JP4635175B2 - Highly sealed syringe filled with chemical liquid, gasket, and manufacturing method of syringe filled with chemical liquid - Google Patents
Highly sealed syringe filled with chemical liquid, gasket, and manufacturing method of syringe filled with chemical liquid Download PDFInfo
- Publication number
- JP4635175B2 JP4635175B2 JP2003179180A JP2003179180A JP4635175B2 JP 4635175 B2 JP4635175 B2 JP 4635175B2 JP 2003179180 A JP2003179180 A JP 2003179180A JP 2003179180 A JP2003179180 A JP 2003179180A JP 4635175 B2 JP4635175 B2 JP 4635175B2
- Authority
- JP
- Japan
- Prior art keywords
- gasket
- fluororubber
- syringe
- filled
- rubber
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images



Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61M—DEVICES FOR INTRODUCING MEDIA INTO, OR ONTO, THE BODY; DEVICES FOR TRANSDUCING BODY MEDIA OR FOR TAKING MEDIA FROM THE BODY; DEVICES FOR PRODUCING OR ENDING SLEEP OR STUPOR
- A61M5/00—Devices for bringing media into the body in a subcutaneous, intra-vascular or intramuscular way; Accessories therefor, e.g. filling or cleaning devices, arm-rests
- A61M5/178—Syringes
- A61M5/31—Details
- A61M5/315—Pistons; Piston-rods; Guiding, blocking or restricting the movement of the rod or piston; Appliances on the rod for facilitating dosing ; Dosing mechanisms
- A61M5/31511—Piston or piston-rod constructions, e.g. connection of piston with piston-rod
- A61M5/31513—Piston constructions to improve sealing or sliding
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61M—DEVICES FOR INTRODUCING MEDIA INTO, OR ONTO, THE BODY; DEVICES FOR TRANSDUCING BODY MEDIA OR FOR TAKING MEDIA FROM THE BODY; DEVICES FOR PRODUCING OR ENDING SLEEP OR STUPOR
- A61M5/00—Devices for bringing media into the body in a subcutaneous, intra-vascular or intramuscular way; Accessories therefor, e.g. filling or cleaning devices, arm-rests
- A61M5/178—Syringes
- A61M5/31—Details
- A61M5/315—Pistons; Piston-rods; Guiding, blocking or restricting the movement of the rod or piston; Appliances on the rod for facilitating dosing ; Dosing mechanisms
- A61M5/31511—Piston or piston-rod constructions, e.g. connection of piston with piston-rod
Landscapes
- Health & Medical Sciences (AREA)
- Vascular Medicine (AREA)
- Engineering & Computer Science (AREA)
- Anesthesiology (AREA)
- Biomedical Technology (AREA)
- Heart & Thoracic Surgery (AREA)
- Hematology (AREA)
- Life Sciences & Earth Sciences (AREA)
- Animal Behavior & Ethology (AREA)
- General Health & Medical Sciences (AREA)
- Public Health (AREA)
- Veterinary Medicine (AREA)
- Infusion, Injection, And Reservoir Apparatuses (AREA)
- Medicines Containing Antibodies Or Antigens For Use As Internal Diagnostic Agents (AREA)
Description
【0001】
【発明の属する技術分野】
本発明は、医薬品が予め注射筒内部に充填された薬液充填済み注射器(プレフィルドシリンジ)、および薬液充填済み注射器の注射筒内部に配置されるガスケットに関するものであり、特に、医薬品が放射性医薬品である薬液充填済み注射器およびガスケットに関する。
【0002】
【従来の技術】
放射性医薬品の容器として、内部に放射性医薬品が予め充填された注射筒を密封した薬液充填済み注射器が一般的に使用されており、この薬液充填済み注射器においては、注射筒内部の医薬品を密封するために、通常、合成ゴム、熱可塑性エラストマー等のゴム弾性体で形成されたガスケットが注射筒の内部に配置される。
【0003】
従来、このような薬液充填済み注射器に用いられるガスケットにおいては、ゴムに含有される配合剤、例えば硫黄、加硫促進剤等が保存時に医薬品中へ滲出するのを防止するため、また、医薬品に含まれる防腐剤あるいは医薬品そのものがガスケットに吸着するのを防止するために、フッ素系樹脂の薄膜をガスケットの医薬品接触部へ部分的にコーティングまたは積層する技術が知られている(特許文献1参照)。
【0004】
また、ガスケットと注射筒の内壁に塗布される潤滑剤が、異物、微粒子として医薬品に混入し、人体への悪影響が問題視されていたため、医薬品への異物、微粒子の混入を防止し、かつ、ガスケットと注射筒との摺動性を向上させるために、ガスケットの医薬品接触部および注射筒内周面との摺動部分の全面を厚さ0.01〜0.1mmのテトラフロロエチレン樹脂フィルムで積層する技術が提案されている(特許文献2参照)。
【0005】
さらにまた、医薬品への異物の混入や溶出の虞がなく、保存時に十分な液密性と気密性を有し、使用時に摺動性の良いガスケットを得るために、ガスケットの表面に摺動性の良いプラスチックの薄膜を被覆する技術が提案されている(特許文献3参照)。
【0006】
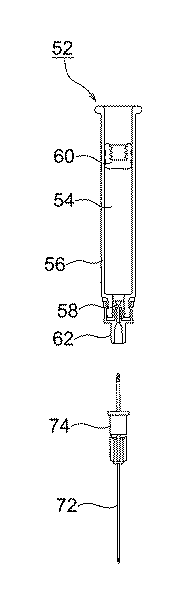
図6は、前述した薬液充填済み注射器を示す断面図である。薬液充填済み注射器52は、通常、内部に放射性医薬品(注射液)54が充填された透明ガラス製の注射筒56と、注射筒56の先端部内に挿入されたゴム栓58と、注射筒56の後端部内に挿入されたゴム製ガスケット60と、注射筒56の先端に取り付けられ、先端側が注射針72の針基74に嵌合される注射針装着部62とを備え、ゴム栓58とガスケット60との間に注射液54が充填されている。
【0007】
上述した薬液充填済み注射器において、注射筒56の内部に注射液54を充填する際には、ゴム栓58が挿入された注射筒56の内部に注射液54を充填し、その後ガスケット60を注射筒56の内部に配置して密封する。注射筒56の内部を密封する際、ゴム栓58とガスケット60との間に存在する気体を取り除くために、通常次のような方法でガスケット60が注射筒56の内部に配置される。
【0008】
▲1▼ ゴム栓58が挿入された注射筒56の内部に注射液54を充填する。
▲2▼ 硬度を有する細い中空針(または針金)を注射筒56の内部に後端開口部から挿入し、中空針が注射液54に接触しない位置で注射筒56の内周面に接触するように配置する。
▲3▼ ガスケット60を注射筒56の内部に挿入してガスケット60と注射筒56の内周面との間に上記中空針を挟み込み、ガスケット60の上下の空間が中空針によって連通する状態とする。
▲4▼ ▲3▼の状態の注射筒56を減圧器に入れ、減圧器内を減圧する。ガスケット60が注射液54の直上まで押し込まれたら中空針を注射筒56の内部から取り除き、その後、減圧器内の気圧を常圧に戻す。
【0009】
以上のような方法、いわゆる真空打栓法により、ゴム栓58とガスケット60との間に存在する気体を一定量以上取り除いて、注射筒56の内部に注射液54を密封している。
【0010】
しかしながら、従来のガスケットにおいては、前述したように、フッ素系樹脂の薄膜がガスケット60の医薬品接触部や注射筒56との摺動部分へコーティングまたは積層されていたり、あるいは、ガスケット60の表面にプラスチックの薄膜が被覆されているため、前記▲3▼で記載したようにガスケット60と注射筒56の内周面との間に中空針が挟み込まれた際に、ガスケット60のコーティングまたは積層されている薄膜の部分は皺が生じるなどして形状が変形してしまう。この変形した部分は中空針を取り除いた後にも形状が復元されない場合が多く、形状が変形した部分には、ガスケット60と注射筒56の内周面との間に間隙が形成されることとなり、この間隙から注射筒56内部に充填された注射液54が外部に漏れるという問題点があった。
【0011】
また、医薬品の中でも、特に放射性医薬品は、放射性核種がガスケット60の医薬品接触部に付着(吸着を含む)しやすい性質があり、このようにガスケット60に付着した当該核種は、生理食塩水、塩酸等の水性溶媒や、ジエチルエーテルのような非水性溶媒で洗浄しても完全に洗い出すことは困難である。また、放射性医薬品の場合、濃度が通常極めて低いことから、放射性核種の付着量がときには充填された放射能量の20%を超える場合もあるので、正確な放射能量の投与を行うためには付着に伴う損失補填をする必要が生じ、その結果、放射能含有量を増加しなければならないという問題点があった。他方、放射性核種が付着した使用済みのガスケットの廃棄やそれに関連した被曝の問題も生じるため、作業者の被曝管理に格別の対処を必要としなければならなかった。
【0012】
【特許文献1】
実公昭52−19435号公報
【特許文献2】
特公平7−47045号公報
【特許文献3】
特許第3211223号公報
【0013】
【発明が解決しようとする課題】
前述のような問題点に鑑み、本発明は、真空打栓法を用いてガスケットを配置しても液漏れすることのない高い密封性を有し、またガスケットと注射筒との摺動性に優れ、しかも放射性医薬品がガスケットに付着するのを防止することができる薬液充填済み注射器を提供することを目的とする。さらに、本発明は、上記薬液充填済み注射器に用いられるガスケットを提供することを目的とする。
【0014】
【課題を解決するための手段】
本発明者は、かかる課題を解決するために鋭意研究を行った結果、放射性医薬品が予め注射筒内部に充填された薬液充填済み注射器において、その注射筒内部に配置されるガスケットが、フッ素ゴムを含有して成型されるフッ素ゴム成型体を有することにより、高い摺動性を保有しつつ密封性が向上し、かつ、放射性医薬品がガスケットに付着するのを防止できることを見出し、本発明を完成するに至った。
【0015】
すなわち、本発明は、放射性医薬品が予め注射筒内部に充填された薬液充填済み注射器であって、前記注射筒の内周面に接触して配置されるガスケットは、注射筒内周面と接触する外周面に連続して円周方向に突出した2以上の環状凸部を有し、該ガスケットの医薬品接触面および医薬品接触面側に形成された少なくとも1の環状凸部を含む成型体がフッ素ゴムを含有して成型されるフッ素ゴム成型体で形成されていることにより、該ガスケットへの放射性医薬品の付着(吸着を含む)が防止されていることを特徴とする薬液充填済み高密封性注射器を提供する。
【0016】
また、本発明は、放射性医薬品が予め注射筒内部に充填された薬液充填済み注射器の注射筒の内周面に接触して配置され、注射筒内周面と接触する外周面に連続して円周方向に突出した2以上の環状凸部を有するガスケットであって、フッ素ゴムを含有して成型されるフッ素ゴム成型体とフッ素ゴム以外のゴム状弾性体を含有して成型されるゴム状弾性成型体とが接合され、該ガスケットの医薬品接触面および医薬品接触面側に形成された少なくとも1の環状凸部を含む成型体がフッ素ゴム成型体で形成されていることにより、該ガスケットが薬液充填済み注射器の内周面に接触して配置された際に、該ガスケットへの放射性医薬品の付着(吸着を含む)が防止されると共に高い密封性が得られることを特徴とするガスケットを提供する。
さらに、本発明は、注射筒内部に放射性医薬品を予め充填した薬液充填済み注射器に、ガスケットを注射筒の内周面に接触して配置する場合において、該ガスケットを注射筒内周面と接触する外周面に連続して円周方向に突出した2以上の環状凸部を有する形状とし、該ガスケットの医薬品接触面および医薬品接触面側に形成された少なくとも1の環状凸部を含む成型体をフッ素ゴムを含有して成型されるフッ素ゴム成型体で形成することにより、該ガスケットへの放射性医薬品の付着(吸着を含む)を防止すると共に、薬液充填済み注射器における高い密封性を確保することを特徴とする薬液充填済み注射器の製造方法を提供する。
【0017】
【発明の実施の形態】
次に、図面を参照して本発明の実施の形態を説明するが、本発明は下記例に限定されるものではない。
【0018】
(第一実施形態)
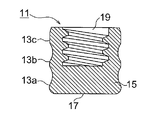
図1は本発明に係る薬液充填済み注射器の一実施形態を示す断面図であり、また、図2は、図1中のガスケットを拡大した断面図である。図1および図2に示すように、本例の薬液充填済み注射器1は、硬質ガラス製の注射筒3と、注射筒3の先端部内に挿入されたゴム栓(閉塞部材)7と、注射筒3内部の後端部側に配置されたガスケット11と、注射筒3の先端に取り付けられた注射針装着部5とを備えており、放射性医薬品(注射液)9が注射筒3内部に充填され、ゴム栓7とガスケット11との間に注射液9が密封されている。
【0019】
ガスケット11は、薬液充填済み注射器1の注射筒3の内周面と接触する外周面に、連続して円周方向に突出した3つの環状凸部13a、13b、13cを有し、フッ素ゴムを含有して成型されるフッ素ゴム成型体15からなる。したがって、医薬品接触面17および3つの環状凸部13a、13b、13cを含む部分はフッ素ゴム成型体15で形成されている。なお、ガスケット11には、プランジャー21の先端部が装着可能な中空部19が設けられている。
【0020】
注射筒3内部の注射液9を投与する際には、ガスケット11の中空部19にプランジャー21を装着し、次いで注射筒3の先端に備えられた注射針装着部5に注射針(両刃針)の針基を装着してゴム栓7を注射針にて穿通する。その後、プランジャー21を押すことによってガスケット11を摺動させることができる。
【0021】
(第二実施形態)
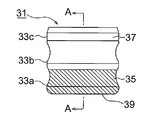
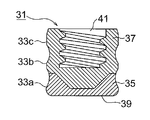
図3は本発明に係るガスケットの一実施形態を示す側面図であり、また、図4は、図3のA−A線におけるガスケットの断面図である。図3および図4に示すように、本例のガスケット31は、薬液充填済み注射器の注射筒内周面と接触する外周面に、連続して円周方向に突出した3つの環状凸部33a、33b、33cを有し、フッ素ゴムを含有して成型されるフッ素ゴム成型体35と、ブチルゴムを含有して成型されるブチルゴム成型体37とが接合されている。また、本例では、ガスケットの医薬品接触面39および医薬品接触面側に形成された1の環状凸部33aを含む成型体が、上記フッ素ゴム成型体35で形成されている。なお、ガスケット31には、プランジャー21の先端部が装着可能な中空部41が設けられている。
【0022】
以下、本発明の薬液充填済み注射器およびガスケットについてさらに述べる。本発明の薬液充填済み注射器は、通常、硬質ガラス、非晶性ポリオレフィン、ポリエチレン系樹脂等で形成された注射筒と、注射筒の先端部内に挿入され注射筒の内部の放射性医薬品を液密に閉塞する閉塞部材と、注射筒内部の後端部に配置されたガスケットと、注射筒の先端に取り付けられた注射針装着部とを備えている。注射液投与の際に注射針装着部に注射針(両刃針)の針基が装着され、注射針にて閉塞部材が突き刺され穿通される。閉塞部材は通常ゴム状弾性体で形成されている。
【0023】
本発明の薬液充填済み注射器に配置されるガスケットは、その形状が注射筒内周面と接触する外周面に連続して円周方向に突出した2以上の環状凸部を有するものであればよく、例えば、環状凸部が内周方向から外周方向に向けて厚さ(軸方向の厚さ)が薄くなっているもの、内周方向から外周方向に向けて厚さが厚くなっているもの、内周方向から外周方向に向けて厚さが等しいもの、また、環状凸部の縁端部が鋭角や鈍角の角度を有するもの、あるいは丸みを有するもの等を用いることができる。ガスケットは、注射筒内の密封性と注射液投与時の安定した摺動性を確保し、ノッキングを防止するという点から、注射筒内周面と接触する外周面に連続して円周方向に突出した2つ以上の環状凸部を有するものであり、通常3つの環状凸部を有し、環状凸部の厚さが内周方向から外周方向に向けて薄くなると共に環状凸部の縁端部が丸みを有するものが好ましい。
【0024】
また、本発明におけるガスケットは、医薬品接触面および医薬品接触面側に形成された少なくとも1の環状凸部を含む成型体がフッ素ゴム成型体で形成されているものであり、例えば、フッ素ゴム成型体のみからなるガスケット、あるいは、フッ素ゴム成型体とフッ素ゴム以外のゴム状弾性体を含有して成型されるゴム状弾性成型体とが接合されたガスケットが挙げられ、フッ素ゴム成型体と1のゴム状弾性成型体との2つの成型体が接合されてなるガスケットや、フッ素ゴム成型体と2のゴム状弾性成型体との3つの成型体が接合されてなるガスケット等を用いることができる。
【0025】
また、本発明におけるガスケットは、例えば、フッ素ゴム成型体とゴム状弾性成型体との2つの成型体が接合されてなるガスケットにおいては、医薬品接触面および医薬品接触面側に形成された1の環状凸部を含む成型体がフッ素ゴム成型体で形成されているもの、また、医薬品接触面および医薬品接触面側に形成された2の環状凸部を含む成型体がフッ素ゴム成型体で形成されているもの等を用いることができる。
【0026】
本発明では、ガスケットの医薬品接触面がフッ素ゴム成型体で形成されていることにより、放射性医薬品の放射性核種がガスケットの医薬品接触面に付着するのを防止することができる。例えば、ガスケットの医薬品接触面がフッ素ゴム成型体ではなくブチルゴムやシリコーンゴムを含有して成型されたものであると、放射性医薬品の放射性核種や主成分となるキャリアーがガスケットの医薬品接触面に付着してしまうため好ましくない。
【0027】
また、ガスケットの医薬品接触面側に形成された少なくとも1の環状凸部を含む成型体がフッ素ゴム成型体で形成されていることにより、ガスケットを注射筒の内部に配置する際に真空打栓法を用いても、液漏れすることなく高い密封性を確保することができる。すなわち、真空打栓を行う際に、ガスケットと注射筒の内周面との間に中空針(または針金)が挟み込まれてガスケットに皺が生じる等の形状変形が生じても、中空針を取り除いた後に変形した形状が元の形状に復元されるため、ガスケットと注射筒の内周面との間に間隙が形成されることはない。
【0028】
ガスケットの医薬品接触面側に形成された少なくとも1の環状凸部を含む成型体がフッ素ゴム成型体で形成されていない場合、例えば、フッ素樹脂等の薄膜がガスケットの環状凸部にコーティングや積層されている場合は、真空打栓を行うと、ガスケットと注射筒の内周面との間に中空針が挟み込まれた際に、ガスケットのコーティングまたは積層されている薄膜の部分に皺が生じる等の形状変形が生じ、変形した形状が中空針を取り除いた後にも復元されず、ガスケットと注射筒の内周面との間に間隙が形成され、間隙から注射筒内部に充填された注射液が外部に漏れてしまうため密封性が確保できない。
【0029】
本発明において、ガスケットのフッ素ゴム成型体に含有されるフッ素ゴムは、例えば、フッ化ビニリデン、六フッ化プロピレン、四フッ化エチレン、パーフロロメチルビニルエーテル、および二フッ化ポリビニルから選ばれるフッ素化合物を1種以上含む共重合体を挙げることができ、プロピレン、エチレンを含むことができる。中でも、フッ素ゴムは、フッ化ビニリデン、六フッ化プロピレン、および四フッ化エチレンから選ばれるフッ素化合物を1種以上含む共重合体が好ましく、例えば、四フッ化エチレンとプロピレンとの共重合体、二フッ化ポリビニルと六フッ化プロピレンとの共重合体、二フッ化ポリビニルと六フッ化プロピレンと四フッ化エチレンとの共重合体、四フッ化エチレンとプロピレンと二フッ化ポリビニルとの共重合体等を用いることができる。
【0030】
また、上記フッ素ゴム成型体に含有されるフッ素ゴムは、放射性医薬品の放射性核種の付着を防止するという点で、通常フッ素を55重量%以上含有するもの、好ましくはフッ素を60〜65重量%含有するものを用いることができる。
【0031】
さらに、上記フッ素ゴムは、ポリオール加硫、パーオキサイド加硫、放射線加硫、電子線加硫、およびプラズマ加硫等の方法で架橋することができる。これらの方法で架橋すると、フッ素ゴム中に副産物等が含まれるのを防止できるので、放射性医薬品に用いられるゴム弾性体として良好な状態、すなわち二硫化炭素、二級アミンや、その他の副産物等が含まれるのを低減でき、フッ素ゴムが放射性医薬品と接触しても副産物等が放射性医薬品に溶出して化学的な変化を起こすことを抑制できる。特に、パーオキサイド加硫は、医薬品に対する溶出物が特に少なく、耐薬品性、耐スチーム性に優れるため、放射性医薬品を充填した薬液充填済み注射器のガスケットに適している。
【0032】
なお、上記フッ素ゴムは、JIS−K6253による規格で定められた国際ゴム硬さが40〜70IRHDの範囲のもの、特に55〜60IRHDの範囲のものを好適に用いることができる。国際ゴム硬さが40IRHDより小さいと、ガスケットに圧力をかけて薬液充填済み注射器から医薬品を投与する際に、ガスケットの注射筒の内周面との接触部分から液漏れを起こす可能性があり、密封性が確保できないため好ましくない。また、国際ゴム硬さが70IRHDより大きいと、ガスケットの摺動抵抗が大きくなり、薬液充填済み注射器から医薬品を投与するのが困難になる場合が生じたり、真空打栓を行う際に減圧器でガスケットを医薬品の直上まで押し込むことができずに打栓できない可能性が生じたり、また、ガスケットの柔軟性が劣るため、真空打栓において中空針が注射筒とガスケットとの間に挟まれた際に、変形したガスケットの形状が元に戻りにくくなり、ガスケットと注射筒の内周面との間に間隙が形成され、注射筒内部に充填された医薬品が外部に漏れる可能性が生じてしまい密封性が確保できないため好ましくない。
【0033】
また、フッ素ゴム成型体には、本発明の目的を損なわない範囲で、補強剤、着色顔料、加工助剤、受酸剤、架橋剤および架橋助剤等から選ばれる1種以上の添加剤を適宜含有させることができる。例えば、補強剤としてはシリカ、カーボンブラック、クレー、硫酸バリウム、沈降性硫酸バリウム、タルク、珪酸カルシウム等、着色顔料としては酸化チタン、カーボンブラック等、加工助剤としてはステアリン酸、ステアリルアミン、オクタデシルアミン、ステアリン酸ナトリウム等、受酸剤としては水酸化マグネシウム、水酸化カルシウム等、架橋剤としてはポリアミン、ポリオール、パーオキサイド等、架橋助剤としてはトリアリルイソシアヌレート、トリメタアリルシアヌレート、トリアリルトリメリテート、1,3−ブチレンジメタアクリレート、1,6−ヘキサンジオールメタアクリレート、ポリエチレングリコールジメタアクリレート等が挙げられる。また、フッ素ゴム成型体には、柔軟性を向上させるためにフッ化ビニリデン、六フッ化プロピレン等の共重合体からなるフッ素オイルを配合することができる。
【0034】
本発明のガスケットにおいて、フッ素ゴム以外のゴム状弾性体を含有して成型されるゴム状弾性成型体は、例えば、合成ゴムおよび熱可塑性エラストマーからなる群から選ばれる1種以上のゴム状弾性体を含有して成型することができる。合成ゴムとしては、ブチルゴム、塩素化ブチルゴム、臭素化ブチルゴム、ジビニルベンゼン部分架橋ゴム、臭素化イソブチレン−パラメチルスチレン共重合ゴム、イソプレンゴム、ブタジエンゴム、エチレンプロピレンゴム、エチレンプロピレンターポリマー、スチレン−ブタジェンゴム、ニトリルゴム、クロロプレンゴム、シリコーンゴム、ウレタンゴム等が挙げられ、熱可塑性エラストマーとしては、スチレン系、ポリエステル系、オレフィン系、フッ素系の熱可塑性エラストマー等が挙げられる。フッ素ゴム以外のゴム状弾性体を含有して成型されるゴム状弾性成型体としては、密封性、摺動性に優れるという点で、ブチルゴムを主たる成分として含有して成型される塩素化ブチルゴム成型体が好ましい。
【0035】
本発明における薬液充填済み注射器に用いられるガスケットの製造方法としては、フッ素ゴム成型体のみからなるガスケットについては、成型用金型を使用して一般的な方法により成型することができる。
【0036】
また、フッ素ゴム成型体とフッ素ゴム以外のゴム状弾性体を含有して成型されるゴム状弾性成型体とが接合されてなるガスケットについては、例えば、図5に示す手順で作製することができる。
(1)一次成型用金型80にフッ素ゴム未加硫シート81を置く。
(2)フッ素ゴム未加硫シート81を上からプレスし、温度をかけて架橋する。
(3)フッ素ゴム成型体82を成型して所望の大きさに打ち抜く。
(4)フッ素ゴム成型体82を本成型用(二次成型用)金型83に入れて上面に接着剤84を塗布する。
(5)本成型用金型83に、一次加硫されたブチルゴムシート等のフッ素ゴム以外のゴム状弾性体シート85を置く。
(6)ゴム状弾性体シート85を上からプレスし、温度をかけて架橋することにより、フッ素ゴム成型体82とブチルゴム成型体86とを接合させる。
(7)フッ素ゴム成型体82とブチルゴム成型体86との接合体を打ち抜くことによって、ガスケット87を形成する。
【0037】
さらに、フッ素ゴム成型体とフッ素ゴム以外のゴム状弾性体を含有して成型されるゴム状弾性成型体とが接合されてなるガスケットについては、フッ素ゴム成型体と、フッ素ゴム以外のゴム状弾性体を含有して成型されるゴム状弾性成型体とをそれぞれ個別に成型用金型にて成型し、それらの成型体を接着剤等で接合させてもよい。
【0038】
本発明における薬液充填済み注射器の注射筒内部に予め充填される放射性医薬品としては、ヨード123、ヨード131、タリウム201およびフッ素18から選ばれる1種以上の放射性核種を有する医薬品を特に好適に用いることができる。
【0039】
【実施例】
[実施例1]
(ガスケットの作成)
未加硫フッ素ゴム(フッ化ビニリデンと6フッ化プロピレンとの共重合体)を架橋助剤等の添加剤と共に混練してシート状に一次加硫したもの(フッ素ゴム未加硫シート)をガスケット成型用金型に置き、パーオキサイド加硫法により加硫して成型し、フッ素ゴム成型体からなるガスケットを形成した。得られたガスケットは、3つの環状凸部を有する円柱状の形状を有し、環状凸部の最大外周の径は9.2mmであり、プランジャーの先端部が装着可能な中空部が設けられていた。
【0040】
(薬液充填済み注射器の準備)
一定量のシリコーンが内周面に塗布され、先端部内がゴム栓で閉塞された注射筒(内周の径:8.6mm)の内部に、ヨード123(I−123)を含む放射性医薬品2mL(濃度:74MBq/mL、放射能量:148MBq)を充填し、上記で得られたガスケットを用いて真空打栓法により放射性医薬品を密封した。なお、放射性医薬品の充填および真空打栓は25℃の温度下にて行い、また、真空打栓には中空針を用いた。
【0041】
[実施例2]
実施例1と同様のフッ素ゴム未加硫シートをガスケットの一次成型用金型に置き、パーオキサイド加硫法により加硫して成型し、ガスケットの医薬品接触面および医薬品接触面側の1の環状凸部を含む成型体をフッ素ゴム成型体にて形成した。次に、上記で形成されたフッ素ゴム成型体について、塩素化ブチルゴム成型体との接合面に接着剤を塗布して二次成型金型に入れ、その上に塩素化ブチルゴムシートを置いて成型し、フッ素ゴム成型体と塩素化ブチルゴム成型体とを接合してなるガスケットを形成した。得られたガスケットの形状および大きさは、実施例1のガスケットと同様とした。実施例1と同様にして、上記で得られたガスケットを用いて真空打栓法により放射性医薬品を密封した。
【0042】
[比較例1〜5]
比較例として、実施例1と同様の形状および大きさを有する以下のガスケットを準備し、これらのガスケットを用いて実施例1と同様にして真空打栓法により放射性医薬品を密封した。
【0043】
・比較例1:塩素化ブチルゴムからなるガスケット(薬液充填済み注射器に一般的に用いられるもの)。
・比較例2:シリコーンゴムからなるガスケット。
・比較例3:塩素化ブチルゴムからなるガスケットの医薬品接触面および3つの全環状凸部の表面に、50μmの厚さのポリテトラフルオロエチレン(PTFE)をラミネートしたガスケット。
・比較例4:塩素化ブチルゴムからなるガスケットの医薬品接触面および医薬品接触面側の第1の環状凸部の表面に、80μmの厚さのPTFEをラミネートしたガスケット。
・比較例5:塩素化ブチルゴムからなるガスケットの医薬品接触面および医薬品接触面側の第1の環状凸部の表面に、50μmの厚さのPTFEをラミネートしたガスケット。
【0044】
[薬液充填済み注射器に関する評価]
上記実施例1および2、比較例1〜5における薬液充填済み注射器について、以下の評価を行った。
【0045】
(密封性に関する評価)
実施例1および2、比較例1〜5における薬液充填済み注射器について、真空打栓法によってガスケットを打栓した後に、ガスケットの医薬品接触面側の第1の環状凸部から第二の環状凸部間にかけての液のにじみ(いわゆる液上がり)の発生について目視で確認した。結果を表1に示す。
【0046】
(吸着に関する評価)
実施例1および2、比較例1〜5における薬液充填済み注射器について、それぞれ25℃および50℃の環境下にて24時間保存した後、注射筒内部の放射性医薬品を射出して放射能量を測定した。この場合、薬液充填済み注射器から射出した薬液中の放射能濃度を単位容量当たりの放射能濃度に換算し吸着率を求めた。具体的には、ガスケットに対するヨード−123の吸着率を次式により算出した。結果を表1に示す。
A={(B−C)/B}×100
A:ヨード−123の吸着率(%)
B:注射筒充填前の放射性医薬品の放射能濃度(MBq/mL)
C:24時間保存後の放射性医薬品の放射能濃度(MBq/mL)
【0047】
(摺動性に関する評価)
実施例1および2、比較例1〜5における薬液充填済み注射器について、各ガスケットの中空部にプランジャーを装着し、各注射筒に備えられた注射針装着部に両刃針を装着して閉塞されていたゴム栓を穿通した。次に、上記プランジャーを一定速度で押すことによりガスケットを摺動させてガスケットに加わった力を測定し、ガスケットが動き出すときに必要となる最大力を測定値とした。一般的な薬液充填済み注射器に用いられる塩素化ブチルゴムからなるガスケット(比較例1)を摺動させたときの測定値を1.0とした場合の測定値の結果を表1に示す。
【0048】
(溶出物試験)
実施例1および2、比較例1〜5における薬液充填済み注射器にて用いられた各ガスケットについて、第14改正日本薬局方輸液用ゴム栓試験法により溶出物試験を実施した。結果を表2に示す。
【0049】
【表1】
【表2】
表1の密封性評価の結果からわかるように、本発明による薬液充填済み注射器では、真空打栓法によってガスケットを打栓せしめた際に、ガスケットの環状凸部の周辺部への放射性医薬品の液上がりの発生は全く見られず、密封性が確保されていることが確認された。これに対し、PTFEをラミネートしたガスケットを用いた薬液充填済み注射器(比較例3〜5)では、真空打栓法によってガスケットを打栓せしめた際に、医薬品接触面側の第1の環状凸部から第二の環状凸部間にかけて液上がりが発生し、密封性が確保できなかった。
【0052】
また、表1の吸着評価の結果からわかるように、本発明による薬液充填済み注射器では、25℃の室温および50℃の高温で保存した際のいずれの場合もガスケットに対する放射性核種の吸着は見られなかった。これに対し、塩素化ブチルゴムからなるガスケットおよびシリコーンゴムからなるガスケットを用いた薬液充填済み注射器(比較例1および2)では、25℃の室温および50℃の高温で保存した際のいずれの場合もガスケットに対する放射性核種の吸着が認められ、特に50℃の高温で保存した場合は、塩素化ブチルゴムからなるガスケットでは20%、シリコーンゴムからなるガスケットでは27%の吸着が発生しているので、放射性医薬品投与時に必要な放射能量が確保できないばかりでなく、放射性医薬品基準に示される品質基準および製造時の品質基準にも適合しないことがわかった。
【0053】
また、表1の摺動性評価の結果からわかるように、本発明による薬液充填済み注射器では、一般的な薬液充填済み注射器に用いられる塩素化ブチルゴムからなるガスケット(比較例1)に近い値を示したため、注射液の投与に差し支えないと判断された。一方、シリコーンゴムからなるガスケットおよびPTFEをラミネートしたガスケットを用いた薬液充填済み注射器(比較例2〜5)では、2.5〜3.0と高い値を示したため、注射液投与の際に術者に対して違和感を覚えさせるばかりでなく、強い力が必要となるためスムーズに注射液の投与を行うことができず使いづらいことがわかった。
【0054】
また、表2の結果からわかるように、本発明による薬液充填済み注射器に用いられるガスケットは、輸液用ゴム栓試験法の溶出物試験の規格に適合するものであることが確認できた。
【0055】
以上の結果から、本発明による薬液充填済み注射器は、真空打栓法を用いてガスケットを打栓しても液漏れすることのない高い密封性を有し、ガスケットの摺動性にも優れ、かつ、ガスケットに放射性医薬品が付着するのを防止できるものであることがわかった。
【0056】
【発明の効果】
本発明によれば、真空打栓法を用いてガスケットを配置しても液漏れすることのない高い密封性を有し、またガスケットと注射筒との摺動性に優れ、しかも放射性医薬品がガスケットに付着するのを防止することが可能な薬液充填済み注射器を提供することができる。
【0057】
また、本発明によれば、真空打栓法を用いても液漏れすることのない高い密封性を有し、摺動性にも優れ、かつ、放射性医薬品が付着するのを防止することが可能な薬液充填済み注射器用ガスケットを提供することができる。
【図面の簡単な説明】
【図1】本発明に係る薬液充填済み注射器の一実施形態を示す断面図である。
【図2】図1中のガスケットを拡大した断面図である。
【図3】本発明に係るガスケットの一実施形態を示す側面図である。
【図4】図3のガスケットのA−A線における断面図である。
【図5】本発明に係るガスケットの製造方法を示す概略図である。
【図6】放射性医薬品の薬液充填済み注射器および注射針(両刃針)を示す断面図である。
【符号の説明】
1 薬液充填済み注射器
3 注射筒
5 注射針装着部
7 ゴム栓(閉塞部材)
9 放射性医薬品(注射液)
11 ガスケット
13a、13b、13c 環状凸部
15 フッ素ゴム成型体
17 医薬品接触面
19 中空部
21 プランジャー
31 ガスケット
33a、33b、33c 環状凸部
35 フッ素ゴム成型体
37 ブチルゴム成型体
39 医薬品接触面
41 中空部
80 一次成型用金型
81 フッ素ゴム未加硫シート
82 フッ素ゴム成型体
83 二次成型用金型
84 接着剤
85 ゴム状弾性体シート
86 ブチルゴム成型体
87 ガスケット[0001]
BACKGROUND OF THE INVENTION
TECHNICAL FIELD The present invention relates to a prefilled syringe filled with a medicine in advance, and a gasket disposed inside the syringe of the medicine filled, and in particular, the medicine is a radiopharmaceutical. The present invention relates to a prefilled syringe and gasket.
[0002]
[Prior art]
As a container for a radiopharmaceutical, a syringe filled with a liquid medicine in which a syringe prefilled with a radiopharmaceutical is sealed is generally used. In this syringe filled with a liquid medicine, the medicine inside the syringe barrel is sealed. In addition, a gasket formed of a rubber elastic body such as a synthetic rubber or a thermoplastic elastomer is usually disposed inside the syringe barrel.
[0003]
Conventionally, in a gasket used in such a syringe filled with a chemical solution, in order to prevent a compounding agent contained in rubber, for example, sulfur, a vulcanization accelerator, etc. from leaching into a pharmaceutical product during storage, In order to prevent the contained preservative or medicine itself from adsorbing to the gasket, a technique of partially coating or laminating a fluorine resin thin film on the medicine contact portion of the gasket is known (see Patent Document 1). .
[0004]
In addition, since the lubricant applied to the gasket and the inner wall of the syringe barrel is mixed into the drug as foreign matter and fine particles, and adverse effects on the human body have been regarded as a problem, preventing the mixing of foreign matter and fine particles into the pharmaceutical product, and In order to improve the slidability between the gasket and the syringe barrel, the entire surface of the sliding portion of the gasket between the drug contact portion and the inner peripheral surface of the syringe barrel is made of a tetrafluoroethylene resin film having a thickness of 0.01 to 0.1 mm. A technique for stacking has been proposed (see Patent Document 2).
[0005]
Furthermore, in order to obtain a gasket that has sufficient liquid and air tightness during storage, and that has good slidability during use, there is no risk of contamination or elution of pharmaceutical products. A technique for coating a thin plastic film is proposed (see Patent Document 3).
[0006]
FIG. 6 is a cross-sectional view showing the above-described syringe filled with a liquid medicine. The
[0007]
In the above-described syringe filled with the liquid medicine, when the
[0008]
{Circle around (1)} The
(2) A thin hollow needle (or wire) having hardness is inserted into the
(3) The
(4) The
[0009]
The
[0010]
However, in the conventional gasket, as described above, a fluororesin thin film is coated or laminated on the pharmaceutical contact portion of the
[0011]
Among the pharmaceuticals, particularly, radiopharmaceuticals have a property that radionuclides are likely to adhere (including adsorption) to the pharmaceutical contact portion of the
[0012]
[Patent Document 1]
Japanese Utility Model Publication No. 52-19435
[Patent Document 2]
Japanese Patent Publication No. 7-47045
[Patent Document 3]
Japanese Patent No. 3211223
[0013]
[Problems to be solved by the invention]
In view of the above-mentioned problems, the present invention has a high sealing property that does not leak even when a gasket is arranged using a vacuum plugging method, and also provides a sliding property between the gasket and the syringe barrel. An object of the present invention is to provide a syringe filled with a chemical solution that is excellent and can prevent radiopharmaceuticals from adhering to a gasket. Furthermore, an object of this invention is to provide the gasket used for the said syringe with a chemical | medical solution filled.
[0014]
[Means for Solving the Problems]
As a result of earnest research to solve such problems, the present inventor has found that in a syringe filled with a radiopharmaceutical in advance, the gasket disposed inside the syringe barrel is made of fluororubber. It has been found that by having a fluororubber molded body that is contained and molded, the sealing performance is improved while retaining high slidability, and the radiopharmaceutical can be prevented from adhering to the gasket, and the present invention is completed. It came to.
[0015]
That is, the present invention is a syringe filled with a liquid medicine filled with a radiopharmaceutical in advance, and the gasket disposed in contact with the inner peripheral surface of the syringe barrel is in contact with the inner peripheral surface of the syringe barrel. A molded body having two or more annular protrusions protruding in the circumferential direction continuously on the outer peripheral surface and including at least one annular protrusion formed on the drug contact surface and the drug contact surface side of the gasket It is made of a fluororubber molded product that contains and is moldedPrevents the attachment (including adsorption) of radiopharmaceuticals to the gasket.Filled with chemicalsHigh sealing performanceProvide a syringe.
[0016]
In addition, the present invention is arranged in contact with the inner peripheral surface of the syringe barrel of a syringe filled with a liquid medicine in advance and filled with a liquid medicine in advance, and is continuously circled on the outer peripheral surface in contact with the inner peripheral surface of the syringe barrel. Rubber gasket having two or more annular projections projecting in the circumferential direction, molded with a fluoro rubber and a rubber elastic body other than fluoro rubber The molded body is joined with the molded body, and the molded body including the pharmaceutical contact surface of the gasket and at least one annular projection formed on the pharmaceutical contact surface side is formed of a fluoro rubber molded body.Therefore, when the gasket is placed in contact with the inner peripheral surface of the syringe filled with the chemical solution, adhesion (including adsorption) of the radiopharmaceutical to the gasket is prevented and high sealing performance is obtained.A gasket is provided.
Furthermore, the present invention provides a syringe filled with a radiopharmaceutical in advance in a syringe, and when the gasket is placed in contact with the inner peripheral surface of the syringe, the gasket is brought into contact with the inner peripheral surface of the syringe. Fluorine is formed into a shape having two or more annular protrusions protruding in the circumferential direction continuously on the outer peripheral surface, and including at least one annular protrusion formed on the drug contact surface and the drug contact surface side of the gasket. It is formed of a fluororubber molded product that contains rubber to prevent adhesion (including adsorption) of radiopharmaceuticals to the gasket and to ensure high sealing performance in a syringe filled with a chemical solution. A method for producing a syringe filled with a chemical solution is provided.
[0017]
DETAILED DESCRIPTION OF THE INVENTION
Next, embodiments of the present invention will be described with reference to the drawings, but the present invention is not limited to the following examples.
[0018]
(First embodiment)
FIG. 1 is a cross-sectional view showing an embodiment of a syringe filled with a liquid medicine according to the present invention, and FIG. 2 is an enlarged cross-sectional view of the gasket in FIG. As shown in FIG. 1 and FIG. 2, the
[0019]
The
[0020]
When administering the
[0021]
(Second embodiment)
FIG. 3 is a side view showing an embodiment of the gasket according to the present invention, and FIG. 4 is a sectional view of the gasket taken along the line AA of FIG. As shown in FIGS. 3 and 4, the
[0022]
Hereinafter, the syringe and gasket filled with the liquid medicine of the present invention will be further described. The syringe filled with the liquid medicine of the present invention is usually a syringe made of hard glass, amorphous polyolefin, polyethylene resin, etc., and the radiopharmaceutical inside the syringe barrel inserted in the tip of the syringe is liquid-tight. A closing member for closing, a gasket disposed at a rear end portion inside the syringe barrel, and an injection needle mounting portion attached to the tip of the syringe barrel are provided. When administering the injection solution, the needle base of the injection needle (double-edged needle) is mounted on the injection needle mounting portion, and the blocking member is pierced and penetrated by the injection needle. The closing member is usually formed of a rubber-like elastic body.
[0023]
The gasket disposed in the syringe filled with the liquid medicine of the present invention may have any shape as long as it has two or more annular protrusions protruding in the circumferential direction continuously to the outer peripheral surface contacting the inner peripheral surface of the syringe barrel. For example, the annular convex portion has a thickness (axial thickness) that decreases from the inner circumferential direction toward the outer circumferential direction, a thickness that increases from the inner circumferential direction toward the outer circumferential direction, Those having the same thickness from the inner circumferential direction toward the outer circumferential direction, those having the edge of the annular convex portion having an acute angle or an obtuse angle, or those having a roundness can be used. The gasket is continuous in the circumferential direction from the outer peripheral surface in contact with the inner peripheral surface of the syringe barrel from the viewpoint of ensuring the sealing performance inside the syringe barrel and stable slidability during administration of the injection solution and preventing knocking. It has two or more projecting annular projections, usually has three annular projections, and the thickness of the annular projections decreases from the inner circumferential direction to the outer circumferential direction, and the edge of the annular projections What has a round part is preferable.
[0024]
The gasket according to the present invention is a molded product including a pharmaceutical contact surface and at least one annular projection formed on the pharmaceutical contact surface side, which is formed of a fluoro rubber molded product. Or a gasket in which a fluororubber molded body and a rubber-like elastic molded body molded by containing a rubber-like elastic body other than fluororubber are joined. It is possible to use a gasket formed by joining two molded bodies with a cylindrical elastic molded body, a gasket formed by bonding three molded bodies of a fluoro rubber molded body and 2 rubber-like elastic molded bodies, or the like.
[0025]
Further, the gasket in the present invention is, for example, a ring formed on the pharmaceutical contact surface and the pharmaceutical contact surface side in a gasket formed by joining two molded products of a fluororubber molded product and a rubber-like elastic molded product. A molded body including a convex portion is formed of a fluororubber molded body, and a molded body including a pharmaceutical contact surface and two annular convex portions formed on the pharmaceutical contact surface side is formed of a fluororubber molded body. Can be used.
[0026]
In the present invention, since the pharmaceutical contact surface of the gasket is formed of a fluororubber molding, the radionuclide of the radiopharmaceutical can be prevented from adhering to the pharmaceutical contact surface of the gasket. For example, if the pharmaceutical contact surface of the gasket is molded using butyl rubber or silicone rubber instead of a fluoro rubber molding, the radionuclide of the radiopharmaceutical and the main carrier are attached to the pharmaceutical contact surface of the gasket. This is not preferable.
[0027]
Moreover, when the gasket is placed inside the syringe barrel, a vacuum plugging method is provided because the molded body including at least one annular projection formed on the pharmaceutical contact surface side of the gasket is formed of a fluororubber molded body. Even if is used, high sealing performance can be ensured without liquid leakage. That is, when vacuuming is performed, the hollow needle is removed even if the hollow needle (or the wire) is sandwiched between the gasket and the inner peripheral surface of the syringe barrel and the gasket is wrinkled. Since the deformed shape is restored to the original shape, no gap is formed between the gasket and the inner peripheral surface of the syringe barrel.
[0028]
When the molded body including at least one annular projection formed on the pharmaceutical contact surface side of the gasket is not formed of a fluororubber molding, for example, a thin film such as a fluororesin is coated or laminated on the annular projection of the gasket. If a vacuum punching is performed, when a hollow needle is sandwiched between the gasket and the inner peripheral surface of the syringe barrel, wrinkles may occur in the gasket coating or laminated thin film portion. Shape deformation occurs, the deformed shape is not restored after removing the hollow needle, a gap is formed between the gasket and the inner peripheral surface of the syringe barrel, and the injection solution filled in the syringe barrel from the gap is externally It cannot be secured because of leakage.
[0029]
In the present invention, the fluororubber contained in the fluororubber molding of the gasket is, for example, a fluorine compound selected from vinylidene fluoride, hexafluoropropylene, tetrafluoroethylene, perfluoromethyl vinyl ether, and polyvinyl difluoride. A copolymer containing one or more kinds can be given, and propylene and ethylene can be included. Among them, the fluororubber is preferably a copolymer containing one or more fluorine compounds selected from vinylidene fluoride, propylene hexafluoride, and ethylene tetrafluoride, for example, a copolymer of ethylene tetrafluoride and propylene, Copolymer of polyvinyl difluoride and propylene hexafluoride, Copolymer of polyvinyl difluoride, hexafluoropropylene and tetrafluoroethylene, Copolymer of tetrafluoroethylene, propylene and polyvinyl difluoride A coalescence or the like can be used.
[0030]
The fluororubber contained in the fluororubber molded product usually contains 55% by weight or more of fluorine, preferably 60 to 65% by weight of fluorine in terms of preventing the attachment of radionuclides of radiopharmaceuticals. Can be used.
[0031]
Further, the fluororubber can be crosslinked by methods such as polyol vulcanization, peroxide vulcanization, radiation vulcanization, electron beam vulcanization, and plasma vulcanization. By crosslinking by these methods, it is possible to prevent by-products and the like from being contained in the fluororubber, so that the rubber elastic body used in radiopharmaceuticals is in a good state, that is, carbon disulfide, secondary amine, and other by-products. Inclusion can be reduced, and even when fluororubber comes into contact with a radiopharmaceutical, by-products and the like can be prevented from eluting into the radiopharmaceutical and causing a chemical change. In particular, peroxide vulcanization is particularly suitable for gaskets of prefilled syringes filled with a radiopharmaceutical because it has a particularly small amount of eluate from the drug and is excellent in chemical resistance and steam resistance.
[0032]
In addition, the said fluoro rubber can use the thing of the range whose international rubber hardness defined by the specification by JIS-K6253 is 40-70IRHD, especially the range of 55-60IRHD. If the international rubber hardness is less than 40 IRHD, liquid may leak from the contact portion of the gasket with the inner peripheral surface of the syringe barrel when a drug is administered from a syringe filled with a chemical by applying pressure to the gasket. This is not preferable because the sealing performance cannot be secured. Also, if the international rubber hardness is greater than 70 IRHD, the sliding resistance of the gasket will increase, and it may become difficult to administer the drug from a syringe filled with a chemical solution, or with a decompressor when performing vacuum capping. There is a possibility that the gasket cannot be pushed in just above the medicine and cannot be plugged, and because the gasket is inflexible, when a hollow needle is sandwiched between the syringe barrel and the gasket in a vacuum stopper In addition, the deformed gasket is difficult to return to its original shape, and a gap is formed between the gasket and the inner peripheral surface of the syringe barrel, which may cause the medicine filled in the syringe barrel to leak to the outside. It is not preferable because the property cannot be secured.
[0033]
In addition, the fluororubber molded article contains one or more additives selected from reinforcing agents, coloring pigments, processing aids, acid acceptors, cross-linking agents, cross-linking aids, and the like, as long as the object of the present invention is not impaired. It can be contained as appropriate. For example, silica, carbon black, clay, barium sulfate, precipitated barium sulfate, talc, calcium silicate, etc. as reinforcing agents, titanium oxide, carbon black, etc. as coloring pigments, stearic acid, stearylamine, octadecyl as processing aids Amine, sodium stearate, etc., magnesium hydroxide, calcium hydroxide, etc. as acid acceptor, polyamine, polyol, peroxide etc. as crosslinking agent, triallyl isocyanurate, trimethallyl cyanurate, triamine as crosslinking aid Examples include allyl trimellitate, 1,3-butylene dimethacrylate, 1,6-hexanediol methacrylate, and polyethylene glycol dimethacrylate. Moreover, in order to improve the flexibility, the fluororubber molded body can be blended with a fluorine oil made of a copolymer such as vinylidene fluoride and hexafluoropropylene.
[0034]
In the gasket of the present invention, the rubber-like elastic molded body molded by containing a rubber-like elastic body other than fluororubber is, for example, one or more rubber-like elastic bodies selected from the group consisting of synthetic rubber and thermoplastic elastomer. Can be molded. Synthetic rubbers include butyl rubber, chlorinated butyl rubber, brominated butyl rubber, divinylbenzene partially crosslinked rubber, brominated isobutylene-paramethylstyrene copolymer rubber, isoprene rubber, butadiene rubber, ethylene propylene rubber, ethylene propylene terpolymer, styrene-butadiene rubber Nitrile rubber, chloroprene rubber, silicone rubber, urethane rubber, and the like. Examples of the thermoplastic elastomer include styrene-based, polyester-based, olefin-based, and fluorine-based thermoplastic elastomers. Chlorinated butyl rubber molding that contains butyl rubber as the main component in terms of its excellent sealing and sliding properties as a rubber-like elastic molding that contains a rubber-like elastic body other than fluoro rubber. The body is preferred.
[0035]
As a method for producing a gasket used for a syringe filled with a chemical solution in the present invention, a gasket made only of a fluororubber molding can be molded by a general method using a molding die.
[0036]
Further, a gasket formed by bonding a fluororubber molded body and a rubber-like elastic molded body molded by containing a rubber-like elastic body other than fluororubber can be manufactured by the procedure shown in FIG. 5, for example. .
(1) A fluororubber
(2) The fluororubber
(3) The fluororubber molded
(4) Put the fluororubber molded
(5) A rubber-like
(6) The rubber-like
(7) A
[0037]
Further, regarding a gasket formed by joining a fluororubber molding and a rubber-like elastic molding containing a rubber-like elastic body other than fluororubber, the fluororubber molding and a rubber-like elasticity other than fluororubber The rubber-like elastic molded body that contains the body and is molded individually with a molding die, and these molded bodies may be joined with an adhesive or the like.
[0038]
As the radiopharmaceutical prefilled inside the syringe barrel of the syringe filled with the medical solution in the present invention, a medicament having one or more radionuclides selected from iodine 123, iodine 131, thallium 201 and fluorine 18 is particularly preferably used. Can do.
[0039]
【Example】
[Example 1]
(Create gasket)
Unvulcanized fluoro rubber (copolymer of vinylidene fluoride and propylene hexafluoride) kneaded together with additives such as crosslinking aids and primary vulcanized into a sheet (fluoro rubber unvulcanized sheet) as a gasket It was placed in a molding die and vulcanized by a peroxide vulcanization method to form a gasket made of a fluororubber molding. The obtained gasket has a cylindrical shape having three annular protrusions, the diameter of the maximum outer periphery of the annular protrusion is 9.2 mm, and a hollow portion is provided to which the tip of the plunger can be attached. It was.
[0040]
(Preparation of pre-filled syringe)
A
[0041]
[Example 2]
A fluororubber unvulcanized sheet similar to that in Example 1 is placed in a gasket primary molding die, vulcanized by the peroxide vulcanization method, molded, and one annular ring on the pharmaceutical contact surface and pharmaceutical contact surface side of the gasket. A molded body including the convex portion was formed of a fluororubber molded body. Next, apply the adhesive to the joint surface with the chlorinated butyl rubber molded body and place it in the secondary molding die, and place the chlorinated butyl rubber sheet on it and mold it. A gasket formed by joining a fluororubber molding and a chlorinated butyl rubber molding was formed. The shape and size of the obtained gasket were the same as those of the gasket of Example 1. In the same manner as in Example 1, the radiopharmaceutical was sealed by the vacuum stopper method using the gasket obtained above.
[0042]
[Comparative Examples 1-5]
As a comparative example, the following gaskets having the same shape and size as those in Example 1 were prepared, and radiopharmaceuticals were sealed by vacuum punching using these gaskets in the same manner as in Example 1.
[0043]
Comparative Example 1: Gasket made of chlorinated butyl rubber (generally used for a syringe filled with a chemical solution).
Comparative Example 2: A gasket made of silicone rubber.
Comparative Example 3: A gasket obtained by laminating polytetrafluoroethylene (PTFE) having a thickness of 50 μm on the pharmaceutical contact surface of a gasket made of chlorinated butyl rubber and the surfaces of three all-annular convex portions.
Comparative Example 4: A gasket made by laminating PTFE having a thickness of 80 μm on the surface of the pharmaceutical contact surface of the gasket made of chlorinated butyl rubber and the first annular convex portion on the pharmaceutical contact surface side.
Comparative Example 5: Gasket made by laminating PTFE having a thickness of 50 μm on the surface of the pharmaceutical contact surface of the gasket made of chlorinated butyl rubber and the first annular convex portion on the pharmaceutical contact surface side.
[0044]
[Evaluation of syringe filled with chemical solution]
The following evaluations were performed on the drug solution-filled syringes in Examples 1 and 2 and Comparative Examples 1 to 5.
[0045]
(Evaluation on sealing performance)
For the syringes filled with the chemical solution in Examples 1 and 2 and Comparative Examples 1 to 5, after the gasket was plugged by the vacuum punching method, the first annular convex portion on the pharmaceutical contact surface side of the gasket was changed to the second annular convex portion. The occurrence of liquid bleeding (so-called liquid rising) in the meantime was visually confirmed. The results are shown in Table 1.
[0046]
(Evaluation for adsorption)
About the syringe with which the chemical | medical solution filling in Example 1 and 2 and Comparative Examples 1-5 was filled for 24 hours in the environment of 25 degreeC and 50 degreeC, respectively, after injecting the radiopharmaceutical inside a syringe barrel, the amount of radioactivity was measured. . In this case, the radioactivity concentration in the chemical solution injected from the syringe filled with the chemical solution was converted into the radioactivity concentration per unit volume, and the adsorption rate was determined. Specifically, the adsorption rate of iodine-123 with respect to the gasket was calculated by the following equation. The results are shown in Table 1.
A = {(BC) / B} × 100
A: Adsorption rate of iodine-123 (%)
B: Radioactive concentration of radiopharmaceutical before filling syringe (MBq / mL)
C: Radiopharmaceutical radioactivity concentration (MBq / mL) after storage for 24 hours
[0047]
(Evaluation on slidability)
For the syringes filled with the chemical solution in Examples 1 and 2 and Comparative Examples 1 to 5, a plunger is attached to the hollow portion of each gasket, and a double-edged needle is attached to the injection needle attachment portion provided in each syringe. The rubber plug that had been pierced was penetrated. Next, the force applied to the gasket was measured by sliding the gasket by pushing the plunger at a constant speed, and the maximum force required when the gasket started moving was taken as the measured value. Table 1 shows the results of the measured values when the measured value when the gasket (Comparative Example 1) made of chlorinated butyl rubber used for a general drug solution-filled syringe is slid is 1.0.
[0048]
(Eluate test)
About each gasket used with the syringe filled with the chemical | medical solution in Examples 1 and 2 and Comparative Examples 1-5, the eluate test was implemented by the 14th revision Japanese Pharmacopoeia infusion rubber plug test method. The results are shown in Table 2.
[0049]
[Table 1]
[Table 2]
As can be seen from the results of the sealability evaluation in Table 1, in the syringe filled with the drug solution according to the present invention, when the gasket is plugged by the vacuum plugging method, the liquid of the radiopharmaceutical to the peripheral portion of the annular convex portion of the gasket It was confirmed that no rise was observed and the sealing performance was secured. On the other hand, in the syringe filled with the chemical solution using the gasket laminated with PTFE (Comparative Examples 3 to 5), when the gasket is stoppered by the vacuum stopper method, the first annular convex portion on the pharmaceutical contact surface side To the second annular convex portion, liquid rising occurred, and hermeticity could not be secured.
[0052]
Further, as can be seen from the results of the adsorption evaluation in Table 1, in the syringe filled with the chemical solution according to the present invention, the adsorption of the radionuclide to the gasket was observed in both cases when stored at a room temperature of 25 ° C. and a high temperature of 50 ° C. There wasn't. On the other hand, in the syringe filled with the chemical solution using the gasket made of chlorinated butyl rubber and the gasket made of silicone rubber (Comparative Examples 1 and 2), both cases were stored at room temperature of 25 ° C. and high temperature of 50 ° C. Adsorption of radionuclide to the gasket is observed, especially when stored at a high temperature of 50 ° C., 20% of the gasket made of chlorinated butyl rubber and 27% of the gasket made of silicone rubber are generated. It was found that not only the amount of radioactivity required at the time of administration could not be ensured, but also the quality standards shown in the radiopharmaceutical standards and the quality standards at the time of manufacture were not met.
[0053]
Further, as can be seen from the results of the slidability evaluation in Table 1, the drug solution-filled syringe according to the present invention has a value close to that of a gasket (Comparative Example 1) made of chlorinated butyl rubber used for a general drug solution-filled syringe. Since it was shown, it was judged that the injection solution could be administered. On the other hand, the drug solution-filled syringe using the gasket made of silicone rubber and the gasket laminated with PTFE (Comparative Examples 2 to 5) showed a high value of 2.5 to 3.0. It not only made the person feel uncomfortable, but also required a strong force, which made it difficult to administer the injection solution and was difficult to use.
[0054]
Further, as can be seen from the results in Table 2, it was confirmed that the gasket used in the syringe filled with the drug solution according to the present invention conforms to the standards for the elution test of the rubber stopper test method for infusion.
[0055]
From the above results, the syringe filled with the liquid medicine according to the present invention has a high sealing property that does not leak even when the gasket is plugged using the vacuum plugging method, and is excellent in the slidability of the gasket, And it turned out that it can prevent that a radiopharmaceutical adheres to a gasket.
[0056]
【The invention's effect】
According to the present invention, even if a gasket is placed by using a vacuum plugging method, it has a high sealing property that does not leak, and is excellent in slidability between the gasket and the syringe barrel. It is possible to provide a syringe filled with a liquid medicine that can be prevented from adhering to the liquid.
[0057]
In addition, according to the present invention, it has a high sealing property that does not leak even when using the vacuum plugging method, has excellent slidability, and can prevent adhesion of radiopharmaceuticals. It is possible to provide a gasket for a syringe filled with a medicinal solution.
[Brief description of the drawings]
FIG. 1 is a cross-sectional view showing an embodiment of a syringe filled with a chemical solution according to the present invention.
FIG. 2 is an enlarged cross-sectional view of the gasket in FIG.
FIG. 3 is a side view showing an embodiment of a gasket according to the present invention.
4 is a cross-sectional view taken along line AA of the gasket of FIG.
FIG. 5 is a schematic view showing a method for manufacturing a gasket according to the present invention.
FIG. 6 is a cross-sectional view showing a syringe filled with a liquid medicine of a radiopharmaceutical and an injection needle (double-edged needle).
[Explanation of symbols]
1 Medicine filled syringe
3 syringes
5 Injection needle mounting part
7 Rubber stopper (blocking member)
9 Radiopharmaceuticals (injection solution)
11 Gasket
13a, 13b, 13c annular projection
15 Fluoro rubber molding
17 Drug contact surface
19 Hollow part
21 Plunger
31 Gasket
33a, 33b, 33c annular projection
35 Fluoro rubber molding
37 Butyl rubber molding
39 Pharmaceutical contact surface
41 Hollow part
80 Mold for primary molding
81 Fluoro rubber unvulcanized sheet
82 Fluoro rubber molding
83 Mold for secondary molding
84 Adhesive
85 Rubber-like elastic sheet
86 Butyl rubber molding
87 Gasket
Claims (11)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003179180A JP4635175B2 (en) | 2003-06-24 | 2003-06-24 | Highly sealed syringe filled with chemical liquid, gasket, and manufacturing method of syringe filled with chemical liquid |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003179180A JP4635175B2 (en) | 2003-06-24 | 2003-06-24 | Highly sealed syringe filled with chemical liquid, gasket, and manufacturing method of syringe filled with chemical liquid |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008331741A Division JP4717924B2 (en) | 2008-12-26 | 2008-12-26 | Method for preventing loss of active ingredient of radiopharmaceutical in prefilled syringe |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005013315A JP2005013315A (en) | 2005-01-20 |
| JP4635175B2 true JP4635175B2 (en) | 2011-02-16 |
Family
ID=34180573
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003179180A Expired - Lifetime JP4635175B2 (en) | 2003-06-24 | 2003-06-24 | Highly sealed syringe filled with chemical liquid, gasket, and manufacturing method of syringe filled with chemical liquid |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4635175B2 (en) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010142573A (en) * | 2008-12-22 | 2010-07-01 | Coki Engineering Inc | Gasket for syringe, method for manufacturing the same, and prefilled syringe using the gasket |
| JP2012029919A (en) * | 2010-07-30 | 2012-02-16 | Terumo Corp | Gasket, prefilled syringe, and plugging method |
| FR3032123B1 (en) * | 2015-01-29 | 2021-04-23 | Aptar Stelmi Sas | SYRINGE PLUG-PLUG. |
| EP3659649B1 (en) * | 2017-08-09 | 2023-08-16 | Sumitomo Rubber Industries Ltd. | Syringe gasket |
| JP6867029B2 (en) * | 2017-10-18 | 2021-04-28 | 前田産業株式会社 | Syringe gasket |
| EP4424345A3 (en) | 2020-03-17 | 2024-11-06 | Becton Dickinson France | Stopper for a medical injection device |
| CA3199192A1 (en) * | 2020-11-20 | 2022-05-27 | Becton, Dickinson And Company | Barrier coated stopper and method of forming same |
-
2003
- 2003-06-24 JP JP2003179180A patent/JP4635175B2/en not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| JP2005013315A (en) | 2005-01-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4717924B2 (en) | Method for preventing loss of active ingredient of radiopharmaceutical in prefilled syringe | |
| JP3211223B2 (en) | Prefilled syringe | |
| JP3293122B2 (en) | Prefilled syringe | |
| JP3380705B2 (en) | Sealed rubber stopper for syringe and container | |
| JPH09173450A (en) | Prefilled syringe | |
| JP5855598B2 (en) | Prefilled syringe gasket | |
| US9579463B2 (en) | Barrel for syringe and pre-filled syringe | |
| JP4460278B2 (en) | Seal plug for syringe and prefilled syringe | |
| JP5623508B2 (en) | Gasket for syringe and prefilled syringe using the same | |
| EP3202447B1 (en) | Syringe assembly, pre-filled syringe, seal cap for sheath with puncture needle, and syringe assembly package | |
| EP3689398A1 (en) | Tip cap assembly for closing an injection system | |
| US10016563B2 (en) | Barrel for syringe and pre-filled syringe | |
| JP5048472B2 (en) | Syringes and prefilled syringes | |
| JP2004008509A (en) | Syringe gasket and manufacturing method therefor, and syringe | |
| JPS62139668A (en) | Laminated plug for syringe | |
| CN108883233A (en) | Syringe cylinder and its manufacturing method and pre-encapsulated injector | |
| JP4635175B2 (en) | Highly sealed syringe filled with chemical liquid, gasket, and manufacturing method of syringe filled with chemical liquid | |
| JPH02152463A (en) | Gasket for syringe and preparation thereof | |
| JP2011254891A (en) | Gasket for syringe and pre-filled syringe using the same | |
| WO1998010815A1 (en) | Slide valve for syringes, syringe, and kit preparations | |
| JPH0725953Y2 (en) | Syringe stopper | |
| JP6268397B2 (en) | Cap for syringe | |
| JP2016042902A (en) | Gasket for syringe | |
| JP2024165758A (en) | Syringe gasket and prefillable syringe using same | |
| JP2001104483A (en) | Prefilled syringe for pharmaceuticals and method for producing the same |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050606 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20050606 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20050606 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080805 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20081006 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20081028 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20101027 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131203 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 4635175 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |