JP4355165B2 - Endless belt - Google Patents
Endless belt Download PDFInfo
- Publication number
- JP4355165B2 JP4355165B2 JP2003122287A JP2003122287A JP4355165B2 JP 4355165 B2 JP4355165 B2 JP 4355165B2 JP 2003122287 A JP2003122287 A JP 2003122287A JP 2003122287 A JP2003122287 A JP 2003122287A JP 4355165 B2 JP4355165 B2 JP 4355165B2
- Authority
- JP
- Japan
- Prior art keywords
- endless belt
- belt
- fixing
- roller
- fiber layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images



















Landscapes
- Fixing For Electrophotography (AREA)
Description
【0001】
【産業上の利用分野】
本発明は、無端ベルトを備える定着装置、特に複写機、プリンタ、ファクシミリ等の電子写真プロセス画像形成装置に用いられる定着装置に関する。
【0002】
【従来の技術】
図12はローラのみによる定着装置の概要を示す図である。
図13はベルトを有する定着装置の概要を示す図である。
両図において符号101は加熱ローラ、102は加圧ローラ、103は記録紙、104はトナー像、105は無端ベルト、106は駆動ローラ、107は加熱手段をそれぞれ示す。
【0003】
定着装置としては、図12に示すように加熱手段107を内蔵し、駆動手段を設けた加熱ローラ101と加圧ローラ102で、記録紙103上の未定着トナー104を加熱すると同時に、加熱ローラ101と加圧ローラ102間に発生させる圧力を加えながら搬送する「ロールニップ定着装置」、および、図13のように前記ロールニップ定着装置に定着ベルト105と、テンショナー、および駆動手段を兼ね備えた駆動ローラ106を新たに設け、定着ベルト105と、加熱手段107を内蔵した加圧ローラ102間に発生する圧力を加え、前記ロールニップ定着装置同様に記録紙103上の未定着トナー104を加熱し、搬送させる「ベルトニップ定着装置」の2つが主流である。
【0004】
これまで主として、前者のロールニップ定着装置が採用されていたが、4色を溶融混色するカラー機への対応と、デジタル化に伴う画質向上から、ニップ幅(加圧時間)をより大きく設定できるベルトニップ定着装置が普及しつつある。
カラー機の未定着トナー104層は、モノクロ(単色)より厚く形成され、溶融加圧に、より時間を要することが周知である。
【0005】
図14はベルトニップ定着装置の概要を示す断面図である。
図15はロールニップ定着装置の概要を示す断面図である。
図16はベルトニップ定着装置の概要を示す斜視図である。
ベルトニップ定着装置は、図14のように定着ベルト105の加圧ローラ102への巻き付け角が大きく、図15のロールニップ定着装置よりもニップ幅を大きく設定できる。しかし、図16に示すように、図14に比べて定着ベルト105、および駆動ローラ106が増えた分、熱容量が大きく、ロールニップ定着装置に比べ昇温時間が長くなる問題点がある。構成も複雑でコストも大幅に上回る。
【0006】
図17は外部加熱手段の一例を示す図である。
図18は外部加熱手段の他の例を示す図である。
両図において、符号107’は外部加熱ローラ、107”は電磁誘導加熱手段、Sは転写紙をそれぞれ示す。
ベルトニップ定着装置の昇温時間短縮のため、図17のような外部加熱ローラの追加、図18のような電磁誘導(IH)を用いた熱源追加方式の変更も行われている。
いずれもコスト低減が難しいので、昇温時間が短くコスト上昇のない無端ベルト105自体の改良が必要である。
【0007】
図19はベルトの構成を示す図である。
同図において符号108は基材層、109は表層をそれぞれ示す。
ベルト式定着装置の基幹部である無端ベルト105は基材層が、ニッケル、炭素鋼、ステンレス鋼等の金属シートを繋ぎ合わせたものあるいは電鋳を利用したもの、あるいは耐熱性樹脂(ポリイミド等)を繋ぎ合わせたものなどにより形成された薄肉のベルトで、表層109には未定着トナー104の加圧力と高離型性を考慮した、耐熱離形層(フッ素系樹脂、高離形シリコンゴム・チューブ等)が被覆されたもの等があるが、これらはいずれも昇温時間の短縮が困難なことと、強度と寸法安定性に課題があり、長期の使用時にはベルト端部から亀裂が入ったり、ベルト周長が変化し、しわが生じて搬送異常、画像異常を発生することがある。同図の表層109は一例として耐熱性のシリコンゴム層109bの上に、定摩擦係数のフッ素系樹脂PFAの層109aを重ねた場合を示している。両層の上下関係は逆にしても良い。また、いずれか一方の層のみでも使用し得る。
【0008】
基材層108に多く使用するポリイミド樹脂とニッケルの、長所と短所を以下に記載する。
ポリイミド基材は適度な耐摩耗性と柔軟性を持ち、回転時の摩擦影響を受けにくいこと、屈曲に対しても適度な順応性を持ち、加熱ローラ101径の曲率差異の影響を受けにくい長所を有するが、比較的熱容量が大きく、熱伝導性が低いことで、これ以上昇温時間を短くすることは困難である。
他方、ニッケル基材は比熱が小さく熱伝導も良いため、昇温時間が比較的短い長所を有するが、剛体で柔軟性に乏しく、加熱ローラ101径の曲率差異の影響を受け、特に小径ローラには順応できず、摩擦による耐久性と騒音等の課題も残る。
【0009】
両者基材の課題一挙解決を狙い、無端ベルト105の基材層108に、メッシュ体を採用し、空隙比率と体積差異分の熱容量軽減、屈曲、伸縮に対する柔軟性向上を狙ったものがある(例えば、特許文献1 参照。)。
図20はベルトの基材層の違いを示す図である。
同図において符号110はメッシュ体を示す。
メッシュ体110は樹脂または金属の繊維を織機で織り込んだものが多く、表層109には、従来同様にシリコンゴム等の皮膜を形成し、見かけ上は従来の無端ベルト105と変わらない見栄えとなる。しかし、メッシュ体には以下の短所がある。
【0010】
図21はメッシュ体の電子顕微鏡写真を元にした図である。
繊維織り込み(メッシュ化)においては、同図に示す繊維縦糸と横糸の交叉で生じる凹凸段差分を解消するための表層109の厚さが必要となり、従来のポリイミド樹脂やニッケル基材の表層109よりも厚く形成される。その結果、熱容量が大きく、熱伝導性に乏しいゴム層が多くなり、メッシュ体110にした熱容量軽減の効果が半減している。
さらに、熱伝導を考慮した場合、メッシュ体110を構成する繊維は樹脂系よりも、金属系の方が望ましいが、ニッケル基材同様に、柔軟性や屈曲に脆く、特に小径化が困難となる。
【0011】
図22はローラ端部からの放熱を説明するための図である。
図23はローラ端部における異常画像を説明するための図である。
前記、いずれの基材の無端ベルトを使用しても、加熱ローラ101両側面が加熱手段107としてのハロゲンヒータ挿入の都合上大きく開放されているため、図22に示すように両端の熱損失が大きく、特に対策を講じない場合、中央部に対して左右端からある距離の範囲で低めの温度分布を示し、定着ベルト表面温度はこの分布に倣いやすくなっている。以下、ローラ両端のこの範囲を便宜上温度低下領域と名付ける。
左右端部の温度低下は、定着性に影響し、極端に低い場合は、図23に示すように、コールドオフセットと呼ばれる異常画像となる。
ハロゲンヒータ自体の発光分布調整(左右効率アップ)等で上記の課題は解決できるが、分布平準化にともなって、昇温時間が犠牲になる。
昇温時間維持のためには、出力(ワット数)アップ、もしくは、本数追加の対応も必要となり、コスト低減と消費電力低減の流れに対して逆行する。
【0012】
上述の熱伝導性と熱容量を考慮した場合、基材全体は極力薄く作られ、その結果、剛性、強度が弱くなり、無端ベルト両端部に亀裂が入りやすく、破損する危険性を持つ。
図24は端部に寄り防止機能を有するベルトを説明するための図である。
同図において符号110aは補強材を示す。
亀裂を防止するためには、同図に示すように端部に寄り防止機能を兼ね備える補強材110a、例えばシリコンのゴムリングをベルト内側の両側部に接着するなどの対策がなされている。このゴムリングにより、ベルトはローラ106端部の段差部106aに落ち込んで、ローラ端部側面に当接することによって寄り防止の機能を果たす。しかし、この方法は、耐熱ゴムを使用し、なおかつ、接着手法を用いて構成するのが主流で、コストの大幅な上昇となっている。
高画質の要求が高まる中、安価で昇温時間の短い「無端ベルト」が待ち望まれる状況で、織り段差を軽減させ、伝熱促進性、および温度分布均一性と柔軟性を兼ね備えた「新定着ベルト」の開発が必要となる。熱源としても、安価なハロゲンヒータ等の採用は見送れないところで、環境への配慮からも消費電力低減も必須となる。
【0013】
【特許文献1】
特開2002−251088号公報(第3、4頁、第5図)
【0014】
【発明が解決しようとする課題】
柔軟性と伝熱性を兼ね備え、織り段差の少ないメッシュ体を提供する。
安価な熱源で、追加部品の必要のない温度分布均一化手法を提供する。
端部補強材が不要で、高剛性且つ、高耐久の耐熱無端ベルトを提供する。
【0015】
【課題を解決するための手段】
請求項1の発明では、互いに直交する縦糸と横糸からなり空隙を有する繊維層を基材とする無端ベルトにおいて、該無端ベルトの幅方向に関し、両端近傍の温度低下領域の、前記繊維層の空隙率が中央部の空隙率より大きいことを特徴とする。
請求項2の発明では、請求項1に記載の無端ベルトにおいて、前記温度低下領域の前記繊維層の空隙率は端部へ行くほど大きくなるよう設定されていることを特徴とする。
請求項3の発明では、請求項1または2に記載の無端ベルトにおいて、前記繊維層は、無端方向より幅方向の方が熱伝導性が良い構成としたことを特徴とする。
請求項4の発明では、請求項1ないし3のいずれか1つに記載の無端ベルトにおいて、該無端ベルトの幅方向に向いた縦糸の少なくとも一部を熱伝導率が31.2W/mK以上である高伝熱性の金属繊維で構成したことを特徴とする。
【0016】
請求項5の発明では、請求項3または4に記載の無端ベルトにおいて、前記繊維層の前記金属繊維以外の繊維は、融点が260℃以上であることを特徴とする。
請求項6の発明では、請求項1ないし5のいずれか1つに記載の無端ベルトにおいて、前記無端ベルトは、該無端ベルトの周長に等しい長さの円周を有する円筒状の織物として、袋織り工法により製織されたものであることを特徴とする。
請求項7の発明では、請求項1ないし6のいずれか1つに記載の無端ベルトにおいて、前記無端ベルトは、該無端ベルトの両端に折り曲げ加工が施されていることを特徴とする。
【0018】
請求項8の発明では、請求項1ないし7のいずれか1つに記載の定着ベルトに、前記繊維層を内包し、該繊維層の厚み以上の厚さで、表面を平滑に形成された耐熱性素材を表層として付加したことを特徴とする。
【0019】
請求項9の発明では、請求項8に記載の定着ベルトを用いた定着装置を特徴とする。
【0020】
請求項10の発明では、請求項9に記載の定着装置を用いた画像形成装置を特徴とする。
【0021】
【発明の実施の形態】
以下本発明の実施の形態を図面を参照して説明する。
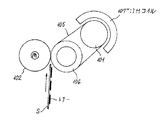
図1は本発明に係わる定着装置を用いる画像形成装置の全体構成を示す断面図である。
同図において符号1は感光体、2は帯電手段、3はクリーニング装置、4は現像ローラ4aを含む現像装置、5は転写手段、6は定着ローラ、8は定着ベルト、9はベルト駆動ローラ、45は加圧ローラをそれぞれ示す。その他の符号は説明中で直接引用する。
【0022】
感光体1は、図中矢印方向に回転し、その周りには、帯電手段2、クリーニング装置3、レーザ光学系によるレーザビームL、トナーを供給して感光体1上の潜像を顕像化する現像装置4、および、転写手段5が配置されている。現像装置4の近傍にはトナー補給部14が設けられている。
転写紙Pは下側に配置された着脱可能な給紙カセット17内にセットされ、図示せぬスプリング力によって給紙ローラ19に押しつけられる。
【0023】
図示せぬ制御部から指令が発せられて、給紙ローラ19が回転することにより、給紙カセット17内の最上紙は、分離パッドなどで重送を防止されながら下流側のレジストローラ20まで搬送される。そして、感光体1上の画像と同期するようにタイミングが取られ、さらに、用紙は転写手段5に向かって送り出される。転写手段5によって、感光体1から画像を得た転写紙Pは、さらにベルト定着装置11に搬送され、未定着トナーの加熱処理を受けてトナー像を定着させられる。
その後、画像定着済みの転写紙Pは、排紙ローラ21によって排紙口22から、排紙トレイ部93上に排出、載置される。図中90は自動原稿給紙装置、91はスキャナ部であり、92は上述した作像部を示す。
トナー画像転写後の感光体1上のトナーはクリーニング装置3により回収される。回収されたトナーは現像装置4に戻され、繰り返し画像形成に用いられる。
【0024】
図2は本発明に係わるベルト定着装置の1実施形態を示す断面図である。
同図において符号51は定着装置、52は定着ベルト、53は加熱ローラ、54は定着ローラ、55は加圧ローラ、58はサーミスタ、59は芯金、60は弾性体層、61はガイドをそれぞれ示す。
図示の定着装置51は、転写紙を搬送する無端状の定着ベルト52を張架する加熱ローラ53、および、定着ローラ54と、定着ベルト52を介して定着ローラ54に対向して配置される加圧ローラ55と、表面にヒータを有する加熱ローラ53とから構成してある。定着ベルト52に所定のテンションを与えるために加熱ローラ53はバネ等の図示しない弾性体により矢印aで示すように、加熱ローラ53を定着ローラ54から離間させる向きに付勢されている。定着ローラ54と接触している定着ベルト52の外周には図示せぬサーミスタが配置され、ニップ出口の温度を検知している。
【0025】
加熱ローラ53側の定着ベルト52上にもサーミスタ58が配置され、定着ベルト52の温度を検知している。定着ローラ54は芯金59と、この芯金59を被覆する耐熱多孔質の弾性体層60とを有し、芯金59は軸端において、図示せぬ不動部材に回転自在に支持されている。
加圧ローラ55はバネ等の図示せぬ弾性体により、矢印bで示すように、定着ローラ54に圧接する向きに付勢されている。加圧ローラ55は少なくとも定着ローラ54に当接することにより、ニップが形成されるように圧接されている。ガイド61は、定着される転写紙を定着ニップに向けて案内する。加圧ローラ55は芯金表面をPFAコートしたものを用いる。
【0026】
図3は本発明の定着ベルトの構造を示す拡大断面図である。
同図において符号62は外層、63はメッシュ体をなす繊維層をそれぞれ示す。
繊維層63により、強度、寸法安定性を得ると共に、図示のようにフッ素樹脂と耐熱ゴムもしくは耐熱樹脂等の耐熱性素材からなる外層62が繊維層63より厚いため表面が平滑面となり、フッ素樹脂と耐熱性素材が一体化しているため、摩耗があっても離型性を確保可能である。フッ素樹脂の代わりに、あるいは併せてシリコン樹脂を入れても良い。
【0027】
図4は定着ベルトの繊維方向の呼び方を示す模式図である。
同図において符号111は定着ベルトの幅方向(駆動ローラの軸方向)に延びた繊維を示し、これを便宜上縦糸と呼ぶ。符号112は定着ベルトの進行方向(駆動ローラの円周方向:以後無端方向と呼ぶ)に延びた繊維を示し、これを横糸と呼ぶ。
本発明では、縦糸として、その全部、または一部に高伝熱性の金属繊維111aを有する。金属繊維111aが一部である場合は、その残りは耐熱性樹脂繊維111bを用いる。縦糸、横糸の表現は便宜上の呼び方であり、実際に織物として製織されるときの縦糸・横糸とは必ずしも一致するものではない。
【0028】
図5、6はポリアリレート単繊維の分子構造を示す図である。
耐熱性樹脂繊維111bとしては、融点が260℃以上のものが望ましく、PTFE、FEP、ETFE、PFA等のフッ素系樹脂繊維、または、図5に分子構造を示したポリアリレート単繊維等の液晶ポリマー繊維、PEEK樹脂繊維等を用いることができる。また、金属繊維111aとしては、熱伝導率が31.2W/mK以上であることが望ましく、銅、燐青銅、ステンレススチール、ニッケル等を繊維状にしたものを用いることができる。
【0029】
こうすることによって、従来のポリイミド・ニッケル基材より、熱容量が軽減され、昇温時間の短縮が可能となる。また、従来の単一素材を用いたメッシュ体に比べ、横糸を樹脂繊維、縦糸の全部または一部を金属繊維として織り込むことで、回転時の柔軟性(耐屈曲性)を向上させつつ、無端方向より幅方向の方が伝熱性が良くなり、幅方向のさらなる伝熱促進が可能となる。
【0030】
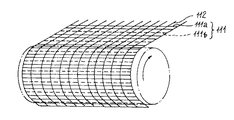
図7は定着ベルト基材の一般的製造方法を示す概要図である。
本製造方法は、織物の織り方の一種で、袋織りと呼ばれる手法に基づく公知の製造方法である。本方法について簡単に説明する。
予めベルト周長に対応した本数の縦糸111(所望に応じて金属繊維111a、耐熱性樹脂繊維111bを含む)を袋織り時に順次円筒状に配列させ、一方の端から横糸を入れて(これを横糸の打ち込みという)円筒状織物を作っていく。ベルトの幅として必要な長さができても、そこで止めず連続して円筒状織物を作り続ける。十分な長さの円筒状織物ができた時点で装置から切り離し、個別の無端ベルトに分割する。このようにして、定着ベルト基材として用いることのできるメッシュ状の無端ベルトが得られる。
【0031】
本発明による定着ベルトは、従来の金属ベルトのような溶着による継ぎ目や段差がない一体物であるため、ベルトの各場所にて強度が安定する。それと共に、段差がないことにより、昇温阻害となるゴム層の表層厚の低減につながり、メッシュ体にした効果を失うことなく使用できる。また袋織りを採用することで溶着等の工程が不要となり、加工費面でも大幅に削減できる。
【0032】
分割された個別の無端ベルトは、定着ベルト基材として、そのままでも樹脂類を含浸させれば定着ベルトとして使用できるが、分割したときに円筒端部の折れ曲がり癖などで、安定性に欠ける場合があるので、以下に示すような安定化のための熱処理を行うとよい。
すなわち、円筒状織物の円筒径に相当する径を有する円柱体を治具として、円筒状無端ベルトの全長が通るように挿入し、所定温度の加熱炉内に所定時間静置する定長熱処理加工を施す。
【0033】
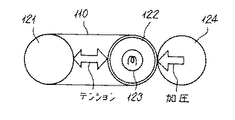
図8は無端ベルトの後処理加工を説明するための図である。
同図において符号121はテンションローラを兼ねる駆動ローラ、122は加熱ローラ、123はヒータ、124は圧延ローラをそれぞれ示す。
図9は、後処理加工の前後の繊維の様子を示す模式図である。
本発明では、図7で得られたメッシュ状無端ベルト、あるいは定長熱処理加工したメッシュ状無端ベルトに対し、図8で示す後処理加工を施す。
すなわち、定着装置と類似のベルト駆動装置と加圧装置を有する後処理加工装置に、メッシュ状無端ベルトを装着する。メッシュ状無端ベルト110は、テンション機能を有する駆動ローラ121と、加熱ローラ122の間に掛け渡される。加熱ローラ122はヒータ123により所定の温度にまで加熱される。加熱ローラ122に対向してメッシュ状無端ベルト110の外側から圧延ローラ124が所定の圧力をもって、押し当てられてベルトに連れ回りする。
【0034】
このときの熱と圧力により、縦糸と横糸の交叉部は互いに圧縮されて、図9(a)に示す繊維の状態から同図(b)に示す繊維の状態へと変化し、基材全体の厚みが小さくなる。
このような段差低減が、昇温阻害となるゴム層の表層厚の低減につながり、メッシュ体にした効果を失うことなく使用できる。
【0035】
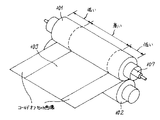
図10は本発明の実施形態を説明するための模式図である。
本実施形態では、使用状態における駆動ローラの軸方向に関して、中間が密に、両端が粗になるよう横糸の間隔を変えてある。
前述のように、加熱ローラの両端はヒータとの関係で、解放になっているため、特に対策を講じない場合、自然放熱によって両端からある距離の範囲が温度低下領域となる。
そこで、ベルト幅の両端部近傍の繊維密度を粗にすることにより、空隙部を多く持たせて空隙率を大きくし、保温能力を高めて上記温度低下領域の温度低下を防ぐ。繊維密度が均一なベルトを用いた場合の軸方向の温度分布において、ほぼ均一と見なせる範囲は繊維密度を密にする。幅の両端近傍の温度低下領域の繊維密度を粗にする。
【0036】
この構造は、前述の袋織りによる製造の場合であれば、横糸の打ち込みの間隔を位置によって変えることで達成できる。
繊維密度が粗の部分は全て同一密度にしてもよいが、前記温度低下領域にも温度勾配が存在するので、所定の位置から端部に向かうに従って、連続的に、もしくは段階的に、徐々に密度を粗くして行っても良い。
このように空隙比率を変えることで、熱損失が大きい加熱ローラ端面側のベルト表面温度分布の均一化が可能である。
【0037】
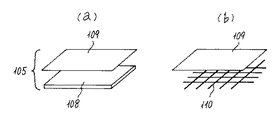
図11は他の後処理加工を説明するための図である。同図(a)は側面図、同図(b)は断面図である。理解を容易にするため、無端ベルトの厚さは誇張して示している。
本後処理加工は無端ベルト110の幅方向の端部を所定幅で内側に折り込む加工である。折り込みに際しては、同時に熱処理を施し、折り込み部分110bを安定化させることができる。折り込みのための所定幅とは、従来の補強材としてのゴムリングの幅にほぼ等しい幅のことである。この方法を用いれば、従来のように、補強材としてのゴムリングを接着する必要がなくなり、低コストで寄り防止機能を得ることができる。さらに、切れ割きが起こりやすい端部の強度強化になり耐久性が向上し、製造コストも低減できる。
【0038】
【発明の効果】
本発明によれば、定着性能が高く、耐久性があり、製造コストの低い無端状の定着ベルトが得られ、昇温時間の短いベルトニップ定着装置が得られる。
【図面の簡単な説明】
【図1】本発明の本発明に係わる定着装置を用いる画像形成装置の全体構成を示す断面図である。
【図2】本発明本発明に係わるベルト定着装置の1実施形態を示す断面図である。
【図3】本発明の定着ベルトの構造を示す拡大断面図である。
【図4】 定着ベルトの繊維方向の呼び方を示す模式図である。
【図5】ポリアリレート単繊維の分子構造を示す図である。
【図6】ポリアリレート単繊維の分子構造を示す図である。
【図7】 定着ベルト基材の一般的製造方法を示す概要図である。
【図8】定着ベルト基材の後処理加工を説明するための図である。
【図9】後処理加工の前後の繊維の様子を示す模式図である。
【図10】 本発明の実施形態を説明するための模式図である。
【図11】他の後処理加工を説明するための図である。
【図12】ローラのみによる定着装置の概要を示す図である。
【図13】ベルトを有する定着装置の概要を示す図である。
【図14】ベルトニップ定着装置の概要を示す断面図である。
【図15】ロールニップ定着装置の概要を示す断面図である。
【図16】ベルトニップ定着装置の概要を示す斜視図である。
【図17】外部加熱手段の一例を示す図である。
【図18】外部加熱手段の他の例を示す図である。
【図19】ベルトの構成を示す図である。
【図20】ベルトの基材層の違いを示す図である。
【図21】メッシュ体の電子顕微鏡写真を元にした図である。
【図22】ローラ端部からの放熱を説明するための図である。
【図23】ローラ端部における異常画像を説明するための図である。
【図24】端部に寄り防止機能を有するベルトを説明するための図である。
【符号の説明】
51 定着装置
52 定着ベルト
53 加熱ローラ
54 定着ローラ
55 加圧ローラ
60 弾性体層
62 外層
63 繊維層
110 メッシュ状無端ベルト
111 縦糸
112 横糸
121 駆動ローラ
122 加熱ローラ
123 ヒータ
124 圧延ローラ[0001]
[Industrial application fields]
The present invention relates to a fixing device having an endless belt, and more particularly to a fixing device used in an electrophotographic process image forming apparatus such as a copying machine, a printer, and a facsimile machine.
[0002]
[Prior art]
FIG. 12 is a diagram showing an outline of a fixing device using only rollers.
FIG. 13 is a diagram showing an outline of a fixing device having a belt.
In both figures,
[0003]
As the fixing device, as shown in FIG. 12, a
[0004]
Up until now, the former roll nip fixing device has been mainly used. However, a belt that can set the nip width (pressurization time) to be larger from the viewpoint of compatibility with color machines that melt and mix four colors and the improvement in image quality associated with digitization. Nip fixing devices are becoming widespread.
It is well known that the
[0005]
FIG. 14 is a sectional view showing an outline of the belt nip fixing device.
FIG. 15 is a sectional view showing an outline of the roll nip fixing device.
FIG. 16 is a perspective view showing an outline of the belt nip fixing device.
The belt nip fixing device has a larger winding angle of the
[0006]
FIG. 17 shows an example of the external heating means.
FIG. 18 is a diagram showing another example of the external heating means.
In both figures,
In order to shorten the temperature rising time of the belt nip fixing device, an external heating roller as shown in FIG. 17 is added and a heat source addition method using electromagnetic induction (IH) as shown in FIG. 18 is also changed.
In either case, since it is difficult to reduce the cost, it is necessary to improve the
[0007]
FIG. 19 is a diagram showing the configuration of the belt.
In the figure,
The
[0008]
Advantages and disadvantages of polyimide resin and nickel, which are frequently used for the
Polyimide base material has moderate wear resistance and flexibility, is not easily affected by friction during rotation, has moderate adaptability to bending, and is not easily affected by the difference in curvature of the
On the other hand, the nickel base has the advantage that the temperature rise time is relatively short because the specific heat is small and heat conduction is good, but it is rigid and poor in flexibility, and is affected by the difference in curvature of the
[0009]
Aiming to solve the problems of both base materials, there is one that uses a mesh body for the
FIG. 20 is a diagram showing the difference in the base material layer of the belt.
In the figure,
[0010]
FIG. 21 is a diagram based on an electron micrograph of a mesh body.
In the fiber weaving (meshing), the thickness of the
Furthermore, when heat conduction is taken into consideration, the fiber constituting the
[0011]
FIG. 22 is a view for explaining heat radiation from the roller end.
FIG. 23 is a diagram for explaining an abnormal image at the roller end.
Regardless of the endless belt of any of the above-mentioned base materials, both side surfaces of the
The temperature drop at the left and right ends affects the fixability, and when it is extremely low, an abnormal image called a cold offset is produced as shown in FIG.
The above problem can be solved by adjusting the light emission distribution of the halogen heater itself (increasing the left-right efficiency), but the temperature rise time is sacrificed as the distribution is leveled.
In order to maintain the temperature rising time, it is necessary to increase the output (wattage) or to increase the number, which goes against the flow of cost reduction and power consumption reduction.
[0012]
In consideration of the above-described thermal conductivity and heat capacity, the entire substrate is made as thin as possible. As a result, rigidity and strength are weakened, and both end portions of the endless belt are liable to crack and have a risk of breakage.
FIG. 24 is a diagram for explaining a belt having a function of preventing deviation at the end.
In the figure,
In order to prevent cracks, as shown in the figure, measures are taken such as adhering a reinforcing
As the demand for high image quality rises, an “endless belt” that is inexpensive and has a short heating time is awaited, reducing the weaving steps, promoting heat transfer, uniform temperature distribution, and flexibility. Development of “belt” is required. Even as a heat source, the use of inexpensive halogen heaters cannot be deferred, and it is essential to reduce power consumption in consideration of the environment.
[0013]
[Patent Document 1]
JP 2002-251088 A (3rd, 4th page, FIG. 5)
[0014]
[Problems to be solved by the invention]
Providing a mesh body with both flexibility and heat transfer and with few weave steps.
An inexpensive heat source that provides a uniform temperature distribution method that does not require additional components.
Provided is a heat-resistant endless belt which does not require an end reinforcement and has high rigidity and high durability.
[0015]
[Means for Solving the Problems]
According to the first aspect of the present invention, in an endless belt having a fiber layer composed of warp and weft perpendicular to each other and having a gap as a base material, the gap in the fiber layer in the temperature decreasing region near both ends in the width direction of the endless belt. The rate is larger than the porosity of the central part .
According to a second aspect of the present invention, in the endless belt according to the first aspect, the porosity of the fiber layer in the temperature lowering region is set so as to increase toward the end .
According to a third aspect of the present invention, in the endless belt according to the first or second aspect, the fiber layer is configured to have better thermal conductivity in the width direction than in the endless direction .
According to a fourth aspect of the present invention, in the endless belt according to any one of the first to third aspects, at least a part of the warp yarns oriented in the width direction of the endless belt has a thermal conductivity of 31.2 W / mK or more. It is composed of a certain highly heat conductive metal fiber .
[0016]
The invention according to
In the invention of
In the invention of
[0018]
According to an eighth aspect of the present invention, the fixing belt according to any one of the first to seventh aspects includes the fiber layer, and a heat-resistant surface having a smooth surface with a thickness equal to or greater than the thickness of the fiber layer. it characterized in that the addition of sexual material as the surface layer.
[0019]
The invention of claim 9 is characterized by a fixing device using the fixing belt of
[0020]
In the invention of claim 10, said image forming apparatus using the fixing device according to claim 9.
[0021]
DETAILED DESCRIPTION OF THE INVENTION
Embodiments of the present invention will be described below with reference to the drawings.
FIG. 1 is a sectional view showing the overall configuration of an image forming apparatus using a fixing device according to the present invention.
In the figure,
[0022]
The
The transfer paper P is set in a detachable
[0023]
When a command is issued from a control unit (not shown) and the
Thereafter, the transfer sheet P on which the image has been fixed is discharged and placed on the
The toner on the
[0024]
FIG. 2 is a sectional view showing an embodiment of a belt fixing apparatus according to the present invention.
In the figure,
The illustrated
[0025]
A
The
[0026]
FIG. 3 is an enlarged sectional view showing the structure of the fixing belt of the present invention.
In the figure,
The
[0027]
Figure 4 is a schematic diagram showing the textiles direction Designation of the fixing belt.
In the figure,
In the present invention, the warp yarn has the metal fiber 111a having high heat conductivity in all or a part thereof. When the metal fiber 111a is a part, the remainder uses the heat resistant resin fiber 111b. Expressions of warp and weft are for convenience and do not necessarily match warp and weft when actually woven as a woven fabric.
[0028]
5 and 6 are diagrams showing the molecular structure of polyarylate monofilament.
The heat-resistant resin fiber 111b preferably has a melting point of 260 ° C. or higher, and is a fluororesin fiber such as PTFE, FEP, ETFE, or PFA, or a liquid crystal polymer such as a polyarylate single fiber whose molecular structure is shown in FIG. A fiber, PEEK resin fiber, etc. can be used. The metal fiber 111a preferably has a thermal conductivity of 31.2 W / mK or more, and may be a fiber made of copper, phosphor bronze, stainless steel, nickel, or the like.
[0029]
By doing so, the heat capacity is reduced compared to the conventional polyimide / nickel substrate, and the temperature raising time can be shortened. Compared to the conventional mesh body using a single material, wefts are made of resin fibers and all or part of the warp yarns are made of metal fibers, improving the flexibility (flexibility) during rotation and endlessly. towards the width direction than the direction the better the heat conductivity, it is possible to further heat transfer enhancement in the width direction.
[0030]
Figure 7 is a schematic diagram showing a general method for producing Fixing belt substrate.
This production method is a kind of weaving method of fabrics and is a known production method based on a technique called bag weaving. This method will be briefly described.
A number of warp yarns 111 (including metal fibers 111a and heat-resistant resin fibers 111b as required) corresponding to the belt circumference are arranged in a cylindrical shape sequentially when weaving the bag, and weft yarns are inserted from one end (this We will make a cylindrical fabric (called weft driving). Even if the belt has the required length, it continues to make a cylindrical fabric without stopping. When a sufficiently long cylindrical woven fabric is formed, it is cut off from the apparatus and divided into individual endless belts. In this way, a mesh-like endless belt that can be used as a fixing belt substrate is obtained.
[0031]
Since the fixing belt according to the present invention is an integrated member having no joint or step due to welding as in a conventional metal belt, the strength is stabilized at each position of the belt. At the same time, the absence of a step leads to a reduction in the surface layer thickness of the rubber layer, which hinders temperature rise, and can be used without losing the effect of the mesh body. In addition, the use of bag weaving eliminates the need for processes such as welding, which can greatly reduce processing costs.
[0032]
The divided individual endless belts can be used as fixing belt base materials by impregnating them with resins as they are, but when divided, the end of the cylinder may be bent, resulting in lack of stability. Therefore, heat treatment for stabilization as described below is preferably performed.
That is, a constant-length heat treatment process in which a cylindrical body having a diameter corresponding to the cylindrical diameter of the cylindrical fabric is inserted as a jig so that the entire length of the cylindrical endless belt passes and is left in a heating furnace at a predetermined temperature for a predetermined time. Apply.
[0033]
FIG. 8 is a view for explaining post-processing of an endless belt.
In the figure, reference numeral 121 denotes a driving roller that also serves as a tension roller, 122 denotes a heating roller, 123 denotes a heater, and 124 denotes a rolling roller.
FIG. 9 is a schematic diagram showing the state of the fiber before and after post-processing.
In the present invention, the post-processing shown in FIG. 8 is applied to the mesh endless belt obtained in FIG. 7 or the mesh endless belt subjected to constant length heat treatment.
That is, the mesh endless belt is attached to a post-processing apparatus having a belt driving device and a pressure device similar to the fixing device. The mesh
[0034]
Due to the heat and pressure at this time, the intersecting portion of the warp and weft is mutually compressed and changed from the state of the fiber shown in FIG. 9 (a) to the state of the fiber shown in FIG. 9 (b). The thickness is reduced.
Such a step reduction leads to a reduction in the surface layer thickness of the rubber layer, which hinders temperature rise, and can be used without losing the effect of the mesh body.
[0035]
Figure 10 is a schematic diagram for explaining the implementation of the invention.
In this embodiment, with respect to the axial direction of the drive roller in the use state, the interval between the wefts is changed so that the middle is dense and the both ends are rough.
As described above, both ends of the heating roller in relation to the heater, since in a relaxed, especially if some action is not taken, the range of distance from the thus ends the heat-release nature is temperature drop region.
Therefore, by roughening the fiber density in the vicinity of both ends of the belt width, the void ratio is increased by increasing the void ratio, and the heat retention capability is enhanced to prevent the temperature decrease in the temperature decrease region. In the temperature distribution in the axial direction when a belt having a uniform fiber density is used, the fiber density is made dense in a range that can be regarded as almost uniform. The fiber density in the temperature drop region near both ends of the width is made rough.
[0036]
This structure can be achieved by changing the spacing between the weft threads depending on the position in the case of manufacturing by the above-described bag weaving.
The portions with coarse fiber density may all have the same density, but since there is a temperature gradient also in the temperature decrease region, gradually or stepwise from the predetermined position toward the end. The density may be roughened.
By changing the air gap ratio in this way, it is possible to make the belt surface temperature distribution on the end face side of the heating roller having a large heat loss uniform.
[0037]
FIG. 11 is a diagram for explaining another post-processing process. FIG. 1A is a side view, and FIG. For ease of understanding, the endless belt thickness is exaggerated.
This post-processing is a process of folding the end portion of the
[0038]
【The invention's effect】
According to the present invention, an endless fixing belt having high fixing performance, durability, and low manufacturing cost can be obtained, and a belt nip fixing device having a short temperature rise time can be obtained.
[Brief description of the drawings]
FIG. 1 is a cross-sectional view showing an overall configuration of an image forming apparatus using a fixing device according to the present invention.
FIG. 2 is a cross-sectional view showing an embodiment of a belt fixing apparatus according to the present invention.
FIG. 3 is an enlarged cross-sectional view showing the structure of the fixing belt of the present invention.
4 is a schematic diagram illustrating the call you in textiles direction of the fixing belt.
FIG. 5 is a view showing the molecular structure of polyarylate monofilament.
FIG. 6 is a diagram showing the molecular structure of polyarylate monofilament.
7 is a schematic diagram showing a general method for producing Fixing belt substrate.
FIG. 8 is a diagram for explaining post-processing of a fixing belt substrate.
FIG. 9 is a schematic diagram showing the state of fibers before and after post-processing.
Is a schematic diagram for explaining an implementation form of the invention; FIG.
FIG. 11 is a diagram for explaining another post-processing process;
FIG. 12 is a diagram illustrating an outline of a fixing device using only rollers.
FIG. 13 is a diagram showing an outline of a fixing device having a belt.
FIG. 14 is a cross-sectional view showing an outline of a belt nip fixing device.
FIG. 15 is a cross-sectional view illustrating an outline of a roll nip fixing device.
FIG. 16 is a perspective view showing an outline of a belt nip fixing device.
FIG. 17 is a diagram showing an example of external heating means.
FIG. 18 is a diagram showing another example of external heating means.
FIG. 19 is a diagram illustrating a configuration of a belt.
FIG. 20 is a view showing a difference in a base material layer of a belt.
FIG. 21 is a diagram based on an electron micrograph of a mesh body.
FIG. 22 is a view for explaining heat radiation from the roller end.
FIG. 23 is a diagram for explaining an abnormal image at a roller end portion;
FIG. 24 is a view for explaining a belt having a function of preventing deviation at an end portion thereof.
[Explanation of symbols]
DESCRIPTION OF
Claims (10)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003122287A JP4355165B2 (en) | 2003-04-25 | 2003-04-25 | Endless belt |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003122287A JP4355165B2 (en) | 2003-04-25 | 2003-04-25 | Endless belt |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004325933A JP2004325933A (en) | 2004-11-18 |
| JP4355165B2 true JP4355165B2 (en) | 2009-10-28 |
Family
ID=33500568
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003122287A Expired - Fee Related JP4355165B2 (en) | 2003-04-25 | 2003-04-25 | Endless belt |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4355165B2 (en) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4749046B2 (en) * | 2005-06-13 | 2011-08-17 | 株式会社リコー | Fixing device, image forming apparatus |
| JP5157135B2 (en) * | 2006-11-10 | 2013-03-06 | 富士ゼロックス株式会社 | Endless belt, fixing device, and image forming apparatus |
| JP6201713B2 (en) * | 2013-12-13 | 2017-09-27 | 富士ゼロックス株式会社 | Resin tubular body, fixing device, and image forming apparatus |
| WO2019104550A1 (en) * | 2017-11-29 | 2019-06-06 | 深圳创怡兴实业有限公司 | Slider and preparation method therefor |
-
2003
- 2003-04-25 JP JP2003122287A patent/JP4355165B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2004325933A (en) | 2004-11-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7233764B2 (en) | Fixing device in image forming apparatus and image forming apparatus with fixing device | |
| JP5589820B2 (en) | Fixing apparatus and image forming apparatus | |
| US7596348B2 (en) | Image heating apparatus | |
| US20060216077A1 (en) | Fixing device, sheet member, and image forming apparatus | |
| JP6432326B2 (en) | Fixing apparatus and image forming apparatus | |
| JP4656258B2 (en) | Fixing device and image forming apparatus for electrophotographic system | |
| JP6140622B2 (en) | Fixing apparatus and image forming apparatus | |
| US8953996B2 (en) | Fixing apparatus for fixing toner onto a sheet | |
| JP7081314B2 (en) | Fixing device and image forming device | |
| JP5428920B2 (en) | Fixing device and image forming apparatus | |
| US7260353B2 (en) | Image heating apparatus with heating nip for preventing image failure | |
| KR100738542B1 (en) | Fixing device having pressure member and image forming apparatus including the same | |
| JP2012189770A (en) | Fixing device and image forming device | |
| JP5395514B2 (en) | Image forming apparatus provided with fixing guide sheet | |
| JP2014081399A (en) | Slide sheet, fixing apparatus, and image forming apparatus | |
| JP4355165B2 (en) | Endless belt | |
| JP4576883B2 (en) | Fixing device and image forming apparatus for electrophotographic system | |
| CN111886549A (en) | Fixing device and image forming apparatus | |
| JP2010164999A (en) | Electrophotographic system fixing device and image forming apparatus | |
| US10895833B2 (en) | Sliding sheet and method for manufacturing the same | |
| JP2019215473A (en) | Fixing device and image forming apparatus having the fixing device | |
| JP2012113089A (en) | Fixing device and image forming device | |
| JP6693268B2 (en) | Fixing device, image forming device | |
| JP7363270B2 (en) | Sliding member for image forming device, fixing device, and image forming device | |
| JP7139891B2 (en) | Fixing device and image forming device |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060420 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080618 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080624 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080825 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090728 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090731 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4355165 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120807 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120807 Year of fee payment: 3 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120807 Year of fee payment: 3 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120807 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150807 Year of fee payment: 6 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313117 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |