JP4426148B2 - 研磨表面および物品ならびにそれらの製造方法 - Google Patents
研磨表面および物品ならびにそれらの製造方法 Download PDFInfo
- Publication number
- JP4426148B2 JP4426148B2 JP2001545037A JP2001545037A JP4426148B2 JP 4426148 B2 JP4426148 B2 JP 4426148B2 JP 2001545037 A JP2001545037 A JP 2001545037A JP 2001545037 A JP2001545037 A JP 2001545037A JP 4426148 B2 JP4426148 B2 JP 4426148B2
- Authority
- JP
- Japan
- Prior art keywords
- carrier
- mask
- particles
- hard
- matrix material
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images


























Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D11/00—Constructional features of flexible abrasive materials; Special features in the manufacture of such materials
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Polishing Bodies And Polishing Tools (AREA)
- Laminated Bodies (AREA)
Description
発明の背景
本発明は一般的に耐摩耗性表面(abrasive and wear resistant surfaces)およびこれらの表面を含む物品に関する。さらに詳しくは、本発明は表面に耐摩耗性を与える、ランダムでなく分布された硬粒子を含有するような表面を得るための新規で改良された方法を開示する。
【0002】
米国特許第4,925,457;5,092,910;および5,049,165ならびに5,380,390;5,203,880:5,190,568;5,817,204;5,620,489;5,991,330;および5,980,678号明細書は、すべて引用によりここに組入れられるが、すべては研磨物品の表面にランダムでない態様で硬い粒子の均一な分布を与える方法を教示する。
【0003】
国際公開WO98/51448号は工具プリフォーム(tool preform)に対して孔開けがキャビティを境界づけるように、孔開けされた(perforated)ステンシルもしくはマスクを配置し、これらのキャビティーをペースト形態の金属ろう付け(metal braising)組成物で充填し、ついでステンシルを除去して切削表面に付加されたろう付けペーストを離散的な粒子にすることを開示する。硬い粒子(砥粒)はペースト粒子上に堆積され、またはペースト粒子とともに予備混合され、ろう付け条件でプリフォームを焼成することによりその場に固着される。
【0004】
米国特許第5,380,390;5,817,204;および5,980,678号明細書(引用によりすべてがここに組入れられる)には、種々の接着剤材料および少くとも1つのマスクが、複合研磨材の熱処理に先立って、基板および/またはキャリア上に硬い粒子の不均一な分布を形成するために、そして硬い粒子を保持するために用いられる。たとえば、研磨材は、基板を接着剤で被覆し、接着剤被覆した基板をおおってマスクを置き、この基板を多量の硬い砥粒と接触させて砥粒がマスクの開口を通過して基板に接着するようにし、ついで接着剤により保持されない多くの砥粒のすべてを除去し、任意にマスクを除去することにより形成されうる。このように、基板のパターンに残る粒子は、焼成しうる、もしくは溶融しうるマトリックス材料で囲まれるが、粒子は一時的に接着剤で保持される。熱および/または圧力による次の処理は研磨材を完成させる。
【0005】
マスクは、基板を硬い粒子と接触する前に基板に対して置かれるメッシュもしくは他の細胞状(cellular)材料の形態を採りうる。このように、マスクはメッシュもしくは他の細胞状材料の開口により硬い粒子および/または粒子の集まりの帯域の分布を決定する。さらに、マスクは加熱の前に除去されるか、または残って砥粒の研磨材の構成部分(integral part)となりうる。さらに、上述の特許で記載されるように基板は焼成しうるマトリックス材料のプリフォームであり得、そして硬い材料は、材料の焼成前に予め置かれた硬い粒子のロール圧密(roll compaction)のような、種々の圧縮手段で、その中に送り出され、もしくは圧密されうる。
【0006】
さらに上述の特許に示されるように、マトリックス材料は焼成しうる、もしくは溶融しうる材料であり得、そして熱(たとえばプラズマ)スプレーもしくは蒸着のような熱に係るプロセスにより堆積され得るが、材料の熱分解は焼成しうる材料と同等であると考えられる。焼成の変形として、マトリックス材料は加熱もしくは圧密の開始前にアセンブリの少くとも片側に溶融材料を置くことにより溶融材料で含浸され得るが、その溶融材料は加熱時に溶融し、そして毛管現象によりマトリックス材料中に運ばれる。
【0007】
米国特許第5,620,489号明細書は、引用によりここに組入れられるが、多量の粉末状の焼成しうるマトリックス材料および液状バインダー組成物の混合物から製造される、軟かく、容易に変形し得、そして可とう性の形態の、焼成しうるマトリックス材料を開示する。多量の砥粒が、焼成されて研磨物品を形成するプリフォームに少くとも部分的に含まれうる。たとえば、バインダー粉末混合物は支持体表面に分配され、そしてプリフォームを形成するためにドクターナイフにより均一な厚さに修正されうる。多くの砥粒は、たとえば粒子をプリフォームの少くとも片側に置き、ついで粒子をプリフォームに送り出すことによりプリフォーム中に含有されうる。砥粒はプリフォームが焼成される前に、または焼成時にプリフォーム中に送り出されうる。しかも、粒子はランダムな態様で、または細胞状メッシュもしくはマスク材料により規定されうる、ランダムでない態様でプリフォームに含まれうる。
【0008】
米国特許第5,791,330号明細書は、引用によりここに組入れられるが、砥粒のランダムでない分布を有する類似の砥粒に関し、砥粒を配置するのに用いられた後にメッシュ材料は、部分的にもしくは完全に、マトリックス材料を焼成するに先立ち、物理的に除去され、またはマトリックス材料を焼成するために用いられる温度で溶解もしくは蒸発され得、マトリックス材料内に均一に分布された砥粒を残すことを教示する。
【0009】
さらに、その特許は、構造的な構成部分はマトリックス材料、砥粒およびメッシュ材料の間、もしくは少くとも片側に配置され得、そして金属もしくは非金属化合物、粉末、繊維、メッシュ、シム(shims)、箔およびそれらのいかなる組合わせ、であってもよい。構造的な構成部分はマトリックス材料の組成と異なっていてもよく、そしてそれらは好ましくは圧力下に焼成もしくろう付けされ(braged)、焼成した研磨材になりうる。さらに、その特許はホウ素、クロム、鉄のような炭化物形成元素を亜鉛とともに、もしくは亜鉛なしで、含有する組成物を、適切な焼成しうるマトリックス材料もしくは焼成しうるマトリックス材料の1成分として、開示し、しかもろう付けおよび溶融材料はその組成物とともに添加剤として使用されうる。
【0010】
発明の要約
本発明は、機械化、自動化および大量生産にもっと適切な物品において、所望の、好ましくはランダムでなく、もしくは均一でないパターンで分布された硬い砥粒を含有する耐磨耗性物品を含む(これらに限定されない)物品の新規で改良された製造方法を提供する。
【0011】
本発明によれば、硬い粒子をその場に保持するための保持マトリックス中に分布された研磨品質を与える多数の硬い粒子を含む研磨材の製造方法であり、該方法は多数の該粒子を支持しうるキャリアに対してその中に開口を有するマスクを置くこと、硬い粒子が接着(adhere)する該キャリアから離れた該マスクの外側に固着手段を与えること、多数の硬い粒子を該マスクの該外側に付着(apply)させ、粒子の1部分がマスクの開口を通過し、マスクの開口に相当する該キャリア上に該粒子のパターンを形成し、そして粒子のもう1つの部分は該マスクに接着すること、キャリアからキャリアに接着された硬い粒子を含むマスクを分離し、キャリア上に該粒子のパターンを残し、保持マトリックス材料でキャリア上の粒子を少くとも部分的に囲むこと、ならびに該保持マトリックス材料を加熱して該材料に該パターンに該粒子を保持する保持マトリックスを形成させること、の段階を含む方法、が提供される。
【0012】
発明の詳細な説明
一般的に、本発明の方法は、その中に開口を有する少なくとも1つのマスク(たとえば、ステンシル、テンプレート、細胞状材料、メッシュ等)を選ぶこと、および少なくともいくらかの硬い粒子を一時的におよび/または永続的に支持もしくは担持することのできる、キャリアもしくは基板、に対してマスクを置くこと、もしくは、とともにマスクをアセンブルすることを含む。
【0013】
マスクおよびキャリアのアセンブリーは、ついで大量の硬い粒子を受取り、そのいくつかはマスクの開口を通過し、キャリア上に、固着され、もしくは置かれ、そしてもう1つの部分はマスク上にあり、開口の間のマスクの空間に置かれる。
【0014】
本発明によれば、キャリアに隣接する面と反対側のマスクの外側面は固着手段を備え、粒子はマスクの外側面上の空間に粒子を保持するように接着される。このように、それに接着された硬い粒子を有するマスクはキャリアから分離され、それにより分離されたマスクは有効に、そして効率的に多数の硬い粒子を除去し、それは最終的な研磨物品の1部分を形成しない。このように研磨材料の1部を形成しない硬い材料を除去することにより、その処理の間には粒子ダストがほとんど創り出されず、それはたとえば再使用もしくは販売のためにそれらを回収するのをもっと容易に、そしてもっと効率的にする。さらに、望ましくない硬い粒子が研磨材料の1部になる機会を最小にする。
【0015】
これはキャリア上に硬い粒子の分配されたパターンを残す。硬い粒子は主として、マスクの開口の大きさ、形状および分布により、ならびに硬い粒子の大きさおよび形状により、マスクの設計によりキャリア上に分布される。このように、硬い粒子のプログラムされた、もしくはランダムではない分布がキャリア上に与えられる。
【0016】
この段階で、キャリア上で硬い粒子の支持もしくは一時的な保持は、キャリアおよび/または硬い粒子の特性、ならびにキャリアもしくは硬い粒子の表面特性、たとえばキャリアおよび/または硬い粒子に付着される被覆材料、水分量、湿度、質量(重力の利用)温度(たとえば、負の温度)、磁化、静電気、放電(discharge)条件等、により与えられうる。加えて、キャリア上への粒子の配置の後に、さらなる物質が、キャリアに粒子をもっと永続的に固着するために付着されうる。マスクは、キャリアに硬い粒子をそのように固着する前、もしくは後に、キャリアから除去されうる。固着プロセスの間の、と同時の、もしくは直後のマスク除去が本発明の最も好適な態様である。
【0017】
マスクの除去につづいて、それに接着された硬い粒子はマスクから分離され、回収され、ついでさらに研磨材を製造するために利用されるのが好適である。
【0018】
マスクに、および互いに硬い粒子を固着する手段は、所望であれば、マスク表面の接着剤被覆もしくは表面粗さによる定着(anchoring)を含む。さらに、本来的に粘着性である材料から得られるマスクも利用しうる。しかし、マスクがキャリアから分離されるときに分離されるように、マスク外側面に粒子を保持するいかなる手段も利用しうる。
【0019】
好適には、マスクおよび/またはキャリアに、および/または互いに固着されない硬い粒子はキャリアおよびマスクもしくはそれらのアセンブリーから除去され、収集され、研磨材を再び製造するのに利用されうる、多数の硬い粒子を形成する。これらの硬い粒子は、いかなる適切な方法によっても除去され得、重力、ブラシかけ(brushing)、吹付け(blowing)、送風(blasting)、ピッキング(picking)、吸引、真空、削り落し(scraping)、シャッキング(shacking)、タッピング(tapping)、振動、加熱、磁化、消磁、充電および放電(electrical charging and discharging)を含むが、これらに限定されない。
【0020】
硬い粒子をキャリア上に配置し、マスクを除去した後に、このアセンブリーはさらなる処理に供される。この処理は次の少なくとも1つを含みうる。
−粒子は少なくとも部分的にキャリア中に送り出され(urged)、その中で保持
力を向上し、またはその場でこれらの硬い粒子を固定(locking)しうる。こ
の送り出し(urging)および/または固定はキャリアからマスクを除去する前、
間もしくは後に与えられうる。
−永続的な保持マトリックス材料(たとえば、焼成しうる、堆積しうる、溶融し
うる、ろう付けしうるもしくは熱硬化性材料)とともにキャリアおよび硬い粒
子を供給すること。
−加熱、焼成、ろう付け、溶融、成形(molding)、注型(casting)、堆積(す
なわち、電気もしくは熱的堆積)、めっき、ならびにそれらの組合わせ等の種
々の方法により、直接に、および/または保持マトリックス材料により、硬い
粒子およびキャリアの間に永続的な保持を与える。
【0021】
これらのさらなる処理の結果として、硬い粒子は、保持マトリックス中で、および/またはキャリア、および任意に互いに、永続的に(研磨工具における硬い粒子の寿命に関して)固着もしくは結合される。
【0022】
図面、および例示のために選ばれる発明の態様に関して、図1および2は、テンプレート、ステンシル、細胞状材料、もしくはメッシュ材料でありうる、本発明での使用に適した開口を有するマスクの例を示す。これらのマスクは、孔開け(perforation)、ドリル(drilling)、切削、ろう付け、溶接、および接着(gluing)、またはレーザーを含む(これらに限定されない)多くの方法により製造されうる。図1に示されるように、マスク10は、多数の貫通開口15〜24を含むが、それぞれは異なっている。図2に示されるように、マスク30は、多数の丸い開口35および多数の多角形開口40を示す。
【0023】
図3は、マスク10もしくは30に類似するマスク50のアセンブリーの断面図であり、貫通開口55ならびに貫通開口55のマスク部分57を有し、キャリア60に置かれている。本発明によれば、キャリアから離れたマスクの側は接着剤被覆100のような固着手段を備え、粒子はそれに接着する。あるいは、マスクは、本来的に粘着性のものから製造され得、または、たとえば、光もしくは温度の影響下に粘着性になり、粒子はマスクに直接に接着する。しかし、マスクの外側表面に粒子を保持し、マスクに接着するいかなる手段も利用しうる。
【0024】
キャリアは、多数の硬い粒子を支持し、および/または少なくとも一時的に保持することのできるいかなる種類の基板であってもよい。後で詳述されるように、キャリアははプレート(たとえば金属プレート)、箔、メッシュ型材料(たとえばワイアメッシュもしくはワイアでない細胞状材料)もしくは研磨材の1部を形成する、焼成しうる材料のプリフォームであり得、またはそれは形成後に研磨材からつづいて除去される基板でもありうる。
【0025】
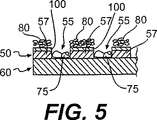
図4は、マスクおよびキャリアの表面を覆うようにマスク50およびキャリア60の頂部に多数の硬い材料70を使用する場合を示す。硬い材料70のいくつかはマスク50の開口55を通過し、キャリア上に置かれ、そして硬い材料80のいくつかは、マスクの部分57上に行き、そこで接着剤100によりその場に保持される。このように、硬い粒子は、マスクおよびキャリアに、ならびに互いに、置かれ、および/または固着される。図5は、所望ならば、マスクに、もしくは開口55により、保持されなかった硬い粒子を除去した後に、アセンブリーがいかにみえるかを示す。
【0026】
図6に示されるように、マスク50に隣接するキャリア60の表面も固着手段を備えるので、開口55を通過する硬い材料はそれに接着する。このようにキャリア60とマスク50の間に、被覆層たとえば接着剤90の薄膜があり、開口55内の硬い粒子はそれに接着する。マスク50に接着していない多数の粒子は図5に示されるように除かれるので、これは開口55に粒子を保持するのに役立つ。硬い粒子も接着剤物質、液体および/またはフリズされた(frizzed)および/または磁性化物質とともにそれらをスプレーすることにより、自然の静電気、機械的インターロックによって互いに固着されうる。
【0027】
図7は、キャリアもしくはマスクにより保持されていないすべての硬い粒子を除去した後に、硬い粒子80の単一層および粒子75の単一層のみが、直接に、または接着剤物質90および100により、マスク50およびキャリア60に固着されたままにされうる、ことを選択的に示す。
【0028】
硬い粒子の平均径および開口55の大きさ、ならびにマスク50の厚さ110に依存して、硬い粒子75は図6に示されるように開口55内に積重ねて、もしくはカラム状に配置され、または図7に示されるように単一層に形成され得、または図8に示されるように各開口55においてまさに単一粒子でありうることが理解されるべきである。図8は接着層90を示す。この層90は独立の要素またはマスク50もしくは、キャリア60の1部であっても、結合/接着されていてもよい。
【0029】
マスクの内側表面も固着手段を備え得、キャリアの隣接表面が接着される。この場合、固着手段は、基板からマスクを分離するプロセスにおいて、マスクおよび/または基板の引裂き(tearing-off)もしくは破損(breakage)を防止すべきである。このような固着手段の例は、低い粘着性の接着剤(たとえば、感圧接着剤)、およびたとえば、基板もしくはキャリア中の孔もしくは開口もしくはチャンネルによる吸引/解放作用でありうる。
【0030】
本発明によれば、粒子がキャリアおよびマスクに付着され、余分の、または固着されていない粒子が除去された後に、所望ならば、それに接着された粒子80を含むマスクはキャリアから分離され、キャリア60上に粒子75のパターンを残す。図9は互いからマスク50およびキャリア60を分離するプロセスを概略で示す。分離プロセスにおいて、ならびに分離後に、マスク50は、少なくとも大部分の硬い粒子80、およびキャリア60を除いて、硬い粒子75をすべて保持するのが好ましい。もっと具体的には、図9に示されるように、マスク50は、キャリアから除去されそして、ロールに巻くことにより、キャリア60から除去されうる。分離プロセスは連続もしくは半連続の態様で、または個別もしくはバッチの態様でありうる。
【0031】
キャリア60からのマスク50の分離を助けるために、接着剤物質90は、使用されれば、互いに分離するのを困難にすべきである。このように、たいていの場合、物質90は十分に粘着であるべきであるので、粒子75はそれに接着するが、キャリアからマスク50を分離するのを困難にするほど強くはない。
【0032】
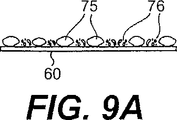
本発明によれば、キャリアからのマスクの分離につづいて、キャリアに残された粒子75は残りのマトリックス材料と接触し、もしくは少なくとも部分的にそれに囲まれる。図9Aに示されるように、これはたとえば粉末化された焼成しうるマトリックス材料76であり得、ついで加熱されて、材料を溶融もしくは焼成し、所望のパターンに粒子75を保持し、研磨材を生成する。キャリアは研磨材の1部であり得、または焼成につづいて除去されうる。
【0033】
あるいは、焼成しうるマトリックスのプリフォームは、材料76もしくは他の保持型材料に加えて、もしくはその代わりに構造の片側もしくは両側に付着されうる。図9Bは焼成しうる材料のプリフォーム77および78が図9Aのアセンブリーの両側に付着される場合を示し、その後に、プレート79はアセンブリーに圧力を及ぼし、そして熱が研磨材を焼成するのに加えられる。材料76は省略され得、またはそれは粉末化した焼成しうるマトリックス材料もしくは溶融しうる材料でありうる。もし材料76が溶融しうる材料であれば、それはプリフォームの最終焼成温度以下で溶融し、そして互いに、およびプリフォームにより与えられる保持マトリックスに、接着するのを助ける。あるいは、キャリア60は焼成しうる材料のプリフォームであり得、単独での保持マトリックスを形成し、研磨材を製造する上述のプロセスの間、粒子75を保持する。
【0034】
マスクの除去後で加熱前に、キャリア60および硬い粒子75を処理することは、特にもしキャリア60が焼成しうるマトリックス材料のプリフォームであれば、図10に示されるように、一対の対向する圧密手段でキャリアに粒子を送り出すことを含む。圧密ロールは硬い粒子75をキャリア60に送り出し、キャリアを変形させる。キャリア60のもとの厚さ111は圧密もしくは変形のいくつかの条件下で変化され得、得られる厚さ120はもとの厚さ111よりも小さい。キャリア60の幅(図には示されない)もこのような圧密下で変形しうる。
【0035】
圧密時に、硬い粒子75はキャリア60中に少なくとも部分的に、もしくは完全に埋め込まれ得る。最終製品の異なる用途は突出(protrusion)の異なるレベルを要求しうる。本発明の1つの態様において、単一層正面研削工具(face grinding tool)は、図11に示されるようにキャリア60の表面150を超えた硬い粒子の突出であるべきである。キャリア60、硬い粒子75の性質および硬い粒子75のキャリア60への浸透の深さに依存して、硬い粒子75はネスト(nests)155内に快適に支えられ、そしてそれによりキャリアに固定されうる。他の用途は、好ましくは硬い材料75のキャリア/プリフォーム60への十分な突出を要求する。
【0036】
図6および8、ならびに関連する説明に関して、そして図11を考慮して、もし接着剤物質90が送り出し/圧密の結果としてネスト155に存在すると、それは、たとえば熱、焼尽(burn−out)、吸引作用、真空もしくは溶解プロセスにより、キャリア上に存在するものとともに除去されうる。もし存在すれば、物質90の除去は、有機物質、水、そして加熱下でのガスの発生を低減するために、製造において重要な段階であり得、クリーンなプロセス環境ならびに硬い粒子75および永続的な保持材料の間の良好な保持を特に与える。それは焼成、ろう付け、溶融、電着および熱硬化にとって特に重要であり、それらは負の(真空)および/または保護および/または還元雰囲気を有するか、もしくは有されない。
【0037】
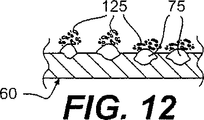
図12に関して、粒子75のキャリア60の送り出し/圧密後に、補足的な保持材料125は硬い材料75におよび任意に少なくとも部分的にキャリアに付着されうる。この材料125を「補足的」 (“supplemental”)と呼ぶ理由は、キャリア60自体も、特にもしそれが焼成しうるマトリックス材料であれば、硬い材料のための保持マトリックスを与えうる。適切な処理後の補足的保持材料は、硬い材料75をキャリア60に永続的に結合するのに役立つ。
【0038】
もしキャリア60が焼成しうる材料でなく、たとえば金属箔またはプレートもしくはメッシュ型の材料であれば、「補足的」材料125は、硬い材料およびキャリア60の完全さ(integrity)を与える唯一の物でありうる。この場合、「補足的」材料125は、ろう付けプロセスの機能の定義:液体により部品を一緒に統合し、ついでろう材料を固化する、にしたがって、真にろう付け材料として機能しうる。したがって、この場合、研磨材料を製造するプロセスで、ろうは熱(荷重および/または圧力を加え、もしくは加えない)で溶融し、ついで固化(荷重および/または圧力を加え、もしくは加えないで)する。もし、ろう材料がろう型でない焼成しうる材料と一緒にされる(混合もしくは付着)されると、適切な温度で溶融するろうは、該ろう型でない焼成しうる材料の骨格(毛管チャンネル)に浸透しうる。
【0039】
この補足的な保持材料は、粉末、チップ、繊維、ペースト、スラリー、テープ、シート、固形材の切断片もしくは破片、冷間圧密粉末、溶融した金属、好ましくは噴霧材、および電解液の形態でありうる。それは金属材料(たとえば、金属および合金粉末および混合物)または非金属材料(たとえば、熱可塑性プラスチックス、レジン、エポキシ)でありうる。保持材料は予備焼成された、もしくは十分に焼成された粉末材料、注型粉末テープ、ロール圧蜜粉末テープもしくはプレートから選ばれ得、細胞状材料および金属にもとづくメッシュ材料を含む。
【0040】
もしマスク50は補足的な保持材料が付着される時点でキャリアから除去されないならば、それは続く除去をマスクとともに助けるために、マスクに粒子80を保持するのを助けるのに使用されうることが留意されるべきである。もし硬い材料80が保持材料を含むならば、マスクとともに粒子除去するのに続いて、さらなる使用に粒子を回収させるために、保持材料は粒子から分離されることができるようにすべきことも留意すべきである。特に、硬い材料はさらなる使用のために材料をもどす前に、保持材料からきれいにされるべきである。それにもかかわらず、いくつかの場合には、除去された硬い粒子は微量の保持材料が存在しても、再使用にもどされうる。
【0041】
図9Bおよび10に示されるように、キャリア60の圧密、および粒子75のキャリアへの送り出しは、図13に示されるようにマスク50を除去する前に実施されうる。好ましくは、これはマスク50が薄い、または変形しうる、もしくは弾性(elastic)、もしくは弾力がある(resilient)ときである。プレート79またはロール130−1および140−1のような圧密手段の作用下に、マスク50は圧縮され、硬い粒子80はマスクに少なくとも部分的に送り出され、そして硬い粒子75もキャリア60に送り出される。マスク50が除去された後に、得られる材料は図11に示されるものに類似する。
【0042】
ロール圧密はキャリア60を圧密し、および/または硬い粒子75をその中に送り出すための多くの利用しうる手段の1つにすぎないことが理解されるべきである。圧密手段は、平らな、波形の、四角形の、丸い、等でありうる。圧密手段は電気、水力、気力もしくは振動(超音波を含む)機械の1部であるか、もしくはそれに結合されうる。
【0043】
硬い材料80および75の長さ寸法(linear dimension)に関し、マスク50が薄い物質(たとえば硬い材料の長さ寸法の3.0×10−1〜1.0×10−6)であるときの態様が図14〜16に示される。図14は、マスク50の外側表面150上に置かれた硬い粒子80、ならびにキャリア60の外側表面上の硬い粒子75を示す。図15は、硬い粒子80および75が、それぞれマスク50およびキャリア60に送り出された後(図10および13に示されるような圧密手段により)の構造を示す。図16は、キャリアからマスク50およびそれに接着された粒子80を分離した後の、キャリア60およびそこに埋め込まれた粒子75の構造を示す。
【0044】
粒子の永続的な保持を与えるための、硬い粒子75を含有する圧縮キャリア60のさらなる処理は、種々の方法を含み得、加熱、焼成、ろう付け、溶融、硬化、およびそれらの組合わせを含むがそれらに限定されない。そしてそれらは圧力をかけて、もしくは無しで、および/または真空をかけて、もしくは無しで、熱スプレーおよび電着、そしてすべては連続および/または半連続および/またはバッチ、ならびにそれらの組合わせの態様で実施される。これらの多くの方法は、米国特許第5,203,880号明細書(その内容は引用によりここに組入れられる)を含む上述の米国特許に開示されている。
【0045】
前述のように、キャリア60への、および/または、からの硬い粒子の突出レベルは0〜100%で変動しうる。
【0046】
図16は、キャリア60に浸透した任意の補足的保持材料125を用いて、1個のみが示されている硬い粒子75を含む圧密キャリア60から製造された研磨材を示す。
【0047】
図17は、硬い粒子75を担持するキャリア60の表面180に対向するマスク50の少なくとも側170上に、多くのポケットもしくはチャンネル165を有するマスク50を示す。ある圧縮力(たとえば図13に示されるように)および/または真空下に、空気は、マスク表面180をシールするためにこれらのポケット165から少なくとも部分的に除去される。その結果、マスク50はキャリア表面180に固着する。マスクのこのデザインおよび付着の方法はキャリアからのマスクの容易な分離を可能にする(たとえば、図9のように)。空気をこれらのポケット165に浸透させる他の方法(たとえば真空の解放)も使用されうる。ポケット165を含む特定のマスクを製造しなければならない必要性にもかかわらず、マスク50およびキャリア60を接着剤もしくは他の材料と、一時的に接着するようにもっと有利でありうる。なぜならキャリアからの接着剤の除去は、製造プロセスにおいて追加の段階を必要としうるからである。ポケットもしくはチャンネル165は種々の方法により製造され得、圧縮、成形、エッチング、および微細複製を含むが、これらに限定されない。
【0048】
本発明において使用されるマスクは、金属、合金、および非金属材料;有機材料、たとえば、エステル;絹;織物;紙;箔、フィルム、薄膜、テープ、シートおよびプレート、を含む異なる種類および源の種々の材料、から製造され得、もしくは、を利用しうる。マスクおよび使用される接着剤は、粘着性材料およびのり;感圧接着剤;片および両面接着材料(好ましくはテープ、シートおよびプレートの形態);感圧接着テープ;プラスチックス;レジン;ゴム、ペースト;ガラス;セラミックス、ガラス繊維;ゲル;ワイアメッシュフィルター、織物および不織布のメッシュ、膨張、パンチ、切削、ドリルおよび他の機械加工された、および/または変形された材料を含むメッシュ型材料;注型、圧密および少なくとも部分的に焼成された材料を含む粉末および/または繊維材料;ならびに他の材料を有する、もしくは有さないこれらの材料の組合わせ、でありうる。マスクは好ましくは、変形しうる、および/または弾性およびまたは弾力的であるべきである。マスクの厚さは限定されないが、好適には硬い粒子の長さ寸法に匹敵するか、実質的に小さく(すなわち、硬い粒子の長さ寸法/大きさの2.0〜10×10−6)あるべきである。
【0049】
マスクを製造する方法は、レーザー放電、パンチングもしくは切削、ならびに電気化学的エッチング法を含む。レーザーパンチングを含む多くの方法は、十分な大きさ(たとえば幅24インチ、長さ100フィート)のマスク、または巻き取られたロール、孔のある円筒(いわゆるドラム)、もしくは継ぎ目のある、もしくはない連続ベルトの形態のマスク、を与えうる。たとえば、感圧接着シートもしくはテープ(片もしくは両面)が、テープの開口により切削もしくはパンチングする、レーザーパンチング工具によりマスク変換されうる。
【0050】
マスクはマスクの異なる側で異なる接着性を有しうる。たとえば、キャリアに隣りあうマスクの側はキャリアからのマスクの容易な分離を容易にするためにキャリアの表面について低粘着性能力を有しうるが、硬い材料を受けるマスクの側は、硬い粒子のマスクへの良好な接着を促進し、したがって互いのマスクおよびキャリアの分離の間にキャリア上への硬い粒子の落下を最小にするために、硬い粒子への比較的強い接着力を有する。
【0051】
キャリアは多くの材料から製造され得、金属、合金、および非金属材料;有機材料;絹;繊維;紙、箔、テープ、プレート、プラスチックス、レジン;ゴム;ペースト;ガラス、セラミックス、ガラス繊維;ワイアメッシュ、フィルタ、織物および不織布のメッシュ、膨張、パンチ、切削、ドリルおよび他の機械加工および/または変形材料を含むメッシュ型材料;未焼成圧密体、ロール圧密材料、注型粉末および/または繊維、焼成、および/または部分的焼成、および/または浸透材料を含むが限定されない、プリフォームを含む(これに限定されない)粉末および/または繊維材料;そして他の材料を含んでいてもよいこれらの組合わせ、を含む。キャリアは可とう性の、硬い、単一層もしくは複合体でありうる;1つ以上の材料でありうる;圧密および/または熱処理の前または後に、固体材料もしくは粉末材料であり得、開孔および毛管チャンネルを含む孔を含みうる。キャリアは可とう性で硬い、非多孔質もしくは多孔質材料、注型およびロール材料;合金、複合体、粉末、非焼成、予備焼成および十分に焼成した材料、でありうる。
【0052】
本発明の特に好ましい態様において、焼成しうるマトリックス材料のプリフォーム、たとえば注型粉末プリフォームはキャリア60として使用される。このプリフォームは米国特許第5,620,489号明細書に開示されており、その内容は引用によりここに組入れられる。それは注型および/または硬化および/または予備焼成および/または十分に焼成されたまま利用されうる。この注型材料は、上述のいかなる段階でも、キャリアとして、マスクの開口を通過する硬い粒子を受取り、そしてたとえば硬い粒子をそれに送り出すことにより、キャリアに固着させる。これは、硬い粒子をキャリア60に固着するために、その量を最小にするか、またはいかなる接着材料も使用させないことを可能にする。このような接着材料の最小化もしくは不存在は最終製品の生産性および品質に寄与する。
【0053】
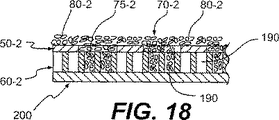
図3〜17は固形材料、たとえばプレート、箔もしくはテープとしてのキャリア60を示すが、図18はキャリア60−2がメッシュもしくは細胞状材料でありうることを示す。図18は研磨材料を製造する方法における段階に関して、図4に類似し、多数の硬い粒子70−2、細胞状キャリアの開口190内の多数の硬い粒子75−2、およびマスク50−2上の多数の硬い粒子80−2を示す。図18も細胞状キャリア60−2がさらなる材料すなわちキャリア200によりマスク50−2の反対側からシールされ、マスクにより覆われなかった開口190を通って硬い粒子が落下するのを妨げる。
【0054】
図19は図18の変更であり、硬い粒子75−3の単一層もしくはセル当り1つの硬い粒子が、細胞状キャリア60−3内に形成されうることを示す。材料200−3に関して、細胞状キャリア60−3も分配マスクとしての役割を演じ、そしてこの場合、キャリア200−3は第2のキャリアである。マスクであるキャリア60−3も第2のキャリア200−3から除去され、マスク50−3およびキャリア−マスク60−3の統合された効果により、その表面に硬い粒子75−3を有する第2のキャリア200−3を残す。第2のキャリア200−3はキャリア材料60と同一材料から、そして同一の方法により製造されうる。さらに、第2のキャリア200−3および/または硬い粒子75−3は上述と同一の方法で処理されうる。図19Aは、マスク50−3およびマスク−キャリア60−3の除去後、そして保持マトリックス材料で硬い粒子を囲む前の、図19の第2キャリア200−3を示す。
【0055】
特に好適な態様において、マスクはワイアメッシュと、片側に開口を有する両面感圧接着テープの組み合わせである。このように、粒子は、テープの開口、および各開口の各粒子に対するキャリア上のパターン、ワイアメッシュに対応するパターンを形成する。
【0056】
図20は、硬い材料の充填および除去のプロセスにおいて、キャリアおよびマスクを密に一緒に保持するのに用いられうる、従来の保持手段を示す。その図は、キャリア650、細胞状キャリア−マスク680、分配マスク700、および細胞状キャリアマスクの開口の硬い材料720、ならびに対向する荷重エレメント760および740を示す。荷重は、エレメント650、680および700に対する圧力を与え、調節し、そしてそれらを一緒に保持するが、荷重エレメントの質量により、または追加の質量荷重もしくは機械的な力800、たとえばCクランプの要素に対する圧力の付加、電場等、により発生されうる。キャリアおよびマスクを一緒に保持するこの方法は、それらを分離し、そして最終研磨製品の一部を形成しない硬い粒子を除去する容易な方法を提供することがわかる。この保持の主役(principal)は、半自動もしくは全自動(すなわちロボットの利用)機械により容易になされうる。マスク700およびキャリア−マスク680の除去後に、必要ならば、硬い粒子720がキャリア上に分布され、しかもキャリア中に送り出された、図1に示されるキャリア60の構造を得る。
【0057】
本発明のために、「焼成する」、「焼成」、「圧力もしくは熱間圧密下での焼成」「固相での焼成」、「液相での焼成」、「液状焼成」、「部分焼成」、「浸透を伴う焼成」、「ろう付け」、「溶融」、「堆積」、「熱固定」、「熱スプレー」、「電着」、「電気めっき」、ならびにそれらの類語および代用後は同じ意味である;すなわち、有用な研磨材および/または工具への成分の結合、ならびにキャリアもしくは研磨工具上に(もしくは無しで)硬い粒子の永続的な保持を与える。
【0058】
適切な熱および/または圧力および/または雰囲気がキャリアおよび保持材料に与えられるとき、キャリアが金属の箔もしくはプレート、または焼成した材料もしくは固形金属キャリア(すなわち鋼)であれば、この材料は焼成され、または溶融してろう付けもしくは溶融材料の役割を演じ、キャリア内もしくは上に硬い粒子を永続的に固着もしくは結合する。
【0059】
もしキャリアが基礎保持材料(たとえば、非焼成もしくは部分焼成Co−Ni−Fe粉末組成物、任意にNi−Cr−P添加を含む)の粉末組成物および/またはプリフォームであれば、補足的保持材料(図12の125のような)が使用されうる。適切な熱および/または圧力および/または雰囲気がキャリアと補足的保持材料に与えられるとき、この補足的保持材料は溶融し、そしてキャリア中に浸透する、液相中はこの材料は基礎保持材料の細孔に浸透し、それらを満たすが、同時にいくらかの過程(たとえば、拡散、分解、還元、酸化、黒鉛化、エッチング)が基礎保持材料、補足的保持材料および硬い粒子の成分間で生じうる。したがって、浸透のプロセスで、補足的保持材料は基礎保持材料を変性する。同時に、この材料および/またはその成分は硬い粒子をそれ自体、および基礎保持材料に固着させる。その結果、硬い粒子は、焼成されたキャリアおよび補足的保持材料の組合わせにより保持される。このプロセスは「浸透を伴う焼成」もしくは「浸透」と呼ばれうる;さらにそれは「溶融を伴う焼成」等とも呼ばれうる。
【0060】
熱が型で生じ、圧力が硬い粒子および/または保持材料もしくは保持材料の成分とともに一緒にされたキャリアに対して加えられるとき、プロセスは「圧力下の焼成」といわれ、液相を伴うか、もしくは伴わない。液相の発生はその組成ならびにキャリア(保持材料自体でありうる)および保持材料およびそれらの成分の組合わせに依存する。
【0061】
硬い粒子の最強で最も信頼できる集成および結合を与えるために、保持マトリックス材料は焼成しうるマトリックス材料であるべきであり、それは保護および/または負圧の雰囲気中もしくは、そうではなく、圧力下で型内で焼成される。加えて、それは保護および/または負圧雰囲気を有する炉内で実施されるべきである;そして液相がキャリアおよび/または補足的保持材料(もし存在すれば)により発生される。
【0062】
本発明の特に好適な態様において、米国特許第5,620,489号明細書に記載されるような、焼成しうるマトリックス材料の軟らかく、容易に変形しうる粉末プリフォームがキャリアとして用いられ、そして粉末の形態の補足的保持材料(少なくとも硬い材料および/またはキャリア上にふりかけることにより)が所望のパターンの硬い粒子を定着するのを助けるのに用いられる。
【0063】
図22は図12の変形を示す。図12の補足的保持材料125はプリフォーム125−1としてここに示され、キャリア60−1に対して置かれる。硬い粒子75−1は上述と同じ態様で所望のパターンでプリフォーム125−1上に分布される。図23は少なくとも部分的に材料125−1に送り出されたこれらの粒子75−1を示し、そして図24では、材料125−1によるキャリア60−1へ送り出される。
【0064】
図25は図22〜24の変形を示す。ここで、図22の材料125−1は、所望のパターンで上述と同じ態様でキャリア60−1上に分布される粒子75−2の頂部に置かれたプリフォーム125−2である。図26は少なくとも部分的に材料125−2およびキャリアに送り出されたこれらの粒子を示す。硬い粒子はプリフォーム125−2およびキャリアの表面から突出しうる。保持表面の上方に硬い粒子の突出を与える手段は米国特許第5,203,880号明細書に記載され、その内容は引用によりここに組入れられる、軟らかい浸透しうるセパレータを含むこれらの手段は加熱の前、もしくは間に利用され、複合材料を形成しうる。
【0065】
粒子のためのキャリアは処理の間、粒子を支持するためにのみ使用され、そして後で捨てられる固形材料でありうる。この場合、所望のパターンで上述と同じ態様でキャリア上に分布された後に、粒子は焼成しうるマトリックス材料のような保持材料で囲まれ、ついでその材料は焼成されて研磨物品を形成し、粒子は焼成された材料中に埋め込まれ、そしてそれによりその場に固く保持される。その材料は、その粒子にわたって焼成しうるマトリックス粉末を付着することにより、または粒子を覆って、もしくはその下に焼成しうるマトリックス材料のプリフォームを供給することにより、付与され、そして焼成の前または焼成中にプリフォーム上に粒子を送り出す。
【0066】
あるいは、キャリア60自体の材料が、保持材料(すなわち、コバルト、ニッケル、鉄、マンガン、モリブデン、タングステン、ニッケル−青銅組成物)であり得、集成し、硬い粒子と結合する。固形形状での焼成、炉内もしくは焼成プレスの型で荷重もしくは圧力下の焼成、がこのような材料について最良の方法である。キャリアについての選択は補足的な、保持補強材料(すなわち0.5〜10、好ましくは3〜7%)をも含む。このような保持補強材料の例は、低温ろう付け材料、すなわち銀、銅、亜鉛および/またはスズにもとづく材料、ならびに高温ろう付け材料であり、材料を溶融し、硬く仕上げる。これらの保持補強材料は、元素周期律表のIVA、VA、VIA、VIIIA、VIIIBおよびIVB族の少なくともいくつかの炭化物形成金属(すなわち、クロム、チタン)、ならびに周期律表のIBおよびIIB族のいくつかの金属を含有するのが好適である。液相の存在下(30%まで、好ましくは2〜15%の液相)での焼成、および浸透を伴う焼成はこのような材料の組み合わせについて最良の選択である。炉内もしくは焼成プレスの型内で荷重もしくは圧力下の焼成が好適である。
【0067】
キャリア材料のもう1つの選択は、それが上述の任意の添加剤を有する補足的な、保持補強材料から主になる(50wt%より多い)ことである。液相での焼成、浸透を伴う焼成、もしくはある場合には直接ろう付けおよび溶融がこのような材料の組合わせについての最良の選択である。
【0068】
キャリア60のためのさらなる選択は、それが上述のいかなる材料からでもなり、そしてさらに図12に示されるようにさらなる補足的な保持材料を備えることである。補足保持材料は元素周期律表のIVA、VA、VIA、VII A、VII BおよびIVB族の少なくともいくつかの炭化物形成金属(すなわち、クロム、チタン)、および/または周期律表のIBおよびIIB族のいくつかの金属を含有しうる。
【0069】
したがって、本発明のために、そして一般的に、保持マトリックスにより、好ましくはランダムでない態様で保持され、そして好ましくは主に金属化合物で保持された、硬い粒子を含有する研磨物品を製造するために、どの特定の方法(焼成、浸透等)が硬い材料を永続的に保持するために用いられるかは重要ではない。
【0070】
上述の単一層材料も、種々の単一層を一緒に集合させ、補足成分を添加して、もしくはしないで、それらを単一のアセンブリーに集成してアセンブリーとしうる。このような処理の例は、熱固定、加硫、焼成、ろう付け(すべて、型、炉内;誘導、従来の抵抗加熱による;炎/トーチ、接着剤、エポキシ、のり等)を含む。
【0071】
サポート、中間層、工具作業面、および工具キャリアのような付加的な構造エレメントが複合材料もしくはそのアセンブリーとともに追加もしくは集合され、そしてキャリアとして使用される。このアセンブリーは複合材料の前に、および/または後に、たとえば、焼成の前、もしくは後に、製造されうる。
【0072】
硬い粒子は砥粒品質を与える天然および合成のいかなる種類からも選ばれうる。たとえば、ダイヤモンド(天然、合成および多結晶性);窒化物(たとえば、六方晶窒化ホウ素)、ホウ化物、もしくは好ましくは高硬度の無機砥粒、またはそれらの組合わせ、が挙げられる。
【0073】
この方法により製造される製品は、砥粒および超砥粒の単一および多層表面、工具および耐磨耗性製品ならびに切削、研削、荒削り、孔開け、ドレシング、ポリシング、ラッピングのための部品、工具を含む。これらの物品の例は正面および回転研削のディスク、ドラムおよびドレッサー:セグメント;研磨工具および耐磨耗物品のための取替え可能な/廃棄される研磨セグメントおよび部品;円形および往復セグメント化および連続リムブレード、ドリルビット;ワイアソ−のためのビード、を含む。
【0074】
耐磨耗性物品および部品のために有用な研磨部品は、「Method forMaking a Sintered Article and Products Produced Thereby」という名称の米国特許第5,791,330号および係属中の米国特許出願No.09/448,840に記載されるような単一構造から有用な研磨部品を抜出すことにより得ることができる。抜出された部分は、たとえばろう付け、溶接もしくは焼成により一緒に集成し、単一のユニットとして使用されうる。
【0075】
図12に関して、粒子がキャリアにろう付け、もしくは溶融され、そしてキャリアが鋼の箔もしくはプレートのような固形材料であり、もしくは予備焼成され、もしくは十分に焼成され、そして粒子が少なくとも部分的に一時的な保持のためにこのキャリアに送り出される(くい込み、埋め込み)とき、キャリアにおける粒子の永続的な保持は、キャリアへの粒子の配置もしくは送り出しの前、もしくは後に粉末もしくはプリフォームをろう付け、もしくは溶融する形態で(任意に、好ましくはフラックスを用いて)、材料を供給することにより付与されうる。熱処理は、材料を溶融し、ろう付けし、それによりキャリアに粒子を定着させる。
【0076】
もしキャリアが固形材料もしくは十分に焼成された物質(すなわち、閉じ込められた主たる残留気孔率0〜5%)であり、そして粒子の浸透がないならば、溶融したろう付け材料は溶融して硬い材料をキャリアに固着させる。この場合において、キャリアへの溶融材料の実質的な物理的浸透はない。キャリア60は、固体もしくは適切に予備焼成された物質として、加熱処理において収縮しない。焼成もしくは特別のろう付け炉(好ましくは真空)、誘導設備、オープン炎/トーチ、を含む炉がこの処理のために必要な熱を供給するために使用されうる。
【0077】
ダイヤモンドをろう付けするために、ニッケルもしくはコバルトにもとづく溶融およびろう付け金属粉末およびプレフォームを用いることができ、好ましくはクロム、チタン、ホウ素、ケイ素のような炭化物形成元素を含む。組成(wt%で)「Cr4〜25%、P0〜10%、B2〜3%、Si0〜10%、Fe0〜4%、W0〜15%、Mn0〜37%、Cu0〜5%、Ta0〜5%、Al0〜4%、Y0〜0.02%、La0〜0.05%、Re0〜0.03%、Niおよび/またはCo残部」は、Sulzer Plasma Tecnik,Inc.(ミシガン州トロイ)(AMDRYろう付け材料として知られる材料)、Wall Colmony Corporation(ミシガン州Madison Heights)(Colmony Hard Facing AlloysおよびHigh Temperature Brasing Filler Metalsとして知られる材料)、Coast Metals(テキサス州Friendswood)(Hard Facing Metalsとして知られる材料)およびLucas−Mihaupt,Inc.of A Handy & Herman Company(ウィスコンシン州Cudahy)(高温ろう付け合金および低温ろう付け合金として知られる材料)から容易に、粉末および/またはペーストおよび/またはプリフォーム(テープ)の形態で入手しうる。
【0078】
上述と同一材料および/またはそれらの成分(すなわち、コバルトおよび/またはニッケル)は、粉末または未焼成もしくは部分的に焼成された粉末プリフォームの形態でキャリアとして使用され得、すべては実質的な開孔を含む(すなわち90〜30%)。示されるような同一材料も、粉末、ペーストもしくはプリフォームの形態で補足的保持材料として使用されうる。この場合において、粉末もしくはプリフォームにされたキャリアが実質的な開孔を有するので、加熱のプロセスで収縮する。焼成の間に生じる2つの主な過程がある:(1)キャリアの粉末成分間の拡散であり、収縮および度々、キャリアの形状の変形を伴い、そしてその強度は増加し、そして(2)もし存在すれば、補足的保持材料について、加熱のプロセスでキャリアの開口への溶融相の浸透、ならびに多孔質の減少。キャリアもしくはその成分も保持材料と同じか低い温度で液相を発生しうることが留意されるべきである。焼成もしくは浸透を伴う焼成、もしくは液相の存在下の焼成として、これらの2つのプロセスの組合わせを説明しうる。キャリアにおける固着された位置から硬い粒子を置換しうる加熱プロセスにおいて、収縮および変形の傾向のために、加熱の使用はキャリアおよび硬い粒子のアセンブリーに対して荷重もしくは圧力を好ましくは伴うべきである。このプロセスは炉内もしくはいわゆる焼成プレスで実施され得、通常、熱間圧密もしくは圧力下の焼成といわれる。
【0079】
他の本発明の態様は、ここで開示された本発明の明細書および実施を考慮して、当業者に明らかである。明細書および具体的態様は例示としてのみ考えられ、本発明の真の範囲および精神は請求項により示される。
【図面の簡単な説明】
【図1】 本発明方法により製造される切削セグメントの種々の形状を示すマスクの平面図。
【図2】 切削セグメントの代替形状を示すもう1つのマスクの平面図。
【図3】 キャリア表面の図1もしくは2のマスクと類似したマスクを示すアセンブリーの断面図。
【図4】 多数の硬い粒子をその上に付着された、図3のアセンブリーの断面図。
【図5】 マスク、キャリアもしくは互いに接着していない、粒子除去後のアセンブリーを示す、図4に類似した図。
【図6】 粒子のキャリアへの接着を助ける接着剤被覆の使用を示す、図5に類似した図。
【図7】 用いられた粒子の種類の変形を示す、図5に類似した図。
【図8】 さらに粒子の種類の変形を示す、図7に類似した図。
【図9】 キャリアから、マスクに接着した粒子を有するマスクの分離を示す略図。
【図9A】 保持マトリックス材料において粒子を固着する方法を示す略図。
【図9B】 保持マトリックス材料において粒子を固着する方法を示す略図。
【図10】 粒子のキャリアへの圧密を示す略図。
【図11】 図10の圧密の結果としてキャリアに埋込まれた粒子を示す拡大図。
【図12】 その中に補足的な保持材料を有する、図11の材料を示す。
【図13】 粒子およびマスクの圧密を示す、図10に類似した略図。
【図14】 粒子の大きさおよびマスクの間のさらなる変形を示す、図7および8に類似した図。
【図15】 圧密化された図14の材料を示す。
【図16】 マスクの除去後の、図15の材料を示す。
【図16A】 補足的な保持材料により保持された粒子を有する、図16の材料を示す。
【図17】 マスクの代替を示す、図5に類似した図。
【図18】 キャリアの代替を示す、図4に類似した図。
【図19】 図18に類似し、使用された粒子の種類の変形を示す図。
【図19A】 マスク除去後の、図19の材料の図。
【図20】 アセンブリーを一緒に保持するためのデバイスを示す略断面図。
【図21】 マスク除去後の、図20のアセンブリーを示す。
【図22】 図12に類似し、保持マトリックス材料中に粒子を固着するための代替法を示す図。
【図23】 圧密後の、図22の材料の図。
【図24】 材料の増大した圧密後の、図23に類似した図。
【図25】 粒子を固着するためのもう1つの代替法を示す、図22に類似した図。
【図26】 圧密後の、図25の材料の図。
Claims (31)
- 硬い粒子をその場に保持するための保持マトリックス中に分布され、研磨性を与える多数の硬い粒子を含む研磨材の製造方法であり、該方法は、その中に開口を有するマスクの外側に、多数の該粒子を接着するための固着手段を設けること;多数の該粒子を支持し得るキャリアに対して、該マスクの外側がキャリアから離れるように該マスクを置くこと;多数の硬い粒子を該マスクの該外側に付着させ、一部の、多数の粒子がマスクの開口を通過し、マスクの開口に相当する該キャリア上に該粒子のパターンを形成し、そしてもう一部の、多数の粒子は該マスク上の固着手段に接着すること;キャリアに接着され、硬い粒子を含むマスクをキャリアから分離してキャリア上に該粒子のパターンを残すこと;焼成しうるマトリックス材料でキャリア上の粒子を少くとも部分的に囲むこと;ならびに該焼成しうるマトリックス材料を加熱して該材料に該パターンに該粒子を保持する保持マトリックスを形成させ、それにより該研磨材を形成させること、の段階からなる方法。
- キャリアが焼成しうるマトリックス材料のプリフォームである請求項1記載の方法。
- 粒子が、該粒子を少くとも部分的に該プリフォーム中に送り出すことにより、焼成しうるマトリックス材料に少くとも部分的に囲まれる請求項2記載の方法。
- 粒子が、焼成しうるマトリックス材料を加熱する間にプリフォーム中に送り出される請求項3記載の方法。
- 粒子が、焼成しうるマトリックス材料を加熱する前にプリフォーム中に送り出される請求項3記載の方法。
- 焼成しうるマトリックス材料のプリフォームがそこに分布された硬い粒子を有する請求項3、4もしくは5記載の方法。
- 粒子は、該キャリアからマスクを分離した後に、焼成しうるマトリックス材料を該粒子およびキャリアに付着させることにより、焼成しうるマトリックス材料に少くとも部分的に囲まれる請求項1記載の方法。
- 該キャリアがその上に接着被覆を有し、それにマスクの開口を通過する粒子が接着する請求項1記載の方法。
- キャリアが研磨材の1部を形成する請求項1記載の方法。
- キャリアがメッシュ材料である請求項1記載の方法。
- メッシュ材料が研磨材の1部を形成する請求項10記載の方法。
- 焼成しうるマトリックス材料の加熱後にキャリアが研磨材から除かれる請求項1記載の方法。
- 該キャリアに隣接するマスクの側も該キャリアに一時的にマスクを固着するための固着手段を備え、一方、粒子は、それに付着され、接着剤はマスクがキャリアから分離されるときにマスクとともに除去される請求項1記載の方法。
- マスクのために固着手段が接着剤のコーティングである請求項13記載の方法。
- 粒子は、マスクがキャリアから分離される前に、マスクの開口によりキャリアに送り出される請求項1記載の方法。
- 粒子は、マスクが除去された後に、そして粒子が焼成しうるマトリックス材料で少くとも部分的に囲まれる前に、キャリアに送り出される請求項1記載の方法。
- マスクもしくはキャリアに接着しない粒子は、マスクがキャリアから分離される前に除去される請求項8記載の方法。
- マスクが同一形状の多数の開口を有する請求項1記載の方法。
- 固着手段が該マスクの外側の接着剤層を含む請求項1記載の方法。
- マスクがテープ上に接着剤を有する感圧接着剤テープであり、該固着手段を与える請求項1記載の方法。
- マスクが両面接着剤テープであり、片側の接着剤は固着手段を与え、そして残りの側はキャリアにマスクを一時的に固着し、多数の粒子はそこに付着される請求項1記載の方法。
- マスクはロール状に巻くことによりキャリアから分離される請求項1記載の方法。
- 粒子が焼成しうるマトリックス材料の加熱前にキャリアに送り出される請求項1記載の方法。
- 粒子はマスクが除去された後にキャリアに送り出される請求項23記載の方法。
- 粒子はマスクが除去される前にキャリアに送り出される請求項23記載の方法。
- 補足的な保持材が焼成しうるマトリックス材料の加熱前にキャリア上の粒子に付着される請求項1記載の方法。
- 補足的な保持材が焼成しうるマトリックス材料よりも低い温度で溶融する溶融可能材料である請求項26記載の方法。
- 補足的な保持材がろう付け材である請求項26記載の方法。
- 焼成しうるマトリックス材料がろう付け材である請求項1記載の方法。
- 焼成しうるマトリックス材料がろう付け材を含む請求項1記載の方法。
- 圧力が、焼成しうるマトリックス材料の加熱の間、キャリアおよび粒子にかけられる請求項1記載の方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US17215199P | 1999-12-17 | 1999-12-17 | |
| US60/172,151 | 1999-12-17 | ||
| PCT/US2000/034245 WO2001043918A2 (en) | 1999-12-17 | 2000-12-18 | Abrasive surface and article and methods for making them |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2003516871A JP2003516871A (ja) | 2003-05-20 |
| JP2003516871A5 JP2003516871A5 (ja) | 2005-12-08 |
| JP4426148B2 true JP4426148B2 (ja) | 2010-03-03 |
Family
ID=22626579
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2001545037A Expired - Fee Related JP4426148B2 (ja) | 1999-12-17 | 2000-12-18 | 研磨表面および物品ならびにそれらの製造方法 |
Country Status (10)
| Country | Link |
|---|---|
| EP (1) | EP1237679B1 (ja) |
| JP (1) | JP4426148B2 (ja) |
| KR (1) | KR100537474B1 (ja) |
| CN (1) | CN1188253C (ja) |
| AU (1) | AU2273001A (ja) |
| BR (1) | BR0016466B1 (ja) |
| DE (1) | DE60041926D1 (ja) |
| HK (1) | HK1051340A1 (ja) |
| TW (1) | TW467809B (ja) |
| WO (1) | WO2001043918A2 (ja) |
Families Citing this family (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR100754282B1 (ko) * | 2006-02-08 | 2007-09-03 | 엠.씨.케이 (주) | 다공성 연마지 및 그 제조방법 |
| KR101483314B1 (ko) * | 2006-08-30 | 2015-01-15 | 쓰리엠 이노베이티브 프로퍼티즈 컴파니 | 수명이 연장된 연마 물품 및 방법 |
| CN101376234B (zh) * | 2007-08-28 | 2013-05-29 | 侯家祥 | 一种研磨工具磨料颗粒有序排列的方法 |
| EP2464485A2 (en) | 2009-08-14 | 2012-06-20 | Saint-Gobain Abrasives, Inc. | Abrasive articles including abrasive particles bonded to an elongated body |
| US20130295328A1 (en) * | 2010-12-17 | 2013-11-07 | 3M Innovative Properties Company | Transfer article having multi-sized particles and methods |
| CN102242336B (zh) * | 2011-06-24 | 2013-02-13 | 清华大学 | 一种降低硬质薄膜应力的薄膜制备方法 |
| TW201402274A (zh) | 2012-06-29 | 2014-01-16 | Saint Gobain Abrasives Inc | 研磨物品及形成方法 |
| TW201404527A (zh) | 2012-06-29 | 2014-02-01 | Saint Gobain Abrasives Inc | 研磨物品及形成方法 |
| FR3014718A1 (fr) * | 2013-12-18 | 2015-06-19 | Saint Gobain Diamantwerkzeuge Gmbh & Co Kg | Procede de fabrication d'un superabrasif et produit obtenu |
| TWI664057B (zh) * | 2015-06-29 | 2019-07-01 | 美商聖高拜磨料有限公司 | 研磨物品及形成方法 |
| US10773360B2 (en) | 2015-07-08 | 2020-09-15 | 3M Innovative Properties Company | Systems and methods for making abrasive articles |
| JP6900523B2 (ja) * | 2015-09-07 | 2021-07-07 | 日鉄ケミカル&マテリアル株式会社 | 研磨布用ドレッサー |
| KR101698989B1 (ko) * | 2016-01-22 | 2017-01-24 | 주식회사 썬텍인더스트리 | 요철을 갖는 연마물품 및 이의 제조방법 |
| EP3880347A4 (en) | 2018-11-16 | 2022-11-09 | Magna Imperio Systems Corp. | SPACER FOR ION EXCHANGE DEVICE |
| DE102019205745A1 (de) * | 2019-04-18 | 2020-10-22 | Ecocoat Gmbh | Beschichtetes abrasives Werkzeug und Verfahren zum Herstellen desselben |
| DE102019217388A1 (de) * | 2019-11-11 | 2021-05-12 | Aktiebolaget Skf | Reibungsfolie |
| CN114248209B (zh) * | 2021-12-24 | 2023-01-03 | 江苏韦尔博新材料科技有限公司 | 一种金刚石-焊料复合带及基于其的钎焊金刚石工具的制备工艺 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2876086A (en) * | 1954-06-21 | 1959-03-03 | Minnesota Mining & Mfg | Abrasive structures and method of making |
| JP2593829B2 (ja) * | 1990-08-17 | 1997-03-26 | 鐘紡株式会社 | 合成砥石 |
| US5380390B1 (en) * | 1991-06-10 | 1996-10-01 | Ultimate Abras Systems Inc | Patterned abrasive material and method |
| JPH0569334A (ja) * | 1991-09-12 | 1993-03-23 | Brother Ind Ltd | メタルボンド砥石の製造方法 |
| US6537140B1 (en) * | 1997-05-14 | 2003-03-25 | Saint-Gobain Abrasives Technology Company | Patterned abrasive tools |
| US5832360A (en) * | 1997-08-28 | 1998-11-03 | Norton Company | Bond for abrasive tool |
-
2000
- 2000-12-16 TW TW089127028A patent/TW467809B/zh not_active IP Right Cessation
- 2000-12-18 BR BRPI0016466-6A patent/BR0016466B1/pt not_active IP Right Cessation
- 2000-12-18 EP EP00986502A patent/EP1237679B1/en not_active Expired - Lifetime
- 2000-12-18 CN CNB00817301XA patent/CN1188253C/zh not_active Expired - Fee Related
- 2000-12-18 DE DE60041926T patent/DE60041926D1/de not_active Expired - Lifetime
- 2000-12-18 AU AU22730/01A patent/AU2273001A/en not_active Abandoned
- 2000-12-18 WO PCT/US2000/034245 patent/WO2001043918A2/en active IP Right Grant
- 2000-12-18 KR KR10-2002-7007638A patent/KR100537474B1/ko not_active IP Right Cessation
- 2000-12-18 JP JP2001545037A patent/JP4426148B2/ja not_active Expired - Fee Related
-
2003
- 2003-03-11 HK HK03101768.5A patent/HK1051340A1/zh unknown
Also Published As
| Publication number | Publication date |
|---|---|
| KR20030028449A (ko) | 2003-04-08 |
| WO2001043918A2 (en) | 2001-06-21 |
| HK1051340A1 (zh) | 2003-08-01 |
| BR0016466A (pt) | 2003-04-01 |
| KR100537474B1 (ko) | 2005-12-19 |
| TW467809B (en) | 2001-12-11 |
| EP1237679B1 (en) | 2009-04-01 |
| JP2003516871A (ja) | 2003-05-20 |
| CN1420810A (zh) | 2003-05-28 |
| WO2001043918A9 (en) | 2002-05-16 |
| CN1188253C (zh) | 2005-02-09 |
| EP1237679A2 (en) | 2002-09-11 |
| WO2001043918A3 (en) | 2002-03-28 |
| AU2273001A (en) | 2001-06-25 |
| DE60041926D1 (de) | 2009-05-14 |
| BR0016466B1 (pt) | 2009-08-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6478831B2 (en) | Abrasive surface and article and methods for making them | |
| JP4426148B2 (ja) | 研磨表面および物品ならびにそれらの製造方法 | |
| AU717867B2 (en) | Patterned abrasive tools | |
| US4916869A (en) | Bonded abrasive grit structure | |
| EP0407568B1 (en) | Abrasive tool and method for making | |
| US5817204A (en) | Method for making patterned abrasive material | |
| US5380390A (en) | Patterned abrasive material and method | |
| CA2388457C (en) | Fused abrasive bodies comprising an oxygen scavenger metal | |
| WO2008027714A1 (en) | Extended life abrasive article and method | |
| KR100615707B1 (ko) | 브레이징법에 의한 연마공구 및 절삭공구의 제조방법 | |
| AU690560C (en) | Patterned abrasive material and method | |
| MXPA99010461A (en) | Patterned abrasive tools |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20040517 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20040517 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070529 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20070823 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20070830 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20071129 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090623 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090918 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20091110 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20091210 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121218 Year of fee payment: 3 |
|
| S802 | Written request for registration of partial abandonment of right |
Free format text: JAPANESE INTERMEDIATE CODE: R311802 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121218 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121218 Year of fee payment: 3 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121218 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131218 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |