JP4405020B2 - 遮熱コーティング系の再生 - Google Patents
遮熱コーティング系の再生 Download PDFInfo
- Publication number
- JP4405020B2 JP4405020B2 JP36209999A JP36209999A JP4405020B2 JP 4405020 B2 JP4405020 B2 JP 4405020B2 JP 36209999 A JP36209999 A JP 36209999A JP 36209999 A JP36209999 A JP 36209999A JP 4405020 B2 JP4405020 B2 JP 4405020B2
- Authority
- JP
- Japan
- Prior art keywords
- bond coat
- metal
- article
- tbc
- coating
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images





Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
- C23C28/30—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer
- C23C28/32—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer including at least one pure metallic layer
- C23C28/321—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer including at least one pure metallic layer with at least one metal alloy layer
- C23C28/3215—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer including at least one pure metallic layer with at least one metal alloy layer at least one MCrAlX layer
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C10/00—Solid state diffusion of only metal elements or silicon into metallic material surfaces
- C23C10/60—After-treatment
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
- C23C28/30—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer
- C23C28/32—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer including at least one pure metallic layer
- C23C28/321—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer including at least one pure metallic layer with at least one metal alloy layer
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
- C23C28/30—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer
- C23C28/32—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer including at least one pure metallic layer
- C23C28/325—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer including at least one pure metallic layer with layers graded in composition or in physical properties
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
- C23C28/30—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer
- C23C28/34—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer including at least one inorganic non-metallic material layer, e.g. metal carbide, nitride, boride, silicide layer and their mixtures, enamels, phosphates and sulphates
- C23C28/345—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer including at least one inorganic non-metallic material layer, e.g. metal carbide, nitride, boride, silicide layer and their mixtures, enamels, phosphates and sulphates with at least one oxide layer
- C23C28/3455—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer including at least one inorganic non-metallic material layer, e.g. metal carbide, nitride, boride, silicide layer and their mixtures, enamels, phosphates and sulphates with at least one oxide layer with a refractory ceramic layer, e.g. refractory metal oxide, ZrO2, rare earth oxides or a thermal barrier system comprising at least one refractory oxide layer
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01D—NON-POSITIVE DISPLACEMENT MACHINES OR ENGINES, e.g. STEAM TURBINES
- F01D5/00—Blades; Blade-carrying members; Heating, heat-insulating, cooling or antivibration means on the blades or the members
- F01D5/12—Blades
- F01D5/28—Selecting particular materials; Particular measures relating thereto; Measures against erosion or corrosion
- F01D5/288—Protective coatings for blades
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02T—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO TRANSPORTATION
- Y02T50/00—Aeronautics or air transport
- Y02T50/60—Efficient propulsion technologies, e.g. for aircraft
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49316—Impeller making
- Y10T29/49318—Repairing or disassembling
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Inorganic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Ceramic Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Turbine Rotor Nozzle Sealing (AREA)
- Coating By Spraying Or Casting (AREA)
- Other Surface Treatments For Metallic Materials (AREA)
- Laminated Bodies (AREA)
Description
【発明の技術的背景】
本発明は物品の保護皮膜の再生に関するものであり、さらに具体的には、遮熱コーティング(TBC)の下のボンドコートを再生してTBC系を再生することに関する。
【0002】
ガスタービンエンジンのガス流路環境内で作動する幾つかの部品又は物品は極高温並びに酸化及び腐食性条件による劣化を受けやすい。かかる環境から表面を保護するとともに作動温度を上げてエンジン効率を高めるべく、かかる部品の表面に遮熱コーティング(TBC)系を施工するのがガスタービンエンジン技術の慣行である。
【0003】
TBC系は、物品表面に施工される金属耐環境インナーコーティング(一般にボンドコートと呼ばれており、本明細書中でもボンドコートと呼ぶ)と、一般にボンドコート上に直接施工される遮熱セラミック外層とからなる。かかるTBCアウターコーティングの典型例はイットリア安定化ジルコニア系のもの、例えば約8重量%のイットリアで安定化した約92重量%のジルコニア等である。TBC皮膜を施工もしくは堆積する一つの好ましい方法は電子ビーム物理蒸着であるが、タービンエンジン燃焼器用にはプラズマ溶射法が広く用いられている。こうした用途向けの装置が市販されている。この汎用型のTBC系はかなり以前から報告されており、Stecura他の米国特許第4055705号(1977年10月25日特許)、Weatherly他の同第4095003号(1978年6月13日特許)、Siemers他の同第4328285号(1982年5月4日特許)、Martus他の同第5216808号(1993年6月8日特許)、及びGupta他の同第5236745号(1993年8月17日特許)等の米国特許を挙げることができる。
【0004】
ガスタービンエンジンタービン翼形部及び燃焼器部品に最も多用されているボンドコートは2つの一般型に分類される。その一つはオーバーレイMAl型(MはFe、Ni及びCoから選択される1以上の元素)、例えばMAl、MAlY、MCrAl及びMCrAlYであり、もう一つは拡散アルミニドコーティングである。両タイプ共に広く用いられており、ガスタービン技術に関連して報告されている。MCrAlY型のコーティングはスパッタリング、カソードアーク及び電子ビームを始めとする物理気相蒸着並びにプラズマ溶射法によって施工される。コーティングの組成、ミクロ組織及び膜厚はプロセスパラメーターによって制御される。拡散アルミニドコーティングは、当技術分野で用いられるパック拡散浸透法(pack cementation)、アバブザパック法(above the pack)、気相蒸着法、化学蒸着法及びスラリーコーティング法等を始めとする各種方法によって施工される。最終皮膜の膜厚及びアルミニウム含量は、コーティング時間、コーティング温度、並びにコーティング材料及び方法のアルミニウム活性を変えることで制御される。かかるコーティングの性能は往々にしてPt、Rh、Pd、Cr、Si、Hf、Zr及び/又はY等の元素の導入によって向上する。いずれのタイプのボンドコートでも、加工処理中又は作動中又はその両者を通じて、ボンドコートの元素が物品の基材と相互拡散してボンドコートとその下の物品基材の間に拡散域を生じる。この拡散域は、ボンドコートの一部、つまりTBC系の一部であると考えられる。本明細書で用いるボンドコート基材という用語は、残留ボンドコート及びボンドコートとその下の物品基材の間の拡散域の少なくとも一部を意味する。
【0005】
ガスタービンエンジン用途に関しては、TBC系用に選択される材料及び加工処理法は、セラミック外層にエンジンの熱サイクル時のスポーリング耐性、並びにTBCがスポーリングを起こした場合の酸化・腐食性環境に対する耐性を与えるように選択される。その後のエンジン正常作動時に、ボンドコートとセラミック外層を含めたTBC系は苛酷な作動条件を最も受けやすい幾つかの表面領域で劣化を起こす。作動中、かかる表面領域でボンドコートが物品基材と相互拡散してその保護能力が許容レベル未満に落ち、保護皮膜の除去と再施工が必要になることが観察されている。かかる補修を行う際の現在の慣行は、セラミック外層とボンドコートを含めたTBC系全体を物品基材との拡散域と一緒に除去するというものである。物品構造に必要な補修を施した後、新ボンドコートと新セラミック外皮膜を含めたTBC系全体を再施工する。しかし、こうしたボンドコート拡散域を除去するタイプのTBC系除去は、物品の壁の薄肉化を招く。(クリープ破断強さ及び高サイクル疲労耐性を始めとする)重要な機械的特性と残存壁厚との間に強い相関関係があることを示す機械特性データベースが多数報告されている。従って、壁が薄肉化すると、運用寿命が短くなり、後々の物品の補修性が低下し、空気冷却用開口が関与している場合には空気流量制御に問題を生じかねない。
【0006】
【発明の概要】
本発明は、一つの形態において、金属ボンドコート全体を除去することなく、物品表面のTBC系を再生する方法を提供する。この方法では、外側セラミックTBCを除去して、元のボンドコート及びボンドコート拡散域を始めとするボンドコート基材を露出させる。稼働中の物品表面に特有の熱パターンから、物品表面のうち稼働中にボンドコートの劣化を起こしやすい1以上の離散局部表面領域を選択する。Pt、Rh及びPdから選択される1以上の再生金属を、少なくとも離散局部表面領域においてボンドコート基材に施工し、再生金属がボンドコート基材中に拡散するのに十分な温度及び時間で再生金属を加熱する。次いで、アルミニド及び含アルミニウム合金から選択される耐環境皮膜を、少なくとも離散局部表面領域において拡散再生金属上に施工する。しかる後、物品表面に外側セラミックTBCを施工する。
【0007】
【発明の詳しい説明】
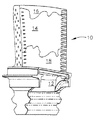
ガスタービンエンジンの稼働中、燃焼器やタービン動翼又は静翼の翼形部等の高温作動物品もしくは部品は、その表面において不均一でしかも個々の部品及びエンジン設計に特有の熱パターンを示すことが知られている。ガスタービン動翼翼形部の凹面側での典型的な特有の熱パターンを図1の概略透視図に示す。図1において、翼形部凹面側から観たガスタービンエンジンの高圧タービン動翼(その全体を符号10で示す)は基底部12と翼形部14を含んでなり、翼形部14はその表面に保護TBC系を含んでいる。翼形部14の凹面側の物品表面には、エンジン内での動翼稼働時に一段と苛酷な熱条件に晒される離散局部表面領域を符号16,18で示してある。ある特有のパターンでは、符号16及び18で示すような複数の領域が翼形部の前縁で合体する。この種の熱パターンは、ボンドコートのような表面コーティングの物品基材内部への不均一な拡散及び/又は露出ボンドコートの酸化を始め、物品表面での不均一な劣化を生ずる。上述したタイプのTBC系では、例えば翼形部表面で最も高い温度に付される物品表面領域は、主要ボンドコート元素の基材内部への拡散損が大きく、TBCがスポーリングを起こし、ボンドコートが酸化・腐食性雰囲気に露出されるおそれが大きい。かかるTBC系で被覆された部品表面の低温部はエンジン作動による影響を事実上受けないこともある。
【0008】
図2及び図3の対比グラフは、タービン動翼翼形部表面の異なる位置におけるボンドコートからのそれぞれアルミニウム及び白金の欠損を示す。こうした熱暴露の関数としての物品基材内部への元素の拡散という形での欠損は、TBCのスポーリングの非存在下で、外側セラミックTBCの下層で起こった。図4の対比グラフは、スポーリング並びにその結果としてボンドコートが酸化性雰囲気に直に露出されることがタービン動翼翼形部の前縁のPtAl含有ボンドコートからのアルミニウム欠損量に与える影響を示している。これらの結果、本発明に関して、物品基材内部への拡散域を含めボンドコート全体を除去するのは上述の通り潜在的に不利でしかも経費がかかるが、かかる除去が不要であることが認められた。本発明では、TBC系の再生を必要とするのは、部品に特有の熱パターンにおいて上述の露出による影響を最も受けやすい選択された表面領域だけである。
【0009】
本発明を実施する際の最初の段階は、翼形部の表面等の物品表面から外側セラミックTBCを、その下のボンドコート基材に実質的な影響を及ぼすことなく、除去することである。本発明の評価に用いた好ましい除去方法は、予備処理した外側セラミックTBC層に、加圧水流、例えば約5〜20ksiの圧力の水流を当てるというものであった。この方法で、上記で定義したボンドコート基材を損傷も除去することもなくTBCが除去された。一般に、かかる除去を達成する方法は当技術分野で数多くの報告がなされており、研磨材、グリット、蒸気、液体等を制御された圧力で当てるというものがある。かかる除去でボンドコート基材が露出するが、ボンドコートは残った元のボンドコートとボンドコートが物品表面内部に拡散した拡散域とを含み得る。
【0010】
外側セラミックTBCを除去した後、稼働時に観察されたかかる物品表面に特有の熱パターンから、ボンドコートの劣化を生じやすい物品表面の離散局部表面領域を1以上選択した。かかる離散局部領域の具体例は図1の翼形部領域16,18である。別のタイプの熱パターンとしては、翼形部の前縁に沿って合体した領域16,18の結合がある。少なくとも露出したボンドコート基材の選択離散局部領域に、Pt、Rh、Pd、又はこれらの組合せから選択した再生金属を施工した。これらの離散領域だけをコートするときは残りの表面部分を例えば標準的な電気メッキ用テープでマスクした。他の慣用マスク材料には、非導電性(例えばプラスチック)のクリップオンツーリング(clip-on tooling)がある。次いで、再生金属を一例では電着によって施工した。施工した再生金属の膜厚は、選択離散領域でのボンドコートと物品基材の相互拡散の程度(例えば、図2、図3、図4に示す通り)、物品についての全体的なコーティング計画、及び物品に特有の具体的作動条件の考慮に基づいて変化させた。
【0011】
再生金属を施工した後、再生金属、便宜的には再生金属を施工した物品全体を、非酸化性雰囲気中通例約900〜1150℃の温度に加熱し、再生金属が下のボンドコート基材に拡散するのに十分な時間(通例約0.5〜4時間)保った。再生金属としてPtを膜厚約6ミクロンで施工した例では、再生金属をボンドコート基材中に拡散させるための温度は約1050℃で、時間は約2時間であった。この拡散熱処理で、アルミニウムを堆積させるとともにPt等の施工金属を下層コーティング又は基材中に拡散させるため時折用いられるアルミナイジングサイクル中に現在慣例として行われているような高温に長時間曝露する必要がなくなる。また、本発明によって、後で施工される環境保護皮膜(例えばアルミニド)用のプロセス及びプロセスパラメーターの選択の幅が広がる。
【0012】
再生金属の施工及び拡散に続いて、少なくとも再生金属を拡散させた離散表面領域、好ましくは上記段階で再生金属を施工していない表面領域を含めた物品表面の全領域(例えば動翼の翼形部全体)に、耐環境皮膜(例えばアルミニド又は含アルミニウム合金)を施工した。翼形部表面全体をアルミニド環境コーティングでコートした例では、コーティングパラメーターは、Pt再生金属変性アルミニドコーティング(例えばPtAlコーティング)が選択離散局部表面領域で生成し、他方、再生金属で処理しなかった隣接表面領域は厚さを実質的に変化させずにアルミニウムが富化するように選択した。このように実施することで、選択離散局部領域において保護能力の復活したボンドコートが再生された。加えて、隣接表面領域では耐環境性が向上した。図5の対比グラフは、稼働後にPt及びAlを交換した後のタービン動翼翼形部の処理済選択局部領域の白金プロフィールの一例を示す。図6の対比グラフは、稼働後に上述の通り翼形部表面全体をアルミナイズした後のタービン動翼翼形部のアルミニウムプロフィールの一例を示す。いずれの例でも性能が製造時のコーティングレベルに近いレベルまで復活した。
【0013】
上述の通りボンドコートを再生した後、現在の慣用法に従って電子ビーム物理的蒸着を用いてボンドコート上に新たな外側セラミックTBCを施工した。本発明を実施すると、例えば上述のような壁厚の減少や不必要なボンドコート基材の除去のような物品への悪影響を与えずに、TBC系が復活する。加えて、再生金属で処理した選択離散領域に隣接したボンドコート領域は膜厚を実質的に増大させることなく性能が向上した。
【0014】
本発明は、ボンドコート基材を除去することなく下層のボンドコートの選択離散表面領域を再生することによってTBC系を補修する効率的で有効な方法を提供する。一つの形態では、選択領域に隣接した表面領域の耐環境性能力が向上する。以上、本発明を特定の具体例及び実施形態について説明してきたが、これらは本発明の技術的範囲を限定するものではなく、本発明の典型例にすぎない。特許請求の範囲から逸脱することなく、本発明に様々な変更及び修正が可能であることは当業者には自明であろう。
【図面の簡単な説明】
【図1】 図1は、凹面側から観たガスタービンエンジン動翼の概略透視図であり、稼働時の物品に特有の熱パターンにおいてコーティングの劣化を生じやすい離散局部表面領域を示す。
【図2】 図2は、稼働の結果生じるタービン動翼の様々な位置でのボンドコートのアルミニウム含量の変化を対比したグラフである。
【図3】 図3は、稼働の結果生じるタービン動翼の様々な位置でのボンドコートの白金含量の変化を対比したグラフである。
【図4】 図4は、ボンドコート中のPtAlの欠損の差を外側セラミックTBCのスポーリングの関数として対比したグラフである。
【図5】 図5は、ボンドコート再生の前後におけるボンドコートの白金含量を対比したグラフである。
【図6】 図6は、ボンドコート再生の前後のボンドコートのアルミニウム含量を対比したグラフである。
【符号の説明】
14 物品表面(翼形部)
16,18 離散局部表面領域
Claims (6)
- 物品表面(14)上のTBC系を再生するための方法であって、該TBC系が物品表面上の金属ボンドコート及び外側セラミックTBCを含んでなり、当該方法が、
外側セラミックTBCを除去してボンドコート基材を露出させる段階、
実用作動中の物品表面(14)に特有の熱パターンから、物品表面(14)のうち稼働中にボンドコートの劣化を起こしやすい1以上の離散局部表面領域(16,18)を選択する段階、
Pt、Rh及びPdからなる群から選択される1以上の再生金属を、少なくとも上記離散局部表面領域において上記露出ボンドコート基材に施工する段階、
再生金属がボンドコート基材中に拡散するのに十分な温度及び時間で再生金属を加熱する段階、
アルミニド及び含アルミニウム合金からなる群から選択される耐環境皮膜を、少なくとも上記離散局部表面領域において上記再生金属上に施工する段階、及び、次いで
外側セラミックTBCを物品表面(14)に施工する段階
を含んでなる、方法。 - 前記耐環境皮膜を物品表面(14)の全体に施工する、請求項1記載の方法。
- 前記再生金属を900〜1150℃の温度に0.5〜4時間加熱する、請求項1記載の方法。
- 前記再生金属がPtであり、前記耐環境皮膜がアルミニドであり、かつ前記耐環境皮膜を物品表面(14)の全体に施工する、請求項3記載の方法。
- 前記再生金属がPtであり、前記耐環境皮膜がMAl型合金(ただし、MはFe、Co及びNiからなる群から選択される1以上の金属である)であり、かつ前記耐環境皮膜を物品表面(14)の全体に施工する、請求項3記載の方法。
- 前記MAl型合金がMCrAlY合金である、請求項5記載の方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US09/219,163 US6042880A (en) | 1998-12-22 | 1998-12-22 | Renewing a thermal barrier coating system |
| US09/219163 | 1998-12-22 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2000234182A JP2000234182A (ja) | 2000-08-29 |
| JP2000234182A5 JP2000234182A5 (ja) | 2007-02-08 |
| JP4405020B2 true JP4405020B2 (ja) | 2010-01-27 |
Family
ID=22818144
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP36209999A Expired - Lifetime JP4405020B2 (ja) | 1998-12-22 | 1999-12-21 | 遮熱コーティング系の再生 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US6042880A (ja) |
| EP (1) | EP1013796B1 (ja) |
| JP (1) | JP4405020B2 (ja) |
| BR (1) | BR9905956B1 (ja) |
| CA (1) | CA2292384C (ja) |
| DE (1) | DE69934766T2 (ja) |
| SG (1) | SG82047A1 (ja) |
| TR (1) | TR199903182A2 (ja) |
Families Citing this family (56)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6148517A (en) * | 1999-01-29 | 2000-11-21 | Chromalloy Gas Turbine Corporation | Repair of turbine exhaust case |
| US6283714B1 (en) * | 1999-08-11 | 2001-09-04 | General Electric Company | Protection of internal and external surfaces of gas turbine airfoils |
| US6352636B1 (en) * | 1999-10-18 | 2002-03-05 | General Electric Company | Electrochemical system and process for stripping metallic coatings |
| US6243948B1 (en) * | 1999-11-18 | 2001-06-12 | General Electric Company | Modification and repair of film cooling holes in gas turbine engine components |
| US6305077B1 (en) * | 1999-11-18 | 2001-10-23 | General Electric Company | Repair of coated turbine components |
| US6235352B1 (en) * | 1999-11-29 | 2001-05-22 | Electric Power Research Institute, Inc. | Method of repairing a thermal barrier coating |
| EP1162284A1 (en) * | 2000-06-05 | 2001-12-12 | Alstom (Switzerland) Ltd | Process of repairing a coated component |
| US6605160B2 (en) | 2000-08-21 | 2003-08-12 | Robert Frank Hoskin | Repair of coatings and surfaces using reactive metals coating processes |
| US6602356B1 (en) | 2000-09-20 | 2003-08-05 | General Electric Company | CVD aluminiding process for producing a modified platinum aluminide bond coat for improved high temperature performance |
| US6465040B2 (en) | 2001-02-06 | 2002-10-15 | General Electric Company | Method for refurbishing a coating including a thermally grown oxide |
| US6560870B2 (en) * | 2001-05-08 | 2003-05-13 | General Electric Company | Method for applying diffusion aluminide coating on a selective area of a turbine engine component |
| US6502304B2 (en) * | 2001-05-15 | 2003-01-07 | General Electric Company | Turbine airfoil process sequencing for optimized tip performance |
| FR2827311B1 (fr) * | 2001-07-12 | 2003-09-19 | Snecma Moteurs | Procede de reparation locale de pieces revetues d'une barriere thermique |
| US6599416B2 (en) | 2001-09-28 | 2003-07-29 | General Electric Company | Method and apparatus for selectively removing coatings from substrates |
| US20030101587A1 (en) * | 2001-10-22 | 2003-06-05 | Rigney Joseph David | Method for replacing a damaged TBC ceramic layer |
| US6758914B2 (en) | 2001-10-25 | 2004-07-06 | General Electric Company | Process for partial stripping of diffusion aluminide coatings from metal substrates, and related compositions |
| US6908288B2 (en) * | 2001-10-31 | 2005-06-21 | General Electric Company | Repair of advanced gas turbine blades |
| US6725540B2 (en) * | 2002-03-09 | 2004-04-27 | United Technologies Corporation | Method for repairing turbine engine components |
| US6652914B1 (en) | 2002-09-27 | 2003-11-25 | General Electric Aviation Service Operation Pte. Ltd. | Method for selective surface protection of a gas turbine blade which has previously been in service |
| US6969457B2 (en) * | 2002-10-21 | 2005-11-29 | General Electric Company | Method for partially stripping a coating from the surface of a substrate, and related articles and compositions |
| US20070023142A1 (en) * | 2002-12-19 | 2007-02-01 | Lagraff John R | Airfoil refurbishment method |
| US7094450B2 (en) * | 2003-04-30 | 2006-08-22 | General Electric Company | Method for applying or repairing thermal barrier coatings |
| FR2860741B1 (fr) * | 2003-10-10 | 2007-04-13 | Snecma Moteurs | Procede de reparation de pieces metalliques notamment d'aubes de turbine de moteur a turbine a gaz |
| US6994920B2 (en) * | 2003-10-31 | 2006-02-07 | General Electric Company | Fusion welding method and welded article |
| US7094444B2 (en) * | 2003-11-13 | 2006-08-22 | General Electric Company | Method for repairing coated components using NiAl bond coats |
| US7078073B2 (en) | 2003-11-13 | 2006-07-18 | General Electric Company | Method for repairing coated components |
| US7371426B2 (en) * | 2003-11-13 | 2008-05-13 | General Electric Company | Method for repairing components using environmental bond coatings and resultant repaired components |
| US7509735B2 (en) * | 2004-04-22 | 2009-03-31 | Siemens Energy, Inc. | In-frame repairing system of gas turbine components |
| EP1591561A1 (de) * | 2004-04-28 | 2005-11-02 | ALSTOM (Switzerland) Ltd | Verfahren zum Aufbringen einer schützenden Beschichtung auf ein thermisch beanspruchtes Bauteil |
| US20060040129A1 (en) * | 2004-08-20 | 2006-02-23 | General Electric Company | Article protected by a strong local coating |
| US8367963B2 (en) | 2004-10-29 | 2013-02-05 | United Technologies Corporation | Method and apparatus for microplasma spray coating a portion of a turbine vane in a gas turbine engine |
| DE602005014066D1 (de) * | 2004-10-29 | 2009-06-04 | United Technologies Corp | Verfahren und Vorrichtung zum Mikroplasmaspritzbeschichten eines Teils einer Verdichterschaufel eines Düsentriebwerkes |
| US8367967B2 (en) * | 2004-10-29 | 2013-02-05 | United Technologies Corporation | Method and apparatus for repairing thermal barrier coatings |
| US20070023402A1 (en) * | 2005-07-26 | 2007-02-01 | United Technologies Corporation | Methods for repairing workpieces using microplasma spray coating |
| DE602005014604D1 (de) * | 2004-10-29 | 2009-07-09 | United Technologies Corp | Verfahren zur Wärmdammschichtreparierungen |
| US7763823B2 (en) * | 2004-10-29 | 2010-07-27 | United Technologies Corporation | Method and apparatus for microplasma spray coating a portion of a compressor blade in a gas turbine engine |
| US7115832B1 (en) | 2005-07-26 | 2006-10-03 | United Technologies Corporation | Microplasma spray coating apparatus |
| JP2006131999A (ja) * | 2004-10-29 | 2006-05-25 | United Technol Corp <Utc> | マイクロプラズマ溶射を用いたワークピースを修復する方法 |
| JP2006131997A (ja) * | 2004-10-29 | 2006-05-25 | United Technol Corp <Utc> | ワークピースの修復方法 |
| US20070087129A1 (en) * | 2005-10-19 | 2007-04-19 | Blankenship Donn R | Methods for repairing a workpiece |
| ATE447049T1 (de) * | 2004-10-29 | 2009-11-15 | United Technologies Corp | Verfahren zum mikroplasmaspritzbeschichten eines teil einer gasturbinenleitschaufel eines düsentriebwerkes |
| US20060222776A1 (en) * | 2005-03-29 | 2006-10-05 | Honeywell International, Inc. | Environment-resistant platinum aluminide coatings, and methods of applying the same onto turbine components |
| US7597762B2 (en) * | 2005-09-21 | 2009-10-06 | General Electric Company | Methods and apparatus for manufacturing components |
| US20090110953A1 (en) * | 2007-10-29 | 2009-04-30 | General Electric Company | Method of treating a thermal barrier coating and related articles |
| EP2166125A1 (en) | 2008-09-19 | 2010-03-24 | ALSTOM Technology Ltd | Method for the restoration of a metallic coating |
| US20100126014A1 (en) * | 2008-11-26 | 2010-05-27 | General Electric Company | Repair method for tbc coated turbine components |
| JP5574683B2 (ja) * | 2009-11-30 | 2014-08-20 | 三菱重工業株式会社 | 補修方法およびそれにより補修されたガスタービンの耐熱部材 |
| US10309018B2 (en) * | 2011-05-31 | 2019-06-04 | United Technologies Corporation | Composite article having layer with co-continuous material regions |
| EP2971563A2 (en) * | 2013-03-15 | 2016-01-20 | Siemens Energy, Inc. | Component repair using brazed surface textured superalloy foil |
| US9745849B2 (en) | 2015-06-26 | 2017-08-29 | General Electric Company | Methods for treating field operated components |
| PL416283A1 (pl) | 2016-02-26 | 2017-08-28 | General Electric Company | Wyrób z ulepszonym układem powłok oraz sposoby jego wytwarzania |
| US10052724B2 (en) * | 2016-03-02 | 2018-08-21 | General Electric Company | Braze composition, brazing process, and brazed article |
| US10920590B2 (en) | 2016-06-30 | 2021-02-16 | General Electric Company | Turbine assembly maintenance methods |
| US10646894B2 (en) | 2016-06-30 | 2020-05-12 | General Electric Company | Squeegee apparatus and methods of use thereof |
| US10384978B2 (en) | 2016-08-22 | 2019-08-20 | General Electric Company | Thermal barrier coating repair compositions and methods of use thereof |
| GB201903484D0 (en) | 2019-03-14 | 2019-05-01 | Rolls Royce Plc | A method of removing a ceramic coating from a ceramic coated metallic article |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3544348A (en) * | 1968-10-25 | 1970-12-01 | United Aircraft Corp | Overhaul process for aluminide coated gas turbine engine components |
| US4055705A (en) * | 1976-05-14 | 1977-10-25 | The United States Of America As Represented By The Administrator Of The National Aeronautics And Space Administration | Thermal barrier coating system |
| US4095003A (en) * | 1976-09-09 | 1978-06-13 | Union Carbide Corporation | Duplex coating for thermal and corrosion protection |
| US4328285A (en) * | 1980-07-21 | 1982-05-04 | General Electric Company | Method of coating a superalloy substrate, coating compositions, and composites obtained therefrom |
| ES2074151T3 (es) * | 1989-11-27 | 1995-09-01 | United Technologies Corp | Eliminacion mediante chorro liquido de las capas sinterizadas y metalizadas con pistola de plasma. |
| US5216808A (en) * | 1990-11-13 | 1993-06-08 | General Electric Company | Method for making or repairing a gas turbine engine component |
| US5254413A (en) * | 1991-01-31 | 1993-10-19 | General Electric Company | Method for repair and restoration of a ceramic thermal barrier-coated substrate by providing an intermetallic coating |
| US5236745A (en) * | 1991-09-13 | 1993-08-17 | General Electric Company | Method for increasing the cyclic spallation life of a thermal barrier coating |
| GB9204791D0 (en) * | 1992-03-05 | 1992-04-22 | Rolls Royce Plc | A coated article |
| US5658614A (en) * | 1994-10-28 | 1997-08-19 | Howmet Research Corporation | Platinum aluminide CVD coating method |
| EP0713957A1 (en) * | 1994-11-25 | 1996-05-29 | FINMECCANICA S.p.A. AZIENDA ANSALDO | Method of repairing the coating of turbine blades |
| WO1997002947A1 (en) * | 1995-07-13 | 1997-01-30 | Advanced Materials Technologies, Inc. | Method for bonding thermal barrier coatings to superalloy substrates |
| US5723078A (en) * | 1996-05-24 | 1998-03-03 | General Electric Company | Method for repairing a thermal barrier coating |
| US5813118A (en) * | 1997-06-23 | 1998-09-29 | General Electric Company | Method for repairing an air cooled turbine engine airfoil |
| US5972424A (en) * | 1998-05-21 | 1999-10-26 | United Technologies Corporation | Repair of gas turbine engine component coated with a thermal barrier coating |
-
1998
- 1998-12-22 US US09/219,163 patent/US6042880A/en not_active Expired - Lifetime
-
1999
- 1999-12-14 SG SG9906363A patent/SG82047A1/en unknown
- 1999-12-16 CA CA002292384A patent/CA2292384C/en not_active Expired - Fee Related
- 1999-12-21 TR TR1999/03182A patent/TR199903182A2/xx unknown
- 1999-12-21 JP JP36209999A patent/JP4405020B2/ja not_active Expired - Lifetime
- 1999-12-22 BR BRPI9905956-8A patent/BR9905956B1/pt not_active IP Right Cessation
- 1999-12-22 EP EP99310398A patent/EP1013796B1/en not_active Expired - Lifetime
- 1999-12-22 DE DE69934766T patent/DE69934766T2/de not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| BR9905956A (pt) | 2000-09-12 |
| JP2000234182A (ja) | 2000-08-29 |
| US6042880A (en) | 2000-03-28 |
| BR9905956B1 (pt) | 2010-11-16 |
| EP1013796A1 (en) | 2000-06-28 |
| DE69934766D1 (de) | 2007-02-22 |
| SG82047A1 (en) | 2001-07-24 |
| EP1013796B1 (en) | 2007-01-10 |
| DE69934766T2 (de) | 2007-10-11 |
| CA2292384A1 (en) | 2000-06-22 |
| TR199903182A2 (xx) | 2000-07-21 |
| CA2292384C (en) | 2005-12-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4405020B2 (ja) | 遮熱コーティング系の再生 | |
| JP4405021B2 (ja) | 物品の離散選択表面の皮膜 | |
| EP1076158B1 (en) | Gas turbine component having location-dependent protective coatings thereon | |
| CA2274412C (en) | Thermal barrier coating system utilizing localized bond coat and article having the same | |
| JP4191427B2 (ja) | 改良プラズマ溶射熱ボンドコート系 | |
| EP1236812B1 (en) | Method for refurbishing a coating including a thermally grown oxide | |
| US6283714B1 (en) | Protection of internal and external surfaces of gas turbine airfoils | |
| US7093335B2 (en) | Coated article and method for repairing a coated surface | |
| US6434823B1 (en) | Method for repairing a coated article | |
| JP4579383B2 (ja) | 緻密セラミック遮熱皮膜を表面から除去する方法 | |
| CN107288691B (zh) | 具有改进的涂层系统的物件及其形成方法 | |
| JP4236919B2 (ja) | アルミニウム化合物拡散コーティングを修復するための方法 | |
| JP2001193478A (ja) | コーティングを施したタービン構成部品の修復 | |
| CN116904905A (zh) | 在表面上形成涂布系统的方法和修复现有涂布系统的方法 | |
| JP2004190140A (ja) | 局部的なMCrAlYコーティングを付着させる方法 | |
| EP1950320B1 (en) | Method for restoring or regenerating an article and restored regenerated article | |
| US6444060B1 (en) | Enhancement of an unused protective coating | |
| MXPA99012032A (en) | Renewing a thermal barrier coating system | |
| MXPA99012029A (en) | Coating a separated selective surface of an artic |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20061219 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20061219 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090226 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090303 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20090603 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20090603 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20090603 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20090608 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20090703 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20090714 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20090803 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20090806 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090903 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20091006 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20091104 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121113 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4405020 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121113 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131113 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |