JP4620006B2 - Cylindrical shaft seal made of pile or fiber - Google Patents
Cylindrical shaft seal made of pile or fiber Download PDFInfo
- Publication number
- JP4620006B2 JP4620006B2 JP2006201055A JP2006201055A JP4620006B2 JP 4620006 B2 JP4620006 B2 JP 4620006B2 JP 2006201055 A JP2006201055 A JP 2006201055A JP 2006201055 A JP2006201055 A JP 2006201055A JP 4620006 B2 JP4620006 B2 JP 4620006B2
- Authority
- JP
- Japan
- Prior art keywords
- cylindrical
- fiber
- pile
- support member
- powder
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000000835 fiber Substances 0.000 title claims description 171
- 239000000843 powder Substances 0.000 claims description 63
- 238000007789 sealing Methods 0.000 claims description 51
- 239000003566 sealing material Substances 0.000 claims description 49
- 239000004744 fabric Substances 0.000 claims description 46
- 239000000463 material Substances 0.000 claims description 41
- 229920005989 resin Polymers 0.000 claims description 31
- 239000011347 resin Substances 0.000 claims description 31
- 239000010410 layer Substances 0.000 claims description 26
- 239000002184 metal Substances 0.000 claims description 18
- 229920002725 thermoplastic elastomer Polymers 0.000 claims description 14
- 239000011247 coating layer Substances 0.000 claims description 12
- 239000002245 particle Substances 0.000 claims description 12
- 238000004804 winding Methods 0.000 claims description 10
- 239000002356 single layer Substances 0.000 claims description 9
- 229920002803 thermoplastic polyurethane Polymers 0.000 claims description 8
- 230000002093 peripheral effect Effects 0.000 claims description 6
- 229920002994 synthetic fiber Polymers 0.000 claims description 3
- 239000012209 synthetic fiber Substances 0.000 claims description 3
- 238000000465 moulding Methods 0.000 claims description 2
- 238000003756 stirring Methods 0.000 description 10
- 238000010586 diagram Methods 0.000 description 7
- 238000005452 bending Methods 0.000 description 6
- 238000005520 cutting process Methods 0.000 description 6
- 229920001971 elastomer Polymers 0.000 description 5
- 230000001105 regulatory effect Effects 0.000 description 4
- 230000006835 compression Effects 0.000 description 3
- 238000007906 compression Methods 0.000 description 3
- 239000000806 elastomer Substances 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 3
- -1 polypropylene Polymers 0.000 description 3
- 239000005060 rubber Substances 0.000 description 3
- 229920001410 Microfiber Polymers 0.000 description 2
- 239000004743 Polypropylene Substances 0.000 description 2
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 2
- 239000012510 hollow fiber Substances 0.000 description 2
- 238000003698 laser cutting Methods 0.000 description 2
- 230000003287 optical effect Effects 0.000 description 2
- 229920001155 polypropylene Polymers 0.000 description 2
- 238000003825 pressing Methods 0.000 description 2
- 229920003002 synthetic resin Polymers 0.000 description 2
- 239000000057 synthetic resin Substances 0.000 description 2
- 239000004925 Acrylic resin Substances 0.000 description 1
- 229920000178 Acrylic resin Polymers 0.000 description 1
- 229920000742 Cotton Polymers 0.000 description 1
- 239000004677 Nylon Substances 0.000 description 1
- 239000004952 Polyamide Substances 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- 229920000297 Rayon Polymers 0.000 description 1
- XTXRWKRVRITETP-UHFFFAOYSA-N Vinyl acetate Chemical compound CC(=O)OC=C XTXRWKRVRITETP-UHFFFAOYSA-N 0.000 description 1
- 229920002978 Vinylon Polymers 0.000 description 1
- 229920000122 acrylonitrile butadiene styrene Polymers 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 239000002390 adhesive tape Substances 0.000 description 1
- 230000033228 biological regulation Effects 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 230000001276 controlling effect Effects 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 230000005489 elastic deformation Effects 0.000 description 1
- 238000005187 foaming Methods 0.000 description 1
- 210000004209 hair Anatomy 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 229920001778 nylon Polymers 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- 239000004417 polycarbonate Substances 0.000 description 1
- 229920000515 polycarbonate Polymers 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 229920005749 polyurethane resin Polymers 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- 239000002964 rayon Substances 0.000 description 1
- 238000004904 shortening Methods 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
- 229920003051 synthetic elastomer Polymers 0.000 description 1
- 229920001169 thermoplastic Polymers 0.000 description 1
- 239000004416 thermosoftening plastic Substances 0.000 description 1
- 210000002268 wool Anatomy 0.000 description 1
- 239000002759 woven fabric Substances 0.000 description 1
Images










Landscapes
- Dry Development In Electrophotography (AREA)
- Electrophotography Configuration And Component (AREA)
- Sealing Devices (AREA)
Description
この発明は、粉体を取り扱う回転装置の回転体の回転軸の端部から粉体が外部に漏洩しないようにシールする円筒状軸シール材、特に、電子写真装置における画像形成装置のトナーの供給ローラや撹拌ローラなどの回転軸からトナーの粉体が漏洩しないように回転軸の端部をシールする円筒状軸シール材に関するものである。 The present invention relates to a cylindrical shaft sealing material that seals powder from leakage from the end of a rotating shaft of a rotating body of a rotating device that handles powder, and in particular, supply of toner of an image forming apparatus in an electrophotographic apparatus The present invention relates to a cylindrical shaft sealing material that seals the end of a rotating shaft so that toner powder does not leak from the rotating shaft such as a roller and a stirring roller.
従来から、粉体を取り扱う回転装置の回転体の回転軸の端部から粉体が外部に漏洩しないようにシールする円筒状軸シール材は、オイルシールのようなゴム系のシール部材や、スポンジ系のシール部材あるいはフェルト系のシール部材が適用されている。これらのシール部材の中で、ゴム系のシール部材は粘弾性を有して摩擦係数が高い。このために高速回転になると摩擦熱を発生し、摩耗によるシール性能が低下し、寿命に問題があった。さらに、摩擦熱の発生に伴いシールされる粉体が電子写真装置のトナーなどのように樹脂よりなる粉体の場合には、摩擦熱により粉体が軟化して回転軸に固着し、装置をロックさせてしまう問題があった。また、回転体と面で接触するシール部材の場合はトルクが上昇し、装置の寿命を短縮する問題を生じていた。 Conventionally, a cylindrical shaft seal material that seals powder from the end of the rotating shaft of a rotating body of a rotating device that handles powder has been a rubber seal member such as an oil seal, or a sponge. A seal member of a system or a felt system is used. Among these sealing members, rubber-based sealing members have viscoelasticity and a high friction coefficient. For this reason, frictional heat is generated at high speed rotation, the sealing performance due to wear decreases, and there is a problem in the service life. Furthermore, when the powder to be sealed with the generation of frictional heat is a powder made of resin such as toner of an electrophotographic apparatus, the powder is softened by the frictional heat and is fixed to the rotating shaft. There was a problem of locking. Further, in the case of a seal member that is in contact with the rotating body on the surface, the torque increases, causing a problem of shortening the life of the apparatus.
一方、スポンジ系のシール部材では、シール部材中に気泡の孔を有しており、圧縮して使用することが一般的である。しかし、シール部材中に気泡の孔を有するため、粉体がシール部材の孔の中に入り込み、シール性能を低下させ、かつ、高速回転では摩擦熱によりゴムシール部材の場合と同様に、粉体がトナーである場合、シール部材の孔の中に入り込んだトナーの樹脂が軟化して回転軸に固着して回転装置の回転軸をロックさせてしまう問題があった。 On the other hand, a sponge-based seal member generally has a bubble hole in the seal member and is generally used after being compressed. However, since the sealing member has a bubble hole, the powder enters the sealing member hole, lowering the sealing performance, and at high speed rotation, the powder is caused by frictional heat as in the case of the rubber sealing member. In the case of toner, there is a problem that the resin of the toner that has entered into the hole of the seal member is softened and fixed to the rotating shaft to lock the rotating shaft of the rotating device.
さらに、フェルト系のシール部材では、ファイバーを圧縮して製作したフェルトを使用しているので、ファイバーの向きが不規則であるため、粉体がシール内のファイバー間に入り始めると、粉体の入り込みの規制ができなくなり、シール性能が低下する問題が生じていた。 Furthermore, since felt-type seal members use felt made by compressing fibers, the orientation of the fibers is irregular, so if the powder begins to enter between the fibers in the seal, There was a problem that the regulation of entry could not be performed and the sealing performance was deteriorated.
また、シール部材とその外周の回転軸支承面との間の接触力が弱いと、シール部材がシール部材の中心側の回転軸の回転に連れて回転することとなり、そのためにシール部材の外周部が摩耗して粉体がシール部材の外周部から漏れる現象が生じる。これらのことから、電子写真の画像処理装置などの粉体を取り扱う回転装置に適用するシール部材に求められる特性としては、高いシール性と回転軸との低摩擦力とを有し、かつ、高い寿命を有し、低コストであることなどである。 Further, if the contact force between the seal member and the outer peripheral rotating shaft support surface is weak, the seal member rotates with the rotation of the rotation shaft on the center side of the seal member. Wears and the powder leaks from the outer periphery of the seal member. From these, as a characteristic required for a sealing member applied to a rotating device that handles powder such as an electrophotographic image processing device, the sealing member has high sealing performance and low frictional force with a rotating shaft, and high It has a long life and is low in cost.
従来の電子写真の画像処理装置のトナーを取り扱う現像ローラなどの回転体用のシール部材は、基布の表面からパイル糸を起毛させたパイル織物からなり、カットパイルが回転方向に斜毛され、パイル糸に捲縮性のファイバーを含んでおり、このファイバーの捲縮部によりパイル根元の空隙を減らすことで、トナーが空隙部に入り込むことを防ぐ手段が提案されている(例えば、特許文献1参照。)。 A sealing member for a rotating body such as a developing roller that handles toner of a conventional electrophotographic image processing apparatus is made of a pile fabric in which pile yarn is raised from the surface of the base fabric, and the cut pile is slanted in the rotation direction, There has been proposed a means for preventing the toner from entering the gap by reducing the gap at the root of the pile by the crimped portion of the fiber including the crimpable fiber (for example, Patent Document 1). reference.).
また、スポンジおよびフェルトからなるシール部材として、スポンジなどの発泡性の基材の表面にフェルトを配置し、フェルトの表面を現像ローラや感光ドラムの外周面に接触させてシールを行うもの、あるいは中空ファイバーまたは多孔性中空ファイバーによる糸をパイル用糸とし、回転体シール部材としているものがある(例えば、特許文献2参照。)。 In addition, as a sealing member made of sponge and felt, a felt is placed on the surface of a foaming base material such as sponge, and the felt surface is brought into contact with the outer peripheral surface of the developing roller or the photosensitive drum, or hollow. Some yarns are made of fiber or porous hollow fiber as pile yarns and used as rotating body seal members (for example, see Patent Document 2).
しかし、これらのシール部材は基本的に平面状のシール部材であり、回転軸に適用するためには円形に曲げなければならないので、挿入が困難で手作業を必要とするために機械化できにくい問題があった。 However, these seal members are basically flat seal members, and must be bent into a circle in order to be applied to the rotating shaft. Therefore, it is difficult to insert and requires manual work, which makes it difficult to mechanize. was there.
本発明が解決しようとする課題は、電子写真の画像処理装置などトナーである粉体を取り扱う回転装置のトナー供給ローラなどの回転体の回転軸に軸封として適用する粉体漏出防止用のシール部材で、このシール部材を円筒状軸シール材とするとき、そのパイルもしくはファイバーの先端で形成する内径が拡大しうるので回転軸への嵌合が容易であり、しかも円筒状軸シール材の挿着が自動挿着でき、さらに粉体が回転軸から外部へ漏出することが的確に防止できる円筒状軸シール材を提供することである。 A problem to be solved by the present invention is a powder leakage prevention seal that is applied as a shaft seal to a rotating shaft of a rotating body such as a toner supply roller of a rotating device that handles toner powder such as an electrophotographic image processing apparatus. When this seal member is a cylindrical shaft seal material, the inner diameter formed by the pile or fiber tip can be enlarged, so that it can be easily fitted to the rotating shaft, and the cylindrical shaft seal material can be inserted. It is an object of the present invention to provide a cylindrical shaft sealing material that can be automatically inserted and that can accurately prevent the powder from leaking out of the rotating shaft.
本発明の手段について説明すると、粉体を取り扱う回転装置1の回転体5である回転軸5aから、すなわち、例えば、図12に示す、電子写真の画像処理装置8の供給ローラ10の回転軸10aから、粉体3が外部に漏出しないように、回転体5すなわち供給ローラ10(以下、これらを「回転体5」で表わす。)の回転軸5aすなわち回転軸10a(以下、これらを「回転軸5a」で表わす。)をシールするための円筒状軸シール材2をパイルを有するパイル織物の弾性基布4a有する円筒状のシール部材2aもしくはファイバーの植毛された弾性基材4bを有する円筒状のシール部材2aから形成する。これらの円筒状のシール部材2aはシールするための回転軸5aの外周に副う形状の円筒状の筒体から形成されている。この円筒状のシール部材2aは挿入する際に回転軸5aから遠心方向の押圧荷重を受けて弾性変形により回短軸5aの軸径に追従してパイルもしくはファイル4の中心側の先端で形成される内径が拡径状態となって回転軸5aへ圧入される。その結果、回転軸5aの軸方向のシール性が保持される。しかも、パイルもしくはファイバー4は回転軸5aから放射方向に拡大する性質を有し、この円筒状のシール部材2aが回転軸5aの回転に伴われて回らないように、円筒状支持部料2bをその外周に位置する回転軸支承面6aと摩擦係合し、円筒状回転軸支承面6aからて回り止め力を受ける。したがって、円筒状のシール部材2aに新たな回転防止手段を設ける必要がなく、利便性の高い、しかも単品で使用可能な構成に形成されている。
The means of the present invention will be described. From the rotating
この円筒状軸シール材2の円筒状のシール部材2aのパイルもしくはファイバー4はシールする粉体3の粒径に適合した密度からなるパイル密度もしくはファイバー密度を有している。すなわちパイルもしくはファイバー4の長さlと回転軸5aの回転方向へのパイルもしくはファイバー4の倒れとにより粉体3の流れを抑制するために、パイルもしくはファイバー4の長さlとパイルもしくはファイバー4のオーバーラップ量δを設定し、これらの設定したパイルもしくはファイバーの長さlとパイルもしくはファイバーのオーバーラップ量δとにより、粉体3が回転軸5aの軸方向へ漏出を防止する。換言するとパイルもしくはファイバー4間の平均ピッチP及びパイルもしくはファイバー4の倒れ角度Aを規制することで、パイルもしくはファイバー4の間に粉体3の粒子が1個は入りうるが、2個以上は入りにくいパイル密度もしくはファイバー密度とし、粉体3の食い込み量を規制している。
The pile or
さらにパイルもしくはファイバー4の中心側の先端を回転軸5aに対して低摩擦とするため、パイルを有するパイル織物の弾性基布4aもしくは円筒状のシール部材2aはファイバーを植毛された弾性基材4bらなるものとし、かつ、これらをパイルもしくはファイル4を極細ファイバーから形成することで、回転軸5aとの接触荷重を小さくし、さらに摩擦熱の発生を著しく軽減したものとしている。したがって寿命についても回転軸5aとの接触荷重が小さいことと多数のパイルもしくはファイバー4により粉体3の漏出を防止する構成としていることで高寿命を達成し得るものとしている。
Further, in order to make the tip of the center of the pile or
さらに円筒状支持部材2bの外周に位置する回転軸支承面6aの内面から粉体3が漏出することを防止するために、円筒状のシール部材2aの回転防止手段として、パイルもしくはファイバー4と回転軸5aの間の接触負荷よりも、円筒状支持部材2bの外周に位置する回転軸支承面6aの内面である取付け面と円筒状支持部材2bの外周面との間の接触負荷の方を大きくして回転軸支承面6aの内面へのグリップ力を高め、回転軸5aの回転に連れて円筒状のシール部材2aが回転軸5aと共に回転することを防止している。そのために円筒状支持部材2bを単層から形成するとき、円筒状支持部材2bとして摩擦係数の高い単層のパイプもしくはチューブ2hを使用する。さらに弱圧入による回転軸支承面6aへの取付けを可能とし、かつパイプもしくはチューブ2hを有する円筒状のシール部材2aの形状を維持しながら、円筒状支持部材2bの外周と回転軸支承面6aの内面とのグリップ力を高めるために、円筒状支持部材2bの構造を2色成形からなる複層の部材とする。その2色成形の複層の外層の部材を硬度40〜90度の軟質樹脂部材2eもしくは熱可塑性エラストマー部材2fとし、内層の部材を剛性の高い金属部材2cあるいは硬質樹脂部材2dとした2色成形の複層のパイプもしくはチューブ2hとしている。
Further, in order to prevent the
この2色成形の複層のパイプもしくはチューブ2hの部材の組み合わせは、硬質樹脂部材2d+軟質樹脂部材2e、硬質樹脂部材2d+熱可塑性エラストマー部材2f、金属部材2c+軟質樹脂部材2e、あるいは、金属部材2c+熱可塑性エラストマー部材2fなどである。
The combination of the two-color molded multi-layer pipe or
さらに円筒状支持部材2bは内層が金属部材2cである場合、その表面にウレタン樹脂コーティング層2gなどの樹脂コーティングを行い、摩擦係数を向上させた構成として回転軸支承面6aの内面とのグリップ力を高めている。以上の構造とすることで、円筒状支持部材2bが中心の回転軸5aと共に回転することを阻止し、円筒状支持部材2bの外周の回転軸支承面6aの側部から粉体3が漏出することを防止している。
Further, when the inner layer of the
すなわち、上記の課題を解決するための本発明の手段は、請求項1の発明では、粉体を取り扱う回転装置1の回転体5の回転軸5aから粉体3の漏出を阻止する円筒状軸シール材2からなり、パイル有するパイル織物の弾性基布4aもしくはファイバーの植毛された弾性基材4bからパイルもしくはファイバー4を中心側に弾性基布4aもしくは弾性基材4bを外周側に配設して円筒状のシール部材2aを形成し、円筒状のシール部材2aの弾性基布4aまたは弾性基材4bの外周に円筒状支持部材2bを配設した円筒状軸シール材2において、円筒状軸シール材2の回転防止として、円筒状のシール部材2aの外周に配設の円筒状支持部材2bの材質をパイルもしくはファイバー4の摩擦係数と同じかもしくはそれより高い摩擦係数の材質としたことを特徴とする円筒状軸シール材2である。
That is, the means of the present invention for solving the above-described problems is that, in the invention of
以上の円筒状軸シール材2の構成とすることにより、円筒状軸シール材2のパイルもしくはファイバー4と回転軸5との間の負荷よりも円筒状軸シール材2の外周に位置する回転軸支承面6aと円筒状支持部材2bの外周面との間の負荷の方を高くして、円筒状軸シール材2が回転軸5とともに回転し難くして、回転軸5から粉体3が漏出することを防止すると共に回転軸支承面6aからの粉体5の漏出防止を図った。
By adopting the configuration of the cylindrical
請求項2の発明では、上記の円筒状のシール部材2aのパイルもしくはファイバー4は、天然ファイバー、人造ファイバーもしくは合成ファイバーからなり、パイルもしくはファイバー4の単位面積当りの本数Nは、下記の(1)式に示す範囲を満足することを特徴とする請求項1の手段の円筒状軸シール材2である。
[L/{2×(2Φt+ΦF)}]2<N≦[L/(2×ΦF)]2……(1)
なお、Lは円筒状のシール部材となるシール部材の単位長さ、ΦFは平均パイル径もしくは平均ファイバー径、Φtは粉体の平均粒子径である。
In the invention of
[L / {2 × (2Φ t + Φ F )}] 2 <N ≦ [L / (2 × Φ F )] 2 (1)
In addition, L is the unit length of the sealing member to be a cylindrical sealing member, Φ F is the average pile diameter or average fiber diameter, and Φ t is the average particle diameter of the powder.
請求項3の発明では、上記の円筒状のシール部材2aのパイルもしくはファイバー4の長さl及び回転軸周囲におけるパイルもしくはファイバー4の間のオーバーラップ量δは、下記の(2)式に示す関係を満足することを特徴とする請求項2の手段の円筒状軸シール材2である。
δ>l−[l×{(ΦF+2Φt)/P}]……(2)
なお、(2)式において、
P=L/(N)1/2……(3)
の関係を有する。
なお、Pはパイルもしくはファイバー4の間の平均ピッチである。
In the invention of
δ> l− [l × {(Φ F + 2Φ t ) / P}] (2)
In equation (2),
P = L / (N) 1/2 (3)
Have the relationship.
P is an average pitch between piles or
請求項4の発明では、上記の円筒状軸シール材2の円筒状支持部材2bは、軟質樹脂部材2eまたは熱可塑性エラストマー部材2fからなる単層のパイプまたはチューブ2hからなる円筒状支持部材2b、もしくは、内層を硬質樹脂部材2dまたは金属部材2cと、その外層を軟質樹脂部材2eまたは熱可塑性エラストマー部材2fあるいはウレタン樹脂コーティング層2gとした2色成形の複層のパイプまたはチューブ2hからなる円筒状支持部材2bからなることを特徴とする請求項1〜3のいずれか1項の手段の円筒状軸シール材2である。
In the invention of
請求項5の発明では、上記の円筒状軸シール材2の円筒状支持部材2bの複層の外層が金属部材2cからなる場合には、金属部材2cの表面に軟質樹脂部材2eもしくは熱可塑性エラストマー部材2fを配設もしくはウレタン樹脂コーティング層2gを形成していることを特徴とする請求項4の手段の円筒状軸シール材2である。
In the invention of
請求項6の発明では、上記の円筒状軸シール材2の円筒状支持部材2bを構成するパイプもしくはチューブ2hは円筒状に押出し成形した成形体7aあるいは薄板をスパイラル状に巻き回して円筒状とした成形体7bからなることを特徴とする請求項5の手段の円筒状軸シール材である。
In the invention of claim 6 , the pipe or
上記の本発明の手段とすることで、粉体を用いて処理する装置、例えば電子写真の画像処理装置におけるトナーである粉体の供給ローラなどの回転体において、回転軸から粉体が漏出することを防止した高シール性、低摩擦力、高寿命、低コストの円筒状軸シール材であり、円筒状のシール部材の円筒支持部材はその外周の取付孔の内面と高い摩擦力で係止し、一方、円筒状のシール部材のパイルもしくはファイバーは回転軸と低摩擦力で当接して粉体の漏出をシールしている。さらに円筒状軸シール材は既に円筒体に成形されているので、従来の板状体のシール材のように挿着時に筒状に曲げる必要がなく、回転軸の軸径に容易に追従して挿着でき、このためにこの挿着を自動化することができるなど、本発明の円筒状軸シール材は優れた効果を奏するものである。 By using the above-described means of the present invention, powder leaks from the rotating shaft in a rotating body such as a powder supply roller as a toner in an apparatus for processing using powder, for example, an electrophotographic image processing apparatus. This is a cylindrical shaft seal material with high sealing performance, low friction force, long life, and low cost. The cylindrical support member of the cylindrical seal member is locked with the inner surface of the mounting hole on the outer periphery with high friction force. On the other hand, the pile or fiber of the cylindrical sealing member is in contact with the rotating shaft with a low frictional force to seal powder leakage. Furthermore, since the cylindrical shaft sealing material is already formed into a cylindrical body, it is not necessary to bend it into a cylindrical shape when inserted as in the case of a conventional plate-shaped sealing material, and easily follows the shaft diameter of the rotating shaft. The cylindrical shaft sealing material of the present invention has an excellent effect that it can be inserted and, for this reason, this insertion can be automated.
発明を実施するための最良の形態について、図面を参照して説明する。
先ず、本発明配設の実施の形態の手段では、粉体3を取り扱う回転装置1として図12に示す電子写真の画像処理装置8において、トナー容器11からトナーを供給する供給ローラ10の回転軸10a、すなわち粉体3を使用する回転体5の回転軸5a、に適用して軸封するための円筒状軸シール材2の円筒状のシール部材2aにおけるものである。この円筒状のシール部材2aは、回転軸10aに嵌合するもので、回転軸10aに副うように円筒状のシール部材2aとなっている。この円筒状シール部材2aはパイル有するパイル織物の弾性基布4aもしくはファイバーの植毛された弾性基材4bから形成され、それらのパイルもしくはファイバー4を中心側に弾性基布4aもしくは弾性基材4bを外側に配設して円筒状のシール部材2aとされている。さらにこの円筒状のシール部材2aは円筒状支持部材2bにより周囲から支持されている。これらのパイルもしくはファイバー4は円筒状支持部材2bの内側に形成のパイルを有するパイル織物の弾性基布4aもしくは円筒状支持部材2bに静電植毛法により植毛されたファイバーを有する弾性基材4bのパイルもしくはファイバー4から構成されている。この円筒状のシール部材2aの外径は、円筒状のシール部材2aを挿入する円筒状支持部材2bの孔径と同じであるか若干大きく、パイルを有するパイル織物の弾性基布4aもしくはファイバーを有する弾性基材4bが円筒状支持部材2bの孔径の押圧に抗して回円筒状支持部材2bに押し込んで挿着可能に形成されている。
The best mode for carrying out the invention will be described with reference to the drawings.
First, according to the means of the embodiment of the present invention, the rotation shaft of the
上記の手段の実施の形態において、円筒状軸シール材2が回転軸5a、例えばトナーの供給ローラ10の回転軸10aの回転に伴われて回転することを防止する回転防止手段として、円筒状のシール部材2aの外周に配置する円筒状支持部材2bの材質をパイルもしくはファイバー4の摩擦係数と同じかもしくはそれよりも高い摩擦係数の材質とすることで、円筒状軸シール材2が回転軸5aすなわち供給ローラ10の回転軸10aを支持する支持枠6の回転軸支承面6aに回転することなく係止するものとした。
In the embodiment of the above means, the cylindrical
さらに上記の実施の形態において、シール部材2のパイルを有するパイル織物の弾性基布4aもしくはファイバーの植毛された弾性基材4bからなるパイルもしくはファイバー4の材質は、綿、羊毛あるいは絹などの天然繊維からなるもの、もしくはポリエステル、ポリアミド(商標名ナイロン)、アクリル、ポリプロピレン、酢酸ビニル(商標名ビニロン)やレーヨンなどの合成繊維や人造繊維よりなる、もしくは、それらの混織された繊維よりなる、パイルもしくはファイバー4とした。さらに、これらのパイルを有するパイル織物の弾性基布4aもしくはファイバーの植毛された弾性基材4bの単位面積当りのファイバーの本数をNとするとき、単位面積当りのファイバーの本数Nは、下記の(1)式に示す範囲で構成した。
[L/{2×(2Φt+ΦF)}]2<N≦[L/(2×ΦF)]2……(1)
なお、Lは円筒状のシール部材となるシール部材の単位長さ、ΦFは平均パイル径もしくは平均ファイバー径、Φtは粉体の平均粒子径である。
Further, in the above-described embodiment, the material of the pile or
[L / {2 × (2Φ t + Φ F )}] 2 <N ≦ [L / (2 × Φ F )] 2 (1)
In addition, L is the unit length of the sealing member to be a cylindrical sealing member, Φ F is the average pile diameter or average fiber diameter, and Φ t is the average particle diameter of the powder.
さらに、上記の実施の形態では、円筒状のシール部材2aのパイルもしくはファイバー4の長さl及び回転軸周囲におけるパイルもしくはファイバー4の間のオーバーラップ量δは、下記の(2)式に示す関係を満足する円筒状軸シール材2とした。
δ>l−[l×{(ΦF+2Φt)/P}]……(2)
なお、(2)式において、
P=L/(N)1/2……(3)
の関係を有する。
なお、Pはパイルもしくはファイバー4の間の平均ピッチである。
Furthermore, in the above embodiment, the length l of the pile or
δ> l− [l × {(Φ F + 2Φ t ) / P}] (2)
In equation (2),
P = L / (N) 1/2 (3)
Have the relationship.
P is an average pitch between piles or
また、さらに上記の実施の形態では、円筒状軸シール材2において最外層に配置する円筒状支持部材2bは、パイルもしくはファイバー4の摩擦係数よりも摩擦係数の高い素材として軟質樹脂部材2eまたは熱可塑性エラストマー部材2fからなる単層のパイプまたはチューブ2hからなる円筒状支持部材2bとした。しかし、この単層の円筒状支持部材2bの代わりに複層の円筒状支持部材2bとするときは、円筒状支持部材2bとして、内層を硬質樹脂部材2dまたは金属部材2cからなるものとし、その外層をパイルもしくはファイバー4の摩擦係数よりも摩擦係数の高い素材として軟質樹脂部材2eまたは熱可塑性エラストマー部材2fあるいはウレタン樹脂コーティング層2gとした複層からなるパイプまたはチューブ2hの円筒状支持部材2bとした。
Furthermore, in the above-described embodiment, the
さらに、上記の実施の形態では、円筒状軸シール材2の円筒状支持部材2bが内層と外層の複層からなり、その外層自体が金属部材2cからなる場合には、円筒状支持部材2bの外層である金属部材2cの表面にパイルもしくはファイバー4の摩擦係数よりも摩擦係数の高い素材である軟質樹脂部材2eもしくは熱可塑性エラストマー部材2fを配設して円筒状支持部材2bとし、もしくはウレタン樹脂コーティング層2gを形成して円筒状支持部材2bとした。すなわち、図6に示すように、その(a)に単層の円筒状支持部材2bの側面と断面の切断図を示し、単層の円筒状支持部材2bは軟質樹脂部材2eあるいは熱可塑性エラストマー部材2fからなり、その内部にパイルを有するパイル織物の弾性基布4aもしくはファイバーの植毛された弾性基材4bを有し、パイルもしくはファイバー4が中心に向いて配設されており、(b)に複層の円筒状支持部材2bの側面と断面の切断図を示し、複層の円筒状支持部材2bは外層に軟質樹脂部材2eあるいは熱可塑性エラストマー部材2fを有し、内層に硬質樹脂部材2dもしくは金属部材2cからなり、その内部にパイルを有するパイル織物の弾性基布4aもしくはファイバーの植毛された弾性基材4bを有し、パイルもしくはファイバー4が中心に向いて配設されている。さらに、図6の(c)にコーティング層からなる複層の円筒状支持部材2bの側面と断面の切断図を示し、コーティング層を有する円筒状支持部材2bは硬質樹脂部材2dもしくは金属部材2cの表面にウレタン樹脂コーティング層2gを積層しており、内部にパイルを有するパイル織物の弾性基布4aもしくはファイバーの植毛された弾性基材4bを有し、パイルもしくはファイバー4が中心に向いて配設されている。上記において、軟質樹脂部材としては、軟質ポリエチレン、軟質ポリプロピレン、軟質アクリル、ポリウレタンなどの部材から選択し、硬質樹脂部材としては、ABS樹脂、ポリカーボネート、硬質アクリル樹脂などの部材から選択して用いるものとする。
Furthermore, in the above embodiment, when the
また、さらに上記の実施の形態において、円筒状軸シール材2の円筒状支持部材2bを構成するパイプもしくはチューブ2hの製造は、図7に見られるように、合成樹脂やエラストマーや金属を円筒状に押出し成形した成形体7aからなるものとするか、あるいは合成樹脂やエラストマーや金属の薄板の細帯片をスパイラル状に巻き回して円筒状に成形した成形体7からなるものとし、これらの円筒状の成形体7を円筒状軸シール材2として必要な長さに、レーザー切断、超音波切断、ワイヤー切断あるいは刃物切断を行い、円筒状軸シール材2とした。
Further, in the above embodiment, the pipe or
ところで、上記の円筒状軸シール材2でシールする粉体の粒子径は、例えばトナーの場合には、その平均粒子径Φtは30μmのものから1μmのものが存在する。一方、上記のパイルもしくはファイバー4の平均ファイバー径ΦFは30μm以下のものである。すなわち、円筒状のシール部材2aは回転軸5aと低摩擦を達成するために植毛されたパイルもしくはファイバー4であるが、それらは上記の平均ファイバー径ΦFの極細のファイバーからなっており、回転軸5aとの接触荷重が小さく、摩擦熱が著しく軽減されている。さらに、円筒状のシール部材2aの寿命は、作用する力が低荷重で、かつ、パイル状ファイバー4を構成する多数のファイバーにより粉体3の漏出を防止する構成であるので、円筒状のシール部材2aは高寿命を達成することができるものである。
By the way, the particle diameter of the powder sealed with the cylindrical
円筒状のシール部材2aは回転軸5aから遠心方向の押圧力を受けると、円筒状のシール部材2aは弾性変形して回転軸5aの軸径に抗して円筒状のシール部材2aのパイルもしくはファイバー4の先端はやや傾倒して内径を拡大するので、回転軸5aへの圧入が容易となる。このようにして円筒状のシール部材2aは粉体3の回転軸方向のシール性を保持できる構造になっている。しかも、円筒状のシール部材2aの外層の円筒状支持部材2bはその外周の回転軸支承面6aとの摩擦力を有しているので、円筒状のシール部材2aが回転軸5aの回転に連れて回転することを回り止めする力が生じる。このため、円筒状のシール部材2aは新たな回転防止手段を設ける必要がなく、利便性の高い構成となっている。
When the
さらに、粉体3のシール性については、粉体3の粒径に合った所定のパイル密度もしくはファイバー密度に構成し、回転軸5aすなわち回転軸5aの回転により、回転軸5aの軸方向へパイルもしくはファイバー4すなわち植毛されたファイバー4もしくはパイル織物のパイルが傾倒することで、粉体3の回転軸5aの軸方向への流れを規制している。このために植毛されたファイバー4もしくはパイル織物のパイルの長さlおよび植毛されたファイバー4もしくはパイル織物のパイルの隣接同士のオーバーラップ量δを所定の大きさに設定することで、植毛されたファイバー4もしくはパイル織物のパイルの間を通って粉体3が漏出することを防止している。換言すると植毛されたファイバー4もしくはパイル織物のパイルの間の隣接同士の平均ピッチPおよび植毛されたファイバー4もしくはパイル織物のパイルの倒れ角度を適宜大きさに規制することで、植毛されたファイバー4もしくはパイル織物のパイルの隣接間に粉体3が2個以上入り難いファイバー密度あるいはパイル密度としている。すなわち植毛されたファイバー4もしくはパイル織物のパイルの密度は粉体3がそれらの間に食い込んで引っ掛かる間隔からなる食い込み量に形成されている。
Further, the sealing performance of the
ところで、上記の式ファイバー間の密度を示すファイバーの平均ピッチPについてさらに図1〜4の模式的イメージ図により説明する。この場合、各図において、(a)は回転軸方向に平行な各列の先端のファイバー4が回転軸5aの方向と鉛直に並んでいる場合で、(b)は回転軸方向に平行な1列置きの先端のファイバーが回転軸5aの方向と鉛直に並んでいる場合である。
By the way, the average pitch P of the fibers indicating the density between the above-described formula fibers will be further described with reference to the schematic image diagrams of FIGS. In this case, in each figure, (a) is the case where the
ケース1:密度を示すファイバーの平均ピッチP=平均ファイバー径ΦF
このケース1の模式的イメージ図を図1の(a)、(b)に示す。このケース1では、ファイバーが緻密過ぎてファイバーが荷重によって傾倒しにくい条件となっている。ところで、(a)の場合は各ファイバーの側面が直接に接している方向への傾倒であるので、ファイバーが傾倒することができず、(b)の場合はファイバーが直接に接していない方向への傾倒であるので、接するまで傾倒できる。このケース1では、ファイバーの配置によって粉体3の流れを形成し、粉体3を規制することに適していない条件である。また、ファイバー密度を緻密にしていることで荷重も高くなり、本発明の目的から外れている形状になっている。
Case 1: Average fiber pitch P = average fiber diameter Φ F
A schematic image diagram of the
ケース2:密度を示すファイバーの平均ピッチP=2倍×平均ファイバー径ΦF
このケース2のイメージ図を図2の(a)、(b)に示す。このようにファイバーの平均ピッチPを平均ファイバー径ΦFの2倍とすることで、各ファイバー間に空隙ができてファイバーが傾倒する空間が生じ、回転軸5aの回転方向に対しファイバーが傾倒する条件となっており、ファイバーによる粉体3の流れを規制する方向の形状になっている。
Case 2: Average fiber pitch P = 2 times x average fiber diameter Φ F
An image of
ケース3:密度を示すファイバーの平均ピッチP=2×(2Φt+ΦF)
このケース3のイメージ図を図3の(a)、(b)に示す。このP=2×(2Φt+ΦF)にした条件であり、ファイバーの平均ピッチPを2×(2Φt+ΦF)とすることで、各ファイバーの本数Nもかなり少なくなっている。このため各ファイバーの撓み量を多くする必要があり、使用条件によっては粉体3を規制できない条件でもある。
Case 3: Average pitch P of fibers showing density P = 2 × (2Φ t + Φ F )
An image of the
ケース4:密度を示すファイバーの平均ピッチP=2×(Φt+ΦF)
このケース4のイメージ図を図4の(a)、(b)に示す。このP=2×(Φt+ΦF)にした条件は、通常使用している条件であり、圧縮50%の前後で規制が可能な条件になっている。
なお、上記の(2)式、すなわち、
δ>l−[l×{(ΦF+2Φt)/P}]……(2)
は、ファイバーが傾倒して、密接した時の条件の式であり、基本的には最大荷重になる条件である。しかし、ファイバーに中空ファイバーもしくは多孔ファイバーを用いた場合には、ファイバーが密接した後も、ファイバーが変形し、さらに撓むため上限を決めることが現実不可能と考えて、あえて下限以上とした式にしてある。
Case 4: Average fiber pitch indicating density P = 2 × (Φ t + Φ F )
An image of the
The above equation (2), that is,
δ> l− [l × {(Φ F + 2Φ t ) / P}] (2)
Is an equation for the condition when the fiber is tilted and in close contact, and is basically the condition for maximum load. However, when a hollow fiber or porous fiber is used for the fiber, the fiber is deformed and further bent even after the fiber is in close contact. It is.
ファイバーが特殊でない場合は、
l−{l×(ΦF/P)}≧δ>l−[l×{(ΦF+2Φt)/P}]……(4)
となる。
上記の(4)式において、ΦF/Pおよび(ΦF+2Φt)/Pはsinθの大きさを表わし、ΦF/Pはファイバー同士が接するときの角度であり、(ΦF+2Φt)/Pは粉体3がファイバー同士の間に2個入る時の角度を表わす。したがって、ファイバーの長さlを乗じるとファイバーが傾倒したときの高さがわかり、荷重のない時の高さである[l×{(ΦF+2Φt)/P}]の値をファイバーの長さlから減じると、変形量δになる。
If the fiber is not special,
l− {l × (Φ F / P)} ≧ δ> l− [l × {(Φ F + 2Φ t ) / P}] (4)
It becomes.
In the above equation (4), Φ F / P and (Φ F + 2Φ t ) / P represent the magnitude of sin θ, Φ F / P is an angle when the fibers contact each other, and (Φ F + 2Φ t ) / P represents the angle at which two
本発明の円筒状のシール部材2aの特徴は、円筒状のシール部材2aを形成するファイバー4同士の間隔にトナーなどの粉体3の粒子2個が入り込まない条件としている点である。
The
図5に上記のケース1、ケース2、ケース3における計算上のファイバーの変形量(撓み量)すなわち圧縮量(mm)と単位面積当りのファイバーに掛かる荷重(g/inch2)の関係を示す。
FIG. 5 shows the relationship between the calculated fiber deformation amount (deflection amount), that is, the compression amount (mm) and the load (g / inch 2 ) applied to the fiber per unit area in the
パイルを有するパイル織物の弾性基布4aもしくはファイバーの植毛された弾性基材4bからなる平面状に展開した細帯状シール部材2iを円筒状のシール部材2aに巻き回し、円筒状のシール部材2aとなるように、これらのパイルもしくはファイバー4を内径側に向け、かつ、弾性基布もしくは弾性基材を外径側に向けて円筒状に巻き回して円筒状支持部材2bを有する円筒状のシール部材2aに形成している。
A thin strip-shaped seal member 2i made of a pile woven
このように円筒状のシール部材2aは平面状のパイルを有するパイル織物の弾性基布4aもしくはファイバーの植毛された弾性基材4bから加工して製造される。この製造において、ファイバーを植毛した円筒状支持部材2bの弾性基材4bが肉薄の板状の熱可塑性の軟質樹脂部材2eからなる場合は、加熱により熱変形することで容易に円筒状のシール部材2aにすることが可能である。
Thus, the
すなわち、図7の円筒状軸シール材2の製造工程図に示すように、パイル有するパイル織物の弾性基布4aもしくはファイバーの植毛された弾性基材4bからなる細帯状シール部材2iをパイルもしくはファイバー4を内側にして巻きつけ用軸12の回りにスパイラル状に巻き回して軸つきの円筒状のシール部材2aとする。次いでこの軸つきの円筒状のシール部材2aの外周に接着剤を塗着または両面接着テープを巻き付け、その上にパイプもしくはチューブ2hの円筒状支持部材2bを外側から挿着して付着する。次いで巻きつけ用軸12を軸つきシール部材から抜き去り円筒状支持部材2bとする。次いで円筒状軸シール材2として必要な長さにレーザー切断、超音波切断、ワイヤー切断あるいは刃物切断などを行い、円筒状軸シール材2とする。
That is, as shown in the manufacturing process diagram of the cylindrical
図8は、円筒状軸シール材2の使用例を示す図で、(a)は図12の電子写真の画像処理装置8のトナー容器11からトナーを供給する供給ローラ10の支持枠6の側壁6aの取付孔に挿通した回転軸10aに円筒状軸シール材2を使用した例を断面で示す側面図で、円筒状軸シール材2の軸方向の外側には回転軸10aの軸受6bが挿通されている。(b)は同装置のトナー容器11の撹拌ローラ軸11aに円筒状軸シール材2を使用した例を示す図である。さらに(c)は他の実施の形態の粉体ミキサー13の下部に有する撹拌羽根14の回転軸15に円筒状軸シール材2を使用した例を示す図である。ところで上記の(a)に示すように、円筒状軸シール材2を軸受6bと隣接して使用する場合には、予め円筒状軸シール材2の側面を軸受6bの側面に接着して一体に成形しておくと、これらの挿着する際に一度に挿着可能で、その手間を省くことができ、より機械化できるものとなる利点を有する。
FIG. 8 is a diagram showing an example of use of the cylindrical
図9のグラフに、ヤング率が270kg/mm2、ファイバー長さが3mm、変形量(撓み量)が1.5mmのファイバーを用いた円筒状のシール部材2aにおいて、平均ファイバー径ΦF(μm)と荷重(kg/1本)の関係を示す。この場合、横軸は平均ファイバー径ΦF(μm)であり、縦軸はファイバーに掛かる荷重(kg/1本)である。
In the graph of FIG. 9, in the
図10のグラフに、平均ファイバー径5μm、平均ファイバー径15μm、平均ファイバー径35μmの圧縮量50%とする時のファイバー長さと荷重の関係を、縦軸に荷重(g/cm2)、横軸にファイバー長さ(mm)として示す。ところで、画像処理におけるトナーの粒径は数μm〜数10μmであるので、これらのトナーを適用しうるファイバーの平均ファイバー径ΦF(μm)は、以上の図9および図10から、使用するトナーの粒径に合わせて数μm〜40μmとすれば良い。 In the graph of FIG. 10, the relationship between the fiber length and the load when the average fiber diameter is 5 μm, the average fiber diameter is 15 μm, and the average fiber diameter is 35 μm and the compression amount is 50%, the vertical axis is the load (g / cm 2 ), and the horizontal axis is Is shown as fiber length (mm). By the way, since the particle diameter of the toner in the image processing is several μm to several tens of μm, the average fiber diameter Φ F (μm) of the fiber to which these toners can be applied is based on the above-described FIG. 9 and FIG. Depending on the particle size of the film, it may be several μm to 40 μm.
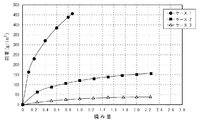
図11のグラフに、本発明のファイバーからなる円筒状シール部材2aと従来のOリングからなる円筒状シール部材2aの荷重(g)と粉体の食い込み量(mm)の関係を対比して示す。この場合、縦軸は荷重(g)であり、横軸は粉体の食い込み量(mm)である。本発明のファイバーからなる円筒状シール部材2aは荷重50gで0.2mmの食い込み量があり、荷重100gで0.8mmの食い込み量で、荷重110gで1.0mmの食い込み量である。これに対し従来のOリングでは、荷重と食い込み量は直線的であり、荷重500gで0.1mmの食い込み量であり、荷重1000gで0.2mmの食い込量となる。すなわち、本発明の円筒状シール部材2aはシール性が良好であり回短軸に掛かるトルクが小さくて済む。しかし、従来のOリングでは、シール性は極めて悪く、大きなトルクを必要とする。
In the graph of FIG. 11, the relationship between the load (g) of the
本発明の手段の円筒状のシール部材2aを平均ファイバー径ΦF(μm)、ファイバー密度(本数/in2)、ファイバーの平均ピッチ(μm)を変えて、ファイバー長さ3.2mm、粉体の平均粒子径6μmで実施した例1〜6を表1に示す。
The

この結果、例2はファイバー密度が186,480本/in2で、上記の単位面積当りのファイバーの本数Nの(1)式から得られる最低必要本数の221,248本/in2に不足しており、結果は不良であった。これに対し、その他の例1および例3〜例6は、結果は全て良好であった。 As a result, Example 2 in the fiber density of 186,480 present / in 2, missing 221,248 present / in 2 of minimum required number obtained from (1) the number N of fibers per unit area of the The result was poor. On the other hand, the results of other Examples 1 and 3 to 6 were all good.
図12に、本発明の円筒状軸シール材2を使用した例として、電子写真の画像処理装置8を示す。画像処理装置8はトナー供給部であるトナーを収容するトナー容器11と、トナーを撹拌する撹拌羽根軸11aと、回転軸10aを有する供給ローラ10と、現像剤担持ローラ9を有し、さらに感光現像部である感光体ドラム8aと、転写ローラ8bと、光学部8cと、帯電器8dと、クリーニングブレード8eを有する。この電子写真の画像処理装置8において、トナー容器11からトナーを供給する供給ローラ10の回転軸10aに円筒状軸シール材2を使用した。また、他の例では、同装置のトナー容器11の撹拌ローラ軸11aに円筒状軸シール材2を使用した。
FIG. 12 shows an electrophotographic
1 粉体を取り扱う回転装置
2 円筒状軸シール材
2a 円筒状のシール部材
2b 円筒状支持部材
2c 金属部材
2d 硬質樹脂部材
2e 軟質樹脂部材
2f 熱可塑性エラストマー部材
2g ウレタン樹脂コーティング層
2h パイプもしくはチューブ
2i 細帯状シール部材
3 粉体
4 パイルもしくはファイバー
4a パイルを有するパイル織物の弾性基布
4b ファイバーの植毛された弾性基材
5 回転体
5a 回転軸
6 支持枠
6a 回転軸支承面
6b 軸受
7 円筒状の成形体
7a 円筒状に押出し成形した成形体
7b 薄板をスパイラル状に巻き回して円筒状とした成形体
8 電子写真の画像処理装置
8a 感光体ドラム
8b 転写ローラ
8c 光学部
8d 帯電器
8e クーリングブレード
9 現像剤担持ローラ
10 供給ローラ
10a 回転軸
11 トナー容器
11a 撹拌ローラ軸
12 巻きつけ用軸
13 粉体ミキサー
14 撹拌羽根
15 回転軸
DESCRIPTION OF
Claims (6)
[L/{2×(2Φt+ΦF)}]2<N≦[L/(2×ΦF)]2……(1)
なお、Lは円筒状のシール部材となるシール部材の単位長さ、ΦFは平均パイル径もしくは平均ファイバー径、Φtは粉体の平均粒子径である。 The pile or fiber of the cylindrical seal member is made of natural fiber, man-made fiber or synthetic fiber, and the number N per unit area of the pile or fiber satisfies the range shown in the following formula (1). The cylindrical shaft sealing material according to claim 1 .
[L / {2 × (2Φ t + Φ F )}] 2 <N ≦ [L / (2 × Φ F )] 2 (1)
In addition, L is the unit length of the sealing member to be a cylindrical sealing member, Φ F is the average pile diameter or average fiber diameter, and Φ t is the average particle diameter of the powder.
δ>l−[l×{(ΦF+2Φt)/P}]……(2)
なお、(2)式において、
P=L/(N)1/2……(3)
の関係を有する。
なお、Pはパイルもしくはファイバーの間の平均ピッチである。 The length l of the pile or fiber of the cylindrical sealing member and the overlap amount δ between the piles or fibers around the rotation axis satisfy the relationship expressed by the following equation (2). The cylindrical shaft sealing material according to 1.
δ> l− [l × {(Φ F + 2Φ t ) / P}] (2)
In equation (2),
P = L / (N) 1/2 (3)
Have the relationship.
Note that P is an average pitch between piles or fibers.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006201055A JP4620006B2 (en) | 2006-07-24 | 2006-07-24 | Cylindrical shaft seal made of pile or fiber |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006201055A JP4620006B2 (en) | 2006-07-24 | 2006-07-24 | Cylindrical shaft seal made of pile or fiber |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2008026729A JP2008026729A (en) | 2008-02-07 |
| JP4620006B2 true JP4620006B2 (en) | 2011-01-26 |
Family
ID=39117399
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006201055A Active JP4620006B2 (en) | 2006-07-24 | 2006-07-24 | Cylindrical shaft seal made of pile or fiber |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4620006B2 (en) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5568780B2 (en) * | 2011-07-22 | 2014-08-13 | コニカミノルタ株式会社 | Developing device and image forming apparatus |
| US9903476B2 (en) | 2012-12-25 | 2018-02-27 | Susumu Shoji | Cylindrical shaft-sealing material obtained from pile weave or knit |
| JP2015197179A (en) * | 2014-04-02 | 2015-11-09 | ニッタ株式会社 | seal material and seal mechanism |
| JP6937498B2 (en) * | 2016-06-18 | 2021-09-22 | 三和テクノ株式会社 | Sealing material made of cut pile woven fabric |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0384287A (en) * | 1989-08-25 | 1991-04-09 | Tokyo Seiko Co Ltd | Bristle-filled metallic tube and manufacture thereof |
| JPH0351454U (en) * | 1989-09-25 | 1991-05-20 | ||
| JPH09269656A (en) * | 1996-04-02 | 1997-10-14 | Chiyoda Integure Kk | Seal material |
| JPH11125971A (en) * | 1997-08-20 | 1999-05-11 | Tsuchiya Teisuko Kk | Sealing material to prevent powder material from leaking |
| JP2003056713A (en) * | 2001-08-22 | 2003-02-26 | T & M Kk | Seal material for rotor, its usage, and development apparatus |
| JP2005031432A (en) * | 2003-07-14 | 2005-02-03 | Fuji Denki Gazo Device Kk | Electrophotographic process unit |
| JP2005201427A (en) * | 2004-01-19 | 2005-07-28 | Sanwa Techno Kk | Sealing material for rotor, usage thereof, rotor device, developing device and image forming apparatus |
-
2006
- 2006-07-24 JP JP2006201055A patent/JP4620006B2/en active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0384287A (en) * | 1989-08-25 | 1991-04-09 | Tokyo Seiko Co Ltd | Bristle-filled metallic tube and manufacture thereof |
| JPH0351454U (en) * | 1989-09-25 | 1991-05-20 | ||
| JPH09269656A (en) * | 1996-04-02 | 1997-10-14 | Chiyoda Integure Kk | Seal material |
| JPH11125971A (en) * | 1997-08-20 | 1999-05-11 | Tsuchiya Teisuko Kk | Sealing material to prevent powder material from leaking |
| JP2003056713A (en) * | 2001-08-22 | 2003-02-26 | T & M Kk | Seal material for rotor, its usage, and development apparatus |
| JP2005031432A (en) * | 2003-07-14 | 2005-02-03 | Fuji Denki Gazo Device Kk | Electrophotographic process unit |
| JP2005201427A (en) * | 2004-01-19 | 2005-07-28 | Sanwa Techno Kk | Sealing material for rotor, usage thereof, rotor device, developing device and image forming apparatus |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2008026729A (en) | 2008-02-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4620006B2 (en) | Cylindrical shaft seal made of pile or fiber | |
| JP4268697B2 (en) | Electrophotographic apparatus and sealing material provided with sealing material for preventing leakage of granular material | |
| JP2010085987A (en) | Protective layer forming device, image forming apparatus and process cartridge | |
| TWI224244B (en) | Sealing material for preventing the leakage of fine particle and having excellent slippery property and abrasion resistance | |
| JPWO2014102897A1 (en) | Cylindrical shaft seal material made of pile knitted fabric | |
| JP4314317B2 (en) | Manufacturing method of sealing material for preventing leakage of granular material | |
| JP4620005B2 (en) | Cylindrical seal member made of pile or fiber | |
| US6421517B1 (en) | Toner supply device with rotatable agitating element | |
| JP5447223B2 (en) | Cleaning member, charging device, process cartridge, and image forming apparatus for image forming apparatus | |
| JPWO2013164872A1 (en) | Electrophotographic image forming apparatus having end seal material | |
| JP6443133B2 (en) | Development device | |
| JP2019184738A (en) | Cleaning member, image formation device unit, and image formation device | |
| JPH1161101A (en) | Sealing material for leak inhibition of fine powder | |
| JP3188029U (en) | Toner seal material | |
| JP4194043B2 (en) | Seal material for preventing leakage of fine particles | |
| JP3955049B2 (en) | Manufacturing method of sealing material for preventing leakage of fine particles | |
| JP2001350335A (en) | Toner replenishing device | |
| JP2002082531A (en) | Image forming device | |
| JP3833356B2 (en) | Cleaning device for electrophotographic copying machine | |
| WO2022260054A1 (en) | Shaft-sealing unit | |
| JP2014137453A (en) | Charging device, assembly, and image forming apparatus | |
| JP2003053277A (en) | Cleaning member for fine particle and sealing member | |
| JP2019144383A (en) | Image formation device and photoreceptor unit | |
| JP2008026392A (en) | Development device | |
| JP2009265191A (en) | Seal member for sealing leakage of powder to outside of powder carrier roller |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080326 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100804 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20101004 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20101026 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20101027 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131105 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4620006 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |