JP4373948B2 - 高温粉体の排出装置 - Google Patents
高温粉体の排出装置 Download PDFInfo
- Publication number
- JP4373948B2 JP4373948B2 JP2005089516A JP2005089516A JP4373948B2 JP 4373948 B2 JP4373948 B2 JP 4373948B2 JP 2005089516 A JP2005089516 A JP 2005089516A JP 2005089516 A JP2005089516 A JP 2005089516A JP 4373948 B2 JP4373948 B2 JP 4373948B2
- Authority
- JP
- Japan
- Prior art keywords
- pipe
- inlet pipe
- dust
- outlet
- center
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 239000000843 powder Substances 0.000 title claims description 12
- 239000000428 dust Substances 0.000 claims description 91
- 238000007599 discharging Methods 0.000 claims description 17
- 239000004568 cement Substances 0.000 claims description 12
- 238000010304 firing Methods 0.000 claims description 11
- 238000001354 calcination Methods 0.000 claims description 10
- 230000002093 peripheral effect Effects 0.000 claims description 4
- 239000011449 brick Substances 0.000 description 16
- 230000035508 accumulation Effects 0.000 description 6
- 238000009825 accumulation Methods 0.000 description 6
- 238000000605 extraction Methods 0.000 description 6
- 239000002994 raw material Substances 0.000 description 6
- 235000008429 bread Nutrition 0.000 description 4
- 238000002474 experimental method Methods 0.000 description 4
- 238000000034 method Methods 0.000 description 4
- 239000002245 particle Substances 0.000 description 4
- 238000012360 testing method Methods 0.000 description 4
- 230000002411 adverse Effects 0.000 description 3
- 238000007664 blowing Methods 0.000 description 3
- 239000011248 coating agent Substances 0.000 description 3
- 238000000576 coating method Methods 0.000 description 3
- 238000002485 combustion reaction Methods 0.000 description 3
- 230000000052 comparative effect Effects 0.000 description 3
- 230000007423 decrease Effects 0.000 description 3
- 239000008187 granular material Substances 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- 230000008569 process Effects 0.000 description 3
- 238000012545 processing Methods 0.000 description 3
- 238000009423 ventilation Methods 0.000 description 3
- 230000000694 effects Effects 0.000 description 2
- 230000005764 inhibitory process Effects 0.000 description 2
- 238000002347 injection Methods 0.000 description 2
- 239000007924 injection Substances 0.000 description 2
- 239000000203 mixture Substances 0.000 description 2
- 238000005422 blasting Methods 0.000 description 1
- 235000013339 cereals Nutrition 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 239000000567 combustion gas Substances 0.000 description 1
- 239000000446 fuel Substances 0.000 description 1
- 239000007789 gas Substances 0.000 description 1
- 238000010297 mechanical methods and process Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 239000013049 sediment Substances 0.000 description 1
- 238000005245 sintering Methods 0.000 description 1
- 230000008685 targeting Effects 0.000 description 1
Images







Landscapes
- Air Transport Of Granular Materials (AREA)
- Curing Cements, Concrete, And Artificial Stone (AREA)
Description
これらのダクトには、抽気ガスやキルンより送出される燃焼ガスの流れにより、原料等の堆積が一部発生するが、仮焼炉前後や下段サイクロンにおいては原料や燃料燃焼物残渣が壁面に付着し、表面にコーティングされ、その後、それらがダクト内に剥離落下し、堆積するようになる。
これらの原料や壁面からの剥離落下物等の堆積が著しくなると、通風阻害を引き起こし、操業へも悪影響を及ぼすことになる。
このため、例えば長軸長さが100mm程度、大きなもので250mm程度の塊状物が混じるものでは、その大きな塊状物を吹き飛ばす力が無く、処理の対象としていない。
また、一般的なスクリューコンベヤとして考えても、塊状物が雑じる粉粒体を対象とする場合には噛み込みトラブルの発生が予想され、高温下での使用におけるトラブル処理を考えると、最適な排出装置とは言い難い。
このような高温のダストを取扱う装置を既存の設備から調査したところ、L型バルブを設けた燃焼炉を構成した「循環流動層ボイラ」(特許文献2,3)を見出した。この装置は、ボイラや流動床の底部に取り付けられ、若干の小さな塊状物が雑じっているものでも排出出来る能力を持っている。このL型バルブは、古くはボイラの落下ダストを排出する装置としての使用実績がみられ、最近の使用例としては「セメントクリンカの焼成方法及び焼成装置」(特許文献4)には流動層造粒・焼成炉の排出装置としての記載がある。
しかし、何れも粉体乃至数ミリの大きさを有する粒状物を取扱う装置としての使用であって、大きな塊状物を対象とした装置としては考えられていなかった。
剥離落下物は、非常に大きなものもあるが、通常は長軸長さが100mm以下のものが大半である。ダクト内部にこれらの堆積が著しくなると、従来のビンブロー等による堆積防止対策は十分な排出機能を発揮せず、ついにはダクトの有効な断面積が狭小となり、通風阻害を引き起こし、操業へも悪影響を及ぼすようになる。
これらの堆積物を、ロータリフィーダ(以降RFと略す)にトラフ型チェーンコンベア(以降TCCと称す)やスクリューコンベア(以降SCと略す)を組合せるような機械式の装置で排出することを考えると、プレヒータダクト内ダストの温度は場所によって異なるが、最高では900℃程度、最低でも300℃超の高温の状態にあることから、軸や軸受の水冷等による降温を図ることが求められ、最低半年程度の連続運転を考えると、現実的には非常に難しい。
さらに、通常でも長軸長さが100mm程度、大きなものでは250mm程度の長軸長さを持つ塊状物が雑じる粉粒状ダストの処理となれば、RF、TCCやSCでは噛み込みトラブルの発生が想定され、高温物処理の設備としての採用は難しい。
すなわち、課題解決手段を以下のように構成した。
また、第2の課題解決手段は、前記パルス空気噴出口の他に、前記水平管の胴部中間位置に追加のパルス空気噴出口を設け、前記追加のパルス空気噴出口を同列位置に複数個配置する場合には、前記水平管の横断面に対して周上均等位置に配置することを特徴とするものである。
また、第3の課題解決手段は、セメント焼成装置のダクト内に堆積する高温粉体を排出する装置であって、この排出装置の出口管から排出される堆積ダストのうち、仮焼炉と最下段サイクロンとの間のダクトおよび仮焼炉への抽気ダクトに堆積したダストを窯尻流し部へ投入し、及び/又は最下段サイクロンから最上段サイクロンの各ダクトに堆積したダストを、下部に位置するサイクロンもしくは仮焼炉へ投入することを特徴とするものである。
配管構造体の入口管の長さLVと水平管の長さLHとの関係をLH<LVとしたことから、パルス空気を噴出すると、入口管内の堆積ダストの重みにより入口管の上部から空気が吹き抜けるようなことがなく、もっぱら水平管内の堆積ダストを押し出すように作用して、堆積ダストを出口管へ排出する。出口管へ排出された量に相当する空間が水平管に生じると、時間の経過とともに堆積ダスト同士の間隙を介して空気が抜けて空間部の圧力が下がり、入口管の堆積ダストの重みを支えることができなくなり、入口管の堆積ダストが水平管に落ち込んで生じている空間を埋める。
空間が埋められた頃を見計らってパルス空気を噴出すると、前記同様に堆積ダストを出口管へ排出する。
堆積ダストに塊状物代替品としての煉瓦を混入したものについても、堆積ダストのみと同様に排出はできるが、煉瓦が抵抗となるためか排出量は大きく減少する。最終的には、パルス空気圧力を上昇させ、且つ、パルス長を延長することで対応ができる。
このように、配管構造体を適宜なLVとLHの比率で製作し、乃至は、水平管中央部に追加のパルス空気噴出口を設けたものを製作し、プレヒータダクト内堆積物の排出装置として用いることにより、塊状物を含む粉粒体ダストを安定して排出することができる。この時、入口管側での吹き零れは防止できる。
加えて、前記追加のパルス空気噴出口を同列位置に複数個配置する場合には、前記水平管の横断面に対して周上均等位置に配置したことにより、排出において管内で偏りを生じることがなく、堆積ダストを周方向で均等になるように順次押し出すようにして水平管内から出口管へ排出することができる。
排出ダストの搬送は、大凡300〜900℃程度の高温物の搬送となるので、適宜な輸送機を選択することは難しいが、一般的なTCCやSCのような輸送機ではなく、パンやバケツのようなものを用いたパン型コンベアのような構造のものが望ましく利用される。
なお、この実施形態は、発明の主旨をより良く理解させるため具体的に説明するものであり、特に指定のない限り、特許請求の範囲の記載事項を限定するものではない。
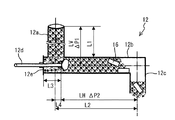
L型バルブ12は、図2および図3に示すように、入口(垂直)管12aと水平管12bと出口管12cとの管径(外径)Dが同じで、それぞれ304.7mm(SGP−300A)あり、入口管12aの長さ(高さ)L1が2000mm、入口管12aの長さL1に水平管12bの中心部に設けたパルス空気噴出口12dの先端までの水平管12b中の距離LD2=D/2を加えた距離LV=L1+LD2が入口管12aの上端から水平管12bの中心までの距離LVになるから、距離LVは2153mmとなる。
一般的にLV>L1の関係にある。
実効的な水平距離としてのパルス空気噴出口12dの先端から出口管中央までの距離LHは、LH=L2−L4=1233mmとなる。
一般的には、入口管上端からの吹き零れを防止するためには、入口(垂直)管12aと水平管12bとの長さの割合は、1.5×LH<LVの関係になるように形成するのが好ましい。
L型バルブ12の管径を300mm程度としたのは、塊状物の長軸長さ250mm程度(煉瓦を塊状物代替として用いる場合、長軸長さ230mm)を基準に、排出できる大きさとして設定したものである。
設定された圧力と時間でパルス空気を噴出することによって、L型バルブ12の水平管12b内の堆積ダストは出口管12c側へ押し出される。
各管の管径を300mm程度にしたのは、塊状物の長軸長さ250mm程度(煉瓦の場合、長軸長さ230mm)を基準にして、排出できる大きさの管径を設定したものである。
パルス空気の設定圧力は、0.58MPa及び0.40MPaの2水準を設定した。
また、パルス長(1パルス当たりの時間)は、0.2秒/パルス、0.4秒/パルス、0.8秒/パルス及び1.2秒/パルスの4水準を設定した。
仮焼炉と最下段サイクロン間のダクト(図示せず)及び抽気ダクト11の堆積ダストは、塊状物も含むことが多いので、投入後の詰まりトラブル等の回避のため、窯尻流し部へ投入する。また、最下段サイクロン〜最上段サイクロンの各ダクト(図示せず)の堆積ダストは、比較的に塊状物も少ないことも勘案し、且つ、窯尻流し部投入よりもエネルギーロスの小さくなる仮焼炉又は適宜なサイクロンへ投入する。
排出ダストの搬送は、大凡300〜900℃程度の高温物の搬送となるので、適宜な輸送機を選択することは難しいが、一般的なTCCやSCのような輸送機ではなく、パンやバケツのようなものを用いたパン型コンベア13のような構造のものが望ましい。
排出性能を確認するための試験では、対象物は、(1)現在抽気ダクトに堆積している砂状セメントクリンカとコーティング材(塊状物の大半が最大長軸長さ100mm以下のもの)との混合物、及び、(2)現状堆積物(前記(1))+シュモット質の並型煉瓦、の2種類とした。
堆積される粉粒体ダストとして、砂状セメントクリンカ(最大径 数mm)と最大長軸長さ100mm程度のコーティング材との混合物(現在抽気ダクトに堆積しているもの)を用意した。
また、最大長軸長さ250mm程度の塊状物の代替品として、シャモット質の並型煉瓦16(寸法230mm×114mm×65mm、重さ3.4kg)を用意した(図4,6参照)。
パルス空気は、パルス空気噴出口の先端が入口管中央部より距離L4=100mmだけ出口管寄りの位置に配置されているから、適宜の圧力と時間をもって噴出されるとき、入口管12aの上端から吹き零すことなく、出口管12c側へ堆積ダストを搬出する。
この比較例のL型バルブ22は、LV(1144mm)<LH(2002mm)と水平管22bの方が入口管22aよりも長いものを用いた。そして、パルス空気噴出口22dは先端を入口管22aの外周面で出口管22c側と反対側の面の下方に位置するように設けた。
このため、入口管22aと水平管22bの長さの比は、(LV×2)≒LHとなり、実施例1のL型バルブ12とは大きな相違がある。
このことから、パルス空気を噴出すると、噴出したパルス空気の一部が入口管22aの上部から吹き抜け、入口管22a内の堆積ダストと一緒に吹き零れた。そしてパルス空気の圧力を高めると、吹き零れる量も増加する結果となった。
この結果として、堆積ダストの排出量は、パルス空気圧力とパルス時間(パルス空気量)により決定づけられ、パルス空気圧力が一定であれば、堆積ダストの排出量とパルス時間との間には、大凡比例関係が見られる。
またパルス空気の圧力が上昇乃至下降すると、堆積ダストの排出量とパルス時間との関係は、比例関係が平行移動するような関係で捉えることができる。
このL型バルブ12における堆積ダストの排出能力は、パルス空気圧力0.4MPa、パルス長0.4秒/パルス及び1パルス/分の場合で約2.4t/時程度となる。
堆積ダストに煉瓦16を混入したものについては、L型バルブ22の場合、煉瓦16が抵抗となるためか、水平管22b内の入口側から1.5m付近に居座り、パルス空気圧力を0.58MPa、パルス長さを1.2秒に上昇させても排出することはできなかった。同時に、該パルス空気圧力を上昇させると、入口管22aの上端からの吹き零れが大きく増加する。
これに比較して、L型バルブ12の場合、入口管12aの上端からの吹き零れがなく、堆積ダストの搬送が継続し、煉瓦16を混入したものについては搬出性能の低下があるものの搬出不能になることはなかった。
L型バルブ12では、入口管12aと水平管12bに粉粒体ダストが充満していれば、噴出されるパルス空気により、おおよそ一定量についてダストの排出がなされる。パルス空気の噴出により、水平管12b内が空になるのではなく、あたかも粉粒体ダストが水平管12b内で軸方向に層を形作り、順次押し出すようにして水平管12bから出口管12cへ排出される。
L型バルブ12のLVとLHの関係を1.5×LH<LVとしたことから、パルス空気を噴出すると、入口管内の粉粒体ダストの重みにより入口管の上部から噴出された空気が吹き抜けるようなことがなく、もっぱら水平管内の粉粒体ダストを押し出すように作用して、粉粒体ダストを出口管12cへ排出する。出口管12cへ排出された量に相当する空間が水平管に生じると、時間の経過とともに粉粒体ダスト同士の間隙を介して噴出空気が抜けて空間部の圧力が下がり、入口管12aの粉粒体ダストの重みを支えることができなくなり、入口管12aの粉粒体ダストが水平管12bに落ち込んで生じている空間を埋める。空間が埋められた頃を見計らってパルス空気を噴出すると、前記同様に粉粒体ダストを出口管へ排出する。
粉粒体ダストに煉瓦を混入したものについても、粉粒体ダストのみと同様に排出はできるが、煉瓦が抵抗となるためか排出量は大きく減少する。最終的には、パルス空気圧力を上昇させ、且つ、パルス長を延長することで対応はできるが、入口管12aへの吹き零れが生じる可能性が増す。
基本的な入口管12aへの吹き零れ対策として、最低限LV>LHとなるようにすることが必要だが、吹き零れをなくすためにはLV>(1.5×LH)となるように構成することが望ましい。
このように、L型バルブ12を適宜な入口管12aと水平管12bとの長さの比で設定したことにより、粉粒体ダストを安定して排出することができる。
L型バルブ12で排出された堆積ダストは、パン型コンベア13を用いてプレヒータインレットハウジング部の下部より焼成装置内に戻して有効に製品化している。
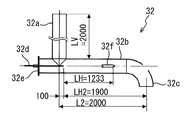
L型バルブ32は、図8,9に示すように、水平管32bの軸方向中央部に軸対称位置の2ヶ所に、追加のパルス空気噴出口32f,32fを設け、その他は実施例1と同様に形成したものである。
この場合において、追加のパルス空気噴出口32f,32fを設ける前の状態における水平管32bの長さはL2=2000mmあったとすると、パルス空気噴出口32dの先端から出口管32cの中心までの距離LH2が1900mmであるが、追加のパルス空気噴出口32f,32fをパルス空気噴出口32dの先端からの距離LHが1233mmになるように配設するとともに、軸線方向に対し30°の開き角度で設けることによって、LV>(1.5×LH)となる。
堆積ダスト排出用として炉下部の抽気ダクトにL型バルブ32を1基取り付けた。
そして、ダクト内の堆積物に含まれる塊状物が、長軸長さで10〜250mm程度のものを含むダストを処理するようにする。
L型バルブ32の通常のパルス空気噴出口32dと追加のパルス空気噴出口32f、32fとを、同時にでも時間を適宜ずらしても噴出できる構造とし、前記ダクト内の堆積物に含まれる塊状物が、1〜40重量%程度の比率のダストを処理することができるようにする。
L型バルブ32を用いて、抽気ダクトを含むセメント焼成プレヒータダクトの堆積ダスト等を排出し、窯尻流し部、仮焼炉及び適宜のサイクロンへ送出することにする。
ダクト内の堆積物を排出するに際し、L型バルブ32の入口中央部から出口中央部までの搬送距離が水平距離で1mを越える長い搬送距離を有することもできる。
L型バルブ32を用いて、抽気ダクトを含むセメント焼成プレヒータダクトの堆積ダスト等を排出し、ダクト内の堆積物を排出するに際し、L型バルブ32の入口中央部から出口中央部までの搬送距離が水平距離で1mを越えて、窯尻流し部、仮焼炉及び適宜のサイクロンへ送出するものとする。
この構成により、パルス空気噴出口32dと追加のパルス空気噴出口32f,32fとからパルス空気を同時に噴出させることにより、堆積ダストの排出状況を確認した。
噴出空気の圧力は0.04MPa、パルス長さ0.4秒、1パルス/分の設定で噴射することによって、堆積ダストを安定して排出することができる。この時、入口管32a側での吹き零れは生じなかった。
また、このL型バルブ32では、煉瓦16を混入した堆積ダストの排出状況を確認したところ、該ダストは順調に排出することができた。
このL型バルブ32はプレヒータダクト内堆積物の排出装置として用いることにする。
L型バルブ32の水平管32bの中央部に追加のパルス空気噴出口32f,32fを設けたことで、既存のパルス空気噴出口32dからの空気量及び圧力を低減でき、パルス空気噴出時に入口管32aの上端からの吹零れが生じなくなった。
L型バルブ32の水平管32bの中央部に追加のパルス空気噴出口32f,32fを設けたことで、ダクトの堆積ダストが順調に排出される。堆積ダストに塊状物が雑じっていても、噴出空気の圧力を上昇させることなく、排出することができる。
12,22,32 L型バルブ
12a,22a,32a 入口管
12b,22b,32b 水平管
12c,22c,32c 出口管
12d,22d,32d パルス空気噴出口
12e,22e,32e 取付部
13 (パン型)コンベア
16 並型煉瓦
32f 追加のパルス空気噴出口
Claims (3)
- 垂直に形成された入口管と水平方向に延設された水平管と垂直に形成された出口管とからなる側面形状がクランク状に形成された配管構造体において、
前記水平管の入口管接続側の端部に突出したパルス空気噴出口の先端を前記入口管の中心よりも出口管側の周縁部に寄った位置に配置するとともに、前記入口管の上端から前記水平管の中心までの長さLVに対して、前記パルス空気噴出口の先端から出口管の中心までの長さLHが小さくなる寸法関係(LV>LH)にし、
かつ、空気パルスの噴出時間長さは、空気圧力0.4MPa以上で、時間長さ0.8秒/パルス以上で噴出することを特徴とする高温粉体の排出装置。 - 垂直に形成された入口管と水平方向に延設された水平管と垂直に形成された出口管とからなる側面形状がクランク状に形成された配管構造体において、
前記水平管の入口管接続側の端部に突出したパルス空気噴出口の先端を前記入口管の中心よりも出口管側の周縁部に寄った位置に配置するとともに、前記入口管の上端から前記水平管の中心までの長さLVに対して、前記パルス空気噴出口の先端から出口管の中心までの長さLHが小さくなる寸法関係(LV>LH)にし、
かつ、前記パルス空気噴出口の他に、前記水平管の胴部中間位置に追加のパルス空気噴出口を設け、この追加のパルス空気噴出口を同列位置に複数個配置する場合には、前記水平管の横断面に対して周上均等位置に配置することを特徴とする高温粉体の排出装置。 - 垂直に形成された入口管と水平方向に延設された水平管と垂直に形成された出口管とからなる側面形状がクランク状に形成された配管構造体において、
前記水平管の入口管接続側の端部に突出したパルス空気噴出口の先端を前記入口管の中心よりも出口管側の周縁部に寄った位置に配置するとともに、前記入口管の上端から前記水平管の中心までの長さLVに対して、前記パルス空気噴出口の先端から出口管の中心までの長さLHが小さくなる寸法関係(LV>LH)にし、
セメント焼成装置のダクト内に堆積する高温粉体を排出する装置であって、
この排出装置の出口管から排出される堆積ダストのうち、仮焼炉と最下段サイクロンとの間のダクトおよび仮焼炉への抽気ダクトに堆積したダストを窯尻流し部へ投入し、及び/又は最下段サイクロンから最上段サイクロンの各ダクトに堆積したダストを、下部に位置するサイクロンもしくは仮焼炉へ投入することを特徴とする高温粉体の排出装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005089516A JP4373948B2 (ja) | 2005-03-25 | 2005-03-25 | 高温粉体の排出装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005089516A JP4373948B2 (ja) | 2005-03-25 | 2005-03-25 | 高温粉体の排出装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2006264964A JP2006264964A (ja) | 2006-10-05 |
| JP4373948B2 true JP4373948B2 (ja) | 2009-11-25 |
Family
ID=37201324
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005089516A Expired - Fee Related JP4373948B2 (ja) | 2005-03-25 | 2005-03-25 | 高温粉体の排出装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4373948B2 (ja) |
-
2005
- 2005-03-25 JP JP2005089516A patent/JP4373948B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2006264964A (ja) | 2006-10-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3325375B1 (en) | Conveying system and method of breaking a bridge therein | |
| CN102803526B (zh) | 用于使悬浮熔炼炉或悬浮吹炼炉的精矿燃烧器的粉末状固体物质给料变均匀的装置 | |
| CN103557697B (zh) | 一种新式的回转窑 | |
| JP4373948B2 (ja) | 高温粉体の排出装置 | |
| JP6304174B2 (ja) | 高炉への原料装入方法 | |
| RU2453488C1 (ru) | Способ перегрузки сыпучего материала и устройство для его осуществления | |
| JPH06191615A (ja) | 粉体分散装置 | |
| TW201527014A (zh) | 燒結機進料裝置 | |
| KR100648975B1 (ko) | 미분기 급탄관의 막힘방지장치 | |
| JP6656747B2 (ja) | 搬送装置 | |
| US6511629B1 (en) | Shaft furnace | |
| JP7147526B2 (ja) | ベルレス式高炉の原料装入方法及び原料搬送方法 | |
| CN106369596A (zh) | 一种用于循环流化床锅炉的床料外循环装置及运行方法 | |
| JP2004137372A (ja) | 粉粒体供給装置および炉壁煉瓦の補修方法 | |
| CN212456823U (zh) | 悬浮式冷却返料器 | |
| CN214950514U (zh) | 竖窑和煅烧装置 | |
| CN222378122U (zh) | 锅炉烟道清理装置 | |
| JP5130749B2 (ja) | ベルレス高炉の原料装入装置および原料装入方法 | |
| CN104913328B (zh) | 一种工业炉送煤机构 | |
| JP7539534B2 (ja) | 吹付施工方法および吹付ノズル | |
| JP2015203516A (ja) | 横型回転式乾燥機 | |
| CN216334226U (zh) | 粉料存储装置 | |
| JP5034566B2 (ja) | ベルレス高炉の原料装入装置および原料装入方法 | |
| JP5369951B2 (ja) | 中継ホッパーへの原料装入用シュート | |
| CN109250432B (zh) | 自封闭落料斗 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090330 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090512 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090709 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090901 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090904 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120911 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4373948 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120911 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130911 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140911 Year of fee payment: 5 |
|
| LAPS | Cancellation because of no payment of annual fees |