JP4367117B2 - Hollow blend fiber with excellent light weight - Google Patents
Hollow blend fiber with excellent light weight Download PDFInfo
- Publication number
- JP4367117B2 JP4367117B2 JP2003408673A JP2003408673A JP4367117B2 JP 4367117 B2 JP4367117 B2 JP 4367117B2 JP 2003408673 A JP2003408673 A JP 2003408673A JP 2003408673 A JP2003408673 A JP 2003408673A JP 4367117 B2 JP4367117 B2 JP 4367117B2
- Authority
- JP
- Japan
- Prior art keywords
- component
- fiber
- hollow
- polymer
- yarn
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images

Description
本発明は軽量性に優れた中空ブレンド繊維に関する。さらに詳しくは、強度などの繊維物性、軽量性及び遮光性にも非常に優れた中空ブレンド繊維に関する。 The present invention relates to a hollow blend fiber excellent in lightness. More specifically, the present invention relates to a hollow blend fiber that is very excellent in fiber physical properties such as strength, lightness, and light shielding properties.
近年、合成繊維の技術開発はめざましい発展を遂げ、様々な新機能を備えた繊維が開発されており、その中でも「軽量性」を謳った繊維の開発については、高齢化に伴う軽量衣料の拡大、アウトドアスポーツの人気・定着による軽量あるいは保温衣料の拡大、省エネルギー化に伴う車両内装材の軽量化などの面から注目されている。 In recent years, technical development of synthetic fibers has made remarkable development, have been developed fiber with a variety of new features, the development of fiber that claim a "lightweight" Among them is, of lightweight clothing associated with high aging population It is attracting attention in terms of expansion, the popularity of outdoor sports and the expansion of lightweight or warm clothing, and the reduction of vehicle interior materials due to energy savings.
例えば、ポリアミドにポリオレフィンを添加したブレンド複合繊維が提案されている(特許文献1参照)。該複合繊維においては、ブレンド複合繊維中における比重の軽いポリオレフィンの比率を1〜50質量%添加せしめ、比重1.13のポリアミドとの質量分率を制御して、複合繊維の見かけ比重を1.03〜1.13となすことで確かに軽量性に優れた繊維であるものの、該技術はふかせ釣り用釣糸が主目的であり、繊維比重を1.03〜1.13の特定範囲に永続的に維持する必要があることから、ポリオレフィンとポリアミドの界面は剥離させない繊維であった。 For example, a blended composite fiber in which polyolefin is added to polyamide has been proposed (see Patent Document 1). In the composite fiber, the ratio of the polyolefin having a light specific gravity in the blended composite fiber is added in an amount of 1 to 50% by mass, and the mass fraction with the polyamide having a specific gravity of 1.13 is controlled, so that the apparent specific gravity of the composite fiber is 1. Although it is a fiber that is excellent in lightness by setting it to 03 to 1.13, the technique is mainly used for fishing fishing lines, and the fiber specific gravity is permanently maintained in a specific range of 1.03 to 1.13. Therefore, the interface between the polyolefin and the polyamide was a fiber that was not peeled off.
また、熱可塑性重合体からなる多孔状の中空繊維が提案されている(特許文献2参照)。該中空繊維は芯成分に水溶性重合体を配置した複合繊維から芯成分を溶脱することで得られ確かに軽量性に優れるものの、軽量性を更に向上させる、すなわち比重を更に小さくするためには中空部を多数かつ大きくせしめることが必要となることから、ポリマの吐出孔設計や芯鞘複合紡糸の条件設定あるいは原糸中の芯鞘(または海島)の配列が複雑化し技術的な汎用性に乏しく、結果的に軽量性の向上は限界があった。 Moreover, the porous hollow fiber which consists of a thermoplastic polymer is proposed (refer patent document 2). The hollow fiber is obtained by leaching the core component from the composite fiber in which a water-soluble polymer is disposed in the core component, and is certainly excellent in light weight, but in order to further improve the light weight, that is, to further reduce the specific gravity. Since it is necessary to increase the number of hollow parts, the design of the polymer discharge holes, the core-sheath composite spinning conditions, and the arrangement of the core-sheath (or sea island) in the raw yarn have become complicated and technically versatile. As a result, there was a limit to the improvement in lightness.
また、ポリエステル樹脂と分子量6〜17万のスチレン・マレイミド樹脂からなる軽量ポリエステル繊維が提案されている(特許文献3参照)。該軽量ポリエステル繊維は、ポリエステル樹脂とスチレン・マレイミド樹脂が剥離することで多数の微細空洞部を有した繊維であるが、元来マレイミド構造を有するポリマは黄味を有する傾向にあり、衣料用途に適用するには用途が限られるものであったし、スチレン・マレイミド樹脂はポリエステル樹脂と臨界表面張力値の差が10dyne/cm未満であり樹脂同士の接着性が良く、軽量化のための微細空洞の発現には非常に高い延伸張力を必要とし、結果的に延伸工程での断糸が発生しやすく、操業性や糸物性が劣るものであった。また、該軽量ポリエステル繊維を製造するに際し微細空洞は延伸を行う際に発現するとしているが、該空洞を発現させるための延伸に関する具体的な技術的指針は示されておらず、実施例に記載されている延伸機のローラを85℃にする方法のみでは微細空洞の発現は達成し得ないものであった。
本発明の課題は、上記従来技術の問題点を解消し、軽量性に非常に優れ、また強度などの繊維物性あるいは遮光性にも優れた中空ブレンド繊維を提供することにある。 An object of the present invention is to provide a hollow blend fiber that solves the above-mentioned problems of the prior art, is extremely excellent in lightness, and has excellent fiber physical properties such as strength or light shielding properties.
本発明は、軽量性に優れた繊維に関し、様々な衣料材料、あるいは産業資材用として有用な、強度などの繊維物性や遮光性にも優れた中空ブレンド繊維を得るために鋭意検討を重ね、その中で特定の物質を含有させた特定の繊維構造および繊維物性となすことにより従来技術の欠点を解消でき、かつ従来技術では達成しえなかった更なるメリットをも付与しうることを見いだし、本発明に到達したものである。 The present invention relates to a fiber having excellent lightness, and has been intensively studied to obtain a hollow blend fiber having excellent fiber physical properties such as strength and light shielding properties, which is useful for various clothing materials or industrial materials. It has been found that a specific fiber structure and physical properties containing a specific substance can eliminate the disadvantages of the prior art and can provide further advantages that cannot be achieved with the prior art. The invention has been reached.
すなわち本発明は、繊維形成能を有する成分Aと熱可塑性ポリマである成分Bとからなるブレンド繊維において、成分Aの臨界表面張力γcAと成分Bの臨界表面張力γcBの関係がγcA−γcB≧10dyne/cmであり、成分Bのガラス転移温度(Tgb)が成分Aのガラス転移温度(Tga)より5℃以上高くかつ130℃以上であり、繊維単糸横断面において成分Aが海、成分Bが島を形成し、さらに成分Aと成分Bとの複合界面の少なくとも一部分に空隙を有し、かつ繊維軸方向に連通した中空部を有することを特徴とする軽量性に優れた中空ブレンド繊維を提供するものである。 That is, according to the present invention, in the blended fiber composed of the component A having fiber forming ability and the component B which is a thermoplastic polymer, the relationship between the critical surface tension γ cA of the component A and the critical surface tension γ cB of the component B is γ cA −. γ cB ≧ 10 dyne / cm, the glass transition temperature (Tgb) of component B is 5 ° C. or higher and 130 ° C. or higher than the glass transition temperature (Tga) of component A, and component A The hollow having excellent light weight, characterized in that the component B forms an island, and further has a void in at least a part of the composite interface between the component A and the component B, and has a hollow portion communicating in the fiber axis direction. A blended fiber is provided.
本発明により得られる中空ブレンド繊維は、繊維中に空隙と繊維軸方向に連通した中空部を有していることから、軽量性や遮光性に優れているため非常に好ましい。また繊維物性においても、繊維強度が3.5cN/dtex以上になしうる、あるいは繊維の見かけ比重が1.2以下となしうることから、繊維製品として白衣等のユニフォーム衣料、下着、Tシャツ、ワイシャツ、水着、婦人衣料、紳士衣料などの他、幼児あるいは年配者用軽量衣料として好適に用いられるのはもとより、スポーツ用衣料、例えばゴルフウェア、ゲートボール、野球、テニス、サッカー、卓球、バレーボール、バスケットボール、ラグビー、アメリカンフットボール、ホッケー、陸上競技、トライアスロン、スピードスケート、アイスホッケーなどのウェアやユニフォーム、あるいはアウトドアスポーツ用途、例えば靴、鞄、サポーター、靴下、登山木としても好適に用いることができる。さらには産業用資材としても、特に省エネルギー化に伴う軽量化が求められる自動車、船舶、航空機、鉄道などのカーペットや壁材などの車両内装材、他にもロープ、テント、カーテン、ブラインド、あるいは各種運搬に用いられるような梱包材など軽量性や遮光性を必要とされる資材にも好適に用いられる。 The hollow blended fiber obtained by the present invention has a hollow portion in the fiber that communicates with the gap in the fiber axis direction, and thus is very preferable because it is excellent in light weight and light shielding properties. In addition, in terms of fiber properties, the fiber strength can be 3.5 cN / dtex or more, or the apparent specific gravity of the fiber can be 1.2 or less. As a textile product, uniform clothing such as lab coats, underwear, T-shirts, In addition to shirts, swimwear, women's clothing, men's clothing, etc., as well as lightweight clothing for infants or the elderly, sports clothing such as golf wear, gateball, baseball, tennis, soccer, table tennis, volleyball, basketball , Rugby, American football, hockey, athletics, triathlon, speed skating, ice hockey and other clothing and uniforms, or outdoor sports applications such as shoes, bags, supporters, socks and climbing trees. Furthermore, as industrial materials, car interior materials such as carpets and wall materials for automobiles, ships, airplanes, railways, etc. that are particularly required to be lightened due to energy saving, as well as ropes, tents, curtains, blinds, or various types It is also suitably used for materials that require lightness and light shielding properties such as packing materials used for transportation.
本発明の中空ブレンド繊維を形成する成分Aは繊維形成能を有する。本発明における繊維とは細く長い形状を指し、一般的に言われる長繊維(フィラメント)であっても短繊維(ステープル)であってもよく、あるいは電気植毛加工などに用いられる非常に短い、通常10mm以下の長さの繊維であってもよく、これらの繊維形状となしうるポリマであれば繊維形成能を有すると認められる。 Component A forming the hollow blend fiber of the present invention has fiber forming ability. The fiber in the present invention refers to a thin and long shape and may be a long fiber (filament) or a short fiber (staple) generally referred to, or a very short, usually used for electric flocking, etc. may be a fiber length of less than 10 mm, Ru recognized as having a fiber forming ability as long as the polymer which can without these fiber form.
本発明で使用される中空ブレンド繊維を形成する成分Aは、繊維形成能を有するポリマであり、汎用的に用いられるポリマとしては、例えば、ポリエステル系ポリマ、ポリアミド系ポリマ、ポリイミド系ポリマ、ポリオレフィン系ポリマやその他ビニル基の重合により形成されるポリビニル系ポリマ、フッ素系ポリマ、セルロース系ポリマ、シリコーン系ポリマ、エラストマーおよびその他多種多様なエンジニアリングプラスチックなどを挙げることができる。 Component A forming the hollow blend fiber used in the present invention is a polymer having fiber-forming ability, and examples of polymers used for general purposes include polyester-based polymers, polyamide-based polymers, polyimide-based polymers, and polyolefin-based polymers. Examples thereof include polyvinyl polymers, fluorine polymers, cellulose polymers, silicone polymers, elastomers, and various other engineering plastics formed by polymerization of polymers and other vinyl groups.
より具体的には、例えば、ビニル基を有したモノマーが、ラジカル重合、アニオン重合、カチオン重合などの付加重合反応によりポリマが生成する機構により合成されるポリオレフィン系ポリマやその他のポリビニル系ポリマとしては、ポリエチレン、ポリプロピレン、ポリブチレン、ポリメチルペンテン、ポリスチレン、ポリアクリル酸、ポリメタクリル酸、ポリメタクリル酸メチル、ポリアクリロニトリル、ポリテトラフルオロエチレン、ポリフッ化ビニリデン、ポリ塩化ビニリデン、ポリシアン化ビニリデン、などが挙げられるが、これらは例えばポリエチレンのみ、あるいはポリプロピレンのみのように単独重合によるポリマであっても良いし、あるいは複数のモノマー共存下に重合反応を行うことで形成される共重合ポリマであっても良く、例えばスチレンとメチルメタクリレート存在下での重合を行うとポリ(スチレン−メタクリレート)という共重合したポリマが生成するが、このような共重合体であるポリマであっても良い。 More specifically, for example, as a polyolefin polymer synthesized by a mechanism in which a monomer having a vinyl group is generated by an addition polymerization reaction such as radical polymerization, anion polymerization, and cationic polymerization, and other polyvinyl polymers, , Polyethylene, polypropylene, polybutylene, polymethylpentene, polystyrene, polyacrylic acid, polymethacrylic acid, polymethyl methacrylate, polyacrylonitrile, polytetrafluoroethylene, polyvinylidene fluoride, polyvinylidene chloride, vinylidene polycyanide, etc. However, these may be polymers obtained by homopolymerization, such as polyethylene alone or polypropylene alone, or copolymer polymers formed by conducting a polymerization reaction in the presence of a plurality of monomers. Is good, for example, styrene and Doing polymerization in methyl methacrylate presence poly - but polymers copolymerized as (styrene methacrylate) is produced, it may be a polymer which is such a copolymer.
また、成分Aとして、例えば、カルボン酸あるいはカルボン酸クロリドと、アミンの反応により形成されるポリアミド系ポリマを挙げることができ、具体的にはナイロン6、ナイロン7、ナイロン9、ナイロン11、ナイロン12、ナイロン6,6、ナイロン4,6、ナイロン6,9、ナイロン6,12、ナイロン5,7およびナイロン5,6などが挙げられるほか、本発明の主旨を損ねない範囲で他の芳香族、脂肪族、脂環族ジカルボン酸と芳香族、脂肪族、脂環族ジアミン成分が、あるいは芳香族、脂肪族、脂環族などの1つの化合物がカルボン酸とアミノ基を両方有したアミノカルボン酸化合物が単独で用いられていてもよく、あるいは第3、第4の共重合成分が共重合されているポリアミド系ポリマであっても良い。 Examples of component A include polyamide polymers formed by the reaction of carboxylic acids or carboxylic acid chlorides with amines. Specifically, nylon 6, nylon 7, nylon 9, nylon 11, nylon 12 can be mentioned. Nylon 6,6, Nylon 4,6, Nylon 6,9, Nylon 6,12, Nylon 5,7, Nylon 5,6 and the like, and other aromatics within a range not impairing the gist of the present invention, Aminocarboxylic acid in which aliphatic, alicyclic dicarboxylic acid and aromatic, aliphatic, alicyclic diamine component, or one compound such as aromatic, aliphatic, alicyclic has both carboxylic acid and amino group The compound may be used alone, or may be a polyamide polymer in which the third and fourth copolymer components are copolymerized.
また、成分Aとして、例えば、カルボン酸とアルコールのエステル化反応により形成されるポリエステル系ポリマを挙げることができる。具体的には、本発明で用いられるポリエステル系ポリマとしては、例えばジカルボン酸化合物とジオール化合物のエステル結合から形成される重合体を挙げることができ、これらにかかるポリマとしては、ポリエチレンテレフタレート、ポリプロピレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレートおよびポリシクロヘキサンジメタノールテレフタレートなどが挙げられる。そして、ジカルボン酸化合物とジオール化合物のエステル結合から形成されるポリエステル系ポリマには、本発明の主旨を損ねない範囲で他の成分が共重合されていても良く、共重合成分のジカルボン酸化合物としては、例えば、テレフタル酸、イソフタル酸、ナフタレンジカルボン酸、ジフェニルジカルボン酸、アントラセンジカルボン酸、フェナントレンジカルボン酸、ジフェニルエーテルジカルボン酸、ジフェノキシエタンジカルボン酸、ジフェニルエタンジカルボン酸、アジピン酸、セバシン酸、1,4−シクロヘキサンジカルボン酸、5ーナトリウムスルホイソフタル酸、5−テトラブチルホスホニウムイソフタル酸、アゼライン酸、ドデカンジオン酸、ヘキサヒドロテレフタル酸、といった芳香族、脂肪族、脂環族ジカルボン酸およびそれらのアルキル、アルコキシ、アリル、アリール、アミノ、イミノ、ハロゲン化物などの誘導体、付加体、構造異性体および光学異性体を挙げることができ、これらジカルボン酸化合物のうち1種を単独で用いても良いし、または発明の主旨を損ねない範囲で2種以上を組み合わせて用いても良い。 Examples of component A include a polyester polymer formed by an esterification reaction of a carboxylic acid and an alcohol. Specifically, examples of the polyester-based polymer used in the present invention include a polymer formed from an ester bond of a dicarboxylic acid compound and a diol compound. Examples of such a polymer include polyethylene terephthalate and polypropylene terephthalate. , Polybutylene terephthalate, polyethylene naphthalate and polycyclohexanedimethanol terephthalate. The polyester polymer formed from the ester bond of the dicarboxylic acid compound and the diol compound may be copolymerized with other components as long as the gist of the present invention is not impaired. For example, terephthalic acid, isophthalic acid, naphthalene dicarboxylic acid, diphenyl dicarboxylic acid, anthracene dicarboxylic acid, phenanthrene dicarboxylic acid, diphenyl ether dicarboxylic acid, diphenoxyethanedicarboxylic acid, diphenylethanedicarboxylic acid, adipic acid, sebacic acid, 1,4 -Aromatic, aliphatic, and alicyclic dicarboxylic acids such as cyclohexanedicarboxylic acid, 5-sodium sulfoisophthalic acid, 5-tetrabutylphosphonium isophthalic acid, azelaic acid, dodecanedioic acid, hexahydroterephthalic acid And derivatives, adducts, structural isomers and optical isomers such as alkyl, alkoxy, allyl, aryl, amino, imino and halides, and one of these dicarboxylic acid compounds can be used alone. Alternatively, two or more kinds may be used in combination as long as the gist of the invention is not impaired.
また共重合成分として、例えばジオール化合物としては、エチレングリコール、プロピレングリコール、ブチレングリコール、ペンタンジオール、ヘキサンジオール、1,4−シクロヘキサンジメタノール、ネオペンチルグリコール、ハイドロキノン、レゾルシン、ジヒドロキシビフェニル、ナフタレンジオール、アントラセンジオール、フェナントレンジオール、2,2−ビス(4−ヒドロキシフェニル)プロパン、4,4´−ジヒドロキシジフェニルエーテル、ビスフェノールS、といった芳香族、脂肪族、脂環族ジオール化合物およびそれらのアルキル、アルコキシ、アリル、アリール、アミノ、イミノ、ハロゲン化物などの誘導体、付加体、構造異性体および光学異性体を挙げることができ、これらジオール化合物のうち1種を単独で用いても良いし、または発明の主旨を損ねない範囲で2種以上を組み合わせて用いても良い。 Examples of the copolymer component include diol compounds such as ethylene glycol, propylene glycol, butylene glycol, pentanediol, hexanediol, 1,4-cyclohexanedimethanol, neopentyl glycol, hydroquinone, resorcin, dihydroxybiphenyl, naphthalenediol, anthracene. Aromatic, aliphatic and alicyclic diol compounds such as diol, phenanthrenediol, 2,2-bis (4-hydroxyphenyl) propane, 4,4′-dihydroxydiphenyl ether, bisphenol S, and their alkyl, alkoxy, allyl, Derivatives, adducts, structural isomers, and optical isomers such as aryl, amino, imino, and halide can be listed. One of these diol compounds can be used alone. May be used, or in a range that does not impair the gist of the invention may be used in combinations or two or more kinds.
また共重合成分として、1つの化合物に水酸基とカルボン酸を具有する化合物、すなわちヒドロキシカルボン酸を挙げることができ、該ヒドロキシカルボン酸としては、例えば乳酸、3−ヒドロキシプロピオネート、3−ヒドロキシブチレート、3−ヒドロキシブチレートバリレート、ヒドロキシ安息香酸、ヒドロキシナフトエ酸、ヒドロキシアントラセンカルボン酸、ヒドロキシフェナントレンカルボン酸、(ヒドロキシフェニル)ビニルカルボン酸といった芳香族、脂肪族、脂環族ジオール化合物およびそれらのアルキル、アルコキシ、アリル、アリール、アミノ、イミノ、ハロゲン化物などの誘導体、付加体、構造異性体および光学異性体を挙げることができ、これらヒドロキシカルボン酸のうち1種を単独で用いても良いし、または発明の主旨を損ねない範囲で2種以上を組み合わせて用いても良い。 Examples of the copolymer component include a compound having a hydroxyl group and a carboxylic acid in one compound, that is, a hydroxycarboxylic acid. Examples of the hydroxycarboxylic acid include lactic acid, 3-hydroxypropionate, and 3-hydroxybutyrate. Aromatic, aliphatic and alicyclic diol compounds such as acrylate, 3-hydroxybutyrate valerate, hydroxybenzoic acid, hydroxynaphthoic acid, hydroxyanthracenecarboxylic acid, hydroxyphenanthrenecarboxylic acid, (hydroxyphenyl) vinylcarboxylic acid, and their Derivatives, adducts, structural isomers and optical isomers such as alkyl, alkoxy, allyl, aryl, amino, imino, and halide can be mentioned, and one of these hydroxycarboxylic acids may be used alone. Or It may be used in combination of two or more in a range that does not impair the Ming gist.
またポリエステル系ポリマとしては、芳香族、脂肪族、脂環族などの1つの化合物がカルボン酸と水酸基を両方有したヒドロキシカルボン酸化合物を主たる繰り返し単位とする重合体であっても良く、例えばこれらにかかる重合体としては、ポリ乳酸、ポリ(3−ヒドロキシプロピオネート)、ポリ(3−ヒドロキシブチレート)、ポリ(3−ヒドロキシブチレートバリレート)、といったポリ(ヒドロキシカルボン酸)を挙げることができ、その他にも、これらポリ(ヒドロキシカルボン酸)には、本発明の主旨を損ねない範囲で芳香族、脂肪族、脂環族ジカルボン酸、あるいは芳香族、脂肪族、脂環族ジオール成分が用いられていてもよく、あるいは複数種のヒドロキシカルボン酸が共重合されていても良い。 As the polyester-based polymer, an aromatic, aliphatic, it may be a polymer in which one compound is a hydroxycarboxylic acid compound having both a carboxylic acid and a hydroxyl group as the main repeating unit of an alicyclic, for example those Examples of the polymer include poly (hydroxycarboxylic acid) such as polylactic acid, poly (3-hydroxypropionate), poly (3-hydroxybutyrate), and poly (3-hydroxybutyrate valerate). In addition, these poly (hydroxycarboxylic acids) can be aromatic, aliphatic, alicyclic dicarboxylic acids, or aromatic, aliphatic, alicyclic diol components within the range not detracting from the gist of the present invention. May be used, or a plurality of hydroxycarboxylic acids may be copolymerized.
その他に本発明で用いられる繊維形成能を有する成分Aのポリマとしては、アルコールと炭酸誘導体のエステル交換反応により形成されるポリカーボネート系ポリマ、カルボン酸無水物とジアミンの環化重縮合により形成されるポリイミド系ポリマ、ジカルボン酸エステルとジアミンの反応により形成されるポリベンゾイミダゾール系ポリマや、そのほかにもポリスルホン系ポリマ、ポリエーテル系ポリマ、ポリフェニレンスルフィド系ポリマ、ポリエーテルエーテルケトン系ポリマ、ポリエーテルケトンケトン系ポリマなどの合成ポリマの他、セルロース系ポリマや、キチン、キトサンおよびそれらの誘導体など、天然高分子由来のポリマなども挙げられる。後述するように成分Aと成分Bは溶融状態で好ましいブレンド状態を形成することから、これら成分Aとして挙げられるポリマの中で、好ましいのは熱可塑性を有するポリマである。 In addition, the polymer of component A having fiber-forming ability used in the present invention is formed by a polycarbonate polymer formed by a transesterification reaction between an alcohol and a carbonic acid derivative, or a cyclized polycondensation of a carboxylic acid anhydride and a diamine. Polyimide polymers, polybenzimidazole polymers formed by the reaction of dicarboxylic acid esters and diamines, as well as polysulfone polymers, polyether polymers, polyphenylene sulfide polymers, polyether ether ketone polymers, polyether ketone ketone In addition to synthetic polymers such as polymer polymers, cellulose polymers and polymers derived from natural polymers such as chitin, chitosan, and derivatives thereof are also included. As will be described later, since the component A and the component B form a preferable blended state in a molten state, among the polymers mentioned as the component A, a polymer having thermoplasticity is preferable.
これら繊維形成能を有するポリマの中で成分Aについては、後述するように成分Bと非常に大きなガラス転移温度差(Tgb−Tga)を有することで、成分Aと成分Bとの界面に大きな空隙を生成しやすく好ましい、あるいは繊維形成時の紡糸性あるいは延伸性に優れるという点でポリオレフィン系ポリマが好ましい。これらポリオレフィン系ポリマのうち、ポリエチレン、ポリプロピレン、あるいはポリブチレンといった側鎖のないもしくは側鎖長の小さなポリオレフィン系ポリマは成分Bとのガラス転移温度差が大きく設計できるという点でより好ましい。なおここで言うガラス転移温度Tgは、後述するB.の方法で測定される。 Among these polymers having fiber-forming ability, component A has a very large glass transition temperature difference (Tgb-Tga) as described later, so that a large gap is formed at the interface between component A and component B. Polyolefin polymers are preferred because they are easy to produce, or are excellent in spinnability or stretchability during fiber formation. Among these polyolefin polymers, a polyolefin polymer having no side chain or having a small side chain length, such as polyethylene, polypropylene, or polybutylene, is more preferable because it can be designed to have a large glass transition temperature difference from Component B. The glass transition temperature Tg referred to here is B.B. It is measured by the method.
また同様に、これら繊維形成能を有するポリマの中で成分Aについては、後述するように臨界表面張力γcAが大きく、かつ延伸時の張力が小さく、延伸時に成分Bとの界面に空隙が発現しやすく好ましいという点で、成分Aとしてはポリエステル系ポリマまたはポリアミド系ポリマが好ましく、延伸時により軽量性を高めうることからポリエステル系ポリマがより好ましい。そしてこれらポリエステル系ポリマのうち、主たる繰り返し単位がエチレンテレフタレート、プロピレンテレフタレート、ブチレンテレフタレート、あるいは乳酸であるポリエステル系ポリマが好ましく、融点が高く耐熱性に優れることから主たる繰り返し単位がエチレンテレフタレートであるポリエステル系ポリマがより好ましい。なお、これらナイロン6などのポリアミド系ポリマあるいはポリエチレンテレフタレートやポリプロピレンテレフタレート、ポリブチレンテレフタレートなどのポリエステル系ポリマは、後述するC.の方法において共に臨界表面張力γcAが約43dyne/cm程度であるが、より臨界表面張力を高くしうる共重合成分、例えばスルホイソフタル酸塩や、リン酸塩などを共重合させた共重合ポリエステルなどでは43dyne/cmよりも大きな臨界表面張力γcをとりうるため好ましい。 Similarly, among these polymers having fiber-forming ability, component A has a large critical surface tension γ cA and a low tension during stretching as described later, and voids appear at the interface with component B during stretching. From the standpoint of ease of treatment, component A is preferably a polyester-based polymer or a polyamide-based polymer, and a polyester-based polymer is more preferable because it can improve lightness during stretching. Of these polyester polymers, a polyester polymer in which the main repeating unit is ethylene terephthalate, propylene terephthalate, butylene terephthalate, or lactic acid is preferable, and since the melting point is high and heat resistance is excellent, the polyester system in which the main repeating unit is ethylene terephthalate. A polymer is more preferred. Polyamide polymers such as nylon 6 and polyester polymers such as polyethylene terephthalate, polypropylene terephthalate, and polybutylene terephthalate are described later in C.I. In both methods, the copolymer has a critical surface tension γ cA of about 43 dyne / cm, but a copolymerized component such as sulfoisophthalate or phosphate that can increase the critical surface tension. Is preferable because a critical surface tension γ c larger than 43 dyne / cm can be obtained.
そして本発明の成分Aの臨界表面張力γcAについては、成分Aと成分Bとの界面剥離がより効率的に発現するという点で、また後述する成分Aと成分Bとの臨界表面張力の関係γcA−γcBが大きい値ほど界面剥離において好ましいことから、γcAの値は35dyne/cm以上であることが好ましく、38dyne/cm以上であることがより好ましく、40dyne/cm以上であることが特に好ましい。 Regarding the critical surface tension γ cA of the component A of the present invention, the relationship between the critical surface tensions of the component A and the component B, which will be described later, is that the interfacial peeling between the component A and the component B is more efficiently expressed. Since a larger value of γ cA −γ cB is preferable for interfacial peeling, the value of γ cA is preferably 35 dyne / cm or more, more preferably 38 dyne / cm or more, and 40 dyne / cm or more. Particularly preferred.
本発明の成分Aとして好ましいとされるポリエステル系ポリマの粘度については、通常合成繊維に供する固有粘度(以下IVと称することがある)のポリエステル系ポリマを使用することが出来る。例えばポリエチレンテレフタレートであれば、IVは0.4〜1.5であることが好ましく、0.5〜1.3であることがより好ましい。また、ポリプロピレンテレフタレートであれば、IVは0.7〜2.0であることが好ましく、0.8〜1.8であることがより好ましい。あるいは、ポリブチレンテレフタレートであれば、IVは0.6〜1.5であることが好ましく、0.7〜1.4であることがより好ましい。また本発明に用いるポリエステルで、その粘度をIVにて評価しないものとして、例えばポリ乳酸等を挙げることができるが、これらはIVではなく重量平均分子量(以下単に平均分子量と称することがある)にて記載しうるものであり、例えばポリ乳酸であれば平均分子量が5万〜50万のものが通常用いられ、好ましくは10万〜30万、加工性や紡糸性を考えると15万〜25万の平均分子量のポリ乳酸がより好ましく用いられる。またポリアミド系ポリマにおいては極限粘度[η]などが用いられ、例えばナイロン6であれば[η]が1.9〜3.0であることが好ましく、2.1〜2.8であることがより好ましい。 The viscosity of the polyester polymer are preferred as component A of the present invention, (sometimes hereinafter referred to as IV) intrinsic viscosity to be subjected to ordinary synthetic fiber polyester polymer to be used for. For example, if it is a polyethylene terephthalate, it is preferable that IV is 0.4-1.5, and it is more preferable that it is 0.5-1.3. Moreover, if it is a polypropylene terephthalate, it is preferable that IV is 0.7-2.0, and it is more preferable that it is 0.8-1.8. Or if it is polybutylene terephthalate, it is preferable that IV is 0.6-1.5, and it is more preferable that it is 0.7-1.4. Examples of polyesters used in the present invention whose viscosity is not evaluated by IV include, for example, polylactic acid, but these are not IV but weight average molecular weight (hereinafter sometimes simply referred to as average molecular weight). For example, polylactic acid having an average molecular weight of 50,000 to 500,000 is usually used, preferably 100,000 to 300,000, and 150,000 to 250,000 in view of processability and spinnability. Polylactic acid having an average molecular weight of 2 is more preferably used. In the polyamide polymer, intrinsic viscosity [η] is used. For example, in the case of nylon 6, [η] is preferably 1.9 to 3.0, and 2.1 to 2.8. More preferred.
そして、成分Aは、これらの中から選ばれるポリマを1種類を単独で用いても良くあるいは発明の主旨を損ねない範囲において、複数種を併用しても良い。 Component A may be a single polymer selected from these, or a plurality of types may be used in combination as long as the gist of the invention is not impaired.
本発明の中空ブレンド繊維中における成分Aの含有量は、50重量%以上で、任意の含有量を取ることができる。特に繊維物性において成分Aが繊維物性を左右し、安定した繊維物性を確保する上で好ましいことから、中空ブレンド繊維における成分Aの含有量は、70〜99.5重量%であることが好ましく、より好ましくは80〜98重量%、更により好ましくは85〜95重量%である。 Content of the component A in the hollow blend fiber of this invention is 50 weight% or more , and can take arbitrary content. In particular, since component A influences fiber physical properties in fiber physical properties and is preferable for ensuring stable fiber physical properties, the content of component A in the hollow blend fiber is preferably 70 to 99.5% by weight, More preferably, it is 80-98 weight%, More preferably, it is 85-95 weight%.
本発明の熱可塑性ポリマである成分Bは、後述するように成分Aとブレンド繊維を形成し、かつ繊維単糸横断面において島を形成することから、すなわち成分Aに対して実質的に非相溶である。本発明において「非相溶」とは、成分Aと成分Bが高分子の分子鎖サイズオーダーで相溶せず、成分Aの中で成分Bにより形成される平均ドメインサイズ(ドメインで最も短い直径相当長さ)が、少なくとも10nmの大きさを有するものを指し、下記実施例のF.の方法にて確認される。成分Aと成分Bが相溶性である場合、すなわち成分Bで形成される平均ドメインサイズが10nm未満である場合、成分Bは成分Aとブレンド繊維を形成するものの、前述した成分Bが形成する島は非常に小さなドメインとなり、空隙を有することがない、もしくは軽量性に優れた繊維となるのに必要な空隙が十分に発現せず、結果的に軽量性に劣る中空ブレンド繊維となり好ましくない。 Component B, which is the thermoplastic polymer of the present invention, forms a blended fiber with Component A as will be described later, and forms islands in the cross section of the single fiber, that is, substantially non-phasic with respect to Component A. It is melted. In the present invention, “incompatible” means that the component A and the component B are not compatible with each other in the molecular chain size order of the polymer, and the average domain size formed by the component B in the component A (the shortest diameter in the domain). (Corresponding length) having a size of at least 10 nm. It is confirmed by the method. When component A and component B are compatible, that is, when the average domain size formed by component B is less than 10 nm, component B forms a blended fiber with component A, but the island formed by component B described above Is a very small domain, does not have voids, or does not sufficiently exhibit voids necessary for a fiber having excellent lightness, resulting in a hollow blend fiber having poor lightness.
本発明の成分Bは、成分Aに対して前述のとおり非相溶であって、ブレンド繊維となした場合に島を構成するもので、成分Aと同様の多種多様な熱可塑性ポリマを、成分Aと成分Bとの非相溶性を勘案して使用することができる。例えば、ポリエステル系ポリマ、ポリアミド系ポリマ、ポリイミド系ポリマ、ポリオレフィン系ポリマやその他ビニル重合体、フッ素系ポリマ、セルロース系ポリマ、シリコーン系ポリマ、エラストマー、その他多種多様なエンジニアリングプラスチックなどを挙げることができる。 Component B of the present invention is a non-compatible as described above with respect to component A, which constitutes the islands if the no blended fibers, similar to the component A wide variety of thermoplastic polymers, component It can be used in consideration of the incompatibility between A and component B. For example, a polyester polymer, a polyamide polymer, a polyimide polymer, a polyolefin polymer, other vinyl polymers, a fluorine polymer, a cellulose polymer, a silicone polymer, an elastomer, and various other engineering plastics can be used.
より具体的には、前述の通り好ましいとされる成分Aとしてポリエステル系ポリマあるいはポリアミド系ポリマを採用する場合には、後述する臨界表面張力、密度、あるいはガラス転移温度(Tg)などの観点から好ましいものとして、成分Bにはポリオレフィン系ポリマをまず挙げることができる。ここで言うポリオレフィン系ポリマとは、前述と同様、ラジカル重合、アニオン重合、カチオン重合といったビニル基を有した芳香族、脂肪族、あるいは脂環族のモノマーが付加重合反応、もしくは開環重合反応によりポリマが生成する機構により合成されるポリオレフィンやその他のビニル重合体などのポリマの総称であって、ポリオレフィンであれば例えばポリエチレン、ポリプロピレン、ポリブチレン、ポリメチルペンテンの単独重合体あるいは共重合体、誘導体が挙げられ、またその他のビニル重合体であればポリスチレン、ポリアクリル酸、ポリメタクリル酸、ポリメタクリル酸メチル、ポリアクリロニトリル、ポリテトラフルオロエチレン、ポリフッ化ビニリデン、ポリ塩化ビニリデン、ポリシアン化ビニリデン、ポリノルボルネンおよびこれらの共重合体や誘導体などが挙げられる。 More specifically, when a polyester-based polymer or a polyamide-based polymer is adopted as the component A that is preferable as described above, it is preferable from the viewpoint of critical surface tension, density, or glass transition temperature (Tg) described later. As component B, mention may first be made of polyolefin polymers. As described above, the polyolefin-based polymer is an aromatic, aliphatic, or alicyclic monomer having a vinyl group, such as radical polymerization, anionic polymerization, or cationic polymerization, by addition polymerization reaction or ring-opening polymerization reaction. A generic term for polymers such as polyolefins and other vinyl polymers synthesized by the mechanism by which the polymer is formed. For polyolefins, for example, homopolymers, copolymers, and derivatives of polyethylene, polypropylene, polybutylene, and polymethylpentene are used. Other vinyl polymers include polystyrene, polyacrylic acid, polymethacrylic acid, polymethyl methacrylate, polyacrylonitrile, polytetrafluoroethylene, polyvinylidene fluoride, polyvinylidene chloride, polyvinylidene chloride, polynorbornyl Such emissions and copolymers and derivatives thereof.
そして該ポリオレフィン系ポリマとして例示されるものの中で、好ましい成分Bとしては、ポリオレフィンとして、例えばエチレン、プロピレン、ブテン、メチルブテン、メチルペンテン、エチルペンテン、ヘキセン、エチルヘキセン、オクテン、デセン、テトラデセンおよびオクタデセンなどをモノマーとして用いたポリオレフィンのほかに、脂環族モノマーの開環重合、付加重合などにより合成される、例えば下記化学式1、化学式2、あるいは化学式3に示す、環状構造を有するポリオレフィン系ポリマが挙げられる。 Among those exemplified as the polyolefin-based polymer, preferable component B includes polyolefins such as ethylene, propylene, butene, methylbutene, methylpentene, ethylpentene, hexene, ethylhexene, octene, decene, tetradecene, and octadecene. In addition to the polyolefin using as a monomer, for example, a polyolefin polymer having a cyclic structure represented by the following chemical formula 1, chemical formula 2, or chemical formula 3, which is synthesized by ring-opening polymerization or addition polymerization of an alicyclic monomer. It is done.

ここで置換基X、Yはそれぞれ、水素、アルキル基、脂環基、シアノ基、アルキルエステル基、脂環エステル基の中から選ばれる基。 Here, each of the substituents X and Y is a group selected from hydrogen, an alkyl group, an alicyclic group, a cyano group, an alkyl ester group, and an alicyclic ester group.
該構造を有するものとしては、例えば、JSR(株)製アートン(登録商標)、日本ゼオン(株)製ゼオノア(登録商標)などが挙げられる。 As those having the structure, for example, JSR Co., ARTON (registered trademark), Nippon Zeon's Zeonoa (registered trademark) is Ru mentioned.
上記これらポリオレフィン系ポリマはモノマー1種類を単独で用いた単独重合体であっても良く、あるいは複数種を用いた共重合体であっても良く、さらにはオレフィンと他のビニル化合物とを共重合した共重合体であってもよい。共重合成分として具体的には、2〜6個の炭素原子を有する飽和脂肪族カルボン酸のビニルエステルや、1〜20個の炭素原子を有するアルコールから導かれるアクリル酸エステルおよびメタクリル酸エステルや、フマル酸、マレイン酸、イタコン酸、シトラコン酸、テトラヒドロフタル酸、メチルテトラヒドロフタル酸、ナジック酸などの不飽和カルボン酸あるいは該不飽和カルボン酸の酸ハライド、アミド、イミド、酸無水物およびエステルや、スチレンあるいはスチレン誘導体や、アクリロニトリルあるいはアクリロニトリル誘導体や、ビニロキシアルキル誘導体(アルコール型あるいはカルボン酸型)といったビニル化合物、あるいは脂環構造を持つビニル化合物が挙げられる。特に該脂環構造を共重合成分として有するポリオレフィン系ポリマとしては、例えば三井化学(株)製アペル(登録商標)などが挙げられる。 These polyolefin polymers may be homopolymers using one kind of monomer alone, or may be a copolymer using two or more kinds, and further copolymerize olefins with other vinyl compounds. It may be a copolymer. Specific examples of the copolymer component include vinyl esters of saturated aliphatic carboxylic acids having 2 to 6 carbon atoms, acrylic acid esters and methacrylic acid esters derived from alcohols having 1 to 20 carbon atoms, Unsaturated carboxylic acids such as fumaric acid, maleic acid, itaconic acid, citraconic acid, tetrahydrophthalic acid, methyltetrahydrophthalic acid, nadic acid, acid halides, amides, imides, acid anhydrides and esters of the unsaturated carboxylic acids, Examples thereof include vinyl compounds such as styrene or styrene derivatives, acrylonitrile or acrylonitrile derivatives, vinyloxyalkyl derivatives (alcohol type or carboxylic acid type), or vinyl compounds having an alicyclic structure. Particularly polyolefin polymer having the alicyclic structure as a copolymer component, for example, by Mitsui Chemicals Co. APEL (registered trademark) is Ru mentioned.
そしてこれら成分Bで好ましいとして例示したポリオレフィン系ポリマのうち、形成される繊維の空隙生成性が高いという点で、プロピレンおよび/またはメチルペンテンを主たる繰り返し単位とするポリオレフィン系ポリマ、あるいは環状構造を有するポリオレフィン系ポリマ、脂環構造を有する共重合ポリオレフィン系ポリマが好ましい。 Among the polyolefin polymers exemplified as preferable in these components B, the polyolefin polymer having propylene and / or methylpentene as a main repeating unit or a cyclic structure is used in that the void formation property of the formed fiber is high. A polyolefin polymer and a copolymer polyolefin polymer having an alicyclic structure are preferred.
また、本発明の成分Bとしては、前述の通り成分Aが好ましいとするポリエステル系ポリマあるいはポリアミド系ポリマ、あるいはポリオレフィン系ポリマである場合には、ポリエーテル系ポリマも挙げられ、その中でポリフェニレンエーテルに代表される芳香族ポリエーテル系ポリマが好ましいものとして挙げられる。芳香族ポリエーテル系ポリマは、フェニレンオキサイドが主たる構造を成す単独重合体であっても良く、あるいは第2成分を共重合させた共重合体であっても良く、また発明の主旨を損ねない範囲において、添加物含有するもの、すなわちポリスチレン系ポリマ、ポリアミド系ポリマ、ポリエステル系ポリマ、ポリオレフィン系ポリマなどを第二成分としてアロイ化した変性ポリフェニレンエーテルであっても良い。該変性ポリフェニレンエーテルとしては、例えば三菱エンジニアリングプラスチックス(株)製のユピエース(登録商標)、レマロイ(登録商標)や、日本ジーイープラスチックス(株)製のノリル(登録商標)、旭化成(株)製のザイロン(登録商標)、住友化学(株)製のアートレックス(登録商標)、アートリー(登録商標)などが挙げられる。なお芳香族ポリエーテル系ポリマはTgが通常150℃以上を示し、本発明において後述するように、ガラス転移温度が高いという点で好ましい。 As the component B of the present invention, as described above, when the component A is preferably a polyester polymer, polyamide polymer, or polyolefin polymer, a polyether polymer is also included, among which polyphenylene ether Aromatic polyether polymers represented by the above are preferred. The aromatic polyether polymer may be a homopolymer mainly composed of phenylene oxide or a copolymer obtained by copolymerizing the second component, and does not impair the gist of the invention. The modified polyphenylene ether may be an alloy containing as a second component an additive-containing material, that is, a polystyrene polymer, a polyamide polymer, a polyester polymer, a polyolefin polymer, or the like. Examples of the modified polyphenylene ether include Iupiace (registered trademark) and Remalloy (registered trademark) manufactured by Mitsubishi Engineering Plastics Co., Ltd., Noryl (registered trademark) manufactured by GE Plastics Co., Ltd., and Asahi Kasei Co., Ltd. of Zylon (registered trademark), manufactured by Sumitomo chemical Co., Ltd. of Art Rex (registered trademark), Art Lee (registered trademark) Ru is like. The aromatic polyether polymer is preferable in that Tg is usually 150 ° C. or higher and the glass transition temperature is high as described later in the present invention.
本発明における成分Bは、成分Aとの組み合わせにおいて、本発明の主旨を損ねない範囲において多種多様のものを採用できるものの、本発明の中空ブレンド繊維を用いた場合に着色が見られると用途が制限され、好ましくない場合もある。そこで該黄変に由来する着色を回避するために、成分Bの分子骨格にマレイミド構造を持たないことが好ましい場合がある。成分Bが該マレイミド構造を有する場合、前述の通り、生成した後の繊維が黄変するといったデメリットが見られる場合があるのみならず、成分Aとの組み合わせによっては成分Aと成分Bとの親和性が高すぎるため空隙生成性に乏しく、十分な軽量性が発現しないことがあり、またあるいは、空隙生成に劣ることで得られる繊維の遮光性も低くなる場合がある。該マレイミド構造を有する成分Bとしては、例えば電気化学(株)製のスチレンマレイミド系ポリマ(タイプ:MS−NAなど)などが挙げられるが、もちろん本発明の中空軽量繊維の用途、すなわち着色を気にすることのない場合には成分Bとしてマレイミド構造を有するものを採用したとしても全く差し支えない。 Component B in the present invention can be used in combination with Component A within a range that does not detract from the gist of the present invention. However, when the hollow blend fiber of the present invention is used, the use of the component B is expected. Limited and may not be preferred. Therefore, in order to avoid coloring due to the yellowing, it may be preferable that the molecular skeleton of Component B does not have a maleimide structure. When the component B has the maleimide structure, as described above, not only may there be a demerit that the fiber after generation is yellowed, but depending on the combination with the component A, the affinity between the component A and the component B Since the property is too high, the void formation is poor, and sufficient lightness may not be exhibited. Alternatively, the light shielding property of the fiber obtained by inferior void formation may be low. Examples of the component B having a maleimide structure include a styrene maleimide polymer (type: MS-NA, etc.) manufactured by Electrochemical Co., Ltd. In the case where it is not necessary, the component B having a maleimide structure may be used at all.
本発明における成分Bは、前述の通り例示した多種多様なポリマ1種類を単独で用いても良く、あるいは発明の主旨を損ねない範囲において、複数種を併用しても良い。 As the component B in the present invention, one kind of various polymers exemplified above may be used alone, or a plurality of kinds may be used in combination as long as the gist of the invention is not impaired.
本発明で用いられる成分Bは、繊維の軽量感がより優れるという点で密度が小さいほど好適であり、密度が1.0g/cm3以下であることが好ましい。前述の成分Bの中では、ポリオレフィン系ポリマが挙げられ、それらの中で、該密度が1.0g/cm3以下のものとしては、エチレンおよび/またはプロピレンおよび/またはブチレンおよび/またはメチルペンテンが80モル%以上を占めるポリオレフィンの単独重合体あるいは共重合体が挙げられより好ましく、プロピレンおよび/またはメチルペンテンが80モル%以上を占める単独重合体あるいは共重合体が更により好ましい。特に、かかるプロピレンおよび/またはメチルペンテンが80モル%以上を占める共重合体においては、共重合されるものとしては、延伸性や可塑性などの加工性を向上させるために、例えば炭素数が5個以上の脂肪族炭化水素、脂環族炭化水素、芳香族炭化水素、あるいはこれらの誘導体を側鎖に有するビニル化合物を共重合したものが挙げられる。そして該密度は、より好ましくは0.95g/cm3以下であり、さらにより好ましくは0.90g/cm3以下である。 The component B used in the present invention is more suitable as the density is smaller in that the fiber feels lighter, and the density is preferably 1.0 g / cm 3 or less. In the previous mentioned component B, the include polyolefin-based polymers, among them, as said seal degree of 1.0 g / cm 3 or less, ethylene and / or propylene and / or butylene and / or methylpentene More preferably, a homopolymer or copolymer of polyolefin in which 80 mol% or more occupies 80 mol% or more, and even more preferably a homopolymer or copolymer in which propylene and / or methylpentene occupy 80 mol% or more. In particular, in the copolymer according propylene and / or methyl pentene account for at least 80 mol%, those which are copolymerized in order to improve the workability such as stretchability and plasticity, for example, carbon atoms 5 Examples include those obtained by copolymerizing the above aliphatic hydrocarbons, alicyclic hydrocarbons, aromatic hydrocarbons, or vinyl compounds having derivatives thereof in the side chain. The density is more preferably 0.95 g / cm 3 or less, and even more preferably 0.90 g / cm 3 or less.
また本発明で用いられる成分Bの平均分子量については、繊維中における形態保持性および剛性の点から数平均分子量が2,000〜10,000,000であることが好ましく、5,000〜5,000,000であることがより好ましく、10,000〜1,000,000であることが更により好ましい。 The average molecular weight of the component B used in the present invention also preferably has a number average molecular weight in terms of shape retention and rigidity is 2,000~10,000,000 during fibers, 5,000~5, More preferably, it is 1,000,000, and even more preferably 10,000 to 1,000,000.
本発明で用いられる成分Bの溶融粘度は、用いるポリエステルの溶融紡糸温度で、剪断速度が10sec−1の剪断粘度が10〜100,000ポイズのポリマが通常用いられ、好ましくは100〜50,000ポイズである。 The melt viscosity of the component B used in the present invention is a melt spinning temperature of the polyester used, shear rate shear viscosity of 10 sec -1 is used usually polymers 10-100,000 poise, preferably 100 to 50,000 It is a poise.
本発明の中空ブレンド繊維で成分Bは、中空ブレンド繊維の延伸時に空隙が生成しやすく、得られる繊維の軽量性がより高いという点で、成分Bのガラス転移温度(Tgb)は成分Aのガラス転移温度(Tga)より5℃以上高いことが好ましい。ここでガラス転移温度(Tg)とは、後述実施例のB.の方法で定義される。そしてTgbはTgaより10℃以上高いことがより好ましく、30℃以上高いことがさらにより好ましく、50℃以上高いことが特に好ましい。TgbがTgaより5℃以上高いことで、延伸時の空隙生成においては成分Aと成分B間の界面剥離で発現するのみならず、成分B自身の割裂及び剥離でも発現する。さらに溶融紡糸においても、成分Bは成分Aよりも高い温度で固化し空隙生成に有利な構造を形成し、やはり軽量性を向上させるため好ましい。そして該島成分をなす成分Bのガラス転移温度(Tgb)は、より空隙生成に適しているという点で、130℃以上である。なお各成分Aのガラス転移温度Tgaは、ポリエチレンテレフタレートであれば72℃に、ポリプロピレンテレフタレートであれば47℃に、ポリブチレンテレフタレートであれば24℃に、ポリ乳酸であれば58℃に、ポリシクロヘキサンジメタノールテレフタレートであれば87℃に、ポリエチレンナフタレートであれば122℃に、ナイロン6であれば72℃(ただし133Pa以下で12時間以上乾燥させた絶乾時)にそれぞれ観測される。 In the hollow blend fiber of the present invention, the component B has a glass transition temperature (Tgb) of the component A in that voids are easily generated when the hollow blend fiber is stretched and the resulting fiber is lighter. It is preferably 5 ° C. or more higher than the transition temperature (Tga). Here, the glass transition temperature (Tg) refers to B. of Examples described later. It is defined by the method. Tgb is more preferably 10 ° C. or higher than Tga, more preferably 30 ° C. or higher, and particularly preferably 50 ° C. or higher. When Tgb is higher than Tga by 5 ° C. or more, not only the interface peeling between component A and component B appears in the formation of voids during stretching, but also the cracking and peeling of component B itself. Furthermore, also in melt spinning, component B is preferable because it solidifies at a higher temperature than component A and forms a structure advantageous for void formation, and also improves lightness. The glass transition temperature of the component B constituting the island component (Tgb), in that is more suitable for void generation is 130 ° C. or higher. The glass transition temperature Tga of each component A is 72 ° C. for polyethylene terephthalate, 47 ° C. for polypropylene terephthalate, 24 ° C. for polybutylene terephthalate, 58 ° C. for polylactic acid, and polycyclohexane. In the case of dimethanol terephthalate, it is observed at 87 ° C., in the case of polyethylene naphthalate, at 122 ° C., and in the case of nylon 6, it is observed at 72 ° C. (however, when dried at 133 Pa or less for 12 hours or more).
本発明で用いられる中空ブレンド繊維における成分Bの添加量は、採用する成分Aと成分Bとの組み合わせや目的とする軽量性、あるいは製糸性などの特性に合わせて適宜決定すればよいものの、より製糸性に優れかつ適度な軽量性が付与可能であるという点から、本発明の中空ブレンド繊維における成分Bの含有量は1〜40重量%が好ましく、2〜30重量%がより好ましく、5〜20重量%がさらにより好ましい。 The addition amount of the component B in the hollow blend fibers used in the present invention, those may be appropriately determined in accordance with the characteristics such as light weight, or spinnability a combination and the purpose of the components A and B employed, more The content of component B in the hollow blend fiber of the present invention is preferably 1 to 40% by weight, more preferably 2 to 30% by weight, from the viewpoint that it is excellent in yarn-making property and can be imparted with moderate lightness. Even more preferred is 20% by weight.
本発明において、紡糸にかかるブレンドポリマには、本発明の効果を妨げない範囲で、成分Aと成分B以外のポリマを配合することができる。 In the present invention, a polymer other than Component A and Component B can be blended with the blend polymer for spinning as long as the effects of the present invention are not hindered.
本発明の成分Aの臨界表面張力γcAと成分Bの臨界表面張力γcBの関係は、γcA−γcB≧10dyne/cmである。該臨界表面張力の関係γcA−γcBが10dyne/cm以上である場合、成分Aと成分Bの界面において延伸時に剥離したのちに空隙が発現するという本発明の機構において、界面が剥離しやすく複合繊維の軽量性が優れる。そして該臨界表面張力の関係γcA−γcBは大きな値をとるほど空隙が発現しやすく軽量性が優れることから、13dyne/cm以上であることが好ましく、15dyne/cm以上であることがより好ましい。そして該関係γcA−γcBの上限は、組み合わせの関係から通常50dyne/cm以下となりうる。 Relationship critical surface tension gamma cB of the critical surface tension gamma cA and component A to component B of the present invention, Ru γ cA -γ cB ≧ 10dyne / cm der. If the critical surface tension of the relationship gamma cA-gamma cB is 10 dynes / cm or more, in the mechanism of the present invention that expression voids within After peeling during stretching at the interface of the component A and component B, the field surface is peeled off easy that light weight of the composite fiber is Re Yu. The relationship gamma cA-gamma cB of the critical surface tension from the excellent light weight easily expressed voids as takes a large value, it is good Mashiku is 13dyne / cm or more, it is 15 dyne / cm or more good more preferable. The upper limit of the relationship γ cA -γ cB can be usually 50 dyne / cm or less from the combination relationship.
該臨界表面張力のγcA−γcB≧10dyne/cmの関係を満たす成分Aと成分Bの組み合わせとしては、例えば、ポリエチレンテレフタレートやポリプロピレンテレフタレートをはじめとするポリエステル系ポリマを成分Aとし、ポリエチレンやポリプロピレン、ポリメチルペンテンをはじめとするポリオレフィン系ポリマを成分Bとする組み合わせや、あるいはナイロン6やナイロン66などのポリアミド系ポリマを成分Aとし、前述ポリオレフィン系ポリマを成分Bとする組み合わせなどを挙げることができ、ポリエチレンテレフタレートやポリプロピレンテレフタレートを成分Aとし、ポリメチルペンテンを成分Bとする組み合わせがより好ましい。 Examples of the combination of components A and B satisfy the relationship of the critical surface tension of γ cA -γ cB ≧ 10dyne / cm , for example, a polyester-based polymer including polyethylene terephthalate or polypropylene terephthalate and component A, polyethylene and polypropylene , A combination in which a polyolefin polymer such as polymethylpentene is used as the component B, or a combination in which a polyamide polymer such as nylon 6 or nylon 66 is used as the component A and the aforementioned polyolefin polymer is used as the component B. A combination of polyethylene terephthalate or polypropylene terephthalate as component A and polymethylpentene as component B is more preferable.
また本発明の成分Bは、本発明の方法により得られる複合繊維の成分Aと成分Bとの界面において剥離して空隙を発現しやすくし、結果的に得られる複合繊維がより軽量性に優れるという点で、成分Bの臨界表面張力γcBは10〜30dyne/cmであることが好ましく、15〜25dyne/cmであることがより好ましい。この臨界表面張力γcBの範囲を満足する成分Bとしては、例えば、フッ素系ポリマ(18〜28dyne/cm)、シリコーン系ポリマ(18〜25dyne/cm)、ポリオレフィン系ポリマ(24〜30dyne/cmのもの)が挙げられ、これらの中でもポリオレフィン系ポリマが前述の密度の点からより好ましく、前述のオレフィンモノマーあるいは他のエチレン性不飽和化合物からなるポリオレフィンのうち、プロピレンおよび/またはメチルペンテンが80モル%以上を占める単独重合体あるいは共重合体が好ましく、メチルペンテンが80モル%以上を占める単独重合体あるいは共重合体がより好ましく、ポリエステルを成分Aとする組み合わせにおいて空隙発現性に非常に優れ、大変好ましい。特に前述のプロピレンが80モル%以上を占める単独重合体あるいは共重合体の場合は29〜30dyne/cm、メチルペンテンが80モル%以上を占める単独重合体あるいは共重合体の場合は24〜25dyne/cmである。 In addition, the component B of the present invention peels off at the interface between the component A and the component B of the composite fiber obtained by the method of the present invention to easily express voids, and the resulting composite fiber is more lightweight. In this respect, the critical surface tension γ cB of component B is preferably 10 to 30 dyne / cm, and more preferably 15 to 25 dyne / cm. Examples of the component B that satisfies this critical surface tension γ cB range include, for example, a fluorine-based polymer (18 to 28 dyne / cm), a silicone-based polymer (18 to 25 dyne / cm), and a polyolefin-based polymer (24 to 30 dyne / cm). Among them, polyolefin polymers are more preferable from the viewpoint of the above-mentioned density, and among the polyolefins composed of the above-mentioned olefin monomers or other ethylenically unsaturated compounds, propylene and / or methylpentene is 80 mol%. The homopolymer or copolymer occupying the above is preferable, the homopolymer or copolymer occupying 80 mol% or more of methylpentene is more preferable, and the combination of the polyester as component A is extremely excellent in void development, preferable. In particular, in the case of a homopolymer or copolymer in which the above-mentioned propylene accounts for 80 mol% or more, 29 to 30 dyne / cm, and in the case of a homopolymer or copolymer in which methylpentene accounts for 80 mol% or more, 24 to 25 dyne / cm. cm.
本発明の成分Aおよび成分Bは、成分Aの融点Tmaと成分Bの融点Tmbの関係はTma>Tmbであることが好ましい。該融点の関係がTma>Tmbを満たすことで成分Bは成分Aに対し微分散しやすく、空隙発現性が好ましい。 In the components A and B of the present invention, the relationship between the melting point Tma of the component A and the melting point Tmb of the component B is preferably Tma> Tmb. When the relationship between the melting points satisfies Tma> Tmb, the component B is easily finely dispersed in the component A, and the void developability is preferable.
そして本発明で用いられる成分Aは、本発明の方法により得られる複合繊維の耐熱性が良好、すなわち高温において成分Aが変形し空隙が潰れてしまうといったことを回避する点で、成分Aの融点Tmaは160℃以上であることが好ましく、210℃以上であることがより好ましく、250℃以上であることが更により好ましい。また本発明で用いられる成分Bは、中空ブレンド繊維の耐熱性が良好、すなわち本発明の方法により得られた繊維が高温下に晒されても空隙中で成分Bが変形して空隙を埋めてしまうことがない、つまり空隙の潰れがなく軽量性に優れるという点で該成分Bの融点Tmbは150℃以上であることが好ましく、180℃以上であることがより好ましい。 The component A used in the present invention, in that it avoids such heat resistance of the composite fibers obtained by the process of the present invention is good, that collapses the gap deformed component A at a high temperature, the melting point of component A Tma is preferably 160 ° C. or higher, more preferably 210 ° C. or higher, and even more preferably 250 ° C. or higher. Component B used in the present invention has good heat resistance of the hollow blended fiber, that is, even when the fiber obtained by the method of the present invention is exposed to high temperature, component B is deformed in the void to fill the void. The melting point Tmb of the component B is preferably 150 ° C. or higher, and more preferably 180 ° C. or higher in that it does not collapse, that is, it is excellent in lightness without crushing voids.
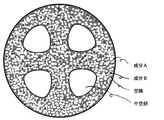
本発明の中空ブレンド繊維は、主たる成分Aと成分Bとからなるブレンド繊維である。ブレンド繊維とは、後述するような様々な方法により溶融紡糸が完結する以前の任意の段階において成分Aと成分Bとが混練(ブレンド)されてなるブレンド組成物から形成された繊維を意味し、該ブレンド繊維の繊維軸方向に直交する単繊維横断面の中空部分以外の繊維を形成している部分において、成分Aが海、成分Bが2つ以上の島を形成している海島構造をなしており、かつ島である成分Bが繊維軸方向に不連続に存在する(図2参照)。ここで島が繊維軸方向に不連続に分散して存在することについては、繊維軸方向の断面について、後述する測定法などにより観察して確認することが可能であり、通常、単繊維の繊維径の少なくとも1,000倍の任意の間隔で繊維軸方向に観察を複数箇所行った場合、それぞれの単繊維横断面の海島構造の形状が異なるものが不連続性であるとする。ここで該不連続性の指標は、単繊維横断面における島の直径(α)(円相当)と繊維軸方向の長さ(β)の比β/αが1,000以下であることを「島が繊維軸方向に不連続に分散して存在する」と定義し、β/αが100以下であることが好ましく、10以下であることがより好ましい。そして本発明におけるブレンド繊維は、1つの島が繊維軸方向に連続してかつ同形状に形成される芯鞘複合紡糸や複数の島が繊維軸方向に連続してかつ同形状に形成される海島複合紡糸から得られる複合紡糸繊維などとは本質的に異なる。これら複合紡糸繊維は、本発明のブレンド繊維と比較してブレンド界面の面積が非常に小さく、海と島の界面に空隙は生成しないか、もしくは殆ど空隙が生成せず軽量性に乏しい。しかし本発明のブレンド繊維からなる中空ブレンド繊維は成分Aが海を、成分Bが島をそれぞれ形成することにより、後述に例示の製糸方法により海と島の界面が乖離して無数の空隙が発現し、軽量性に優れた繊維となるのである。 The hollow blended fiber of the present invention is a blended fiber composed of main component A and component B. The blend fiber means a fiber formed from a blend composition in which component A and component B are kneaded (blended) at an arbitrary stage before melt spinning is completed by various methods as described below. In the part forming the fiber other than the hollow part of the single fiber cross section perpendicular to the fiber axis direction of the blended fiber, a sea island structure is formed in which the component A forms the sea and the component B forms two or more islands. And the component B which is an island exists discontinuously in the fiber axis direction (see FIG. 2). Here, it can be confirmed that the islands are discontinuously dispersed in the fiber axis direction by observing the cross section in the fiber axis direction by a measurement method to be described later. When a plurality of observations are performed in the fiber axis direction at an arbitrary interval of at least 1,000 times the diameter, it is assumed that the sea island structures having different cross-sections of the single fibers are discontinuous. Here, the discontinuity index indicates that the ratio β / α of the island diameter (α) (equivalent to a circle) and the length in the fiber axis direction (β) in the single fiber cross section is 1,000 or less. It is defined that the islands are discontinuously dispersed in the fiber axis direction, and β / α is preferably 100 or less, and more preferably 10 or less. And the blended fiber in the present invention is a core-sheath composite spinning in which one island is continuously formed in the same shape in the fiber axis direction, or a sea island in which a plurality of islands are formed in the same shape in the fiber axis direction. It is essentially different from composite spun fibers obtained from composite spinning. These composite spun fibers have a very small area at the blend interface as compared with the blend fiber of the present invention, and voids are not formed at the interface between the sea and the island, or almost no voids are formed and the lightness is poor. However, the hollow blended fiber made of the blended fiber of the present invention forms the sea with component A and the island with component B, so that the boundary between the sea and the island is separated by the example of the spinning method described below, and numerous voids are developed. Thus, the fiber is excellent in lightness.
本発明の中空ブレンド繊維を形成するための成分Aと成分Bのブレンド方法は、例えば、(A)成分Aと成分Bをチップあるいは粉体で混合し、紡糸吐出孔から溶融吐出されるまでの紡糸機流路内を、溶融した混合ポリマが流れるときの剪断応力のみでブレンドする方法、(B)成分Aと成分Bとをチップあるいは粉体で混合し、エクストルーダやスタティックミキサーのような混練機により常圧もしくは減圧下でブレンドする方法、(C)成分Bを成分Aに高濃度で添加しエクストルーダやスタティックミキサーのような混練機を用いて常圧もしくは減圧下でブレンドすることでマスターポリマを得たのち、紡糸時にエクストルーダやスタティックミキサーのような混練機において、該マスターポリマと成分Aとを、成分Bが所望の濃度となるような割合で希釈し、常圧もしくは減圧下でブレンドする方法、(D)通常の成分Aの重合反応において、成分Aの重合反応が停止する以前の任意の段階で成分Bを含有せしめてブレンドする方法、(E)成分Aおよび成分Bを個別に溶融したのち溶融状態で成分Aと成分Bを計量しながら配管流路内で合一させ、溶融した混合ポリマが流れるときの剪断応力のみ、もしくはスタティックミキサーを用いてブレンドする方法、などが挙げられるが、簡便にブレンドが達成できかつ成分Aと成分Bがより微細に混練されることから、好ましくは前述の(B)、(C)あるいは(E)の方法が採用される。 The blending method of the component A and the component B for forming the hollow blend fiber of the present invention is , for example, (A) mixing the component A and the component B with chips or powders until the melt is discharged from the spinning discharge hole. A method of blending only the shear stress when the molten mixed polymer flows in the spinning channel, (B) Mixing component A and component B with chips or powder, and kneading machine such as an extruder or static mixer (C) Component B is added to Component A at a high concentration and blended under normal pressure or reduced pressure using a kneader such as an extruder or static mixer. After being obtained, in a kneader such as an extruder or a static mixer at the time of spinning, the master polymer and component A are mixed with the component B having a desired concentration. (D) In the usual polymerization reaction of component A, component B is added at an arbitrary stage before the polymerization reaction of component A stops. Method of blending, (E) After component A and component B are melted individually, the components A and B are metered together in the melted state in the pipe flow path, and only the shear stress when the molten mixed polymer flows Or a method of blending using a static mixer, and the like. However, since the blending can be easily achieved and the components A and B are kneaded more finely, the above-mentioned (B) and (C) are preferable. Alternatively, the method (E) is adopted.
特にエクストルーダに関しては1軸あるいは2軸以上の多軸エクストルーダを好適に用いることができるものの、成分Aと成分Bとをブレンドした際に、成分A中で成分Bが微細混練するという点で2軸以上の多軸エクストルーダを採用することが好ましい。そしてエクストルーダの軸の長さ(l)および軸の太さ(w)の比l/wについては、より成分Aと成分Bの混練性がより向上するという点でl/wは10以上であることが好ましく、20以上であることがより好ましく、30以上であることが更により好ましい。また特にスタティックミキサーに関しては、例えば溶融ポリマの流路を2つあるいはそれ以上の複数に分割して再度合一するという作業(この分割から合一までの作業1回を1段とする)がなされる静置型の混練素子であれば、より混練性が優れるという点でスタティックミキサーの段数は5段以上であることが好ましく、10段以上であることが更により好ましい。そして該スタティックミキサーの設置場所に関しては、紡糸機内であれば、溶融ポリマの吐出の計量を行う装置の前であっても、計量を行う装置のあとで溶融吐出にかかる吐出孔までの間であっても構わず、例えば溶融吐出孔を備えた紡糸パック内に設置することで好適に用いられる。 In particular, regarding the extruder, a uniaxial or biaxial or more multiaxial extruder can be suitably used. However, when component A and component B are blended, component B is finely kneaded in component A. It is preferable to employ the above multi-axis extruder. The ratio 1 / w of the length (l) of the extruder shaft and the thickness (w) of the shaft is 1 / w in that the kneadability of the component A and the component B is further improved. Preferably, it is 20 or more, more preferably 30 or more. In particular, with regard to the static mixer, for example, the operation of dividing the flow path of the molten polymer into two or more and then reuniting (one operation from this division to the unification is performed as one stage) is performed. if the kneading element of that static standing, it is preferable that the number of stages of the static mixer is 5 or more stages in that more kneading property is excellent, it is still more preferably at least 10 stages. As for the installation location of the static mixer, if it is in the spinning machine, even before the device for measuring the discharge of the molten polymer, it is after the device for measuring until the discharge hole for the melt discharge. and not may be suitably used by installing, for example, a spinning pack having a melt discharge hole.
本発明の中空ブレンド繊維における成分Bからなる島の平均分散直径は、前述したように成分Aと成分Bとのブレンド界面の面積が非常に大きくなり、ブレンド界面の少なくとも一部分に存在する空隙が微細化かつ非常に多くなり、軽量性に非常に優れることから、該平均分散直径は0.01〜5μmが好ましい。該平均分散直径が0.01〜5μmである場合、生成した空隙は適度な大きさ有し繊維の欠陥とはなり難いため、中空ブレンド繊維の繊維強度も低下せずに非常に優れたものとなり優れている。そしてより緻密かつ微細な空隙が発現し軽量性に優れ、また繊維物性が均質化されるという点から、該平均分散直径は0.02〜3μmがより好ましく、0.05〜1μmが更により好ましい。0.05〜1μmが特に好ましい。 As described above, the average dispersion diameter of the island composed of component B in the hollow blend fiber of the present invention is such that the area of the blend interface between component A and component B is very large, and the voids present in at least part of the blend interface are fine. The average dispersion diameter is preferably from 0.01 to 5 μm because the average dispersion diameter is very large and the weight is extremely excellent. When the average dispersion diameter is 0.01 to 5 μm, the generated voids have an appropriate size and are unlikely to become a fiber defect, so that the fiber strength of the hollow blend fiber is not deteriorated and is very excellent. Are better. The average dispersion diameter is more preferably 0.02 to 3 μm, and even more preferably 0.05 to 1 μm, from the viewpoints that finer and finer voids are expressed, light weight is excellent, and fiber properties are homogenized. . 0.05-1 μm is particularly preferable.
また該平均最大分散直径(r)と繊維単糸横断面の直径(R;換言すると単繊維径)との比率(R/r)は、より多くの空隙が生成するあるいは繊維物性が優れるという点において、R/rが5以上であることが好ましく、10以上であることがより好ましく、20以上であることがさらにより好ましい。 Further, the ratio (R / r) between the average maximum dispersed diameter (r) and the diameter of the fiber single yarn cross section (R; in other words, the single fiber diameter) is such that more voids are formed or the fiber properties are excellent. In the above, R / r is preferably 5 or more, more preferably 10 or more, and even more preferably 20 or more.
本発明の中空ブレンド繊維は、前述のとおり成分Aと成分Bとのブレンド界面の少なくとも一部分に空隙を有することが必要である(図2参照)。空隙を有することで本発明の中空ブレンド繊維は非常に軽量性に優れたものとなり好ましいほか、前述のとおり光拡散性に由来する優れた遮光性を具備しうる。また該空隙は微細であることから繊維構造における欠点となり難く繊維強度も優れたものとなる。そして繊維中の空隙の割合を示す空隙率(Va)については、本発明の中空ブレンド繊維がより軽量性に優れたものとなる点から、Vaは15%以上であることが好ましく、25%以上であることがより好ましい。なお成分Aと成分Bとのブレンド界面の少なくとも一部分に空隙を有することは(株)ニコン社製、走査型電子顕微鏡ESEM−2700を用いて、加速電圧10kVで、試料を白金−パラジウム蒸着(蒸着膜圧:25〜50オングストローム)処理を行った後、倍率200〜100000倍の任意の倍率で確認した。サンプルの調製は、液体窒素中で試料として用いる繊維及び刃物を冷却し15分の冷却後に液体窒素中で繊維軸方向に垂直な繊維横断面を観察面となるよう切断したのち得たサンプルか、あるいは包埋してウルトラミクロトームにて繊維軸方向に垂直な繊維横断面の端面出しを行ったサンプルを観察することにより確認できる。 As described above, the hollow blend fiber of the present invention needs to have a void in at least a part of the blend interface between component A and component B (see FIG. 2). Having the voids makes the hollow blend fiber of the present invention extremely excellent in lightness and is preferable, and can also have excellent light shielding properties derived from light diffusibility as described above. Further, since the voids are fine, it is difficult to become a defect in the fiber structure and the fiber strength is excellent. The porosity indicates the ratio of the voids in the fiber for (Va) from the viewpoint of the hollow blend fibers of the present invention is excellent in more lightweight, it is preferred that Va is 15% or more, 25% or more It is more preferable that In addition, having a void in at least a part of the blend interface between component A and component B is a platinum-palladium vapor deposition (deposition) with an acceleration voltage of 10 kV using a scanning electron microscope ESEM-2700 manufactured by Nikon Corporation. (Membrane pressure: 25 to 50 angstroms) After the treatment, it was confirmed at an arbitrary magnification of 200 to 100,000 magnifications. The sample was prepared by cooling the fiber and blade used as a sample in liquid nitrogen, cutting the fiber cross section perpendicular to the fiber axis direction in liquid nitrogen to be an observation surface after cooling for 15 minutes, or Or it can confirm by observing the sample which carried out the embedding | embedding and performed the end surface of the fiber cross section perpendicular | vertical to a fiber-axis direction with an ultramicrotome.
本発明の中空ブレンド繊維の空隙を発現させる方法としては、例えば応力を印可し空隙を発現しうる方法であれば良く、例示すると、紡糸時に巻き取って得られた未延伸糸を高倍率で延伸する方法、紡糸時に未延伸糸を巻き取ることなく連続して高倍率で延伸する方法、紡糸において高速で引き取る方法、などの他、あるいは得られた糸を加熱あるいは特定の光を照射することにより、中空ブレンド繊維中の成分Bを収縮させる方法などが挙げられ、それぞれ任意の方法を採用しうるものの、工程が簡便でかつ空隙生成の制御が容易という点で、紡糸に巻き取って得られた未延伸糸を高倍率で延伸する方法、あるいは紡糸時に未延伸糸を巻き取ることなく連続して高倍率で延伸する方法が好ましい。 As method for expressing a void of the hollow blend fibers of the present invention, for example, stress may be a method capable of expressing applying to voids and stretching To illustrate, the undrawn yarn obtained by winding at spinning at high magnification In addition to the method of drawing, the method of drawing continuously at a high magnification without winding up the undrawn yarn at the time of spinning, the method of taking up at a high speed in spinning, or by heating the obtained yarn or irradiating with specific light And a method of shrinking component B in the hollow blend fiber, and any method can be employed, but the process was simple and the formation of voids was easy to control. A method of stretching an undrawn yarn at a high magnification or a method of continuously drawing at a high magnification without winding up the undrawn yarn at the time of spinning is preferred.
本発明の中空ブレンド繊維は、繊維軸方向に連通した中空部を有することが必要である(図2参照)。本発明の中空ブレンド繊維に該中空部が無い場合、前述のとおり空隙に依存した軽量性を有するがその軽量化には自ずと限界があり、本発明で目的とする軽量性あるいは強度など諸物性を繊維が担う上で好ましくない。しかし該中空部を有することで本発明の中空ブレンド繊維は中空部が担う軽量性がさらに付与されるため、軽量性が格段に向上するという大変好ましい特性を具備しうる。そして該中空部の量を示す中空率(Vb)については、本発明の中空ブレンド繊維がより軽量性に優れるという点で、Vbは10%以上であることが好ましく、20%以上であることがより好ましく、30%以上であることが更により好ましい。また単繊維の繊維軸方向に直交する断面において中空部の個数は、1個もしくは2個以上の複数個を有していれば良いものの、中空部が潰れにくく、また前述の光拡散性を向上せしめることが可能であるという点で、中空部の個数は2個以上であることが好ましく、4〜2000個であることがより好ましく、6〜500個であることがさらにより好ましく、10〜100個であることが特に好ましい。 The hollow blend fiber of the present invention needs to have a hollow portion communicating in the fiber axial direction (see FIG. 2). When the hollow blend fiber of the present invention does not have the hollow part, it has lightness depending on the gap as described above, but its weight reduction is naturally limited, and various physical properties such as lightness or strength intended by the present invention are achieved. It is not preferable for the fiber to bear. However, since the hollow blended fiber of the present invention is further provided with the light weight of the hollow portion by having the hollow portion, the hollow blend fiber can have a very favorable characteristic that the light weight is remarkably improved. The hollow ratio indicating the amount of the hollow section for (Vb), in that the hollow blend fibers of the present invention is more excellent in light weight, Vb is that preferably 10% or more, 20% or more More preferably, it is still more preferably 30% or more. The number of the hollow portion in a cross section perpendicular to the fiber axis direction of the single fiber is one or two or more of may have a plurality, hollow portion is hardly collapsed, also improve the aforementioned light-diffusing The number of hollow portions is preferably 2 or more, more preferably 4 to 2000, still more preferably 6 to 500, and more preferably 10 to 100 in that it can be caulked. It is particularly preferable that the number is individual.
また中空部の形状としては、丸形、多角形型、多葉型などが目的に応じて好適に採用される他、あるいは単繊維外周部から単繊維の中心に向かって中空部と繊維部分が交互に同心円状あるいは偏心円状に層を形成するようなものであっても良い。また本発明の中空ブレンド繊維は単繊維横断面の中に有する複数の中空部の形状が同じであっても異なっていても良く、あるいは本発明がマルチフィラメントであれば中空部の形状は単繊維間で同じであっても異なっても良い。更に中空部の大きさは、繊維の単糸直径に比べて小さいほど好ましいことから、単繊維の繊維軸方向に直交する断面において単繊維直径の4分の3以下であることが好ましく、2分の1以下であることがより好ましく、3分の1以下であることがより好ましい。ここで単繊維直径とは、丸形断面を有する繊維であれば、断面の見かけ中心を通る繊維直径を意味し、丸形以外の断面形状を有するものであれば、単繊維の最短径の太さを単繊維直径と見なす。あるいは中空部の最大直径は、好ましくは10μm以下、より好ましくは5μm以下、さらにより好ましくは3μm以下、特に好ましくは1μm以下である。ここで中空部の最大直径とは、丸形断面を有する中空部であれば、中空部の見かけ中心を通る中空部直径を意味し、丸形以外の断面形状を有する中空部であれば、中空部の最長径の大きさを中空部の最大直径と見なす。 As the shape of the hollow portion, round, polygonal type, multi other wafer type etc. are suitably employed depending on the purpose, or the central hollow portion and the fiber portion toward the monofilament from monofilament outer peripheral portion Alternately, the layers may be formed concentrically or eccentrically. Further, the hollow blend fiber of the present invention may have the same or different shape of the plurality of hollow portions in the cross section of the single fiber, or the shape of the hollow portion is single fiber if the present invention is a multifilament. They may be the same or different. Furthermore, since the size of the hollow portion is preferably smaller as compared with the single yarn diameter of the fiber, it is preferably 3/4 or less of the single fiber diameter in the cross section perpendicular to the fiber axis direction of the single fiber. It is more preferable that it is 1 or less, and it is more preferable that it is 1/3 or less. Here, the single fiber diameter means a fiber diameter passing through the apparent center of the cross section if the fiber has a round cross section, and if it has a cross sectional shape other than the round shape, the single fiber has the shortest diameter. This is regarded as the single fiber diameter. Alternatively, the maximum diameter of the hollow portion is preferably 10 μm or less, more preferably 5 μm or less, even more preferably 3 μm or less, and particularly preferably 1 μm or less. Here, the maximum diameter of the hollow part means a hollow part diameter passing through the apparent center of the hollow part if the hollow part has a round cross section, and hollow if the hollow part has a cross-sectional shape other than the round shape. The size of the longest diameter of the part is regarded as the maximum diameter of the hollow part.
該中空部を形成させる方法としては、例えば、紡糸吐出孔の形状をスリットの入った円のような中空を形成しうるような吐出形状にして中空繊維を得たり、水溶液や熱水、あるいは有機溶剤など試薬を用いて溶出しうる成分(以下「溶出成分」と称することがある)を芯成分もしくは島成分として、本発明の中空ブレンド繊維を形成する成分Aと成分Bとからなるブレンド組成物を鞘成分もしくは海成分として、芯鞘複合繊維もしくは海島複合繊維を得た後に、芯成分もしくは島成分である溶出成分を溶出して中空繊維を得たりする方法、さらには、成分Aと成分Bとからなるブレンド組成物に該溶出成分をブレンドして3成分のブレンド組成物を調製したのち溶融紡糸を行い、溶出成分を溶出して中空繊維を得たりする方法、などが挙げられるものの、中空部の形態が繊維の高次加工で潰されることなく維持しうるという点で、芯成分もしくは島成分を形成する溶出成分を溶出して中空繊維を得る方法が好ましい。 As a method for forming the hollow portion, for example, or to obtain a hollow fiber in the form of a spinning discharge port to discharge shape as to be able to form a hollow, such as a circle with a slit, an aqueous solution or hot water or organic, A blend composition comprising component A and component B that form the hollow blend fiber of the present invention using a component that can be eluted using a reagent such as a solvent (hereinafter sometimes referred to as "eluting component") as a core component or an island component. Is obtained by obtaining a core-sheath composite fiber or sea-island composite fiber and then eluting the elution component, which is a core component or island component, to obtain hollow fibers, and further, component A and component B And a method of preparing a three-component blend composition by blending the elution component with a blend composition comprising: and performing melt spinning to obtain a hollow fiber by eluting the elution component. That although, in terms of capable of maintaining without form of a hollow part is collapsed in order processing of the fibers, a method of obtaining a hollow fiber eluting the elution component forming the core component or the island component.
本発明の中空ブレンド繊維を製造する手段として、より具体的な好ましい方法を以下に例示する。 As a means of producing hollow blend fibers of the present invention, illustrating a more specific preferred methods are described below.
本発明の中空ブレンド繊維は、多種多様な繊維の製造方法の中で、工程が非常に簡便であり、生産性に優れ、繊維の断面形状も自由に制御可能であるといった利点を有することから水溶液や熱水、あるいは有機溶剤など試薬を用いて溶出しうる成分を芯成分、本発明の中空ブレンド繊維を形成する成分Aと成分Bとからなるブレンド組成物を鞘成分とした芯鞘複合型か、もしくは前述溶出しうる成分を島成分として前述ブレンド組成物を海成分とした海島複合型の溶融紡糸であることが好ましい。ここで芯鞘複合において中空部の大きさを決定する芯と鞘の比率は芯:鞘=10:90〜80:20が好ましく、20:80〜70:30がより好ましい。また海島複合においては後の工程で溶出されたのち中空部を形成する島の数は2個以上であって4〜2000個であることが好ましく、6〜500個であることがより好ましく、10〜100個であることがさらにより好ましい。また該島の大きさは島の数に依存して適宜決定されればよいものの、単繊維直径の4分の3以下であることが好ましく、2分の1以下であることがより好ましく、3分の1以下であることがより好ましい。また該島(もしくは芯)の形状としては、丸形、多角形型、多葉型が挙げられ、特に該島を形成するものの中で特異的な構造としては単繊維外周部から単繊維の中心に向かって島と海が交互に同心円状に層を形成するようなものであっても良い。また1本の芯鞘複合紡糸糸あるいは海島複合紡糸糸の繊維軸方向に直交する繊維横断面において複数の該島を有する場合は該島の形状が全て同じであっても異なっていても良く、あるいは芯鞘複合紡糸糸あるいは海島複合紡糸糸がマルチフィラメントであれば該島の形状は単繊維間で同じであっても異なっても良い。あるいは該島の最大直径は、好ましくは10μm以下、より好ましくは5μm以下、さらにより好ましくは3μm以下、特に好ましくは1μm以下である。ここで該島の最大直径とは、丸形断面を有する島であれば、島の見かけ中心を通る島直径を意味し、丸形以外の断面形状を有する島であれば、島の最長径の大きさを島の最大直径と見なす。 The hollow blend fiber of the present invention is an aqueous solution because it has the advantages that the process is very simple, excellent in productivity, and the cross-sectional shape of the fiber can be freely controlled in a variety of fiber production methods. A core-sheath composite type in which a component that can be eluted using a reagent such as water, hot water, or an organic solvent is a core component, and a blend composition composed of component A and component B forming the hollow blend fiber of the present invention is a sheath component Alternatively, it is preferably a sea-island composite-type melt spinning using the aforementioned eluting component as an island component and the blend composition as a sea component. Here, in the core-sheath composite, the ratio of the core to the sheath that determines the size of the hollow portion is preferably core: sheath = 10: 90 to 80:20, and more preferably 20:80 to 70:30. In the sea-island composite, the number of islands that form a hollow portion after being eluted in the subsequent step is preferably 2 or more, preferably 4 to 2000, more preferably 6 to 500. Even more preferably, it is ˜100. The size of the island may be appropriately determined depending on the number of islands, but is preferably 3/4 or less of the single fiber diameter, more preferably 1/2 or less. It is more preferable that it is 1 or less. In addition, examples of the shape of the island (or core) include a round shape, a polygonal shape, and a multi-leaf shape. In particular, the structure that forms the island has a specific structure from the outer periphery of the single fiber to the center of the single fiber. Alternatively, the islands and the sea may alternately form layers concentrically toward the surface. In addition, when having a plurality of the islands in the fiber cross section perpendicular to the fiber axis direction of one core-sheath composite spun yarn or sea-island composite spun yarn, the shape of the islands may be the same or different, Alternatively, if the core-sheath composite spun yarn or the sea-island composite spun yarn is a multifilament, the shape of the island may be the same or different between the single fibers. Alternatively, the maximum diameter of the island is preferably 10 μm or less, more preferably 5 μm or less, even more preferably 3 μm or less, and particularly preferably 1 μm or less. Here, the maximum diameter of the island means an island diameter passing through the apparent center of the island if the island has a round cross section, and the maximum diameter of the island if the island has a cross-sectional shape other than the round shape. Consider size as the maximum diameter of the island.
そして溶融紡糸において、口金孔から吐出された芯鞘複合紡糸糸あるいは海島複合紡糸糸は、本発明のポリエステルのガラス転移温度以下に冷却され、100〜10000m/分の引取速度で、好ましくは4000m/分以下、より好ましくは3000m/分以下、更により好ましくは2500m/分以下、特に好ましくは2000m/分以下の引取速度で引き取る。 In melt spinning, the core-sheath composite spun yarn or sea-island composite spun yarn discharged from the die hole is cooled below the glass transition temperature of the polyester of the present invention, and at a take-up speed of 100 to 10,000 m / min, preferably 4000 m / min. It is taken up at a take-up speed of not more than minutes, more preferably not more than 3000 m / min, even more preferably not more than 2500 m / min, particularly preferably not more than 2000 m / min.
引き取った後、巻き取ることなくもしくは一旦巻き取った後、加熱することなく、もしくは加熱して、好ましくは成分Bのガラス転移温度(Tgb)以下の温度に加熱して、より好ましくは成分Aのガラス転移温度(Tga)−20℃〜Tgbの温度範囲に加熱して、自然延伸倍率以上の倍率で、好ましくは1.5倍以上の延伸倍率で、より好ましくは自然延伸倍率以上延伸糸の残留伸度が3〜50%となる倍率で、更により好ましくは自然延伸倍率以上延伸糸の残留伸度が10〜40%となる倍率で延伸することである。ここで、一旦延伸したのち(すなわち1段目の延伸を終えた後)、さらに2倍以下の倍率で2段目の延伸を施してもよい。 After taking up, after winding up, or after winding up, without heating or heating, preferably heated to a temperature below the glass transition temperature (Tgb) of component B, more preferably of component A Glass transition temperature (Tga) −20 ° C. to Tgb is heated to a temperature range of natural drawing ratio or higher, preferably 1.5 times or higher, more preferably natural drawing ratio or higher. It is stretching at a magnification at which the elongation becomes 3 to 50%, and even more preferably at a magnification at which the residual elongation of the drawn yarn is 10 to 40% or more than the natural stretching magnification. Here, after stretching once (that is, after finishing the first-stage stretching), the second-stage stretching may be performed at a magnification of 2 times or less.
延伸したのち、Tga+10℃以上の温度で熱処理する方法が好ましい。これは高倍率で延伸を行うことで空隙はより大きなものとなり、本発明により得られる複合繊維は軽量性に非常に優れるものとなるが、延伸後に熱処理を施すことで発現した空隙の周りが熱固定され、耐熱性に優れた軽量性を付与することができるのである。ここで延伸後に施す熱処理の温度は、発現したボイドが潰れることの無いよう、成分Bの融点より低い温度で熱処理を施すことが好ましい。 A method of heat treatment at a temperature of Tga + 10 ° C. or higher after stretching is preferred. This is because the voids become larger by stretching at a high magnification, and the composite fiber obtained by the present invention is extremely excellent in lightness, but the area around the voids that is developed by heat treatment after stretching is heated. It is fixed and can impart light weight with excellent heat resistance. Here, the heat treatment performed after stretching is preferably performed at a temperature lower than the melting point of Component B so that the developed voids are not crushed.
上記延伸方法あるいは延伸後の熱処理方法としては、加熱効率が高いことから、加熱されたピン状物、プレート状物などの接触式ヒーターや加熱した液体を用いた接触式バスなどを用いた場合に、未延伸糸が変形可能な温度に到達すると同時に未延伸糸に急激な変形が起こりやすく、好ましい。 Above for stretching method or a heat treatment method after stretching, because of high heating efficiency, the heated pin-like material, when using a contact type bath using a contact type heater or heated liquid such as Plate-like material In addition, it is preferable that the undrawn yarn is easily deformed at the same time that the undrawn yarn reaches a deformable temperature.
前述の芯鞘複合紡糸糸あるいは海島複合紡糸糸は、溶融紡糸で引き取った後、巻き取ることなくもしくは一旦巻き取った後、延伸を施したのちに仮撚加工されてもよい。仮撚加工において複合繊維は、延伸糸を用いる場合には、接触型もしくは非接触型の方法により加熱され、ディスク状物、ベルト状物、あるいはピン状物によって仮撚加工される。未延伸糸を用いる場合には、同様に接触型もしくは非接触型のヒーターなどにより加熱した後もしくは加熱されることなく延伸を施しながら、ディスク状物、ピン状物、あるいはベルト状物によって仮撚り加工される。仮撚加工された複合繊維はそのまま巻き取ることが可能であるものの、熱セットされた後に巻き取られることが好ましい。 Core-sheath composite spinning yarn or island composite spinning yarn described above, it pulled up by the melt spinning, after winding without or once the wound may be false twisting to then subjected to extension Shin. In the false twisting process, the composite fiber is heated by a contact-type or non-contact-type method and drawn by a disk-like object, a belt-like object, or a pin-like object when using drawn yarn. When undrawn yarn is used, it is similarly twisted with a disk-like material, a pin-like material, or a belt-like material while being drawn with or without being heated by a contact-type or non-contact-type heater. Processed. Although the false twisted composite fiber can be wound as it is, it is preferably wound after being heat set.
前述の延伸あるいは仮撚り加工を経たのち、芯鞘複合紡糸糸あるいは海島複合紡糸糸は、芯成分もしくは島成分である溶出成分を除去することにより中空部を形成した本発明の中空ブレンド繊維を得る。該溶出成分は、前述のとおり水、熱水、その他の有機および/または無機化合物を溶解した水溶液、あるいは有機溶剤、あるいはこれらの中から選ばれる複数種からなる混合液体などの試薬を用いて溶出することで除去できることが好ましく、水、熱水、その他の有機および/または無機化合物を溶解した水溶液にて溶出されることがより好ましい。 After undergoing the above-described drawing or false twisting process, the core-sheath composite spun yarn or sea-island composite spun yarn obtains the hollow blend fiber of the present invention in which a hollow portion is formed by removing the elution component which is the core component or the island component. . As described above, the elution component is eluted using a reagent such as water, hot water, an aqueous solution in which other organic and / or inorganic compounds are dissolved, an organic solvent, or a mixed liquid selected from these. It is preferable that it can be removed, and it is more preferable to elute with an aqueous solution in which water, hot water, and other organic and / or inorganic compounds are dissolved.
ここで該溶出成分として好ましいものは、例えば、易アルカリ溶解性ポリエステル、熱水可溶性ポリエステル、ポリエチレングリコール、ポリエチレンオキシド、水溶性熱可塑性ポリビニルアルコールあるいはエチレン−ビニルアルコールコポリマー、多糖系化合物、などが挙げられ、本発明の中空ブレンド繊維を形成するポリマの種類に応じて適宜採用できる。そして、溶融紡糸における取り扱いが簡便であることから、易アルカリ溶解性ポリエステルや熱水に容易に溶解する熱水可溶性ポリエステルがより好ましい。 Preferred examples of the elution component include readily alkali-soluble polyester, hot water-soluble polyester, polyethylene glycol, polyethylene oxide, water-soluble thermoplastic polyvinyl alcohol or ethylene-vinyl alcohol copolymer, and polysaccharide compounds. Depending on the type of polymer forming the hollow blend fiber of the present invention, it can be employed as appropriate. And since the handling in melt spinning is easy, the hot water soluble polyester which melt | dissolves in an easily alkali-soluble polyester and hot water is more preferable.
本発明において、成分Aと成分Bは非相溶のポリマ同士の組み合わせであることから、相溶性が悪い場合がある。そこで成分Aと成分Bとからなる中空ブレンド繊維は、成分Aと成分Bの相溶化剤を含有していることが好ましい。本発明における相溶化剤とは、成分Aと成分Bとをブレンドする際にブレンド界面における相互作用を変化させて両者の相溶性を高めることで、該成分Bのドメインのサイズを小さくする添加剤である。該相溶化剤としては、低分子化合物あるいは高分子化合物など多種多様の化合物を採用することができ、例えば、低分子化合物としては、ドデシルベンゼンスルホン酸ナトリウムやアルキルスルホネートナトリウム塩、グリセリンモノステアレート、テトラブチルホスホニウムパラアミノベンゼンスルホネートなどのアニオン系あるいはカチオン系の界面活性剤や両性界面活性剤、ポリエチレングリコール、メトキシポリエチレングリコール、ポリテトラメチレングリコール、ポリプロピレングリコールなどのポリ(アルキレンオキシド)グリコールやエチレンオキサイド/プロピレンオキサイド共重合体などの非イオン系界面活性剤などが挙げられる。 In the present invention, since component A and component B are a combination of incompatible polymers, the compatibility may be poor. Therefore, the hollow blend fiber composed of component A and component B preferably contains a compatibilizer for component A and component B. The compatibilizing agent in the present invention is an additive that reduces the size of the domain of component B by changing the interaction at the blending interface when blending component A and component B to increase the compatibility of both. It is. As the compatibilizing agent, a wide variety of compounds such as a low molecular compound or a high molecular compound can be adopted. For example, as the low molecular compound, sodium dodecylbenzenesulfonate, sodium alkylsulfonate, glycerin monostearate, Anionic or cationic surfactants such as tetrabutylphosphonium paraaminobenzenesulfonate and amphoteric surfactants, poly (alkylene oxide) glycols such as polyethylene glycol, methoxypolyethylene glycol, polytetramethylene glycol, and polypropylene glycol, and ethylene oxide / propylene Nonionic surfactants, such as an oxide copolymer, are mentioned.
また、相溶化剤として挙げられる高分子化合物としては、成分Aおよび成分Bのそれぞれに対し、相溶性あるいは親和性の高い高分子化合物を用いれば良く、例えば、ポリスチレン系ポリマ、ポリアクリレート系ポリマ、ポリメタクリレート系ポリマ、ポリ(ビニルアルコール−エチレン)コポリマー、ポリ(ビニルアルコール−プロピレン)コポリマー、ポリ(ビニルアルコール−スチレン)コポリマー、ポリ(酢酸ビニル−エチレン)コポリマー、ポリ(酢酸ビニル−プロピレン)コポリマー、ポリ(酢酸ビニル−スチレン)コポリマーのようなビニル系のポリマあるいはコポリマー、アイオノマー、側鎖部分を化学修飾することにより耐熱性及び溶融可塑性を向上させた多糖類、ポリアルキレンオキシドあるいはポリ(アルキレンオキシド−エチレン)コポリマー、ポリ(アルキレンオキシド−プロピレン)コポリマーなどのアルキレンオキシドと各ビニル誘導体のコポリマー、あるいはポリアルキレンオキシドの誘導体、アルキレンテレフタレートとアルキレングリコールのコポリマー、アルキレンテレフタレートとポリ(アルキレンオキシド)グリコールのコポリマー、アルキレンテレフタレートとポリアルキレンジオールとのコポリマー、などのようなポリマ、コポリマーなどが挙げられる。それらの中でも、相溶化剤としての効果が大きく、本発明で得られる中空ブレンド繊維を形成した場合の糸物性が良好であることを考慮すると、ポリスチレン系ポリマ、ポリアクリレート系ポリマ、ポリメタクリレート系ポリマ、スチレンとメチルメタクリレートのコポリマー、アルキレンテレフタレートとアルキレングリコールのコポリマー、アルキレンテレフタレートとポリ(アルキレンオキシド)グリコールのコポリマー、ポリ(アルキレンオキシド)グリコール、アルキレンテレフタレートとポリアルキレンジオールとのコポリマー、またはこれらポリマの誘導体が好ましい。 Moreover, as a high molecular compound mentioned as a compatibilizing agent, what is necessary is just to use a high molecular compound with high compatibility or affinity with respect to each of component A and component B, for example, a polystyrene polymer, a polyacrylate polymer, Polymethacrylate polymers, poly (vinyl alcohol-ethylene) copolymers, poly (vinyl alcohol-propylene) copolymers, poly (vinyl alcohol-styrene) copolymers, poly (vinyl acetate-ethylene) copolymers, poly (vinyl acetate-propylene) copolymers, Vinyl polymers or copolymers such as poly (vinyl acetate-styrene) copolymers, ionomers, polysaccharides, polyalkylene oxides or poly (alkylene oxides) that have improved heat resistance and melt plasticity by chemically modifying the side chain moiety. Copolymers of alkylene oxides and vinyl derivatives, such as poly (alkylene oxide-propylene) copolymers, polyalkylene oxide derivatives, copolymers of alkylene terephthalate and alkylene glycol, copolymers of alkylene terephthalate and poly (alkylene oxide) glycol And polymers such as copolymers, copolymers of alkylene terephthalate and polyalkylene diols, and the like. Among them, considering that the effect as a compatibilizing agent is great and the yarn physical properties are good when the hollow blend fiber obtained in the present invention is formed, polystyrene polymer, polyacrylate polymer, polymethacrylate polymer are considered. , Copolymers of styrene and methyl methacrylate, copolymers of alkylene terephthalate and alkylene glycol, copolymers of alkylene terephthalate and poly (alkylene oxide) glycol, poly (alkylene oxide) glycol, copolymers of alkylene terephthalate and polyalkylene diol, or derivatives of these polymers Is preferred.
以下に、好ましいと思われるアルキレンテレフタレートとポリアルキレンジオール、アルキレンテレフタレートとアルキレングリコールのコポリマー、アルキレンテレフタレートとポリ(アルキレンオキシド)グリコールのコポリマー、あるいはポリ(アルキレンオキシド)グリコールまたはその誘導体について具体例を述べる。 Below, the preferred alkylene terephthalate seems a polyalkylene diol, copolymers of alkylene terephthalate and alkylene glycol, we describe a specific example of alkylene terephthalate and poly copolymers of (alkylene oxide) glycol or a poly (alkylene oxide) glycol or a derivative thereof .
アルキレンテレフタレートとポリアルキレンジオールとのコポリマーとしてはエチレンテレフタレート、プロピレンテレフタレート、ブチレンテレフタレート、ペンタメチレンテレフタレート、ヘキサメチレンテレフタレートなどから選ばれたアルキレンテレフタレートと、ポリエチレンジオール、ポリブチレンジオールなどから選ばれたポリアルキレンジオールとからなるコポリマーであり、アルキレンテレフタレートとアルキレングリコールをそれぞれ1種類ずつ用いても良く、あるいは複数種用いても良い。具体的には、ポリ(エチレンテレフタレート−ポリエチレンジオール)コポリマー、ポリ(プロピレンテレフタレート−ポリエチレンジオール)コポリマー、ポリ(ブチレンテレフタレート−ポリブチレンジオール)コポリマーなどを挙げることができる。 As a copolymer of alkylene terephthalate and polyalkylene diol, an alkylene terephthalate selected from ethylene terephthalate, propylene terephthalate, butylene terephthalate, pentamethylene terephthalate, hexamethylene terephthalate, etc., and polyalkylene diol selected from polyethylene diol, polybutylene diol, etc. One type of each of alkylene terephthalate and alkylene glycol may be used, or a plurality of types may be used. In concrete terms, poly (ethylene terephthalate - polyethylene diol) copolymers, poly (propylene terephthalate - polyethylene diol) copolymers, poly (butylene terephthalate - polybutylene diol) copolymers, and the like.
アルキレンテレフタレートとアルキレングリコールのコポリマーとしてはエチレンテレフタレート、プロピレンテレフタレート、ブチレンテレフタレート、ペンタメチレンテレフタレート、ヘキサメチレンテレフタレートなどから選ばれたアルキレンテレフタレートと、エチレングリコール、プロピレングリコール、ブチレングリコール(あるいはテトラメチレングリコール)、ペンタメチレングリコール、ヘキサメチレングリコールから選ばれたアルキレングリコールとからなるコポリマーであり、アルキレンテレフタレートとアルキレングリコールをそれぞれ1種類ずつ用いても良く、あるいは複数種用いても良い。具体的には、ポリエチレンテレフタレート−ブチレグリコールコポリマー、ポリプロピレンテレフタレート−エチレングリコールコポリマー、ポリブチレンテレフタレート−テトラメチレングリコールコポリマーなどを挙げることができる。 As the copolymer of alkylene terephthalate and alkylene glycol, alkylene terephthalate selected from ethylene terephthalate, propylene terephthalate, butylene terephthalate, pentamethylene terephthalate, hexamethylene terephthalate, ethylene glycol, propylene glycol, butylene glycol (or tetramethylene glycol), penta It is a copolymer comprising an alkylene glycol selected from methylene glycol and hexamethylene glycol, and one or more of each of alkylene terephthalate and alkylene glycol may be used. In concrete terms, polyethylene terephthalate - can be exemplified tetramethylene glycol copolymer, etc. - butyl les glycol copolymer, polypropylene terephthalate - ethylene glycol copolymer, polybutylene terephthalate.
アルキレンテレフタレートとポリ(アルキレンオキシド)グリコールのコポリマーとしてはエチレンテレフタレート、プロピレンテレフタレート、ブチレンテレフタレート、ペンタメチレンテレフタレート、ヘキサメチレンテレフタレートなどから選ばれたアルキレンテレフタレートと、ジエチレングリコール、トリエチレングリコール、ポリ(エチレンオキシド)グリコール、ジプロピレングリコール、ポリ(プロピレンオキシド)グリコール、エチレンオキシドとプロピレンオキシドの共重合体からなるポリ(エチレンオキシド−プロピレンオキシド)グリコール、などから選ばれたポリ(アルキレンオキシド)グリコールとからなるコポリマーであり、アルキレンテレフタレートとポリ(アルキレンオキシド)グリコールをそれぞれ1種類ずつ用いても良く、あるいは複数種用いても良い。具体的には、ポリエチレンテレフタレート−ジエチレングリコールコポリマー、ポリエチレンテレフタレート−ポリ(エチレンオキシド)グリコールコポリマー、ポリブチレングリコール−ポリ(エチレンオキシド)グリコールコポリマー、ポリプロピレンテレフタレート−ポリ(エチレンオキシド)グリコールコポリマーなどを挙げることができる。 As the copolymer of alkylene terephthalate and poly (alkylene oxide) glycol, alkylene terephthalate selected from ethylene terephthalate, propylene terephthalate, butylene terephthalate, pentamethylene terephthalate, hexamethylene terephthalate, and the like, diethylene glycol, triethylene glycol, poly (ethylene oxide) glycol, A copolymer comprising poly (alkylene oxide) glycol selected from dipropylene glycol, poly (propylene oxide) glycol, poly (ethylene oxide-propylene oxide) glycol composed of a copolymer of ethylene oxide and propylene oxide, and alkylene terephthalate And 1 each of poly (alkylene oxide) glycol It may be used by classes, or may be used in combination. In concrete terms, polyethylene terephthalate - can be exemplified poly (ethylene oxide) glycol copolymers and the like - diethylene glycol copolymers, polyethylene terephthalate - poly (ethylene oxide) glycol copolymer, polybutylene glycol - poly (ethylene oxide) glycol copolymers, polypropylene terephthalate.
ポリ(アルキレンオキシド)グリコールまたはその誘導体の主たる化学構造としては、脂肪族、芳香族、脂環族などの炭素が主鎖をなしている基(もしくはグループ)と酸素原子が交互に結合しているような繰り返し構造を有しているものであれば良く、例えば下記一般式(X)で表されるような単一アルキレンオキシドを繰り返し単位としたポリ(アルキレンオキシド)グリコールを用いることができる。
−[(CH2)a−O]m− ・・・(X)
(X)式を満足するものとしては、例えば、ポリ(エチレンオキシド)グリコール(a=2)、ポリ(プロピレンオキシド)グリコール(a=3)、ポリ(テトラメチレンオキシド)グリコール(a=4)、などのポリ(アルキレンオキシド)グリコールが挙げられる。
The main chemical structure of poly (alkylene oxide) glycol or its derivative is a group (or group) of aliphatic, aromatic, alicyclic, etc. carbon having a main chain and oxygen atoms bonded alternately. Any poly (alkylene oxide) glycol having a single alkylene oxide represented by the following general formula (X) as a repeating unit may be used.
− [(CH 2 ) a —O] m − (X)
Examples of satisfying the formula (X) include poly (ethylene oxide) glycol (a = 2), poly (propylene oxide) glycol (a = 3), poly (tetramethylene oxide) glycol (a = 4), and the like. Of poly (alkylene oxide) glycols.
また、ポリ(アルキレンオキシド)グリコールとしては、たとえば下記一般式(Y)で表されるような、異なったアルキレンオキシドの交互、ランダム、あるいはブロック共重合体でも良い。
−{[(CH2)a−O]m−[(CH2)b−O]n}x−・・・(Y)
(Y)式を満足するものとして、たとえばポリ(オキシエチレン−オキシプロピレン)共重合体(a=2または3、b=2または3、またaとbは同じであっても異なっても良い。)、ポリ(オキシテトラメチレン−オキシエチレン−オキシプロピレン)共重合体(a=1または2または3、b=1または2または3、またaとbは同じであっても異なっても良い。)などのように、異なったアルキレンオキシドの共重合体などが挙げられる。
The poly (alkylene oxide) glycol may be an alternating, random or block copolymer of different alkylene oxides as represented by the following general formula (Y).
- {[(CH 2) a -O] m - [(CH 2) b -O] n} x - ··· (Y)
As satisfying the formula (Y), for example, a poly (oxyethylene-oxypropylene) copolymer (a = 2 or 3, b = 2 or 3, and a and b may be the same or different. ), Poly (oxytetramethylene-oxyethylene-oxypropylene) copolymer (a = 1 or 2 or 3, b = 1 or 2 or 3, and a and b may be the same or different.) For example, copolymers of different alkylene oxides.
さらに、ポリ(アルキレンオキシド)グリコールとしては、上記一般式(X)あるいは(Y)で表されるポリアルキレンオキシドを、1種単独であっても良いし、または発明の主旨を損ねない範囲で、発明の主旨を損ねない範囲で2種以上を組み合わせたものを用いても良い。 Furthermore, as the poly (alkylene oxide) glycol, the polyalkylene oxide represented by the general formula (X) or (Y) may be one kind alone, or in a range not impairing the gist of the invention. You may use what combined 2 or more types in the range which does not impair the main point of invention.
本発明の中空ブレンド繊維における相溶化剤の含有量としては、成分Aと成分Bのブレンドがより効果的に微細化し、得られる中空ブレンド繊維の空隙が微細化して繊維物性が優れたものとなるという点で、相溶化剤の含有量は、成分Bの含有重量に対し2〜500重量%であることが好ましく、5〜400重量%であることがより好ましい。 As the compatibilizing agent content in the hollow blend fiber of the present invention, the blend of component A and component B is more effectively refined, and the voids of the resulting hollow blend fiber are refined, resulting in excellent fiber properties. In this respect, the content of the compatibilizing agent is preferably 2 to 500% by weight, more preferably 5 to 400% by weight, based on the content of Component B.
本発明の中空ブレンド繊維における相溶化剤の添加方法としては、溶融紡糸が完結する以前の任意の段階で成分Aと成分Bのブレンド組成物に添加される方法であれば、例えば、(a)通常の成分Aの重合反応において、重合反応が停止する以前の任意の段階で添加して溶融混練する方法、(b)あらかじめ調製した成分Aと成分Bとをブレンドした組成物に相溶化剤を添加しエクストルーダやスタティックミキサーといった混練機により常圧もしくは減圧下で溶融混練する方法、(c)溶融紡糸時にエクストルーダやスタティックミキサーといった混練機に相溶化剤、成分Aと成分Bとを同時に規定量添加して、常圧もしくは減圧下で溶融混練する方法、などが挙げられ、操業性の面で前述の(b)または(c)の方法が好適に採用される。 As the method of adding the compatibilizer in the hollow blend fibers of the present invention, any one of the known methods is added to the blend composition of the components A and B in any previous stage of melt spinning is completed, for example, (a) In a usual polymerization reaction of component A, a method of adding and melting and kneading at an arbitrary stage before the polymerization reaction stops, (b) a compatibilizer in a composition obtained by blending component A and component B prepared in advance. Add and add a specified amount of compatibilizer, component A and component B simultaneously to a kneader such as an extruder or static mixer during melt spinning, using a kneader such as an extruder or static mixer. and a method of melt-kneading at atmospheric pressure or under reduced pressure, and the like, a method of the aforementioned in terms of operability (b) or (c) are preferably employed
本発明の中空ブレンド繊維の繊維直径に関しては、繊維物性に優れ、あるいは布帛を形成する上で加工性がより向上するという点で、繊維直径は0.01〜5000μmであることが好ましく、より好ましくは1000μm以下であり、200μm以下であることがさらにより好ましい。また、繊維の外径断面形状についても、前述中空部を有する物であれば、例えば丸形、多角形、多葉型などが挙げられるが、繊維が安定した物性を有する点では丸形が好ましく、あるいは更に軽量性を向上させるという点では、多角型や多葉型が好ましい。そしてまた1本の糸条における単繊維の本数は、衣料用途あるいは産業資材用途などの使用目的に応じて適宜設定すれば良く、例えば1本のモノフィラメントでもよく、あるいは2本以上の複数の糸条からなるマルチフィラメントでもよい。特にマルチフィラメントの場合は、紡糸あるいは延伸工程での製糸性や高次加工での工程通過性などを考慮すると、2本〜2000本となすことが好ましく、4本〜500本となすことがさらに好ましく、4本〜250本となすことがさらにより好ましい。 For the fiber diameter of the hollow blend fibers of the present invention is excellent in fiber properties, or in that processability is improved in forming a fabric, it is preferable that the fiber diameter is 0.01~5000Myuemu, more preferably Is 1000 μm or less, and more preferably 200 μm or less. In addition, as for the outer diameter cross-sectional shape of the fiber , for example, a round shape, a polygonal shape, a multi-leaf shape, and the like can be cited as long as the material has the above-described hollow portion. Or, in terms of further improving the lightness, a polygonal shape or a multileaf shape is preferable. The number of single fibers in a single yarn also may be appropriately set according to the intended use, such as apparel applications or industrial materials, for example, one monofilament may be, or two or more of the plurality of yarns A multifilament made of may be used. In particular, in the case of multifilaments, it is preferably 2 to 2000, and more preferably 4 to 500, taking into consideration the spinning performance in the spinning or drawing process and the process passability in higher processing. Preferably, it is more preferably 4 to 250.
本発明の中空ブレンド繊維は、形態安定性や耐候性が優れる、あるいは衣料用あるいは産業用の各種素材における様々な使用環境での収縮特性を採用するという点で、温水あるいは沸騰水(約70〜100℃)中、15分間保持した際の収縮率が50%以下であることが好ましく、30%以下であることがより好ましく、25%以下であることがさらにより好ましい。 Hollow blend fibers of the present invention, the form stability and weather resistance is excellent, or in that it employs the shrinkage characteristics in various use environments in various materials for clothing or industrial hot water or boiling water (about 70 100%), the shrinkage rate when held for 15 minutes is preferably 50% or less, more preferably 30% or less, and even more preferably 25% or less.
また本発明の中空ブレンド繊維は、形態安定性が優れることのほかに、衣料用あるいは産業用の各種素材の許容変形度を鑑みて、20℃での繊維の伸度が100%以下であることが好ましく、60%以下であることがより好ましく、45%以下であることがさらにより好ましい。 The hollow blend fibers of the present invention, in addition to the shape stability is excellent, in view of the allowable deformation of the various materials for clothing or industrial, that elongation of the fibers at 20 ° C. is not more than 100% Is preferably 60% or less, more preferably 45% or less.
本発明の中空ブレンド繊維は、より軽量性に優れるという点で見かけ比重が1.2以下であることが好ましい。該見かけ比重が1.2以下であると、幼児あるいは年配者用衣料として用いる場合はもちろんのこと、スポーツ用ユニフォームあるいはアウトドア用衣料として用いる場合において、同等の嵩(体積)で軽量性に優れ非常に好ましい。さらに産業用素材として用いる場合にも、例えば本発明の複合繊維と、通常の溶融紡糸および延伸により得られる合成繊維とを用いて比較する場合に、同等の強力を担うことを想定すると、本発明の複合繊維は総重量が小さくなるために例えば運搬において非常に好ましいほか、逆に前述2種類の繊維を同等の重量となしてその担いうる強力を比較する場合には、本発明の複合繊維の方が、より大きな強力を担いうる非常に優れた素材である。そして、かかる複合繊維の見かけ比重は、1.0以下であることがより好ましく、0.95以下であることがさらにより好ましい。 The hollow blended fiber of the present invention preferably has an apparent specific gravity of 1.2 or less from the viewpoint that it is more lightweight. When the apparent specific gravity is 1.2 or less, not only when it is used as clothing for infants or elderly people, but also when used as sports uniform or outdoor clothing, it has excellent bulkiness and light weight. Is preferable. Further, when used as an industrial material, for example, assuming that the composite fiber of the present invention is compared with a synthetic fiber obtained by ordinary melt spinning and stretching, it is assumed that the same strength is assumed. Since the total weight of the composite fiber is small, it is very preferable for transportation, for example. On the contrary, when the above two types of fibers have the same weight and the strength that can be carried is compared, the composite fiber of the present invention It is a very good material that can carry greater strength. The apparent specific gravity of the composite fiber is more preferably 1.0 or less, and even more preferably 0.95 or less.
本発明の中空ブレンド繊維は、衣料用あるいは産業資材用として幅広く用いることが可能であるという点で、繊維強度は、3.5cN/dtex以上であることが好ましい。前述した、幼児あるいは年配者用衣料として用いる場合はもちろんのこと、スポーツ用ユニフォームあるいはアウトドア用衣料として用いる場合、さらには産業用素材として用いる場合には、繊維強度の点で丈夫な素材であることが用途展開を図る上で好ましい。また繊維あるいは布帛の加工性を考慮する場合にも加工のバリエーションが広がるという点で糸物性は強度が高いことが求められる。そして、かかる複合繊維の強度は4.0cN/dtex以上であることがさらに好ましい。 The fiber blend strength is preferably 3.5 cN / dtex or more in that the hollow blend fiber of the present invention can be widely used for clothing or industrial materials. Of course, when used as clothing for infants or the elderly, as well as when used as sports uniforms or outdoor clothing, and when used as industrial material, it should be strong in terms of fiber strength. Is preferable from the viewpoint of application development. Also, when considering the workability of the fiber or fabric, the yarn physical properties are required to have high strength in that the variation of processing is widened. The strength of the composite fiber is 4 . It is favorable preferable to further is 0cN / dtex or more.
本発明の中空ブレンド繊維は、微細な空隙と中空部を共に有することから軽量性に非常に優れ、空隙および中空部から形成される中空ブレンド繊維中の総空孔の度合いを示す総空孔率(V)は25%以上であることが好ましく、30%以上であることがより好ましく、40%以上であることが更により好ましく、50%以上であることが特に好ましい。ここで該総空孔率(V;%)は、本発明の繊維見かけ比重を下記実施例E.の方法により測定することで算出でき、また前述の中空部の量を示す中空率(Vb;%)や、空隙の量を示す空隙率(Va;%)についても実施例中のE.に示す方法から算出できる。 The hollow blend fiber of the present invention has both a fine void and a hollow portion, so it is very excellent in light weight , and the total porosity indicating the degree of total void in the hollow blend fiber formed from the void and the hollow portion. (V) is preferably 25% or more, more preferably 30% or more, even more preferably 40% or more, and particularly preferably 50% or more. Here, the total porosity (V;%) indicates the apparent specific gravity of the present invention according to Example E.E. The void ratio (Vb;%) indicating the amount of the hollow portion and the void ratio (Va;%) indicating the amount of voids described above can also be calculated by measuring by the above method. It can be calculated from the method shown in
本発明の中空ブレンド繊維は、発明の主旨を損ねない範囲で成分Aの部分、成分Bの部分、空隙部あるいは中空部に艶消剤、難燃剤、滑剤、酸化防止剤、紫外線吸収剤、赤外線吸収剤、結晶核剤、蛍光増白剤、末端基封止剤等の添加剤を少量保持しても良い。 The hollow blended fiber of the present invention has a matting agent, a flame retardant, a lubricant, an antioxidant, an ultraviolet absorber, an infrared ray in the component A part, the component B part, the void part or the hollow part as long as the gist of the invention is not impaired. A small amount of additives such as an absorbent, a crystal nucleating agent, a fluorescent brightening agent, and a terminal group blocking agent may be retained.
本発明の中空ブレンド繊維は軽量性に優れることから繊維そのものとしても非常に有用で、繊維をそのまま使用することができるが、軽量性に優れることから、本発明の中空ブレンド繊維を繊維製品の一部または全部に用いても良い。本発明の中空ブレンド繊維が一部または全部に用いられている繊維製品とは、タフタ、ツイル、サテン、デシン、パレス、ジョーゼットなどの織物、平編、ゴム編、両面編、シングルトリコット編、ハーフトリコット編などの編物、ケミカルボンド法、サーマルボンド法、ニードルパンチ法、ウォータージェットパンチ(スパンレース)法、スティッチボンド法、フェルト法などの方法により形成された不織布等を示し、生糸、撚糸、加工糸など繊維の形態等については特に制限はない。また当然ながら、織物あるいは編物であれば常法の精練、染色、熱セット等の加工を受けてもよく、あるいは不織布であれば、艶付けプレス、エンボスプレス、コンパクト加工、柔軟加工、ヒートセッティングなどの物理的処理加工や、ボンディング加工、ラミネート加工、コーティング加工、防汚加工、撥水加工、帯電防止加工、防炎加工、防虫加工、衛生加工、泡樹脂加工などの化学的処理加工や、その他にマイクロ波応用や、超音波応用、遠赤外線応用、紫外線応用、低温プラズマ応用などの応用処理がなされていても良く、最終形態として、衣料品として縫製されていてもよい。 The hollow blend fiber of the present invention is very useful as a fiber itself because it is excellent in light weight, and the fiber can be used as it is. However, since it is excellent in light weight, the hollow blend fiber of the present invention is used as a fiber product. You may use for a part or all. Textile products in which the hollow blended fiber of the present invention is used in part or in whole include fabrics such as taffeta, twill, satin, desine, palace, and georgette, flat knitting, rubber knitting, double knitting, single tricot knitting, Shows knitted fabrics such as half tricot, chemical bond method, thermal bond method, needle punch method, water jet punch (spun lace) method, stitch bond method, felt method, etc. There are no particular restrictions on the form of fibers such as processed yarn. Of course, if it is a woven or knitted fabric, it may be processed by conventional scouring, dyeing, heat setting, etc., or if it is a non-woven fabric, it may be a glazing press, embossing press, compact processing, flexible processing, heat setting, etc. Chemical processing such as physical processing, bonding processing, laminating processing, coating processing, antifouling processing, water repellent processing, antistatic processing, flameproofing processing, insectproof processing, sanitary processing, foam resin processing, etc. In addition, application processing such as microwave application, ultrasonic application, far-infrared application, ultraviolet application, and low-temperature plasma application may be performed, and the final form may be sewn as clothing.
また本発明の中空ブレンド繊維が一部に用いられている繊維製品とは、本発明の中空ブレンド繊維と本発明とは異なる合成繊維、半合成繊維、天然繊維など、例えばセルロース繊維、ウール、絹、ストレッチ繊維、アセテート繊維から選ばれた少なくとも1種類の繊維を用いたことを特徴とする混用の繊維製品(以下、混用品と称することがある)である。具体的に例を挙げると、セルロース繊維としては、綿、麻等の天然繊維、鋼アンモニアレーヨン、レーヨン、ポリノジック等が挙げられ、これらセルロース繊維と混用する中空ブレンド繊維の含有率については、セルロース繊維の風合い、吸湿性、吸水性、制電性を生かし、かつ本発明の中空ブレンド繊維の軽量性を生かすために、25〜75%が好ましい。また、混用品に用いられるウール、絹は既存のものがそのまま使用でき、これらウール、あるいは絹と混用する中空ブレンド繊維の含有率については、ウールの風合い、暖かみ、かさ高さ、また、絹の風合い、きしみ音を生かし、かつ本発明の中空ブレンド繊維の軽量性を生かすために、25〜75%が好ましい。また、混用品に用いられるストレッチ繊維は、乾式紡糸または溶融紡糸されたポリウレタン繊維、ポリブチレンテレフタレート繊維やポリテトラメチレングリコール共重合ポリブチレンテレフタレート繊維に代表されるポリエステル系弾性糸等が挙げられ、ストレッチ繊維を用いる混用品において、中空ブレンド繊維の含有率は60〜98%程度が好ましい。中空ブレンド繊維の含有率が85%を越える場合には、伸縮特性が抑えられるので、アウター、カジュアルウェアー用途等に用いることができる。また70%未満の場合には、その伸縮特性のためにインナーウェアー、ファンデーション、水着用途等に用いることができる。また、混用品に用いられるアセテート繊維は、ジアセテート繊維でもトリアセテート繊維でもよい。これらアセテート繊維と混用する中空ブレンド繊維の含有率については、アセテート繊維の風合い、鮮明性、光沢を生かし、かつ本発明の中空ブレンド繊維の軽量性を生かすために、25〜75%が好ましい。 The fiber product in which the hollow blend fiber of the present invention is used in part is a synthetic fiber, semi-synthetic fiber, natural fiber, etc. different from the hollow blend fiber of the present invention, such as cellulose fiber, wool, silk, etc. A mixed fiber product (hereinafter sometimes referred to as a mixed product) characterized by using at least one type of fiber selected from stretch fiber and acetate fiber. A specific example, as the cellulose fibers, cotton, natural fibers hemp, steel ammonia rayon, rayon, polynosic, and the like, for the content of the hollow blend fibers mix with these cellulose fibers, cellulose fibers In order to make use of the texture, moisture absorption, water absorption and antistatic properties of the present invention and to make use of the light weight of the hollow blend fiber of the present invention, 25 to 75% is preferable. In addition, the existing wool and silk used in mixed products can be used as they are. The content of these wool or hollow blended fibers mixed with silk is the texture, warmth, bulkiness of the wool, In order to make use of the texture and squeak noise and to make use of the light weight of the hollow blend fiber of the present invention, 25 to 75% is preferable. The stretch fiber used in the mixed fabric is dry spun or melt spun polyurethane fibers, polyester-based elastic yarn comprising such as polybutylene terephthalate fibers and polytetramethylene glycol copolymerized polybutylene terephthalate fibers and the like, stretch In a mixed article using fibers, the content of hollow blend fibers is preferably about 60 to 98%. When the content of the hollow blend fiber exceeds 85%, the stretchability can be suppressed, so that it can be used for outer and casual wear applications. If it is less than 70%, it can be used for innerwear, foundation, swimwear, etc. due to its stretchability. Further, acetate fiber used in the mixed fabric may be a triacetate fibers at diacetate fibers. The content of the hollow blend fiber mixed with these acetate fibers is preferably 25 to 75% in order to make use of the texture, sharpness and gloss of the acetate fiber and to take advantage of the light weight of the hollow blend fiber of the present invention.
これら各種の混用品において、本発明の中空ブレンド繊維の形態、混用方法については、公知の方法を用いることができる。例えば、混用方法としては経糸または緯糸に用いる交織織物、リバーシブル織物等の織物、トリコット、ラッセル等の編物などが挙げられ、その他交撚、合糸、交絡を施してもよい。 In these various mixed fabric, the form of a hollow blend fibers of the present invention, the mix method may be any known method. For example, mixed methods include woven fabrics such as union woven fabrics and reversible fabrics used for warp or weft yarns, knitted fabrics such as tricot and russell, and other knitting, doubling, and entanglement may be performed.
本発明の繊維製品は、混用品も含め、染色されていてもよく、例えば製編織後、常法により精練、プレセット、染色、ファイナルセットの過程をとることが好ましい。また、必要に応じて、精練後、染色前に常法によりアルカリ減量処理するのも好ましい。精練は40〜98℃の温度範囲で行うことが好ましい。特にストレッチ繊維との混用の場合には、該混用品をリラックスさせながら精練することが弾性を向上させるのでより好ましい。染色前後の熱セットは一方あるいは両方共省略することも可能であるが、混用品の形態安定性、染色性を向上させるためには両方行うことが好ましい。熱セットの温度としては、120〜190℃、好ましくは140〜180℃であり、熱セット時間としては10秒〜5分、好ましくは、20秒〜3分である。 The textile product of the present invention may be dyed including mixed goods. For example, after knitting and weaving, it is preferable to carry out processes of scouring, pre-setting, dyeing and final setting by a conventional method. Further, if necessary, it is also preferable to carry out an alkali reduction treatment by a conventional method after scouring and before dyeing. The scouring is preferably performed in a temperature range of 40 to 98 ° C. In particular, in the case of blending with stretch fibers, it is more preferable to refine the blended articles while relaxing the blended articles because the elasticity is improved. One or both of the heat sets before and after dyeing can be omitted, but it is preferable to perform both in order to improve the form stability and dyeability of the mixed product. The heat setting temperature is 120 to 190 ° C., preferably 140 to 180 ° C., and the heat setting time is 10 seconds to 5 minutes, preferably 20 seconds to 3 minutes.
以下実施例により、本発明を具体的かつより詳細に説明する。本発明は、成分Aに例示するものとして、ポリエステル系ポリマとしてポリエチレンテレフタレート(以下PETと略記することがある)を、またポリアミド系ポリマとしてナイロン6をとりあげ実施例を説明する。なお実施例中の物性値は以下の方法によって測定した。 Hereinafter, the present invention will be described specifically and in detail by way of examples. The present invention, as illustrated in the component A, (sometimes hereinafter abbreviated as PET) polyethylene terephthalate as a polyester-based polymer, and also that describes an embodiment taken nylon 6 as the polyamide-based polymer. In addition, the physical-property value in an Example was measured with the following method.
A.溶融粘度の測定
(株)東洋精機社製キャピログラフ1Bを用い、窒素雰囲気下、バレル径9.55mm、ノズル長10mm,ノズル内径1mmで、剪断速度10sec−1で測定した。そして5回測定した値の平均値を溶融粘度の測定値とした。なお測定時間については、試料の劣化を防ぐため5回の測定を30分以内で完了した。
A. Measurement of Melt Viscosity Using a Capillograph 1B manufactured by Toyo Seiki Co., Ltd., under a nitrogen atmosphere, the barrel diameter was 9.55 mm, the nozzle length was 10 mm, the nozzle inner diameter was 1 mm, and the shear rate was 10 sec −1 . And the average value of the value measured 5 times was made into the measured value of melt viscosity. Regarding measurement time, 5 measurements were completed within 30 minutes in order to prevent deterioration of the sample.
B.ガラス転移温度(Tg)および融点(Tm)の測定
パーキンエルマー社製示差走査熱量分析装置(DSC−2)を用いて試料10mgで、昇温速度16℃/分で測定した。Tm、Tgの定義は、一旦昇温速度16℃/分で測定した際に観測される吸熱ピーク温度(Tm1)の観測後、約(Tm1+20)℃の温度で5分間保持した後、室温まで急冷し、(急冷時間および室温保持時間を合わせて5分間保持)、再度16℃/分の昇温条件で測定した際に、段状の基線のずれとして観測される吸熱ピーク温度をTgとし、結晶の融解温度として観測される吸熱ピーク温度をTmとした。
B. Measurement of glass transition temperature (Tg) and melting point (Tm) Using a differential scanning calorimeter (DSC-2) manufactured by PerkinElmer, the glass transition temperature (Tg) was measured at a heating rate of 16 ° C./min. The definitions of Tm and Tg are as follows. After observing the endothermic peak temperature (Tm 1 ) observed once measured at a heating rate of 16 ° C./min, the temperature is kept at a temperature of about (Tm 1 +20) ° C. for 5 minutes. Rapidly cool to room temperature (hold for 5 minutes by combining the quenching time and room temperature holding time) and measure the endothermic peak temperature as Tg as a stepwise baseline deviation when measured again at 16 ° C / min. The endothermic peak temperature observed as the melting temperature of the crystal was defined as Tm.
C.臨界表面張力γcの測定
成分Aあるいは成分Bからなるフィルムにおいて、純水72.8dyne/cm,エチルアルコール(特級以上)22.3dyne/cm,ジオキサン33.6dyne/cm,ヘキサン18.4dyne/cm,20%アンモニア水59.3dyne/cm,の5種類の液体を用いて、20℃、湿度40〜80%、静置の条件下、測定するフラットな面を持つ試料上に液滴を1滴置いて液滴が静止したときに、液滴が接している固体平面と液滴が空気層と接している液滴表面とがなす角度を接触角θとして測定し、用いた液体の表面張力に対しcosθをプロットし(Zismanプロット)、完全に濡れる、すなわちcosθ=1となるときの表面張力をプロットした点について外挿することで臨界表面張力γcを求めた。
C. In a film comprising component A or component B for measuring the critical surface tension γ c , pure water 72.8 dyne / cm, ethyl alcohol (special grade or higher) 22.3 dyne / cm, dioxane 33.6 dyne / cm, hexane 18.4 dyne / cm , 20% ammonia water 59.3 dyne / cm, one droplet on a sample having a flat surface to be measured under the conditions of 20 ° C., humidity 40-80%, and standing When the droplet is stationary, the angle formed by the solid plane in contact with the droplet and the surface of the droplet in contact with the air layer is measured as the contact angle θ, and the surface tension of the liquid used is measured. plotting the against cos [theta] (Zisman plot), fully wetted, i.e., the critical surface tension gamma c by extrapolating the points obtained by plotting the surface tension when the cos [theta] = 1 Meta.
D.繊維強度、残留伸度の測定、自然延伸倍率の設定
オリエンテック社製テンシロン引張試験機(TENSIRON UCT−100)を用い、未延伸糸であれば初期試料長50mm、引張速度400mm/分で、延伸糸であれば初期試料長200mm、引張速度200mm/分でそれぞれ強度および残留伸度を測定し、5回測定した平均値をそれぞれの測定値とした。また自然延伸倍率は、未延伸糸の強度および伸度の測定の際に得られた応力−歪み曲線(S−S)において、定応力伸長域が終了する伸度(%)を100で割って1を加えた値を自然延伸倍率とした。
D. Fiber strength, measurement of residual elongation, setting of natural draw ratio Using an Tentecron tensile tester (TENSIRON UCT-100) manufactured by Orientec, if it is an undrawn yarn, it is drawn at an initial sample length of 50 mm and a pulling speed of 400 mm / min. In the case of a yarn, the strength and the residual elongation were measured at an initial sample length of 200 mm and a tensile speed of 200 mm / min, and the average value measured five times was used as each measured value. The natural draw ratio is obtained by dividing the elongation (%) at which the constant stress elongation region is completed by 100 in the stress-strain curve (SS) obtained when measuring the strength and elongation of the undrawn yarn. The value obtained by adding 1 was taken as the natural stretch ratio.
E.繊維の見かけ比重の測定および総空孔率、空隙率、中空率の算出
繊維の見かけ比重は、以下の方法により測定・算出した。
(a)繊維の見かけ比重が0.659以上の場合
JIS−L−1013:1999 8.17.1(日本規格協会発行、化学繊維フィラメント糸試験方法)に定められた浮沈法に基づき、20℃±5℃の温度下、溶媒として、比重が1以上であればNaBr水溶液を用いて、比重が1〜0.789の間であればエチルアルコール水溶液を用いて、比重が0.789〜0.659の間であればエチルアルコール−ヘキサン溶液を用いて、それぞれ糸が24時間、浮かびも沈みもしない比重の液体を調製して測定し、5本測定した比重値の平均値を測定比重値(Q)とした。
(b)繊維の見かけ比重が0.659未満の場合
本発明の繊維のみからなる100g±10gの下記K.に記載の方法により作成した筒編布帛を用いて事前に重量を測定し、またあらかじめ重量および体積の分かったおもりを筒編みした布帛に固定し、4℃±1℃に調製したイオン交換水に沈めて5分間の超音波による脱泡を行った後、筒編みの体積を測定し、10枚測定した布帛の比重値の平均値を測定比重値(Q)とした。
また繊維中の空隙および中空部の総量を表す総空孔率(V;%)は下記式に準じ、空隙および中空部のない場合のブレンド繊維の見かけ比重(R;下記式より算出)と測定比重値Qとを用いて算出した。
総空孔率(V;%)=100(1−Q/R),
空隙および中空部の無い場合の複合繊維の見かけ比重R;
R=100/((100−S1−S2)/V+S1/V1+S2/V2)、
[ただし、V:成分Aの密度(g/cm3)、S1:成分Bの繊維中の重量%]、
V1:成分Bの密度(g/cm3)、S2:相溶化剤の繊維中の重量%(S2=S1×[S1に対する重量%]/100)、V2:相溶化剤の密度(g/cm3)
なお、成分A,成分B、相溶化剤の各密度については、製造元の公称値をそのまま用いるか、あるいは各成分単独からなる未延伸糸もしくは延伸糸を用いてJIS−L−1013の密度勾配管法で測定した値を用いた。例えば成分AがPETの場合、未延伸糸であれば1.34を、延伸糸であれば1.38を用いた。
E. Measurement of Apparent Specific Gravity and Calculation of Total Porosity, Porosity, and Hollow Ratio The apparent specific gravity of the fiber was measured and calculated by the following method.
(A) When the apparent specific gravity of the fiber is 0.659 or more, 20 ° C. based on the float / sink method defined in JIS-L-1013: 1999 8.17.1 (published by the Japanese Standards Association, chemical fiber filament yarn test method) Under a temperature of ± 5 ° C., a NaBr aqueous solution is used as the solvent if the specific gravity is 1 or more, and an ethyl alcohol aqueous solution is used if the specific gravity is between 1 and 0.789, and the specific gravity is 0.789 to 0.00. If it is between 659, using an ethyl alcohol-hexane solution, a liquid having a specific gravity in which the yarn does not float or sink for 24 hours is prepared and measured, and an average value of five specific gravity values is measured as a specific gravity value ( Q).
(B) When the apparent specific gravity of the fiber is less than 0.659: 100 g ± 10 g of the following K.I. Weighed in advance using the tubular knitted fabric prepared by the method described in 1. In addition, we fixed the weight of which weight and volume were known in advance to the tubular knitted fabric, and added it to ion-exchanged water prepared at 4 ° C ± 1 ° C. After submerging and defoaming with ultrasonic waves for 5 minutes, the volume of the tubular knitting was measured, and the average value of the specific gravity values of 10 fabrics was defined as the measured specific gravity value (Q).
Further, the total porosity (V;%) representing the total amount of voids and hollow portions in the fiber is measured according to the following formula, and the apparent specific gravity (R: calculated from the following formula) and measurement of the blend fiber when there are no voids and hollow portions. The specific gravity value Q was used for calculation.
Total porosity (V;%) = 100 (1-Q / R),
Apparent specific gravity R of the composite fiber without voids and hollows;
R = 100 / ((100-S1-S2) / V + S1 / V1 + S2 / V2),
[V: density of component A (g / cm 3 ), S1: weight% of component B in fiber]
V1: density of component B (g / cm 3 ), S2: weight% of compatibilizer in fiber (S2 = S1 × [wt% relative to S1] / 100), V2: density of compatibilizer (g / cm 3 )
In addition, about each density of a component A, a component B, and a compatibilizing agent, the nominal value of a manufacturer is used as it is, or the density gradient tube of JIS-L-1013 using the undrawn yarn or drawn yarn which consists of each component independently. The value measured by the method was used. For example, when component A is PET, 1.34 is used for undrawn yarn, and 1.38 is used for drawn yarn.
さらに得られた各繊維の空隙率(Va;%)あるいは中空率(Vb;%)は、下記E−1,E−2の方法に準じて算出した。 Furthermore, the void ratio (Va;%) or the hollow ratio (Vb;%) of each obtained fiber was calculated according to the following methods E-1 and E- 2.
<E−1;空隙率(Va;%)の算出方法>
下記実施例において、空隙を発現させる延伸前後の繊維比重をJIS−L−1013の浮沈法にて測定し、Va(%)=[延伸後の繊維比重]/[延伸前の繊維の比重]×100、から算出した。
<E-1: Calculation method of porosity (Va;%)>
In the following examples, the fiber specific gravity before and after stretching that causes voids was measured by the float / sink method of JIS-L-1013, Va (%) = [fiber specific gravity after stretching] / [specific gravity of fiber before stretching] × 100.
<E−2;中空率(Vb;%)の算出方法>
下記実施例において、異形断面口金を用いて溶融紡糸を行う場合は、得られた延伸糸の断面写真をデジタル撮影し、100本分の単糸見かけ繊維断面積において中空部分が占める面積比を、コンピュータソフトウェアの三谷商事社製WinROOF(バージョン2.3)において繊維略外径および繊維中空部略内径から算出し、該面積比(平均値)に100を掛けて中空率(平均中空率)Vbとした。また芯鞘繊維もしくは海島繊維から芯もしくは島を溶脱して中空繊維を得る場合には、溶脱前後の繊維比重をJIS−L−1013の浮沈法にて測定し、Vb(%)=([溶脱後の繊維比重]/[溶脱前の繊維の比重])×100、から算出した。
<E-2; Calculation method of hollow ratio (Vb;%)>
In the following examples, when performing melt spinning using a modified cross-section die, the cross-sectional photograph of the obtained drawn yarn is digitally photographed, and the area ratio occupied by the hollow portion in the single-fiber apparent fiber cross-sectional area for 100 yarns, In the computer software WinROOF (version 2.3) manufactured by Mitani Shoji Co., Ltd., calculated from the fiber outer diameter and the fiber hollow inner diameter, the area ratio (average value) is multiplied by 100 and the hollow ratio (average hollow ratio) Vb did. When a core or island is leached from a core-sheath fiber or sea-island fiber to obtain a hollow fiber, the fiber specific gravity before and after leaching is measured by the float / sink method of JIS-L-1013, and Vb (%) = ([Leaching The specific gravity after fiber] / [specific gravity of fiber before leaching]) × 100.
F.繊維径(R)、成分Bの非相溶性確認、平均分散直径、平均最大分散直径(r)の測定
(株)ニコン社製、走査型電子顕微鏡ESEM−2700を用いて、加速電圧10kVで、試料を白金−パラジウム蒸着(蒸着膜圧:25〜50オングストローム)処理を行った後、倍率200〜100000倍の任意の倍率で確認した。サンプルの調製は、液体窒素中で試料として用いる繊維及び刃物を冷却し15分の冷却後に液体窒素中で繊維軸方向に垂直な繊維横断面を観察面となるよう切断したのち得たサンプルか、あるいは包埋してウルトラミクロトームにて繊維軸方向に垂直な繊維横断面の端面出しを行ったサンプルを観察に供した。成分Bの平均ドメインサイズについては、前E.項同様に断面写真をデジタル撮影し、コンピュータソフトウェアの三谷商事社製WinROOF(バージョン2.3)において該繊維横断面上に存在する全ての成分Bの平均面積値を算出し、更に該平均面積値から略円形と判断してドメインの平均直径(ドメインサイズ)を算出した。
F. Measurement of fiber diameter (R), component B incompatibility, average dispersion diameter, average maximum dispersion diameter (r) Nikon Corporation, using scanning electron microscope ESEM-2700, acceleration voltage 10 kV, The sample was subjected to platinum-palladium vapor deposition (deposition film pressure: 25 to 50 angstrom), and then confirmed at an arbitrary magnification of 200 to 100,000 times. The sample was prepared by cooling the fiber and blade used as a sample in liquid nitrogen, cutting the fiber cross section perpendicular to the fiber axis direction in liquid nitrogen to be an observation surface after cooling for 15 minutes, or Or the sample which carried out the embedding | embedding and performed the end surface of the fiber cross section perpendicular | vertical to a fiber axis direction with the ultramicrotome was used for observation. For the average domain size of component B, see E. The cross-sectional photograph was digitally taken in the same manner as in the above section, and the average area value of all the components B existing on the cross section of the fiber was calculated in the computer software WinROOF (version 2.3) manufactured by Mitani Corporation. From this, the average diameter of the domain (domain size) was calculated.
G.成分Bの不連続性(繊維軸方向の成分Bの分散長さ)の確認
得られた複合繊維0.1gを、0.1Nの水酸化ナトリウム水溶液200mlに含浸し、50℃にて24時間攪拌して成分AであるPETを加水分解した。そして水溶液表面に浮いている浮遊物をスポイトで採取し、エタノールで洗浄したスライドガラスに滴下してカバーガラスで挟み、光学顕微鏡にておよそ100〜600倍で観察した。光学顕微鏡で観察できないものについては該浮遊物を前F.項のESEM−2700を用いて600Paの水蒸気雰囲気下で観察した。そしてブレンド性の評価として、成分Bの直径(α)と長さ(β)の比β/αを求め、観察しうる最大の比をその成分Bの分散長さの指標とし、1,000以下である場合に○とし、1,000を超えて大きい場合に×とした。
G. Confirmation of discontinuity of component B (dispersion length of component B in the direction of fiber axis) 0.1 g of composite fiber obtained was impregnated in 200 ml of 0.1N aqueous sodium hydroxide solution and stirred at 50 ° C. for 24 hours. Then, the component A PET was hydrolyzed. The suspended matter floating on the surface of the aqueous solution was collected with a dropper, dropped onto a glass slide washed with ethanol, sandwiched between cover glasses, and observed with an optical microscope at about 100 to 600 times. For those that cannot be observed with an optical microscope, remove the suspended matter in front of F.C. The specimen was observed under a water vapor atmosphere of 600 Pa using the item ESEM-2700. Then, as an evaluation of blendability, the ratio β / α of the diameter (α) and the length (β) of the component B is obtained, and the maximum observable ratio is used as an index of the dispersion length of the component B. ◯ when it is, and X when it is larger than 1,000.
H.延伸性の評価
延伸性については、10kgの延伸糸を作成し、1kg当たりの、単糸切れの平均回数で評価し、単糸巻き付きが頻発し延伸不可能な場合もしくは単糸が巻き付く回数が10回以上を△(劣る)、単糸が巻き付く回数が3回以上10回未満を○(良好)、単糸が巻き付く回数が3回未満を二重丸(優れる)と評価した。
H. Evaluation of stretchability About stretchability, 10kg drawn yarn is prepared and evaluated by the average number of single yarn breaks per kg, and when single yarn winding occurs frequently and cannot be drawn or the number of times the single yarn is wound is More than 10 times were evaluated as △ (inferior), the number of times that the single yarn was wound was 3 or more and less than 10 times, ○ (good), and the number of times that the single yarn was wound was evaluated as double circle (excellent).
I.重量平均分子量の測定
(株)島津製作所製高速液体クロマトグラフLC−6A(示差屈折計RID−6A,ポンプLC−9A,カラムオーブンCTO−6A,カラムShim−pack GPC−801C,−804C,−806C,−8025C)を用いて、溶媒にクロロフォルム(流速1mL/分,サンプル量200μL(ただしサンプル0.5w/w%をクロロフォルムに溶解したもの)を用いて、カラム温度40℃で測定して得た。
I. Measurement of weight average molecular weight High performance liquid chromatograph LC-6A manufactured by Shimadzu Corporation (differential refractometer RID-6A, pump LC-9A, column oven CTO-6A, columns Shim-pack GPC-801C, -804C, -806C , -8025C), and obtained by measuring at a column temperature of 40 ° C. using chloroform (flow rate: 1 mL / min, sample amount: 200 μL (however, 0.5 w / w% sample dissolved in chloroform)) as a solvent. .
J.固有粘度(IV)の測定
試料をオルソクロロフェノール溶液に溶解し、オストワルド粘度計を用いて25℃で測定した。
J. et al. The intrinsic viscosity (IV) measurement sample was dissolved in an orthochlorophenol solution and measured at 25 ° C. using an Ostwald viscometer.
K.遮光性の評価
サンプルとしてゲージ巾が20/2.54cm、ピッチ長が1mmである筒編布帛を作製し、この布帛を8枚重ねとし、5×5cmの試料板の上に重ね、試料板の色が透けて現われないことを目視観測にて確認したものを試料とした。そしてこの試料の標準白板に対する0.36〜0.74μmの波長領域についての分光透過率特性を分光測色計(ミノルタ(株)製 CM−3700d)の透過率測定モードにて測定し、各サンプルにおいて一つの測定箇所につき3回、測定個所を違えて3回測定した結果を平均して得られた分光透過率特性から該波長域における最大分光透過率を求め、前記波長域における透過率の最大値が10%以上であるものを△(劣る)、5%以上10%未満であるものを○(良好)、5%未満であるものを◎(優れる)と評価した。
K. A cylindrical knitted fabric having a gauge width of 20 / 2.54 cm and a pitch length of 1 mm was prepared as a light-shielding evaluation sample. Eight pieces of this fabric were overlaid on a 5 × 5 cm sample plate. A sample was confirmed by visual observation that the color did not show through. And the spectral transmittance characteristic about the wavelength range of 0.36-0.74 micrometer with respect to the standard white board of this sample was measured in the transmittance | permeability measurement mode of the spectrocolorimeter (Minolta Co., Ltd. CM-3700d), and each sample The maximum spectral transmittance in the wavelength range is obtained from the spectral transmittance characteristics obtained by averaging the measurement results obtained three times for each measurement location and three times at different measurement locations, and the maximum transmittance in the wavelength range is determined. Those having a value of 10% or more were evaluated as Δ (inferior), those having a value of 5% or more but less than 10% as ○ (good), and those having a value of less than 5% as ◎ (excellent).
参考例
テレフタル酸166重量部とエチレングリコール75重量部からの通常のエステル化反応によって得た低重合体に、着色防止剤としてリン酸85%水溶液を0.03重量部、重縮合触媒として三酸化アンチモンを0.06重量部、調色剤として酢酸コバルト4水塩を0.06重量部添加して重縮合反応を行い、通常用いられるIV0.70、溶融粘度2050ポイズ(290℃、剪断速度10sec−1)のポリエチレンテレフタレート(以下PET)を得た。
Reference Example 0.03 parts by weight of 85% aqueous solution of phosphoric acid as a coloring inhibitor and 0.03 part by weight of a polycondensation catalyst were added to a low polymer obtained by ordinary esterification reaction from 166 parts by weight of terephthalic acid and 75 parts by weight of ethylene glycol. A polycondensation reaction was carried out by adding 0.06 parts by weight of antimony and 0.06 parts by weight of cobalt acetate tetrahydrate as a toning agent, and the commonly used IV 0.70, melt viscosity 2050 poise (290 ° C., shear rate 10 sec) -1 ) polyethylene terephthalate (hereinafter referred to as PET).
このPETを用いて、2軸エクストルーダ型溶融紡糸機を用いて、紡糸温度290℃で孔径が0.3mm、孔数が24個の丸形の孔形状の口金を用いて溶融紡糸を行い、1200m/分の引き取り速度で引き取って、292dtex−24フィラメントの、断面形状が丸形のポリエステルマルチフィラメント繊維を得た。紡糸中に糸切れは発生せず、製糸性は優れていた。 Using this PET, melt spinning is performed using a biaxial extruder type melt spinning machine using a round hole-shaped die having a spinning diameter of 290 ° C., a hole diameter of 0.3 mm, and 24 holes. 1200 m A polyester multifilament fiber having a round shape of 292 dtex-24 filaments was obtained. No yarn breakage occurred during spinning, and the yarn making property was excellent.
得られたポリエステル繊維について延伸を行うに際し、送糸ローラーの送糸速度100m/分、第1ローラーは加熱せず(室温)送糸速度100m/分、第2ローラーの送糸速度350m/分とし、第1ローラーと第2ローラー間で延伸を行うために熱源として100℃のホットプレートを用いて、延伸倍率が3.5倍で延伸し、第2ローラーを150℃として繊維に熱処理を施した後、冷ローラーで糸をポリエステルのTg以下に冷却した後に巻き取った。延伸中に糸切れは発生せず、延伸性は優れていた。参考例の紡糸条件については表1に、糸物性などについては表2にそれぞれ示す。 When the obtained polyester fiber is stretched, the yarn feeding speed of the yarn feeding roller is 100 m / min, the first roller is not heated (room temperature), the yarn feeding speed is 100 m / min, and the yarn feeding speed of the second roller is 350 m / min. In order to perform stretching between the first roller and the second roller, a 100 ° C hot plate was used as a heat source, the stretching ratio was 3.5, and the second roller was 150 ° C to heat-treat the fibers. Thereafter, the yarn was cooled with a cold roller to Tg or less of the polyester and wound up. No thread breakage occurred during drawing, and the drawability was excellent. The spinning conditions of the reference examples are shown in Table 1, and the yarn properties are shown in Table 2.
参考例1
参考例で得られたポリエステルを用いて、2軸エクストルーダ型溶融紡糸機を用いて溶融紡糸を行う際に、成分Bとして三井化学(株)製ポリメチルペンテン(TPX,タイプRT18、以下同製品を用いPMPと略記する)を8重量%添加してブレンドポリマを作成したものを複合紡糸における海成分として用い、またイソフタル酸を20モル%、イソフタル酸のスルホン酸ナトリウム塩誘導体を15モル%それぞれ共重合したIV0.51の熱水可溶性の共重合ポリエチレンテレフタレート(以下、熱水可溶PETと略す)を複合紡糸における島成分として用い、海:島=65:35となりかつ島数が4つとなるように海島複合紡糸を行い、その他は参考例と同様の紡糸条件で305dtex−24フィラメントの断面形状が丸形のポリエステル複合マルチフィラメント繊維を得た。紡糸中に糸切れは発生せず、製糸性は優れていた。
Reference example 1
When performing melt spinning using a biaxial extruder type melt spinning machine using the polyester obtained in the reference example, as a component B, polymethylpentene (TPX, type RT18, manufactured by Mitsui Chemicals, Inc.) A blend polymer prepared by adding 8% by weight of PMP) is used as a sea component in composite spinning, and 20 mol% of isophthalic acid and 15 mol% of a sodium sulfonate derivative of isophthalic acid are used together. Polymerized IV0.51 hot water-soluble copolymerized polyethylene terephthalate (hereinafter abbreviated as hot water-soluble PET) is used as an island component in composite spinning, so that sea: island = 65: 35 and the number of islands is four. The sea-island composite spinning was performed on the other, and the other 305 dtex-24 filaments had a round cross-sectional shape under the same spinning conditions as in the reference example. To give the ester composite multi-filament fibers. No yarn breakage occurred during spinning, and the yarn making property was excellent.
紡糸にて得られた繊維を用いて参考例と同様にして倍率3.3倍で延伸を行った。延伸中に単糸切れが4.5回発生したものの延伸性は良好であった。 Using the fiber obtained by spinning, stretching was performed at a magnification of 3.3 times in the same manner as in the reference example. Although the single yarn breakage occurred 4.5 times during drawing, the drawability was good.
延伸により得られた繊維を熱水中に浸漬して島の共重合PETを除去したのち中空ブレンド繊維を得た。成分A(ポリエステル)と成分B(PMP)との界面に空隙がみられた。参考例1の結果を表2に示す。 The fiber obtained by stretching was immersed in hot water to remove the copolymer PET on the island, and then a hollow blend fiber was obtained. A void was observed at the interface between component A (polyester) and component B (PMP). The results of Reference Example 1 are shown in Table 2.
参考例2
参考例で得られたポリエステルを用いて、2軸エクストルーダ型溶融紡糸機を用いて溶融紡糸を行う際に、成分BとしてPMPを8重量%添加してブレンドポリマを作成した後に、スリット幅0.08mm、スリット径1.00mmφ、4スリットの口金を用いて溶融紡糸を行い、その他は参考例と同様の紡糸条件で290dtex−24フィラメントの断面形状が丸形中空のポリエステル複合マルチフィラメント繊維を得た。紡糸中に糸切れは発生せず、製糸性は優れていた。
Reference example 2
When the polyester obtained in the Reference Example was melt-spun using a twin-screw extruder type melt spinning machine, a blend polymer was prepared by adding 8% by weight of PMP as Component B. Melt spinning was performed using a base of 08 mm, a slit diameter of 1.00 mmφ, and a 4 slit, and the other was obtained under the same spinning conditions as in the reference example to obtain a polyester composite multifilament fiber having a round cross section of 290 dtex-24 filament. . No yarn breakage occurred during spinning, and the yarn making property was excellent.
紡糸にて得られた繊維を用いて参考例と同様にして倍率3.5倍で延伸を行った。延伸中に糸切れが6.7回発生したものの延伸性は良好であった。また成分A(ポリエステル)と成分B(PMP)の界面には空隙がみられた。参考例2の結果を表2に示す。 Using the fiber obtained by spinning, stretching was performed at a magnification of 3.5 times in the same manner as in the reference example. Although the yarn breakage occurred 6.7 times during the drawing, the drawing property was good. In addition, voids were observed at the interface between component A (polyester) and component B (PMP). The results of Reference Example 2 are shown in Table 2.
比較例1
参考例1においてPETとPMPのブレンドポリマ(PMPを8重量%)を用いて溶融紡糸を行う際に、丸孔形の口金を用いた以外は参考例1と同様の方法で溶融紡糸を行い308dtex−24フィラメントの断面形状が丸形のポリエステルマルチフィラメント繊維を得た。紡糸中に糸切れは発生せず、製糸性は優れていた。
Comparative Example 1
In Reference Example 1, when melt spinning using a blend polymer of PET and PMP (8% by weight of PMP), melt spinning was performed in the same manner as in Reference Example 1 except that a round hole die was used, and 308 dtex. A polyester multifilament fiber having a round cross section of -24 filaments was obtained. No yarn breakage occurred during spinning, and the yarn making property was excellent.
紡糸にて得られた繊維を用いて参考例と同様にして倍率3.5倍で延伸を行った。延伸中に糸切れが3.2回発生したものの延伸性は良好であった。比較例1の結果を表2に示す。参考例1と比較して成分Aと成分Bの界面には空隙がみられたが、中空部が形成されないことで比重が大きく、軽量性に劣ることが分かった。 Using the fiber obtained by spinning, stretching was performed at a magnification of 3.5 times in the same manner as in the reference example. Although the yarn breakage occurred 3.2 times during drawing, the drawability was good. The results of Comparative Example 1 are shown in Table 2. Compared with the reference example 1, although the space | gap was seen in the interface of the component A and the component B, it turned out that specific gravity is large and it is inferior to lightweight property by not forming a hollow part.
比較例2
参考例1において成分B(PMP)を用いず、PET単成分を海島複合紡糸の海成分として用いた以外は参考例1と同様の方法で島成分に熱水可溶性PETを用いて、島を4つ有する海島複合紡糸を行い290dtex−24フィラメントの断面形状が丸形のポリエステルマルチフィラメント繊維を得た。紡糸中に糸切れは発生せず、製糸性は優れていた。
Comparative Example 2
Without using the component B (PMP) in Reference Example 1, the PET monocomponent except for using as the sea component of the sea-island composite spinning using hot water soluble PET to the island component in the same manner as in Reference Example 1, island 4 The sea-island composite spinning was carried out to obtain a polyester multifilament fiber having a round cross section of 290 dtex-24 filaments. No yarn breakage occurred during spinning, and the yarn making property was excellent.
紡糸にて得られた繊維を用いて参考例と同様にして倍率3.5倍で延伸を行った。延伸中に糸切れやローラーへの単糸巻き付きなどが発生して延伸性が劣っていた。そして延伸により得られた繊維を熱水中に浸漬して島の共重合PETを除去したのち中空ブレンド繊維を得た。比較例2の結果を表2に示す。参考例1と比較して空隙が形成されないことで軽量性に乏しいことが分かった。 Using the fiber obtained by spinning, stretching was performed at a magnification of 3.5 times in the same manner as in the reference example. During drawing, breakage of the yarn or winding of a single yarn around the roller occurred and the drawability was poor. The fiber obtained by stretching was immersed in hot water to remove the copolymer PET on the island, and then a hollow blend fiber was obtained. The results of Comparative Example 2 are shown in Table 2. Compared with Reference Example 1, it was found that the lightness was poor because no voids were formed.
参考例3
参考例で得られたポリエステルを用いて、2軸エクストルーダ型溶融紡糸機を用いて溶融紡糸を行う際に、成分BとしてPMPを8重量%、相溶化剤としてエチレンテレフタレートとポリ(エチレンオキシド)グリコール[分子量4000]との共重合体(以下PET−PEG;ポリ(エチレンオキシド)グリコール成分が10%共重合されたもの)をPMPの添加量に対して200重量%、それぞれ添加してブレンドポリマを作成したものを複合紡糸における海成分として用いた以外は参考例1と同様の紡糸方法で301dtex−24フィラメントの断面形状が丸形のポリエステル複合マルチフィラメント繊維を得た。紡糸中に糸切れは発生せず、製糸性は優れていた。
Reference example 3
When melt spinning using a polyester obtained in the Reference Example using a twin-screw extruder type melt spinning machine, 8% by weight of PMP as component B, ethylene terephthalate and poly (ethylene oxide) glycol as compatibilizers [ A blend polymer was prepared by adding 200% by weight of a copolymer with a molecular weight of 4000] (hereinafter referred to as PET-PEG; 10% copolymerized poly (ethylene oxide) glycol component) to the amount of PMP added. A polyester composite multifilament fiber having a round cross section of 301 dtex-24 filaments was obtained by the same spinning method as in Reference Example 1 except that the one was used as a sea component in composite spinning. No yarn breakage occurred during spinning, and the yarn making property was excellent.
紡糸にて得られた繊維を用いて参考例1と同様にして延伸を行った。延伸中に糸切れやローラーへの単糸巻き付きなどは発生せず延伸性は優れていた。 Using the fiber obtained by spinning, stretching was performed in the same manner as in Reference Example 1. During drawing, breakage of the yarn and winding of a single yarn around the roller did not occur, and the drawability was excellent.
延伸により得られた繊維を熱水中に浸漬して島の共重合PETを除去したのち中空ブレンド繊維を得た。参考例3の結果を表2に示す。成分Aと成分Bの界面には空隙がみられ、しかも相溶化剤を用いたことでより均一にPMPが分散したことで、参考例1より空隙率が大きくなり、結果として比重がより小さくなり、また延伸性も優れていた。 The fiber obtained by stretching was immersed in hot water to remove the copolymer PET on the island, and then a hollow blend fiber was obtained. The results of Reference Example 3 are shown in Table 2. There are voids at the interface between component A and component B, and the PMP is more uniformly dispersed by using a compatibilizing agent, so that the porosity is higher than in Reference Example 1, resulting in a lower specific gravity. Also, the stretchability was excellent.
参考例4
参考例で得られたポリエステルを用いて、2軸エクストルーダ型溶融紡糸機を用いて溶融紡糸を行う際に、成分Bとして(株)グランドポリマー製ポリプロピレン(グレードJ108M,以下PPと略記する)を5重量%、相溶化剤としてPET−PEGをPMPの添加量に対して320重量%、それぞれ添加してブレンドポリマを作成したものを複合紡糸における海成分として用い、また熱水可溶PETを複合紡糸における島成分として用い、海:島=70:30となりかつ島数が12となるように海島複合紡糸を行い、その他は参考例と同様の紡糸条件で299dtex−24フィラメントの断面形状が丸形のポリエステル複合マルチフィラメント繊維を得た。紡糸中に糸切れは発生せず、製糸性は優れていた。
Reference example 4
When performing melt spinning using a polyester obtained in the Reference Example using a twin-screw extruder type melt spinning machine, a polypropylene (grade J108M, hereinafter abbreviated as PP) 5 manufactured by Grand Polymer Co., Ltd. was used as Component B. Weight%, PET-PEG as a compatibilizer, 320% by weight with respect to the amount of PMP added, blend polymers made to use as sea components in composite spinning, and hot water-soluble PET combined spinning The sea-island composite spinning is performed so that the sea: island = 70: 30 and the number of islands is 12. Otherwise, the cross-sectional shape of the 299 dtex-24 filament is round under the same spinning conditions as in the reference example. A polyester composite multifilament fiber was obtained. No yarn breakage occurred during spinning, and the yarn making property was excellent.
紡糸にて得られた繊維を用いて参考例と同様にして倍率3.5倍で延伸を行った。延伸中に糸切れやローラーへの単糸巻き付きなどは発生せず延伸性は優れていた。 Using the fiber obtained by spinning, stretching was performed at a magnification of 3.5 times in the same manner as in the reference example. During drawing, breakage of the yarn and winding of a single yarn around the roller did not occur, and the drawability was excellent.
延伸により得られた繊維を熱水中に浸漬して島の共重合PETを除去したのち中空ブレンド繊維を得た。また成分Aと成分B(PP)の界面には空隙が見られた。参考例4の結果を表2に示す。 The fiber obtained by stretching was immersed in hot water to remove the copolymer PET on the island, and then a hollow blend fiber was obtained. In addition, voids were observed at the interface between component A and component B (PP). The results of Reference Example 4 are shown in Table 2.
参考例5
参考例2において、成分Bとして三井化学(株)製ポリエチレン(ハイゼックス、グレード8200B、以下PEと略記する)を10重量%、相溶化剤として新日鐵化学社製スチレン系共重合ポリマのエスチレン(MS200、以下エスチレンと略記する)をPEの添加量に対して10重量%、それぞれ含有せしめた後ブレンドポリマを作成したものを用い、図1に示すスリット幅0.08mm、円弧部スリット径1.00mmφ、T形4スリットの口金を用いて、参考例2と同様の方法で溶融紡糸を行ったのち、参考例と同様にして倍率3.5倍で延伸を行い、繊維断面で4つの中空部を有する繊維を得た。延伸中に糸切れやローラーへの単糸巻き付きなどは発生せず延伸性は優れていた。また成分Aと成分B(PE)との界面には空隙が見られた。参考例5の結果を表2に示す。
Reference Example 5
In Reference Example 2, 10% by weight of polyethylene (Hizex, grade 8200B, hereinafter abbreviated as PE) manufactured by Mitsui Chemical Co., Ltd. as component B, and styrene copolymer of styrene copolymer (manufactured by Nippon Steel Chemical Co., Ltd.) MS200 (hereinafter abbreviated as “Estyrene”) was added to each PE in an amount of 10% by weight with respect to the added amount of PE, and a blend polymer was prepared. The slit width shown in FIG. Using a 00mmφ, T-shaped 4-slit die, melt spinning was performed in the same manner as in Reference Example 2, and then stretched at a magnification of 3.5 times in the same manner as in Reference Example. A fiber having During drawing, breakage of the yarn and winding of a single yarn around the roller did not occur, and the drawability was excellent. In addition, voids were observed at the interface between component A and component B (PE). The results of Reference Example 5 are shown in Table 2.
参考例6
参考例3において、成分Aとして東レ(株)製ナイロン6アミラン(登録商標、タイプCM1017)を133Paで24時間乾燥させたのち用い、成分BとしてPMPを用い、相溶化剤として東レ・デュポン(株)製ハイトレル(タイプ4057,以下ハイトレルと略記する)を成分Bに対して20重量%それぞれ添加してブレンドポリマを作成したものを複合紡糸における海成分として用い、また熱水可溶PETを複合紡糸における島成分として用い、海:島=65:35となりかつ島数が12個となるように海島複合紡糸を行い、その他は参考例と同様の紡糸条件で299dtex−24フィラメントの断面形状が丸形のポリエステル複合マルチフィラメント繊維を得た。紡糸中に糸切れは発生せず、製糸性は優れていた。
Reference Example 6
In Reference Example 3, nylon 6 amylan (registered trademark, type CM1017) manufactured by Toray Industries, Inc. was used as component A after drying at 133 Pa for 24 hours, PMP was used as component B, and Toray DuPont Co., Ltd. was used as a compatibilizer. ) Made of Hytrel (type 4057, hereinafter abbreviated as Hytrel) to component B by adding 20% by weight of each blend polymer was used as a sea component in composite spinning, and hot water-soluble PET was used as composite spinning. The sea-island composite spinning was performed so that the sea: island = 65: 35 and the number of islands was 12, and the other 299 dtex-24 filament had a round cross section under the same spinning conditions as in the reference example. A polyester composite multifilament fiber was obtained. No yarn breakage occurred during spinning, and the yarn making property was excellent.
紡糸にて得られた繊維を用いて参考例と同様にして倍率3.5倍で延伸を行った。延伸中に糸切れやローラーへの単糸巻き付きなどは発生せず延伸性は優れていた。 Using the fiber obtained by spinning, stretching was performed at a magnification of 3.5 times in the same manner as in the reference example. During drawing, breakage of the yarn and winding of a single yarn around the roller did not occur, and the drawability was excellent.
延伸により得られた繊維を熱水中に浸漬して島の共重合PETを除去したのち中空ブレンド繊維を得た。成分A(ナイロン6)と成分B(PMP)の界面には空隙が見られた。参考例6の結果を表2に示す。 The fiber obtained by stretching was immersed in hot water to remove the copolymer PET on the island, and then a hollow blend fiber was obtained. Gaps were observed at the interface between component A (nylon 6) and component B (PMP). The results of Reference Example 6 are shown in Table 2.
参考例7〜10
参考例で得られたポリエステルを用いて、2軸エクストルーダ型溶融紡糸機を用いて溶融紡糸を行う際に、成分BとしてPMPを用いて表3のとおり添加量を種々変更し、また相溶化剤としてエスチレンを用いて成分Bに対する添加量を表3のとおりにしてブレンドポリマを作成したものを複合紡糸における海成分として用い、また熱水可溶PETを複合紡糸における島成分として用い、海:島=55:45となりかつ島数が32個となるように海島複合紡糸を行い、その他は参考例と同様の紡糸条件で299dtex−36フィラメントの断面形状が丸形のポリエステル複合マルチフィラメント繊維を得た。紡糸中に糸切れは発生せず、製糸性は優れていた。
Reference Examples 7-10
When performing melt spinning using a biaxial extruder type melt spinning machine using the polyester obtained in the Reference Example, the addition amount was variously changed as shown in Table 3 using PMP as component B, and a compatibilizing agent As a sea component in composite spinning, a blend polymer prepared by using styrene as an addition amount for component B as shown in Table 3 is used as a sea component in composite spinning. The sea-island composite spinning was carried out so that the number of islands was 32, and the polyester composite multifilament fiber having a round cross section of 299 dtex-36 filaments was obtained under the same spinning conditions as in the reference example. . No yarn breakage occurred during spinning, and the yarn making property was excellent.
紡糸にて得られた繊維を用いて参考例と同様にして参考例7および9については倍率3.5倍で、参考例8および10については倍率3.0倍でそれぞれ延伸を行った。参考例8において延伸中に3.2回の単糸巻き付きが発生したが、その他の水準においては延伸中に糸切れやローラーへの単糸巻き付きなどは発生せず、概して延伸性は優れていた。 In the same manner as in the reference example, the fiber obtained by spinning was stretched at a magnification of 3.5 times for Reference Examples 7 and 9, and at a magnification of 3.0 times for Reference Examples 8 and 10. In Reference Example 8, single yarn winding occurred 3.2 times during drawing, but at other levels, yarn breakage or single yarn winding on the roller did not occur during drawing, and the drawability was generally excellent. .
延伸により得られた繊維を熱水中に浸漬して島の共重合PETを除去したのち中空ブレンド繊維を得た。それぞれの結果を表3に示す。参考例7〜10のすべてにおいて成分Aと成分Bの界面に空隙が見られた。結果的に参考例7、8よりも参考例9,10の方が軽量性、延伸性に優れ、成分Bの添加量を最適化することでより糸物性および製糸性に優れることが分かった。 The fiber obtained by stretching was immersed in hot water to remove the copolymer PET on the island, and then a hollow blend fiber was obtained. Each result is shown in Table 3. In all of Reference Examples 7 to 10, voids were observed at the interface between Component A and Component B. As a result, it was found that Reference Examples 9 and 10 were superior to Reference Examples 7 and 8 in terms of lightness and stretchability, and that by optimizing the addition amount of Component B, the yarn physical properties and yarn forming properties were more excellent.
参考例11〜14
参考例で得られたポリエステルを用いて、2軸エクストルーダ型溶融紡糸機を用いて溶融紡糸を行う際に、成分BとしてPPを用いて表3のとおり添加量を5重量%とし、また相溶化剤としてPET−PEGを用いて成分Bに対する添加量を表3のとおり種々変更してブレンドポリマを作成したものを複合紡糸における海成分として用い、また熱水可溶PETを複合紡糸における島成分として用い、海:島=45:55となりかつ島数が144個となるように海島複合紡糸を行い、その他は参考例と同様の紡糸条件で302dtex−12フィラメントの断面形状が丸形のポリエステル複合マルチフィラメント繊維を得た。紡糸中に糸切れは発生せず、製糸性は優れていた。
Reference Examples 11-14
When melt spinning using a biaxial extruder type melt spinning machine using the polyester obtained in the Reference Example, PP is used as Component B and the addition amount is 5% by weight as shown in Table 3, and compatibilization is performed. A blend polymer prepared by variously changing the amount added to Component B using PET-PEG as an agent as shown in Table 3 is used as a sea component in composite spinning, and hot water-soluble PET is used as an island component in composite spinning. Used, sea-island composite spinning is performed so that sea: islands = 45: 55 and the number of islands is 144, and the others are the same spinning conditions as in the reference example, and the 302 dtex-12 filament has a round cross-sectional shape. Filament fibers were obtained. No yarn breakage occurred during spinning, and the yarn making property was excellent.
紡糸にて得られた繊維を用いて参考例と同様にして参考例11および13については倍率3.2倍で、参考例12および14については倍率3.5倍でそれぞれ延伸を行った。参考例11、12において延伸中に2,3回の単糸巻き付きが発生したが、その他の水準においては延伸中に糸切れやローラーへの単糸巻き付きなどは発生せず、概して延伸性は優れていた。 In the same manner as in the reference example, the fibers obtained by spinning were stretched at a magnification of 3.2 for Reference Examples 11 and 13 and at a magnification of 3.5 for Reference Examples 12 and 14. In Reference Examples 11 and 12, a single yarn was wound twice or three times during drawing, but at other levels, no yarn breakage or single yarn winding on the roller occurred during drawing, and the drawability was generally excellent. It was.
延伸により得られた繊維を熱水中に浸漬して島の共重合PETを除去したのち中空ブレンド繊維を得た。それぞれの結果を表3に示す。参考例11〜14のすべてにおいて成分Aと成分Bの界面に空隙が見られ、結果的に参考例11,12よりも参考例13,14の方が軽量性、延伸性に優れ、相溶化剤の添加量を最適化することでより糸物性および製糸性に優れることが分かった。 The fiber obtained by stretching was immersed in hot water to remove the copolymer PET on the island, and then a hollow blend fiber was obtained. Each result is shown in Table 3. In all of Reference Examples 11 to 14, voids are observed at the interface between Component A and Component B. As a result, Reference Examples 13 and 14 are superior to Reference Examples 11 and 12 in terms of lightness and stretchability, and are compatibilizers. It was found that by optimizing the amount of added, the properties of the yarn and the yarn-making property were more excellent.
参考例15
参考例4と同様の溶融紡糸を行う際に、成分Aとして参考例5のPEを、また成分Bとして三菱エンジニアリングプラスチックス(株)製ユピエース(登録商標、タイプAH90、ガラス転移温度172℃、以下PPE)を10重量%、それぞれ添加してブレンドポリマを作成したものを複合紡糸における海成分として用い、紡糸温度300℃とした以外は参考例4と同様の方法で217dtex−24フィラメントの断面形状が丸形の複合マルチフィラメント繊維を得た。紡糸中に糸切れは発生せず、製糸性は優れていた。
Reference Example 15
When performing melt spinning similar to Reference Example 4, PE of Reference Example 5 was used as Component A, and Ipiace (registered trademark, type AH90, glass transition temperature 172 ° C., manufactured by Mitsubishi Engineering Plastics Co., Ltd.) The cross-sectional shape of the 217 dtex-24 filament was the same as in Reference Example 4 except that the blended polymer prepared by adding 10% by weight of PPE was used as the sea component in composite spinning and the spinning temperature was 300 ° C. A round composite multifilament fiber was obtained. No yarn breakage occurred during spinning, and the yarn making property was excellent.
紡糸にて得られた繊維を用いて参考例と同様の方法にて倍率4.0倍で延伸を行った。延伸中に糸切れやローラーへの単糸巻き付きなどは発生せず延伸性は優れていた。 The fiber obtained by spinning was stretched at a magnification of 4.0 times in the same manner as in the reference example. During drawing, breakage of the yarn and winding of a single yarn around the roller did not occur, and the drawability was excellent.
延伸により得られた繊維を熱水中に浸漬して島の共重合PETを除去したのち中空ブレンド繊維を得た。成分A(PE)と成分B(PPE)の界面には空隙が見られることが分かった。 The fiber obtained by stretching was immersed in hot water to remove the copolymer PET on the island, and then a hollow blend fiber was obtained. It was found that voids were observed at the interface between component A (PE) and component B (PPE) .
実施例16
参考例4と同様の溶融紡糸を行う際に、成分Aとして参考例で得たポリエステルを、また成分BとしてJSR(株)製ノルボルネン系樹脂アートン(登録商標、タイプF5023、ガラス転移温度166℃)を10重量%、それぞれ添加してブレンドポリマを作成したものを複合紡糸における海成分として用い、参考例4と同様の方法で310dtex−24フィラメントの断面形状が丸形の複合マルチフィラメント繊維を得た。紡糸中に糸切れは発生せず、製糸性は優れていた。
Example 16
When performing melt spinning similar to Reference Example 4, the polyester obtained in the Reference Example as Component A and Norbornene resin Arton (registered trademark, type F5023 , glass transition temperature 166 ° C. ) manufactured by JSR Co., Ltd. as Component B 10% by weight of each was added as a blend polymer to obtain a composite multifilament fiber having a round cross-sectional shape of 310 dtex-24 filament in the same manner as in Reference Example 4, using the sea component in composite spinning. . No yarn breakage occurred during spinning, and the yarn making property was excellent.
紡糸にて得られた繊維を用いて参考例と同様の方法にて倍率5.5倍で延伸を行った。延伸中に糸切れやローラーへの単糸巻き付きなどは発生せず延伸性は優れていた。 Using the fiber obtained by spinning, stretching was performed at a magnification of 5.5 times in the same manner as in the reference example. During drawing, breakage of the yarn and winding of a single yarn around the roller did not occur, and the drawability was excellent.
延伸により得られた繊維を熱水中に浸漬して島の共重合PETを除去したのち中空ブレンド繊維を得た。成分Aと成分Bの界面には空隙が見られた。 The fiber obtained by stretching was immersed in hot water to remove the copolymer PET on the island, and then a hollow blend fiber was obtained. Voids were observed in the interface of the components A and B.
実施例17
参考例4と同様の溶融紡糸を行う際に、成分Aとして、東レ(株)製ナイロン6アミラン(登録商標、タイプCM1017、ガラス転移温度40℃)を133Pa以下で24時間乾燥して用い、また成分Bとして三井化学(株)製アペル(登録商標、タイプ6015T、ガラス転移温度142℃)を10重量%、それぞれ添加してブレンドポリマを作成したものを複合紡糸における海成分として用い、紡糸温度280℃とした以外は参考例4と同様の方法で241dtex−24フィラメントの断面形状が丸形の複合マルチフィラメント繊維を得た。紡糸中に糸切れは発生せず、製糸性は優れていた。
Example 17
When performing melt spinning similar to Reference Example 4, as component A, nylon 6 amylan (registered trademark, type CM1017 , glass transition temperature 40 ° C. ) manufactured by Toray Industries, Inc. was used after being dried at 133 Pa or less for 24 hours. As component B, 10% by weight of Apel (registered trademark, type 6015T, glass transition temperature 142 ° C.) manufactured by Mitsui Chemical Co., Ltd. was added to prepare a blend polymer as a sea component in composite spinning. A composite multifilament fiber having a round cross section of 241 dtex-24 filaments was obtained in the same manner as in Reference Example 4 except that the temperature was changed to 0 ° C. No yarn breakage occurred during spinning, and the yarn making property was excellent.
紡糸にて得られた繊維を用いて参考例と同様の方法にて倍率4.0倍で延伸を行った。延伸中に糸切れやローラーへの単糸巻き付きなどは発生せず延伸性は優れていた。 The fiber obtained by spinning was stretched at a magnification of 4.0 times in the same manner as in the reference example. During drawing, breakage of the yarn and winding of a single yarn around the roller did not occur, and the drawability was excellent.
延伸により得られた繊維を熱水中に浸漬して島の共重合PETを除去したのち中空ブレンド繊維を得た。成分Aと成分Bの界面には空隙が見られた。 The fiber obtained by stretching was immersed in hot water to remove the copolymer PET on the island, and then a hollow blend fiber was obtained. Voids were observed in the interface of the components A and B.
参考例18
参考例4と同様の溶融紡糸を行う際に、成分Aとして、参考例で得たポリエステルを用い、また成分Bとして参考例15のPPEを10重量%、それぞれ添加してブレンドポリマを作成したものを複合紡糸における海成分として用い、紡糸温度290℃とした以外は参考例4と同様の方法で302dtex−24フィラメントの断面形状が丸形の複合マルチフィラメント繊維を得た。紡糸中に糸切れは発生せず、製糸性は優れていた。
Reference Example 18
When performing melt spinning similar to Reference Example 4, the polyester obtained in the Reference Example was used as Component A, and 10% by weight of PPE of Reference Example 15 was added as Component B to prepare a blend polymer. Was used as a sea component in composite spinning, and a composite multifilament fiber having a round cross section of 302 dtex-24 filament was obtained in the same manner as in Reference Example 4 except that the spinning temperature was 290 ° C. No yarn breakage occurred during spinning, and the yarn making property was excellent.
紡糸にて得られた繊維を用いて参考例と同様の方法にて倍率5.0倍で延伸を行った。延伸中に糸切れやローラーへの単糸巻き付きなどは発生せず延伸性は優れていた。 Using the fiber obtained by spinning, stretching was performed at a magnification of 5.0 times in the same manner as in the reference example. During drawing, breakage of the yarn and winding of a single yarn around the roller did not occur, and the drawability was excellent.
延伸により得られた繊維を熱水中に浸漬して島の共重合PETを除去したのち中空ブレンド繊維を得た。成分Aと成分Bの界面には空隙が見られた。 The fiber obtained by stretching was immersed in hot water to remove the copolymer PET on the island, and then a hollow blend fiber was obtained. Voids were observed in the interface of the components A and B.
実施例19
参考例4と同様の溶融紡糸を行う際に、成分Aとして参考例で得たポリエステルを用い、また成分Bとして日本ゼオン(株)製ゼオノア(登録商標、タイプ1600R、ガラス転移温度163℃、以下ゼオノア)を5重量%、相溶化剤として参考例6のハイトレルをゼオノアの添加量に対し20重量%、それぞれ添加してブレンドポリマを作成したものを複合紡糸における海成分として用い、紡糸温度280℃とした以外は参考例4と同様の方法で283dtex−24フィラメントの断面形状が丸形の複合マルチフィラメント繊維を得た。紡糸中に糸切れは発生せず、製糸性は優れていた。
Example 19
When performing melt spinning similar to Reference Example 4, the polyester obtained in the Reference Example was used as Component A, and ZEONOR manufactured by Nippon Zeon Co., Ltd. (registered trademark, type 1600R, glass transition temperature 163 ° C., below) The blend polymer was prepared by adding 5% by weight of ZEONOR) and 20% by weight of Hytrel of Reference Example 6 as a compatibilizing agent to the amount of ZEONOR, and used as a sea component in composite spinning. A composite multifilament fiber having a round sectional shape of 283 dtex-24 filaments was obtained in the same manner as in Reference Example 4 except that. No yarn breakage occurred during spinning, and the yarn making property was excellent.
紡糸にて得られた繊維を用いて参考例と同様の方法にて倍率5.5倍で延伸を行った。延伸中に糸切れやローラーへの単糸巻き付きなどは発生せず延伸性は優れていた。 Using the fiber obtained by spinning, stretching was performed at a magnification of 5.5 times in the same manner as in the reference example. During drawing, breakage of the yarn and winding of a single yarn around the roller did not occur, and the drawability was excellent.
延伸により得られた繊維を熱水中に浸漬して島の共重合PETを除去したのち中空ブレンド繊維を得た。成分Aと成分Bの界面には空隙が見られた。 The fiber obtained by stretching was immersed in hot water to remove the copolymer PET on the island, and then a hollow blend fiber was obtained. Voids were observed in the interface of the components A and B.
本発明により得られる中空ブレンド繊維は、繊維中に空隙と繊維軸方向に連通した中空部を有していることから、軽量性に非常に優れている。また繊維物性においても、繊維強度が3.5cN/dtex以上になしうる、あるいは繊維の見かけ比重が1.2以下となしうることから、幼児あるいは年配者用軽量衣料として用いられるのはもとより、スポーツ用ユニフォームあるいはアウトドアスポーツ用途として用いることができるほか、産業用資材としても、特に省エネルギー化に伴う軽量化が求められる自動車、船舶、航空機、鉄道など車両内装材やBCF、あるいは各種運搬に用いられるような梱包材にも好適に用いられる。 Since the hollow blended fiber obtained by the present invention has a hollow portion in the fiber that communicates with the void in the fiber axis direction, it is very excellent in lightness. Also, in the fiber properties, since the fiber strength can be 3.5 cN / dtex or more, or the apparent specific gravity of the fiber can be 1.2 or less, it is used not only as a lightweight clothing for infants or the elderly, In addition to being used for sports uniforms and outdoor sports applications, it is also used for industrial materials such as automobile interiors, BCFs, and various transports such as automobiles, ships, airplanes, and railroads that are required to be lightened to save energy. It is also suitably used for such packing materials.
Claims (9)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003408673A JP4367117B2 (en) | 2003-12-08 | 2003-12-08 | Hollow blend fiber with excellent light weight |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003408673A JP4367117B2 (en) | 2003-12-08 | 2003-12-08 | Hollow blend fiber with excellent light weight |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2005171394A JP2005171394A (en) | 2005-06-30 |
| JP2005171394A5 JP2005171394A5 (en) | 2006-11-30 |
| JP4367117B2 true JP4367117B2 (en) | 2009-11-18 |
Family
ID=34730287
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003408673A Expired - Fee Related JP4367117B2 (en) | 2003-12-08 | 2003-12-08 | Hollow blend fiber with excellent light weight |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4367117B2 (en) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9212433B2 (en) * | 2012-03-23 | 2015-12-15 | Toray Industries, Inc. | Polymethylpentene conjugate fiber or porous polymethylpentene fiber and fiber structure comprising same |
| JP6062698B2 (en) * | 2012-09-29 | 2017-01-18 | Kbセーレン株式会社 | Composite fiber |
| JP6728936B2 (en) * | 2016-04-26 | 2020-07-22 | 東レ株式会社 | Bulky structure yarn |
-
2003
- 2003-12-08 JP JP2003408673A patent/JP4367117B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2005171394A (en) | 2005-06-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2829643B1 (en) | Polymethylpentene conjugate fiber and fiber structure comprising same | |
| JP5813747B2 (en) | Cationic dyeable polyester fiber and composite fiber | |
| JP2006345920A (en) | Stuffing | |
| EP3502326B1 (en) | False twist yarn comprising dyeable polyolefin fibers | |
| KR20160143634A (en) | Composite fiber, false twisted yarn formed from same, method for producing said false twisted yarn, and fabric | |
| JP2007308830A (en) | Dyeable polypropylene fiber | |
| EP3533909B1 (en) | Polymer alloy fiber and fiber structure formed from same | |
| JP2009179914A (en) | Polypropylene fiber and textile product | |
| JP4100206B2 (en) | Manufacturing method of composite fiber excellent in light weight | |
| JP4321232B2 (en) | Lightweight polyester composite fiber | |
| JP4367117B2 (en) | Hollow blend fiber with excellent light weight | |
| JP4581428B2 (en) | Light-weight blended fiber with excellent light-shielding properties, and fiber products made of the same | |
| JP2010018927A (en) | Polyester nanofiber | |
| JP2005171394A5 (en) | ||
| JP2006233388A (en) | Curtain | |
| JP2009041124A (en) | Dyeable polypropylene fiber | |
| JP5774820B2 (en) | Variety of different sizes | |
| JP4569282B2 (en) | Modified cross-section fiber with excellent lightness | |
| JP4639889B2 (en) | Polytrimethylene terephthalate extra fine yarn | |
| JP2004277911A (en) | Sea-island type polyester fiber having excellent hygroscopicity, method for producing the same and hygroscopic fabric | |
| JP6192581B2 (en) | False twisted yarn | |
| JP2006016731A (en) | Polyester fiber having excellent lightness | |
| JP2010018926A (en) | Method for producing polyester nanofiber | |
| WO2005123996A1 (en) | Polyester fiber excelling in weight lightness | |
| EP4212655A1 (en) | Sea-island-type composite fiber, and fiber product including sea-island-type composite fiber |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20061016 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20061016 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090126 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090203 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090402 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090512 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090707 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090804 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090817 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120904 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120904 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130904 Year of fee payment: 4 |
|
| LAPS | Cancellation because of no payment of annual fees |