2 ]” is set low, it is difficult to overlook the cast slab portion where the vertical split has occurred (that is, the vertical split missing rate decreases). However, the slab portion that is assumed to have been generated even though the vertical split did not occur will increase (that is, the vertical split detection rate will increase). On the other hand, if the above-mentioned “predetermined value σ o [W / m 2 ]” is set higher, the vertical miss rate will increase and the vertical excess detection rate will decrease. In short, the above-mentioned “predetermined value σ o [W / m 2 ]” may be appropriately determined in light of the actual operation conditions. For example, according to this figure, when the slab part-maximum standard deviation MAX (σmax (ΔT)) [W / m 2 ] is 0.40 or less, the frequency of occurrence of vertical splitting is very good at around 10%. If it is 0.40 or more, the frequency of occurrence of vertical split greatly exceeds 50%. Therefore, it can be said that the “predetermined value σ o [W / m 2 ]” is preferably 0.40 from the various viewpoints described above.
<6、高熱流束面領域Aに着目する根拠>
次に、本実施形態において前記の広面側内壁面AAのうちメニスカス距離M[mm]が20〜40である面領域としての高熱流束面領域Aに着目する根拠を、図2及び図6に基づいて説明する。図6に示すグラフにおいて、横軸はメニスカス距離M[mm]を示し、縦軸は広面側内壁面AAの各メニスカス距離M[mm]近傍における熱流束[MW/m2]を示す。
<6. Grounds for focusing on high heat flux surface area A>
Next, in the present embodiment, the grounds for focusing on the high heat flux surface area A as the surface area where the meniscus distance M [mm] is 20 to 40 of the wide-surface inner wall surface AA are shown in FIGS. 2 and 6. This will be explained based on. In the graph shown in FIG. 6, the horizontal axis indicates the meniscus distance M [mm], and the vertical axis indicates the heat flux [MW / m 2 ] in the vicinity of each meniscus distance M [mm] of the wide inner wall surface AA.
(図6の鋳造条件)
鋳片の炭素含有量C[wt%]:0.13
鋳造速度Vc[m/min]:1.1
鋳型幅[mm]:2110
鋳型厚[mm]:280
鋳型高さ[mm]:900
(Casting conditions in FIG. 6)
Slab carbon content C [wt%]: 0.13
Casting speed Vc [m / min]: 1.1
Mold width [mm]: 2110
Mold thickness [mm]: 280
Mold height [mm]: 900
図6によれば、広面側内壁面AAのうちメニスカス距離M[mm]が20〜40である面領域で、鋳型の広面における熱流束が最大となっていることが判る。このように熱流束のピーク値が大きい程、熱流束の差が顕著に現れると考えられ、また、熱流束の差が顕著に現れ易い程、縦割を検知し易いと考えられる。従って、本実施形態においては、前記の広面側内壁面AAのうちメニスカス距離M[mm]が20〜40である面領域としての高熱流束面領域Aに着目することとしている。 According to FIG. 6, it can be seen that the heat flux on the wide surface of the mold is maximized in the surface region where the meniscus distance M [mm] is 20 to 40 in the wide surface side inner wall surface AA. Thus, it is considered that the difference in the heat flux appears more noticeably as the peak value of the heat flux becomes larger, and the vertical split is easier to detect as the difference in heat flux appears more noticeably. Therefore, in the present embodiment, attention is paid to the high heat flux surface area A as a surface area having a meniscus distance M [mm] of 20 to 40 of the wide-surface inner wall surface AA.
<7、平均熱流束q[W/m2]の求め方の一例>
次に、平均熱流束q[W/m2]の求め方の一例を図7及び図8に基づいて例示する。図7は図1の部分拡大図であり、図8は伝熱計算の説明に供する説明図である。ここでは、該平均熱流束q[W/m2]を、『各面領域a1・a2・・・に対応するように前記の鋳型1に埋設した一の熱電対5によって測定した該鋳型1の温度と、前述した冷却水流路2d・2d・・・を流れる前記冷却水の水温と、に基づいて』伝熱計算(二次元の差分法)により求める方法を例示する。
<7. An example of how to obtain the average heat flux q [W / m 2 ]>
Next, an example of how to obtain the average heat flux q [W / m 2 ] will be illustrated based on FIGS. FIG. 7 is a partially enlarged view of FIG. 1, and FIG. 8 is an explanatory diagram for explaining heat transfer calculation. Here, the average heat flux q [W / m 2 ] is measured using the one
(伝熱計算を実行するための構成)
本例では、図7に示すように、鋳型1の広面側の銅板2内に、その幅方向に所定の間隔p[mm](図3も併せて参照)で熱電対5・5・・・(例えばK熱電対(+→クロメル、−→アルメル))を複数埋設し、これらの熱電対5・5・・・を用いて鋳型1の広面側の銅板2内の温度t5・t5・・・を計測する。計測された温度データは所定の時間間隔(例えば1秒)で、CPUや記憶装置(ROM、RAMなど)を適宜に備える電子計算機に送信されるように構成する。また、図示しないが、前記の冷却水流路2d・2d・・・を流れる冷却水の温度t2dも適宜に設けた別の熱電対などにより計測し、計測された温度データも所定の時間間隔で前記の電子計算機に送信されるように構成する。なお、該冷却水の温度t2dは、鋳型1内部に形成された前記の冷却水流路2d・2d・・・から出てきた冷却水の温度を測定して得られる温度測定値を用いることとする。
(Configuration for executing heat transfer calculation)
In this example, as shown in FIG. 7, in the
なお、本実施形態において上記の熱電対5・5・・・は、鋳型1の銅板2の広面2a・2aを起点として、前記のジャケット3側へ約8mm程度の位置(熱電対埋込み深さdπ[mm]=8)に埋設した。
In the present embodiment, the
(伝熱計算の概要)
上記の電子計算機は、(1)鋳型1の広面側の銅板2の温度t5・t5・・・及び(2)冷却水の温度t2dと、鋳造開始前に予め電子計算機の前記記憶装置に記憶させておいた(3)〜(6)、即ち、(3)鋳型の横断面形状(鋳型1の銅板2の厚み(ここで、銅板2の厚みとは、図7中で符号RRで示す距離を意味する。)や冷却水流路2d・2d・・・の断面形状など)、(4)銅熱伝導度λ、(5)銅板2と冷却水との間の界面熱伝達係数h(例えば冷却水流路2d・2d・・・を流れる冷却水の流速に基づいて算出する。)、(6)銅板2とジャケット3との間の界面熱伝達係数h(計算の便宜上、(5)のものと同一とする。)と、(7)上記の熱電対埋込深さdπと、の(1)〜(7)などに基づいて図7に示す如く銅板2における二次元の伝熱に係る微分方程式を差分法により解く。
(Outline of heat transfer calculation)
The above-mentioned computer includes (1) the temperature t 5 · t 5 of the
(伝熱計算の計算対象領域)
本例において前記の熱電対5は鋳型1の幅方向でみて、隣り合う二つの冷却水流路2d・2dの略中央に埋設している。従って、一つの面領域axに対応する銅板2は略線対称であり、それ故、伝熱計算の計算対象領域における伝熱の解析は、該計算対象領域のうち太線で示す領域(以下、太線領域と称する。)における伝熱の解析に代えることができる。従って、上記の電子計算機を用いて、この太線領域における伝熱のみを解析することとする。
(Calculation target area of heat transfer calculation)
In this example, the
(太線領域に対する熱の出入りについて)
〔q1:入熱〕
符号q1[W/m2]は、凝固シェル側から上記の太線領域へ入る単位面積あたりの熱量(即ち、平均熱流束)[W/m2]を示す。
〔q2、q3:抜熱〕
また、本図において符号q2[W/m2]及びq3[W/m2]は、太線領域から前記の冷却水流路2d・2d・・・を流れる冷却水へ出る単位面積あたりの熱量(即ち、平均熱流束)[W/m2]を示す。
〔q4:抜熱〕
また、本図において符号q4[W/m2]は、太線領域から前記のジャケット3へ出る単位面積あたりの熱量(即ち、平均熱流束)[W/m2]を示す。
〔その他の熱の出入りについて〕
本実施形態においては、計算の便宜上、本図において太線で示す領域と、銅板2内で隣り合う領域と、の間には熱の移動はないものとする。同様に、銅板2内において鋳造方向の熱の移動もないものとする。
(About heat input and output to the thick line area)
[Q 1: heat input]
The symbol q 1 [W / m 2 ] indicates the amount of heat per unit area (ie, average heat flux) [W / m 2 ] entering the thick line region from the solidified shell side.
[Q 2, q 3: heat removal]
In addition, in this figure, the symbols q 2 [W / m 2 ] and q 3 [W / m 2 ] indicate the amount of heat per unit area that flows from the thick line region to the cooling water flowing through the cooling
[Q 4: heat removal]
Further, in this drawing, the symbol q 4 [W / m 2 ] indicates the amount of heat per unit area (that is, average heat flux) [W / m 2 ] coming from the thick line region to the
[Other heat input and output]
In the present embodiment, for convenience of calculation, it is assumed that there is no movement of heat between a region indicated by a thick line in this drawing and a region adjacent in the
(伝熱計算に係る差分法の具体的内容)
差分法を実行するに際し、上記の太線領域に対してΔx(例えば1mmなど)間隔のメッシュを適用した(即ち、Δx(例えば1mmなど)間隔でメッシュ分割した)。そして、各メッシュ要素の中心を通過する熱量の収支を計算する。この計算は、下記初期条件及び境界条件、計算条件に基づいて開始し実行する(ただし、下記の境界条件及び計算条件として記載した数式は、計算の大まかな概念を紹介するものである。)。そして、上記の各熱電対5による温度t5と、計算上、該熱電対5の位置に配置されるメッシュ要素の中心の温度と、を比較し、その差が1%以内となったときの平均熱流束q1(=qax)[W/m2]を計算結果として採用することとする。
(Specific contents of difference method for heat transfer calculation)
When executing the difference method, a mesh having an interval of Δx (for example, 1 mm) was applied to the above-described thick line region (that is, the mesh was divided at an interval of Δx (for example, 1 mm)). Then, the balance of the amount of heat passing through the center of each mesh element is calculated. This calculation is started and executed based on the following initial conditions, boundary conditions, and calculation conditions (however, the mathematical expressions described as the following boundary conditions and calculation conditions introduce a rough concept of calculation). Then, the
(初期条件)
上記の平均熱流束q1[W/m2]及びq2、q3、q4は、任意の値に設定する。
(Initial condition)
The average heat flux q 1 [W / m 2 ] and q 2 , q 3 , and q 4 are set to arbitrary values.
(境界条件)
《銅板2と冷却水(又はジャケット3)との界面の境界条件》
前述した界面熱伝達係数hを用いる(図8も併せて参照)。
λ/dz{t(I+1,1)-t(I,1)}+λ/dz{t(I-1,1)-t(I,1)}+λ/dz{t(I,2)-t(I,1)}=h{t(I,1)-tw}
なお、変数dzは図3において符号dzで示す(図7においては奥行き)ものである。
《銅板2と凝固シェルとの界面の境界条件》
前述した平均熱流束q1[W/m2]を用いる。
λ/dz{t(I+1,M)-t(I,M)}+λ/dz{t(I-1,M)-t(I,M)}+λ/dz{t(I,M-1)-t(I,M)}+q1=0
(boundary condition)
《Boundary condition of interface between
The above-described interfacial heat transfer coefficient h is used (see also FIG. 8).
λ / dz {t (I + 1,1) -t (I, 1)} + λ / dz {t (I-1,1) -t (I, 1)} + λ / dz {t (I, 2) -t (I, 1)} = h {t (I, 1) -tw}
Note that the variable dz is indicated by dz in FIG. 3 (depth in FIG. 7).
<Boundary condition of interface between
The aforementioned average heat flux q 1 [W / m 2 ] is used.
λ / dz {t (I + 1, M) -t (I, M)} + λ / dz {t (I-1, M) -t (I, M)} + λ / dz {t (I, M-1) -t (I, M)} + q 1 = 0
(計算条件)
《銅板2の内部》
λ/dz{t(I+1,J)-t(I,J)+t(I-1,J)-t(I,J)+t(I,J+1)-t(I,J)+t(I,J-1)-t(I,J)}=0
(Calculation condition)
<Inside of
λ / dz {t (I + 1, J) -t (I, J) + t (I-1, J) -t (I, J) + t (I, J + 1) -t (I, J ) + t (I, J-1) -t (I, J)} = 0
(伝熱計算において採用した各定数の具体的な値)
・銅熱伝導度λ:355[W/m/deg]
・銅板2と冷却水との間の界面熱伝達係数h:15000[W/m2/deg]
・銅板2とジャケット3との間の界面熱伝達係数h:同上
(Specific values for each constant used in heat transfer calculations)
Copper thermal conductivity λ: 355 [W / m / deg]
-Interfacial heat transfer coefficient h between
-Interfacial heat transfer coefficient h between
なお、上述した伝熱計算では、冷却水の温度t2dとして前記の冷却水流路2d・2d・・・から出てきた冷却水の温度を用いているので、絶対的な平均熱流束qax[W/m2]は求めることができない。しかし、本実施形態に係る縦割検知方法では、同時刻における鋳型1幅方向の平均熱流束qax[W/m2]のバラツキ(標準偏差σk〜k+n-1[W/m2])に着目することとしているので、少なくとも相対的な平均熱流束qax[W/m2]のバラツキが求められる以上、特に問題とはならない。
In the heat transfer calculation described above, the temperature of the cooling water coming out of the cooling
また、上記の伝熱計算では、3次元の熱の流れを前述した如く2次元の熱の流れとしているので、無限小増分を意味する変数dzは計算上、実質的には無視されることとなる。 In the above heat transfer calculation, since the three-dimensional heat flow is the two-dimensional heat flow as described above, the variable dz which means infinitesimal increment is substantially ignored in the calculation. Become.
<8、領域数nの設定の根拠>
次に、領域数nの設定の根拠について、図9〜14を参照しつつ詳細に説明する。
<8. Grounds for setting the number of areas n>
Next, the basis for setting the number of areas n will be described in detail with reference to FIGS.
前述したように、鋳片の広面における縦割は、上記の標準偏差σk〜k+n-1[W/m2]の大きさに基づいて検知できると考えられる。図9〜図13に、任意時刻での各面領域axにおける平均熱流束qax[MW/m2]と、標準偏差σk〜k+n-1[MW/m2]と、を例示する。なお、図9〜図13は、何れも同一のデータを別の形式で表示したものである。即ち、例えば図10について言えば、図9に示す各面領域axにおける平均熱流束qax[W/m2]を間引いたものに相当する。各図右上に、前記の間隔p[mm]を付記した。 As described above, it is considered that the vertical split on the wide surface of the slab can be detected based on the standard deviation σ k to k + n−1 [W / m 2 ]. 9 to 13 exemplify average heat flux q ax [MW / m 2 ] and standard deviations σ k to k + n−1 [MW / m 2 ] in each surface region a x at an arbitrary time. To do. 9 to 13 show the same data displayed in different formats. That is, for example, referring to FIG. 10, this corresponds to a thinned average heat flux q ax [W / m 2 ] in each surface region a x shown in FIG. The interval p [mm] is added to the upper right of each figure.
(図9〜13の鋳造条件)
鋳片の炭素含有量C[wt%]:0.13
鋳造速度Vc[m/min]:1.2
鋳型幅[mm]:2110
鋳型厚[mm]:280
鋳型高さ[mm]:900
(Casting conditions of FIGS. 9 to 13)
Slab carbon content C [wt%]: 0.13
Casting speed Vc [m / min]: 1.2
Mold width [mm]: 2110
Mold thickness [mm]: 280
Mold height [mm]: 900
(図9〜13のその他の条件)
間隔p[mm]:(図中に記載)
領域数n:(図中に記載)
各面領域の幅w[mm]:1
(Other conditions in FIGS. 9 to 13)
Interval p [mm]: (Indicated in the figure)
Number of areas n: (shown in the figure)
Width of each surface area w [mm]: 1
これら図9〜図13によれば、前記領域数nを3とすると、平均熱流束qax[W/m2]の局所的なバラツキが敏感に反映され得るという点で、最も好ましいと言える。一方で、前記領域数nを多くする程、平均熱流束q[W/m2]の局所的なバラツキが敏感には反映されなくなる(鈍感となる)ことが判る。これら図9〜図13によれば、前記の間隔p[mm]についても同様と言えよう。即ち、間隔p[mm]が小さいほど敏感であり、大きいほど鈍感と言える。 According to these FIGS. 9 to 13, when the number of regions n is 3, it can be said that it is most preferable in that local variation of the average heat flux q ax [W / m 2 ] can be reflected sensitively. On the other hand, it can be seen that as the number of regions n is increased, the local variation in the average heat flux q [W / m 2 ] is less sensitively reflected (insensitive). According to these FIG. 9 to FIG. 13, the same can be said for the interval p [mm]. That is, it can be said that the smaller the interval p [mm] is, the more sensitive it is, and the larger the interval p [mm] is, the less sensitive it is.
上記の図9〜図13において、別の観点によれば、前記の標準偏差σ[W/m2]の最大値と最小値との差の度合いが、縦割検知の感度と密接に関連するとも言える。なぜなら、該差が大きいということは、鋳片の広面のうち縦割が発生した部位としての縦割発生部位と、同じく縦割が発生していない部位としての安定鋳造部位と、の違いが明瞭に現れていると言えるからである。 9 to 13, according to another aspect, the degree of difference between the maximum value and the minimum value of the standard deviation σ [W / m 2 ] is closely related to the sensitivity of vertical detection. I can say. Because the difference is large, there is a clear difference between the part where the vertical split occurs in the wide surface of the slab and the part where the stable casting as the part where no vertical split occurs. It is because it can be said that it has appeared.
そこで、本実施形態においては、前述した如く、前記の領域数nを下記(a)〜(d)の如く設定する。即ち、(a)前記間隔p[mm]を10又は20とするときは、前記nを3〜7の何れか一とし、(b)前記間隔p[mm]を30とするときは、前記nを3〜5の何れか一とし、(c)前記間隔p[mm]を40とするときは、前記nを3又は4とし、(d)前記間隔p[mm]を50とするときは、前記nを3とする。 Therefore, in the present embodiment, as described above, the number of areas n is set as follows (a) to (d). That is, (a) when the interval p [mm] is 10 or 20, the n is any one of 3 to 7, and (b) when the interval p [mm] is 30, the n Is any one of 3 to 5, (c) when the interval p [mm] is 40, n is 3 or 4, (d) when the interval p [mm] is 50, The n is 3.
上記の領域数nの設定の技術的効果を、図14に基づいて確認する。図14は、縦割検知の感度に関する図であり、より具体的には上記の図9〜図13の夫々における、前記の間隔p[mm]及び領域数nと、前記標準偏差σk〜k+n-1[W/m2]の最大値と最小値との差と、の関係を同時に示すものである。 The technical effect of setting the number of regions n will be confirmed based on FIG. FIG. 14 is a diagram related to the sensitivity of vertical detection, and more specifically, the interval p [mm] and the number of regions n and the standard deviations σ k to k in each of FIGS. 9 to 13 described above. It shows the relationship between the difference between the maximum value and the minimum value of + n-1 [W / m2] at the same time.
図14によれば、上記の領域数nの設定方法としての(a)〜(d)によると、標準偏差σk〜k+n-1[W/m2]の最大値と最小値との差を少なくとも0.1以上は確保できることが判る。換言すれば、上記の領域数nの設定方法によれば、鋳型の広面のうち縦割が発生した部位としての縦割発生部位と、同じく縦割が発生していない部位としての安定鋳造部位と、の違いが上記差として明瞭に現れるので、極めて良好な感度の縦割検知が可能となる。 According to FIG. 14, according to (a) to (d) as the method for setting the number of regions n, the maximum value and the minimum value of the standard deviations σ k to k + n−1 [W / m 2 ] are obtained. It can be seen that a difference of at least 0.1 can be secured. In other words, according to the above method for setting the number of regions n, the vertical split generation site as the vertical split portion of the wide surface of the mold, and the stable casting portion as the vertical split portion as well Since the difference between and clearly appears as the above difference, it is possible to detect the vertical division with very good sensitivity.
なお、前記の間隔p[mm]は、埋設する熱電対5の大きさ・形状などを考慮すると、少なくとも10以上であることが好ましい。
The distance p [mm] is preferably at least 10 or more in consideration of the size and shape of the
以上説明したように、上記の第一実施形態において、縦割検知は、以下のような方法で行われている。即ち、溶鋼を冷却して所定形状の凝固シェルを形成するための連続鋳造用の鋳型の広面側内壁面AAのうちメニスカス距離M[mm]が20〜40である面領域としての高熱流束面領域Aにおいて該鋳型の幅方向に10又は20・30・40・50のうち何れか一の間隔p[mm]でとる所定の面領域a1・a2・・・で平均熱流束q[W/m2]を夫々求める。並設する前記複数の面領域a1・a2・・・のうち隣り合うn領域の面領域ak〜ak+n-1を一組とし、各組ごとに、該組に属する前記複数の面領域ak〜ak+n-1の前記平均熱流束q[W/m2]の標準偏差σk〜k+n-1[W/m2]を求める。複数求めた上記標準偏差σk〜k+n-1[W/m2]のうち最大の標準偏差σmax[W/m2]と、所定の値σo[W/m2]と、を比較することによって縦割を検知する。ただし、(a)前記間隔p[mm]を10又は20とするときは、前記nを3〜7の何れか一とし、(b)前記間隔p[mm]を30とするときは、前記nを3〜5の何れか一とし、(c)前記間隔p[mm]を40とするときは、前記nを3又は4とし、(d)前記間隔p[mm]を50とするときは、前記nを3とする。 As described above, in the first embodiment, the vertical detection is performed by the following method. That is, a high heat flux surface as a surface region having a meniscus distance M [mm] of 20 to 40 of the wide inner surface AA of the casting mold for continuous casting for cooling molten steel to form a solidified shell having a predetermined shape In the region A, the average heat flux q [W in a predetermined surface region a 1 · a 2 ... Taken at a spacing p [mm] of any one of 10, 30, 20, 40, 50 in the width direction of the mold. / m 2 ] respectively. Among the plurality of surface regions a 1 , a 2 ... Arranged in parallel, adjacent surface regions a k to a k + n−1 of n regions are taken as one set, and each set belongs to the plurality determination of the surface area a k ~a k + n-1 of the standard deviation σ k~k + n-1 of the average heat flux q [W / m 2] [ W / m 2]. Among the obtained standard deviations σ k to k + n-1 [W / m 2 ], a maximum standard deviation σ max [W / m 2 ] and a predetermined value σ o [W / m 2 ] The vertical division is detected by comparison. However, when (a) the interval p [mm] is 10 or 20, the n is any one of 3 to 7, and (b) when the interval p [mm] is 30, the n Is any one of 3 to 5, (c) when the interval p [mm] is 40, n is 3 or 4, (d) when the interval p [mm] is 50, The n is 3.
これによれば、鋳片の縦割を鋭敏に検知できる。 According to this, the vertical division of the slab can be detected sensitively.
また、別の観点から見れば、上記の第一実施形態に係る縦割検知方法(以下、単に本方法とも称する。)は、上述した特許文献1に記載の表面疵検知方法(以下、単に先行方法とも称する。)と比較して、以下の有利な特徴を有している。端的に言えば、先行方法は熱電対によって計測される鋳型の温度に着目しているのに対し、本方法は鋳型の広面における熱流束に着目しているので、本方法によれば、比して正確な熱特性が得られると考えられる。
From another viewpoint, the vertical detection method according to the first embodiment (hereinafter also simply referred to as the present method) is the surface flaw detection method (hereinafter simply referred to as the preceding method) described in
即ち、例えば、鋳型の材質や鋳型の銅板厚み、冷却水の冷却水流路の断面形状、該冷却水流路を流れる冷却水の流速、冷却水の温度などの如何によって、熱電対による鋳型温度の測定結果は大きく変動してしまう。しかも、装置の修理や交換などで鋳型の銅板厚みや冷却流路の断面形状は頻繁に変更されるものである。そのような状況下で、熱電対によって計測される鋳型の温度にのみ着目しては、決して、正確な熱特性が得られるとは考え難い。 That is, for example, the mold temperature is measured by a thermocouple depending on the material of the mold, the thickness of the copper plate of the mold, the cross-sectional shape of the cooling water flow path, the flow rate of the cooling water flowing through the cooling water flow path, the temperature of the cooling water, etc. The results will vary greatly. Moreover, the thickness of the copper plate of the mold and the cross-sectional shape of the cooling channel are frequently changed due to repair and replacement of the apparatus. Under such circumstances, it is unlikely that accurate thermal characteristics can be obtained by focusing only on the temperature of the mold measured by the thermocouple.
一方で、上記実施形態では、種々の計算的・解析的手法により、鋳型の内壁面における熱流束を算出し、該熱流束の如何に応じて縦割を検知しようとするものである。従って、本方法は、設備ごとに異なる上記複数の要因や設備の維持・管理・交換に伴う上記複数の要因を問題なく吸収して総合的に判断できるものとなっている。以上を踏まえれば、やはり、本方法が、先行方法に比べて、正確な熱特性が得られるという点で、極めて有利な特徴を有していると言うことができる。 On the other hand, in the said embodiment, the heat flux in the inner wall surface of a casting_mold | template is calculated with various computational / analytical methods, and it tries to detect a vertical split according to how this heat flux is. Therefore, the present method can comprehensively judge by absorbing the above-described plurality of factors different for each facility and the above-mentioned plurality of factors associated with maintenance, management, and replacement of the facility without any problem. Based on the above, it can be said that this method has extremely advantageous characteristics in that accurate thermal characteristics can be obtained as compared with the previous method.
以上に本発明の好適な実施形態である第一実施形態を説明したが、上記第一実施形態は以下の如く変更してもよい。 Although the first embodiment which is a preferred embodiment of the present invention has been described above, the first embodiment may be modified as follows.
即ち、上記第一実施形態において前記の面領域a1・a2・・・の形状は図3に示す如く略矩形状としたが、これに限らず、例えば略正方形や円形、楕円形でもよく、その形状は任意である。 That is, in the first embodiment, the shape of the surface areas a 1 , a 2, ... Is substantially rectangular as shown in FIG. 3, but is not limited thereto, and may be, for example, substantially square, circular, or elliptical. The shape is arbitrary.
また、上記第一実施形態において前記の面領域a1・a2・・・は、前記高熱流束面領域A内において、鋳造方向略中央に位置することとしたが、これに限らず、例えば高熱流束面領域Aの上端又は下端に接するように位置することとしてもよい。 In the first embodiment, the surface areas a 1 , a 2 ... Are located in the center of the casting direction in the high heat flux surface area A. It may be positioned so as to contact the upper end or the lower end of the high heat flux surface area A.
次に、本発明の第二実施形態について、図15〜図18を参照しつつ説明する。 Next, a second embodiment of the present invention will be described with reference to FIGS.
上記の第一実施形態においては、最大の標準偏差σmax(T)[W/m2]が所定の値σo[W/m2]を少しでも上回ったら、この上回った時刻Tpで縦割が発生したと見做す/推定することとした(図4参照)。 In the first embodiment described above, when the maximum standard deviation σ max (T) [W / m 2 ] slightly exceeds the predetermined value σ o [W / m 2 ], the vertical deviation occurs at the time T p that exceeds the predetermined value σ o [W / m 2 ]. It was assumed that the split occurred / estimated (see FIG. 4).
一方で、本実施形態に係る連続鋳造では、最大の標準偏差σmax(T)[W/m2]が所定の値σo[W/m2]を超えないように鋳造速度Vc[m/min]を減じることとする。例えば上記「所定の値σo[W/m2]」を0.40とした場合は、上記標準偏差σmax(T)[W/m2]が0.35に至ったときから所定の時間だけ継続して鋳造速度Vc[m/min]を少なくとも1割減じることとする。 On the other hand, in the continuous casting according to the present embodiment, the casting speed Vc [m / m] so that the maximum standard deviation σ max (T) [W / m 2 ] does not exceed the predetermined value σ o [W / m 2 ]. Let min] be reduced. For example, when the above-mentioned “predetermined value σ o [W / m 2 ]” is set to 0.40, the standard deviation σ max (T) [W / m 2 ] continues for a predetermined time from when it reaches 0.35. The casting speed Vc [m / min] is reduced by at least 10%.
本実施形態に係る連続鋳造方法の技術的効果を確認する試験を以下に説明する。図15〜図18は夫々、鋳造速度の操作による標準偏差σk〜k+n-1[W/m2]の変化を表すグラフ図である。本試験の試験条件は下記の如くである。 A test for confirming the technical effect of the continuous casting method according to this embodiment will be described below. FIGS. 15 to 18 are graphs showing changes in standard deviations σ k to k + n−1 [W / m 2 ] depending on the casting speed. The test conditions for this test are as follows.
(図15〜図18の鋳造条件)
鋳片の炭素含有量C[wt%]:0.13
鋳造速度Vc[m/min]:図中に記載
鋳型幅[mm]:1230
鋳型厚[mm]:230
鋳型高さ[mm]:900
(図15〜図18のその他の条件)
間隔p[mm]:20
領域数n:3
各面領域の幅w[mm]:1
(Casting conditions of FIGS. 15 to 18)
Slab carbon content C [wt%]: 0.13
Casting speed Vc [m / min]: Mold width shown in the figure [mm]: 1230
Mold thickness [mm]: 230
Mold height [mm]: 900
(Other conditions in FIGS. 15 to 18)
Interval p [mm]: 20
Number of areas n: 3
Width of each surface area w [mm]: 1
また、面領域a15・a16・a17・a18・a19についての平均熱流束qa15〜qa19[W/m2]を求め(図3も併せて参照)、これにより、時間推移する3の標準偏差σ15〜17・σ16〜18・σ17〜19[MW/m2]を得た。
In addition, the average heat flux q a15 to q a19 [W / m 2 ] for the surface areas a 15 , a 16 , a 17 , a 18, and a 19 is obtained (see also FIG. 3), and the
図15は、標準偏差σk〜k+n-1[MW/m2]の如何に関わらず、鋳造速度Vc[m/min]を一定とした試験の結果である。 FIG. 15 shows the results of a test in which the casting speed Vc [m / min] is constant regardless of the standard deviation σ k to k + n−1 [MW / m 2 ].
また、図16に示す如く、3の標準偏差σk〜k+n-1[MW/m2]のうち何れか一が0.35に至ったときに、鋳造速度Vc[m/min]を0.5割程度、継続して減じてみた場合も同様、完全には、前記の標準偏差σk〜k+n-1[MW/m2]を0.40以下に抑えることはできなかった。 As shown in FIG. 16, when any one of the three standard deviations σ k to k + n−1 [MW / m 2 ] reaches 0.35, the casting speed Vc [m / min] is reduced by 0.5%. In the same way, even when continuously reduced, the standard deviation σ k to k + n-1 [MW / m 2 ] could not be suppressed to 0.40 or less.
一方、図17や図18に示す如く3の標準偏差σk〜k+n-1[MW/m2]のうち何れか一が0.35に至ったときに鋳造速度Vc[m/min]を少なくとも1割以上継続して減じてみると、前記の標準偏差σk〜k+n-1[MW/m2]を常に0.40以下に抑えることができた。 On the other hand, as shown in FIGS. 17 and 18, when any one of the three standard deviations σ k to k + n−1 [MW / m 2 ] reaches 0.35, at least the casting speed Vc [m / min] is set. When continuously reduced by 10% or more, the standard deviation σ k to k + n-1 [MW / m 2 ] was always suppressed to 0.40 or less.
なお、鋳造速度Vc[m/min]を減じるということは、生産性を低下させたり、溶鋼湯面温度を低下させたり(所謂皮張りの原因)、凝固シェルと鋳型内壁面との間へのモールドパウダの不均一流入を招いたり、と種々の好ましくない問題を生じ得る。このような観点から、鋳造速度Vc[m/min]の減少幅は、最大でも2割程度とすることがよいだろう。 Note that reducing the casting speed Vc [m / min] means lowering productivity, lowering the surface temperature of molten steel (so-called skinning), or between the solidified shell and the mold inner wall surface. Various undesired problems may be caused, such as non-uniform inflow of mold powder. From this point of view, it is recommended that the reduction rate of the casting speed Vc [m / min] be at most about 20%.
以上説明したように、上記の第二実施形態において、連続鋳造は、以下のような方法で行われている。 As described above, in the second embodiment, continuous casting is performed by the following method.
即ち、溶鋼を冷却して所定形状の凝固シェルを形成するための連続鋳造用の鋳型の広面側内壁面AAのうちメニスカス距離M[mm]が20〜40である面領域としての高熱流束面領域Aにおいて該鋳型の幅方向に10又は20・30・40・50のうち何れか一の間隔p[mm]でとる所定の面領域a1・a2・・・で平均熱流束q[W/m2]を夫々求める。並設する前記複数の面領域a1・a2・・・のうち隣り合うn領域の面領域ak〜ak+n-1を一組とし、各組ごとに、該組に属する前記複数の面領域ak〜ak+n-1の前記平均熱流束q[W/m2]の標準偏差σk〜k+n-1[W/m2]を求める。複数求めた上記標準偏差σk〜k+n-1[W/m2]のうち最大の標準偏差σmax[W/m2]と、所定の値σo[W/m2]と、を比較し、該最大の標準偏差σmax[W/m2]が所定の値σo[W/m2]を超えないように鋳造速度Vc[m/min]を減じる。ただし、(a)前記間隔p[mm]を10又は20とするときは、前記nを3〜7の何れか一とし、(b)前記間隔p[mm]を30とするときは、前記nを3〜5の何れか一とし、(c)前記間隔p[mm]を40とするときは、前記nを3又は4とし、(d)前記間隔p[mm]を50とするときは、前記nを3とする。 That is, a high heat flux surface as a surface region having a meniscus distance M [mm] of 20 to 40 of the wide inner surface AA of the casting mold for continuous casting for cooling molten steel to form a solidified shell having a predetermined shape In the region A, the average heat flux q [W in a predetermined surface region a 1 · a 2 ... Taken at a spacing p [mm] of any one of 10, 30, 20, 40, 50 in the width direction of the mold. / m 2 ] respectively. Among the plurality of surface regions a 1 , a 2 ... Arranged in parallel, adjacent surface regions a k to a k + n−1 of n regions are taken as one set, and each set belongs to the plurality determination of the surface area a k ~a k + n-1 of the standard deviation σ k~k + n-1 of the average heat flux q [W / m 2] [ W / m 2]. Among the obtained standard deviations σ k to k + n-1 [W / m 2 ], a maximum standard deviation σ max [W / m 2 ] and a predetermined value σ o [W / m 2 ] In comparison, the casting speed Vc [m / min] is reduced so that the maximum standard deviation σ max [W / m 2 ] does not exceed the predetermined value σ o [W / m 2 ]. However, when (a) the interval p [mm] is 10 or 20, the n is any one of 3 to 7, and (b) when the interval p [mm] is 30, the n Is any one of 3 to 5, (c) when the interval p [mm] is 40, n is 3 or 4, (d) when the interval p [mm] is 50, The n is 3.
これによれば、鋳片の縦割を抑制できる。 According to this, the vertical division of the slab can be suppressed.
1 鋳型
2 銅板
3 ジャケット
5 熱電対
AA(2a) 広面側内壁面
A 高熱流束面領域
a 面領域
1 Mold
2 Copper plate
3 Jacket
5 Thermocouple
AA (2a) Wide side inner wall
A High heat flux surface area
a area
Claims (2)
並設する前記複数の面領域a1・a2・・・のうち隣り合うn領域の面領域ak〜ak+n-1を一組とし、各組ごとに、該組に属する前記複数の面領域ak〜ak+n-1の前記平均熱流束q[W/m2]の標準偏差σk〜k+n-1[W/m2]を求め、
複数求めた上記標準偏差σk〜k+n-1[W/m2]のうち最大の標準偏差σmax[W/m2]が、所定の値σo[W/m2]を上回ったら、鋳片の広面における、鋳造方向長さが100mm以上の縦割が発生したと検知する、ことを特徴とする縦割検知方法。
ただし、
(a)前記間隔p[mm]を10又は20とするときは、前記nを3〜7の何れか一とし、
(b)前記間隔p[mm]を30とするときは、前記nを3〜5の何れか一とし、
(c)前記間隔p[mm]を40とするときは、前記nを3又は4とし、
(d)前記間隔p[mm]を50とするときは、前記nを3とする。 High heat flux surface area A as a surface area having a meniscus distance M [mm] of 20 to 40 of the wide inner surface AA of the mold for continuous casting for cooling molten steel to form a solidified shell of a predetermined shape In the width direction of the mold, the average heat flux q [W / m in a predetermined surface area a 1 · a 2 ... Taken at a distance p [mm] of 10 or 20, 30, 40, 50 2 ]
Among the plurality of surface regions a 1 , a 2 ... Arranged in parallel, adjacent surface regions a k to a k + n−1 of n regions are taken as one set, and each set belongs to the plurality seeking face area a k ~a k + n-1 of the standard deviation sigma k to k of the average heat flux q [W / m 2] + n-1 [W / m 2],
More it obtained the standard deviation σ k~k + n-1 [W / m 2] the largest standard deviation sigma max of [W / m 2] is, when greater than a predetermined value σ o [W / m 2] Detecting that a vertical split having a length in the casting direction of 100 mm or more has occurred on the wide surface of the slab, a vertical split detection method characterized in that:
However,
(a) When the interval p [mm] is 10 or 20, the n is any one of 3-7,
(b) When the interval p [mm] is 30, the n is any one of 3-5,
(c) When the interval p [mm] is 40, the n is 3 or 4,
(d) When the interval p [mm] is 50, the n is 3.
並設する前記複数の面領域a1・a2・・・のうち隣り合うn領域の面領域ak〜ak+n-1を一組とし、各組ごとに、該組に属する前記複数の面領域ak〜ak+n-1の前記平均熱流束q[W/m2]の標準偏差σk〜k+n-1[W/m2]を求め、
複数求めた上記標準偏差σk〜k+n-1[W/m2]のうち最大の標準偏差σmax[W/m2]と、所定の値σo[W/m2]と、を比較し、
該最大の標準偏差σmax[W/m2]が所定の値σo[W/m2]を超えないように鋳造速度Vc[m/min]を減じる、ことを特徴とする連続鋳造方法。
ただし、
(a)前記間隔p[mm]を10又は20とするときは、前記nを3〜7の何れか一とし、
(b)前記間隔p[mm]を30とするときは、前記nを3〜5の何れか一とし、
(c)前記間隔p[mm]を40とするときは、前記nを3又は4とし、
(d)前記間隔p[mm]を50とするときは、前記nを3とする。 High heat flux surface area A as a surface area having a meniscus distance M [mm] of 20 to 40 of the wide inner surface AA of the mold for continuous casting for cooling molten steel to form a solidified shell of a predetermined shape In the width direction of the mold, the average heat flux q [W / m in a predetermined surface area a 1 · a 2 ... Taken at a distance p [mm] of 10 or 20, 30, 40, 50 2 ]
Among the plurality of surface regions a 1 , a 2 ... Arranged in parallel, adjacent surface regions a k to a k + n−1 of n regions are taken as one set, and each set belongs to the plurality seeking surface area a k ~a k + n-1 of the standard deviation sigma k to k of the average heat flux q [W / m 2] + n-1 [W / m 2],
Among the obtained standard deviations σ k to k + n-1 [W / m 2 ], a maximum standard deviation σ max [W / m 2 ] and a predetermined value σ o [W / m 2 ] Compare and
A continuous casting method, wherein the casting speed Vc [m / min] is reduced so that the maximum standard deviation σ max [W / m 2 ] does not exceed a predetermined value σ o [W / m 2 ].
However,
(a) When the interval p [mm] is 10 or 20, the n is any one of 3-7,
(b) When the interval p [mm] is 30, the n is any one of 3-5,
(c) When the interval p [mm] is 40, the n is 3 or 4,
(d) When the interval p [mm] is 50, the n is 3.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006258295A JP4828366B2 (en) | 2006-09-25 | 2006-09-25 | Longitudinal detection method and continuous casting method based on mold heat flux |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006258295A JP4828366B2 (en) | 2006-09-25 | 2006-09-25 | Longitudinal detection method and continuous casting method based on mold heat flux |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2008073748A JP2008073748A (en) | 2008-04-03 |
| JP4828366B2 true JP4828366B2 (en) | 2011-11-30 |
Family
ID=39346344
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006258295A Expired - Fee Related JP4828366B2 (en) | 2006-09-25 | 2006-09-25 | Longitudinal detection method and continuous casting method based on mold heat flux |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4828366B2 (en) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5226548B2 (en) * | 2009-01-29 | 2013-07-03 | 株式会社神戸製鋼所 | Continuous casting method of medium carbon steel with changing casting speed and level |
| DE102018214390A1 (en) | 2018-08-27 | 2020-02-27 | Sms Group Gmbh | Mold broadside of a continuous casting mold with variable measuring point density for improved longitudinal crack detection |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0787976B2 (en) * | 1988-11-30 | 1995-09-27 | 川崎製鉄株式会社 | Online slab surface defect detection method |
| JPH0360852A (en) * | 1989-07-31 | 1991-03-15 | Kawasaki Steel Corp | Method for detecting surface defect on cast slab in on-line |
| JPH06304727A (en) * | 1993-04-23 | 1994-11-01 | Nippon Steel Corp | Device for controlling casting velocity |
| JP2000263203A (en) * | 1999-03-11 | 2000-09-26 | Nippon Steel Corp | Method for predicting longitudinal cracks in continuous cast slabs |
| JP2003010950A (en) * | 2001-06-27 | 2003-01-15 | Sumitomo Metal Ind Ltd | Surface flaw detection method and continuous casting method in continuous casting |
-
2006
- 2006-09-25 JP JP2006258295A patent/JP4828366B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2008073748A (en) | 2008-04-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3100802B1 (en) | Method, device and program for determining casting state in continuous casting | |
| JP5505086B2 (en) | Method, apparatus and program for estimating state in mold in continuous casting | |
| JP5387508B2 (en) | Continuous casting method, continuous casting control device and program | |
| JP2020011255A (en) | Casting state determination device, casting state determination method, and program | |
| KR101896203B1 (en) | Device, method, and computer readable storage medium for detecting molten-metal surface level in continuous casting mold | |
| JP4105839B2 (en) | In-mold casting abnormality detection method in continuous casting | |
| JP2008260045A (en) | Solidification delay suppressing method | |
| JP5092631B2 (en) | Breakout detection method and apparatus in continuous casting, steel continuous casting method and breakout prevention apparatus using the apparatus | |
| JP4828366B2 (en) | Longitudinal detection method and continuous casting method based on mold heat flux | |
| JP5408040B2 (en) | Continuous casting method, continuous casting control device and program | |
| JP2007167871A (en) | Apparatus and method for determining operating state of mold or mold operating surface, method for operating mold or mold, computer program, and computer-readable recording medium | |
| JP5387507B2 (en) | Continuous casting method, continuous casting control device and program | |
| JP2008260044A (en) | Continuous casting method of steel slab for preventing breakout caused by solidification delay | |
| JP2020001064A (en) | Central solid phase rate estimation method for continuous cast slab | |
| JP6287535B2 (en) | In-mold temperature management device for continuous casting equipment, in-mold temperature management method for continuous casting equipment, and computer program | |
| JP5482418B2 (en) | Breakout prediction method | |
| JP5906814B2 (en) | Method and apparatus for predicting constraining breakout in continuous casting equipment | |
| JP2005007460A (en) | Method for detecting surface defect on continuously cast steel billet | |
| JPS62192243A (en) | Detection of casting slab longitudinal cracking in continuous casting | |
| JP5418411B2 (en) | Continuous casting method, continuous casting control device and program | |
| JP5226548B2 (en) | Continuous casting method of medium carbon steel with changing casting speed and level | |
| JP5387506B2 (en) | Continuous casting method, continuous casting control device and program | |
| EP4442387A1 (en) | Continuous casting start timing determination method, continuous casting facility operation method, slab manufacturing method, determining device, continuous casting start determination system, and display terminal device | |
| JP5347727B2 (en) | Continuous casting machine and slab surface vertical crack occurrence prediction method | |
| JP2005296979A (en) | Method for predicting break-out in continuous casting for molten metal |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080926 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090202 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20101005 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110510 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110614 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110913 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110914 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140922 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |