JP4712552B2 - 切粉・鉄粉の搬送装置 - Google Patents
切粉・鉄粉の搬送装置 Download PDFInfo
- Publication number
- JP4712552B2 JP4712552B2 JP2005366294A JP2005366294A JP4712552B2 JP 4712552 B2 JP4712552 B2 JP 4712552B2 JP 2005366294 A JP2005366294 A JP 2005366294A JP 2005366294 A JP2005366294 A JP 2005366294A JP 4712552 B2 JP4712552 B2 JP 4712552B2
- Authority
- JP
- Japan
- Prior art keywords
- iron powder
- conveying
- core
- iron
- groove
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images





Landscapes
- Auxiliary Devices For Machine Tools (AREA)
- Non-Mechanical Conveyors (AREA)
- Linear Motors (AREA)
Description
請求項1記載の発明では、切粉・鉄粉の搬送方向に延設して形成されるとともに前記搬送方向に対して直交又は略直交あるいは傾斜する溝及び前記溝間に形成されるコアが搬送方向に複数並設された鉄芯と、前記溝に挿通されて前記鉄芯に巻回されるコイルと、前記切粉・鉄粉が搬送する搬送面を備え、前記コイルに位相の異なる交流電流を流して移動磁界を発生させることによって、切粉・鉄粉を前記搬送面に沿って搬送可能に構成される切粉・鉄粉の搬送装置であって、前記鉄芯に形成される溝には、前記コイルの第1の巻線、第2の巻線又は第3の巻線が搬送方向に沿って順に挿通されるとともに、各溝には、隣接する同相の前記コイルが共有して巻回され、前記コアには、搬送方向に沿った幅方向両端面にそれぞれ水平溝が形成され、それぞれの前記水平溝に、前記コアの搬送方向に沿った幅より突出して形成された頭部部材が水平方向に沿って着脱可能に係合され、搬送方向に沿う幅方向の異なる前記頭部部材を交換することによって、搬送方向に沿って形成される前記溝の開口幅の長さが可変となるように構成されていることを特徴とするものである。
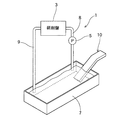
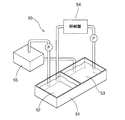
3、研磨機(成形機械)
5、ポンプ
7、タンク
10、鉄粉搬送装置
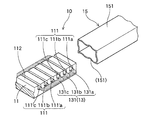
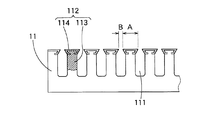
11、鉄芯
111、溝部
112、コア部
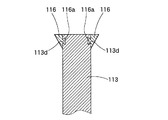
113、胴体部
113a、水平溝
114、頭部
114a、係合突起部
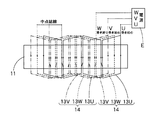
13、コイル
131、巻線
15、ケース体
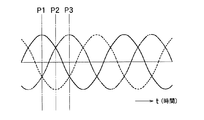
P1、時点
P2、時点
P3、時点
E、電源
A、搬送方向長さ
B、開口幅
Claims (5)
- 切粉・鉄粉の搬送方向に延設して形成されるとともに前記搬送方向に対して直交又は略直交あるいは傾斜する溝及び前記溝間に形成されるコアが搬送方向に複数並設された鉄芯と、前記溝に挿通されて前記鉄芯に巻回されるコイルと、前記切粉・鉄粉が搬送する搬送面を備え、前記コイルに位相の異なる交流電流を流して移動磁界を発生させることによって、切粉・鉄粉を前記搬送面に沿って搬送可能に構成される切粉・鉄粉の搬送装置であって、
前記鉄芯に形成される溝には、前記コイルの第1の巻線、第2の巻線又は第3の巻線が搬送方向に沿って順に挿通されるとともに、各溝には、隣接する同相の前記コイルが共有して巻回され、
前記コアには、搬送方向に沿った幅方向両端面にそれぞれ水平溝が形成され、それぞれの前記水平溝に、前記コアの搬送方向に沿った幅より突出して形成された頭部部材が水平方向に沿って着脱可能に係合され、搬送方向に沿う幅方向の異なる前記頭部部材を交換することによって、搬送方向に沿って形成される前記溝の開口幅の長さが可変となるように構成されていることを特徴とする切粉・鉄粉の搬送装置。 - 前記コアは、胴部と前記胴部より搬送方向に沿って広幅に形成された前記頭部部材とを有し、前記頭部部材が、前記水平溝に係合する係合突起部を有して前記胴部の上面を覆う下開き台形筒状に形成されていることを特徴とする請求項1記載の切粉・鉄粉の搬送装置。
- 前記コアは、胴部と前記胴部より搬送方向に沿って広幅に形成された前記頭部部材とを有し、前記頭部部材が、前記胴部の上面と同一面を有して前記胴部の両端面から搬送方向に沿って突出して配設されるとともに、それぞれの前記水平溝に係合する突起部を有して一対の頭部片として形成されていることを特徴とする請求項1記載の切粉・鉄粉の搬送装置。
- 前記コアは、胴部と前記胴部より搬送方向に沿って広幅に形成された前記頭部部材とを有し、前記水平溝が臍孔に形成され、前記頭部部材が、前記胴部の上面と同一面を有して前記胴部の両端面から搬送方向に沿って突出して配設されるとともに、それぞれの前記臍孔に嵌め込む蟻臍を有した一対の頭部片として形成されていることを特徴とする請求項1記載の切粉・鉄粉の搬送装置。
- 前記搬送面が、非磁性材又は弱磁性材あるいは薄板状の鉄板の部材上に形成されている非磁性材又は弱磁性材あるいは薄板状の鉄板で形成されていることを特徴とする請求項1,2,3又は4記載の切粉・鉄粉の搬送装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005366294A JP4712552B2 (ja) | 2005-12-20 | 2005-12-20 | 切粉・鉄粉の搬送装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005366294A JP4712552B2 (ja) | 2005-12-20 | 2005-12-20 | 切粉・鉄粉の搬送装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007167995A JP2007167995A (ja) | 2007-07-05 |
| JP4712552B2 true JP4712552B2 (ja) | 2011-06-29 |
Family
ID=38295225
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005366294A Expired - Fee Related JP4712552B2 (ja) | 2005-12-20 | 2005-12-20 | 切粉・鉄粉の搬送装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4712552B2 (ja) |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0489718A (ja) * | 1990-08-02 | 1992-03-23 | Taisei Corp | リニア誘導モータを利用した土砂類の運搬方法 |
| JPH04269148A (ja) * | 1991-02-21 | 1992-09-25 | Taiji Iwamoto | 移動磁界による電磁誘導作用を利用した切粉(キリコ)除去装 置 |
| JPH10145990A (ja) * | 1996-11-14 | 1998-05-29 | Meidensha Corp | アウタロータモータの固定子鉄心 |
| JP2000069694A (ja) * | 1998-08-24 | 2000-03-03 | Denso Corp | 回転電機の組み立てティース式固定子コア |
| JP2004088980A (ja) * | 2002-08-29 | 2004-03-18 | Mitsui High Tec Inc | 固定子鉄心 |
| JP2005261045A (ja) * | 2004-03-10 | 2005-09-22 | Mitsubishi Electric Corp | 電気機械 |
-
2005
- 2005-12-20 JP JP2005366294A patent/JP4712552B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2007167995A (ja) | 2007-07-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN207134965U (zh) | 轴向磁通电机、用于该轴向磁通电机的定子组件及压缩机 | |
| CN100594656C (zh) | 永磁同步电机 | |
| CN104285366B (zh) | 具有增强的永久磁通密度的改进dc电动机/发电机 | |
| US7586217B1 (en) | High performance motor and magnet assembly therefor | |
| CN101027827A (zh) | 电机 | |
| JP2008530973A (ja) | リニア直接駆動装置を備えた木工機械 | |
| CN103997187A (zh) | 埋入磁体型感应线性电机 | |
| JP4938355B2 (ja) | リニアモータ | |
| CN102780375A (zh) | 具有小定位力的圆柱形直线电动机 | |
| US6753627B2 (en) | Linear motor | |
| JP4712552B2 (ja) | 切粉・鉄粉の搬送装置 | |
| EP4133587A1 (en) | Transformers for multiphase power converters | |
| KR20180118703A (ko) | 시트 분리 장치, 시트 분리 방법, 및 시트 형상 2차 전지의 제조 방법 | |
| JP2006281435A (ja) | 切粉・鉄粉の搬送装置及び分離搬送システム | |
| US6731491B2 (en) | Bulk degausser with fixed arrays of magnet poles | |
| EA014511B1 (ru) | Электрическая машина | |
| US20160211066A1 (en) | Systems and Methods for Producing Magnetic Structures | |
| JP2007118162A (ja) | 切粉・鉄粉の搬送装置 | |
| US10355569B2 (en) | Core for transverse flux electrical machine | |
| JP2007160481A (ja) | 切粉・鉄粉の搬送装置 | |
| JPS6246808A (ja) | 金属部品の個別化、整列および供給装置 | |
| WO2023229051A1 (ja) | 電磁装置 | |
| JP2007119231A (ja) | 削り屑搬送装置 | |
| US710425A (en) | Frame for dynamo-electric machines. | |
| US1066619A (en) | Polyphase magnetic separator. |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20071122 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20101116 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20101130 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110126 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110222 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110323 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4712552 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |