JP4635142B2 - Gear finishing device and gear meshing method - Google Patents
Gear finishing device and gear meshing method Download PDFInfo
- Publication number
- JP4635142B2 JP4635142B2 JP2003114446A JP2003114446A JP4635142B2 JP 4635142 B2 JP4635142 B2 JP 4635142B2 JP 2003114446 A JP2003114446 A JP 2003114446A JP 2003114446 A JP2003114446 A JP 2003114446A JP 4635142 B2 JP4635142 B2 JP 4635142B2
- Authority
- JP
- Japan
- Prior art keywords
- support shaft
- forming tool
- gear
- workpiece
- finishing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images




Landscapes
- Gear Processing (AREA)
Description
【0001】
【発明の属する技術分野】
本発明は、被研削歯車と仕上げ用成形工具とを同期回転駆動するための歯車の噛み合わせ方法、及び該方法に基づく歯車仕上装置に関する。
【0002】
【従来の技術】
歯車に対しシェービング、ホーニング(ドレッシングを含む)等の仕上げ加工をする際には、内歯又は外歯の歯車状をした回転砥石又はカッター等の仕上げ用成形工具を使用し、被研削歯車と噛合させ、歯面同士のすべり接触を利用して研削を行なう。
【0003】
通常の場合、成形工具が駆動され被研削歯車は成形工具との噛合の下に、成形工具に伴われて回転する、いわゆる連れ回り状態で加工される。但し、連れ回り状態での研削では被研削歯車の偏心や累積ピッチ誤差を強制的に修正する機構を持たず、その結果、高い精密度の加工が困難である。
【0004】
これに対し、成形工具と被研削歯車との双方を駆動させつつ加工することにより、高い精度を得ることが可能となる。但し、これには、バックラッシュが零の状態で歯同士を噛合させる必要上、成形工具と被研削歯車とを高精度で同期回転させることが不可欠である。
【0005】
高精度の同期回転を実現するため、種々の提案がなされてきたが、成形工具及び被研削歯車を停止さた状態で噛合させ、正逆回転を僅かずつ繰り返すなどして、切り込み方向への移動を行ないバックラッシュ零の状態を得てから、双方を駆動して同期回転させる形態が一般的である。例えば、特許第3000668号に係る加工方法においては、被研削歯車を微少量ずつ正回転及び逆回転させ、各回転方向において成形工具が連れ回りを始める回転変位量を検出し、バックラッシュを零にするのに必要な成形工具の位置補正量を求め、その位置補正量に基づいて送りモータにより成形工具に送りを与えて同期化が図られる。
【0006】
しかしながら、これらの方法では、センサによる成形工具との相対位置の検出を行なうために被研削歯車の微小回転を繰り返さねばならず、手間と時間を必要とするという欠点があった。また、上記従来の方法では、被研削歯車の研削が終わる毎に必ず成形工具を停止させ、新たな被研削歯車の装着後、再び成形工具の駆動を開始する必要がある。したがって、重量の大きい成形工具の駆動と停止が繰り返されることになり、加工の時間効率が悪く、手間も掛かるという難点があった。
【0007】
【発明が解決しようとする課題】
本発明は、同期回転による歯車の仕上げ加工を行なう際に、被研削歯車の研削毎に成形工具を停止させる必要がなく、停止をさせた場合にも手間の掛かる成形工具の微小回転の繰り返しを必要とすることなく被研削歯車及び成形工具の連続回転を開始することができる歯車の噛み合わせ方法、及び該方法に基づく歯車仕上装置を提供することを目的とする。
【0008】
【課題を解決するための手段】
本発明は、前記目的を達成するため、ワークである歯車を成形仕上げ加工するにあたり、機台に支持されたワーク支持軸及び仕上げ用成形工具を同期回転駆動するための歯車の噛合わせ方法であって、前記ワーク支持軸及び成形工具を各々の制御モータにより駆動し、前記ワーク支持軸の駆動トルクを制限した状態で、バックラッシュ零の位置まで前記ワーク支持軸と前記成形工具とを接近させ、前記バックラッシュ零の位置における前記ワーク支持軸と前記成形工具との各制御モータの駆動位相を位相合致点として再設定し、前記ワーク支持軸の駆動トルクの制限を解除し、各制御モータの駆動により前記ワーク支持軸及び前記成形工具を同期回転させることを特徴とする歯車の噛合わせ方法を提供するものである。
【0009】
本発明はまた、前記目的を達成するため、ワーク支持軸及び仕上げ用成形工具を同期回転させつつ歯車を成形仕上げ加工する歯車仕上装置であって、前記ワーク支持軸及び成形工具の各々に対して設けられこれらを同期駆動し得る制御モータと、前記ワーク支持軸、仕上げ用成形工具及び制御モータを制御する制御装置と、前記仕上げ用成形工具と前記歯車とが噛み合う位置に到達した後に前記ワーク支持軸用制御モータの駆動トルクを制限する駆動トルク制限手段と、前記仕上げ用成形工具と前記歯車との噛み合いがバックラッシュ零の状態となったことを検出するバックラッシュ零検出手段と、前記バックラッシュ零の位置における前記ワーク支持軸と前記成形工具との各制御モータの駆動位相を位相合致点として再設定する駆動位相再設定手段とを備えたことを特徴とする歯車仕上装置を提供するものである。
【0010】
【作用】
本発明に係る歯車の噛合わせ方法においては、ワークである歯車を研削仕上げ加工するにあたり、ワーク支持軸及び成形工具を各々の制御モータにより駆動し、ワーク支持軸の駆動トルクを制限した状態で、バックラッシュ零の位置までワーク支持軸と成形工具とを接近させる。ワーク支持軸は、駆動トルクを制限されているので、制限された駆動力を受けつつ、成形工具との接触により該成形工具に対し連れ廻りする状態となる。そして、バックラッシュ零の位置におけるワーク支持軸と成形工具との各制御モータの駆動位相を位相合致点として再設定する。これにより、ワーク支持軸と成形工具との各制御モータの駆動位相が正確に一致した状態で固定される。その後、ワーク支持軸の駆動トルクの制限を解除し、各制御モータの駆動によりワーク支持軸及び成形工具を同期回転させる。その結果、ワーク支持軸と成形工具とは、駆動位相が正確に一致した同期駆動されることとなる。
【0011】
この状態で、切り込み量を漸増させて切削を行なえば、同期駆動による極めて高い精度の仕上げ切削を行なうことができるのである。
【0012】
本発明に係る歯車仕上装置は、ワーク支持軸及び成形工具の各々に対して設けられこれらを同期駆動し得る制御モータと、ワーク支持軸、仕上げ用成形工具及び制御モータの制御装置と、ワーク支持軸用制御モータの駆動トルクを制限する駆動トルク制限手段と、前記噛み合いがバックラッシュ零の状態となったことを検出するバックラッシュ零検出手段と、バックラッシュ零の位置における前記ワーク支持軸と前記成形工具との各制御モータの駆動位相を位相合致点として再設定する駆動位相再設定手段とを備えているので、前述の噛合わせ方法を実施してワーク支持軸と成形工具とを、駆動位相が正確に一致した状態で同期駆動させることができる。
【0013】
【発明の実施の形態】
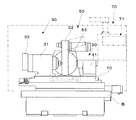
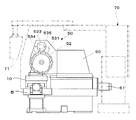
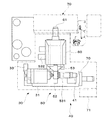
以下、本発明の実施例につき、添付図面を参照しつつ説明する。図1,図2,図3は、各々本発明の一実施形態に掛かる歯車仕上装置の正面図、側面図、平面図である。
【0014】
図示の歯車仕上装置は、機台Bに支持されたテーブル10上で、保持装置により被研削歯車(ワーク)Wを保持するようになっている。保持装置は、テーブル上で相互に接近離反するように摺動可能であり各々ワーク支持軸を有する2台のヘッドストック30,心押し台40を備えている。機台Bにはさらに、砥石保持装置50が装着されている。
【0015】
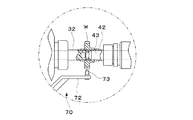
図4は、この歯車仕上装置の動作部分を中心に示す正面図である。図示のように、一方(図において左)のヘッドストック30は、テーブル10に支持された心押し台本体31と、該心押し台本体により回転可能に支持されたワーク支持軸32と、心押し台本体31に結合され該ワーク支持軸32を回転させる駆動モータ33とを備えている。他方(図において右)の心押し台40は、テーブル10に支持された心押し台本体41と、該心押し台本体により回転可能に支持されたワーク支持軸42とを備えている。
【0016】
図5に示すように、ワーク支持軸42は、心押し台本体41に装着された図外の駆動装置により軸方向に進退動するクランプ軸43を軸内部に備えている。したがって、クランプ軸43を後退させた状態でワーク支持軸32及び42によりワークWを支持し、その後クランプ軸43を前進させることにより、ワーク支持軸上でワークWを回転方向にクランプすることができる。ワーク駆動モータ33は、以下に述べる制御を可能にするように、この例ではサーボモータとされている。
【0017】
砥石保持装置50は、図に示すように、ヘッドストック30と心押し台40との間に位置し回転砥石51を支持するリング状のヘッド52と、該ヘッド52をワーク支持軸32,42に垂直な水平軸線回りに回動可能に支持する保持部53とを備えている。図2及び図3に示すように、保持部53は、ヘッド52をワーク支持軸の回りに回転させるためのヘッド駆動モータ531、及びヘッド52をワーク支持軸32,42に垂直な水平軸線回りに回動するためのヘッド傾動モータ532を備えている。ヘッド駆動モータ531の出力軸に固定された歯車533には、中間歯車534,535が噛合し、これらの中間歯車は、ヘッド52の外周に設けられた歯に噛合してヘッド52を駆動する。このように、駆動歯車に噛合する2個の中間歯車を介してヘッド52の外周ギアを駆動することにより、簡単な構造でローバックラッシュを実現し、高精度、高速での同期噛合を確実にする。ヘッド駆動モータ531は、以下に述べる制御を可能にするように、この例ではACスピンドルモータとされている。砥石保持装置50には、機台上の切り込み駆動部60が結合されている。切り込み駆動部60は、水平駆動モータ61の駆動によりワーク支持軸32,42に垂直な水平軸線に沿って移動可能であり、その移動によりヘッド52及び回転砥石51をワーク支持軸上のワークに接近離反させ、研削の際には切り込みを行なわせる。
【0018】
なお、上記ヘッドストック30,心押し台40、ワーク駆動モータ33、ヘッド駆動モータ531等の移動や回転の制御は、操作盤71を備えた制御装置70により行なわれる。
【0019】
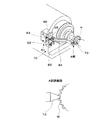
ヘッドストック30には、ワーク位置決め装置80が取り付けられている。ワーク位置決め装置は、成形工具との正確な噛合を得るためにワークの回転方向の正確な位置決めを行なうものであり、例えば以下のような構成とすることができる。ワーク位置決め装置80は、図6に示すように、ヘッドストック30におけるワーク取付側端部にボルトにより締結された固定部81を備え、該固定部上のスライドガイド82に摺動可能にアーム取付台83が装着されている。アーム84は、基端部をアーム取付台83に固定され、先端部には、ワークWの歯の間に進入し得る大きさの円錐状突起85が取り付けられている。さらに、固定部81には、駆動シリンダ86が取り付けられ、これと協働するピストンロッド87がアーム基端部に結合されている。したがって、アーム84は、駆動シリンダ86により駆動され、スライドガイド82により案内されて、ワーク支持軸32の径方向に摺動する。固定部81にはドックプレート88が固定され、該ドックプレートにアームの前進後退端検出用の近接スイッチ89が取り付けられている。これにより、アーム84は、ワークWに噛合する前進位置とその噛合を解く後退位置との間を進退動する。前進時にアーム先端の突起85は、図6のa部詳細図に示すように、ワークWの歯と噛合し、ワークの回転方向の位置決めを行なう。
【0020】
ワーク駆動モータ33及びヘッド駆動モータ521としては、前述のように回転方向の同期及び位相の正確な制御ができる制御モータが使用され、具体的にはサーボモータ又はACスピンドルモータとされる。
【0021】
次に、この歯車仕上装置のより詳細な構成を、図8にフローチャートで示した装置の操作手順と共に説明する。
【0022】
回転砥石51の位相は、回転砥石の歯又は溝の位置を読み取るエンコーダにより検知される。回転砥石51をヘッド52に新たに取り付けたときは、回転砥石を停止させ、手動モードでワーク支持軸上のワークと噛合させ、ワーク全周での噛合が均一化された状態で、回転砥石の位相の原点を設定する。
【0023】
この準備ができた後、ヘッドストック30のワーク駆動モータ33をエンコーダにおける原点に復帰した状態にすることにより、ワーク駆動モータ33をサーボロック状態にする。この操作の前又は後に、ワークWをワーク支持軸に装着する。(ステップ1)
この後、ヘッド駆動モータ532を作動させてヘッド52を駆動する。ヘッド52の回転速度は、ワークWの切削速度に適合したものとされる。ヘッドは、以後において停止指令が出るまで回転を続ける。その状態で、心押し台40をヘッドストック30に接近させ、ワ−ク支持軸32,42によりワークWを保持する。ここでは、ワーク支持軸42のクランプ軸43は後退位置とされている。(ステップ2)
次にワーク位置決め装置80のアーム82を移動し、突起85をワークWの歯の間に進入させることにより、ワークWの回転方向の位置決めをする。ワーク支持軸32上のワークWは、ワークWの機械加工精度のバラツキ、熱処理による歪み、治具への取付誤差等から、ワークW自身の位相と駆動モータの位相とが必ずしも一致しない。そこで、ワーク位置決め装置80により、ワークW自身の位相を正確に決めるのである。(図7A)(ステップ3)
この突起85との噛合状態を保ったまま、ワーク支持軸42のクランプ軸43を前進させ、ワーク支持軸32,42上でワークWを回転方向に固定する。(ステップ4)
ワークWとワーク位置決め装置80との噛合状態を保ったまま、駆動モータ33をサーボオフとする。これにより、ワーク支持軸32は、回転方向に拘束のないフリーラン状態となる。前述のように、ワーク駆動モータ33が原点復帰状態とされていても、ワーク支持軸32上のワークWの回転方向の位相は、種々の要因から駆動モータの位相とが必ずしも一致しない。したがって、ワーク位置決め装置80との噛合により、ワークWの位相が正確に決められる。したがって、通常は、ワーク位置決め装置80により位置決めされたワークWと原点復帰状態とされたワーク駆動モータ33との間に僅かな回転方向のずれが生じる。このずれは、ワーク支持軸32におけるワーク駆動モータ33による支持箇所とワークWの支持箇所との間において弾性ねじれ変形を生じる。したがって、ワークWとワーク位置決め装置80との噛合状態を保ったまま、ワーク駆動モータ33をフリーラン状態とすることにより、ワーク支持軸32はワーク駆動モータ33による支持箇所において、ねじれ変形を戻すように僅かに回転する。(ステップ5)
ワーク駆動モータ33をフリーラン状態とすることにより生じたワーク支持軸32の僅かな修正回転量をエンコーダから読み取る。この場合、修正回転量が過大であると、異常信号を発する等して、初期の設定への戻りを促すよう設定しておくのが望ましい。読み取った修正回転量は、プログラマブルコントローラ又はマクロプログラムにより新たに原点位置として記憶される。(図7B)(ステップ6)
この状態から、ワーク位置決め装置80をワークWから遠ざけるように後退させる。(図7C)(ステップ7)
ワーク位置決め装置80が後退した後、ワークと回転砥石との噛合わせ工程に入る。先ず、ワーク駆動モータ33を作動させて、ワーク支持軸32,42を回転させる。これと平行して、テーブル10を移動させ、ワークWを回転砥石51の中心に近づける。(図7D)(ステップ8)
ワークWが回転砥石51の中心に接近する間に、ワーク支持軸32の同期及び位相合わせを行なう。すなわち、ワーク支持軸32が回転砥石51に対して同期速度となったことをワーク支持軸32及びヘッド52に結合されたエンコーダによって感知し、その後、前述のステップ5で修正された原点に基づいて位相合わせを行なう。これと平行して、切り込み駆動部60を作動させ回転砥石51をワークW側(z軸方向)へ前進させる。(図7E)(ステップ9)
同期位相合わせ完了の後、回転砥石51とワークWの両歯先端が僅かに噛み合う位置まで回転砥石51を更に前進させる。このとき、衝突による歯の破損防止のため、早送りではなく切削送りとするのが望ましい。(図7F)(ステップ10)
回転砥石51とワークWの両歯先端が互いに十分に噛み合う位置に到達した後、ワーク駆動モータ33の出力トルクを切削不能な程度まで下げる。(ステップ11)
さらに、切り込み駆動部60により回転砥石51及びワークW間のバックラッシュが零になるまで、回転砥石51の前進を続ける。バックラッシュ零の検出は、トルクコントロール機能に基づいて行なうことができる。バックラッシュの状態は、回転砥石51及びワークWの加工精度、熱処理による歪み、治具への取付誤差等により各歯の並び方向に均一ではない。これに対し、例えば以下の手段を適用することができる。水平駆動モータ61によるz軸方向の送りトルクを一定にし、プログラマブルコントローラにより1スキャン(プログラマブルコントローラにおける送り制御プログラムの先頭からエンドまでの1巡の処理)毎に、前回と今回のz軸座標値を比較する。その差が零又は実質上零とみなせる小さい値になったときに、バックラッシュ零とする。或いは、予め手動モードでワークと回転砥石とを噛合させてバックラッシュ零となるz軸方向の回転砥石の位置を検出し、その検出データにより設定された位置まで回転砥石51を前進させるようにしてもよい。(図7G)(ステップ12)
バックラシュ零の位置となれば、回転砥石51の前進を直ぐに停止する。この時、ワーク支持軸32はトルク制限しているので、ワークWは回転砥石51に対し連れ廻りしている状態となっている。したがって、ステップ6で設定された電気的同期及び位相一致位置に対しずれが生じている。回転砥石51及びワークW間のバックラッシュが零となった位置を正式にマスタ(回転砥石)とスレーブ(ワーク軸)の同期及び位相合致位置としてプログラマブルコントローラ等に認識させる。(ステップ13)
以下、研削加工を開始することになるが、この方法には、以下に記述するように複数の選択可能な形態がある。
回転砥石51をプランジ送りで前進させる(テーブルを固定したままヘッドを前進させる)と同時にワーク駆動モータ33の出力トルクの制限を除々に解除していく。このとき 電気的位相ズレが発生しないようワーク駆動モータ33のトルク及び回転砥石51の送り速度を制御する。(ステップ14)
上記ステップ14に代えて、ワーク駆動モータ33の出力トルク制限を解除して設定した最大値まで戻し定トルク切削を行なうこともできる。(ステップ14A)
その後、テーブル10をワーク支持軸方向(図4の左右方向)に往復動させて研削を行なう。これには、テーブルが移動方向を切り換える毎に切り込み(Z軸)を行なう。ワークWが、ヘリカルギアの場合は、ヘリカル補正を行ないながら、研削を行なう。(ステップ15)
上記ステップ14Aを採用する場合は、上記ステップ15に代えて、一定のトルクで研削出来るよう、ワーク駆動モータ33の電流等を検出して、水平駆動モータ61による回転砥石51の送り速度を自動調整しながらパラレル送りを行う。(ステップ15A)
パラレル送り中にクラウニング軸(B軸)を駆動してクラウニングを行なう。パラレル送りは、テーブル(X軸)の往復動における中心からの移動距離を除々に広げながら行なう。またテーブル(X軸)が方向を切り換わる毎に水平駆動モータ61による前進動作を行なう(Z軸)。そして、ワークの最終形状に対応する切り込み軸(z軸)の設定位置に至るまで加工する。(ステップ16)
設定位置に至った時、ワークWの歯の反対側のフランクを研削するため、今までの方向と逆方向に同期位相をシフトする。位相シフトの量はプログラムで決定する。(ステップ17)
両側のフランクの加工が終了したら、最終仕上げ加工を行うのが望ましい。これは、再びワーク駆動モータ33をトルク制限し、ワーク支持軸を連れ廻り状態にして、切り込みを掛けず、テーブル送りとクラウニング加工をすることにより行なうことができる。(ステップ18)
次に、回転砥石51を後退させてワークWから遠ざけ、その後、同期を解除することによりワーク駆動モータ33を停止させる。さらに、テーブル10、回転砥石51、クラウニング軸の各軸(X軸,Z軸,B軸)及びワーク駆動モータ33を原点復帰させる。これにより、1個のワークWの加工が終了し、次のワークの加工準備が整った状態となる。(ステップ19)
【0024】
【発明の効果】
本発明に係る歯車の噛合わせ方法においては、ワークである歯車を成形仕上げ加工するにあたり、ワーク支持軸及び成形工具を各々の制御モータにより駆動し、ワーク支持軸の駆動トルクを制限した状態で、バックラッシュ零の位置までワーク支持軸と成形工具とを接近させ、バックラッシュ零の位置におけるワーク支持軸と成形工具との各制御モータの駆動位相を位相合致点として再設定し、ワーク支持軸の駆動トルクの制限を解除し、各制御モータの駆動によりワーク支持軸及び成形工具を同期回転させる。したがって、ワーク支持軸は、一旦駆動トルクを制限され成形工具に対し連れ廻りする状態となり、その状態でバックラッシュ零の位置に至ったときに、ワーク支持軸と成形工具との各制御モータの駆動位相を位相合致点として再設定する。これにより、ワーク支持軸と成形工具との各制御モータの駆動位相を正確に一致した状態で固定し、その後、ワーク支持軸の駆動トルクの制限を解除して、各制御モータの駆動によりワーク支持軸及び成形工具を同期回転させる。その結果、ワーク支持軸と成形工具とは、駆動位相が正確に一致した同期駆動されることとなる。したがって、同期回転による歯車の仕上げ加工を行なう際に、被研削歯車の研削毎に成形工具を停止させる必要がなく、停止をさせた場合にも手間の掛かる成形工具の微小回転の繰り返しを必要とすることなく被研削歯車及び成形工具の連続回転を開始することができる。
【0025】
本発明に係る歯車仕上装置は、ワーク支持軸及び成形工具の各々に対して設けられこれらを同期駆動し得る制御モータと、ワーク支持軸、仕上げ用成形工具及び制御モータの制御装置と、ワーク支持軸用制御モータの駆動トルクを制限する駆動トルク制限手段と、前記噛み合いがバックラッシュ零の状態となったことを検出するバックラッシュ零検出手段と、バックラッシュ零の位置における前記ワーク支持軸と前記成形工具との各制御モータの駆動位相を位相合致点として再設定する駆動位相再設定手段とを備えているので、前述の噛合わせ方法を実施して成形工具の連続回転による歯車の仕上げ加工を行なうことができる。
【図面の簡単な説明】
【図1】 本発明の一次実施形態に係る歯車仕上装置の正面図である。
【図2】 図1に示す歯車仕上装置の側面図である。
【図3】 図1に示す歯車仕上装置の平面図である。
【図4】 図1に示す歯車仕上装置の動作部分を中心に示す正面図である。
【図5】 図1に示す歯車仕上装置のワーク支持状態を中心に示す正面図であ
【図6】 図1に示す歯車仕上装置におけるワーク位置決め装置の使用状態を示す斜視図である。
【図7】 図1に示す歯車仕上装置による加工状体を示す説明図である。
【図8A】 図1に示す歯車仕上装置のワーク支持状態の操作手順を示すフローチャートである。
【図8B】 図8Aに続くフローチャートである。
【符号の説明】
10 テーブル10、 20 保持装置、
30,40 心押し台、 31 心押し台本体、
32 ワーク支持軸、 33 ワーク駆動モータ、
41 心押し台本体、 42 ワーク支持軸、
50 砥石保持装置、 51 回転砥石、
53 保持部、 531 ヘッド駆動モータ、
60 切り込み駆動部、 80 ワーク位置決め装置、
W ワーク[0001]
BACKGROUND OF THE INVENTION
The present invention relates to a gear meshing method for synchronously rotationally driving a gear to be ground and a finishing forming tool , and a gear finishing apparatus based on the method .
[0002]
[Prior art]
When finishing gears such as shaving and honing (including dressing), use a finishing tool such as a rotating whetstone or cutter with internal or external gears and mesh with the gear to be ground. Grinding is performed using sliding contact between the tooth surfaces.
[0003]
In a normal case, the forming tool is driven and the gear to be ground is machined in a so-called accompanying state that rotates with the forming tool under meshing with the forming tool. However, the grinding in the accompanying state does not have a mechanism for forcibly correcting the eccentricity of the gear to be ground and the accumulated pitch error, and as a result, high-precision machining is difficult.
[0004]
On the other hand, high precision can be obtained by processing while driving both the forming tool and the gear to be ground. However, for this, it is indispensable that the forming tool and the gear to be ground are synchronously rotated with high accuracy because it is necessary to mesh the teeth with zero backlash.
[0005]
Various proposals have been made to achieve high-accuracy synchronous rotation, but the tool and the gear to be ground are engaged in a stopped state, and forward and reverse rotation is repeated little by little to move in the cutting direction. In general, after obtaining the zero backlash state, both are driven and rotated synchronously. For example, in the machining method according to Japanese Patent No. 3000668, the gear to be ground is rotated forward and backward by small amounts, the amount of rotational displacement at which the forming tool begins to rotate in each rotational direction is detected, and the backlash is reduced to zero. The position correction amount of the forming tool necessary for this is obtained, and the feed tool is fed to the forming tool based on the position correction amount to achieve synchronization.
[0006]
However, these methods have a drawback in that it is necessary to repeat the minute rotation of the gear to be ground in order to detect the relative position of the forming tool with the sensor, which requires labor and time. Further, in the conventional method, it is necessary to stop the forming tool every time the grinding of the gear to be ground is finished, and to start driving the shaping tool again after the new gear to be ground is mounted. Therefore, the driving and stopping of the heavy forming tool are repeated, and there is a problem that the time efficiency of processing is poor and time-consuming.
[0007]
[Problems to be solved by the invention]
The present invention eliminates the need to stop the forming tool every time the gear to be ground is ground when performing gear finishing by synchronous rotation, and repeats the minute rotation of the forming tool which is troublesome even when stopped. It is an object of the present invention to provide a gear meshing method capable of starting continuous rotation of a gear to be ground and a forming tool without need, and a gear finishing apparatus based on the method .
[0008]
[Means for Solving the Problems]
In order to achieve the above object, the present invention provides a gear meshing method for synchronously rotating and driving a work support shaft and a finishing forming tool supported by a machine base when forming and finishing a gear as a work. The workpiece support shaft and the forming tool are driven by respective control motors, and the work support shaft and the forming tool are brought close to a position of zero backlash in a state where the driving torque of the workpiece support shaft is limited, The drive phase of each control motor of the workpiece support shaft and the forming tool at the position of zero backlash is reset as a phase coincidence point, the restriction on the drive torque of the workpiece support shaft is released, and the drive of each control motor A gear meshing method is provided, wherein the workpiece support shaft and the forming tool are rotated synchronously .
[0009]
In order to achieve the above object, the present invention is also a gear finishing device for forming and finishing a gear while synchronously rotating a work support shaft and a finishing forming tool, and each of the work support shaft and the forming tool. A control motor which is provided and can drive these synchronously, a control device which controls the work support shaft, the finishing forming tool and the control motor, and the work support after reaching the position where the finishing forming tool and the gear mesh with each other. Drive torque limiting means for limiting the drive torque of the shaft control motor, zero backlash detection means for detecting that the meshing between the finishing forming tool and the gear is in a zero backlash state, and the backlash The drive phase resetting is performed by resetting the drive phase of each control motor of the workpiece support shaft and the forming tool at the zero position as a phase matching point. There is provided a gear finishing apparatus characterized by comprising a constant section.
[0010]
[Action]
In the gear meshing method according to the present invention, in grinding and finishing the gear as a workpiece, the workpiece support shaft and the forming tool are driven by the respective control motors, and the drive torque of the workpiece support shaft is limited. The work support shaft and the forming tool are brought close to the backlash zero position. Since the work support shaft has a limited driving torque, the workpiece supporting shaft is rotated with respect to the forming tool by contact with the forming tool while receiving the limited driving force. Then, the drive phase of each control motor of the workpiece support shaft and the forming tool at the position of zero backlash is reset as a phase matching point. Thereby, it fixes in the state in which the drive phase of each control motor of a workpiece | work support axis | shaft and a forming tool matched correctly. Thereafter, the restriction on the drive torque of the workpiece support shaft is released, and the workpiece support shaft and the forming tool are rotated synchronously by driving each control motor. As a result, the workpiece support shaft and the forming tool are synchronously driven with the drive phases accurately matched.
[0011]
In this state, if cutting is performed while gradually increasing the depth of cut, it is possible to perform finish cutting with extremely high accuracy by synchronous drive.
[0012]
A gear finishing apparatus according to the present invention includes a control motor that is provided for each of a work support shaft and a forming tool, and that can synchronously drive them, a control device for the work support shaft, a finishing forming tool and a control motor, and a work support Drive torque limiting means for limiting the drive torque of the shaft control motor, zero backlash detection means for detecting that the engagement is in a zero backlash state, the workpiece support shaft at the zero backlash position, Since there is a drive phase resetting means for resetting the drive phase of each control motor with the forming tool as a phase matching point, the above-described meshing method is carried out so that the workpiece support shaft and the forming tool are moved to the drive phase. Can be synchronously driven in a state where the values exactly match.
[0013]
DETAILED DESCRIPTION OF THE INVENTION
Hereinafter, embodiments of the present invention will be described with reference to the accompanying drawings. 1, 2, and 3 are a front view, a side view, and a plan view, respectively, of a gear finishing device according to an embodiment of the present invention.
[0014]
The illustrated gear finishing device is configured to hold a gear W (workpiece) W to be ground on a table 10 supported by a machine base B by a holding device. The holding device includes two
[0015]
FIG. 4 is a front view mainly showing an operation part of the gear finishing apparatus. As shown in the figure, one (left in the figure)
[0016]
As shown in FIG. 5, the
[0017]
As shown in the drawing, the
[0018]
The movement and rotation of the
[0019]
A work positioning device 80 is attached to the
[0020]
As the
[0021]
Next, a more detailed configuration of the gear finishing device will be described together with the operation procedure of the device shown in the flowchart of FIG .
[0022]
The phase of the
[0023]
When you are this preparation, by a
Thereafter, the
Next, the
The
The
A slight correction rotation amount of the
From this state, the workpiece positioning device 80 is retracted away from the workpiece W. (FIG. 7C) (Step 7)
After the workpiece positioning device 80 moves backward, the workpiece and the rotating grindstone are engaged. First, the
While the workpiece W approaches the center of the
After completion of the synchronization phase alignment, the
After reaching the position where the tips of both teeth of the
Further, the
When the backlash is zero, the
In the following, grinding will be started, but this method has a plurality of selectable forms as described below.
At the same time as the
Instead of the step 14 , the output torque limit of the
Thereafter, the table 10 is reciprocated in the workpiece support axis direction (left and right direction in FIG. 4) to perform grinding. For this purpose, every time the table switches the moving direction, cutting is performed (Z-axis). When the workpiece W is a helical gear, grinding is performed while performing helical correction. (Step 15)
When step 14A is used, instead of step 15, the current of the
During parallel feeding, the crowning shaft (B-axis) is driven to perform crowning. The parallel feeding is performed while gradually increasing the moving distance from the center in the reciprocating motion of the table (X axis). Further, every time the table (X-axis) switches the direction, the
When reaching the set position, in order to grind the flank on the opposite side of the tooth of the workpiece W, the synchronization phase is shifted in the opposite direction to the previous direction. The amount of phase shift is determined by the program. (Step 17)
When finishing the flank on both sides, it is desirable to perform final finishing. This can be done by restricting the torque of the
Next, the
[0024]
【The invention's effect】
In the gear meshing method according to the present invention, when forming and finishing a gear as a work, the work support shaft and the forming tool are driven by the respective control motors, and the driving torque of the work support shaft is limited. The work support shaft and the forming tool are brought close to the position of zero backlash, the drive phase of each control motor of the work support shaft and forming tool at the zero backlash position is reset as the phase match point, and the work support shaft The restriction on the driving torque is released, and the workpiece support shaft and the forming tool are rotated synchronously by driving each control motor. Therefore, the work support shaft is once limited in driving torque and is rotated with respect to the forming tool. When the work support shaft reaches the position of zero backlash in this state, the control motors of the work support shaft and the forming tool are driven. Reset phase as phase match point. As a result, the drive phases of the control motors of the workpiece support shaft and the forming tool are fixed in a state where they are precisely matched, and then the restriction on the drive torque of the workpiece support shaft is released, and the workpiece support is supported by driving of each control motor Synchronously rotate the shaft and forming tool. As a result, the workpiece support shaft and the forming tool are synchronously driven with the drive phases accurately matched. Therefore, when performing gear finishing by synchronous rotation, it is not necessary to stop the forming tool every time the gear to be ground is ground, and it is necessary to repeat the minute rotation of the forming tool which is troublesome even if it is stopped. The continuous rotation of the gear to be ground and the forming tool can be started without doing so.
[0025]
A gear finishing apparatus according to the present invention includes a control motor that is provided for each of a work support shaft and a forming tool, and that can synchronously drive them, a control device for the work support shaft, a finishing forming tool and a control motor, and a work support Drive torque limiting means for limiting the drive torque of the shaft control motor, zero backlash detection means for detecting that the engagement is in a zero backlash state, the workpiece support shaft at the zero backlash position, Drive phase resetting means that resets the drive phase of each control motor with the forming tool as a phase matching point is provided, so that the above-mentioned meshing method is carried out to finish the gear by continuous rotation of the forming tool. Can be done.
[Brief description of the drawings]
FIG. 1 is a front view of a gear finishing device according to a primary embodiment of the present invention.
FIG. 2 is a side view of the gear finishing apparatus shown in FIG.
FIG. 3 is a plan view of the gear finishing apparatus shown in FIG.
FIG. 4 is a front view mainly showing an operation part of the gear finishing device shown in FIG. 1;
5 is a front view centering on a workpiece support state of the gear finishing device shown in FIG. 1. FIG. 6 is a perspective view showing a use state of the workpiece positioning device in the gear finishing device shown in FIG.
FIG. 7 is an explanatory view showing a processed body by the gear finishing device shown in FIG. 1;
8A is a flowchart showing an operation procedure in a workpiece support state of the gear finishing device shown in FIG. 1. FIG.
FIG. 8B is a flowchart following FIG. 8A.
[Explanation of symbols]
10 table 10, 20 holding device,
30, 40 Tailstock, 31 Tailstock body,
32 workpiece support shaft, 33 workpiece drive motor,
41 Tailstock body, 42 Work support shaft,
50 grinding wheel holding device, 51 rotating grinding wheel,
53 holding part, 531 head drive motor,
60 cutting drive unit, 80 workpiece positioning device,
W Work
Claims (2)
前記ワーク支持軸及び成形工具を各々の制御モータにより同期駆動し、駆動位相を合わせ、
前記ワークと前記成形工具が噛合う位置まで前記ワーク支持軸と前記成形工具とを接近させ、
前記ワーク支持軸の駆動トルクを下げて制限し、
バックラッシュ零の位置まで前記ワーク支持軸と前記成形工具とを接近させ、
前記バックラッシュ零の位置における前記ワーク支持軸と前記成形工具との各制御モータの駆動位相を位相合致点として再設定し、
前記ワーク支持軸の駆動トルクの制限を解除し、
再設定した前記駆動位相の状態で各制御モータの駆動により前記ワーク支持軸及び前記成形工具を同期回転させることを特徴とする歯車の噛合わせ方法。A gear meshing method for synchronously rotating and driving a work support shaft supported by a machine base and a finishing forming tool in forming and finishing a gear as a work,
The workpiece support shaft and the forming tool are synchronously driven by each control motor, and the drive phase is adjusted,
Bringing the work support shaft and the forming tool closer to a position where the work and the forming tool are engaged,
Lowering and limiting the drive torque of the workpiece support shaft ,
Bring the workpiece support shaft and the forming tool close to the zero backlash position,
Resetting the drive phase of each control motor of the workpiece support shaft and the forming tool at the position of zero backlash as a phase matching point,
Release the drive torque limit of the workpiece support shaft,
A gear meshing method, wherein the workpiece support shaft and the forming tool are synchronously rotated by driving each control motor in the state of the reset driving phase .
前記ワーク支持軸及び成形工具の各々に対して設けられこれらを同期駆動し得る制御モータと、
前記ワーク支持軸、仕上げ用成形工具及び制御モータを制御する制御装置と、
前記仕上げ用成形工具と前記歯車とが噛み合う位置に到達した後に前記ワーク支持軸用制御モータの駆動トルクを下げて制限する駆動トルク制限手段と、
前記仕上げ用成形工具と前記歯車との噛み合いがバックラッシュ零の状態となったことを検出するバックラッシュ零検出手段と、
前記バックラッシュ零の位置における前記ワーク支持軸と前記成形工具との各制御モータの駆動位相を位相合致点として再設定する駆動位相再設定手段とを備えたことを特徴とする歯車仕上装置。A gear finishing device for forming and finishing a gear while synchronously rotating a workpiece support shaft and a finishing forming tool,
A control motor provided for each of the workpiece support shaft and the forming tool and capable of synchronously driving them;
A control device for controlling the workpiece support shaft, the finishing forming tool and the control motor;
Drive torque limiting means for lowering and limiting the drive torque of the work support shaft control motor after reaching the position where the finish forming tool and the gear mesh with each other;
Zero backlash detection means for detecting that the meshing between the finishing forming tool and the gear is in a zero backlash state;
A gear finishing device comprising: drive phase resetting means for resetting a drive phase of each control motor of the workpiece support shaft and the forming tool at a position of zero backlash as a phase matching point.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003114446A JP4635142B2 (en) | 2003-04-18 | 2003-04-18 | Gear finishing device and gear meshing method |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003114446A JP4635142B2 (en) | 2003-04-18 | 2003-04-18 | Gear finishing device and gear meshing method |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2000321165A Division JP4517091B2 (en) | 2000-10-20 | 2000-10-20 | Gear finishing by synchronous drive |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2003291026A JP2003291026A (en) | 2003-10-14 |
| JP4635142B2 true JP4635142B2 (en) | 2011-02-16 |
Family
ID=29244564
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003114446A Expired - Fee Related JP4635142B2 (en) | 2003-04-18 | 2003-04-18 | Gear finishing device and gear meshing method |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4635142B2 (en) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5842235B2 (en) * | 2011-07-13 | 2016-01-13 | 株式会社 神崎高級工機製作所 | Gear processing equipment |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2888693B2 (en) * | 1992-04-23 | 1999-05-10 | 本田技研工業株式会社 | Automatic meshing method and apparatus for gear grinding machine |
| JP3148034B2 (en) * | 1993-02-08 | 2001-03-19 | トーヨーエイテック株式会社 | Gear honing method and apparatus |
| DE4317306C2 (en) * | 1993-05-26 | 1994-12-08 | Kapp Werkzeugmasch | Process for finishing the tooth flanks of gears |
-
2003
- 2003-04-18 JP JP2003114446A patent/JP4635142B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2003291026A (en) | 2003-10-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4475817B2 (en) | Method and apparatus for machining a toothed workpiece such as a gear before machining | |
| JP7224399B2 (en) | Work chamfering device, gear machining center equipped with same, and machining method using work chamfering device | |
| JP2000503602A (en) | How to machine gears during indexing | |
| US9696713B2 (en) | Method for grinding machining of bevel gears in the single-indexing method | |
| CN114173976B (en) | Method for hard finishing two toothed rings on a workpiece, and gear cutting machine, control program, hard finishing combination tool and sensor assembly therefor | |
| JP4664029B2 (en) | Creation method and machine for spiral bevel gears | |
| JP3917844B2 (en) | Cutting gears on both sides | |
| KR102737886B1 (en) | Method for forming or machining gears, and gear cutting machine designed therefor | |
| JP4517091B2 (en) | Gear finishing by synchronous drive | |
| JP4635143B2 (en) | Gear finishing by synchronous drive | |
| JP4635142B2 (en) | Gear finishing device and gear meshing method | |
| JPH08118144A (en) | Hobbing machine gear finishing method | |
| JP2025540930A (en) | Method for gear cutting with subsequent chamfering | |
| JP2004330397A (en) | Gear wheel honing method and working machine | |
| EP0950214B1 (en) | Method of controlling a machine tool | |
| JP2982531B2 (en) | Gear shape processing method | |
| JP3821345B2 (en) | Crank pin grinding method and grinding apparatus | |
| JP3910427B2 (en) | Initial phasing method of gear grinding machine | |
| JP3812869B2 (en) | Cylindrical grinding method and apparatus | |
| JP2004209575A (en) | Processing equipment | |
| JPH0957624A (en) | Dressing method for internal gear type hard gear honing | |
| JP3731715B2 (en) | How to create cylindrical cross-section contour data | |
| JP3836098B2 (en) | Crank pin grinding method and grinding apparatus | |
| JP2001260019A (en) | Grinding device and grinding method | |
| JP2003165025A (en) | Initial phase adjustment method and apparatus for gear grinding machine |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070828 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100407 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100602 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20101005 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20101014 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131203 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |