JP4551596B2 - Manufacturing method of back-posted advertising poster sheet - Google Patents
Manufacturing method of back-posted advertising poster sheet Download PDFInfo
- Publication number
- JP4551596B2 JP4551596B2 JP2001309213A JP2001309213A JP4551596B2 JP 4551596 B2 JP4551596 B2 JP 4551596B2 JP 2001309213 A JP2001309213 A JP 2001309213A JP 2001309213 A JP2001309213 A JP 2001309213A JP 4551596 B2 JP4551596 B2 JP 4551596B2
- Authority
- JP
- Japan
- Prior art keywords
- sheet
- paper
- printed
- micro
- back surface
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images






Landscapes
- Adhesives Or Adhesive Processes (AREA)
- Paper (AREA)
- Adhesive Tapes (AREA)
Description
【0001】
【発明の属する技術分野】
本発明は、窓の透明ガラス、車の透明窓ガラス、透明プラスティック板等の裏面に貼って、表側より印刷画像を見る、いわゆる裏貼り広告ポスターシートにおいて、貼り付け施工性、再剥離性、糊残り皆無性、再使用性、保管性を著しく改善した広告ポスターシートに関する。尚、本発明では広告ポスターシートとは広い意味で使用するもので、宣伝、広告以外にも、各種印刷表示されものは全て含む意味である。
【0002】
【従来の技術】
従来、広告用ポスターシートは、被着体の表面に貼って使う、いわゆる表貼り広告ポスターシートがほとんどであるが、販促用POP等は雨、風を避ける為、あるいは、故意に剥がされるのを防止するため、透明な窓ガラスの内側に裏貼りし、窓ガラスの外から窓ガラスを通して広告を見せる場合が多い。この場合、広告ポスターシートは出来るだけガラスに密着する様に4隅をテープ止めするのであるが、密着して貼ることは困難で、隙間ができ、窓ガラスの外から見ると、美観を損ねた浮いた貼り物になってしまう。
【0003】
この浮きを無くす為、印刷した印刷面上に、粘着剤を塗布した、いわゆる糊付き広告ポスターシートが使用されている。しかし、この最大の欠点は窓ガラス等に貼り付けた時,広告ポスターシートが大面積になると気泡の混入、しわ(皺)の発生により美しく貼れない難しさにある。特に印刷シートが紙等の場合、たとえ上手に貼れたとしても大気中の湿度の変化により、貼付施工後にしわが発生すること、及び剥がした時に糊がガラス面に残ってその除去に苦労することである。
【0004】
この困難な貼り付け作業を容易ならしめるために、被着体の窓ガラスにあらかじめ石鹸水を噴霧し吹き付けておき、その上に糊付き広告ポスターシートを置いてスキージーで石鹸水を押し出しながら貼り付ける方法が一般的である。しかし、この方法であると、印刷シートがプラスティックフイルムのように水に強い場合はよいが、水に弱い紙等の場合には適用できない。
【0005】
一方、一度貼った広告ポスターシートを剥がせるなら剥がして、位置替えや、再使用したい場合がよくあるが、粘着剤ではべとつき、糊は残り、ごみの付着も多く、たとえ剥がせても再使用、保管は出来ないのが現状である。特に糊残りの除去にはトルエン、シンナー、ガソリン等の溶剤でふき取るしかなく、その作業には大変な労力を要する。本発明は透明ガラス等の平滑な被着体に貼って、糊を残すことなく、きれいに剥離でき、再使用可能な画期的な広告ポスターシートに関する。
【0006】
【発明が解決しようとする課題】
前述のとおり、糊付き広告ポスターシートは大面積になると気泡の混入、しわ(皺)の発生により美しく貼れない難しさと、特に印刷シートが紙等の場合、たとえ上手く貼れたとしても大気中の湿度の変化により、貼付施工後にしわが発生すること、及び剥がした時に糊がガラス面に残ってその除去に苦労することである。そのため糊付き広告ポスターシートの場合は、どうしてもA3サイズ程度の小面積の広告ポスターに限られてくる。本発明は、その上に印刷もでき、貼って剥がせる機能も持ったミクロ吸盤シートを、市販粘着紙の印刷シートの裏面の粘着剤を介して積層接着させることにより、4〜5m2の大面積の広告ポスターでも,素人が容易に、しかも、短時間で貼り付け施工でき、糊残りもなく、貼って剥がせて、再使用、保管の出来る、画期的な広告ポスターシートの製造方法及びその印刷方法に関する発明である。
【0007】
【課題を解決するための手段 】
前記の従来の問題点を解決するために、まず第一工程にて吸着機能をもったアクリル酸エステル共重合体エマルジョンからミクロ吸盤シートを成膜製造する。次に第二工程にて、いわゆる粘着紙の剥離紙を剥がしてその上にミクロ吸盤シートを積層接着させ一体化させて広告ポスターシートを製造する。第三工程にて、静電プロッター方式熱転写印刷、油性インクによるインクジェットプリント、油性インクによるスクリーン印刷、あるいはリボン方式熱転写印刷にて、広告ポスターシートのミクロ吸盤シートの上に直接印刷するに当たり、少なくとも印刷されない部分に吸着機能を残すことにより、容易に貼付施工ができ、糊残りもなく剥がせて、再使用、保管も可能な裏貼り広告ポスターシートの印刷に関する。
【0008】
更に又、水性インクを使ってミクロ吸盤シートの上に直接にインクジェットプリントすることにより、ミクロ吸盤シートを水性インクで膨潤軟化させる方法により、あるいは、昇華形インクを使用して、ミクロ吸盤シートの上に熱転写印刷することにより、印刷されない部分はもちろん、印刷された部分まで吸着機能を保持させる方法に関する。尚、本発明では粘着紙とは広い意味で使用するもので、図3の粘着紙構成における印刷シートとは紙及び紙以外の各種プラスティックフイルム、布、金属等のシート状で印刷できるものは全て含む意味である。
【0009】
すなわち、本発明は次のように構成する。第一の工程は吸着機能をもったミクロ吸盤シート2を成膜するために、整泡剤、増粘剤、硬化剤を適当に混合したアクリル酸エステル共重合体エマルジョン液に、機械的に空気を吹き込みながら、微細気泡を無数に生成させた泡状エマルジョン液を、両面剥離工程紙1にコンマコーターにて塗工、乾燥して成膜される厚さ50ミクロン〜500ミクロンのミクロ吸盤シート2で、その表面2−(1)、及び裏面2−(2)に直径300ミクロン以下の凹状陥没穴6を無数に有する柔軟なミクロ吸盤シート2であって、かつ両面剥離工程紙1より容易に剥離できる巻き状に巻かれたミクロ吸盤シート2の製造方法である。一般的にはコンマコーターにて印刷シート3の上に直接、アクリル酸エステル共重合体エマルジョン液を塗工乾燥してミクロ吸盤シート2を成膜させる広告ポスターシートの製造が一般的である(特願平3−510772、特開平1−259043)。つまり図7に示す如く印刷シート3にミクロ吸盤シート2が積層接着された構成をもつ。この方法はミクロ吸盤付き広告ポスターシートの多量生産には向いているが、1〜2mの少ロットの生産には向いていない。
【0010】
第二の工程は、第一の工程によって製造されたミクロ吸盤シート2を、その背面に両面剥離工程紙1をつけたまま、粘着紙の剥離紙5を剥がして、粘着剤4の面に積層接着させる。両面剥離工程紙1をその背面に付けないとミクロ吸盤シート2のみでは柔軟過ぎて粘着剤4の面に積層接着させることは困難となる。この方法は、既に市販されている多種多様な粘着紙を使い本発明の広告ポスターシートを製造することができる利点を持つ。つまり、ミクロ吸盤シート2を貼り合わせるラミネーター(貼合機)さえあれば、必要な時、必要量を1mからでも生産ができる。
【0011】
第三の工程は、両面剥離工程紙1を剥がして、ミクロ吸盤シートの裏面2−(2)上に、直接印刷して、尚かつ吸着機能を保持させる直接印刷法と、予め画像を印刷した熱転写紙を、両面剥離工程紙1の上に置き、これをミクロ吸盤シートの裏面2−(2)上に熱転写印刷して、転写印刷部分に吸着機能を保持させる間接印刷法がある。
【0012】
直接印刷とは、直径5〜100ミクロンの凹状陥没穴6を無数に有するミクロ吸盤シート2の裏面2−(2)を直接印刷する方法で、凹状陥没穴6はインクの種類によっては隠蔽され、あるいは膨潤軟化されて、印刷された部分の吸着機能は大きく変動するが、印刷されない部分の吸着機能はそのまま保持される。又、保持される吸着機能の保持率は印刷インクの種類、印刷面積、あるいは印刷法の違いによって大いに異なる。本発明の直接印刷とは、粘着紙の背面にある剥離紙5を剥がして、その上から予め製造されたミクロ吸盤シート2を、両面剥離工程紙1を付けたまま、粘着剤4の面に積層接着して一体化させた後、両面剥離工程紙1を剥がして、露出したミクロ吸盤シート2の裏面2−(2)上に、インクジェットプリント、スクリーン印刷、あるいはリボン方式熱転写印刷、あるいは静電プロッター方式熱転写にて直接印刷して吸盤機能を保持させる方法である。
【0013】
間接印刷法とは、昇華形インク10で熱転写印刷する場合で、インクジェットプリンターで予め画像を出力した転写紙を、両面剥離工程紙1を剥がさずに両面剥離工程紙1の上に載せ、加圧加熱して、昇華形インク10を両面剥離工程紙1を貫通させて、ミクロ吸盤シート2のみに熱転写させ、かつ転写部分の吸着機能は保持できる印刷方法である。これは、剥離工程紙1に厚さ50ミクロン以下の薄い透明なポリオレフィン系フイルムを使うことにより可能となる。
【0014】
これらの発見を基礎に本発明はミクロ吸盤シート2の裏面2−(2)の上に、印刷ができて、同時に吸着機能もあわせ持たせた裏貼り広告ポスターシートの印刷方法に関する。これ等の印刷方法にて印刷された裏貼り広告ポスターシートは透明なガラス等に裏貼りすると、大面積でも脱落せず、施工性、再剥離性、糊残り皆無性、再使用、保管性を著しく改善した裏貼り広告ポスターシートを作ることができる。
【0015】
【作用】
第一の工程で製造されたミクロ吸盤シート2は整泡剤、増粘剤、硬化剤を適当に混合したアクリル酸エステル共重合体の連続発泡体からなるが、発泡倍率を、1.5〜2.0倍にすると、ミクロ吸盤シート2の表面2−(1)、及び裏面2−(2)に形成される凹状陥没穴6の直径は300ミクロン以下のものが1〜2万個/cm2形成される。この微細な凹状陥没穴6が感圧吸着力を発揮し、平滑面で通気性がなければ、どんなものでも良く感圧吸着する。ミクロ吸盤シート2の内部は、連続発泡体構造で、ミクロ吸盤シート2を貫通する形状のものは少ない。ミクロ吸盤シート2の厚さは150ミクロンから200ミクロン程度が貼って剥がすに適度な吸着力を発揮する。50ミクロン以下だと被着体が粗になると吸着力は急減する。
【0016】
ミクロ吸盤シート2の表面2−(1)、及び裏面2−(2)は、図1の如くそれぞれの面に直径が300ミクロン以下の無数の凹状陥没穴6を有するが、その多くは70ミクロン程度のものに集中する。吸着力を発揮する為にはミクロ吸盤シート2は非常に柔軟であることが重要な要素になる。指先で押すと指紋がミクロ吸盤シート2の表面に一時残る程度に柔軟であるのが望ましい。柔軟であると被着体の平滑面に密着して、空気を通さず適度な吸着力を発現させるからである。被着体面が粗で通気性があるとミクロ吸盤シート2を押さえつけても、空気が抜けて吸着力は機能しない。例えば同じ紙でも新聞紙、上質紙等には吸着しないが、コート紙、ミラーコート紙等の如く表面が平滑で空気が抜けない紙には良く吸着する。基本的には、平滑面で通気性がなければほとんどの物に吸着する。又、無数の凹状陥没穴6の径が300ミクロン以上になるとミクロ吸盤シート2を貫通する孔が多くなり、その上に印刷した印刷精度、及び吸着機能を落とすことになり好ましくない。
【0017】
第一の工程で製造されたミクロ吸盤シート2は図5の如く、両面剥離工程紙1と一体になって巻き状で保管できる。これを回転させながら粘着剤4の面にラミネーターで、円滑に積層接着されるには、自背面9からミクロ吸盤シート2が容易に剥離できるように設計されてなければならない。その為に、両面が剥離処理された両面剥離工程紙1が必要になる。両面剥離工程紙1はシリコーン等の剥離剤で両面処理された両面ポリラミ加工紙、あるいはクレーコート紙、剥離剤で両面処理された薄いポリエステルフイルム、あるいは薄くて伸びるポリオレフィン系フイルムが使われる。その両面の剥離処理には軽剥離処理と重剥離処理がなされているのが望ましいが、剥離処理なくても適度に剥離する剥離機能をもつプラステイックフイルム、例えばポリオレフィン系フイルム、であれば使用可能となる。ここでは両面剥離工程紙1とは両面剥離剤処理の有無に関係なく、アクリル酸エステル共重合エマルジョンから製膜されたミクロ吸盤シートが剥離する剥離機能をもった紙、プラステイックフイルムの全てを意味する。
【0018】
一般的に本発明のミクロ吸盤シート2が吸接着する物は、板ガラス、タイル、塗装鉄板、塗装アルミ板、ポリエチレンフイルム、ポリエチレン板、ポリプロピレンフイルム、ポリプロピレン板、ポリスチレン板、ポリエステルフイルム、ポリエステル板、アクリル板、塩ビフイルム、塩ビ板、ABS板、金属面、壁紙、コート紙、段ボール紙等多岐にわたるが、裏貼り広告ポスターシートの場合、はその主旨からしてこれらの中の透明な被着体が対象となる。
【0019】
第三の工程は、第二の工程で製造された広告ポスターシートのミクロ吸盤シート2の上に、直接印刷して、尚かつ吸着機能を保持させる方法と、間接印刷して、尚かつ吸着機能を保持させる方法、の二つの方法がある。直接印刷とは、表面の直径5〜100ミクロンの凹状陥没穴6を無数に有するミクロ吸盤シート2の裏面2−(2)を直接印刷する方法である。この場合、印刷インクが凹状陥没穴6を隠蔽してしまうので吸着力は減衰するが、印刷方法、印刷インクの種類によってミクロ吸盤シート2の吸着機能は変動する。
【0020】
直接印刷した場合の吸着機能について説明する。ミクロ吸盤シート2をインクジェットプリンターで直接印刷する場合は、印刷されない部分に吸着機能が保持されるのは当然であるが、印刷された部分にも吸着機能が保持される場合がある。インクジェットプリントにおいて油性インクを使用した場合は、印刷された部分の吸着機能は殺され、印刷されない部分の吸着機能は保持される。しかしインクジェットプリントにおいて水性インクを使用した場合は、印刷されない部分の吸着機能はもちろん、印刷された部分の吸着機能も保持される。水性インクの水分がミクロ吸盤面シートの凹状陥没穴6に浸透して、水分がアクリル共重合樹脂を膨潤軟化させ、被着体との密着性を向上させて、吸着機能をむしろ増大させる。
【0021】
油性インクでスクリーン印刷した場合は、印刷された部分の吸着機能は殺され、印刷されない部分の吸着機能は保持される。油性インクが凹状陥没穴6を隠蔽してしまうからである。しかし円滑なスクリーン印刷には、カオリン等の微粉末をミクロ吸盤シートの上に撒いて、吸着機能を一度殺した後に印刷しないと、ミクロ吸盤シートがスクリーン印刷機の紗に吸着して円滑な連続印刷は困難となる。印刷後、ミクロ吸盤シート面を、水洗い、あるいは濡れた布で微粉末カオリンをふき取ることにより、印刷されない部分の吸着機能は再び復活する。
【0022】
静電プロッター方式熱転写法により印刷される場合、印刷されたミクロ吸盤の裏面2−(2)上の凹状陥没穴6は、転写されたトナーで隠蔽され吸着機能は殺されるが、転写されない部分の吸着機能はそのまま保持される。つまり印刷されない面積が増加するとその面積に比例して吸着力も増加保持されることになる。吸着力機能保持率を高めるには、印刷されない部分の面積を作意的に広げるか、比較的べた印刷の少ない画像を選択するとか、比較的薄いべた印刷にするとか、画像の周辺に印刷しない額縁部分8を作為的に作るとか、の方法でコントロールが可能となる。
【0023】
リボン方式による熱転写印刷の場合は、リボン上のインクが凹状陥没穴6を隠蔽してしまうので、印刷された部分の吸着機能は殺され、印刷されない部分の吸着機能は保持される。つまり熱転写されない面積が増加するとその面積に比例して吸着力も増加保持されることになる。吸着機能保持率を高めるには、印刷されない部分の面積を作意的に広げるか、比較的べた印刷の少ない画像を選択するとか、比較的薄いべた印刷にするとか、画像の周辺に印刷しない額縁部分8を作為的に作るとかの方法で、吸着機能を保持した裏貼り広告ポスターシートが可能となる。またグラビヤ印刷、オフセット印刷によるミクロ吸盤シート2の裏面2−(2)への直接印刷は印刷機内の通紙が円滑でないため印刷は困難である。
【0024】
次に間接印刷して、吸着機能を保持させる方法について説明する。昇華形インク10を熱で昇華させ、剥離工程紙1を貫通させて、間接的にミクロ吸盤面シート2の裏面2−(2)に熱転写印刷する方法である。図6の如く昇華形インク10でインクジェットプリントした転写紙12を、両面剥離工程紙1に該当する透明なポリオレフィン系フイルム11上に載せて、吸引プレス機等にて一定の圧力下で、摂氏160度以上の高温にて1〜4分間加熱して、転写紙12上の昇華形インク10を昇華させる。昇華形インク10は透明ポリオレフィン系フイルム11を貫通して、ミクロ吸盤面シート2に昇華形インク10が定着し、転写印刷される方法である。昇華形インク10は透明なポリエステルフイルム、アセテートフイルム、ナイロンアクリルフイルム、ウレタンフイルムには定着するが、透明なポリオレフィン系フイルム11には定着しにくい特性がある。さらに昇華形インク10は熱転写時に厚さ50ミクロン以下の透明なポリオレフィン系フイルム11を容易に貫通する特性がある。ポリオレフィン系フイルム11とはポリエチレンフイルム、ポリプロピレンフイルムをいう。
【0025】
本発明は昇華形インクの前記の特性を使って、昇華形インク10を両面剥離工程紙1に該当する薄い透明なポリオレフィン系フイルム11を、貫通させ、貫通した昇華インク10がその背面のミクロ吸盤面シート2の裏面2−(2)上にのみ印刷画像を定着形成させた後、ポリオレフィン系フイルム11を剥がして貼付施工する方法である。しかも透明なポリオレフィン系フイルム11は本発明のミクロ吸盤面シート2とは本来剥離性があるため、剥離処理は必要なく、熱転写後でも容易に手剥しができ、更に透明であるが故に転写印刷画像も透けて見え、画像の確認、施工位置の確認にも都合が良い。透明なポリオレフィン系フイルム11は、表面が平滑でフイルムが薄いほどミクロ吸盤面シート2上の熱転写印刷は精細鮮明となる。昇華形インク10はミクロ吸盤面シート2に定着しても凹状陥没穴6を隠蔽せず、吸着機能は少しも減衰しないのが大きな特徴である。凹状陥没穴6の直径は300ミクロン以下のものが1〜2万個/cm2形成されているが故に、熱昇華した昇華インク10はこの微細な凹状陥没穴6を通ってミクロ吸盤面シート2の内部まで容易に拡散定着し転写印刷される。さらに表面が平滑な透明ポリオレフィン系フイルム11を使用すると熱転写印刷後、ミクロ吸盤面シート2の裏面2−(2)に平滑なフイルムの面が写るため裏面2−(2)はより平滑面になり、平滑な被着体に密着して吸着力をむしろ増強させる。
【0026】
転写紙上の画像を精細に熱転写させるには、望ましくは厚さ20ミクロン程度の透明なポリオレフィン系フイルム11が望ましい。厚さが50ミクロンと厚くなると、昇華形インクがポリオレフィン系フイルムを貫通出来ず、ミクロ吸盤面シート2の上に熱転写印刷されないばかりか、たとえ熱転写印刷されても、印刷精度が極めて悪く、ぼけた薄い印刷画像になるからである。また透明なフイルムだと、ミクロ吸盤面シート2の上に印刷された印刷画像を、透明なポリオレフィン系フイルム11の上から見ることができ、品質管理の面からも好都合である。この様にミクロ吸盤面シート2の印刷に昇華形インク10の特性を上手く使って、吸着機能を保持させた画期的な裏貼り広告ポスターシートの印刷製造方法である。
【0027】
本発明は前述の如く、既に販売されている粘着紙の剥離紙5を剥がして、その粘着剤4の面に、ミクロ吸盤シート2を積層接着して製造できるため、両面剥離工程紙1の付いたミクロ吸盤シート2を予め生産しておけば、裏貼り広告ポスターシートは1mからでも生産可能になる。一方印刷も多品種少ロット印刷に適した、静電プロッター方式熱転写印刷、昇華形インク熱転写印刷、リボン方式熱転写印刷、インクジェットプリント、スクリーン印刷等が適用され、この意味で本発明は生産から印刷まで一貫して多品種少ロット生産対応の製造方法を提供するものである。
【0028】
一方、窓ガラス、壁等の被着体の表に貼る、いわゆる、表貼り広告ポスターシートの印刷は、粘着紙の印刷シート3上にグラビア印刷、オフセット印刷、静電プロッター方式熱転写印刷、インクジェットプリント、スクリーン印刷、シール印刷等で印刷されるため、裏貼り広告ポスターシートの如く、印刷法、印刷インク、印刷面積等によって吸着機能が変動することはなく、施工性、糊残り皆無性、再使用性、保管性を著しく改善した、いわゆる、表貼り広告ポスターシートを作ることができる。
【0029】
以上粘着紙の粘着剤を介した広告ポスターシートの多品種少ロット製造方法、及びそのミクロ吸盤シート2の裏面2−(2)上の印刷法について説明したが、粘着紙の粘着剤4を介せず、印刷シート3の上に直接、アクリル酸エステル共重合体エマルジョン液を塗工乾燥してミクロ吸盤シート2を成膜させる広告ポスターシートの製造が一般的である(特願平3−510772、特開平1−259043)。つまり図7に示す如く印刷シート3にミクロ吸盤シート2を成膜接着させ、その上に剥離紙5、別名保護フイルム、を持つ広告ポスターシートである。この場合も、剥離紙を剥がして、ミクロ吸盤シート2の裏面2−(2)の上に前記同様、静電プロッター方式熱転写印刷、リボン方式熱転写印刷、インクジェットプリント、スクリーン印刷等の直接印刷法、及び昇華形インク熱転写印刷による間接印刷法、の両方を適用することによって、印刷後もミクロ吸盤シート2の裏面2−(2)に吸着機能を保持させることができる。この様に粘着紙の粘着剤4を介せず、一般的製造法により作られた広告ポスターシートからも施工性、糊残り皆無性、再使用性、保管性を著しく改善した、貼れて剥がせる表貼り広告ポスターシート、及び裏貼り広告ポスターシートが製造できるのは言うまでもない。
【0030】
【発明の実施の形態】
次に本発明の実施形態を図を参照して説明する。
【0031】
【実施例1】
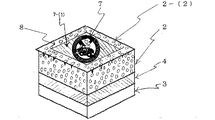
図1は両面剥離工程紙1の上に成膜されたミクロ吸盤シート2を剥がした状態の拡大斜視図を示す。まずアクリル共重合樹脂DICNALMEP−20WO100kg,整泡剤DICNAL,M−40 10kg,増粘剤DICNALMX10kg,架橋剤としてメラミン樹脂5kg(何れも大日本インキ化学工業製品)を混合したアクリルエマルジョンを、機械的発泡機オークスミキサーを通して空気混入させて調薬された発泡倍率1.5倍の泡状微細発泡アクリルエマルジョン液を、1300mm幅のコンマコータにて、片面軽剥離、他面重剥離処理された両面剥離工程紙1の、クレーコート剥離紙EKR140(リンテック剥離工程紙)の軽剥離処理面に500ミクロン厚に均一に塗工した。その後110℃〜140℃の乾燥炉にて9分間乾燥後、250ミクロン厚のミクロ吸盤シート2を600m生産した。ミクロ吸盤シート2は両面剥離工程紙1を付けたまま図5に示す如く、巻きとられて3週間保管された。ミクロ吸盤シート2の表面2−(1)及び裏面2−(2)には凹状陥没穴の径5〜300ミクロンの微細な穴が約1〜2万個/cm2形成されていた。
【0032】
図2は裏貼り広告ポスターシートの拡大斜視図を示す。図3は市販の粘着紙の断面拡大図を示す。製造されたミクロ吸盤シート2の600mの内、流れ20mを取り出し、市販粘着紙、55PW(リンテック社製品)つまり図3に示す構成において、印刷シート3には上質紙64g/m2を、粘着剤4にはアクリル系エマルジョン粘着剤を、剥離紙5には8ER(リンテック社製品)からなる市販粘着紙、55PWの剥離紙5を、20m2剥がしながら、前項のミクロ吸盤シート2をその背面に両面剥離工程紙1を付けたまま、ラミネーターLMH−1400(ラミコーポレーション製品)で、その粘着剤4の面に積層接着し、図2の構成からなる広告ポスターシート20m2を完成した。
【0033】
図4はミクロ吸盤シート2上の印刷面及び凹状陥没穴の拡大斜視図を示す。前項の内、15m2をA1サイズにカットし20枚を得た。内5枚の両面剥離工程紙1を剥がし、ミクロ吸盤シート2の面に直接インクジェットプリンターMC9000(EPSON製品)で、水性顔料系のインクで絵柄を印刷した。印刷の仕上がりは、ミクロ吸盤面の凹状陥没穴6にインクは吸収され凹状陥没穴6のまわり及び内部にはインクが定着した。EPSONのインクジェットメディア純正品専用紙に印刷したものと比較すると、印刷の質はやや劣るが、一般上質紙に印刷した程度のものが得られた。
【0034】
60分程度常温にて放置乾燥後、窓ガラスに手貼りした。ミクロ吸盤シート2の吸着力は、印刷されない部分はもちろん、印刷された部分にも十分保持されており、手にべとつかず、生理的にも快適で、吸着力も適度であった。A1サイズの印刷された裏貼り広告ポスターシートは窓ガラスの内側に簡単に素人が貼付できた。
【0035】
窓の内側に貼った裏貼り広告ポスターシートは室内の湿度変化で紙にしわが発生することもなく、2か月後に手剥しされた。糊残りもなく、窓ガラスから容易に剥がすことができた。しかしインクの退色は発生していた。印刷面の汚れを取るべく、湿った布で拭いたが、インクがにじんで、画像が乱れることはなく、30分常温乾燥すると吸着力はまた回復した。剥がした裏貼り広告ポスターシートは保護紙等を入れることなく巻き状にして、保管できた。
【0036】
【実施例2】
実施例1にて、市販粘着紙55PW(リンテック製品)を使って製造された裏貼り広告ポスターシートのミクロ吸盤シート2の裏面2−(2)にインクジェットプリンターFJ42(ローランド製品)で、水性顔料系のインクで絵柄を直接印刷した。印刷の仕上がりは、ミクロ吸盤シート2の裏面2−(2)の凹状陥没穴6にインクは吸収され凹状陥没穴6の周辺部にも定着した。ローランド社のインクジェットメディア純正品専用紙に印刷したものと比較すると、印刷の質はやや劣るが、上質紙に印刷した程度の鮮明さであった。60分程度常温にてインク乾燥後、窓ガラスに手貼りした。ミクロ吸盤シート2の吸着力は、印刷されない部分はもちろん、印刷された部分にも十分に保持されており、手にもべとつかず生理的にも快適で、貼って剥がせて、貼り替えも簡単で、吸着力も適度であった。
【0037】
2か月後、窓に貼った裏貼り広告ポスターシートを手剥がしした。窓ガラスには糊残りもなく、容易に剥がすことができた。インクの退色はほとんど発生してなかった。印刷面を水洗いしたが、インクが流れ落ちることはなく、十分水を切って60分常温乾燥すると吸着力は回復した。剥がした裏貼り広告ポスターシートは保護紙等を入れることなく巻き状にして、保管できた。
【0038】
【実施例3】
市販粘着紙PET50(A)MF(リンテック製品)の剥離紙5を剥がして製造した、厚さ50ミクロンのポリエステルフイルムの印刷シート3、アクリル系の粘着剤4、ミクロ吸盤シート2からなるA1サイズの裏貼り広告ポスターシートの両面剥離紙1をはがして、顔を出したミクロ吸盤シート2の裏面2−(2)にインクジェットプリンターJP−1304NXラミレス(武藤工業製品)で、額縁部分8に非印刷部を残して油性インクで絵柄を直接印刷した。印刷の仕上がりは、ミクロ吸盤シート2の凹状陥没穴6にインク7は吸収され凹状陥没穴6の周辺部にも定着した。油性インクは水性顔料と比較して印刷の仕上がりは良かった。1日程度常温にてインク乾燥後、1m×1m×7mm厚の透明アクリル板に印刷面を圧着し貼付した。
【0039】
ミクロ吸盤シート2の吸着力は、印刷されない部分は十分吸着機能を保持していた。しかし濃く印刷された部分の吸着機能はほとんどなく、インク7の乗りが少ない薄い印刷面7−(1)の吸着機能はある程度保持されていた。非印刷部分に当たる額縁部分8は十分な吸着力が保持されていた。
【0040】
1m×1m×7mm厚のアクリル板に圧着、貼付された裏貼り広告ポスターシートは西日の当たる屋外場所に2か月間さらされた。この間、雨、風にて脱落することはなかった。アクリル板に糊残りもなく、容易に剥がすことができた。インクの退色はほとんど発生してなかった。剥がした裏貼り広告ポスターシートは保護紙等を入れることなく巻き状にして、保管できた。
【0041】
【実施例4】
住友スリーエム社の[スコッチプリント]システムにて専用転写紙の上にトナー画像を形成させた後、裏貼り広告ポスターシートの両面剥離紙1をはがして、顔を出したミクロ吸盤シート2の裏面2−(2)に、熱転写紙のトナー画像を接触する様に被覆させながら、摂氏120度の熱転写ラミネータをスピード0.2m/分にて圧着通紙して、冷却後、転写紙をゆっくり剥がすと画像はミクロ吸盤シート2の裏面2−(2)にきれいに熱転写された。画像の転写されてない額縁部分8は、吸着力は保持され、映像の転写された部分の吸着力は殺されてほとんど無かった。
【0042】
当該裏貼り広告ポスターシートは1m×1m×7mm厚の透明アクリル板にミクロ吸盤シート2の裏面2−(2)をスキージーを使って圧着施工した。施工は簡単でしわの発生もなく、額縁部分8の吸着力が働き当該裏貼り広告ポスターシートは脱落する事もなくきれいに施工が出来た。西日の当たる場所に2か月間、垂直に吊した。この間、雨、風に晒されたが脱落することはなかった。インクの退色はほとんど発生してなかった。
【0043】
【実施例5】
図6において厚さ50ミクロン白色ポリエステルフイルム(東レ製)の印刷シート3、厚さ30ミクロンのアクリル系の粘着剤4、厚さ200ミクロンのミクロ吸盤シート2、厚さ20ミクロンの透明ポリオレフィン系フイルム11(透明ポリプロピレンフイルム東セロ製CPS)の構成からなる広告ポスターシートにおいて、透明ポリオレフィン系フイルム11の上に(株)マーキングマジック社のインクジェットプリンターにて、昇華形インク10にて画像を印刷した転写紙12をその印刷面が透明ポリオレフィン系フイルム11に接する様に載せ、熱圧プレス機に鋏んで摂氏160度で4分間、熱圧プレス処理した後、充分に冷却後、透明ポリオレフィン系フイルム11を手剥がしした。透明ポリオレフィン系フイルム11はミクロ吸盤シート2から容易に剥離できた。ミクロ吸盤シート2の裏面2−(2)の上には鮮明な画像が昇華熱転写されていた。吸着機能は、転写印刷されない部分はもちろんのこと、昇華熱転写された部分にも充分残存し、熱転写前の吸着力をほぼ維持していた。
【0044】
1m×1m×7mm厚のアクリル板に圧着、貼付された当該裏貼り広告ポスターシートは西日の当たる屋外場所に2か月間さらされた。この間、雨、風にて脱落することはなかった。アクリル板に糊残りもなく、容易に剥がすことができた。インクの退色はほとんど発生してなかった。剥がした裏貼り広告ポスターシートは保護紙等を入れることなく簡単に巻き状に保管できた。
【0045】
【実施例6】
市販粘着紙PET50(A)MF(リンテック製品)の剥離紙5を剥がして製造した、厚さ50ミクロンのポリエステルフイルムの印刷シート3、アクリル系の粘着剤4、ミクロ吸盤シート2からなるA3サイズの裏貼り広告ポスターシートの両面剥離紙1をはがして、顔を出したミクロ吸盤シート2の裏面2−(2)の上にリボン方式熱転写機(ローランドDG社製品)で、額縁部分8に非印刷部を残して絵柄を直接印刷した後、1m×1m×7mm厚の透明アクリル板に印刷面を圧着し貼付した。ミクロ吸盤シート2の吸着力は、印刷されない部分は十分吸着機能を保持していたが、印刷された部分の吸着機能は死んでいた。
【0047】
【発明の効果】
以上説明したように、本発明の広告ポスターシートは市販粘着紙にミクロ吸盤シートを積層接着することにより、プロ経験者でしかやれなかった、従来の糊付き広告ポスターシートの貼り施工に代わって、ミクロ吸盤シート付き広告ポスターシートを使うと、表貼り広告ポスターシートはもちろん、特に裏貼り広告ポスターシートにおいても、静電プロッター熱転写印刷、インクジェットプリント、スクリーン印刷、リボン方式熱転写印刷、昇華形インクによる熱転写印刷等の印刷法でミクロ吸盤シートの上に印刷し、なおかつミクロ吸盤シートの吸着機能を保持させることができる。本発明方法を取ることにより、施工性、再剥離性、糊残り皆無性、保管性、多品種少ロット生産性のいずれにも優れているミクロ吸盤シート付き広告ポスターシートを作れることが実施例で明確になった。
【図面の簡単な説明】
【図1】本発明の両面剥離工程紙1付きミクロ吸盤シート2の拡大斜視図である。
【図2】本発明の広告ポスターシートの拡大斜視図である。
【図3】粘着紙の拡大断面図である。
【図4】本発明の裏貼り広告ポスターシートのミクロ吸盤シート2の裏面2−(2)の印刷面及び凹状陥没穴6の拡大斜視図である。
【図5】本発明の両面剥離工程紙1付きミクロ吸盤シート2の巻き状斜視図である。
【図6】本発明の昇華形インクで印刷した転写紙をポリオレフィン系フイルム上に載せミクロ吸盤シートに間接印刷する広告ポスターシートの斜視図である。
【図7】粘着紙を使わない一般的製法によるミクロ吸盤付き広告ポスターシートの拡大断面図である。
【符号の説明】
1 両面剥離工程紙
2 ミクロ吸盤シート
2−(1) ミクロ吸盤シートの表面
2−(2) ミクロ吸盤シートの裏面
3 印刷シート
4 粘着剤
5 剥離紙
6 凹状陥没穴
7 インク
7−(1)インクの乗りが少ない薄い印刷面
8 額縁部分
9 自背面
10 昇華形インク
11 透明ポリオレフィン系フイルム
12 転写紙[0001]
BACKGROUND OF THE INVENTION
The present invention ,window Pasted on the back side of transparent glass, car transparent window glass, transparent plastic board, etc., and see the printed image from the front side, so-called backed advertising poster sheet, pasting workability, removability, no adhesive residue, The present invention relates to an advertising poster sheet that has remarkably improved usability and storage. In the present invention, the advertisement poster sheet is used in a broad sense. , Declaration In addition to transmissions and advertisements, all printed and displayed items are meant to be included.
[0002]
[Prior art]
Conventionally, advertising poster sheets are mostly used for adhering to the surface of the adherend, so-called front-posting advertising poster sheets. However, promotional POPs are used to avoid rain and wind, or are intentionally removed. In order to prevent this, advertisements are often shown on the inside of a transparent window glass, and the advertisement is shown through the window glass from outside the window glass. In this case, the advertising poster sheet is taped so that it adheres to the glass as much as possible, but it is difficult to stick it closely, and there is a gap, and when viewed from the outside of the window glass, the aesthetics are impaired. It becomes a floating paste.
[0003]
In order to eliminate this floating, a so-called glued advertising poster sheet with adhesive applied on the printed surface is used. This ing. However, the biggest drawback is that when it is pasted on a window glass or the like, if the advertising poster sheet becomes a large area, it cannot be beautifully pasted due to air bubbles and wrinkles. Especially when the printed sheet is paper, even if it is applied well, wrinkles will occur after application due to changes in atmospheric humidity, and the glue will remain on the glass surface when it is peeled off, and it will be difficult to remove it. It is.
[0004]
In order to facilitate this difficult pasting work, soapy water is sprayed and sprayed on the window glass of the adherend in advance, and an ad poster sheet with glue is placed on it, and the soapy water is pushed out with a squeegee. The method is common. However, this method is good when the printed sheet is strong against water like a plastic film, but cannot be applied to paper that is weak against water.
[0005]
On the other hand, if you want to peel off the ad poster sheet that has been pasted, you often want to remove it and change its position or reuse it. The current situation is that it cannot be stored. In particular, removal of adhesive residue requires only wiping with a solvent such as toluene, thinner, gasoline, etc., and the work requires a great deal of labor. The present invention relates to an innovative advertising poster sheet that can be applied to a smooth adherend such as transparent glass and can be peeled cleanly without leaving glue, and can be reused.
[0006]
[Problems to be solved by the invention]
As mentioned above, advertising poster sheets with glue have a large area and it is difficult to put them beautifully due to air bubbles and wrinkles, especially in the case of printing sheets such as paper. Due to the change of the wrinkle, wrinkles are generated after the sticking work, and the glue remains on the glass surface when it is peeled off, and it is difficult to remove it. Therefore, the advertisement poster sheet with glue is inevitably limited to a small-sized advertisement poster of about A3 size. In the present invention, a micro sucker sheet that can be printed on and has a function of being stuck and peeled is laminated and adhered via a pressure-sensitive adhesive on the back surface of a printed sheet of commercially available adhesive paper. 2 Even for large-sized advertising posters, the manufacture of epoch-making advertising poster sheets that can be easily applied by amateurs in a short period of time, can be applied and removed without adhesive residue, and can be reused and stored The present invention relates to a method and a printing method thereof.
[0007]
[ Task Means for solving the problem]
In order to solve the above-mentioned conventional problems, a micro sucker sheet is first produced from an acrylic ester copolymer emulsion having an adsorption function in the first step. Next, in a second step, a so-called adhesive paper release paper is peeled off, and a micro sucker sheet is laminated and bonded on top of it to produce an advertising poster sheet. In the third step, at least printing is required when printing directly on the micro sucker sheet of the advertising poster sheet by electrostatic plotter type thermal transfer printing, ink jet printing with oil-based ink, screen printing with oil-based ink, or ribbon type thermal transfer printing The present invention relates to the printing of a backed advertisement poster sheet that can be easily applied by leaving an adsorbing function in a non-applied portion, can be peeled off without any adhesive residue, and can be reused and stored.
[0008]
Furthermore, the ink jet printing is directly performed on the micro sucker sheet using the water-based ink, the micro-sucking sheet is swelled and softened with the water-based ink, or the sublimation ink is used on the micro-sucking sheet. The present invention relates to a method for maintaining the suction function not only on a portion that is not printed but also on a printed portion by performing thermal transfer printing on the substrate. In the present invention, the adhesive paper is used in a broad sense, and the printed sheet in the adhesive paper configuration of FIG. Paper and It is meant to include everything that can be printed in the form of sheets of plastic film, cloth, metal, etc. other than paper. Ru .
[0009]
That is, the present invention is configured as follows. In the first step, in order to form a
[0010]
In the second step, the
[0011]
In the third step, the double-sided
[0012]
Direct printing is a method of directly printing the back surface 2- (2) of the
[0013]
The indirect printing method is a case where thermal transfer printing is performed with
[0014]
Based on these discoveries, the present invention relates to a printing method for a backed advertisement poster sheet that can be printed on the back surface 2- (2) of the
[0015]
[Action]
The
[0016]
The front surface 2- (1) and the back surface 2- (2) of the
[0017]
The
[0018]
In general, the objects to which the
[0019]
The third step is a method of printing directly on the
[0020]
The suction function when directly printed will be described. When the
[0021]
When screen printing is performed with oil-based ink, the suction function of the printed portion is killed, and the suction function of the non-printed portion is maintained. This is because the oil-based ink hides the recessed
[0022]
When printing by electrostatic plotter type thermal transfer method, the recessed
[0023]
In the case of thermal transfer printing by the ribbon method, the ink on the ribbon conceals the recessed
[0024]
Next, a method for performing indirect printing and maintaining the suction function will be described. In this method, the
[0025]
In the present invention, the
[0026]
In order to finely transfer the image on the transfer paper with heat, a transparent polyolefin film 11 having a thickness of about 20 microns is desirable. When the thickness is increased to 50 microns, the sublimation ink cannot penetrate the polyolefin-based film, and not only the thermal transfer printing is performed on the micro
[0027]
As described above, the present invention can be manufactured by peeling off the already-released adhesive paper release paper 5 and laminating and bonding the
[0028]
On the other hand, so-called front-post advertising poster sheets, which are pasted on the surface of an adherend such as a window glass or a wall, are printed on an adhesive
[0029]
Although the above description has been made on the method for producing a variety of small lot lots of advertising poster sheets via the adhesive of the adhesive paper and the printing method on the back surface 2- (2) of the
[0030]
DETAILED DESCRIPTION OF THE INVENTION
Next, an embodiment of the present invention will be described with reference to the drawings.
[0031]
[Example 1]
FIG. 1 shows an enlarged perspective view of a state in which the
[0032]
FIG. 2 shows an enlarged perspective view of the backed advertisement poster sheet. FIG. 3 shows an enlarged cross-sectional view of a commercially available adhesive paper. Out of 600 m of the produced
[0033]
FIG. 4 shows an enlarged perspective view of the printing surface and the concave depression hole on the
[0034]
After leaving to dry at room temperature for about 60 minutes, it was manually pasted on the window glass. The suction force of the
[0035]
The back-posted advertising poster sheet affixed to the inside of the window was removed by hand two months later without any wrinkling of the paper due to changes in indoor humidity. There was no adhesive residue and it could be easily peeled off from the window glass. However, ink fading occurred. Although it was wiped with a damp cloth to remove stains on the printed surface, the ink did not bleed and the image was not disturbed, and the adsorptive power recovered again after drying at room temperature for 30 minutes. The peeled back advertising poster sheet could be rolled up and stored without any protective paper.
[0036]
[Example 2]
In Example 1, the back side 2- (2) of the
[0037]
Two months later, peel off the backing poster sheet attached to the window. Shi It was. The window glass had no adhesive residue and could be easily peeled off. Almost no ink fading occurred. The printed surface was washed with water, but the ink did not flow down, and the adsorptive power was recovered when the water was sufficiently drained and dried at room temperature for 60 minutes. The peeled back advertising poster sheet could be rolled up and stored without any protective paper.
[0038]
[Example 3]
Commercially available adhesive paper PET50 (A) MF (Lintec products) manufactured by peeling off release paper 5 and made of polyester
[0039]
As for the suction force of the
[0040]
The backed advertising poster sheet, which was pressure-bonded and pasted to a 1 m × 1 m × 7 mm thick acrylic plate, was exposed to an outdoor place on a western day for two months. During this time, it did not fall off due to rain or wind. There was no adhesive residue on the acrylic plate and it could be easily removed. Almost no ink fading occurred. The peeled back advertising poster sheet could be rolled up and stored without any protective paper.
[0041]
[Example 4]
After a toner image is formed on a special transfer paper using the Sumitomo 3M [Scotch Print] system, the double-
[0042]
The backing poster sheet was pressure-bonded to the back surface 2- (2) of the
[0043]
[Example 5]
In FIG. 6, a printed
[0044]
The backing advertising poster sheet, which was pressure-bonded and pasted to a 1 m × 1 m × 7 mm thick acrylic plate, was exposed to an outdoor place where the sun hits for two months. During this time, it did not fall off due to rain or wind. There was no adhesive residue on the acrylic plate and it could be easily removed. Almost no ink fading occurred. The peeled back advertising poster sheet could easily be stored in a roll without any protective paper.
[0045]
[Example 6]
Commercially available adhesive paper PET50 (A) MF (Lintec products) manufactured by peeling off release paper 5 and made of polyester
[0047]
【The invention's effect】
As described above, the advertisement poster sheet of the present invention can be used only by a professional person by laminating and bonding a micro sucker sheet to a commercially available adhesive paper, instead of pasting the pasted advertisement poster sheet with glue, When using an advertising poster sheet with a micro sucker sheet, not only front side advertising poster sheets but also backside advertising poster sheets, electrostatic plotter thermal transfer printing, inkjet printing, screen printing, ribbon thermal transfer printing, thermal transfer with sublimation ink Print on the micro sucker sheet by printing or other printing method and keep the suction function of the micro sucker sheet be able to. The present invention By adopting the method, workability, re-peelability, no adhesive residue, storability, multi-product small lot productivity Z Even better No It became clear in the example that an advertising poster sheet with a micro sucker sheet could be made.
[Brief description of the drawings]
FIG. 1 is an enlarged perspective view of a
FIG. 2 is an enlarged perspective view of an advertising poster sheet according to the present invention.
FIG. 3 is an enlarged cross-sectional view of an adhesive paper.
FIG. 4 is an enlarged perspective view of the printed surface of the back surface 2- (2) of the
FIG. 5 is a wound perspective view of a
FIG. 6 is a perspective view of an advertisement poster sheet on which a transfer paper printed with a sublimation ink of the present invention is placed on a polyolefin film and indirectly printed on a micro sucker sheet.
FIG. 7 is an enlarged cross-sectional view of an advertising poster sheet with a micro suction cup by a general manufacturing method that does not use adhesive paper.
[Explanation of symbols]
1 Double-sided release process paper
2 Micro sucker sheet
2- (1) Surface of micro sucker sheet
2- (2) Back side of micro sucker sheet
3 Print sheet
4 Adhesive
5 Release paper
6 Concave hole
7 Ink
7- (1) Thin printed surface with little ink
8 Frame part
9 Self back
10 Sublimation ink
11 Transparent polyolefin film
12 Transfer paper
Claims (5)
粘着紙を用意し、該粘着紙の剥離紙(5)を剥がし、両面剥離工程紙(1)を付けたままのミクロ吸盤シート(2)の表面(2−(1))に、粘着紙の粘着剤(4)を介して粘着紙を積層接着し、
両面剥離工程紙(1)を剥がしてミクロ吸盤シート(2)の裏面(2−(2))に印刷されない部分を残しつつインクで直接印刷し、該裏面(2−(2))の印刷されない部分により、該裏面(2−(2))の吸着機能を保持させた、
貼って剥がせる裏貼り広告ポスターシートの製造方法。On the double-sided release process paper (1), an acrylate copolymer emulsion liquid containing countless fine bubbles is applied and dried, and the front surface (2- (1)) and the back surface (2- (2 )) And forming a flexible micro-suction sheet (2) having a suction thickness and having an infinite number of concave recessed holes (6) having a radius of 300 microns or less, and having a thickness of 50 to 500 microns,
Prepare an adhesive paper, peel off the release paper (5) of the adhesive paper, and place the adhesive paper on the surface (2- ( 1)) of the micro sucker sheet (2) with the double-sided release process paper (1) attached. Adhesive paper is laminated and adhered via the adhesive (4),
Double-sided peeling process Paper (1) is peeled off, and printing is performed directly with ink while leaving a non-printed part on the back surface (2- (2)) of the micro sucker sheet (2), and the back surface (2- (2)) is not printed. more portion was holding the adsorption function of the back surface (2- (2)),
A method of manufacturing a backed advertising poster sheet that can be attached and removed.
粘着紙を用意し、該粘着紙の剥離紙(5)を剥がし、両面剥離工程紙(1)を付けたままのミクロ吸盤シート(2)の表面(2−(1))に、粘着紙の粘着剤(4)を介して粘着紙を積層接着し、
両面剥離工程紙(1)を剥がしてミクロ吸盤シート(2)の裏面(2−(2))に、ミクロ吸盤シート(2)を膨潤軟化可能なインクで直接印刷し、印刷された部分のミクロ吸盤シート(2)を該膨潤軟化可能なインクで膨潤軟化させることにより、印刷された部分に吸着機能を保持させた、
貼って剥がせる裏貼り広告ポスターシートの製造方法。On the double-sided release process paper (1), an acrylate copolymer emulsion liquid containing countless fine bubbles is applied and dried, and the front surface (2- (1)) and the back surface (2- (2 )) And forming a flexible micro-suction sheet (2) having a suction thickness and having an infinite number of concave recessed holes (6) having a radius of 300 microns or less, and having a thickness of 50 to 500 microns,
Prepare an adhesive paper, peel off the release paper (5) of the adhesive paper, and place the adhesive paper on the surface (2- ( 1)) of the micro sucker sheet (2) with the double-sided release process paper (1) attached. Adhesive paper is laminated and adhered via the adhesive (4),
The double-sided release process paper (1) is peeled off, and the micro sucker sheet (2) is directly printed on the back surface (2- (2)) of the micro sucker sheet (2) with an ink that can be swollen and softened. the Rukoto the suction sheet (2) is swollen softened by the swelling softenable inks were holding the adsorption function in the printed portion,
A method of manufacturing a backed advertising poster sheet that can be attached and removed.
粘着紙を用意し、該粘着紙の剥離紙(5)を剥がし、ポリオレフィン系フィルム(11)を付けたままのミクロ吸盤シート(2)の表面(2−(1))に、粘着紙の粘着剤(4)を介して粘着紙を積層接着し、
昇華形インク(10)で予め画像を出力した転写紙(12)を、ポリオレフィン系フィルム(11)の上に載せ加圧加熱して、昇華形インクをポリオレフィン系フィルム(11)に貫通させて、ミクロ吸盤シート(2)の裏面(2−(2))上に熱転写印刷して、転写印刷部分に吸着機能を保持させ、ポリオレフィン系フィルム(11)を剥がしてミクロ吸盤シート(2)の裏面(2−(2))を貼り付け可能とした、
貼って剥がせる裏貼り広告ポスターシートの製造方法。On the transparent polyolefin film (11) having a thickness of 50 microns or less, an acrylic ester copolymer emulsion liquid containing innumerable fine bubbles is coated and dried to obtain a surface (2- (1)) And a flexible micro sucker sheet (2) having a suction function and having a myriad of concave recessed holes (6) having a radius of 300 microns or less on the back surface (2- (2)). Membrane
Prepare an adhesive paper, peel off the release paper (5) of the adhesive paper, and attach the adhesive paper to the surface (2- ( 1)) of the micro sucker sheet (2) with the polyolefin film (11) attached. Adhesive paper is laminated and bonded via the agent (4),
The transfer paper (12) on which an image has been output in advance with the sublimation ink (10) is placed on the polyolefin film (11) and heated under pressure to allow the sublimation ink to penetrate the polyolefin film (11). Thermal transfer printing is performed on the back surface (2- (2)) of the micro sucker sheet (2), the adsorption function is maintained in the transfer printing portion , the polyolefin film (11) is peeled off, and the back surface of the micro sucker sheet (2). (2- (2)) can be pasted.
A method of manufacturing a backed advertising poster sheet that can be attached and removed.
ミクロ吸盤シート(2)の裏面(2−(2))に印刷されない部分を残しつつインクで直接印刷し、該裏面(2−(2))の印刷されない部分により、該裏面(2−(2))の吸着機能を保持させた、
貼って剥がせる裏貼り広告ポスターシートの製造方法。On the printed sheet (3), an acrylic ester copolymer emulsion liquid containing innumerable fine bubbles is applied and dried, and the front surface (2- (1)) and the back surface (2- (2)) A flexible micro sucker sheet (2) having an infinite number of fine recessed holes (6) having a radius of 300 microns or less and having an adsorption function and having a thickness of 50 to 500 microns is formed,
While leaving non-printing portion on the rear surface (2- (2)) of micro suction sheet (2) is printed directly with an ink, and more unprinted portion of the back surface (2- (2)), back surface (2- ( 2)) The adsorption function was maintained.
A method of manufacturing a backed advertising poster sheet that can be attached and removed.
ミクロ吸盤シート(2)の裏面(2−(2))に、ミクロ吸盤シート(2)を膨潤軟化可能なインクで直接印刷し、印刷された部分のミクロ吸盤シート(2)を該膨潤軟化可能なインクで膨潤軟化させることにより、印刷された部分に吸着機能を保持させた、
貼って剥がせる裏貼り広告ポスターシートの製造方法。On the printed sheet (3), an acrylic ester copolymer emulsion liquid containing innumerable fine bubbles is applied and dried, and the front surface (2- (1)) and the back surface (2- (2)) A flexible micro sucker sheet (2) having an infinite number of fine recessed holes (6) having a radius of 300 microns or less and having an adsorption function and having a thickness of 50 to 500 microns is formed,
On the back surface of the micro-suction sheet (2) (2- (2)), micro-suction sheet (2) printed directly swelling softenable inks, micro suction sheet of printed portion (2) the swelling softenable the Rukoto swollen softened in an ink, was holding the adsorption function in the printed portion,
A method of manufacturing a backed advertising poster sheet that can be attached and removed.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001309213A JP4551596B2 (en) | 2001-08-31 | 2001-08-31 | Manufacturing method of back-posted advertising poster sheet |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001309213A JP4551596B2 (en) | 2001-08-31 | 2001-08-31 | Manufacturing method of back-posted advertising poster sheet |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010135117A Division JP4682266B2 (en) | 2010-06-14 | 2010-06-14 | Backed advertising poster sheet |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2003076308A JP2003076308A (en) | 2003-03-14 |
| JP2003076308A5 JP2003076308A5 (en) | 2009-12-24 |
| JP4551596B2 true JP4551596B2 (en) | 2010-09-29 |
Family
ID=19128404
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2001309213A Expired - Fee Related JP4551596B2 (en) | 2001-08-31 | 2001-08-31 | Manufacturing method of back-posted advertising poster sheet |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4551596B2 (en) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005055845A (en) * | 2003-08-01 | 2005-03-03 | Katsuhiko Kuwahata | Sheet for display with microsuction cup |
| US8343611B2 (en) * | 2006-12-25 | 2013-01-01 | Sanryu Co., Ltd. | One way vision film for ink jet printing, printing film, and method for producing them |
| JP2012103673A (en) * | 2010-10-13 | 2012-05-31 | Katsuhiko Kuwahata | Inside see-through sheet |
| RU2543188C1 (en) * | 2011-05-13 | 2015-02-27 | Майлан Груп | Dry adhesives |
| JP6938915B2 (en) * | 2016-02-09 | 2021-09-22 | 大日本印刷株式会社 | Adsorption film |
| WO2017188120A1 (en) * | 2016-04-28 | 2017-11-02 | 日本ゼオン株式会社 | Self-adhesive layer |
| CN107054308A (en) * | 2017-04-10 | 2017-08-18 | 重庆废欲清环保科技有限公司 | Car carwash with advertisement flickering display function |
| JP7186076B2 (en) | 2017-12-06 | 2022-12-08 | スリーエム イノベイティブ プロパティズ カンパニー | GRAPHIC SHEET, METHOD FOR MANUFACTURING GRAPHIC SHEET, AND BUILDING STRUCTURE |
| JP2019151718A (en) * | 2018-03-01 | 2019-09-12 | 大日本印刷株式会社 | Manufacturing method of pressure sensitive adhesive sheet |
| JP2020033441A (en) * | 2018-08-29 | 2020-03-05 | 大日本印刷株式会社 | Double-sided adhesive tape |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10274933A (en) * | 1997-03-28 | 1998-10-13 | Nitto Denko Corp | Adhesion sheet for printing and manufacture of label |
| JP2000267573A (en) * | 1999-03-17 | 2000-09-29 | Kobayashi Kirokushi Co Ltd | Display sheet for glass |
| JP2001171054A (en) * | 1999-12-17 | 2001-06-26 | Daicel Chem Ind Ltd | Suction laminated body |
-
2001
- 2001-08-31 JP JP2001309213A patent/JP4551596B2/en not_active Expired - Fee Related
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10274933A (en) * | 1997-03-28 | 1998-10-13 | Nitto Denko Corp | Adhesion sheet for printing and manufacture of label |
| JP2000267573A (en) * | 1999-03-17 | 2000-09-29 | Kobayashi Kirokushi Co Ltd | Display sheet for glass |
| JP2001171054A (en) * | 1999-12-17 | 2001-06-26 | Daicel Chem Ind Ltd | Suction laminated body |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2003076308A (en) | 2003-03-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JPH11511404A (en) | Water-activated polymer and adhesive image transfer technology | |
| JP4551596B2 (en) | Manufacturing method of back-posted advertising poster sheet | |
| JPH07137435A (en) | Sheet for marking, marking sheet and manufacture thereof | |
| US6874421B2 (en) | Ink jet transfer printing process | |
| JP2003076308A5 (en) | ||
| US20160002848A1 (en) | Systems and methods for applying a sublimable dye to a substrate | |
| JP2002539977A (en) | Image graphic adhesive system and method of use thereof | |
| JP2009508716A (en) | Repositionable photo card | |
| JPWO2006022335A1 (en) | Decorative material | |
| US20030098906A1 (en) | Ink jet transfer printing process | |
| JP2005504650A (en) | Inkjet transfer printing method | |
| JP4682266B2 (en) | Backed advertising poster sheet | |
| JP2007152594A (en) | Sheet for print transfer and method for transfer forming of print image | |
| JP2004038119A (en) | Method for printing and manufacturing poster backed with micro-suction cup | |
| JP2005055845A (en) | Sheet for display with microsuction cup | |
| JP2010085959A (en) | Display object backed with micro-sucker | |
| GB2084931A (en) | Heat transfer printing | |
| JP2002348548A (en) | Method for producing advertising poster attached microsucker adhesive | |
| JP3157740U (en) | Cloth adhesive sheet | |
| JP4423742B2 (en) | Decorative sheet with adhesive | |
| JP2551414B2 (en) | Transferred sheet and decoration method | |
| JP3059175U (en) | Double-sided adhesive body with adhesive body formed by printing | |
| JP2001356724A (en) | Advertising poster with micro sucker | |
| JP4234297B2 (en) | Transfer decoration method and decorative transfer film used for it | |
| JP5307961B2 (en) | Adhesive sheet |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070629 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20090512 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20090512 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20090512 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20091109 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100413 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100614 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100629 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100712 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4551596 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130716 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |