JP4531270B2 - 通気可能な複合材料シートを用いた吸収性物品 - Google Patents
通気可能な複合材料シートを用いた吸収性物品 Download PDFInfo
- Publication number
- JP4531270B2 JP4531270B2 JP2000620907A JP2000620907A JP4531270B2 JP 4531270 B2 JP4531270 B2 JP 4531270B2 JP 2000620907 A JP2000620907 A JP 2000620907A JP 2000620907 A JP2000620907 A JP 2000620907A JP 4531270 B2 JP4531270 B2 JP 4531270B2
- Authority
- JP
- Japan
- Prior art keywords
- fibers
- film
- web
- adhesive
- nonwoven web
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 239000002250 absorbent Substances 0.000 title claims description 109
- 230000002745 absorbent Effects 0.000 title claims description 109
- 239000002131 composite material Substances 0.000 title claims description 105
- 239000000835 fiber Substances 0.000 claims description 150
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Chemical compound O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 82
- 239000000843 powder Substances 0.000 claims description 77
- 239000000853 adhesive Substances 0.000 claims description 71
- 230000001070 adhesive effect Effects 0.000 claims description 71
- 229920000642 polymer Polymers 0.000 claims description 56
- 239000007788 liquid Substances 0.000 claims description 36
- 229920000728 polyester Polymers 0.000 claims description 33
- 229920001169 thermoplastic Polymers 0.000 claims description 29
- 238000000034 method Methods 0.000 claims description 27
- 239000000203 mixture Substances 0.000 claims description 27
- 239000005020 polyethylene terephthalate Substances 0.000 claims description 21
- 238000012360 testing method Methods 0.000 claims description 21
- 239000004416 thermosoftening plastic Substances 0.000 claims description 21
- 229920000139 polyethylene terephthalate Polymers 0.000 claims description 14
- 230000005540 biological transmission Effects 0.000 claims description 13
- 229920001577 copolymer Polymers 0.000 claims description 12
- 229920001971 elastomer Polymers 0.000 claims description 10
- 230000002706 hydrostatic effect Effects 0.000 claims description 10
- 239000000806 elastomer Substances 0.000 claims description 9
- 238000002386 leaching Methods 0.000 claims description 7
- 229920002635 polyurethane Polymers 0.000 claims description 7
- 239000004814 polyurethane Substances 0.000 claims description 7
- 239000004952 Polyamide Substances 0.000 claims description 6
- 238000010521 absorption reaction Methods 0.000 claims description 6
- 150000002148 esters Chemical class 0.000 claims description 6
- 229920002647 polyamide Polymers 0.000 claims description 6
- 229920000742 Cotton Polymers 0.000 claims description 5
- 229920000098 polyolefin Polymers 0.000 claims description 5
- 229920002451 polyvinyl alcohol Polymers 0.000 claims description 4
- NMYFVWYGKGVPIW-UHFFFAOYSA-N 3,7-dioxabicyclo[7.2.2]trideca-1(11),9,12-triene-2,8-dione Chemical compound O=C1OCCCOC(=O)C2=CC=C1C=C2 NMYFVWYGKGVPIW-UHFFFAOYSA-N 0.000 claims description 3
- 239000004372 Polyvinyl alcohol Substances 0.000 claims description 3
- 244000005700 microbiome Species 0.000 claims description 3
- 239000004925 Acrylic resin Substances 0.000 claims description 2
- 229920000178 Acrylic resin Polymers 0.000 claims description 2
- 239000005022 packaging material Substances 0.000 claims description 2
- 239000010410 layer Substances 0.000 description 177
- 239000010408 film Substances 0.000 description 155
- 239000000463 material Substances 0.000 description 93
- 239000000758 substrate Substances 0.000 description 25
- 230000004888 barrier function Effects 0.000 description 17
- 239000004744 fabric Substances 0.000 description 17
- 238000001125 extrusion Methods 0.000 description 12
- 230000007246 mechanism Effects 0.000 description 11
- 238000002844 melting Methods 0.000 description 11
- 230000008018 melting Effects 0.000 description 11
- -1 polypropylene Polymers 0.000 description 11
- 239000010409 thin film Substances 0.000 description 11
- 230000035699 permeability Effects 0.000 description 10
- 206010021639 Incontinence Diseases 0.000 description 9
- 230000000052 comparative effect Effects 0.000 description 9
- 210000000416 exudates and transudate Anatomy 0.000 description 9
- 230000002209 hydrophobic effect Effects 0.000 description 9
- 238000004519 manufacturing process Methods 0.000 description 9
- 239000000047 product Substances 0.000 description 9
- 238000010998 test method Methods 0.000 description 9
- 238000003855 Adhesive Lamination Methods 0.000 description 8
- 239000004743 Polypropylene Substances 0.000 description 8
- 229920001155 polypropylene Polymers 0.000 description 8
- 230000008569 process Effects 0.000 description 8
- 229920004934 Dacron® Polymers 0.000 description 7
- 241000700605 Viruses Species 0.000 description 7
- 238000007765 extrusion coating Methods 0.000 description 6
- 239000000155 melt Substances 0.000 description 6
- 238000012545 processing Methods 0.000 description 6
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N titanium dioxide Inorganic materials O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 6
- 229920001634 Copolyester Polymers 0.000 description 5
- 239000004721 Polyphenylene oxide Substances 0.000 description 5
- 238000002156 mixing Methods 0.000 description 5
- 239000008188 pellet Substances 0.000 description 5
- 229920000570 polyether Polymers 0.000 description 5
- 239000011148 porous material Substances 0.000 description 5
- 229920003620 Grilon® Polymers 0.000 description 4
- 229920002302 Nylon 6,6 Polymers 0.000 description 4
- 229920002614 Polyether block amide Polymers 0.000 description 4
- 239000012141 concentrate Substances 0.000 description 4
- 230000007547 defect Effects 0.000 description 4
- JBKVHLHDHHXQEQ-UHFFFAOYSA-N epsilon-caprolactam Chemical compound O=C1CCCCCN1 JBKVHLHDHHXQEQ-UHFFFAOYSA-N 0.000 description 4
- 230000000813 microbial effect Effects 0.000 description 4
- 238000012986 modification Methods 0.000 description 4
- 230000004048 modification Effects 0.000 description 4
- 239000004094 surface-active agent Substances 0.000 description 4
- 229920002725 thermoplastic elastomer Polymers 0.000 description 4
- 241000894006 Bacteria Species 0.000 description 3
- KFZMGEQAYNKOFK-UHFFFAOYSA-N Isopropanol Chemical compound CC(C)O KFZMGEQAYNKOFK-UHFFFAOYSA-N 0.000 description 3
- 239000000654 additive Substances 0.000 description 3
- 238000000576 coating method Methods 0.000 description 3
- 238000003475 lamination Methods 0.000 description 3
- 239000011159 matrix material Substances 0.000 description 3
- 239000004745 nonwoven fabric Substances 0.000 description 3
- 235000019422 polyvinyl alcohol Nutrition 0.000 description 3
- 230000001681 protective effect Effects 0.000 description 3
- 238000010791 quenching Methods 0.000 description 3
- 238000009823 thermal lamination Methods 0.000 description 3
- 239000012815 thermoplastic material Substances 0.000 description 3
- 210000002700 urine Anatomy 0.000 description 3
- 239000002699 waste material Substances 0.000 description 3
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 2
- 239000004698 Polyethylene Substances 0.000 description 2
- 229920001400 block copolymer Polymers 0.000 description 2
- 239000008280 blood Substances 0.000 description 2
- 210000004369 blood Anatomy 0.000 description 2
- 239000011248 coating agent Substances 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 210000005069 ears Anatomy 0.000 description 2
- 238000004049 embossing Methods 0.000 description 2
- 239000006261 foam material Substances 0.000 description 2
- 238000013023 gasketing Methods 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- 238000005304 joining Methods 0.000 description 2
- 238000010030 laminating Methods 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 230000035515 penetration Effects 0.000 description 2
- 230000002093 peripheral effect Effects 0.000 description 2
- 229920003023 plastic Polymers 0.000 description 2
- 239000004033 plastic Substances 0.000 description 2
- 229920001601 polyetherimide Polymers 0.000 description 2
- 229920000573 polyethylene Polymers 0.000 description 2
- 229920002959 polymer blend Polymers 0.000 description 2
- 229920006254 polymer film Polymers 0.000 description 2
- 239000002356 single layer Substances 0.000 description 2
- 230000001360 synchronised effect Effects 0.000 description 2
- 229920002994 synthetic fiber Polymers 0.000 description 2
- 239000012209 synthetic fiber Substances 0.000 description 2
- 239000004408 titanium dioxide Substances 0.000 description 2
- 238000012549 training Methods 0.000 description 2
- 238000004804 winding Methods 0.000 description 2
- 229920002799 BoPET Polymers 0.000 description 1
- 208000031872 Body Remains Diseases 0.000 description 1
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 1
- 241000711549 Hepacivirus C Species 0.000 description 1
- 239000005041 Mylar™ Substances 0.000 description 1
- 239000004677 Nylon Substances 0.000 description 1
- 229920002292 Nylon 6 Polymers 0.000 description 1
- 229920001131 Pulp (paper) Polymers 0.000 description 1
- 241000220010 Rhode Species 0.000 description 1
- 239000004826 Synthetic adhesive Substances 0.000 description 1
- 229920002522 Wood fibre Polymers 0.000 description 1
- 230000004308 accommodation Effects 0.000 description 1
- 238000009825 accumulation Methods 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 230000004913 activation Effects 0.000 description 1
- 238000004026 adhesive bonding Methods 0.000 description 1
- 239000002998 adhesive polymer Substances 0.000 description 1
- 239000000443 aerosol Substances 0.000 description 1
- 150000001408 amides Chemical class 0.000 description 1
- 238000003556 assay Methods 0.000 description 1
- 230000001580 bacterial effect Effects 0.000 description 1
- 210000004666 bacterial spore Anatomy 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 210000001124 body fluid Anatomy 0.000 description 1
- 239000010839 body fluid Substances 0.000 description 1
- 238000003490 calendering Methods 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 238000009792 diffusion process Methods 0.000 description 1
- 238000007598 dipping method Methods 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 230000009977 dual effect Effects 0.000 description 1
- 239000000428 dust Substances 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- RTZKZFJDLAIYFH-UHFFFAOYSA-N ether Substances CCOCC RTZKZFJDLAIYFH-UHFFFAOYSA-N 0.000 description 1
- 238000001704 evaporation Methods 0.000 description 1
- 230000008020 evaporation Effects 0.000 description 1
- 239000002657 fibrous material Substances 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 239000000576 food coloring agent Substances 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 229920001903 high density polyethylene Polymers 0.000 description 1
- 239000004700 high-density polyethylene Substances 0.000 description 1
- 239000012943 hotmelt Substances 0.000 description 1
- 238000007654 immersion Methods 0.000 description 1
- 239000004615 ingredient Substances 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 239000012982 microporous membrane Substances 0.000 description 1
- 229910052757 nitrogen Inorganic materials 0.000 description 1
- 229920001778 nylon Polymers 0.000 description 1
- 235000019645 odor Nutrition 0.000 description 1
- 230000008520 organization Effects 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 244000052769 pathogen Species 0.000 description 1
- 230000001717 pathogenic effect Effects 0.000 description 1
- 239000012466 permeate Substances 0.000 description 1
- 239000000049 pigment Substances 0.000 description 1
- 239000002985 plastic film Substances 0.000 description 1
- 229920006255 plastic film Polymers 0.000 description 1
- 229920005594 polymer fiber Polymers 0.000 description 1
- 230000036316 preload Effects 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 238000012552 review Methods 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 239000005060 rubber Substances 0.000 description 1
- 230000002000 scavenging effect Effects 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 229920002379 silicone rubber Polymers 0.000 description 1
- 239000004945 silicone rubber Substances 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 238000007655 standard test method Methods 0.000 description 1
- 239000004749 staple nonwoven Substances 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 229920000247 superabsorbent polymer Polymers 0.000 description 1
- 239000004583 superabsorbent polymers (SAPs) Substances 0.000 description 1
- 238000009864 tensile test Methods 0.000 description 1
- 229920006346 thermoplastic polyester elastomer Polymers 0.000 description 1
- OGIDPMRJRNCKJF-UHFFFAOYSA-N titanium oxide Inorganic materials [Ti]=O OGIDPMRJRNCKJF-UHFFFAOYSA-N 0.000 description 1
- 241001515965 unidentified phage Species 0.000 description 1
- 230000004580 weight loss Effects 0.000 description 1
- 239000002023 wood Substances 0.000 description 1
- 239000002759 woven fabric Substances 0.000 description 1
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/22—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed
- B32B5/24—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer
- B32B5/26—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer another layer next to it also being fibrous or filamentary
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/51—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the outer layers of the pads
- A61F13/514—Backsheet, i.e. the impermeable cover or layer furthest from the skin
- A61F13/51474—Backsheet, i.e. the impermeable cover or layer furthest from the skin characterised by its structure
- A61F13/51478—Backsheet, i.e. the impermeable cover or layer furthest from the skin characterised by its structure being a laminate, e.g. multi-layered or with several layers
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/15203—Properties of the article, e.g. stiffness or absorbency
- A61F2013/15284—Properties of the article, e.g. stiffness or absorbency characterized by quantifiable properties
Landscapes
- Health & Medical Sciences (AREA)
- Vascular Medicine (AREA)
- Animal Behavior & Ethology (AREA)
- Engineering & Computer Science (AREA)
- Biomedical Technology (AREA)
- Heart & Thoracic Surgery (AREA)
- Dermatology (AREA)
- Life Sciences & Earth Sciences (AREA)
- Epidemiology (AREA)
- General Health & Medical Sciences (AREA)
- Public Health (AREA)
- Veterinary Medicine (AREA)
- Laminated Bodies (AREA)
- Absorbent Articles And Supports Therefor (AREA)
- Orthopedics, Nursing, And Contraception (AREA)
Description
【発明の分野】
本発明は、吸収性物品、例えばおむつ、成人用失禁衣類、および婦人用衛生製品、に関する。本発明はさらに、薄い水蒸気透過性フィルムを有する外側被覆および複数の層状繊維基材を有するその様な吸収性物品にも関連し、これらの材料が組み合わされ、耐久性があり、強靱で、たわみ性があり、液体、細菌、ウイルス、および臭気に対するバリヤーとして作用し、水蒸気に対する透過性が高い複合材料シートを形成する。
【0002】
【発明の背景】
医療用掛け布、医療用ガウンおよび吸収性物品、例えばおむつおよび衛生ナプキン、の製造に使用する織り上げた、または不織のシート材料は、快適で、しなやかで、液体に対して実質的に不透過性でなければならない。医療用衣類および吸収性物品に使用するシート材料は、排出された物質を収容する、および/またはこれらの物質を着用者の身体から、または着用者の衣類および寝具から隔離する様に機能する。ここで使用する用語「吸収性物品」は、身体の浸出液を吸収し、収容する装置を意味し、より詳しくは、着用者の身体に、またはその近くに配置し、身体から排出される様々な浸出液を吸収し、収容する装置を意味する。吸収性物品には、使い捨てのおむつ、失禁用ブリーフ、失禁用下着、失禁用パッド、婦人用衛生衣類、トレーニングパンツ、かぶって着る衣類、等が挙げられる。
【0003】
医療用衣類および吸収性物品に使用するのに理想的なシート材料は、高い水蒸気透過速度を示し、その材料から製造された衣類や製品の内側における熱および湿分の蓄積を少なくする。理想的なシート材料は、液体の通過または浸出を阻止し、細菌またはウイルスの通過さえ阻止するための優れたバリヤー特性も示す。理想的な材料は、その材料が乾燥しているか、または濡れているかに関わらず、通常の使用条件下で裂ける、または剥がれることがない様に十分な強度も有していなければならない。シート材料を衣類の中で使用する場合には、その材料がたわみ性があり、柔軟で、しなやかであることも重要である。最後に、シート材料が医療用衣類の中で使用される場合、シートが、医療環境を汚染しそうな繊維屑を発生しないことも重要である。
【0004】
ここに参考として含めるPCT特許出願第WO97/45259号は、繊維状基材に接着した水蒸気透過性の熱可塑性フィルムを含んでなる、通気可能な複合シート材料を開示している。通気可能な熱可塑性フィルムは、主として、ブロックコポリエーテルエステル、ブロックコポリエーテルアミドおよびポリウレタンの群から選択された重合体材料を含んでなる。繊維状基材は不織シートであり、主としてフィルムと相容性がない重合体繊維、例えばポリオレフィン繊維、から製造されている。溶融したフィルム形成重合体の層を繊維状基材の上に直接押し出すことにより、フィルムを繊維状基材に接着させ、次いで、例えば2本のロール間に形成されたニップで繊維状基材の中に溶融フィルムを圧迫することにより、フィルムと基材の繊維を機械的に噛み合わせる。
【0005】
米国特許第5,445,874号は、防護衣類に使用するのに好適な防水、血液不透過性、およびウイルス不透過性の材料を開示している。このラミネートは、織布または不織布に接着した水蒸気透過性フィルムを含んでなる。好ましいフィルムは熱可塑性ポリエステルエラストマーである。開示されている布地は、ポリエステル、ナイロンおよびポリプロピレンの不織布を包含する。米国特許第5,445,874号は、このフィルムが、粉末接着剤ラミネーション、ホットメルトラミネーション、または湿潤接着剤ラミネーションにより布地に張り合わせできることを開示している。
【0006】
接着剤ラミネーション、熱的ラミネーションおよび押出被覆法はすべて、繊維状不織基材と、水蒸気透過性で、液体に対して実質的に不透過性のフィルムの複合材料シートの製造に使用されている。水蒸気透過性フィルムが比較的厚ければ(すなわち>25ミクロン)、良好なバリヤー特性を有するその様な複合材料シートを製造することが可能である。しかし、フィルムが薄い場合には、重要なバリヤー特性を犠牲にせずに、その様な複合材料シートを製造することは困難である。薄いフィルムは複合材料シートを通して大量の水蒸気を容易に透過させることができ、薄いフィルムはフィルム材料の使用量が少なく、従って製造経費が少なくて済むので、複合材料シートには非常に薄い水蒸気透過性フィルムが望ましい。
【0007】
接着剤ラミネーションはフィルム形成後の工程で行う。接着剤ラミネーションを実行するには、水蒸気透過性フィルムを形成し、ロール上に巻き取り、後の段階で繰り出し、接着剤ラミネーション工程の際に取り扱える様に、フィルムが十分な引張強度および引裂き強度を有していなければならない。厚さが25ミクロン(1ミル)未満の水蒸気透過性フィルムを接着剤ラミネーション工程の際に、フィルムを引き裂かずに、あるいはフィルムに欠陥を引き起こさずに、取り扱うことは困難である。
【0008】
厚さが25ミクロン未満である水蒸気透過性フィルムの熱的ラミネーションでも同様に、バリヤー特性が不十分な複合シート材料が製造されている。薄いフィルムを繊維状基材に熱的に張り合わせることにより複合材料シートを製造すると、上記の様な接着剤ラミネーションに関連する薄いフィルムの取扱い上の問題が起こる。さらに、熱的ラミネーションを行うには、フィルムを高温、高圧にさらし、フィルムを軟化させ、繊維状基材と機械的に噛み合わせる必要がある。一般的に、フィルムと繊維状基材の間の剥離強度は、ラミネーション温度およびニップ圧力が高くなるにつれて増加する。残念ながら、厚さ25ミクロン未満の水蒸気透過性フィルムを、複合材料シートで十分な剥離強度を得るのに必要な高温、高圧にさらすと、フィルムに小さな孔が生じ、その複合材料シートは、吸収性物品または医療用衣類に使用する複合材料シートに望ましい流体バリヤー特性を示さない。これらの欠陥は、接着の際のウェブ全体にわたる不均一な温度または高いニップ圧により引き起こされることがある。
【0009】
優れた引張および剥離強度を有し、遊離した繊維を放出しない複合材料シートは、ウェブの繊維と相容性がある接着剤で粉末接着されたステープルファイバーの梳いたウェブを使用して製造することができる。複合材料シートは、粉末接着したウェブに、ウェブの繊維および粉末接着剤とも相容性がある溶融した薄いフィルムを押出被覆することにより製造される。熱可塑性材料の「相容性」は、この分野で認められている用語であり、一般的に、熱可塑性材料が相互に混和し得る、および/または相互作用する程度を意味する。同様に、ここで使用する「非相容性」材料は、実質的に混和し得ない、または相互作用しない重合体材料を意味する。非相容性材料は、加熱しても、互いに濡らさない、または十分に接着しない。
【0010】
ウェブの繊維および固化した粉末接着剤と相容性がある熱可塑性重合体のフィルムで押出被覆した粉末接着したウェブから製造された複合材料シートは、固化した粉末接着剤がウェブ中のすべての繊維を一つの強力なマトリックスに結合するので、良好な引張強度を発揮し、糸屑発生が少ない。これらのシートは、フィルムが相容性のある接着剤およびウェブの繊維に容易に接着するので、優れた剥離強度を示す。例えば、フィルム、不織材料、および接着剤のすべてがポリエステル重合体を含んでなる場合に、優れた引張強度、剥離強度および耐糸屑発生性を示す。残念ながら、この種の複合材料シーにおけるフィルム層は、不織材料に全体的に、完全に接着し過ぎるので、シートが堅い紙の様な感触を有し、衣類や多くの吸収性物品には不適当である。
【0011】
そこで、液体、細菌およびウイルスに対してバリヤーとして作用し、水蒸気に対して高い透過性も示す複合シート材料が必要とされている。その様な水蒸気透過性で液体不透過性の複合シート材料は、耐久性があり、強靱で、糸屑発生が少なく、同時に柔軟で、たわみ性があり、衣類製品および吸収性物品に使用した場合に十分に快適であるべきである。さらに、その様な複合材料シートは、経済的な様式、すなわち1工程におけるフィルム押出およびラミネーション、で製造できることも必要である。その様な材料を使用し、その様な特性を得る吸収性物品が必要とされている。
【0012】
【発明の概要】
本発明は、トップシート、バックシート、およびトップシートとバックシートの間にある吸収性コアを有する吸収性物品を提供する。バックシートは、水蒸気透過性で、実質的に液体不透過性である複合材料シートを含んでなる。シート材料は、第一側面および反対側の第二側面を有する第一繊維状不織ウェブ、および第一側面および反対側の第二側面を有する第二繊維状不織ウェブを含んでなる。第二繊維状不織ウェブの第一側面は、第一繊維状不織ウェブの第二側面と接しており、第一および第二繊維状不織ウェブのそれぞれは粉末接着したウェブであり、第一および第二繊維状ウェブの繊維は、その様なウェブの他の繊維に、第一および第二不織繊維状ウェブに浸透する合成接着剤により接着している。第一および第二繊維状不織ウェブは接着剤により互いに接着されている。水蒸気透過性熱可塑性フィルムが第二繊維状不織ウェブの第二側面に接着されている。第一繊維状不織ウェブ中の繊維の少なくとも90重量%は接着剤と相容性があり、第二繊維状不織ウェブ中の繊維の25〜75重量%は接着剤および熱可塑性フィルムと相容性があり、第二繊維状不織ウェブ中の繊維の75〜25重量%は接着剤および熱可塑性フィルムと非相容性である。熱可塑性フィルム中の重合体の少なくとも50重量%も接着剤と相容性がある。
【0013】
好ましくは、第二繊維状不織ウェブ中の繊維の重量は、第一繊維状不織ウェブ中の繊維の重量の1/4〜4倍である。複合材料シートのフィルムの平均厚さは好ましくは25ミクロン未満、より好ましくは20ミクロン未満である。複合材料シートは、理想的には剥離強度が少なくとも0.1N/cm、静水頭が少なくとも60cmであり、LYSSY法による水蒸気透過速度が少なくとも1000g/m2/24hrである。
【0014】
本発明の好ましい実施態様では、不織ウェブ中の接着剤はポリエステル重合体またはポリエステル共重合体接着剤であり、水蒸気透過性フィルムは少なくとも約75重量%の、ブロックコポリエーテルエステル、ブロックコポリエーテルアミド、コポリエーテルイミドエステル、ポリウレタン、ポリビニルアルコール、およびそれらの組合せの群から選択された重合体を含んでなる。好ましい実施態様では、第一繊維状不織ウェブ中の繊維の少なくとも90重量%は、ポリエステル重合体および共重合体の群から選択された重合体で製造され、第二繊維状不織ウェブ中の繊維の25〜75重量%は、ポリエステル重合体および共重合体の群から選択された重合体で製造され、第二繊維状不織ウェブ中の繊維の75〜25重量%は、ポリアミド、ポリオレフィン、アクリル樹脂、および綿の群から選択された重合体で製造される。好ましい実施態様における繊維中のポリエステル重合体およびポリエステル共重合体は、好ましくはポリ(エチレンテレフタレート)、ポリ(1,3−プロピレンテレフタレート)およびそれらの共重合体の群から選択される。その様なポリエステル繊維の少なくとも10%は、波形長円形断面を有する成形繊維でよい。本発明の好ましい実施態様では、水蒸気透過性フィルムは少なくとも約75重量%のブロックコポリエーテルエステルを含んでなり、より好ましくはフィルムは実質的にコポリエーテルエステルエラストマーからなる。
【0015】
本発明の複合材料シートは、実質的にピンホールが無く、液体浸出試験により試験した時にシートを通して液体が実質的に通過しない。複合材料シートは、無菌包装材料に関するISO11607標準により試験した時に微生物の通過を阻止すること、および複合材料シートは、ASTM F1671により試験した時に直径が0.025ミクロンを超える微生物およびウイルスの通過を阻止することがさらに好ましい。
【0016】
本発明の複合材料シートの水蒸気透過性フィルムは、第一および第二の層を有し、それらの層のそれぞれが異なった水蒸気透過性熱可塑性重合体組成物を含んでなることができる。その様な水蒸気透過性フィルムの第一層はフィルムの総重量少なくとも60%を構成することができ、実質的に親水性の層を含んでなることができるのに対し、水蒸気透過性フィルムの第二層は実質的に疎水性の層を含んでなることができ、その際、水蒸気透過性フィルムの第一層は、第二繊維状不織ウェブの第二側面に接着されている。
【0017】
本発明は、上記の複合シート材料を含んでなる衣類または防護被覆の製品にも関連する。
【0018】
本発明は、粉末接着剤で接着した繊維状不織材料および水蒸気透過性熱可塑性フィルムを含んでなる、水蒸気透過性の、実質的に液体不透過性の複合材料シートの製造方法も包含する。本方法は、(a)第一側面および反対側の第二側面を有する第一繊維状不織ウェブ(第一繊維状不織ウェブ中の繊維の少なくとも90重量%は接着剤と相容性がある)を用意する工程、(b)第一側面および反対側の第二側面を有する第二繊維状不織ウェブ(第二繊維状不織ウェブの第一側面は第一繊維状不織ウェブの第二側面に接しており、第二繊維状不織ウェブ中の繊維の25〜75重量%は接着剤および熱可塑性フィルムと相容性があり、第二繊維状不織ウェブ中の繊維の75〜25重量%は接着剤および熱可塑性フィルムと非相容性である)を用意する工程、(c)第一および第二繊維状不織ウェブ全体に粉末接着剤を浸透させる工程、(d)第一および第二繊維状不織ウェブに浸透する接着剤により、第一および第二繊維状不織ウェブの繊維がその様なウェブの他の繊維と接着され、第一および第二繊維状不織ウェブが接着剤により互いに接着される様に、粉末接着するのに十分な温度にウェブを加熱する工程、(e)水蒸気透過性熱可塑性フィルムを第二繊維状不織ウェブの第二側面上に溶融押出しする工程、(f)複合シート材料をニップに通すことにより、複合シート材料を封圧(confining pressure)にかける工程、および(g)シート材料をロール上に巻き取る工程を包含する。
【0019】
本明細書は請求項で本発明を明瞭に指摘し、明らかに特許権請求しているが、添付の図面を参照する下記の説明により、本発明をより深く理解できると考えられる。
【0020】
【発明の具体的説明】
ここで本発明の好ましい実施態様を参照しながら本発明を詳細に説明する。
【0021】
通気可能な複合シート材料
本発明の複合材料シート材料は、繊維状基材に接着された水蒸気透過性フィルムを含んでなる。その様な複合材料シートはラミネート構造と呼ばれることがある。好ましくは、繊維状基材の繊維は、ウェブに粉末として塗布され、続いて加熱され、繊維を繊維マトリックスに結合する接着剤により一つに保持された、梳いたステープルファイバーである。好ましいフィルムは水蒸気透過性の熱可塑性フィルムであり、繊維状ウェブの上に直接溶融物として押出被覆し、ウェブの繊維およびウェブの中に取り込まれている接着剤に薄いフィルムを接着させることができる。
【0022】
繊維状マトリックスに熱的に張り合わされたフィルムを含んでなる複合材料シートは、繊維状基材中の繊維の大部分が、フィルムおよび接着剤中の重合体とあまり相容性がない重合体で製造されている場合に、より柔軟に、よりしなやかに製造できることが分かった。残念ながら、ウェブの繊維の大部分が、ウェブの繊維を結合するのに使用されている接着剤と非相容性であるラミネート構造は、引張強度が非常に低く、遊離した繊維を放出する傾向がある。
【0023】
本発明は、引張強度が優れ、繊維の糸屑発生が少ない、柔軟性およびたわみ性がある複合材料シートを目的としている。本発明により、複合材料シートの繊維状ウェブは、少なくとも2つの層を有する。第一層を構成する繊維の少なくとも90重量%は、ウェブの繊維を結合するために使用されている接着剤と相容性がある。第一繊維層の上に付着した第二繊維層は繊維の混合物を含んでなり、その際、繊維の25〜75重量%は、ウェブの繊維を結合するために使用されている接着剤と非相容性であり、繊維の75〜25重量%は接着剤と相容性である。複合材料シートは、第二層の露出した表面上に直接押出被覆された薄い水蒸気透過性フィルムをさらに包含し、そのフィルムは、ウェブの繊維を結合するために使用されている接着剤と相容性がある。
【0024】
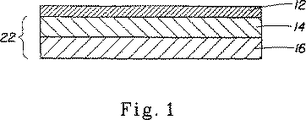
図1に関して、本発明の複合材料シート10を示す。シート10は、繊維状不織層を含んでなる水蒸気透過性多層不織ウェブ22を含んでなる。第一不織層16は第二不織層14に接している。多層ウェブの中に導入された粉末接着剤は、各層の中で繊維同士を結合し、繊維層14および16を互いに結合する。第一不織層中の繊維は、好ましくは多層ウェブ中の繊維の20〜80重量%を構成する。第二不織層中の繊維も好ましくは多層ウェブ中の繊維の80〜20重量%を構成する。より好ましくは、第一不織層の繊維は多層ウェブ中の繊維の40〜75重量%を構成し、第二不織層の繊維は多層ウェブ中の繊維の60〜25重量%を構成する。液体不透過性で水蒸気透過性の重合体フィルム12は、第二不織層14の上に押出被覆される。フィルム12は単層または多層フィルムでよい。
【0025】
第二不織層14は、好ましくは第一および第二のステープルファイバー成分の混合物を含んでなる梳いたウェブである。第一ステープルファイバー成分は、水蒸気透過性フィルム層および粉末接着剤の両方の重合体と相容性がある第一重合体から製造された繊維を含んでなる。第二ステープルファイバー成分は、フィルム層12および粉末接着剤の重合体と非相容性である第二重合体から製造された繊維を含んでなる。第二不織層14の相容性があるステープルファイバー成分は、好ましくは第二不織層の繊維の約25〜75重量%を構成し、より好ましくは第二不織層の繊維の約40〜60重量%を構成する。本発明の別の実施態様では、第一の相容性があるステープルファイバー成分は、接着剤と相容性がある重合体からそれぞれ製造された2種類以上の繊維の混合物を含んでなるか、接着剤と相容性がある重合体の混合物から製造された繊維を含んでなるか、またはこれら二つの混合物を含んでなることができる。同様に、第二不織層14の非相容性の第二ステープルファイバー成分は、接着剤と非相容性である重合体からそれぞれ製造された2種類以上の繊維の混合物を含んでなるか、接着剤と非相容性である重合体の混合物から製造された繊維を含んでなるか、またはこれら二つの混合物を含んでなることができる。あるいは、第二不織フィルム層は、2個以上の小層を含んでなり、それら小層のそれぞれが、25〜75重量%の相容性があるステープルファイバー成分および75〜25重量%の非相容性ステープルファイバー成分を含んでなることができる。
【0026】
第一不織層16中のステープルファイバーの少なくとも90重量%、より好ましくは第一不織層16中のステープルファイバーの95〜100重量%は、粉末接着剤および第二不織層の第一ステープルファイバー成分の両方と相容性がある重合体から製造される。第一不織層16のステープルファイバーは、第二不織層14の相容性がある第一ステープルファイバー成分と同一でよい。あるいは、第一不織繊維層16は、2個以上の小層を含んでなり、それら小層のそれぞれが、少なくとも90重量%の、粉末接着剤および第二不織層の第一ステープルファイバー成分と相容性がある重合体から製造された繊維を含んでなることができる。
【0027】
不織層の粉末接着に使用する粉末接着剤は、繊維状不織層に使用するステープルファイバーの融点より低い温度で融解する熱可塑性重合体を含んでなる。粉末接着剤は、フィルム層、第二不織層14の第一ステープルファイバー成分、および第一不織層16のステープルファイバーと相容性があり、塗布した時に相容性繊維およびフィルム層と効果的に接着結合する。粉末接着剤は、第一および第二不織層の両方の全体にわたって配分され、不織層中および不織層間に良好な結合を与える。
【0028】
第二不織層14中の繊維混合物は、繊維状ウェブとフィルム層12の間に分離した結合を与える。非相容性の繊維がフィルム層と良く接着しないのに対し、相容性がある繊維は良く結合するために、この分離した結合が生じる。この分離した結合により、布地のしなやかさが改良され、フィルム状または紙状の構造に対してより布地に近い構造が得られ、不織基材がフィルム層と相容性がある繊維を主として含んでなる複合材料シートよりも、柔軟性が高く、たわみ性があり、粗くない布地が得られる。これらの特性は最終的な衣類および吸収性物品用途に特に望ましい。粉末接着剤が第二不織層14の非相容性繊維成分に良く結合しないので、第二不織層単独の強度は、多くの最終用途に望まれる強度よりも低い傾向がある。しかし、粉末接着剤は、第一不織層16の繊維の少なくとも90重量%と相容性があるので、ウェブの第一不織層全体にわたって良好な接着結合が達成される。これによって、全体的に良好な強度および耐久性(例えば耐摩耗性)を発揮する複合材料シートが得られる。さらに、第一および第二不織層の間に良好な結合が得られる。
【0029】
複合材料シート構造10のフィルム層12は、水蒸気透過性で実質的に液体不透過性のフィルムである。フィルム層は、好ましくは単一の工程で押し出し、繊維状基材22の上に張り合わせる。フィルム層12は、薄い、連続的な、非多孔質の、実質的に液体不透過性の、水蒸気透過性フィルムとして押し出すことができる熱可塑性重合体材料を含んでなる。好ましくは、押し出されたフィルムは厚さが25ミクロン未満、より好ましくは厚さが15ミクロン未満、最も好ましくは厚さが10ミクロン未満である。フィルム層12は、好ましくはブロックポリエーテル共重合体、例えばブロックポリエーテルエステル共重合体、ポリエーテルアミド共重合体、ポリウレタン共重合体、ポリ(エーテルイミド)エステル共重合体、ポリビニルアルコール、またはそれらの組合せ、を含んでなる。好ましいコポリエーテルエステルブロック共重合体は、Hagman、米国特許第4,739,012号に記載されている様な、軟質ポリエーテル部分および硬質ポリエステル部分を有する分割されたエラストマーである。好適なコポリエーテルエステルブロック共重合体は、DuPontからHytrelの商品名で市販されている。HytrelはDuPontの登録商標である。好適なコポリエーテルアミド重合体は、Glen Rock, New Jersey, USAのAtochem Inc.からPebaxの商品名で市販されているコポリアミドである。PebaxはParis, FranceのElf Atochem, S.A. の登録商標である。好適なポリウレタンは、Cleveland, Ohio, USAのThe B.F. Goodrich CompanyからEstaneの商品名で市販されている。好適なコポリ(エーテルイミド)エステルはHoeschele et al.の米国特許第4,868,062号に記載されている。
【0030】
あるいは、フィルム層12は重合体の混合物を含んでなることができ、その際、フィルムの少なくとも50重量%が、ウェブ22の繊維を結合するために使用される接着剤と非相容性である。より好ましくは、フィルム層12は少なくとも75重量%の、ブロックコポリエーテルエステル、ブロックコポリエーテルアミド、コポリエーテルイミドエステル、ポリウレタン、およびポリビニルアルコールの群から選択された重合体を含んでなる。
【0031】
第二不織層14の相容性がある繊維状成分および第一不織層16の繊維は、好ましくはポリエステル、例えばポリ(エチレンテレフタレート)、ポリ(1,3−プロピレンテレフタレート)およびそれらの共重合体、を含んでなる。その様なポリエステル重合体は、ブロックポリエーテル共重合体、例えばブロックポリエーテルエステル共重合体、と、ポリエーテルアミド共重合体と、ポリウレタン共重合体と、ポリ(エーテルイミド)エステル共重合体と、およびそれらの組合せと相容性がある。第二不織層14の非相容性繊維状成分は、好ましくはポリアミド、例えばポリ(ヘキサメチレンアジパミド)(ナイロン66)およびポリカプロアミド(ナイロン6)、ポリオレフィン、例えばポリプロピレンまたはポリエチレン、アクリル系重合体、または綿である。繊維状ウェブ22の第二不織層14に好ましい不織材料は、ポリオレフィンとポリエステル繊維の混合物およびポリアミドとポリエステル繊維の混合物を包含する。繊維状ウェブ22の第一および/または第二不織層に使用できるポリエステル繊維の一種は、ここに参考として含めるGarrafaへの米国特許第3,914,488号(DuPontに譲渡)に記載されている様な波形長円形断面を有する成形ポリエステル繊維である。ポリエステル繊維が少なくとも10%のその様な成形繊維を含んでなる場合、繊維状機材に通路が形成され、その通路を通り、水蒸気がより効率的に複合材料シートを通って搬送されると考えられる。
【0032】
複合材料シートを衣類に使用する場合、第一および第二不織層のステープルファイバー成分は、ある程度の疎水性を有する様に選択するのが好ましい。親水性仕上げを施した繊維は一般的にあまり好ましくない。親水性繊維では、医療用衣類の袖で起こる様に液体が布地の縁部と接触した時に、毛管現象により液体、例えば血液、が不織層にしみ込み易くなる。非常に細い繊維(低dtex/フィラメント)はこの問題を起こし易いことも分かっている。複合シート材料を衣類に使用する場合、ステープルファイバーは好ましくは約1デニール/フィラメント(1.1dtex)を超え、より好ましくは約1.5デニール/フィラメント(1.65dtex)を超える。
【0033】
不織繊維状ウェブ22は、複合材料シートを使用する最終的な用途に望ましい強度、透過性、および柔軟性を示すべきである。例えば、複合材料シート10を吸収性物品に使用する場合、繊維状複合材料ウェブ22は、好ましくは機械および横断方向の両方で、少なくとも1N/cmの引張強度、および少なくとも30%の伸張を有するべきである。機械方向は、シート平面内の長さ方向、すなわちシートが製造される方向である。横断方向は、シート平面内の、機械方向に対して直角の方向である。より好ましくは、繊維状ウェブは、機械および横断方向の両方で、少なくとも1.5N/cmの引張強度、および少なくとも50%の伸張を有するべきである。好ましくは、繊維状ウェブは、複合材料シートを通る水蒸気透過性および複合材料シートのフィルムとウェブ層の間の物理的結合の両方を強化する多孔質構造である。
【0034】
粉末接着不織層の製造に好適な粉末接着剤は、好ましくはポリエステル共重合体粉末、例えばEMS-American Grilon, Inc.から市販の粉末、である。接着粉末は、ウェブ中の繊維よりも低い融点を有するべきである。一般的に、接着粉末は熱可塑性材料であり、使用する繊維と良好な接着結合を形成し得るべきである。ポリエステル繊維の場合、ポリエステルまたはコポリエステル接着粉末を使用するのが特に好ましい。典型的なコポリエステル接着剤は融点が100〜130℃であり、粗い粉末(200〜420ミクロンまたは70〜40米国標準メッシュ)、中間粉末(80〜200ミクロンまたは200〜70米国標準メッシュ)、および微粉末(80ミクロン以下または200米国標準メッシュより細かい)として市販されており、機械的塗布装置を使用する場合には中間粉末が好ましい。
【0035】
本発明の複合材料シートに使用する粉末接着不織ウェブ22は、この分野で公知の方法、例えばZimmerman et al.の米国特許第4,845,583号に記載されている方法、を使用して製造される。相容性および非相容性繊維の混合物を含んでなる第二不織層14を第一不織層16の上に載せ、組み合わせた層を所望によりウェブ引き延ばし区域に通してから、粉末接着材料を付ける。接着剤粉末は、粉末付着装置を使用して不織ウェブに付ける。粉末はウェブ上に落下し、重力によりウェブ全体に分配される。過剰の粉末はウェブを通って落下し、集められて循環使用される。不織ウェブ中に付着した粉末の量は、好ましくはウェブの不織層の組み合わせた総重量の約8〜約30%、好ましくは約15〜約25重量%である。不織層の接着は、ウェブを加熱炉、例えば赤外線加熱炉、に通すことにより達成されるが、炉中では、ウェブの繊維が交差し、繊維と結合材料が接触する点で接着剤粉末が融解し、繊維を結合する。炉から出た後、ニップロールを使用してウェブに軽い圧力をかける。
【0036】
本発明の複合材料シートのフィルム層12を構成する熱可塑性重合体または重合体混合物の混合は、この分野で公知の方法および技術、例えば物理的な回転混合に続いて、混合ヘッドを備えた1本スクリュー押出機、例えばDavis-Standard Corp. (Pawcatuck, Rhode Island, USA)から市販の押出機、または2本スクリュー混合押出機、例えばWarner-Pfliederer (Ramsey, New Jersey, USA)およびBersdorf Corporation (Charlotte, North Carolina, USA) から市販の押出機、中で押し出し、混合することにより行われる。あるいは、重量損失または計量供給装置、例えばK-Tron America (Pitman, New Jersey, USA)から市販の装置、を使用し、押出機に供給する組成物を調整することができる。
【0037】
フィルム層12は、好ましくは押出被覆により粉末接着した繊維状ウェブの第二不織層に付ける。押出被覆工程では、粉末接着した繊維状ウェブの上に一様な溶融押出物を被覆する。溶融した重合体が冷却するにつれて溶融重合体とウェブがより緊密に接触し、ウェブと結合する。その様な接触および結合は、2本のロール間に形成されたニップに層を通すことにより、強化することができる。あるいは、重合体が冷却し、ウェブと結合する時に、被覆したウェブを吸引入口の上に通し、真空により溶融重合体をウェブと接触させることができる。押出被覆工程の際、粉末接着剤の一部または全部が再度融解し、薄いフィルム層と繊維状ウェブの間の結合を改良する。ウェブ上に存在する接着剤およびフィルム中の重合体の間の結合により、ピンホールまたは他の欠陥が実質的に無く、しかも水蒸気透過速度が比較的高い、非常に薄い水蒸気透過性被膜を容易に形成することができる。ここで使用する「ピンホール」は、フィルムの製造または加工の際にフィルム中に偶然形成される小さな孔を意味する。
【0038】
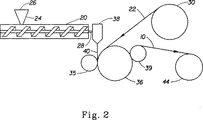
粉末結合した不織ウェブにフィルム層を付けるための好ましい手段の一つを図2に示す。熱可塑性重合体はペレット形態で、すべての添加剤と共に、押出機ホッパー24の入口26の中に、好ましくは窒素掃気の下で供給する。重合体は、スクリュー押出機20中、押出機の寸法および重合体の特性に応じて100〜200rpmのスクリュー速度で、融解し、混合される。融解した混合物は加圧下で押出機から加熱されたライン28を通してフラットフィルムダイ38に排出される。重合体は、フラットフィルムダイ38から重合体の融解温度より高い温度で、好ましくは180℃〜240℃で放出される。フラットフィルムダイ38から放出される重合体溶融物40は、供給ロール30から繰り出される粉末結合された繊維状不織ウェブ22を被覆する。
【0039】
好ましくは、繊維状ウェブ22は、好ましくは厚さが25ミクロン未満である非常に薄いフィルムが得られる様に、押出機の速度と同調する速度でダイの下を通過する。被覆されたウェブは、ニップロール35とロール36の間に形成されたニップに入り、これらのロールは、所望の剥離強度および水蒸気透過性を有する複合材料シートが得られる様に選択された温度に維持されている。ロール35および36の温度は、好ましくは10℃〜120℃である。ロール温度が高い程、剥離強度の高い複合材料シートが得られ、ロール温度が低い程、水蒸気透過性の高い複合材料シートが得られる。好ましくは、ニップロール35は低粘着性被覆を施した平滑なゴムロールであり、ロール36は金属ロールである。ニップロール35は、フィルム層の粘着を阻止するために、つや消しまたは構造化された仕上げを有することもできる。より構造化されたフィルム層が望ましい場合、金属ロールの代わりに、構造化されたエンボス加工ロールをロール36に使用することができる。冷却されたロール35と36の間に形成されたニップに被覆されたウェブを通すことにより、重合体溶融物が急冷され、同時に重合体溶融物40が圧迫されて繊維状ウェブ22の繊維および接着剤と接触する。加えられるニップ圧は、フィルムと不織材料の間の所望の結合を得るには十分であるが、フィルム層にピンホールを生じる程大きくすべきではない。被覆された複合材料10はロール36から別のより小さなロール39に移行してから、巻き取りロール44に巻き取られる。
【0040】
繊維状ウェブ22の第二不織層14は平滑な露出表面を有し、その表面からは、繊維状ウェブの面から外に伸びている繊維はほとんど無い。ウェブのこの平滑な表面は、繊維状ウェブに非常に薄いフィルム(<25ミクロン)を張り合わせる場合に非常に重要である。比較的平滑ではない繊維状ウェブの表面にフィルムを張り合わせると、ウェブの面から突き出た繊維がフィルムを通って突き出し、ピンホールを生じ、そのために複合材料シートから液体が浸出することがある。複合材料シートのフィルム層12は、複数の層を含んでなることができる。その様なフィルムは、上記の熱可塑性フィルム材料の1種以上を含んでなる層で共押出することができる。その様な多層水蒸気透過性フィルム(典型的には比較的疎水性の高いエラストマー層および比較的親水性の高いエラストマー層を含んでなる)の例は、ここに参考として含めるOstapchenkoの米国特許第4,725,481号に記載されている。好ましい実施態様では、多層フィルム(2層実施態様)を複合材料繊維状ウェブ22の第二不織層14の上に、比較的疎水性の高いエラストマー層がウェブから外に向き、比較的親水性の高いエラストマー層が繊維状ウェブの第二不織層に結合する様に、押し出す。典型的には、特定の厚さに対して、疎水性エラストマー層は、使用条件下で含水量が比較的低いために、親水性エラストマー層よりも低い水蒸気透過速度を示す。しかし、比較的薄い層に使用した場合、疎水性の低含水量フィルム層の効果は、複合材料シート全体の水蒸気透過速度を著しく下げない。好ましくは、比較的疎水性の高いエラストマーは複合材料フィルム層の総厚の20〜30%を構成する。医療用衣類の最終用途では、衣類は、フィルム層が衣類着用者から外に向く様にして製造することができる。外側の、比較的疎水性の高い層は、水性物質と接触した時に膨潤が少なく、布地のしわ形成が少ない。フィルム層の大部分は比較的親水性の高い層を含んでなるので、衣類は優れた水蒸気透過性も維持し、着用者の快適性を確保する。
【0041】
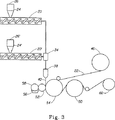
図3は、粉末結合した不織ウェブ上に2層フィルムを押出被覆する製法を例示する。第一熱可塑性重合体はペレット形態で、すべての添加剤と共に、押出機ホッパー24の入口26の中に供給され、第二熱可塑性重合体はペレット形態で、すべての添加剤と共に、押出機ホッパー24’の入口26’の中に供給される。重合体は、スクリュー押出機20および20’中、押出機の寸法および重合体の特性に応じたスクリュー速度で、融解し、混合される。融解した混合物は加圧下で押出機から加熱されたラインを通して溶融物を組み合わせるブロック34に排出され、そこで多層溶融物が形成され、フラットフィルムダイ38を通して多層フィルムとして押し出される。重合体はフラットフィルムダイ38から重合体混合物の融点より高い温度で、好ましくは180℃〜240℃で放出される。フラットフィルムダイ38から放出される重合体溶融物40は、供給ロール46から繰り出される粉末結合された繊維状ウェブ22を被覆する。
【0042】
好ましくは、粉末結合された繊維状ウェブ22は、好ましくは厚さが25ミクロン未満である非常に薄いフィルムが得られる様に、押出機の速度と同調する速度でダイの下を通過する。被覆されたウェブは、ニップロール52とロール54の間に形成されたニップに入り、これらのロールは、所望の剥離強度および水蒸気透過性を有する複合材料シートが得られる様に選択された温度に維持されている。急冷速度を増加し、粘着を防止するために水浸漬容器56とそれに関連するロール58を使用することができる。あるいは、フィルム層に水を噴霧するか、または水浴と関連するロール52を使用することもできる。所望により、冷却した急冷ロール50を使用し、複合材料シート製品を巻き取りロール60の上に巻き取る前にさらに冷却することができる。
【0043】
最終用途として衣類、例えば医療用ガウン、に使用する場合、押出被覆された、粉末結合した不織複合材料は、好ましくは坪量が約1.2〜3oz/yd2(41〜102g/m2)であり、機械および横断方向の両方でつかみ引張強度が少なくとも11lb/インチ(1925N/m)、より好ましくは少なくとも15lb/インチ(2625N/m)である。おむつに使用する場合、粉末結合した多層不織複合材料は、好ましくは坪量が約0.5〜0.7oz/yd2(17〜24g/m2)であり、機械方向で引張強度が少なくとも2.2lb/インチ(386N/m)、横断方向で少なくとも0.8lb/インチ(140N/m)である。本発明の粉末結合複合材料シートは、熱的に結合した不織層を使用して製造した類似の布地よりも静水頭が著しく高い。繊維状ウェブの水蒸気透過速度は、粉末結合した不織材料を使用した場合に僅かに低下することがある。しかし、粉末結合したウェブを使用することにより、不織層が熱的に結合した不織材料を含んでなる布地と比較して、不織ウェブとフィルム層の間の結合が改良されるので、ピンホールが無い、より薄いフィルム層が可能である。薄いフィルム層を使用することにより、水蒸気透過速度が増加し、静水頭の低下が僅かになり、最終的に厚さの大きいフィルムで被覆した、熱的に結合した不織材料よりも水蒸気透過速度および静水頭が高い粉末結合した複合材料が得られる(下記の例1および比較例A参照)。
【0044】
本発明の別の実施態様では、複合材料シートが水蒸気透過性フィルム層を含んでなり、そのフィルム層の両側に上記の複合材料ウェブ22の様な2個の繊維状ウェブが接着している。本発明のこの実施態様では、繊維状ウェブのそれぞれの第二不織層(この層は、フィルム層と相容性がある、および相容性が無い繊維の混合物を含んでなる)が、上記の様式と同様の様式でフィルム層の両側に直接結合している。
【0045】
試験方法
上記の説明および下記の非限定的な例では、下記の試験方法を使用し、様々な特徴および特性を確認した。ASTMはAmerican Society of Testing and Materialsを表し、TAPPIはTechnical Association of Pulp and Paper Industryを表し、ISOはInternational Organization for Standardizationを表す。吸収性物品の製品性能を評価するのに好適な試験方法を包含する他の好適な試験方法は、ここに参考として含める、「内部環境条件を改良する吸収性物品」と題する審査中(許可)の米国特許出願第08/984,463号、LaVon et al.の名前で1997年12月3日提出、に開示されている。
【0046】
坪量は、ここに参考として含めるASTM D−3776により測定し、g/m2で報告する。
【0047】
引張強度は、ここに参考として含めるASTM D 5035−95に下記の修正を加えて測定した。試験の際、2.54cmx20.32cm(1x8インチ)の試料を試料の両端でクランプで固定した。クランプは試料上で互いに12.7cm(5インチ)離して取り付けた。試料を一定速度5.08cm/分(2インチ/分)で試料が破断するまで引っ張った。破断時の力をポンド/インチで記録し、破断引張強度としてニュートン/cmに換算する。
【0048】
フィルム厚は、ここに参考として含めるASTM法D177−64で測定し、ミクロンで報告する。
【0049】
つかみ引張強度は、ここに参考として含めるASTM D 5034−95によりポンド/インチで測定し、ニュートン/cmで報告する。
【0050】
シートの破断点伸びは、細片引張試験でシートが破損(破断)の前に伸張する量の尺度である。1.0インチ(2.54cm)幅の試料を、一定速度伸張引張試験機、例えばInstronテーブルモデル試験機、の5.0インチ(12.7cm)間隔に設定したクランプに取り付ける。連続的に増加する負荷を試料にクロスヘッド速度2.0インチ/分で破断するまで作用させる。測定値は、破断前の伸張百分率で与えられる。この試験は全体的にASTM D5035−95に準ずる。
【0051】
剥離強度は、ここに参考として含めるASTM D2724−87の方法に全体的に準じた試験により行う。試験は一定速度伸張引張試験機、例えばInstronテーブルモデル試験機、で行う。2.54cm(1.0インチ)x20.32cm(8.0インチ)の試料を、繊維状ウェブと水蒸気透過性フィルムの間で分離し始め、約3.18cm(1.25インチ)剥離する。分離した試料面を試験機の、5.08cm(2.0インチ)に設定したクランプに取り付ける。試験機を始動させ、クロス−ヘッド速度50.8cm/分(20.0インチ/分)で移動させる。コンピュータを始動させ、ゆるみが無くなった後の読みを記録する(公称5グラム予備負荷)。試料を約12.7cm(5インチ)剥離し、この間にデータの平均を代表する十分な読みが得られる。ピーク負荷および平均剥離強度がN/cmで得られる。5インチ全部が剥離した試料に関しては、平均剥離強度が剥離強度と見なされる。完全に接着した状態または基材の破損のために全体が剥離しなかった試料に関しては、ピーク負荷が剥離強度と見なされる。
【0052】
静水頭は、7インチx7インチ(18cmx18cm)試料に対する耐水透過性を測定するAATCC試験法127により測定した。水圧は、試料の布地側に、3箇所で水がしみ通るまで加える。静水頭はインチで測定し、SI単位に換算し、水のcmで報告する。静水頭の測定に使用する装置は、Aspull Engineering Ltd.、英国、により製造されている。
【0053】
吸水性は、ここに参考として含めるASTMD570により測定する。
【0054】
水蒸気透過速度(MVTR)は、g/m2/24時間で報告し、LYSSY MVTR試験機モデルL80-4000Jを使用して集めた、ASTM E398−83により得たMVTRデータを使用して測定した。LYSSYはスイスのチューリッヒにある。MVTR試験結果は、試験方法および材料の種類に大きく依存する。試験方法間の重要な変数には、圧力勾配、液体とシート試料の間の空気空間体積、温度、試料の上の空気流速度および試験手順が挙げられる。ASTM E398−83(「LYSSY」法)は、85%相対湿度(「湿空間」)対15%相対湿度(「乾燥空間」)の圧力勾配を基礎としている。LYSSY法は、一定湿度デルタの下で数分間だけの水分拡散速度を測定し、次いで測定値を24時間にわたって外挿する。
【0055】
ウイルスバリヤー特性は、ここに参考として含めるASTM F1671により測定する。ASTM F1671は、防護衣類に使用する材料の血液性病原菌浸透に対する耐性を測定する標準的な試験方法である。この試験方法では、試験するシート材料の3個の試料を、大きさがC型肝炎ウイルス(0.028ミクロン)に似ており、表面張力を0.042N/mに調節した108Phi-X174バクテリオファージに、差圧2psi(13.8kPa)で24時間さらす。生存しているウイルスによる試料の透過を検定手順を使用して測定する。試験結果を斑点形成単位/ミリリットルPFU/mlの単位で報告する。試料のいずれかを通してウイルス透過が検出された場合、その試料は不合格である。24時間の試験期間後に検出されたPFU/mlがゼロである場合、その試料は合格である。
【0056】
各試料セットで正および負の比較試料を試験する。正の比較試料は、600PFU/mlに合格した、細孔径が0.04ミクロンである微細孔メンブランであった。負の比較試料は、0PFU/mlに合格した、Mylar(商品名)フィルムのシートであった。
【0057】
液体浸出は、イソプロピルアルコール70部、水30部および食品用赤色染料1部の溶液を使用して検出する。この試験では、寸法が約89cmx61cm(35インチx24インチ)の白色吸収性材料のシートを平らな表面上に載せ、同じ寸法の試験試料を、試料の基材側を上に向けて被せる。溶液250mlを試料の上に注ぎ、約46 3/4cmx46 3/4cm(18インチx18インチ)のテンプレートで覆う。4.5kg(10ポンド)の重りをテンプレート上に10分間載せた後、重り、テンプレートおよび試験紙利用を白色吸取紙から取り外す。次いで紙をインクの染みに関して検査し、浸出が起きたか、否かを決定する。
【0058】
細菌バリヤーはISO 11607により測定する。ISO 11607は、4.2.3.2.項で、(空気多孔度試験により)空気に対して1時間不透過性である材料は、この標準の微生物バリヤー条件を満たすことを規定している。多孔質材料に関して、ISO 11607の4.2.3.3.項は、多孔質材料における微生物バリヤー特性の立証に一般的に適用できる方法はないが、材料を通る流量、試料に対する微生物の攻撃、および試験期間を規定する一連の試験条件下で、細菌胞子または粒子のエーロゾルで試料を攻撃することにより、多孔質材料の微生物バリヤー特性の試験を一般的に行うことを記載している。認められているその様な試験の一つはASTM F1608−95である。
【0059】
諸例
下記の非限定的な例は、本発明の製品および製法を例示するためであって、本発明を制限するものではない。
【0060】
フィルム成分
下記の例で記載するフィルム組成物における個々の成分は下記の通りである。Hytrel(商品名)G4778は、DuPontにより市販されているコポリエーテルエステル熱可塑性エラストマーであり、融点が208℃であり、ビカー軟化温度が175℃であり、ショアー硬度が47Dであり、吸水性が2.3%である。
【0061】
Hytrel(商品名)HTR 8206は、DuPontにより市販されているコポリエーテルエステル熱可塑性エラストマーであり、融点が200℃であり、ビカー軟化温度が151℃であり、ショアー硬度が45Dであり、吸水性が30%である。
【0062】
Hytrel(商品名)HTR 8171は、DuPontにより市販されているコポリエーテルエステル熱可塑性エラストマーであり、融点が150℃であり、ビカー軟化温度が76℃であり、ショアー硬度が32Dであり、吸水性が54%である。
【0063】
TiO2濃縮物は、高密度ポリエチレン中50重量%の粒子状二酸化チタン顔料の濃縮物である。TiO2はフィルム層を不透明にするために添加する。
【0064】
Hytrel(商品名)8206/8171混合物は、コポリエーテルエステル熱可塑性エラストマーと二酸化チタン濃縮物を乾燥混合することにより製造した。
【0065】
例1〜2
2層繊維状不織ウェブを、2枚の梳いたウェブから粉末接着により製造した。第一層は、ポリ(エチレンテレフタレート)(PET)ステープルファイバー(Dacron(商品名)Type 54Wポリエステル繊維、1.5インチ(3.8cm)カット長、1.5デニール(1.65dtex)、DuPont製)50重量%、およびポリプロピレンステープルファイバー( 1.5インチ(3.8cm)カット長、2.8デニール/フィラメント(3.08dtex)、FiverVision Company製のT-198ポリプロピレン繊維)50重量%の混合物の梳いたウェブである。第二層は100%ポリ(エチレンテレフタレート)ステープルファイバー(Dacron(商品名)90S PET、1.5インチカット長、2.25デニール、DuPont製)の梳いたウェブである。第一層を第二層の上に置き、組み合わせた層をウェブ引き伸ばし区域に通し、各層の最終坪量を0.28oz/yd2(9.5g/m2)にし、融点が99℃〜105℃であるコポリエステル粉末接着剤(Griltex(商品名)DS1371、EMS-American Grilon, Inc.から入手)を組み合わせた不織層に0.14oz/yd2(4.7g/m2)で塗布した。次いでウェブを赤外線加熱炉に通して粉末接着剤を融解させ、次いでニップに通して軽く圧迫した。最終的な粉末接着した不織基材の坪量は0.7oz/yd2(23.7g/m2)であった。
【0066】
粉末接着した複合材料不織層を、図3に示す様に2層Hytrel(商品名)コポリエーテルエステルフィルムで押出被覆した。ウェブの第一(繊維混合物)不織層に隣接して押し出した第一フィルム層は、Hytrel(商品名)820646重量%、Hytrel(商品名)817148重量%、およびTiO2濃縮物6重量%の混合物であり、走査電子顕微鏡で検査し、フィルム層総厚の約80%を構成することが分かった。第二(トップ)フィルム層はHytrel(商品名)G4778であり、フィルム層総厚の約20%を構成する。第一フィルム層の成分を混合し、ペレット形態で、溶融物組合せブロックに接続された直径4インチ(10.2cm)スクリュー押出機に供給した。第二層用のHytrel(商品名)G4778は、ペレット形態で、同じ溶融物組合せブロックに接続された別の直径3インチ(7.6cm)スクリュー押出機に供給した。両フィルム層の成分をそれぞれ温度440°F(226℃)で融解させ、溶融物組合せブロックに押し出した。次いで2層溶融物を、232℃に維持した加熱ダイブロックの102cmダイ開口部により30ミル(762μ)に供給した。2層フィルムをダイ開口部から押し出し、粉末接着した複合材料不織繊維状基材の上を被覆した。粉末接着した不織基材は、ダイの開口部より約12インチ(30.5cm)下に間隔を置いて配置されている。フィルムは、2層フィルム厚を20ミクロンで一定に維持するために、一定速度で押し出した。被覆されたウェブを一対のニップロールに通し、フィルムを繊維状の粉末接着した不織基材に接合した。重合体溶融物に面したニップロール52は、つや消し仕上げを施したシリコーンゴムロールである。急冷ロール50は65°F(18℃)に維持した。
【0067】
例1の手順は、フィルム押出の際のライン速度を、2層Hytrel(商品名)フィルムの厚さが20ミクロンから15ミクロンに減少する様に調節した以外は、例2でも繰り返した。
【0068】
複合材料布地の特性は下記の表1に報告する。結果は比較例Aで考察する。
【0069】
比較例A
2層不織布を、2枚の梳いたステープル不織層の熱カレンダー接着により製造した。第一不織層は、ポリ(エチレンテレフタレート)ステープルファイバー(Dacron(商品名)Type 54Wポリエステル繊維、1.5インチ(3.8cm)カット長、1.5デニール/フィラメント(1.65dtex)、DuPont製)50重量%、およびポリプロピレンステープルファイバー( 1.5インチカット長、2.8デニール/フィラメント(3.08dtex)、FiverVision Company製のT-198ポリプロピレン繊維)50重量%の混合物の梳いたウェブ0.35oz/yd2(11.9g/m2)である。第二不織層は100%T-198ポリプロピレンステープルファイバーの梳いたウェブ0.35oz/yd2(11.9g/m2)である。第一の梳いたウェブを第二の梳いたウェブの上に置き、最適なしなやかさを得るために非常に軽いニップ圧を使用し、熱カレンダー接合装置で点接着した。
【0070】
熱的に接着した複合材料不織層を、例1に記載した処理条件およびフィルム層を使用し、2層コポリエーテルエステルフィルムで押出被覆した。複合材料布地の特性を下記の表1に記載する。
【0071】
表1に示す結果は、フィルム厚20ミクロンで、粉末接着した不織基材を使用して製造した本発明の布地は、熱的に接着した不織基材を使用して製造した布地と比較して、機械方向(MD)および横断方向(CD)の両方で2倍の剥離強度を有することを立証している。さらに、本発明の20ミクロン厚の布地(例1)は、比較例Aと比較して4倍高い静水頭を有し、MVTRが7%しか低下していない。例2は、Hytrel(商品名)重合体フィルム層の厚さを25%下げて15ミクロンにすることにより、比較例Aの静水頭より3倍大きな静水頭および11%高いMVTRを維持しながら、20ミクロン厚のフィルム層を有する比較例Aと同等の剥離強度を達成することを立証している。液体水分浸出試験は、複合材料布地のフィルム側に食品着色剤/アルコール溶液を塗布することにより行なった。熱的に接着した不織複合材料と比較して、粉末接着した不織複合材料では、検出されたピンホール欠陥は著しく少なかった。
【0072】
例3
2層繊維状不織ウェブを、2枚の梳いたウェブから粉末接着により製造した。第一層は、ポリ(エチレンテレフタレート)ステープルファイバー(Dacron(商品名)Type 90Sポリエステル繊維、1.5インチカット長(3.8cm)、2.25デニール/フィラメント(2.5dtex)、DuPont製)50重量%、およびポリアミドステープルファイバー(DuPont製Type 200ナイロン6,6ステープル、1.5インチ(3.8cm)カット長、1.8デニール(2.0dtex))50重量%の混合物の梳いたウェブ0.40oz/yd2(13.6g/m2)である(坪量は、粉末接着工程の際に引き延ばした後に測定)。第二層は100%ポリ(エチレンテレフタレート)ステープルファイバー(Dacron(商品名)90S PET、1.5インチ(3.8cm)カット長、2.25デニール/フィラメント(2.5dtex)、DuPont製)の梳いたウェブ0.80oz/yd2(27.1g/m2)である(坪量は、粉末接着工程の際に引き延ばした後に測定)。第一層を第二層の上に置き、融点が99℃〜105℃であるコポリエステル粉末接着剤(Griltex(商品名)DS1371、EMS-American Grilon, Inc.から入手)を不織材料に0.3oz/yd2(10.2g/m2)で塗布した。不織層は例1に記載した方法を使用して粉末接着した。最終的な粉末接着した不織基材の坪量は1.5oz/yd2(50.9g/m2)であった。
【0073】
粉末接着した複合材料不織基材を、例1に記載した処理条件およびフィルム層を使用し、2層コポリエーテルエステルフィルムで押出被覆した。複合材料布地の特性を下記の表1に記載する。
【0074】
例4
2層繊維状不織ウェブを、2枚の梳いたウェブから粉末接着により製造した。第一層は、ポリ(エチレンテレフタレート)ステープルファイバー(Dacron(商品名)Type 54Wポリエステル繊維、1.5インチ(3.8cm)カット長、1.5デニール/フィラメント(1.65dtex)、DuPont製)50重量%、およびポリアミドステープルファイバー(DuPont製Type 200ナイロン6,6ステープル、1.5インチ(3.8cm)カット長、1.8デニール(2.0dtex))50重量%の混合物の梳いたウェブ0.28oz/yd2(9.5g/m2)である(坪量は、粉末接着工程の際に引き延ばした後に測定)。第二層は100%ポリ(エチレンテレフタレート)ステープルファイバー(Dacron(商品名)90S PET、1.5インチ(3.8cm)カット長、2.25デニール/フィラメント(2.5dtex)、DuPont製)の梳いたウェブ0.96oz/yd2(32.6g/m2)である(坪量は、粉末接着工程の際に引き延ばした後に測定)。第一層を第二層の上に置き、融点が99℃〜105℃であるコポリエステル粉末接着剤(Griltex(商品名)DD1371、EMS-American Grilon, Inc.から入手)を不織材料に0.3oz/yd2(10.2g/m2)で塗布した。不織層は例1に記載した方法を使用して粉末接着した。最終的な粉末接着した不織基材の坪量は1.54oz/yd2(52.2g/m2)であった。
【0075】
粉末接着した複合材料不織基材を、ライン速度を調節してフィルム厚23ミクロンを得た以外は、例1に記載した処理条件およびフィルム層を使用し、2層コポリエーテルエステルフィルムで押出被覆した。複合材料布地の特性を下記の表1に記載する。
【0076】
表1から分かる様に、例3の複合材料シートの水蒸気透過速度は、フィルム厚が僅かに厚い例4の水蒸気透過速度よりも大きい。
【0077】
当業者には明らかな様に、本発明の通気可能な複合シート材料には修正および変形が可能である。従って、本発明は、その広い態様で、上記の特定詳細部および代表的な例に制限されるものではない。従って、上記の説明、図面および例に含まれるすべての事項は例示のためであって、本発明を制限するものではない。
【0078】
代表的な吸収性物品
【表1】
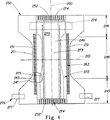
本発明の複合材料シートを取り入れた吸収性物品の好ましい実施態様は、図4に示すおむつ250である。ここで使用する用語「おむつ」は、一般的に幼児および失禁症の人が下半身に着用する吸収性物品を意味する。図4は、本発明のおむつ250の、平らに広げた、締め付けていない(すなわち弾性により誘発された締め付けを引き延ばした)状態を示す、構造の一部を切り取り、おむつ250の構造を分かり易く示す平面図である。図4に示す様に、おむつ250は好ましくは、トップシート249、トップシートに接合されたバックシート247、およびトップシートとバックシートの間に配置された吸収性コア275を含んでなる収容機構270を含んでなる。吸収性コア275は一対の対向する縦方向縁部、内側表面および外側表面を有する。おむつは、好ましくは弾性の脚当て部272、弾性の腰当て部274、および好ましくは一対の固定部材277および重なり部材278を含んでなる締め付け機構276をさらに含んでなる。
【0080】
おむつ250は図4に、おむつ250の着用者に面した部分、すなわち内側表面273、を観察者に向けて示している。図4に示すおむつ250は、内側表面273(図4で観察者に面した)、内側表面273に対向する外側表面271、後方または背面腰区域245、後方腰区域245に対向する前方腰区域246、後方腰区域245と前方腰区域246の間に位置する又区域248、およびおむつ250の外側周辺部または縁部により限定される外周部(縦方向または測縁部を251で示し、末端縁部を252で示す)を有する。おむつ250の内側表面273は、おむつ250の、使用の際に着用者の身体に隣接して配置される部分を含んでなる(すなわち、内側表面273は一般的にトップシート249の少なくとも一部およびトップシート249に接合した他の構成部分により形成される)。外側表面271は、着用者の身体から離れて配置される部分を含んでなる(すなわち、外側表面271は一般的にバックシート247の少なくとも一部およびバックシート247に接合した他の構成部分により形成される)。ここで使用する用語「接合した」は、ある部品を他の部品に直接取り付けることにより、部品を他の部品に直接固定している構造、およびある部品を中間部材に取り付け、その中間部材を他の部品に取り付けることにより、部品を他の部品に間接的に固定している構造を包含する。後方腰区域245および前方腰区域246は、外周部の末端縁部252から又区域248に伸びている。
【0081】
おむつ250は2本の中央線、すなわち縦方向中央線200および横方向中央線210も有する。ここで使用する用語「縦方向」は、おむつ250の、おむつ250を着用して直立した時に着用者を左および右半分に2分する垂直面と全体的に整列する(例えばほぼ平行になる)面内にある線、軸または方向を意味する。ここで使用する用語「横断方向」および「横方向」は互換的であり、おむつの、縦方向に対して全体的に直角の面内にある線、軸または方向を意味する。
【0082】
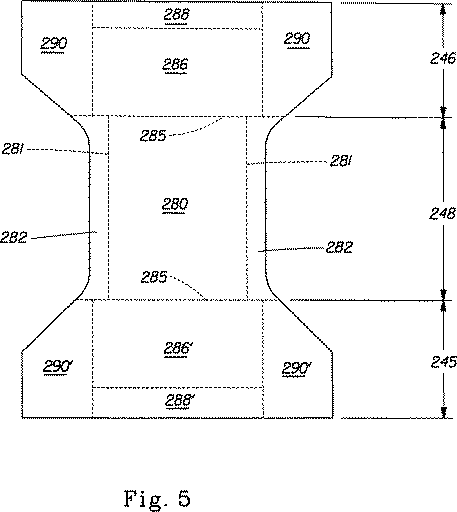
図5は、図4のおむつ250の簡素化した平面図を示し、様々なパネルおよびそれらの相対的な配置を示す。ここで使用する用語「パネル」は、おむつの区域または部品を意味する。パネルは典型的には個別の区域または部品であるが、パネルは隣接するパネルと一致する(機能的に対応する)ことがある。おむつ250は、主要パネル280および一対の脚部パネル282を含んでなる又区域248、中間パネル286およびウエストバンドパネル288を含んでなる中央パネル、およびサイドパネル290を含んでなる前方腰区域246、および中間パネル286’およびウエストバンドパネル288’を含んでなる中央パネル、およびサイドパネル290’を含んでなる後方腰区域245を有する。主要パネル280は、おむつ250の、他のパネルが派生する部分である。吸収性芯は、浸出液が典型的にはおむつのこの区域に排出されるので、一般的に主要パネル280の中に配置されるが、吸収性芯は中間パネル286および286’の中に伸びていてもよい。脚部パネル282は、一般的に主要パネル280の各側縁部281から外に向かって横方向に、およびそれに沿って伸びている。各脚部パネル282は、弾性の脚当て部の少なくとも一部を形成する。前方腰区域246では、中央パネルの中間パネル286が一般的に主要パネル280の横方向縁部285から外に向かって縦方向に、およびそれに沿って伸びている。ウエストバンドパネル288は、中間パネル286から外に向かって縦方向に、およびそれに沿って伸びている。サイドパネル290はそれぞれ中央パネルから外に向かって横方向に、およびそれに沿って伸びている。前方腰区域245では、中央パネルの中間パネル286’が一般的に主要パネル280の横方向縁部285から外に向かって縦方向に、およびそれに沿って伸びている。ウエストバンドパネル288’は、中間パネル286’から外に向かって縦方向に、およびそれに沿って伸びている。サイドパネル290’はそれぞれ中央パネルから外に向かって横方向に、およびそれに沿って伸びている。
【0083】
再度図4に関して、ここに示すおむつ250の収容機構270は、おむつ250の本体(シャシ)を含んでなる。収容機構270は、好ましくはトップシート249、バックシート247および一対の対向する縦方向縁部、内側表面、外側表面を有する吸収性芯275を含んでなる。吸収性芯の内側表面は、一般的に着用者の身体に面しているのに対し、外側表面は一般的に着用者の身体と反対側を向いている。吸収性物品が別のホルダーおよびライナーを含んでなる場合、収容機構270が一般的にそのホルダーおよびライナーを含んでなる(すなわち、収容機構270はホルダーを限定する1層以上の材料を含んでなり、ライナーは吸収性複合材料、例えばトップシート、バックシート、および吸収性芯を含んでなる)。一体化された吸収性物品では、収容機構270は好ましくはおむつのトップシート249、バックシート247および吸収性芯275を含んでなり、他の当て具を追加して複合材料おむつ構造を形成する。
【0084】
図4は、トップシート249およびバックシート247が、吸収性芯275の寸法より一般的に大きな長さおよび幅寸法を有する、収容機構270の好ましい実施態様を示す。トップシート249およびバックシート247は吸収性芯275の縁部を超えて伸び、おむつ250の周辺部を形成する。トップシート249、バックシート247および吸収性芯275は、良く知られている様々な配置で組み立てることができ、代表的な収容機構配置は、それぞれここに参考として含める1975年1月14日にKennneth B. Buellに公布された、「使い捨ておむつ用の収縮可能な側部」と題する米国特許第3,860,003号、1992年9月29日にKennneth B. Buell et al.に公布された、「予め配置された弾性でたわみ性の蝶番部分を有する動的な弾性腰当て部を備えた吸収性物品」と題する米国特許第5,151,092号、および1994年10月25日にLaVon et al.に公布された、「長時間動的に適合する吸収性物品」と題する米国特許第5,385,500号、に一般的に開示されている。
【0085】
図4に示す実施態様では、バックシート247は好ましくは、前方腰区域246、後方腰区域245、および又区域248を限定する連続的なシートまたは層を含んでなる。層は、実際には必要な種類の材料のシートまたはウェブのラミネートまたは組合せを含んでなることができるので、ここで使用する用語「層」は、部品を必ずしも材料の単一層に限定するものではない。内側表面はバックシート247の、吸収性芯に隣接して配置される部分である。バックシート247の外側表面は、おむつ250の外側表面271に対応する。バックシート247は、好ましくは前方腰区域246、後方腰区域245、および又区域248を限定するので、バックシート247は、前に規定した対応する区域およびパネルも有する。(分かり易くするために、これらの区域およびパネルは、図面中では、図5に示す対応するおむつ区域およびパネルと同じ番号で示す。)
【0086】
図5に示す実施態様では、吸収性芯は主要パネル280の中に配置されているが、これは、浸出液が典型的にはこの区域に排出され、中間パネル286および286’に広がるためである。図5に示す実施態様では、吸収性芯脚部パネル282、ウエストバンドパネル288および288’、またはサイドパネル290および290’の中には伸びていない。別の実施態様では、吸収性芯は、脚部パネル282、ウエストバンドパネル288および288’、およびサイドパネル290および290’の全部または一部の中に伸びていてもよい。
【0087】
本発明のバックシート247は、おむつ250の、一般的に着用者の皮膚から離れて配置され、吸収性芯275の中に吸収され、収容された浸出液が、おむつ250と接触する物品、例えばベッドシーツおよび下着、を濡らすのを阻止する部分である。従って、バックシート247は液体(例えば尿)に対して実質的に不透過性である。液体不透過性であることに加えて、バックシート247は水蒸気に対して高い透過性も有する。使い捨ておむつに関して、水蒸気透過性は吸収性物品の性能に関連する快適性にとって非常に重要であることが分かった。通気できない材料を含んでなる吸収性物品が着用者の上に配置されると、吸収性物品を構成する材料により皮膚が閉塞される。皮膚のこの閉塞により、水蒸気の散逸または蒸発が妨害され、その結果、閉塞された区域の冷却が妨げられる。このために発汗が多くなり、液体量が増加するために、吸収性物品内部の相対湿度が高くなり、着用者の快適性が低下し、介護者の不快感が増大する。上記の様に、本発明の複合材料シート10は、使い捨ての吸収性物品、例えば図4の使い捨ておむつ250、におけるバックシートとして使用するのに理想的な水蒸気透過速度を有する。その様な用途には、バックシートの内側またはコアに面した部分を形成するフィルム層12およびバックシートの外側または衣類に面した部分を形成する基材16を備えた複合材料シート10を使用する。
【0088】
複合材料シート10を含んでなるバックシート247は、好ましくは吸収性芯275の外側表面に隣接して配置され、そこに、その様な材料の接着に関してこの分野で公知のいずれかの好適な取り付け手段により接合する。例えば、バックシート247は吸収性芯275に、接着剤の一様な連続層、接着剤のパターン化された層、あるいは接着剤の分離した線の列、らせん、または点により固定することができる。接着剤フィラメントのオープンパターン網目構造を含んでなる好適な取り付け手段の例は、Minetola et al.に1986年3月4日公布の「使い捨て排出物収容衣類」と題する米国特許第4,573,986号に開示されている。渦を巻いてらせんパターンになる、接着剤フィラメントの幾つかの線を含んでなる別の好適な取り付け手段は、米国特許第3,911,173号、Sprauge, Jr.に1975年10月7日公布、米国特許第4,785,996号、Ziecker, et al.に1978年11月22日公布、および米国特許第4,842,666号、Wereniczに1989年6月27日公布、に記載されている装置および方法に開示されている。これらのパターンのそれぞれをここに参考として含める。あるいは、取り付け手段は、この分野で公知の熱接着、圧力接着、超音波接着、動的な機械的接着、または他の好適な取り付け手段、あるいはこれらの取り付け手段の組合せ、を含んでなることができる。
【0089】
前方腰区域246および後方腰区域245でより広げ易くするために、吸収性芯がバックシート247および/またはトップシート249に接合されていない本発明の実施態様も考えられる。
【0090】
吸収性芯275は、一般的に圧縮可能で、適合し易く、着用者の皮膚を刺激せず、液体、例えば尿、その他の身体の特定浸出液、を吸収し、保持できる吸収性部材でよい。図4に示す様に、吸収性芯275は衣類に面した側、身体に面した側、一対の側縁部、および一対の腰縁部を有する。吸収性芯275は、非常に様々なサイズおよび形状(例えば長方形、砂時計形、「T」字形、非対称形、等)で、および使い捨ておむつ、その他の吸収性物品に一般的に使用されている非常に様々な液体吸収性材料、例えば一般的にエアフェルトと呼ばれている粉末木材パルプ、から製造することができる。他の好適な吸収性材料の例には、縮み加工したセルロース詰め綿、コフォーム(coform)を包含するメルトブロー加工した重合体、化学的に硬化させた、変性した、または架橋させたセルロース型繊維、ティッシュラップおよびティッシュラミネートを包含するティッシュ、吸収性発泡材料、吸収性スポンジ、超吸収性重合体、吸収性ゲル化材料、またはいずれかの同等の材料または材料の組合せが挙げられる。
【0091】
吸収性芯275の形状および構造は、様々でよい(例えば吸収性芯は様々な厚さの区域、親水性の勾配、超吸収性勾配、または低い平均密度および低い平均坪量を有する吸収区域を有するか、または1個以上の層または構造を有することができる)。さらに、吸収性芯275のサイズおよび吸収容量は、幼児から成人までの着用者を受け入れる様に変えることができる。しかし、吸収性芯275の総吸収容量は、おむつ250の設計負荷および意図する用途に適合すべきである。
【0092】
おむつ250の一態様は、前方腰区域に耳を有するが、後方腰区域は全体的に長方形である非対称的な変形T字形吸収性芯275を有する。広く普及し、商業的な成果を上げている、本発明の吸収性芯275として使用する代表的な吸収構造は、1986年9月9日にWeisman et al.に公布された、「高密度吸収構造」と題する米国特許第4,610,678号、1987年6月16日にWeisman et al.に公布された、「二重層コアを有する吸収性物品」と題する米国特許第4,673,402号、1989年12月19日にAngstadtに公布された、「散布層を有する吸収性芯」と題する米国特許第4,673,402号、および1989年5月30日にAlemany et al.に公布された、「低密度および低坪量の吸収区域を有する高密度吸収性部材」と題する米国特許第4,610,678号に開示されている。吸収性芯は、1993年8月10日にAlemany et al.に公布された、「弾性腰当て部を備え、吸収性を強化した吸収性物品」と題する米国特許第5,234,423号、および1992年9月15日にYoung、LaVonおよびTaylorに公布された、「失禁管理用の高効率吸収性物品」と題する米国特許第5,147,345号に開示されている様な、吸収性貯蔵コアの上に配置された、化学的に硬化させた繊維の獲得/配分コアを含む二重コア機構をさらに含んでなることができる。これらの特許のすべてをここに参考として含める。
【0093】
トップシート249は、好ましくは吸収性芯275の内側表面に隣接して配置され、好ましくはその内側表面およびバックシート247に、取り付け手段(図には示していない)、例えばバックシート249を吸収性芯247に接合することに関して上に記載した手段、により接合される。本発明の好ましい実施態様では、トップシート249およびバックシート247は、おむつの周辺部で相互に直接接合され、それらを好適な手段で吸収性芯275に直接接合することにより、間接的に接合する。
【0094】
トップシート249は好ましくはしなやかで、柔軟な感触を有し、着用者の皮膚を刺激しない。さらに、トップシート249は好ましくは液体透過性であり、その厚さを通して液体(例えば尿)を容易に浸透させる。好適なトップシート249は、広範囲な材料、例えば織った、または織っていない材料、重合体状材料、例えば孔の開いた成形熱可塑性フィルム、孔の開いたプラスチックフィルム、およびハイドロフォーミング加工した熱可塑性フィルム、多孔質発泡材料、網目状の熱可塑性フィルム、および熱可塑性スクリム、から製造することができる。好適な織った、または織っていない材料は、天然繊維(例えば木材または綿繊維)、合成繊維(例えば重合繊維、例えばポリエステル、ポリプロピレン、またはポリエチレン繊維)を含んでなるか、または天然および合成繊維の組合せから製造することができる。トップシート249は、トップシート249を通過し、吸収性芯275の中二重よされている液体から着用者の皮膚を隔離する(すなわち再び濡らすのを阻止する)ために、好ましくは疎水性材料で製造する。トップシート249が疎水性材料で製造されている場合、液体がトップシートをより迅速に移動する様に、トップシート249の少なくとも上側表面を親水性になる様に処理する。これによって、身体の浸出液が、トップシート249を通して吸引され、吸収性芯275に吸収されずに、トップシート249から流出する危険性が少なくなる。トップシート249は、界面活性剤で処理することにより、親水性を付与することができる。トップシート249を界面活性剤で処理する好適な方法には、トップシート249材料に界面活性剤を噴霧する方法、および材料を界面活性剤中に浸漬する方法がある。その様な処理のより詳細な説明は、それぞれここに参考として含める、Reising et al.に1991年1月29日に公布された、「多層吸収層を有する吸収性物品」と題する米国特許第4,988,344号、およびReisingに1991年1月29日に公布された、「急速に獲得する吸収性芯を有する吸収性物品」と題する米国特許第4,988,345号に記載されている。背景の説明に記載した様に、製品のバックシートに細孔またはピンホールがある場合、液体が浸出する可能性が増大するが、その様な親水性材料は、吸収性物品中に排出された体液の表面張力を下げる傾向がある。
【0095】
別の好ましいトップシートは、孔の開いた成形フィルムである。孔の開いた成形フィルムは、身体の浸出液に対して透過性があり、しかも非吸収性であり、液体を逆流させて着用者の皮膚を再び濡らす傾向が少ないので、トップシートに好ましい。身体と接触している成形フィルムの表面は乾燥したままであるので、身体の汚れを少なくし、着用者により快適な感触を与える。好適な成形フィルムは、1975年12月30日にThompsonに公布された、「テーパーの付いた毛細管を有する吸収性構造」と題する米国特許第3,929,135号、1982年4月13日にMullane, et al.に公布された、「染が付き難いトップシートを有する使い捨て吸収性物品」と題する米国特許第4,324,246号、1982年8月3日にRadel, et al.に公布された、「繊維の様な特性を示す弾性プラスチックウェブ」と題する米国特許第4,342,314号、1984年7月31日にAhr, et al.に公布された、「非光沢性可視表面および布地のような感触を示す、微視的に膨脹した立体的なプラスチックウェブ」と題する米国特許第4,342,314号、および1991年4月9日にBairdに公布された、「多層重合体状フィルム」と題する米国特許第5,006,394号に記載されている。
【0096】
また、サイドパネル290の全部または一部に伸張性または弾性を有する本発明の使い捨て吸収性物品を提供することも好ましい場合がある。(ここで使用する用語「伸張し得る」は、過度に壊れることなく、少なくとも一方向にある程度伸張し得る材料を指す。用語「弾性」および「弾性的に伸張し得る」は、その材料に加えられた力が除去された後、ほぼその本来の寸法に戻る能力がある、伸張し得る材料に関して使用する。ここで使用する様に、「伸張し得る」と記載される材料または部品はすべて、他に指示がない限り、弾性的に伸張することもできる。)伸張し得るサイドパネル290は、最初におむつを着用者に快適に適合させ、おむつが浸出液を吸収した時も、サイドパネルがおむつの側部を伸縮させることができるので、着用している間中、この外形に適合した快適性を長時間維持することができる。着用時におむつが一方のサイドパネル290を他方よりも大きく(非対称的に)引っ張っても、着用中におむつ250が「自己調節する」ので、伸張し得るサイドパネル290により、より効率的に着用することができる。伸張し得るサイドパネル290は、多くの形状で構築することができるが、伸張し得るサイドパネルを備えたおむつの例は、それぞれここに参考として含める、1989年8月15日にWood, et al.に公布された、「シャーリングした耳を有する使い捨ておむつ」と題する米国特許第4,857,067号、1983年5月3日にSciaraffa, et al.に公布された米国特許第4,381,784号、1990年7月3日にVan Gompel, et al.に公布された米国特許第4,938,753号、および1992年9月29日にBuell et al.に公布された米国特許第5,151,092号に開示されている。
【0097】
伸張性または弾性が望ましいおむつ250の伸張性サイドパネルまたは他の部品、例えばウエストバンド、は、「予めひずみを加えた」または「機械的に予めひずみを加えた」(すなわちある程度の局所的なパターンで機械的伸張を行い、材料を永久的に伸張させた)材料、あるいは米国特許第5,518,801号、1996年5月21日にChappell et al.に公布、に記載されている様な構造的弾性市よウェブを含んでなることができる。材料は、この分野で公知の深エンボス加工技術を使用して予めひずみを加えることができる。あるいは1994年7月19日にBuell et al.に公布された米国特許第5,330,458号に開示されている様な漸進的機械的伸張機構に材料を通すことにより予めひずみを加えることができる。次いで、材料をそれらの実質的に張力のかかっていない状態に戻すことにより、少なくとも初期伸張点までは伸張し得る、ゼロひずみの、伸張した材料が形成される。ゼロひずみ材料の例は、米国特許第2,075,189号、1937年3月30日にGalliganに公布、米国特許第3,025,199号、1962年3月13日にHarwoodに公布、米国特許第4,107,364号および第号4,209,563、それぞれ1978年8月15日および1980年6月24日にSissonに公布、米国特許第4,834,741号、1989年5月30日にSabeeに公布、および米国特許第5,151,092号、1992年9月29日にBuell et al.に公布、に開示されている。上記の関連特許のすべてをここに参考として含める。
【0098】
おむつ250は好ましくは、液体、その他の身体の浸出液をより効果的に収容するための弾性脚当て部272をさらに含んでなる。各弾性脚当て部272は、脚部パネル282における身体の浸出液の漏れを低減させるための様々な実施態様を含んでなることができる(弾性脚当て部は、脚バンド、サイドフラップ、バリヤーカフ、または弾性カフとも呼ばれることがある)。米国特許第3,860,003号は、サイドフラップおよび1個以上の、弾性脚部カフ(ガスケット作用するカフ)を与えるための弾性部材を有する、収縮性の脚開口部を備えた使い捨ておむつを記載している。1990年3月20日にAziz et al.に公布された、「弾性付与したフラップを有する使い捨て吸収性物品」と題する米国特許第4,909,803号は、脚区域の収容性を改良するために「直立」弾性フラップ(バリヤーカフ)を有する使い捨ておむつを開示している。1987年9月22日にLawsonに公布された、「二重カフを有する吸収性物品」と題する米国特許第4,695,278号および1989年1月3日にDragooに公布された、「耐漏れ性二重カフを有する吸収性物品」と題する米国特許第4,795,454号は、ガスケット作用するカフおよびバリヤーカフを包含する二重カフを有する使い捨ておむつを開示している。1987年11月3日にBuellに公布された、「使い捨て腰収容衣類」と題する米国特許第4,704,115号は、衣類の中に遊離液体を収容する様に形成された側縁部保護溝を有する使い捨ておむつまたは失禁用衣類を開示している。これらの特許のそれぞれをここに参考として含める。
【0099】
各脚当て部272は、上記の脚バンド、サイドフラップ、バリヤーカフ、または弾性カフのいずれかに似せる様に形成できるが、各脚当て部272は、上記の米国特許第4,909,803号に記載してある様に、バリヤーフラップおよび間隔を開ける部品を含んでなる、少なくとも1個の内側バリヤーカフを含んでなるのが好ましい。好ましい実施態様では、弾性脚当て部272は、上記の米国特許第4,695,278号に記載されている様な、バリヤーカフの外側に配置された1本以上の弾性ストランド265を備えた弾性ガスケットカフをさらに含んでなる。
【0100】
おむつ250は、適合性および収容性を改良する弾性腰当て部274をさらに含んでなるのが好ましい。弾性腰当て部274は、おむつ250の、弾性的に伸縮し、着用者の腰に動的に適合させるための部分または区域である。弾性腰当て部274は好ましくは、吸収性芯275の少なくとも1個の腰縁部から縦方向で外側に伸び、全体的におむつ250の末端縁部の少なくとも一部を形成する。使い捨ておむつは、一般的に2個の弾性付与した腰バンド(1個は後方腰区域に位置し、1個は前方腰区域に位置する)を有する様に構築するが、単一の弾性付与した腰バンドを備えたおむつも構築することができる。さらに、弾性腰当て部274またはそのいずれかの構成部品は、おむつ250に固定された別の部品を含んでなることができるが、弾性腰当部274はおむつの他の部品、例えばバックシート247またはトップシート249、好ましくはバックシート247とトップシート249の両方、の延長部として形成することができる。弾性腰当て部274が上記のような開口部を含んでなり、腰区域を通気できる様にする実施態様も考えられる。弾性腰当部274は、1985年5月7日にKievit et al.に公布された、「弾性的に収縮し得る腰バンドを備えた使い捨ておむつ」と題する米国特許第4,515,595号、および上記の、Buell et al.に公布された米国特許第5,151,092号に記載されている構造を包含する様々な構造で構築することができる(これらの文献をここに参考として含める)。
【0101】
おむつ250は、おむつの周辺部に横方向の張力を維持し、おむつが着用者の上に保持される様に、後方腰区域245および前方腰区域246をオーバーラップした構造に維持する側方閉鎖部を形成する締め付け機構276も含んでなる。代表的な締め付け機構は、米国特許第3,848,594号、1974年11月19日にBuellに公布、米国特許第4,662,875号、1987年5月5日にHirotsuおよびRobertsonに公布、米国特許第4,869,724号、1989年9月26日にScrippsに公布、米国特許第4,846,815号、1989年7月11日にScrippsに公布、米国特許第4,894,060号、1990年1月16日にNestegardに公布、米国特許第4,946,527号、1990年8月7日にBattrellに公布、および「再締め付け可能な締め付け装置用の不織婦人用部品およびその製造方法」と題する米国特許第5,326,612号、1994年7月5日にDavid J.K. Goulaitに公布、に記載されている。これらの特許のそれぞれをここに参考として含める。
【0102】
吸収性物品、例えば本発明のおむつ250、の現在好ましい実施態様は、本発明の複合材料シート10をバックシート247の実質的に全域に使用しているが、無論、吸収性物品はその様な実施態様に限定されるものではない。例えば、バックシートは、類似の、または多様な特性および構造を有する複数のバックシート部品から構築することもできよう。その様な方法の一つでは、単一または複合材料不織層の外側を向いた表面を有するバックシートを基材として形成し、バックシートの、液体不透過性が望ましい区域にだけフィルム層を備える。
【0103】
さらに、特定の用途には、層の向きを反対にし、バックシートの外側または衣類の方を向いた側にフィルム層を配置し、バックシートの内側または吸収性芯の方を向いた側に繊維状基材を配置することもできる。同様に、複合材料シート10を、バックシートの両側が繊維状層と向き合う二重側面の実施態様で使用することもできる。その様な変形はすべて本発明の範囲内にはいる。さらに、特定の用途に応じて、吸収性芯構造の上に来るバックシートの中央部分の他に、吸収性物品の他の区域に、本発明の複合材料シートにより与えられる特性を与えることもできる。例えば、複合材料シートの、液体を透過させず、水蒸気を透過させる望ましい特性は、吸収性物品の、吸収性芯の縁部から横方向で外側に伸びる周辺部、例えば図5に示すサイドパネル290、290’、に望ましい属性も与える。吸収性物品の、その様な属性が望ましい他のその様な「周辺部」は、各種のバンド、カフ、およびフラップを包含する(ただし、これらに限定しない)、脚部パネル282の近辺である。
【0104】
同様に、上記説明の多くはおむつ250の形態の代表的な吸収性物品に向けられているが、無論、本発明の材料および原理は、他の吸収性物品、例えば失禁用ブリーフ、失禁用下着、おむつホルダーおよびライナー、女性用衛生製品(生理用ナプキン、パンティライナー、等)、トレーニングパンツ、かぶって着る衣類、等にも同様に応用でき、本発明の材料を有利に使用することができる。例として、本発明の衛生ナプキンのバックシートは、衛生ナプキンの周辺部、例えばウイングまたはサイドフラップ、における様に、本発明の複合材料シートから形成することができる。
【0105】
複合材料シート10の製造後、およびシートを吸収性物品に取り入れる前または後に、シートを形成後の機械的処理、例えばクレープ加工、波形ロールでロール処理することによるひずみ/活性化、その他、にかけるのが好ましい。その様な代表的な処理の一つは、ここに参考として含める米国特許第5,518,801号、Chappell et al.、に詳細に記載されている。
【0106】
本発明の特定の実施態様を例示し、説明したが、当業者には明らかな様に、本発明の精神および範囲から逸脱することなく、他の様々な変形および修正が可能である。従って、本発明の範囲内に入るその様な変形および修正はすべて請求項がカバーする。
【図面の簡単な説明】
【図1】 本発明の複合材料シート構造の断面図である。
【図2】 本発明の複合材料シート構造を製造できる製法を図式的に示す図である。
【図3】 本発明の複合材料シート構造を製造できる別の製法を図式的に示す図である。
【図4】 本発明の使い捨ておむつの実施態様の、一部を切り取って下にある構造を見易くした、おむつの内側表面から見た平面図である。
【図5】 本発明の使い捨ておむつの、平らな、収縮していない状態にある、おむつの様々なパネルまたは区域を示す、簡素化した平面図である。
Claims (10)
- (a)トップシート、
(b)水蒸気透過性で、かつ実質的に液体不透過性である複合材料シートから形成されてなるバックシートであって、前記複合材料シートが、
(i)第一側面および反対側の第二側面を有する第一繊維状不織ウェブ、
(ii)第一側面および反対側の第二側面を有する第二繊維状不織ウェブであって、前記第二繊維状不織ウェブの第一側面が、前記第一繊維状不織ウェブの第二側面と接してなるもの、
ただし、前記第一および第二繊維状不織ウェブのそれぞれが粉末接着されたウェブであり、前記第一および第二繊維状ウェブの繊維が、これらのウェブの他の繊維に、第一および第二不織繊維状ウェブに浸透する合成粉末接着剤により接着されており、第一および第二繊維状不織ウェブが前記接着剤により互いに接着されている、および
(iii)前記第二繊維状不織ウェブの第二側面に接着された水蒸気透過性熱可塑性フィルム
を含んでなり、
(I)前記第一繊維状不織ウェブ中の繊維の少なくとも90重量%が、接着剤と相容性があり、
(II)前記第二繊維状不織ウェブ中の繊維の25〜75重量%が、前記接着剤および前記熱可塑性フィルムと相容性があり、
(III)前記第二繊維状不織ウェブ中の繊維の75〜25重量%が、前記接着剤および前記熱可塑性フィルムと非相容性であり、
(IV)前記熱可塑性フィルム中の重合体の少なくとも50重量%が、前記接着剤と相容性があるもの、および
(c)前記トップシートと前記バックシートの間に配置された吸収性芯
を含んでなる、吸収性物品。 - 前記第二繊維状不織ウェブ中の繊維の重量が、前記第一繊維状不織ウェブ中の繊維の重量の1/4〜4倍である、請求項1に記載の吸収性物品。
- 前記複合材料シートの剥離強度が少なくとも0.1N/cmであり、静水頭が少なくとも60cmであり、LYSSY法による水蒸気透過速度が少なくとも1000g/m2/24hrである、請求項1または2に記載の吸収性物品。
- (a)前記接着剤が、ポリエステル重合体またはポリエステル共重合体接着剤であり、
(b)前記水蒸気透過性フィルムが、少なくとも約75重量%の、ブロックコポリエーテルエステル、ブロックコポリエーテルアミド、コポリエーテルイミドエステル、ポリウレタン、ポリビニルアルコール、およびそれらの組合せからなる群から選択される重合体を含んでなり、
(c)前記第一繊維状不織ウェブ中の繊維の少なくとも90重量%が、ポリエステル重合体および共重合体からなる群から選択される重合体から作られたものであり、
(d)前記第二繊維状不織ウェブ中の繊維の25〜75重量%が、ポリエステル重合体および共重合体からなる群から選択される重合体から作られたものであり、
(e)前記第二繊維状不織ウェブ中の繊維の75〜25重量%が、ポリアミド、ポリオレフィン、アクリル樹脂、および綿からなる群から選択される重合体から作られたものである、請求項1〜3のいずれか一項に記載の吸収性物品。 - 前記第一繊維状不織ウェブおよび前記第二繊維状不織ウェブの少なくとも1つがポリエステル重合体およびポリエステル共重合体を含んでなり、前記ポリエステル重合体およびポリエステル共重合体が、ポリ(エチレンテレフタレート)、ポリ(1,3−プロピレンテレフタレート)およびそれらの共重合体からなる群から選択される、請求項1〜4のいずれか一項に記載の吸収性物品。
- 前記水蒸気透過性フィルムが、少なくとも約75重量%のブロックコポリエーテルエステルを含んでなる、請求項1〜5のいずれか一項に記載の吸収性物品。
- 前記水蒸気透過性フィルムが、コポリエーテルエステルエラストマーから実質的になる、請求項6に記載の吸収性物品。
- 複合材料シートが、ピンホールを実質的に有しておらず、液体浸出試験により試験した時に液体がシートを実質的に通過しないものである、請求項1〜7のいずれか一項に記載の吸収性物品。
- 前記複合材料シートが、無菌包装材料に関するISO11607標準により試験した時に微生物の通過を阻止するものである、請求項8に記載の吸収性物品。
- 前記水蒸気透過性フィルムが、第一および第二の層を有し、前記層のそれぞれが異なった水蒸気透過性熱可塑性重合体組成物を含んでなる、請求項1〜9のいずれか一項に記載の吸収性物品。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US13719899P | 1999-06-02 | 1999-06-02 | |
| US60/137,198 | 1999-06-02 | ||
| PCT/US2000/015199 WO2000072794A1 (en) | 1999-06-02 | 2000-06-02 | Absorbent articles utilizing breathable composite sheet |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2003500166A JP2003500166A (ja) | 2003-01-07 |
| JP4531270B2 true JP4531270B2 (ja) | 2010-08-25 |
Family
ID=22476230
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2000620907A Expired - Fee Related JP4531270B2 (ja) | 1999-06-02 | 2000-06-02 | 通気可能な複合材料シートを用いた吸収性物品 |
Country Status (11)
| Country | Link |
|---|---|
| EP (1) | EP1194098B1 (ja) |
| JP (1) | JP4531270B2 (ja) |
| AR (1) | AR022048A1 (ja) |
| AT (1) | ATE273676T1 (ja) |
| AU (1) | AU5725700A (ja) |
| CA (1) | CA2374312A1 (ja) |
| DE (1) | DE60013132T2 (ja) |
| MX (1) | MXPA01012374A (ja) |
| PE (1) | PE20010006A1 (ja) |
| TW (1) | TW436279B (ja) |
| WO (1) | WO2000072794A1 (ja) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2003065955A2 (en) * | 2002-02-05 | 2003-08-14 | Tredegar Film Products Corporation | Absorbent composition and method of assembling |
| US6797365B2 (en) | 2002-04-08 | 2004-09-28 | Kimberly-Clark Worldwide, Inc. | Laminate having differential bond strengths and absorbent article made therefrom |
| US20060160453A1 (en) * | 2005-01-14 | 2006-07-20 | Hageun Suh | Breathable composite sheet |
| CN102975449A (zh) * | 2012-12-05 | 2013-03-20 | 吴江市高发纺织有限公司 | 一种耐气候防护面料 |
| CN106903938A (zh) * | 2016-12-20 | 2017-06-30 | 朱建林 | 一种雨衣用复合布 |
| CN110755208A (zh) * | 2019-10-28 | 2020-02-07 | 北京爸爸的选择科技有限公司 | 一种万向导流吸收芯体及其制备方法 |
| CN111306591A (zh) * | 2020-03-13 | 2020-06-19 | 晏兵 | 一种智能家居用节能型水帘式油烟机 |
| TWI761273B (zh) | 2021-08-03 | 2022-04-11 | 衛普實業股份有限公司 | 抗血液及病毒之防護衣用非織物 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SE399641B (sv) * | 1974-02-15 | 1978-02-27 | Moelnlycke Ab | Absorptionsprodukt sasom kompress, dambinda, bloja eller liknande |
| GB8717729D0 (en) * | 1987-07-27 | 1987-09-03 | Bonar Carelle Ltd | Non-woven materials |
| JPH0257254A (ja) * | 1988-08-24 | 1990-02-27 | Kuraray Co Ltd | 衛生用品の液体防漏シート |
| US5560974A (en) * | 1991-03-22 | 1996-10-01 | Kappler Safety Group, Inc. | Breathable non-woven composite barrier fabric and fabrication process |
| US5843057A (en) * | 1996-07-15 | 1998-12-01 | Kimberly-Clark Worldwide, Inc. | Film-nonwoven laminate containing an adhesively-reinforced stretch-thinned film |
| US5883028A (en) * | 1997-05-30 | 1999-03-16 | Kimberly-Clark Worldwide, Inc. | Breathable elastic film/nonwoven laminate |
| US5938648A (en) * | 1997-12-03 | 1999-08-17 | The Procter & Gamble Co. | Absorbent articles exhibiting improved internal environmental conditions |
| US6410465B1 (en) * | 1999-06-02 | 2002-06-25 | E. I. Du Pont De Nemours And Company | Composite sheet material |
-
2000
- 2000-06-02 JP JP2000620907A patent/JP4531270B2/ja not_active Expired - Fee Related
- 2000-06-02 DE DE60013132T patent/DE60013132T2/de not_active Expired - Lifetime
- 2000-06-02 EP EP00942663A patent/EP1194098B1/en not_active Expired - Lifetime
- 2000-06-02 AT AT00942663T patent/ATE273676T1/de not_active IP Right Cessation
- 2000-06-02 AR ARP000102761A patent/AR022048A1/es not_active Application Discontinuation
- 2000-06-02 CA CA002374312A patent/CA2374312A1/en not_active Abandoned
- 2000-06-02 AU AU57257/00A patent/AU5725700A/en not_active Abandoned
- 2000-06-02 WO PCT/US2000/015199 patent/WO2000072794A1/en not_active Ceased
- 2000-06-02 PE PE2000000546A patent/PE20010006A1/es not_active Application Discontinuation
- 2000-06-02 MX MXPA01012374A patent/MXPA01012374A/es active IP Right Grant
- 2000-09-06 TW TW089110815A patent/TW436279B/zh active
Also Published As
| Publication number | Publication date |
|---|---|
| AR022048A1 (es) | 2002-09-04 |
| MXPA01012374A (es) | 2002-07-30 |
| ATE273676T1 (de) | 2004-09-15 |
| PE20010006A1 (es) | 2001-04-07 |
| AU5725700A (en) | 2000-12-18 |
| WO2000072794A1 (en) | 2000-12-07 |
| TW436279B (en) | 2001-05-28 |
| DE60013132D1 (de) | 2004-09-23 |
| EP1194098B1 (en) | 2004-08-18 |
| CA2374312A1 (en) | 2000-12-07 |
| JP2003500166A (ja) | 2003-01-07 |
| EP1194098A1 (en) | 2002-04-10 |
| DE60013132T2 (de) | 2005-09-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US5938648A (en) | Absorbent articles exhibiting improved internal environmental conditions | |
| EP1189748B1 (en) | Composite sheet material | |
| US6187696B1 (en) | Breathable composite sheet structure | |
| US6245401B1 (en) | Segmented conformable breathable films | |
| US6677258B2 (en) | Breathable composite sheet structure and absorbent articles utilizing same | |
| EP0906192B1 (en) | Breathable composite sheet structure and absorbent articles utilizing same | |
| USRE41539E1 (en) | Breathable composite sheet structure and absorbent articles utilizing same | |
| KR100488382B1 (ko) | 접착-강화 연신-박화된 필름을 함유하는 필름-부직물 적층체 | |
| EP0948429B1 (en) | Breathable laminate including filled film and continuous film | |
| AU738271B2 (en) | Segmented conformable breathable films | |
| US7081560B1 (en) | Absorbent articles utilizing breathable composite sheet | |
| JP2000513643A (ja) | 体への改良されたフィットを有する使い捨て引き上げ装着衣類 | |
| JP4531270B2 (ja) | 通気可能な複合材料シートを用いた吸収性物品 | |
| WO2002049838A2 (en) | Body fluid sealing gaskets for personal care products | |
| AU1206800A (en) | Breathable elastic laminates | |
| CA2208537C (en) | Mechanically compatibilized film/nonwoven laminates | |
| MXPA00005455A (en) | Absorbent articles | |
| HUP9903697A2 (hu) | Lélegző kompozit lap szerkezet és ezzel készült abszorbens cikkek | |
| HK1019215B (en) | Breathable composite sheet structure and absorbent articles utilizing same |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070502 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090630 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090710 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20091006 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20091014 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20091110 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100514 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100609 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130618 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |