JP4367259B2 - Seamless steel pipe for oil wells with excellent pipe expandability - Google Patents
Seamless steel pipe for oil wells with excellent pipe expandability Download PDFInfo
- Publication number
- JP4367259B2 JP4367259B2 JP2004187127A JP2004187127A JP4367259B2 JP 4367259 B2 JP4367259 B2 JP 4367259B2 JP 2004187127 A JP2004187127 A JP 2004187127A JP 2004187127 A JP2004187127 A JP 2004187127A JP 4367259 B2 JP4367259 B2 JP 4367259B2
- Authority
- JP
- Japan
- Prior art keywords
- pipe
- phase
- less
- steel pipe
- expandability
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images

Landscapes
- Heat Treatment Of Steel (AREA)
- Heat Treatment Of Articles (AREA)
Description
本発明は、油井あるいはガス井(以下、単に「油井」と総称する)に用いられる油井用継目無鋼管に関し、さらに詳しくは、井戸の中にて拡管加工し、ケーシングやチュービングとしてそのまま使用することのできる引張強さ600MPa以上、降伏比85%以下の拡管性に優れる油井用継目無鋼管に関する。 The present invention relates to a seamless steel pipe for oil wells used in oil wells or gas wells (hereinafter simply referred to as “oil wells”). More specifically, the pipes are expanded in wells and used as casings or tubing as they are. It is related with the seamless steel pipe for oil wells which is excellent in pipe expandability with a tensile strength of 600 MPa or more and a yield ratio of 85% or less.
近年、油井掘削の低コスト化への要求から、井戸中での押拡げ加工による拡管を用いた工法が開発されてきた(例えば特許文献1、2参照)。この工法いわゆる拡管埋設工法によれば、坑井内においてケーシングを半径方向に膨張させることで、多段構造になったケーシング毎の直径を小さく抑え、結果として坑井上部のケーシングサイズを小さく抑えうるから、井戸の掘削にかかるコストを削減できる。 In recent years, due to the demand for lowering the cost of oil well drilling, a construction method using pipe expansion by expansion processing in a well has been developed (see, for example, Patent Documents 1 and 2). According to this construction method so-called expanded pipe burying method, by expanding the casing in the radial direction in the well, it is possible to suppress the diameter of each casing having a multi-stage structure, and as a result, the casing size of the upper part of the well can be suppressed small, Costs for drilling wells can be reduced.
かかる拡管埋設工法においては、鋼管は、拡管による加工を受けた状態のままで油やガスの環境に曝されるため、加工後に熱処理を加えることができず、冷間での拡管加工を受けたままでの耐食性が要求される。この要求に応えるために、質量%で、C:0.10〜0.45%、Si:0.1〜0.5%、Mn:0.10〜3.0%、P:0.03%以下、S:0.01%以下、sol.Al:0.05%以下およびN:0.010%以下を含有し、残部はFeおよび不純物からなり、さらに、拡管加工前の鋼管の強度(降伏強度YS(MPa))と結晶粒径(d(μm))とが(1)式:ln(d)≦−0.0067YS+8.09、の関係を満たす、拡管加工後の耐食性に優れた拡管用油井鋼管、および同鋼管において、Feの一部に代えて、(A)質量%で、Cr:0.2〜1.5%、Mo:0.1〜0.8%、V:0.005〜0.2%の1種または2種以上、(B)質量%で、Ti:0.005〜0.05%、Nb:0.005〜0.03%の1種または2種、(C)Ca:0.001〜0.005%、の一または二以上を含有するとしたものが特許文献3に開示されている。
In such pipe burying method, the steel pipe is exposed to the environment of oil and gas while being processed by pipe expansion, so heat treatment cannot be applied after processing, and the pipe has been subjected to cold pipe expansion processing. Corrosion resistance up to is required. In order to meet this requirement, in mass%, C: 0.10 to 0.45%, Si: 0.1 to 0.5%, Mn: 0.10 to 3.0%, P: 0.03% Hereinafter, S: 0.01% or less, sol. Al: 0.05% or less and N: 0.010% or less, with the balance being Fe and impurities, and the strength (yield strength YS (MPa)) and crystal grain size (d (Μm)) satisfying the relationship of formula (1): ln (d) ≦ −0.0067YS + 8.09, and an oil well steel pipe for pipe expansion excellent in corrosion resistance after pipe expansion processing, and part of Fe in the steel pipe Instead of (A) in mass%, Cr: 0.2-1.5%, Mo: 0.1-0.8%, V: 0.005-0.2%, one or more (B) by mass%, Ti: 0.005 to 0.05%, Nb: 0.005 to 0.03%, or (C) Ca: 0.001 to 0.005%,
また、特許文献4には、拡管により偏肉率が拡大して圧潰強度が低下するのを抑制するために、拡管前の偏肉率E0(%)を、30/(1+0.018α)以下(ただし、α(:拡管率)=(拡管後内径/拡管前内径−1)×100)に制限すること、また、周方向の拡大量の差が長さ方向の収縮量の差に転化して鋼管が曲がるのを抑制するために、偏芯偏肉(1次偏肉)率(%)(={(偏芯偏肉成分における最大肉厚−同最小肉厚)/平均肉厚}×100)を10%以下に制限することが開示されている。 Further, in Patent Document 4, in order to prevent the uneven thickness ratio from expanding and the crushing strength from being reduced by expanding the tube, the uneven thickness ratio E0 (%) before expanding the tube is 30 / (1 + 0.018α) or less ( However, it is limited to α (: tube expansion ratio) = (inner diameter after tube expansion / inner diameter before tube expansion−1) × 100), and the difference in the expansion amount in the circumferential direction is converted into the difference in contraction amount in the length direction. In order to suppress the bending of the steel pipe, the eccentric thickness deviation (primary thickness deviation) rate (%) (= {(maximum thickness of the eccentric thickness deviation component−the same minimum thickness) / average thickness} × 100 ) Is limited to 10% or less.
上記特許文献3、4では、造管後の電縫鋼管や継目無鋼管に、焼入れ‐焼戻し、あるいは焼入れ(2回以上繰り返し)‐焼戻しといった処理を施す製造方法を好適とし、拡管率30%以下の範囲での実施例を開示している。
しかしながら、さらなるコスト削減要求から、拡管率が30%を超えるような押拡げ加工に耐えうる安価な鋼管の要求がある。井戸内で鋼管の拡管率を従来の30%よりもさらに大きくすることができれば、さらにケーシングサイズを小さく抑えることができ、掘削コストを削減できるからである。 However, due to further cost reduction requirements, there is a demand for inexpensive steel pipes that can withstand the expansion process with a tube expansion rate exceeding 30%. This is because the casing size can be further reduced and the excavation cost can be reduced if the expansion ratio of the steel pipe can be further increased from the conventional 30% in the well.
この要求に応えるために、本発明では、特許文献3、4に開示されたような焼入れ‐焼戻し(Q/T)処理によらず、圧延ままで、もしくは圧延後の冷却時の制御冷却、あるいはより安価な熱処理によって、引張強度(TS)600MPa以上の高強度でありながら、拡管率30%超の拡管加工に対し優れた拡管性を示す、拡管性に優れる油井用継目無鋼管を提供することを目的とする。
In order to meet this requirement, the present invention does not rely on the quenching-tempering (Q / T) process as disclosed in
ここで、拡管性とは、拡管時に不均一変形を生じないで拡管可能な限界拡管率で評価することとし、本発明中では具体的には、拡管後の偏肉率が拡管前の偏肉率+5%を超えない拡管率とした。 Here, pipe expandability is to be evaluated with a limit pipe expansion rate that allows pipe expansion without causing uneven deformation during pipe expansion. Specifically, in the present invention, the wall thickness ratio after pipe expansion is the wall thickness before pipe expansion. The tube expansion rate did not exceed the rate + 5%.
拡管率(%)=〔(拡管後の管の内径−拡管前の管の内径)/拡管前の管の内径〕×100
偏肉率(%)=〔(管の最大肉厚−管の最小肉厚)/管の平均肉厚〕×100
Expansion rate (%) = [(inner diameter of the tube after expansion−inner diameter of the tube before expansion) / inner diameter of the tube before expansion] × 100
Unevenness ratio (%) = [(maximum wall thickness−minimum wall thickness) / average wall thickness] × 100
本発明者らは、上記目的を達成するために鋭意検討した結果、素材の鋼組成を低C‐高Si‐高Mn系とし、かつ残留オーステナイト(残留γ)相分率を5体積%以上とすることで、低YRでかつ均一伸びに優れる鋼管となり、とくに不均一変形が抑制されることから、上記目的が達成できることを見出した。とくに残留γ相分率を8体積%以上とすると、より優れた拡管性を示すこともわかった。 As a result of intensive studies to achieve the above object, the present inventors have determined that the steel composition of the material is a low C-high Si-high Mn system and the residual austenite (residual γ) phase fraction is 5% by volume or more. As a result, the steel pipe has a low YR and excellent uniform elongation, and particularly the non-uniform deformation is suppressed. In particular, it was also found that if the residual γ phase fraction was 8% by volume or more, superior tube expandability was exhibited.
これらの理由の詳細は明らかではないが、残留γ相分率を5体積%以上とすることで、残留γの加工歪誘起変態により加工硬化率が高くなり、押拡げ加工では薄肉部がまず加工硬化により厚肉部と同等以上の変形強度となり、続いて厚肉部の変形を促し、加工率の均一化がはかられたものと推察される。一方、Q/T材などの高YR低加工硬化率の単相鋼では薄肉部の変形が押拡げ加工と共に優先的に進行して、早期に限界拡管率に達するものと推察される。 The details of these reasons are not clear, but by setting the residual γ phase fraction to 5% by volume or more, the work hardening rate increases due to the processing strain-induced transformation of the residual γ. It is presumed that the deformation has a deformation strength equal to or greater than that of the thick part due to curing, and subsequently promotes the deformation of the thick part, thereby making the processing rate uniform. On the other hand, in the single phase steel with high YR and low work hardening rate such as Q / T material, it is presumed that the deformation of the thin-walled portion preferentially progresses along with the expansion processing and reaches the limit tube expansion rate at an early stage.
本発明は、これらの知見に基づいてなされたものであり、その要旨は以下のとおりである。
(発明項1) 組成が、質量%で、
C:0.05〜0.30%、
Si:0.2〜2%、
Mn:0.7〜4.0%、
P:0.03%以下、
S:0.015%以下、
N:0.007%以下、
O:0.005%以下
を含有し、残部Feおよび不可避的不純物からなり、組織中に相分率5体積%以上の残留γ相を有し、残部が低温変態相とフェライトからなることを特徴とする拡管性に優れる油井用継目無鋼管。
(発明項2) 前記組成に加えて、さらに、質量%で、
Al:0.06%以下、
Cr:0.05〜1%、
Ni:0.05〜2%、
Cu:0.05〜1%、
Nb:0.005〜0.2%、
V:0.005〜0.2%、
Ti:0.005〜0.2%、
Mo:0.05〜0.5%、
B:0.0005〜0.0035%、
Ca:0.001〜0.005%
のうち1種または2種以上を含有することを特徴とする発明項1記載の拡管性に優れる油井用継目無鋼管。
The present invention has been made based on these findings, and the gist thereof is as follows.
(Invention Item 1) The composition is mass%,
C: 0.05 to 0.30%
Si: 0.2-2%
Mn: 0.7 to 4.0%,
P: 0.03% or less,
S: 0.015% or less,
N: 0.007% or less,
O: 0.005% or less, and a balance of Fe and unavoidable impurities, have a phase fraction 5 vol% or more of residual γ phase in the structure, the balance of Rukoto such a low-temperature transformation phase and the ferrite A seamless steel pipe for oil wells with excellent pipe expandability.
(Invention 2) In addition to the above composition,
Al: 0.06% or less,
Cr: 0.05 to 1%,
Ni: 0.05-2%,
Cu: 0.05 to 1%,
Nb: 0.005 to 0.2%,
V: 0.005 to 0.2%,
Ti: 0.005 to 0.2%,
Mo: 0.05-0.5%
B: 0.0005 to 0.0035%,
Ca: 0.001 to 0.005%
The seamless steel pipe for oil wells having excellent pipe expandability according to claim 1, characterized by containing one or more of them.
本発明によれば、拡管率が30%を超える場合であっても拡管性に優れるTS600MPa以上の鋼管を安価に供給できるようになる。 According to the present invention, even if the pipe expansion rate exceeds 30%, a steel pipe of TS600 MPa or more that is excellent in pipe expandability can be supplied at low cost.
まず、鋼管の組成を上記のように限定した理由を説明する。組成の成分比率(成分含有量)は質量%で表され、%と略記される。また、(%X)は成分Xの質量%数値を表す。 First, the reason why the composition of the steel pipe is limited as described above will be described. The component ratio (component content) of the composition is expressed in mass% and is abbreviated as%. Further, (% X) represents a mass% value of component X.
C:0.05〜0.30%
残留γ相を形成するためには高Cほど有利となるが、Cが0.30%を超えると強度‐靭性バランスが劣化する。一方、Cが0.05%未満では残留γ相の形成が困難となる。よってCは0.05〜0.30%とする。好ましくは0.08〜0.20%である。
C: 0.05-0.30%
In order to form the residual γ phase, higher C is more advantageous, but when C exceeds 0.30%, the strength-toughness balance deteriorates. On the other hand, if C is less than 0.05%, it is difficult to form a residual γ phase. Therefore, C is set to 0.05 to 0.30%. Preferably it is 0.08 to 0.20%.
Si:0.2〜2%
一般的にSiは脱酸剤として添加され、強度上昇にも寄与しうるが、本発明においては残留γ相を制御冷却や二相域熱処理によって有利に形成させるために0.2%以上の添加が必要である。とくに制御冷却時にはCのγ相への濃化を促進し、残留γ相形成に有利に働く。一方、2%を超えて添加してもその効果は飽和するばかりか、熱間加工性が著しく劣化するから2%以下とする。好ましくは0.5〜1.5%である。
Si: 0.2-2%
In general, Si is added as a deoxidizer and can contribute to an increase in strength. However, in the present invention, 0.2% or more is added to form a residual γ phase advantageously by controlled cooling or two-phase heat treatment. is required. In particular, during controlled cooling, the concentration of C into the γ phase is promoted, which is advantageous for the formation of a residual γ phase. On the other hand, even if added in excess of 2%, the effect is not only saturated, but the hot workability is significantly deteriorated. Preferably it is 0.5 to 1.5%.
Mn:0.7〜4.0%
Mnは残留γ相の形成に重要で、低C、高Siとの複合下で0.7%以上含有することで、制御冷却や二相域熱処理時にγ相へ濃化して5体積%以上の残留γ相分率を効率的に達成させる。ただし、4.0%を超えて添加すると偏析が多くなり靭性や拡管性を低下させる。よってMnは0.7〜4.0%とする。好ましくは1.0〜3.5%である。
Mn: 0.7-4.0%
Mn is important for the formation of the residual γ phase. By containing 0.7% or more under the combination with low C and high Si, it is concentrated to the γ phase during controlled cooling or heat treatment in the two-phase region, and it is 5% by volume or more. The residual γ phase fraction is efficiently achieved. However, if added over 4.0%, segregation increases and the toughness and tube expandability are reduced. Therefore, Mn is set to 0.7 to 4.0%. Preferably it is 1.0 to 3.5%.
P:0.03%以下
Pは鋼中に不純物として含まれ、粒界偏析しやすい元素であり、0.03%を超えて含有すると粒界強度を著しく低下させ靭性が低下する。よってPは0.03%以下に規制する。好ましくは0.015%以下である。
P: 0.03% or less P is an element contained in the steel as an impurity and easily segregates at the grain boundary. If it exceeds 0.03%, the grain boundary strength is remarkably lowered and the toughness is lowered. Therefore, P is restricted to 0.03% or less. Preferably it is 0.015% or less.
S:0.015%以下
Sは鋼中に不純物として含まれる元素で主にMn系硫化物の介在物として存在する。0.015%を超えて含有すると粗大で伸展した介在物として存在し、靭性や拡管性が著しく低下する。よってSは0.015%以下に規制する。好ましくは0.006%以下である。また、Caによる介在物の形態制御も有効である。
S: 0.015% or less S is an element contained as an impurity in steel and exists mainly as an inclusion of Mn-based sulfide. When the content exceeds 0.015%, the inclusions are present as coarse and extended inclusions, and the toughness and tube expandability are significantly reduced. Therefore, S is restricted to 0.015% or less. Preferably it is 0.006% or less. Moreover, the form control of the inclusion by Ca is also effective.
N:0.007%以下
Nは鋼中に不純物として含まれる元素であるが、0.007%を超えて含有すると粗大窒化物を形成して靭性や拡管性が低下する。よってNは0.007%以下に規制する。好ましくは0.005%以下である。
N: 0.007% or less N is an element contained as an impurity in the steel, but if contained in excess of 0.007%, coarse nitrides are formed and the toughness and tube expandability are reduced. Therefore, N is restricted to 0.007% or less. Preferably it is 0.005% or less.
O:0.005%以下
Oは鋼中に介在物として存在する。0.005%を超えて含有すると介在物が凝集して存在しやすくなり靭性や拡管性が低下する。よってOは0.005%以下に規制する。好ましくは0.003%以下である。
O: 0.005% or less O is present as an inclusion in the steel. If the content exceeds 0.005%, inclusions tend to aggregate and exist, and the toughness and tube expandability deteriorate. Therefore, O is regulated to 0.005% or less. Preferably it is 0.003% or less.
以上の元素に加え、必要に応じて以下の元素を添加してもよい。 In addition to the above elements, the following elements may be added as necessary.
Al:0.06%以下
Alは必要に応じて脱酸剤として使用されるが、0.06%を超えて添加するとその効果が飽和するばかりか、アルミナ系介在物が増加して靭性や拡管性が低下するので、添加する場合は0.06%以下とするのが好ましい。
Al: 0.06% or less Al is used as a deoxidizer as needed, but if added over 0.06%, the effect is saturated, and alumina inclusions increase toughness and tube expansion. Therefore, when added, the content is preferably 0.06% or less.
Cr:0.05〜1%
Crはパーライトの形成を抑制し、低温変態相の形成に寄与し、また低温変態相の変態点低下に伴う硬質化による高強度化にも寄与する。もっとも0.05%未満では効果が得られず、一方、1%を超えて添加しても効果が飽和するため、0.05〜1%とするのが好ましい。
Cr: 0.05 to 1%
Cr suppresses the formation of pearlite, contributes to the formation of a low temperature transformation phase, and also contributes to an increase in strength due to hardening due to a decrease in the transformation point of the low temperature transformation phase. However, if it is less than 0.05%, the effect cannot be obtained. On the other hand, even if added over 1%, the effect is saturated, so 0.05 to 1% is preferable.
Ni:0.05〜2%
Niは、強度、靭性、耐食性を向上させるのに有効な元素である。また、本発明においては、Mnと同様に制御冷却時や二相域熱処理時にγ相に濃化して残留γ相の形成にも大きく寄与する。またCuを添加した場合には熱間圧延時のCu割れを防止するのに有効である。これらの効果は0.05%以上の添加で発揮されるが、一方、高価である上、過剰に添加してもその効果が飽和するため、0.05〜2%とするのが好ましい。Cu割れの観点からは、((%Cu)×0.3)%以上添加するのが好ましい。
Ni: 0.05-2%
Ni is an element effective for improving strength, toughness, and corrosion resistance. Further, in the present invention, like Mn, during the controlled cooling or the two-phase heat treatment, the γ phase is concentrated to greatly contribute to the formation of the residual γ phase. When Cu is added, it is effective to prevent Cu cracking during hot rolling. These effects are exhibited by addition of 0.05% or more, but on the other hand, it is expensive, and even if added excessively, the effects are saturated, so 0.05 to 2% is preferable. From the viewpoint of Cu cracking, it is preferable to add ((% Cu) × 0.3)% or more.
Cu:0.05〜1%
Cuは、強度、耐食性を向上させるために添加する。その効果は0.05%以上の添加で発揮されるが、一方、1%を超えると熱間脆化を引き起こしやすく、また靭性も低下するので、0.05〜1%とするのが好ましい。
Cu: 0.05 to 1%
Cu is added to improve strength and corrosion resistance. The effect is exhibited by addition of 0.05% or more. On the other hand, if it exceeds 1%, hot embrittlement tends to occur and toughness also decreases, so 0.05 to 1% is preferable.
Nb:0.005〜0.2%
Nbは、パーライトの形成を抑制し、低温変態相の形成に寄与するほか、炭窒化物の形成により高強度化に寄与する。しかし、0.005%未満では効果が得られず、一方、0.2%を超えて添加しても効果が飽和するので、0.005〜0.2%とするのが好ましい。
Nb: 0.005 to 0.2%
Nb suppresses the formation of pearlite, contributes to the formation of a low-temperature transformation phase, and contributes to an increase in strength by forming a carbonitride. However, if it is less than 0.005%, the effect cannot be obtained. On the other hand, even if added over 0.2%, the effect is saturated, so 0.005 to 0.2% is preferable.
V:0.005〜0.2%
Vは、炭窒化物を形成して組織の微細化と析出強化により強度を上昇させる効果があるが、0.005%未満ではその効果が不明瞭であり、一方、0.2%を超えて添加すると効果が飽和し、連鋳割れ等の問題も引き起こすため、0.005〜0.2%とするのが好ましい。
V: 0.005-0.2%
V has an effect of increasing strength by forming a carbonitride to refine the structure and strengthening precipitation, but if less than 0.005%, the effect is unclear, while exceeding 0.2% When added, the effect is saturated, and problems such as continuous casting cracks are caused, so 0.005 to 0.2% is preferable.
Ti:0.005〜0.2%
Tiは、強い炭窒化物形成元素であり、N当量である((%N)×48/14)%程度の添加でN時効を抑制し、またB添加がある場合はBが鋼中NによりBNとして析出固定され、その効果が抑制されないように添加してもよい。さらに添加することで微細な炭化物を形成して強度を増加させる。0.005%未満では効果はなく、とくに((%N)×48/14)%以上添加するのが好ましい。ただし、0.2%を超えると、粗大な窒化物を形成しやすく、靭性や拡管性が劣化するため、0.2%以下とするのがよい。
Ti: 0.005 to 0.2%
Ti is a strong carbonitride-forming element, and N aging is suppressed by the addition of about N ((% N) × 48/14)%, and when B is added, B depends on N in the steel. BN may be precipitated and fixed so that the effect is not suppressed. Furthermore, the addition increases the strength by forming fine carbides. If it is less than 0.005%, there is no effect, and it is particularly preferable to add ((% N) × 48/14)% or more. However, if it exceeds 0.2%, coarse nitrides are likely to be formed, and the toughness and tube expandability are deteriorated.
Mo:0.05〜0.5%
Moは、固溶と炭化物形成とにより常温および高温での強度を上昇させる効果があるが、0.5%を超えるとその効果が飽和するばかりか高価となるので、0.5%以下とするのが好ましい。なお、強度上昇効果を発揮するには0.05%以上の添加が好ましい。
Mo: 0.05-0.5%
Mo has the effect of increasing the strength at normal temperature and high temperature by solid solution and carbide formation, but if it exceeds 0.5%, the effect is saturated and expensive, so 0.5% or less Is preferred. In order to exhibit the effect of increasing the strength, addition of 0.05% or more is preferable.
B:0.0005〜0.0035%
Bは、粒界強化元素として粒界割れを抑制して靭性向上に寄与する。その効果を発揮するには0.0005%以上が好ましく、一方、過剰に添加してもその効果は飽和するので0.0035%以下とするのが好ましい。
B: 0.0005 to 0.0035%
B contributes to toughness improvement by suppressing grain boundary cracking as a grain boundary strengthening element. In order to exhibit the effect, 0.0005% or more is preferable. On the other hand, even if added excessively, the effect is saturated, so 0.0035% or less is preferable.
Ca:0.001〜0.005%
Caは、介在物の形態を球状に制御することを目的に添加され、その効果は0.001%以上で発揮されるが、0.005%を超えると飽和するので、0.001〜0.005%とするのが好ましい。
Ca: 0.001 to 0.005%
Ca is added for the purpose of controlling the shape of inclusions in a spherical shape, and the effect is exhibited at 0.001% or more, but when it exceeds 0.005%, it is saturated, so 0.001 to 0.00%. 005% is preferable.
次に、鋼管の組織の限定理由を説明する。 Next, the reason for limiting the structure of the steel pipe will be described.
拡管性に有効な低YRと均一伸びを確保し、不均一変形を抑制するためには、鋼管の組織中に5体積%以上の相分率で残留γ相が形成されている必要がある。他の相は特に限定しないが、TS600MPa以上を確保するために、残留γ相と低温変態相の相分率の総和が50体積%以上であることが好ましい。なお、残留γ相分率が8〜20体積%であると、とくに良好な拡管性が得られるので、さらに好ましい。 In order to ensure low YR and uniform elongation effective for pipe expandability and to suppress non-uniform deformation, it is necessary that a residual γ phase be formed in the steel pipe structure at a phase fraction of 5% by volume or more. The other phases are not particularly limited, but in order to ensure TS600 MPa or more, the total sum of the phase fractions of the residual γ phase and the low temperature transformation phase is preferably 50% by volume or more. It is more preferable that the residual γ-phase fraction is 8 to 20% by volume, since particularly good tube expandability can be obtained.
ここで、低温変態相としては、ベイナイト、マルテンサイト、ベイニティックフェライト(アシキュラーフェライトと同義)などが挙げられる。また、残留γ相と低温変態相を除いた残部組織は、主にフェライトである。パーライトやセメンタイトは強度‐靭性バランスの観点から好ましくない。
Here, examples of the low temperature transformation phase include bainite, martensite, bainitic ferrite (synonymous with acicular ferrite), and the like. The remaining structure excluding the residual γ phase and the low temperature transformation phase is mainly ferrite . Pearlite and cementite are not preferable from the viewpoint of balance between strength and toughness.
次に、本発明では、本発明に規定される組成および組織が達成されさえすれば、製造方法に特段の限定はないが、生産性などの面で良好な製造方法について説明する。 Next, in the present invention, as long as the composition and structure defined in the present invention are achieved, the manufacturing method is not particularly limited, but a manufacturing method that is favorable in terms of productivity and the like will be described.
上記した組成の溶鋼を、転炉、電気炉など公知の溶製方法にて溶製し、連続鋳造法、造塊法等の公知の鋳造方法によりビレット等の鋼管素材とすることが好ましい。なお、連続鋳造法等によりスラブとし、該スラブを圧延によりビレットとしてもよい。 It is preferable that the molten steel having the above composition is melted by a known melting method such as a converter or an electric furnace to form a steel pipe material such as a billet by a known casting method such as a continuous casting method or an ingot forming method. Note that a slab may be formed by a continuous casting method or the like, and the slab may be formed into a billet by rolling.
また、介在物低減の観点から、製鋼‐鋳造時に介在物の浮上処理や凝集抑制などの低減対策をとることが好ましい。また、連続鋳造時の鍛圧や均熱保持炉での加熱処理により、中心偏析の低減をはかってもよい。 Further, from the viewpoint of reducing inclusions, it is preferable to take reduction measures such as floatation of inclusions and suppression of aggregation during steelmaking-casting. Further, the center segregation may be reduced by forging pressure during continuous casting or heat treatment in a soaking furnace.
次いで、得られた鋼管素材を加熱し、通常のマンネスマン‐プラグミル方式、あるいはマンネスマン‐マンドレルミル方式の製造工程を用いて熱間加工造管して、所望の寸法の継目無鋼管とする。 Next, the obtained steel pipe material is heated and hot-worked and formed using a normal Mannesmann-plug mill method or Mannesmann-Mandrel mill manufacturing process to obtain a seamless steel pipe having a desired size.
本発明に係る組成になる低炭素低合金鋼では、圧延ままで十分な残留γ相を得ることは困難であり、またQ/T処理でも得られない。 In the low carbon low alloy steel having the composition according to the present invention, it is difficult to obtain a sufficient residual γ phase as it is rolled, and it cannot be obtained by Q / T treatment.
残留γ相を得る方法としては、圧延後の冷却時もしくはノルマ熱処理の冷却時に、(α/γ)二相域への急冷と、二相域内での徐冷もしくは保持によるCのγ相への濃化後、さらに急冷を行う制御冷却を施す方法がある。 As a method for obtaining the residual γ phase, at the time of cooling after rolling or normal heat treatment, (α / γ) rapid cooling to the two-phase region and slow cooling or holding in the two-phase region to C to the γ phase. There is a method of performing controlled cooling in which rapid cooling is performed after concentration.
また、より簡単に残留γ相を形成させる方法としては、ノルマ熱処理時の加熱温度を(α/γ)二相域とし、γ相に十分にCやMn、Ni等のγ安定化成分を濃化させ、これを急冷する方法が挙げられる。この方法では、相分率の制御もしやすく、強度や特性の管理上好ましい。 A simpler method of forming a residual γ phase is to use a heating temperature during normal heat treatment in an (α / γ) two-phase region, and a γ stabilizing component such as C, Mn, or Ni is sufficiently concentrated in the γ phase. And a method of rapidly cooling it. This method is preferable in terms of strength and property management because the phase fraction can be easily controlled.
もちろん、これらの好適処理の前に、通常のノルマ熱処理を行って材質特性の均質化や組織の微細化をはかっても、好適処理の残留γ相形成効果は変わらない。 Of course, even if normal normal heat treatment is performed before these suitable treatments to make the material characteristics uniform and the structure refined, the residual γ phase formation effect of the preferred treatments does not change.
また、二相域加熱の前処理としてQ処理を施すことにより、二相域加熱時の組織を微細化かつ均質化させることも、特性上好ましい。 It is also preferable in terms of characteristics to make the structure during two-phase region heating finer and homogenized by performing Q treatment as a pretreatment for two-phase region heating.
表1に示す組成の鋼を真空溶解にて100kg鋼塊に鋳造し、熱間圧延にてビレットとし、モデルシームレス圧延機により熱間加工して造管し、外径4in(101.6mm)、肉厚0.262in(6.65mm)の継目無鋼管とした。 Steel of the composition shown in Table 1 is cast into a 100 kg steel ingot by vacuum melting, made into a billet by hot rolling, hot-worked by a model seamless rolling mill, piped, outer diameter 4 in (101.6 mm), A seamless steel pipe having a wall thickness of 0.262 in (6.65 mm) was obtained.

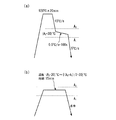
これらの鋼管に残留γ相を形成させるための熱処理を施した。この熱処理のヒートパターンは、図1に示す(a)制御冷却パターンまたは(b)二相域熱処理パターンであり、モデル冷却装置にてシミュレーションした。一部のサンプルにはこれら熱処理の前に、940℃×15min加熱後、5℃/s以上の冷却速度で冷却する前処理を施した。このときA1およびA3は以下の簡易実験式により得られる値を用いた。 These steel pipes were subjected to heat treatment for forming a residual γ phase. The heat pattern of this heat treatment is (a) a control cooling pattern or (b) a two-phase region heat treatment pattern shown in FIG. 1 and was simulated by a model cooling device. Some samples were subjected to pretreatment before heating at 940 ° C. for 15 minutes and then cooling at a cooling rate of 5 ° C./s or higher. At this time, A 1 and A 3 were values obtained by the following simple empirical formula.
A3(℃)=910−230×√(%C)+44.7×(%Si)−30×(%Mn)−15.2×(%Ni)−20×(%Cu)−11×(%Cr)+31.5×(%Mo)+104×(%V)+700×(%P)+400×(%Al)+400×(%Ti)
A1(℃)=723+29.1×(%Si)−10.7×(%Mn)−16.9×(%Ni)+16.9×(%Cr)
また、これらの鋼管の一部には次のノルマ処理またはQ/T処理の熱処理を行った。
ノルマ処理:890℃×20min加熱後空冷
Q/T処理:920℃×20min加熱後水冷→430〜530℃×30min焼戻し
各熱処理後の鋼管について、残留γ相分率をX線回折強度比にて定量し、光学顕微鏡およびSEM(走査型電子顕微鏡)観察により組織形態を調査し、さらに引張特性、拡管性を調査した。
A 3 (° C.) = 910−230 × √ (% C) + 44.7 × (% Si) −30 × (% Mn) −15.2 × (% Ni) −20 × (% Cu) −11 × ( % Cr) + 31.5 × (% Mo) + 104 × (% V) + 700 × (% P) + 400 × (% Al) + 400 × (% Ti)
A1 (° C.) = 723 + 29.1 × (% Si) −10.7 × (% Mn) −16.9 × (% Ni) + 16.9 × (% Cr)
Further, some of these steel pipes were subjected to the following normalization treatment or Q / T treatment.
Normalization: 890 ° C. × 20 min after heating and air cooling Q / T treatment: 920 ° C. × 20 min after heating, water cooling → 430-530 ° C. × 30 min tempering For each steel tube after each heat treatment, the residual γ phase fraction is determined by the X-ray diffraction intensity ratio. The structure was quantified, and the morphology of the structure was examined by observation with an optical microscope and SEM (scanning electron microscope), and further, the tensile properties and tube expandability were investigated.
ここで、引張試験はJIS Z 2241に規定された引張試験方法に準じて試験し、試験片はJIS Z 2201に規定されたJIS 12B号試験片を用いた。 Here, the tensile test was performed according to the tensile test method specified in JIS Z 2241, and the test piece used was a JIS No. 12B test piece specified in JIS Z 2201.
拡管性は、拡管時に不均一変形を生じないで拡管可能な拡管率(限界拡管率)で評価し、具体的には拡管後の偏肉率が拡管前の偏肉率+5%を超えない拡管率とした。偏肉率は管の横断面につき、それぞれ22.5°間隔の16箇所を超音波肉厚計で測定して求めた。 Expandability is evaluated by the tube expansion rate that can be expanded without causing uneven deformation during tube expansion (limit tube expansion rate). Specifically, the tube expansion rate after tube expansion does not exceed the wall thickness rate before tube expansion + 5%. Rate. The thickness deviation rate was determined by measuring the 16 cross-sections at 22.5 ° intervals with an ultrasonic wall thickness meter.
拡管試験は、図2に示すように、鋼管1内に鋼管1の拡管前内径D0よりも大きい種々の最大外径D1をもつプラグ2を装入してプラグ引き抜き方向3に機械的に引き抜くことで鋼管径が押拡げられる押拡げ加工方法により行い、拡管前後の平均内径より拡管率を求めた。
In the pipe expansion test, as shown in FIG. 2, a
これらの調査結果を表2に示す。なお、表2の引張特性において、YSは降伏強さ、TSは引張強さ、YRは降伏比(=YS/TS(×100%))、u-Elは均一伸び、Elは全伸びである。表2より、本発明によれば、限界拡管率が45%以上になる優れた拡管性が得られ、かつYRが65%以下の拡管負荷の小さい鋼管が得られることがわかる。 Table 2 shows the results of these investigations. In the tensile properties shown in Table 2, YS is the yield strength, TS is the tensile strength, YR is the yield ratio (= YS / TS (× 100%)), u-El is the uniform elongation, and El is the total elongation. . From Table 2, it can be seen that according to the present invention, an excellent tube expandability with a limit tube expansion rate of 45% or more is obtained, and a steel tube with a small tube expansion load with a YR of 65% or less is obtained.
本発明は、油井(ガス井も含む)の掘削に利用することができる。 The present invention can be used for excavation of oil wells (including gas wells).
1 鋼管
2 プラグ
3 プラグ引き抜き方向
1
Claims (2)
C:0.05〜0.30%、
Si:0.2〜2%、
Mn:0.7〜4.0%、
P:0.03%以下、
S:0.015%以下、
N:0.007%以下、
O:0.005%以下
を含有し、残部Feおよび不可避的不純物からなり、組織中に相分率5体積%以上の残留γ相を有し、残部が低温変態相とフェライトからなることを特徴とする拡管性に優れる油井用継目無鋼管。 The composition is mass%,
C: 0.05 to 0.30%
Si: 0.2-2%
Mn: 0.7 to 4.0%,
P: 0.03% or less,
S: 0.015% or less,
N: 0.007% or less,
O: 0.005% or less, and a balance of Fe and unavoidable impurities, have a phase fraction 5 vol% or more of residual γ phase in the structure, the balance of Rukoto such a low-temperature transformation phase and the ferrite A seamless steel pipe for oil wells with excellent pipe expandability.
Al:0.06%以下、
Cr:0.05〜1%、
Ni:0.05〜2%、
Cu:0.05〜1%、
Nb:0.005〜0.2%、
V:0.005〜0.2%、
Ti:0.005〜0.2%、
Mo:0.05〜0.5%、
B:0.0005〜0.0035%、
Ca:0.001〜0.005%
のうち1種または2種以上を含有することを特徴とする請求項1記載の拡管性に優れる油井用継目無鋼管。 In addition to the above composition,
Al: 0.06% or less,
Cr: 0.05 to 1%,
Ni: 0.05-2%,
Cu: 0.05 to 1%,
Nb: 0.005 to 0.2%,
V: 0.005 to 0.2%,
Ti: 0.005 to 0.2%,
Mo: 0.05-0.5%
B: 0.0005 to 0.0035%,
Ca: 0.001 to 0.005%
1 or 2 types or more are contained, The seamless steel pipe for oil wells which is excellent in pipe expandability of Claim 1 characterized by the above-mentioned.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004187127A JP4367259B2 (en) | 2004-06-25 | 2004-06-25 | Seamless steel pipe for oil wells with excellent pipe expandability |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004187127A JP4367259B2 (en) | 2004-06-25 | 2004-06-25 | Seamless steel pipe for oil wells with excellent pipe expandability |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2006009078A JP2006009078A (en) | 2006-01-12 |
| JP4367259B2 true JP4367259B2 (en) | 2009-11-18 |
Family
ID=35776642
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004187127A Expired - Lifetime JP4367259B2 (en) | 2004-06-25 | 2004-06-25 | Seamless steel pipe for oil wells with excellent pipe expandability |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4367259B2 (en) |
Families Citing this family (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4254909B2 (en) | 2007-03-30 | 2009-04-15 | 住友金属工業株式会社 | Oil well pipe for pipe expansion in a well and its manufacturing method |
| JP2008291322A (en) * | 2007-05-25 | 2008-12-04 | Jfe Steel Kk | Oil well steel pipe excellent in pipe expandability and manufacturing method thereof |
| JP5211552B2 (en) * | 2007-05-31 | 2013-06-12 | Jfeスチール株式会社 | Stainless steel pipe for oil well with excellent pipe expandability and method for producing the same |
| EP2221392B1 (en) * | 2007-10-30 | 2019-10-23 | Nippon Steel Corporation | Steel pile having excellent enlarging properties, and method for production thereof |
| JP5061887B2 (en) * | 2007-12-26 | 2012-10-31 | Jfeスチール株式会社 | Oil well steel pipe excellent in pipe expandability and manufacturing method thereof |
| JP5211708B2 (en) * | 2008-01-17 | 2013-06-12 | Jfeスチール株式会社 | Stainless steel pipe for oil well with excellent pipe expandability and method for producing the same |
| JP5399635B2 (en) * | 2008-01-25 | 2014-01-29 | Jfeスチール株式会社 | Stainless steel pipe for oil well with excellent pipe expandability and method for producing the same |
| JP5487543B2 (en) * | 2008-01-25 | 2014-05-07 | Jfeスチール株式会社 | Oil well steel pipe with excellent pipe expansion |
| JP5493975B2 (en) * | 2010-02-18 | 2014-05-14 | Jfeスチール株式会社 | Manufacturing method of steel pipe for oil well with excellent pipe expandability |
| CN103060686B (en) * | 2012-12-27 | 2015-04-15 | 江苏长强钢铁有限公司 | Steel and seamless steel pipes used for high-performance N80 grade non-modulated oil casing, and a manufacturing method thereof |
| CN103469080B (en) * | 2013-09-06 | 2016-03-02 | 鞍钢股份有限公司 | Manufacturing method of 80ksi steel-grade oil well pipe |
| CN111471926B (en) * | 2020-04-09 | 2021-06-15 | 烟台大学 | A kind of pipe joint and preparation method thereof |
| CN114855072A (en) * | 2022-03-11 | 2022-08-05 | 包头钢铁(集团)有限责任公司 | Manufacturing method of hot-rolled seamless steel tube for rare earth microalloying machining |
-
2004
- 2004-06-25 JP JP2004187127A patent/JP4367259B2/en not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| JP2006009078A (en) | 2006-01-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8512487B2 (en) | Seamless expandable oil country tubular goods and manufacturing method thereof | |
| JP5387799B1 (en) | Manufacturing method of high strength steel with excellent resistance to sulfide stress cracking | |
| JP6107437B2 (en) | Manufacturing method of low-alloy high-strength seamless steel pipe for oil wells with excellent resistance to sulfide stress corrosion cracking | |
| JP6677310B2 (en) | Steel materials and steel pipes for oil wells | |
| JP4575996B2 (en) | Steel pipe with excellent deformation characteristics and method for producing the same | |
| JP4609138B2 (en) | Manufacturing method of oil well pipe steel excellent in sulfide stress cracking resistance and oil well seamless steel pipe | |
| JP5333700B1 (en) | Low alloy oil well pipe steel with excellent resistance to sulfide stress cracking and method for producing low alloy oil well pipe steel | |
| JP6369547B2 (en) | Low alloy oil well steel pipe | |
| JP6146542B2 (en) | Steel pipe for thick oil well and manufacturing method thereof | |
| JP6103156B2 (en) | Low alloy oil well steel pipe | |
| JP6468301B2 (en) | Material for steel pipe for high strength oil well and method for producing steel pipe for high strength oil well using the material | |
| JPWO2005080621A1 (en) | Steel plate or steel pipe with small expression of bauschinger effect and method for producing the same | |
| JP4513496B2 (en) | Seamless oil well steel pipe for pipe expansion and manufacturing method thereof | |
| JP4367259B2 (en) | Seamless steel pipe for oil wells with excellent pipe expandability | |
| JP4949541B2 (en) | Duplex oil well steel pipe and method for producing the same | |
| CN107614730A (en) | Line-pipes steel pipe and its manufacture method | |
| JP3959667B2 (en) | Manufacturing method of high strength steel pipe | |
| EP1892309B1 (en) | Oil well pipe for expandable-tube use excellent in toughness after pipe expansion and process for producing the same | |
| JP4288441B2 (en) | High-strength seamless steel pipe excellent in toughness, ductility, and weldability and method for producing the same | |
| JP2019065343A (en) | Steel pipe for oil well and manufacturing method therefor | |
| JP2021161438A (en) | Seamless steel pipe | |
| WO2016052271A1 (en) | Steel material, and oil-well steel pipe for expansion | |
| JP3589066B2 (en) | Manufacturing method of high strength and high toughness seamless steel pipe | |
| JP5493975B2 (en) | Manufacturing method of steel pipe for oil well with excellent pipe expandability | |
| JPH05255749A (en) | Production of seamless steel tube having high strength and high toughness and excellent in ssc resistance |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070426 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090428 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090526 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090714 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090804 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090817 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4367259 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120904 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120904 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130904 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |