JP4748802B2 - Molding machine - Google Patents
Molding machine Download PDFInfo
- Publication number
- JP4748802B2 JP4748802B2 JP2006322965A JP2006322965A JP4748802B2 JP 4748802 B2 JP4748802 B2 JP 4748802B2 JP 2006322965 A JP2006322965 A JP 2006322965A JP 2006322965 A JP2006322965 A JP 2006322965A JP 4748802 B2 JP4748802 B2 JP 4748802B2
- Authority
- JP
- Japan
- Prior art keywords
- mold
- sub
- clamping device
- mold clamping
- transport
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images





Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
Description
本発明は、直交して開口する開口部から搬入・搬出する複数の副型締装置の一を圧締する圧締部を有する縦型の主型締装置と、前記開口部の外方に待機・配置され、前記主型締装置の圧締力より低い圧締力で金型を圧締するとともに該金型を開放可能な複数の前記副型締装置と、前記副型締装置の待機する前記開口部外方と前記主型締装置の前記圧締部との間で前記副型締装置を搬送する搬送装置とを備えた成形機に関するものである。 The present invention relates to a vertical main mold clamping device having a pressure clamping unit that clamps one of a plurality of sub mold clamping devices that are carried in and out from an opening that opens at right angles, and a standby outside the opening. A plurality of the sub mold clamping devices that are arranged and that can clamp the mold with a clamping force lower than the clamping force of the main mold clamping device and can open the mold, and the sub mold clamping device waits. The present invention relates to a molding machine including a conveying device that conveys the auxiliary mold clamping device between the outside of the opening and the pressure clamping portion of the main mold clamping device.
複数の副型締装置を主型締装置内へ順次搬入・搬出して高効率に成形する成形装置は、特許文献1と特許文献2に開示されている。特許文献1は、金型開閉手段を上下に備えた一対の副型締機構と、それら副型締機構を横方向に移動自在に載置した機台と、副型締機構の両方が停止位置する機台中央部に配設した竪型の主型締機構と、両副型締装置を同時に移動して主型締機構内に副型締機構を交互に出入する機台側の駆動手段と、各副型締機構に上下に分割して取付けられた二組の金型とからなり、上記主型締機構は機台上方の上部受圧板と機台内の下部受圧板とを、機台に固定したタイバーにより一体に結合し、その下部受圧板に型締ラムを設けて構成され、かつ上部受圧板に射出装置を下向きに備えることを特徴とする交互式射出成形機に関するものである。しかしながら、特許文献1の技術によれば、二の副型締機構を備えるものであり、より成形効率を上げるために副型締機構を三以上備えたものではない。したがって、副型締機構の移動は直交しない直線状のみであり、駆動手段はボールねじが採用されている。
Patent Document 1 and
特許文献2は、直交して開口する開口部から搬入・搬出する複数の副型締装置の一を圧締する圧締部を有する縦型の主型締装置と、前記開口部の外方に待機・配置され、前記主型締装置の圧締力より低い圧締力で金型を圧締するとともに該金型を開放可能な複数の前記副型締装置とを備えた射出成形機を開示しているが、前記副型締装置の待機する前記開口部外方と前記主型締装置の前記圧締部との間で前記副型締装置を搬送する搬送装置に関して開示していない。
本発明は、上記の事情を鑑みてなされたものであって、副型締装置の搬送を効果的に行い成形作業を高効率に実施できる成形装置を提供することを目的とする。 The present invention has been made in view of the above circumstances, and an object of the present invention is to provide a molding apparatus that can efficiently transport a sub-clamping apparatus and perform a molding operation with high efficiency.
本発明は、直交して開口する開口部から搬入・搬出する複数の副型締装置の一を圧締する圧締部を有する縦型の主型締装置と、前記開口部の外方に待機・配置され、前記主型締装置の圧締力より低い圧締力で金型を圧締するとともに該金型を開放可能な複数の前記副型締装置と、前記副型締装置の待機する前記開口部外方と前記主型締装置の前記圧締部との間で型閉じしている副型締装置を搬送する搬送装置とを備えた成形機において、前記搬送装置は、前記副型締装置を載置する搬送台と、該搬送台の下面に固設した複数のレールと、該レールと当接し案内して回動する複数の搬送ローラと、該複数の搬送ローラを架台上面で軸支する支持枠とからなり、前記搬送装置の搬送台に載置される副型締装置は、昇降移動し下面に上金型を取り付けた上型板と搬送台に載置され上面に下金型を取り付けた下型板とが設けられ、前記上型板と下型板との間には副シリンダ装置と、案内筒の内孔に案内され上型板の昇降を案内するロッドが設けられることを特徴とする成形機に関する。 The present invention relates to a vertical main mold clamping device having a pressure clamping unit that clamps one of a plurality of sub mold clamping devices that are carried in and out from an opening that opens at right angles, and a standby outside the opening. A plurality of the sub mold clamping devices that are arranged and that can clamp the mold with a clamping force lower than the clamping force of the main mold clamping device and can open the mold, and the sub mold clamping device waits. In a molding machine comprising a transport device that transports a sub mold clamping device that is closed between the outside of the opening and the pressure clamping portion of the main mold clamping device, the transport device is the sub mold A conveying table on which the fastening device is placed, a plurality of rails fixed to the lower surface of the conveying table, a plurality of conveying rollers that abut against the rail and rotate while being guided, and the plurality of conveying rollers on the upper surface of the gantry consists of a support frame for rotatably supporting the auxiliary clamping device which is placed on the conveying platform of the transport apparatus, the lifting movement Attach the upper die to the lower surface And upper die plate and the lower die plate attached to the lower die is provided placed on the upper surface to the transfer table, and the sub-cylinder device between the upper mold plate and the lower die plate, the inner hole of the guide tube The present invention relates to a molding machine characterized in that a rod is provided for guiding the raising and lowering of the upper mold plate.
本発明の成形機によれば、副型締装置の搬送を効果的に行うことができ成形作業を高効率に実施できる。 According to the molding machine of the present invention, the auxiliary mold clamping device can be effectively conveyed, and the molding operation can be performed with high efficiency.
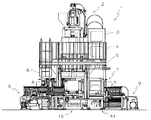
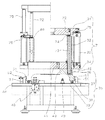
図面に基づいて、本発明の実施の形態を詳細に説明する。図1は、本発明の射出成形機の全体を示す正面図である。図2は、副型締装置を圧締する主型締装置とその上に設けた射出装置を示す正面図である。図3は、図1において副型締装置が存在しない状態のA−A矢視断面平面図である。図4は、図3におけるB−B矢視断面側面図である。図5は、図3におけるC−C矢視部分断面正面図である。図6は、図3におけるD−D矢視断面側面図である。図7は、図2において射出装置が揺動し副型締装置が搬出されたときのパージ材排出手段を含む正面図である。 Embodiments of the present invention will be described in detail with reference to the drawings. FIG. 1 is a front view showing the entire injection molding machine of the present invention. FIG. 2 is a front view showing a main mold clamping apparatus for clamping the sub mold clamping apparatus and an injection apparatus provided thereon. FIG. 3 is a cross-sectional plan view taken along the line AA in FIG. 4 is a cross-sectional side view taken along the line B-B in FIG. 3. FIG. 5 is a partial cross-sectional front view taken along the line CC in FIG. 6 is a sectional side view taken along the line DD in FIG. FIG. 7 is a front view including purge material discharging means when the injection device swings in FIG. 2 and the sub mold clamping device is carried out.
図1乃至図5に示すように、射出成形機1は、射出装置2と、射出装置2を油圧駆動する駆動装置3と、射出装置2の下部に配設された主型締装置10と、主型締装置10の水平方向四方へ直交して開口する開口部の隣接する外方に設けられた架台44と、主型締装置10内部の開口部で囲まれた圧締部と架台44との間で副型締装置7を搬送する搬送装置35と、主型締装置10及び二の副型締装置7を油圧駆動する駆動装置9と、二の副型締装置7を油圧駆動する駆動装置8とからなり、射出装置2の周囲には射出装置2への材料供給・保守・点検等に供する足場台5が設けられ、足場台5の外周縁には転落防止用のフェンス4が立設され、足場台5には昇降用の梯子6が接続されている。
As shown in FIGS. 1 to 5, the injection molding machine 1 includes an
主型締装置10は、図2に示すように、架台ともなる下盤26と、下盤26の中央部に設けられた主シリンダ27と、主シリンダ27に往復動自在に嵌挿されたラム25と、下盤26の四隅に立設された四のタイバ24と、タイバ24の上端部を四隅で固着する上盤23とからなる縦型の型締装置である。隣接する二のタイバ24の内側面と、下盤26の上面と、上盤23の下面とで開口部が形成され、四面形成される開口部はそれぞれ直交することになる。また、四面の開口部と、下盤26の上面と、上盤23の下面とで囲まれた領域で圧締部が形成される。圧締部には副型締装置7が搬入・搬出され、副型締装置7が圧締部の所定位置に位置決めされたとき、ラム25が上昇して下型板34を押圧し、上型板31の下面に取り付けた上金型28と下型板34の上面に取り付けた下金型29とを圧締する。なお、図3に示すように、ラム25の端部には、ラム25の位置を検出する位置検出器60と、ラム25のオーバーランを検出するリミットスイッチ61と、ラム25の回転を防止する回り止め具62とが設けられている。
As shown in FIG. 2, the main
副型締装置7は、図2及び図5に示すように、搬送装置35の搬送台36に載置される下型板34と、下型板34の四隅に立設され搬送台36の四隅に穿孔された係合孔46に摺動自在に嵌挿する案内筒32と、案内筒32の内孔に案内されて昇降するロッド72と、複数のロッド72の上端部を固着する上型板31と、上型板31及び下型板34それぞれの軸対称に二設けた張り出し部を連結するように設けた副シリンダ装置33とからなる。二の副シリンダ装置33の合計した圧締出力は、主型締装置10の一のラム25の圧締出力よりも小さくなるように構成されている。ロッド72の中心部にはロッド72の下端面に開口しロッド72の上部側面に取り付けた通気口74に連通する中心孔73が穿孔されており、ロッド72の移動に伴う空気の吸引と排気を容易にしている。副シリンダ装置33を上昇駆動すると、ロッド75が伸長し上型板31が上昇して、図5の右側に断面で記載の閉状態から左側に記載の開放状態になる。このとき、上型板31の昇降を案内する複数のロッド72のうち少なくとも一の中間部に設けた環状溝80が露出し、係止装置76の爪がこの環状溝80に係合して上型板31の落下を防止する。係止装置76は、エアシリンダで任意の時期に爪を開閉するものであり、環状溝とともに安全装置を構成する。また、下型板34に設けられた係止ピン41は、副型締装置7が架台44の所定位置に位置決めされ、架台44の下部に設けられたエジェクタ装置47が貫通孔40を貫通して成形品を突き上げ作動したとき、下型板34も突き上げられることがないように下型板34を搬送台36に係止するためのものである。
As shown in FIGS. 2 and 5, the sub
搬送装置35は、副型締装置7をそれが待機する開口部外方と主型締装置10内の圧締部との間で搬送する。搬送装置35は、図3乃至図6に示すように、主型締装置10の架台ともなる下盤26の上面とその上面に同じ高さで下盤26の四辺に隣接して配設された架台44上面とに跨設された断面コ字状の支持枠39と、支持枠39の対向辺にその端面から突出するように等間隔で軸支された複数の搬送ローラ38と、搬送ローラ38の幅と略同一寸法で当接するレール37と、レール37を脚部下面に固設し四隅に副型締装置7の案内筒32を嵌挿する係合孔46を有し中央部に主型締装置10のラム25が遊貫する貫通孔40を有する搬送台36とからなる。なお、レール37は、その幅を搬送ローラ38の幅と略同一にするためと材質を考慮するために搬送台36とは別部材で構成した実施態様を示したが、搬送台36の一部を加工してレール37を搬送台36と一体に構成してもよい。
The
搬送装置35は、図3に示すように、下盤26の上面で直交している。搬送装置35の直交部分は、図4に示すように、支持枠39で支持される搬送ローラ同士の中心間隔Rの中に、それと直交する支持枠39に支持された搬送ローラの幅方向が入るように配設されている。このように構成することにより、一方向の搬送台36の搬送と、一方向と直交する他方向の搬送台36の搬送とを互いに干渉したり乗り上げたりすることなく平滑に実行させることができる。なお、図3及び図4に示すように、圧締部である下盤26の上面における支持枠39は、ラム25を矩形に取り囲むように配設されている。この場合、支持枠39相互の連絡部分は、支持枠39の端面間に搬送ローラ38同士の中心間隔Rよりも小さい間隙Gを設けて不連続となるように形成されている。この間隙Gは支持枠39が直交する部分に設けても良い。このように構成することにより、ラム25に設けられている位置検出器60やリミットスイッチ61等への電線63を容易に配線することができる。
The
搬送装置35の搬送駆動手段48は、サーボモータ64で可変速駆動されるポンプ65と、タンク66の作動油をポンプ65が吐出して発生した圧油により進退駆動されるシリンダ装置67と、搬送台36の位置を検出する位置検出器49とからなる。サーボモータ64、ポンプ65及びタンク66は、コンパクトに纏められて一体となり、架台44に固着されている。ポンプ65からの二の管路は架台44に固着されたシリンダ装置67のシリンダにそれぞれ接続されている。搬送駆動手段48の図示しない制御装置は、目標信号に応じて正逆所定の回転速度でサーボモータ64を回転駆動し、シリンダ装置67のロッドを進退させる。ロッドは継手68を介して搬送台36に接続されており、搬送台36の位置は位置検出器49で制御装置に入力されているので、搬送台36は閉ループにより目標信号に応じた正確な速度で位置決め制御される。このように構成された搬送駆動手段48は、サーボモータとボール螺子で構成したものより低コストであり、衝撃緩衝装置等を要せずに加速・減速時の衝撃を最小限に抑えつつ高速搬送を可能とする。
The transport driving means 48 of the
搬送台36の搬送移動は、その荷重方向の案内は上記のようにレール37と搬送ローラ38で行われるが、水平方向の案内は、搬送台36の両側面に当接して回転する複数の案内ローラ51を軸支する支持板50をそれぞれの架台44上面で支持枠39に平行して配設することにより行われる。そして、一方の支持板50は、搬送方向に直交する方向へ調整具52により微小移動させて最適な案内状態が得られるようにしている。架台44に隣接する下盤26上面の四隅近傍における搬送台36の水平方向の案内は、搬送台36の両側面に当接して回転する複数の案内ローラ54を軸支する直角L字状の支持板53を下盤26上面四隅で支持枠39に平行して配設することにより行われる。また、下盤26上面中央部における搬送台36の水平方向の案内は、搬送台36の両側面に当接して回転する複数の案内ローラ56,59を軸支する支持板55,58を下盤26上面中央部で支持枠39に平行して配設することにより行われる。そして、一方の支持板55,58は、搬送方向に直交する方向へ調整具57により微小移動させて最適な案内状態が得られるようにしている。搬送台36の搬送移動は、待機位置であってエジェクタ装置47が作動可能な、搬送台36の外方端面が衝止部43,78に当接する所定位置と、圧締部で主型締装置10が副型締装置7を圧締可能な、継手68が衝止部42,77に当接する所定位置との間を往復して行われる。このように構成しているので、搬送駆動手段48が、図5に示すように、搬送台36の搬送方向に直交する方向の中心に設けられていなくても、搬送台36を横ずれなく安定して駆動することが可能となる。
The transport movement of the transport table 36 is guided by the
射出装置2は、主型締装置10の上盤23上面に立設した基体21と、基体21に摺動して案内される複数のロッド19と、ロッド19の上端部を固着する平面視ロ字状の基盤16と、基盤16の対向側面を貫通して設けられる旋回軸17と、旋回軸17に揺動自在に支持される連結体14と、連結体14の下面にその垂直軸に同心に立設され図示しないスクリュを嵌挿する加熱筒18と、加熱筒18の先端に螺設されたノズル20と、連結体14に設けられ加熱筒18に嵌挿されたスクリュを前後進駆動する油圧シリンダ装置又はサーボモータとボール螺子との組合わせからなるスクリュ駆動手段13と、スクリュ駆動手段13とスクリュとに連結される油圧又は電気モータからなるスクリュ回転手段11と、基盤16と基体21との間に設けられ基盤16を昇降駆動するシリンダ装置からなる昇降手段22と、基盤16と連結体14との間に設けられ連結体14を揺動駆動するシリンダ装置からなる揺動手段15とからなる。このような射出装置2は、揺動手段15を操作して加熱筒18が略垂直となりノズル20が上金型28に当接可能な状態のとき、ホッパ12に投入した材料を加熱筒18内でスクリュ回転手段11によるスクリュ回転に基づいて可塑化溶融させ、その溶融材料を加熱筒18内のスクリュ下方に貯留し、ノズル20を上金型28に押圧後スクリュ駆動手段13によるスクリュの前進(下方)駆動により溶融材料を型合わせ圧締された上金型28と下金型29とにより形成されるキャビティへ射出して充填する。
The
射出装置2を用いて射出成形する際、材料を異なった色や材質のものに変更する必要が頻繁に生ずる。その場合には、図7に示すように、昇降手段22を上昇駆動してノズル20を上盤23の上面よりもさらに上方へ離隔させた後、パージ材排出手段70の受け皿45をノズル20の下方に位置するように操作する。そして、加熱筒18の内部に残留していた前の成形材料をスクリュ回転手段11とスクリュ駆動手段13の種々の組合わせ作動によりノズル20から排出させ受け皿45に収容させるのである。
When injection molding is performed using the
パージ材排出手段70は、長方形の額縁状の枠体30と、枠体30の両長辺対向部を摺動する辺が枠体30の長辺の長さより短い矩形状で端部に縁部を立設する受け皿45と、受け皿45の枠体30と摺動する部分近傍の両端部と枠体30の短辺両端部との間に設けた二の空圧シリンダ装置等からなる排出駆動手段79と、排出駆動手段79が受け皿45を排出駆動手段79側に移動させたとき、その位置で受け皿45が移動しないように受け皿45と枠体30に設けた挿通孔に挿通するピンをエアシリンダ装置で挿脱操作する係止ピン69とからなる。枠体30は、排出駆動手段79の接続されていない短辺が上盤23上面に、排出駆動手段79の接続されている短辺が足場台5にそれぞれ接続されて跨設されている。そして、パージ材排出手段70は、排出駆動手段79を伸長させたとき、受け皿45の中央部にノズル20から溶融材料が落下するような位置に配設される。溶融材料のパージ材を堆積・収容した受け皿45は、係止ピン69の係止が解除された状態で、排出駆動手段79の作動によって足場台5まで移動される。このように、パージ材排出手段70は、足場台5に立つ作業者が取り出し難いパージ材を極めて容易に排出するので、成形作業の効率化に貢献する。なお、パージ材排出作業を行わない通常の成形時には、受け皿45は常時足場台5側に移動させ、係止ピン69で固定させておく。これにより、ノズル20は上金型28に当接可能となる。
The purge
ところで、前記パージ作業を行っても、複雑な凹凸部のあるスクリュ等に附着・残留した材料がその後の成形で新しい材料に混入して成形不良を起こすことがある。また、スクリュや加熱筒18の保守・点検・交換の必要性もあるので、スクリュや加熱筒18が容易に取り出せる構成にしておかなければならない。そのため、射出装置2は、図7に示すように、揺動可能となっている。このとき、加熱筒18の軸芯の延長軸は、パージ材排出手段70の受け皿45が排出駆動手段79により枠体30の上盤23側に移動されて形成された窓部71を貫通するように構成しているので、スクリュはノズル20を取外した加熱筒18から極めて容易に抜き出すことができる。
By the way, even if the purging operation is performed, the material attached and remaining on a screw or the like having a complicated uneven portion may be mixed into a new material in the subsequent molding and cause molding defects. Further, since there is a need for maintenance, inspection, and replacement of the screw and the
次に、本発明の射出成形機1の成形作動について説明する。四の架台44それぞれに副型締装置7が位置決め待機している。それぞれの副型締装置7は、副シリンダ装置33で上金型28と下金型29を圧締しているか、副シリンダ装置33で上金型28と下金型29を離隔・開放させ型開きしているか、エジェクタ装置47が作動して成形品を突き出しているか、成形品を下金型29から取り出しているか、成形品のない上金型28と下金型29を副シリンダ装置33で型閉じしているかのいずれかの状態である。これらの副型締装置7のうち、成形品のない上金型28と下金型29を副シリンダ装置33で型閉じしている副型締装置7を、搬送駆動手段48と搬送装置35により主型締装置10の開口部を介して圧締部の所定位置まで搬送する。主シリンダ27へ圧油を供給してラム25を上昇させる。ラム25は搬送台36の貫通孔40を遊貫して下型板34の下面に当接し、副型締装置7を搬送台36から離隔させさらに圧締して上金型28と下金型29を圧締させる。昇降手段22を作動させてノズル20を上金型28に押圧し、スクリュ駆動手段13を前進駆動させてスクリュで溶融材料を金型キャビティへ射出する。副シリンダ装置33で上金型28と下金型29を圧締させながら搬送駆動手段48と搬送装置35により副型締装置7を元の架台44の待機位置へ搬送する。その時点で成形品のない上金型28と下金型29を副シリンダ装置33で型閉じしている他の副型締装置7を、前記と同様な工程で主型締装置10へ搬送し成形を行う。一方、架台44の待機位置に戻った副型締装置7では、副シリンダ装置33で上金型28と下金型29を圧締して成形品を圧力保持又は冷却し、副シリンダ装置33で上金型28と下金型29を離隔・開放させ型開きし、エジェクタ装置47で成形品を突き出し、成形品が下金型29から取り出されてその副型締装置7での成形サイクルが終了する。このような成形サイクルが各副型締装置7毎に行われる。
Next, the molding operation of the injection molding machine 1 of the present invention will be described. The sub
この発明は以上説明した実施例に限定されるものではなく、発明の趣旨を逸脱しない範囲内において種々の変更を付加して実施することができる。例えば、上記の実施の形態では、射出装置を備えた射出成形機として説明したが、射出装置を備えず主型締装置と複数の副型締装置を備え、下金型のキャビティ面に溶融材料や板状材料を供給して圧縮成形や賦型成形を実行するような成形機において本発明を実施することもできる。また、副型締装置は十字状に配設した実施の形態で説明したが、副型締装置をT字状に配設してもよいし、いずれか一の副型締装置を直列に複数配設したものとしてもよい。 The present invention is not limited to the embodiments described above, and various modifications can be added and implemented without departing from the spirit of the invention. For example, in the above embodiment, the injection molding machine including the injection device has been described. However, the injection molder is not provided, but the main mold clamping device and the plurality of sub mold clamping devices are provided, and the molten material is provided on the cavity surface of the lower mold. It is also possible to implement the present invention in a molding machine that supplies a plate-like material and performs compression molding or shaping. Further, although the sub mold clamping device has been described in the embodiment arranged in a cross shape, the sub mold clamping device may be arranged in a T shape, or any one of the sub mold clamping devices may be arranged in series. It may be arranged.
1 射出成形機
2 射出装置
3,8,9 駆動装置
4 フェンス
5 足場台
6 梯子
7 副型締装置
10 主型締装置
11 スクリュ回転手段
12 ホッパ
13 スクリュ駆動手段
14 連結体
15 揺動手段
16 基盤
17 旋回軸
18 加熱筒
19,72,75 ロッド
20 ノズル
21 基体
22 昇降手段
23 上盤
24 タイバ
25 ラム
26 下盤
27 主シリンダ
28 上金型
29 下金型
30 枠体
31 上型板
32 案内筒
33 副シリンダ
34 下型板
35 搬送装置
36 搬送台
37 レール
38 搬送ローラ
39 支持枠
40 貫通孔
41,69 係止ピン
42,43,77,78 衝止部
44 架台
45 受け皿
46 係合孔
47 エジェクタ装置
48 搬送駆動手段
49,60 位置検出器
50,53,55,58 支持板
51,54,56,59 案内ローラ
52,57 調整具
61 リミットスイッチ
62 回り止め具
63 電線
64 サーボモータ
65 ポンプ
66 タンク
67 シリンダ装置
68 継手
70 パージ材排出手段
71 窓部
73 中心孔
74 通気口
76 係止装置
79 排出駆動手段
80 環状溝
G 間隙
R 中心間隔
DESCRIPTION OF SYMBOLS 1
Claims (3)
前記搬送装置は、前記副型締装置を載置する搬送台と、該搬送台の下面に固設した複数のレールと、該レールと当接し案内して回動する複数の搬送ローラと、該複数の搬送ローラを架台上面で軸支する支持枠とからなり、
前記搬送装置の搬送台に載置される副型締装置は、昇降移動し下面に上金型を取り付けた上型板と搬送台に載置され上面に下金型を取り付けた下型板とが設けられ、前記上型板と下型板との間には副シリンダ装置と、案内筒の内孔に案内され上型板の昇降を案内するロッドが設けられることを特徴とする成形機。 A vertical main mold clamping device having a pressure clamping portion that clamps one of a plurality of sub mold clamping devices carried in and out from an opening opening orthogonally, and is placed on standby outside the opening. A plurality of the sub-clamping devices capable of pressing the mold with a clamping force lower than the clamping force of the main mold-clamping device and opening the mold, and the outside of the opening where the sub-clamping device waits A molding machine including a conveying device that conveys a sub-clamping device that is closed between the one side and the pressure-clamping portion of the main clamping device;
The conveying device includes a conveying table on which the sub-clamping device is placed, a plurality of rails fixed to the lower surface of the conveying table, a plurality of conveying rollers that abut against the rail, rotate, and rotate. It consists of a support frame that pivotally supports a plurality of transport rollers on the top of the gantry,
The sub mold clamping device mounted on the transport table of the transport device includes an upper mold plate that moves up and down and has an upper mold mounted on the lower surface, and a lower mold plate that is mounted on the transport table and has a lower mold mounted on the upper surface. And a rod for guiding the raising and lowering of the upper mold plate guided by the inner hole of the guide cylinder is provided between the upper mold plate and the lower mold plate.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006322965A JP4748802B2 (en) | 2006-11-30 | 2006-11-30 | Molding machine |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006322965A JP4748802B2 (en) | 2006-11-30 | 2006-11-30 | Molding machine |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2008137170A JP2008137170A (en) | 2008-06-19 |
| JP4748802B2 true JP4748802B2 (en) | 2011-08-17 |
Family
ID=39599156
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006322965A Expired - Fee Related JP4748802B2 (en) | 2006-11-30 | 2006-11-30 | Molding machine |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4748802B2 (en) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5745906B2 (en) * | 2011-03-30 | 2015-07-08 | 東洋機械金属株式会社 | Vertical injection molding machine |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5845932A (en) * | 1981-09-16 | 1983-03-17 | Meiki Co Ltd | Injection molding machine |
| JPS6029610U (en) * | 1983-08-03 | 1985-02-28 | 株式会社神戸製鋼所 | Vertical molding machine with mold clamp safety device |
| JPS6349355A (en) * | 1986-08-19 | 1988-03-02 | Ube Ind Ltd | Control method for driving rotating table in rotary die casting machine |
| JP4623881B2 (en) * | 2001-08-15 | 2011-02-02 | 株式会社ブリヂストン | Tire vulcanization system |
| US7198480B2 (en) * | 2005-02-01 | 2007-04-03 | Yamato Engineering, Inc. | Injection molding system with high production efficiency and low system cost |
-
2006
- 2006-11-30 JP JP2006322965A patent/JP4748802B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2008137170A (en) | 2008-06-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2008188906A (en) | Electromotive vertical injection molding machine | |
| RU2760427C1 (en) | Casting machine press and casting machine | |
| KR20200056491A (en) | Wood plastic plate automatic feeding mechanism | |
| JP5387646B2 (en) | Resin sealing device | |
| JP4748802B2 (en) | Molding machine | |
| KR20210037226A (en) | Automatic cutting apparatus for gate of injection molded products | |
| JP3760197B2 (en) | Gate cutting device for preforms for plastic bottles | |
| JP4918429B2 (en) | Preform injection molding equipment | |
| JP4176783B2 (en) | Molding method in molding system | |
| JP4876745B2 (en) | Casting method and casting apparatus | |
| KR102365924B1 (en) | Vacuum compression molding apparatus for rubber | |
| KR101001647B1 (en) | A cutting device of injection molding width | |
| KR20090069388A (en) | Rotatable lower plate structure of trimming press and rotation method thereof | |
| KR102118668B1 (en) | Gate cutting and loading auto apparatus for injection molded product | |
| CN100595042C (en) | Brick miss-touch prevention mechanism for brick press brick clipping device | |
| KR100551761B1 (en) | The automatic vent changing device for exhausting gas of plastic foam mould | |
| JP7114437B2 (en) | Injection molding machine and injection molding method | |
| JP4124519B2 (en) | Die mounting device for hollow molding machine | |
| JP2007045062A (en) | Injection molding machine | |
| KR101691167B1 (en) | Mold opening and closing device of the multi-layer injection molding press press | |
| CN115891049B (en) | Temperature control injection molding machine capable of achieving multi-station synchronous unloading | |
| JP3762192B2 (en) | Work transfer device for press machine | |
| KR20220002235A (en) | Low pressure die casting machine | |
| JPH0773774B2 (en) | Inversion device in die casting | |
| JP2013018244A (en) | Vertical injection molding machine |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20081107 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110303 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110309 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110323 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110412 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110420 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110516 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110516 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140527 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |