JP4715501B2 - ブロー成形機のブローエア供給装置 - Google Patents
ブロー成形機のブローエア供給装置Info
- Publication number
- JP4715501B2 JP4715501B2 JP2005368604A JP2005368604A JP4715501B2 JP 4715501 B2 JP4715501 B2 JP 4715501B2 JP 2005368604 A JP2005368604 A JP 2005368604A JP 2005368604 A JP2005368604 A JP 2005368604A JP 4715501 B2 JP4715501 B2 JP 4715501B2
- Authority
- JP
- Japan
- Prior art keywords
- blow
- blow air
- flow path
- molding machine
- supply device
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000071 blow moulding Methods 0.000 title claims description 77
- 238000005192 partition Methods 0.000 claims description 29
- 238000010438 heat treatment Methods 0.000 claims description 14
- 238000001816 cooling Methods 0.000 description 22
- 238000010586 diagram Methods 0.000 description 17
- 238000000034 method Methods 0.000 description 17
- 238000007664 blowing Methods 0.000 description 15
- 238000002425 crystallisation Methods 0.000 description 5
- 230000008025 crystallization Effects 0.000 description 5
- 238000000465 moulding Methods 0.000 description 5
- 230000007423 decrease Effects 0.000 description 3
- 238000000605 extraction Methods 0.000 description 2
- 229920000139 polyethylene terephthalate Polymers 0.000 description 2
- 239000005020 polyethylene terephthalate Substances 0.000 description 2
- 238000011084 recovery Methods 0.000 description 2
- 238000007493 shaping process Methods 0.000 description 2
- 239000004278 EU approved seasoning Substances 0.000 description 1
- 230000004888 barrier function Effects 0.000 description 1
- 235000013361 beverage Nutrition 0.000 description 1
- 235000011194 food seasoning agent Nutrition 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- -1 polyethylene terephthalate Polymers 0.000 description 1
- 238000002407 reforming Methods 0.000 description 1
- 229920001169 thermoplastic Polymers 0.000 description 1
- 239000004416 thermosoftening plastic Substances 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
Images











Landscapes
- Blow-Moulding Or Thermoforming Of Plastics Or The Like (AREA)
Description
供給工程は、開放された金型内に、予備加熱されたプリフォームを供給する工程であり、プリフォーム供給後に金型が閉じられる。
ブロー成形工程は、延伸棒でプリフォームを軸方向に延伸しつつ、プリフォーム内に加熱されたブローエアを供給して、プリフォームを周方向に膨張延伸させる工程であり、二軸延伸されたプリフォームは、金型のキャビティ表面との接触により、容器としての形状が規定される。
冷却工程は、二軸延伸された容器を冷却する工程であり、通常は、容器内にクーリングエアを供給することにより冷却が行われる。
取り出し工程は、成形された容器を金型から取り出す工程であり、延伸棒の退避動作、金型の開放動作などが行われる。
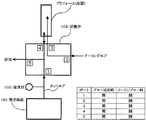
この図に示すように、加熱されたブローエアをプリフォーム内に供給するブローエア供給装置は、通常、高圧エア源101、高圧仕切弁102、熱交換器103、切換弁104などを備えて構成される。
高圧エア源101は、高圧(例えば、4MPa)のブローエアを発生する。
高圧仕切弁102は、高圧エア源101の下流でブローエア流路の開閉を行う。高圧仕切弁102としては、通常、高圧エア流路での開閉動作が保証された高圧用電磁弁が用いられる。
熱交換器103は、高圧仕切弁102の下流でブローエアの加熱を行う。
切換弁104は、熱交換器103の下流でブローエア流路やクーリングエア流路の切換えを行う。温度計105は、熱交換器103の出口におけるブローエアの温度を測定する。
なお、クーリングエアは、クーリングエア用の高圧エア源106から供給される。
この図に示すように、切換弁104は、複数(例えば、5つ)のポートを有し、これらのポートを開閉することにより、ブローエアやクーリングエアの供給を行う。例えば、ブロー成形工程では、ポート1、3、4を開き、かつ、ポート2、5を閉じることにより、加熱されたブローエアをプリフォーム(容器)内に供給し、冷却工程では、ポート2〜5を開き、かつ、ポート1を閉じることにより、クーリングエアを容器内に供給する。
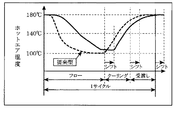
この図に示すように、従来例に係るブロー成形機のブローエア供給装置では、熱交換器103の出口におけるブローエアの温度がブロー成形工程の開始直後に急激に低下する。例えば、熱交換器によるブローエアの加熱設定温度が180℃である場合、100℃程度まで急激に低下する。これは、熱交換器における加熱空気の貯留容量が小さいため、ブロー開始後、熱交換器内の加熱された空気が供給されてしまうと、その後、熱交換器に流入したブローエアは短時間で熱交換器内を通過し、十分に加熱されない状態で供給されてしまうからである。
このように、ブローエアの温度がブロー開始直後に急激に低下すると、容器の内面に歪みが発生するだけでなく、結晶化が不十分になり、容器の耐熱性が低下する可能性がある。
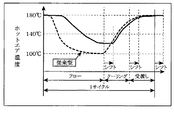
これにより、ブロー開始後におけるブローエアの温度低下を抑制し、容器の内面歪みを少なくできるだけでなく、十分な結晶化温度を確保し、容器の耐熱性を向上させることができる。
これにより、ブロー開始後におけるブローエアの温度低下を抑制し、容器の内面歪みを少なくできるだけでなく、十分な結晶化温度を確保し、容器の耐熱性を向上させることができる。
このようにすると、熱交換器の下流でブローエアの流量が制限されるとともに、熱交換器に貯留される加熱ブローエア増加し、高温のブローエアをより長時間に亘って供給することが可能になる。
このようにすると、第一仕切流路と第二仕切流路の切換えにより、ブローエアの流量や温度を任意のパターンで変化させることが可能になる。
このようにすると、ブロー初期、高温のブローエアを長時間に亘って供給できるだけでなく、その後、ブローエアの流量を増やし、成形サイクルを短縮することができる。
このようにすると、ブローエアを高圧加熱(予備加熱)する第一の熱交換器と、ブローエアを常圧加熱する第二の熱交換器が直列に配置されるので、ブロー初期、高温のブローエアを長時間に亘って供給できるだけでなく、二段階の加熱により温度低下を抑制し、ブロー工程全域におけるブローエアの高温化が図れる。
このようにすると、ブロー初期時に、高温のブローエアを長時間に亘って供給できるとともに、その後に、ブローエアの圧力を増やし、ブロー成形途中のプリフォームをブロー金型へ完全に賦形させることができる。
まず、本発明の第一実施形態に係るブロー成形機のブローエア供給装置について、図1及び図2を参照して説明する。
図1は、本発明の第一実施形態に係るブロー成形機のブローエア供給装置を示すブロック図である。
この図に示すように、本発明の第一実施形態に係るブロー成形機のブローエア供給装置は、加熱されたブローエアをプリフォーム内に供給し、中空のボトル容器1を成形するものであって、高圧エア源11、高圧仕切弁12、熱交換器(加熱器)13、絞り弁14、切換弁15及び温度計27を備えて構成されている。
高圧仕切弁12は、高圧エア源11の下流でブローエア流路の開閉を行う。高圧仕切弁12としては、高圧エア流路での開閉動作が保証された高圧用電磁弁が用いられる。
熱交換器13は、高圧仕切弁12の下流でブローエアの加熱を行う。
絞り弁14は、熱交換器13の下流でブローエア流路を絞り、ブローエアの流量を制限する。絞り弁14としては、流量が固定された固定絞り弁だけでなく、流量を調整可能な可変絞り弁も用いることができる。
切換弁15は、熱交換器13の下流でブローエア流路やクーリングエア流路の切換えを行う。温度計27は、熱交換器13の出口におけるブローエアの温度を測定する。切換弁15及び温度計27としては、例えば、図14に示すものを用いることができる。
なお、クーリングエアは、ブロー成形後、クーリングエア用の高圧エア源16から切換弁15を介してボトル容器1内に供給され、ボトル容器1内の冷却を行う。
この図に示すように、第一実施形態のブローエア供給装置では、熱交換器13と切換弁15の間に絞り弁14を設けることにより、熱交換器13の下流でブローエアの流量が制限されるので、熱交換器13から徐々にブローエアを供給することができ、その分ブローエアの熱交換機13内における通過時間が長くなり、高温のブローエアを長時間に亘って供給することが可能になる。これにより、ブロー開始後におけるブローエアの温度低下を抑制し、ボトル容器1の内面歪みを少なくできるだけでなく、十分な結晶化温度を確保し、ボトル容器1の耐熱性を向上させることができる。
つぎに、本発明の第二実施形態に係るブロー成形機のブローエア供給装置について、図3及び図4を参照して説明する。
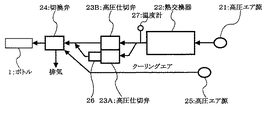
図3は、本発明の第二実施形態に係るブロー成形機のブローエア供給装置を示すブロック図である。
この図に示すように、本発明の第二実施形態に係るブロー成形機のブローエア供給装置は、加熱されたブローエアをプリフォーム内に供給し、中空のボトル容器1を成形するものであって、高圧エア源21、熱交換器22、高圧仕切弁23、切換弁24及び温度計27を備えて構成されている。
熱交換器22は、高圧エア源21の下流でブローエアの加熱を行う。
高圧仕切弁23は、熱交換器22の下流でブローエア流路の開閉を行う。高圧仕切弁23としては、高圧エア流路での開閉動作が保証され、かつ、ブローエアの加熱温度以上の耐熱性を備えた高圧用電磁弁が用いられる。
切換弁24は、高圧仕切弁23の下流でブローエア流路やクーリングエア流路の切換えを行う。切換弁24としては、例えば、図14に示すものを用いることができる。
なお、クーリングエアは、クーリングエア用の高圧エア源25から切換弁24を介してボトル容器1内に供給される。
この図に示すように、第二実施形態のブローエア供給装置では、熱交換器22の下流に高圧仕切弁23が設けられ、熱交換器22内が高圧になるので、熱交換器22内における加熱ブローエアの量が増加し、高温のブローエアを長時間に亘って供給することが可能になる。これにより、ブロー開始後におけるブローエアの温度低下を抑制し、ボトル容器1の内面歪みを少なくできるだけでなく、十分な結晶化温度を確保し、ボトル容器1の耐熱性を向上させることができる。
つぎに、本発明の第三実施形態に係るブロー成形機のブローエア供給装置について、図5及び図6を参照して説明する。ただし、第二実施形態と共通の構成については、第二実施形態と同じ符号を付し、第二実施形態の説明を援用する。
図5は、本発明の第三実施形態に係るブロー成形機のブローエア供給装置を示すブロック図である。
この図に示すように、本発明の第三実施形態に係るブロー成形機のブローエア供給装置は、高圧仕切弁23と切換弁24の間に、ブローエア流路を絞る絞り弁26が設けられる点が第二実施形態と相違している。絞り弁26としては、流量が固定された固定絞り弁だけでなく、流量を調整可能な可変絞り弁も用いることができる。
この図に示すように、第三実施形態のブローエア供給装置では、第二実施形態と同様に、熱交換器22の下流に高圧仕切弁23が設けられ、熱交換器22内が高圧になるので、熱交換器内22における加熱ブローエアの量が増加し、高温のブローエアを長時間に亘って供給することが可能になる。
しかも、高圧仕切弁23の下流に設けられる絞り弁26により、ブローエアの流量が制限され、熱交換器22におけるブローエアの通過時間が長くなるので、高温のブローエアをより長時間に亘って供給することが可能になる。
つぎに、本発明の第四実施形態に係るブロー成形機のブローエア供給装置について、図7及び図8を参照して説明する。ただし、第二、第三実施形態と共通の構成については、第二、第三実施形態と同じ符号を付し、第二、第三実施形態の説明を援用する。
図7は、本発明の第四実施形態に係るブロー成形機のブローエア供給装置を示すブロック図である。
この図に示すように、本発明の第四実施形態に係るブロー成形機のブローエア供給装置は、熱交換器22と切換弁24の間に、高圧仕切弁23A及び絞り弁26が直列状に設けられる第一仕切流路と、高圧仕切弁23Bのみが設けられる第二仕切流路とが並設される点が第二、第三実施形態と相違している。
なお、第一仕切流路と第二仕切流路の切換操作は、高圧仕切弁23A,23Bを切換えることによって行うか、あるいは、切換弁24のポート1を切換え可能に分岐させた構成にしておき、この切換弁24を切り替えることによって行う。
この図に示すように、第四実施形態のブローエア供給装置では、例えば、ブロー初期時に、第一仕切流路を経由してブローエアの供給を徐々に行う。その後、第二仕切流路を経由してブローエアを急激に供給させることによってボトル容器の成形を行う。このようにした場合は、ブロー初期、高温のブローエアを長時間に亘って供給できるだけでなく、その後、ブローエアの流量を増やし、成形サイクルを短縮することができる。
つぎに、本発明の第五実施形態に係るブロー成形機のブローエア供給装置について、図9及び図10を参照して説明する。ただし、第二実施形態と共通の構成については、第二実施形態と同じ符号を付し、第二実施形態の説明を援用する。
図9は、本発明の第五実施形態に係るブロー成形機のブローエア供給装置を示すブロック図である。
この図に示すように、本発明の第五実施形態に係るブロー成形機のブローエア供給装置は、高圧仕切弁23と切換弁24の間に、ブローエアを加熱する第二の熱交換器22Bが設けられる点が第二実施形態と相違している。第二の熱交換器22Bとしては、第一の熱交換器22Aと同等のものを用いることができる。
本実施形態は、高圧仕切弁23の耐熱温度が所望のブロー温度より低い場合に、ブローエアを第一の熱交換器22Aで高圧仕切弁23の耐熱仕様まで加熱し、第二の熱交換器22Bで所望の温度まで加熱する。
なお、第二の熱交換器は、第四実施形態における高圧仕切弁23(23A,23B)と切換弁24の間の第一仕切流路及び/又は第二仕切流路、若しくは第一仕切流路と第二仕切流路の合流点より下流側に設けることも可能である。
この図に示すように、第五実施形態のブローエア供給装置では、第二実施形態と同様に、第一の熱交換器22Aの下流に高圧仕切弁23が設けられ、第一の熱交換器22A内が高圧になるので、第一の熱交換器22Aにおける加熱ブローエアの量が増加し、高温のブローエアを長時間に亘って供給することが可能になる。
しかも、ブローエアを高圧加熱(予備加熱)する第一の熱交換器22Aの下流には、ブローエアを常圧加熱する第二の熱交換器22Bが直列に配置されるので、ブロー初期、高温のブローエアを長時間に亘って供給できるだけでなく、二段階の加熱により温度低下を抑制し、ブロー工程全域におけるブローエアの高温化が図れる。
第二次高圧エア源11Bは、第一次高圧エア源11Aより高圧であって、ブロー成形に必要な高圧(例えば、4MPa)のブローエアを発生する。一方、第一次高圧エア源11Aは、高圧のブローエアを発生するが、その圧力は、第二次高圧エア源11Bよりも相対的に低圧となるように設定されている。
11、21 高圧エア源
12、23、23A、23B 高圧仕切弁
13、22 熱交換器
14、26 絞り弁
15、24 切換弁
Claims (7)
- 加熱されたブローエアをプリフォーム内に供給し、中空の容器を成形するブロー成形機のブローエア供給装置であって、
高圧のブローエアを発生する高圧エア源と、
前記高圧エア源の下流でブローエア流路を開閉する高圧仕切弁と、
前記高圧仕切弁の下流でブローエアを加熱する熱交換器と、
前記熱交換器の下流でブローエア流路を絞る絞り弁と、
前記絞り弁の下流でブローエア流路を切換える切換弁と、
を備えることを特徴とするブロー成形機のブローエア供給装置。 - 加熱されたブローエアをプリフォーム内に供給し、中空の容器を成形するブロー成形機のブローエア供給装置であって、
高圧のブローエアを発生する高圧エア源と、
前記高圧エア源の下流でブローエアを加熱する熱交換器と、
前記熱交換器の下流でブローエア流路を開閉する高圧仕切弁と、
前記高圧仕切弁の下流でブローエア流路を切換える切換弁と、
を備えることを特徴とするブロー成形機のブローエア供給装置。 - 前記高圧仕切弁と前記切換弁の間に、ブローエア流路を絞る絞り弁が設けられることを特徴とする請求項2記載のブロー成形機のブローエア供給装置。
- 前記熱交換器と前記切換弁の間に、前記高圧仕切弁及び前記絞り弁が直列状に設けられる第一仕切流路と、前記高圧仕切弁のみが設けられる第二仕切流路とが並設されることを特徴とする請求項2又は3記載のブロー成形機のブローエア供給装置。
- 前記第一仕切り流路と前記第二仕切り流路の切換えは、ブロー初期時に前記第一仕切流路を経由してブローエアの供給を行わせ、その後、前記第二仕切流路を経由してブローエアの供給を行わせるように切り換ることを特徴とする請求項4記載のブロー成形機のブローエア供給装置。
- 前記高圧仕切弁と前記切換弁の間又は前記絞り弁と前記切換弁との間に、ブローエアを加熱する第二の熱交換器が設けられることを特徴とする請求項2,3又は4記載のブロー成形機のブローエア供給装置。
- 加熱されたブローエアをプリフォーム内に供給し、中空の容器を成形するブロー成形機のブローエア供給装置であって、
高圧のブローエアを発生する第一次高圧エア源、及び前記第一次高圧エア源の下流でブローエア流路を開閉する高圧仕切弁からなる第一流路と、
前記第一次高圧エア源より高圧のブローエアを発生する第二次高圧エア源、及び前記第二次高圧エア源の下流でブローエア流路を開閉する高圧仕切弁からなる第二流路と、
並列に接続された前記第一流路、及び前記第二流路の下流でブローエアを加熱する熱交換器と、
前記熱交換器の下流でブローエア流路を切換える切換弁と、
を備え、
前記第一流路と前記第二流路の切換えは、ブロー初期時に前記第一流路を経由してブローエアの供給を行わせ、その後、前記第二流路を経由してブローエアの供給を行わせるように切り換ることを特徴とするブロー成形機のブローエア供給装置。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005368604A JP4715501B2 (ja) | 2005-09-30 | 2005-12-21 | ブロー成形機のブローエア供給装置 |
| EP06834548.7A EP1964661B1 (en) | 2005-12-21 | 2006-12-13 | Blow air supply unit for blow molding machine |
| CN2006800480623A CN101341015B (zh) | 2005-12-21 | 2006-12-13 | 吹塑成形机的吹风气供给装置 |
| PCT/JP2006/324793 WO2007072716A1 (ja) | 2005-12-21 | 2006-12-13 | ブロー成形機のブローエア供給装置 |
| US12/085,586 US8029269B2 (en) | 2005-12-21 | 2006-12-13 | Blow air supply unit for blow molding machine |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005286183 | 2005-09-30 | ||
| JP2005286183 | 2005-09-30 | ||
| JP2005368604A JP4715501B2 (ja) | 2005-09-30 | 2005-12-21 | ブロー成形機のブローエア供給装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007118558A JP2007118558A (ja) | 2007-05-17 |
| JP4715501B2 true JP4715501B2 (ja) | 2011-07-06 |
Family
ID=38142910
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005368604A Active JP4715501B2 (ja) | 2005-09-30 | 2005-12-21 | ブロー成形機のブローエア供給装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4715501B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102008032635A1 (de) * | 2008-07-11 | 2010-01-14 | Krones Ag | Blasmaschine und Verfahren zur mikrobioloisch optimierten Herstellung von Kunststoffbehältern |
| CN105459380B (zh) * | 2016-01-04 | 2017-08-29 | 江苏新美星包装机械股份有限公司 | 一种吹瓶机补偿气路 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01133714A (ja) * | 1987-11-19 | 1989-05-25 | Toyo Seikan Kaisha Ltd | 熱固定された延伸プラスチック容器の製造装置 |
| JPH02265732A (ja) * | 1989-02-09 | 1990-10-30 | Electrolux:Ab | 空洞状プラスチツク製品を生産する装置 |
| JPH07195501A (ja) * | 1993-11-26 | 1995-08-01 | Krupp Corpoplast Mas Gmbh | 吹込み成形エアの多重利用による容器成形方法及びその装置 |
| JPH0957834A (ja) * | 1995-08-23 | 1997-03-04 | Japan Steel Works Ltd:The | 同時充填中空成形機の液体充填方法およびその装置 |
| JP2004534680A (ja) * | 2001-07-10 | 2004-11-18 | マウザー−ヴェルケ ゲゼルシャフト ミット ベシュレンクテル ハフツング ウント コンパニー コマンディートゲゼルシャフト | ブロー成形された中空体の製作法及び装置 |
-
2005
- 2005-12-21 JP JP2005368604A patent/JP4715501B2/ja active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01133714A (ja) * | 1987-11-19 | 1989-05-25 | Toyo Seikan Kaisha Ltd | 熱固定された延伸プラスチック容器の製造装置 |
| JPH02265732A (ja) * | 1989-02-09 | 1990-10-30 | Electrolux:Ab | 空洞状プラスチツク製品を生産する装置 |
| JPH07195501A (ja) * | 1993-11-26 | 1995-08-01 | Krupp Corpoplast Mas Gmbh | 吹込み成形エアの多重利用による容器成形方法及びその装置 |
| JPH0957834A (ja) * | 1995-08-23 | 1997-03-04 | Japan Steel Works Ltd:The | 同時充填中空成形機の液体充填方法およびその装置 |
| JP2004534680A (ja) * | 2001-07-10 | 2004-11-18 | マウザー−ヴェルケ ゲゼルシャフト ミット ベシュレンクテル ハフツング ウント コンパニー コマンディートゲゼルシャフト | ブロー成形された中空体の製作法及び装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2007118558A (ja) | 2007-05-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1305152B1 (en) | Method for producing plastic containers having high crystallinity bases | |
| US8550805B2 (en) | Process and device for the manufacture of a particularly heat-resistant hollow body | |
| KR20190087658A (ko) | 수지제 용기의 제조방법, 금형 유닛 및 성형기 | |
| JP5503222B2 (ja) | 大型リターナブル容器、その成形方法及び成形装置並びに加熱ゾーン分割されたブロー型 | |
| JP2009045877A (ja) | プラスチックボトル成形用プリフォーム | |
| JP2012508658A (ja) | 容器をブロー成形するための方法および装置 | |
| EP2780148B1 (en) | System and method for plural blow molding | |
| JP4715501B2 (ja) | ブロー成形機のブローエア供給装置 | |
| US12070890B2 (en) | Method for manufacturing resin container and blow molding apparatus | |
| US11883997B2 (en) | Off-center container manufacturing method and temperature adjustment mold | |
| US8029269B2 (en) | Blow air supply unit for blow molding machine | |
| JP4210901B2 (ja) | ボトル状容器の製造方法 | |
| JP5848433B2 (ja) | ブロー成形方法及びブロー成形型 | |
| WO2003011569A1 (fr) | Procede de fabrication d'une bouteille faite principalement de resine de poly(ethylene terephtalate) | |
| JP2007504021A (ja) | 容器ブロー成形方法および装置 | |
| JPWO2020075267A1 (ja) | 延伸ブロー成形装置とブロー成形方法 | |
| JP6727760B2 (ja) | 中空容器の製造方法及びブロー成形装置 | |
| JP2002240136A (ja) | 耐熱petボトル用プリフォーム | |
| US20230321889A1 (en) | Resin container manufacturing method, die unit, and blow molding device | |
| US20240367365A1 (en) | Method for manufacturing resin container and blow molding method | |
| JPH07156259A (ja) | 樹脂製中空容器の製造方法 | |
| CN118613365A (zh) | 温度调整用模具、树脂制容器的制造装置 | |
| JPH0760825A (ja) | 樹脂製中空容器の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20081110 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20101109 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110107 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110301 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110314 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140408 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140408 Year of fee payment: 3 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140408 Year of fee payment: 3 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140408 Year of fee payment: 3 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |