JP4338640B2 - Production of lithographic printing plate precursors - Google Patents
Production of lithographic printing plate precursors Download PDFInfo
- Publication number
- JP4338640B2 JP4338640B2 JP2004540807A JP2004540807A JP4338640B2 JP 4338640 B2 JP4338640 B2 JP 4338640B2 JP 2004540807 A JP2004540807 A JP 2004540807A JP 2004540807 A JP2004540807 A JP 2004540807A JP 4338640 B2 JP4338640 B2 JP 4338640B2
- Authority
- JP
- Japan
- Prior art keywords
- coating
- phase
- temperature
- cooling
- web
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 239000002243 precursor Substances 0.000 title claims description 51
- 238000007639 printing Methods 0.000 title claims description 50
- 238000004519 manufacturing process Methods 0.000 title claims description 4
- 238000001816 cooling Methods 0.000 claims description 97
- 238000000576 coating method Methods 0.000 claims description 88
- 239000011248 coating agent Substances 0.000 claims description 83
- 239000005011 phenolic resin Substances 0.000 claims description 32
- 229920001568 phenolic resin Polymers 0.000 claims description 31
- KXGFMDJXCMQABM-UHFFFAOYSA-N 2-methoxy-6-methylphenol Chemical compound [CH]OC1=CC=CC([CH])=C1O KXGFMDJXCMQABM-UHFFFAOYSA-N 0.000 claims description 29
- 238000000034 method Methods 0.000 claims description 28
- 238000001035 drying Methods 0.000 claims description 20
- 230000002829 reductive effect Effects 0.000 claims description 8
- 230000009477 glass transition Effects 0.000 claims description 4
- 230000005660 hydrophilic surface Effects 0.000 claims description 4
- 238000005520 cutting process Methods 0.000 claims description 3
- 238000004804 winding Methods 0.000 claims description 2
- 239000010410 layer Substances 0.000 description 50
- 239000000463 material Substances 0.000 description 35
- 238000010438 heat treatment Methods 0.000 description 29
- -1 phosphate ester Chemical class 0.000 description 24
- 239000000976 ink Substances 0.000 description 18
- 238000003384 imaging method Methods 0.000 description 17
- 150000001875 compounds Chemical class 0.000 description 15
- 229920000642 polymer Polymers 0.000 description 14
- 239000000243 solution Substances 0.000 description 14
- 238000004090 dissolution Methods 0.000 description 11
- 230000035945 sensitivity Effects 0.000 description 11
- ISWSIDIOOBJBQZ-UHFFFAOYSA-N Phenol Chemical compound OC1=CC=CC=C1 ISWSIDIOOBJBQZ-UHFFFAOYSA-N 0.000 description 10
- 230000032683 aging Effects 0.000 description 10
- 230000018109 developmental process Effects 0.000 description 10
- 230000008569 process Effects 0.000 description 10
- 230000004888 barrier function Effects 0.000 description 9
- 229910052751 metal Inorganic materials 0.000 description 9
- 239000002184 metal Substances 0.000 description 9
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 9
- 239000000203 mixture Substances 0.000 description 8
- 239000011230 binding agent Substances 0.000 description 7
- 239000000975 dye Substances 0.000 description 7
- 239000003112 inhibitor Substances 0.000 description 7
- 230000002940 repellent Effects 0.000 description 7
- 239000005871 repellent Substances 0.000 description 7
- 238000010583 slow cooling Methods 0.000 description 7
- WSFSSNUMVMOOMR-UHFFFAOYSA-N Formaldehyde Chemical compound O=C WSFSSNUMVMOOMR-UHFFFAOYSA-N 0.000 description 6
- 229910052782 aluminium Inorganic materials 0.000 description 6
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 6
- 229920003986 novolac Polymers 0.000 description 6
- 229920001296 polysiloxane Polymers 0.000 description 6
- 239000011241 protective layer Substances 0.000 description 6
- 238000011282 treatment Methods 0.000 description 6
- ZWEHNKRNPOVVGH-UHFFFAOYSA-N 2-Butanone Chemical compound CCC(C)=O ZWEHNKRNPOVVGH-UHFFFAOYSA-N 0.000 description 5
- 238000007664 blowing Methods 0.000 description 5
- 230000000694 effects Effects 0.000 description 5
- DNIAPMSPPWPWGF-UHFFFAOYSA-N monopropylene glycol Natural products CC(O)CO DNIAPMSPPWPWGF-UHFFFAOYSA-N 0.000 description 5
- 239000002904 solvent Substances 0.000 description 5
- 239000004094 surface-active agent Substances 0.000 description 5
- 239000004372 Polyvinyl alcohol Substances 0.000 description 4
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 4
- 239000002253 acid Substances 0.000 description 4
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 4
- 229920001577 copolymer Polymers 0.000 description 4
- 230000002209 hydrophobic effect Effects 0.000 description 4
- 230000007246 mechanism Effects 0.000 description 4
- 150000007524 organic acids Chemical class 0.000 description 4
- TWNQGVIAIRXVLR-UHFFFAOYSA-N oxo(oxoalumanyloxy)alumane Chemical compound O=[Al]O[Al]=O TWNQGVIAIRXVLR-UHFFFAOYSA-N 0.000 description 4
- 229920002451 polyvinyl alcohol Polymers 0.000 description 4
- 229920002554 vinyl polymer Polymers 0.000 description 4
- WEVYAHXRMPXWCK-UHFFFAOYSA-N Acetonitrile Chemical compound CC#N WEVYAHXRMPXWCK-UHFFFAOYSA-N 0.000 description 3
- NIXOWILDQLNWCW-UHFFFAOYSA-M Acrylate Chemical compound [O-]C(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-M 0.000 description 3
- 241001479434 Agfa Species 0.000 description 3
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 3
- OKKJLVBELUTLKV-UHFFFAOYSA-N Methanol Chemical compound OC OKKJLVBELUTLKV-UHFFFAOYSA-N 0.000 description 3
- 229910019142 PO4 Inorganic materials 0.000 description 3
- 229910000272 alkali metal oxide Inorganic materials 0.000 description 3
- 239000002585 base Substances 0.000 description 3
- 230000008901 benefit Effects 0.000 description 3
- IISBACLAFKSPIT-UHFFFAOYSA-N bisphenol A Chemical compound C=1C=C(O)C=CC=1C(C)(C)C1=CC=C(O)C=C1 IISBACLAFKSPIT-UHFFFAOYSA-N 0.000 description 3
- 239000003795 chemical substances by application Substances 0.000 description 3
- KRKNYBCHXYNGOX-UHFFFAOYSA-N citric acid Chemical compound OC(=O)CC(O)(C(O)=O)CC(O)=O KRKNYBCHXYNGOX-UHFFFAOYSA-N 0.000 description 3
- 239000012530 fluid Substances 0.000 description 3
- 230000001976 improved effect Effects 0.000 description 3
- 239000007788 liquid Substances 0.000 description 3
- 239000010452 phosphate Substances 0.000 description 3
- 239000000049 pigment Substances 0.000 description 3
- 229920006255 plastic film Polymers 0.000 description 3
- 239000002985 plastic film Substances 0.000 description 3
- 229920000233 poly(alkylene oxides) Polymers 0.000 description 3
- 239000000758 substrate Substances 0.000 description 3
- AZQWKYJCGOJGHM-UHFFFAOYSA-N 1,4-benzoquinone Chemical compound O=C1C=CC(=O)C=C1 AZQWKYJCGOJGHM-UHFFFAOYSA-N 0.000 description 2
- LHENQXAPVKABON-UHFFFAOYSA-N 1-methoxypropan-1-ol Chemical compound CCC(O)OC LHENQXAPVKABON-UHFFFAOYSA-N 0.000 description 2
- QTWJRLJHJPIABL-UHFFFAOYSA-N 2-methylphenol;3-methylphenol;4-methylphenol Chemical compound CC1=CC=C(O)C=C1.CC1=CC=CC(O)=C1.CC1=CC=CC=C1O QTWJRLJHJPIABL-UHFFFAOYSA-N 0.000 description 2
- SJSOFNCYXJUNBT-UHFFFAOYSA-N 3,4,5-trimethoxybenzoic acid Chemical compound COC1=CC(C(O)=O)=CC(OC)=C1OC SJSOFNCYXJUNBT-UHFFFAOYSA-N 0.000 description 2
- NPFYZDNDJHZQKY-UHFFFAOYSA-N 4-Hydroxybenzophenone Chemical compound C1=CC(O)=CC=C1C(=O)C1=CC=CC=C1 NPFYZDNDJHZQKY-UHFFFAOYSA-N 0.000 description 2
- CIWBSHSKHKDKBQ-JLAZNSOCSA-N Ascorbic acid Chemical compound OC[C@H](O)[C@H]1OC(=O)C(O)=C1O CIWBSHSKHKDKBQ-JLAZNSOCSA-N 0.000 description 2
- LSNNMFCWUKXFEE-UHFFFAOYSA-M Bisulfite Chemical compound OS([O-])=O LSNNMFCWUKXFEE-UHFFFAOYSA-M 0.000 description 2
- IAZDPXIOMUYVGZ-UHFFFAOYSA-N Dimethylsulphoxide Chemical compound CS(C)=O IAZDPXIOMUYVGZ-UHFFFAOYSA-N 0.000 description 2
- ABLZXFCXXLZCGV-UHFFFAOYSA-N Phosphorous acid Chemical compound OP(O)=O ABLZXFCXXLZCGV-UHFFFAOYSA-N 0.000 description 2
- 239000004793 Polystyrene Substances 0.000 description 2
- KKEYFWRCBNTPAC-UHFFFAOYSA-N Terephthalic acid Chemical compound OC(=O)C1=CC=C(C(O)=O)C=C1 KKEYFWRCBNTPAC-UHFFFAOYSA-N 0.000 description 2
- WYURNTSHIVDZCO-UHFFFAOYSA-N Tetrahydrofuran Chemical compound C1CCOC1 WYURNTSHIVDZCO-UHFFFAOYSA-N 0.000 description 2
- 230000002378 acidificating effect Effects 0.000 description 2
- WNLRTRBMVRJNCN-UHFFFAOYSA-N adipic acid Chemical compound OC(=O)CCCCC(O)=O WNLRTRBMVRJNCN-UHFFFAOYSA-N 0.000 description 2
- 229910052910 alkali metal silicate Inorganic materials 0.000 description 2
- 125000003118 aryl group Chemical group 0.000 description 2
- WPYMKLBDIGXBTP-UHFFFAOYSA-N benzoic acid Chemical compound OC(=O)C1=CC=CC=C1 WPYMKLBDIGXBTP-UHFFFAOYSA-N 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 239000000994 contrast dye Substances 0.000 description 2
- 229930003836 cresol Natural products 0.000 description 2
- 238000004132 cross linking Methods 0.000 description 2
- KPUWHANPEXNPJT-UHFFFAOYSA-N disiloxane Chemical class [SiH3]O[SiH3] KPUWHANPEXNPJT-UHFFFAOYSA-N 0.000 description 2
- POULHZVOKOAJMA-UHFFFAOYSA-N dodecanoic acid Chemical compound CCCCCCCCCCCC(O)=O POULHZVOKOAJMA-UHFFFAOYSA-N 0.000 description 2
- LYCAIKOWRPUZTN-UHFFFAOYSA-N ethylene glycol Natural products OCCO LYCAIKOWRPUZTN-UHFFFAOYSA-N 0.000 description 2
- LEQAOMBKQFMDFZ-UHFFFAOYSA-N glyoxal Chemical compound O=CC=O LEQAOMBKQFMDFZ-UHFFFAOYSA-N 0.000 description 2
- 229910052739 hydrogen Inorganic materials 0.000 description 2
- 239000001257 hydrogen Substances 0.000 description 2
- 230000006872 improvement Effects 0.000 description 2
- QQVIHTHCMHWDBS-UHFFFAOYSA-N isophthalic acid Chemical compound OC(=O)C1=CC=CC(C(O)=O)=C1 QQVIHTHCMHWDBS-UHFFFAOYSA-N 0.000 description 2
- 150000002576 ketones Chemical class 0.000 description 2
- 238000007645 offset printing Methods 0.000 description 2
- 239000003960 organic solvent Substances 0.000 description 2
- LPNBBFKOUUSUDB-UHFFFAOYSA-N p-toluic acid Chemical compound CC1=CC=C(C(O)=O)C=C1 LPNBBFKOUUSUDB-UHFFFAOYSA-N 0.000 description 2
- 125000005010 perfluoroalkyl group Chemical group 0.000 description 2
- NBIIXXVUZAFLBC-UHFFFAOYSA-K phosphate Chemical compound [O-]P([O-])([O-])=O NBIIXXVUZAFLBC-UHFFFAOYSA-K 0.000 description 2
- XNGIFLGASWRNHJ-UHFFFAOYSA-N phthalic acid Chemical compound OC(=O)C1=CC=CC=C1C(O)=O XNGIFLGASWRNHJ-UHFFFAOYSA-N 0.000 description 2
- 229920002223 polystyrene Polymers 0.000 description 2
- 230000005855 radiation Effects 0.000 description 2
- GHMLBKRAJCXXBS-UHFFFAOYSA-N resorcinol Chemical compound OC1=CC=CC(O)=C1 GHMLBKRAJCXXBS-UHFFFAOYSA-N 0.000 description 2
- 239000000377 silicon dioxide Substances 0.000 description 2
- 125000005373 siloxane group Chemical group [SiH2](O*)* 0.000 description 2
- 238000005063 solubilization Methods 0.000 description 2
- 230000007928 solubilization Effects 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- 238000007651 thermal printing Methods 0.000 description 2
- JOXIMZWYDAKGHI-UHFFFAOYSA-N toluene-4-sulfonic acid Chemical compound CC1=CC=C(S(O)(=O)=O)C=C1 JOXIMZWYDAKGHI-UHFFFAOYSA-N 0.000 description 2
- 230000007704 transition Effects 0.000 description 2
- ZDPHROOEEOARMN-UHFFFAOYSA-N undecanoic acid Chemical compound CCCCCCCCCCC(O)=O ZDPHROOEEOARMN-UHFFFAOYSA-N 0.000 description 2
- 238000009736 wetting Methods 0.000 description 2
- 150000003739 xylenols Chemical class 0.000 description 2
- OKJFKPFBSPZTAH-UHFFFAOYSA-N (2,4-dihydroxyphenyl)-(4-hydroxyphenyl)methanone Chemical compound C1=CC(O)=CC=C1C(=O)C1=CC=C(O)C=C1O OKJFKPFBSPZTAH-UHFFFAOYSA-N 0.000 description 1
- UOCLXMDMGBRAIB-UHFFFAOYSA-N 1,1,1-trichloroethane Chemical compound CC(Cl)(Cl)Cl UOCLXMDMGBRAIB-UHFFFAOYSA-N 0.000 description 1
- KMOUUZVZFBCRAM-UHFFFAOYSA-N 1,2,3,6-tetrahydrophthalic anhydride Chemical compound C1C=CCC2C(=O)OC(=O)C21 KMOUUZVZFBCRAM-UHFFFAOYSA-N 0.000 description 1
- RYHBNJHYFVUHQT-UHFFFAOYSA-N 1,4-Dioxane Chemical compound C1COCCO1 RYHBNJHYFVUHQT-UHFFFAOYSA-N 0.000 description 1
- HTQNYBBTZSBWKL-UHFFFAOYSA-N 2,3,4-trihydroxbenzophenone Chemical compound OC1=C(O)C(O)=CC=C1C(=O)C1=CC=CC=C1 HTQNYBBTZSBWKL-UHFFFAOYSA-N 0.000 description 1
- XRUGBBIQLIVCSI-UHFFFAOYSA-N 2,3,4-trimethylphenol Chemical compound CC1=CC=C(O)C(C)=C1C XRUGBBIQLIVCSI-UHFFFAOYSA-N 0.000 description 1
- FALRKNHUBBKYCC-UHFFFAOYSA-N 2-(chloromethyl)pyridine-3-carbonitrile Chemical compound ClCC1=NC=CC=C1C#N FALRKNHUBBKYCC-UHFFFAOYSA-N 0.000 description 1
- WBIQQQGBSDOWNP-UHFFFAOYSA-N 2-dodecylbenzenesulfonic acid Chemical compound CCCCCCCCCCCCC1=CC=CC=C1S(O)(=O)=O WBIQQQGBSDOWNP-UHFFFAOYSA-N 0.000 description 1
- DILXLMRYFWFBGR-UHFFFAOYSA-N 2-formylbenzene-1,4-disulfonic acid Chemical compound OS(=O)(=O)C1=CC=C(S(O)(=O)=O)C(C=O)=C1 DILXLMRYFWFBGR-UHFFFAOYSA-N 0.000 description 1
- YTTFFPATQICAQN-UHFFFAOYSA-N 2-methoxypropan-1-ol Chemical compound COC(C)CO YTTFFPATQICAQN-UHFFFAOYSA-N 0.000 description 1
- IWPZKOJSYQZABD-UHFFFAOYSA-N 3,4,5-trimethoxybenzoic acid Natural products COC1=CC(OC)=CC(C(O)=O)=C1 IWPZKOJSYQZABD-UHFFFAOYSA-N 0.000 description 1
- YTFVRYKNXDADBI-SNAWJCMRSA-N 3,4,5-trimethoxycinnamic acid Chemical compound COC1=CC(\C=C\C(O)=O)=CC(OC)=C1OC YTFVRYKNXDADBI-SNAWJCMRSA-N 0.000 description 1
- DAUAQNGYDSHRET-UHFFFAOYSA-N 3,4-dimethoxybenzoic acid Chemical compound COC1=CC=C(C(O)=O)C=C1OC DAUAQNGYDSHRET-UHFFFAOYSA-N 0.000 description 1
- CXJAFLQWMOMYOW-UHFFFAOYSA-N 3-chlorofuran-2,5-dione Chemical compound ClC1=CC(=O)OC1=O CXJAFLQWMOMYOW-UHFFFAOYSA-N 0.000 description 1
- QZYCWJVSPFQUQC-UHFFFAOYSA-N 3-phenylfuran-2,5-dione Chemical compound O=C1OC(=O)C(C=2C=CC=CC=2)=C1 QZYCWJVSPFQUQC-UHFFFAOYSA-N 0.000 description 1
- LKVFCSWBKOVHAH-UHFFFAOYSA-N 4-Ethoxyphenol Chemical compound CCOC1=CC=C(O)C=C1 LKVFCSWBKOVHAH-UHFFFAOYSA-N 0.000 description 1
- WFCQTAXSWSWIHS-UHFFFAOYSA-N 4-[bis(4-hydroxyphenyl)methyl]phenol Chemical compound C1=CC(O)=CC=C1C(C=1C=CC(O)=CC=1)C1=CC=C(O)C=C1 WFCQTAXSWSWIHS-UHFFFAOYSA-N 0.000 description 1
- BTJIUGUIPKRLHP-UHFFFAOYSA-N 4-nitrophenol Chemical compound OC1=CC=C([N+]([O-])=O)C=C1 BTJIUGUIPKRLHP-UHFFFAOYSA-N 0.000 description 1
- QTBSBXVTEAMEQO-UHFFFAOYSA-M Acetate Chemical compound CC([O-])=O QTBSBXVTEAMEQO-UHFFFAOYSA-M 0.000 description 1
- NLHHRLWOUZZQLW-UHFFFAOYSA-N Acrylonitrile Chemical compound C=CC#N NLHHRLWOUZZQLW-UHFFFAOYSA-N 0.000 description 1
- 239000005711 Benzoic acid Substances 0.000 description 1
- BVKZGUZCCUSVTD-UHFFFAOYSA-M Bicarbonate Chemical compound OC([O-])=O BVKZGUZCCUSVTD-UHFFFAOYSA-M 0.000 description 1
- DPUOLQHDNGRHBS-UHFFFAOYSA-N Brassidinsaeure Natural products CCCCCCCCC=CCCCCCCCCCCCC(O)=O DPUOLQHDNGRHBS-UHFFFAOYSA-N 0.000 description 1
- DKPFZGUDAPQIHT-UHFFFAOYSA-N Butyl acetate Natural products CCCCOC(C)=O DKPFZGUDAPQIHT-UHFFFAOYSA-N 0.000 description 1
- KRKNYBCHXYNGOX-UHFFFAOYSA-K Citrate Chemical compound [O-]C(=O)CC(O)(CC([O-])=O)C([O-])=O KRKNYBCHXYNGOX-UHFFFAOYSA-K 0.000 description 1
- URXZXNYJPAJJOQ-UHFFFAOYSA-N Erucic acid Natural products CCCCCCC=CCCCCCCCCCCCC(O)=O URXZXNYJPAJJOQ-UHFFFAOYSA-N 0.000 description 1
- KIWBPDUYBMNFTB-UHFFFAOYSA-N Ethyl hydrogen sulfate Chemical compound CCOS(O)(=O)=O KIWBPDUYBMNFTB-UHFFFAOYSA-N 0.000 description 1
- IAYPIBMASNFSPL-UHFFFAOYSA-N Ethylene oxide Chemical compound C1CO1 IAYPIBMASNFSPL-UHFFFAOYSA-N 0.000 description 1
- 108010010803 Gelatin Proteins 0.000 description 1
- 239000004354 Hydroxyethyl cellulose Substances 0.000 description 1
- 229920000663 Hydroxyethyl cellulose Polymers 0.000 description 1
- 239000005639 Lauric acid Substances 0.000 description 1
- FXHOOIRPVKKKFG-UHFFFAOYSA-N N,N-Dimethylacetamide Chemical compound CN(C)C(C)=O FXHOOIRPVKKKFG-UHFFFAOYSA-N 0.000 description 1
- 239000000020 Nitrocellulose Substances 0.000 description 1
- YTFVRYKNXDADBI-UHFFFAOYSA-N O-Methylsinapic acid Natural products COC1=CC(C=CC(O)=O)=CC(OC)=C1OC YTFVRYKNXDADBI-UHFFFAOYSA-N 0.000 description 1
- BPQQTUXANYXVAA-UHFFFAOYSA-N Orthosilicate Chemical compound [O-][Si]([O-])([O-])[O-] BPQQTUXANYXVAA-UHFFFAOYSA-N 0.000 description 1
- QLZHNIAADXEJJP-UHFFFAOYSA-N Phenylphosphonic acid Chemical compound OP(O)(=O)C1=CC=CC=C1 QLZHNIAADXEJJP-UHFFFAOYSA-N 0.000 description 1
- 229920001665 Poly-4-vinylphenol Polymers 0.000 description 1
- 239000004952 Polyamide Substances 0.000 description 1
- 229920002396 Polyurea Polymers 0.000 description 1
- GOOHAUXETOMSMM-UHFFFAOYSA-N Propylene oxide Chemical compound CC1CO1 GOOHAUXETOMSMM-UHFFFAOYSA-N 0.000 description 1
- 239000004115 Sodium Silicate Substances 0.000 description 1
- XSTXAVWGXDQKEL-UHFFFAOYSA-N Trichloroethylene Chemical group ClC=C(Cl)Cl XSTXAVWGXDQKEL-UHFFFAOYSA-N 0.000 description 1
- GPVDHNVGGIAOQT-UHFFFAOYSA-N Veratric acid Natural products COC1=CC=C(C(O)=O)C(OC)=C1 GPVDHNVGGIAOQT-UHFFFAOYSA-N 0.000 description 1
- 238000002679 ablation Methods 0.000 description 1
- 239000006096 absorbing agent Substances 0.000 description 1
- DHKHKXVYLBGOIT-UHFFFAOYSA-N acetaldehyde Diethyl Acetal Natural products CCOC(C)OCC DHKHKXVYLBGOIT-UHFFFAOYSA-N 0.000 description 1
- 125000002777 acetyl group Chemical class [H]C([H])([H])C(*)=O 0.000 description 1
- 150000007513 acids Chemical class 0.000 description 1
- 229920006243 acrylic copolymer Polymers 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 230000001464 adherent effect Effects 0.000 description 1
- 239000001361 adipic acid Substances 0.000 description 1
- 235000011037 adipic acid Nutrition 0.000 description 1
- 238000004220 aggregation Methods 0.000 description 1
- 230000002776 aggregation Effects 0.000 description 1
- 150000001298 alcohols Chemical class 0.000 description 1
- 150000001299 aldehydes Chemical class 0.000 description 1
- 229910052783 alkali metal Inorganic materials 0.000 description 1
- 150000001340 alkali metals Chemical class 0.000 description 1
- 150000001346 alkyl aryl ethers Chemical class 0.000 description 1
- 125000000217 alkyl group Chemical group 0.000 description 1
- 125000002947 alkylene group Chemical group 0.000 description 1
- 239000004411 aluminium Substances 0.000 description 1
- 125000003277 amino group Chemical group 0.000 description 1
- 238000002048 anodisation reaction Methods 0.000 description 1
- 239000007864 aqueous solution Substances 0.000 description 1
- 229960005070 ascorbic acid Drugs 0.000 description 1
- 235000010323 ascorbic acid Nutrition 0.000 description 1
- 239000011668 ascorbic acid Substances 0.000 description 1
- 230000002238 attenuated effect Effects 0.000 description 1
- JPIYZTWMUGTEHX-UHFFFAOYSA-N auramine O free base Chemical compound C1=CC(N(C)C)=CC=C1C(=N)C1=CC=C(N(C)C)C=C1 JPIYZTWMUGTEHX-UHFFFAOYSA-N 0.000 description 1
- SRSXLGNVWSONIS-UHFFFAOYSA-N benzenesulfonic acid Chemical compound OS(=O)(=O)C1=CC=CC=C1 SRSXLGNVWSONIS-UHFFFAOYSA-N 0.000 description 1
- 229940092714 benzenesulfonic acid Drugs 0.000 description 1
- 235000010233 benzoic acid Nutrition 0.000 description 1
- 125000001797 benzyl group Chemical group [H]C1=C([H])C([H])=C(C([H])=C1[H])C([H])([H])* 0.000 description 1
- 230000001588 bifunctional effect Effects 0.000 description 1
- 229920001400 block copolymer Polymers 0.000 description 1
- DQAWHWWAUHEYRO-UHFFFAOYSA-N butan-2-one;oxolane Chemical compound CCC(C)=O.C1CCOC1 DQAWHWWAUHEYRO-UHFFFAOYSA-N 0.000 description 1
- 239000006229 carbon black Substances 0.000 description 1
- 125000002915 carbonyl group Chemical group [*:2]C([*:1])=O 0.000 description 1
- 150000001732 carboxylic acid derivatives Chemical class 0.000 description 1
- 229920002301 cellulose acetate Polymers 0.000 description 1
- 238000001311 chemical methods and process Methods 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 150000008280 chlorinated hydrocarbons Chemical class 0.000 description 1
- 239000012459 cleaning agent Substances 0.000 description 1
- 239000008199 coating composition Substances 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 239000008139 complexing agent Substances 0.000 description 1
- 230000007797 corrosion Effects 0.000 description 1
- 238000005260 corrosion Methods 0.000 description 1
- 229940118056 cresol / formaldehyde Drugs 0.000 description 1
- 229920006037 cross link polymer Polymers 0.000 description 1
- 239000013078 crystal Substances 0.000 description 1
- ZXJXZNDDNMQXFV-UHFFFAOYSA-M crystal violet Chemical compound [Cl-].C1=CC(N(C)C)=CC=C1[C+](C=1C=CC(=CC=1)N(C)C)C1=CC=C(N(C)C)C=C1 ZXJXZNDDNMQXFV-UHFFFAOYSA-M 0.000 description 1
- 125000004122 cyclic group Chemical group 0.000 description 1
- ILUAAIDVFMVTAU-UHFFFAOYSA-N cyclohex-4-ene-1,2-dicarboxylic acid Chemical compound OC(=O)C1CC=CCC1C(O)=O ILUAAIDVFMVTAU-UHFFFAOYSA-N 0.000 description 1
- 238000013016 damping Methods 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000003111 delayed effect Effects 0.000 description 1
- 239000001002 diarylmethane dye Substances 0.000 description 1
- FHIVAFMUCKRCQO-UHFFFAOYSA-N diazinon Chemical compound CCOP(=S)(OCC)OC1=CC(C)=NC(C(C)C)=N1 FHIVAFMUCKRCQO-UHFFFAOYSA-N 0.000 description 1
- ASMQGLCHMVWBQR-UHFFFAOYSA-M diphenyl phosphate Chemical compound C=1C=CC=CC=1OP(=O)([O-])OC1=CC=CC=C1 ASMQGLCHMVWBQR-UHFFFAOYSA-M 0.000 description 1
- 239000006185 dispersion Substances 0.000 description 1
- 229940060296 dodecylbenzenesulfonic acid Drugs 0.000 description 1
- 230000000550 effect on aging Effects 0.000 description 1
- 239000003822 epoxy resin Substances 0.000 description 1
- DPUOLQHDNGRHBS-KTKRTIGZSA-N erucic acid Chemical compound CCCCCCCC\C=C/CCCCCCCCCCCC(O)=O DPUOLQHDNGRHBS-KTKRTIGZSA-N 0.000 description 1
- 150000002148 esters Chemical class 0.000 description 1
- 150000002170 ethers Chemical class 0.000 description 1
- 239000011888 foil Substances 0.000 description 1
- 230000002431 foraging effect Effects 0.000 description 1
- ANSXAPJVJOKRDJ-UHFFFAOYSA-N furo[3,4-f][2]benzofuran-1,3,5,7-tetrone Chemical compound C1=C2C(=O)OC(=O)C2=CC2=C1C(=O)OC2=O ANSXAPJVJOKRDJ-UHFFFAOYSA-N 0.000 description 1
- 229920000159 gelatin Polymers 0.000 description 1
- 239000008273 gelatin Substances 0.000 description 1
- 235000019322 gelatine Nutrition 0.000 description 1
- 235000011852 gelatine desserts Nutrition 0.000 description 1
- 229940015043 glyoxal Drugs 0.000 description 1
- 229920000578 graft copolymer Polymers 0.000 description 1
- 238000005469 granulation Methods 0.000 description 1
- 230000003179 granulation Effects 0.000 description 1
- 229940093915 gynecological organic acid Drugs 0.000 description 1
- MUTGBJKUEZFXGO-UHFFFAOYSA-N hexahydrophthalic anhydride Chemical compound C1CCCC2C(=O)OC(=O)C21 MUTGBJKUEZFXGO-UHFFFAOYSA-N 0.000 description 1
- FUZZWVXGSFPDMH-UHFFFAOYSA-N hexanoic acid Chemical compound CCCCCC(O)=O FUZZWVXGSFPDMH-UHFFFAOYSA-N 0.000 description 1
- 229930195733 hydrocarbon Natural products 0.000 description 1
- 150000002430 hydrocarbons Chemical class 0.000 description 1
- 125000002887 hydroxy group Chemical group [H]O* 0.000 description 1
- 235000019447 hydroxyethyl cellulose Nutrition 0.000 description 1
- 238000007654 immersion Methods 0.000 description 1
- 230000001939 inductive effect Effects 0.000 description 1
- 238000009776 industrial production Methods 0.000 description 1
- 230000002401 inhibitory effect Effects 0.000 description 1
- 239000003999 initiator Substances 0.000 description 1
- 229910001506 inorganic fluoride Inorganic materials 0.000 description 1
- 230000003993 interaction Effects 0.000 description 1
- 238000012432 intermediate storage Methods 0.000 description 1
- 230000001678 irradiating effect Effects 0.000 description 1
- 230000002427 irreversible effect Effects 0.000 description 1
- 239000004816 latex Substances 0.000 description 1
- 229920000126 latex Polymers 0.000 description 1
- 230000031700 light absorption Effects 0.000 description 1
- 230000000670 limiting effect Effects 0.000 description 1
- FDZZZRQASAIRJF-UHFFFAOYSA-M malachite green Chemical compound [Cl-].C1=CC(N(C)C)=CC=C1C(C=1C=CC=CC=1)=C1C=CC(=[N+](C)C)C=C1 FDZZZRQASAIRJF-UHFFFAOYSA-M 0.000 description 1
- 229940107698 malachite green Drugs 0.000 description 1
- FPYJFEHAWHCUMM-UHFFFAOYSA-N maleic anhydride Chemical compound O=C1OC(=O)C=C1 FPYJFEHAWHCUMM-UHFFFAOYSA-N 0.000 description 1
- FQPSGWSUVKBHSU-UHFFFAOYSA-N methacrylamide Chemical compound CC(=C)C(N)=O FQPSGWSUVKBHSU-UHFFFAOYSA-N 0.000 description 1
- WSFSSNUMVMOOMR-NJFSPNSNSA-N methanone Chemical compound O=[14CH2] WSFSSNUMVMOOMR-NJFSPNSNSA-N 0.000 description 1
- 125000002496 methyl group Chemical group [H]C([H])([H])* 0.000 description 1
- YACKEPLHDIMKIO-UHFFFAOYSA-N methylphosphonic acid Chemical compound CP(O)(O)=O YACKEPLHDIMKIO-UHFFFAOYSA-N 0.000 description 1
- 239000003607 modifier Substances 0.000 description 1
- 239000000178 monomer Substances 0.000 description 1
- 229920001220 nitrocellulos Polymers 0.000 description 1
- 229910052757 nitrogen Inorganic materials 0.000 description 1
- 125000004433 nitrogen atom Chemical group N* 0.000 description 1
- 235000005985 organic acids Nutrition 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 125000001997 phenyl group Chemical group [H]C1=C([H])C([H])=C(*)C([H])=C1[H] 0.000 description 1
- CMPQUABWPXYYSH-UHFFFAOYSA-N phenyl phosphate Chemical compound OP(O)(=O)OC1=CC=CC=C1 CMPQUABWPXYYSH-UHFFFAOYSA-N 0.000 description 1
- MLCHBQKMVKNBOV-UHFFFAOYSA-N phenylphosphinic acid Chemical compound OP(=O)C1=CC=CC=C1 MLCHBQKMVKNBOV-UHFFFAOYSA-N 0.000 description 1
- 239000003504 photosensitizing agent Substances 0.000 description 1
- LGRFSURHDFAFJT-UHFFFAOYSA-N phthalic anhydride Chemical compound C1=CC=C2C(=O)OC(=O)C2=C1 LGRFSURHDFAFJT-UHFFFAOYSA-N 0.000 description 1
- 125000005543 phthalimide group Chemical group 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- 229920006289 polycarbonate film Polymers 0.000 description 1
- 229920000647 polyepoxide Polymers 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 229920006267 polyester film Polymers 0.000 description 1
- 229920006290 polyethylene naphthalate film Polymers 0.000 description 1
- 229920000139 polyethylene terephthalate Polymers 0.000 description 1
- 239000005020 polyethylene terephthalate Substances 0.000 description 1
- 229920001228 polyisocyanate Polymers 0.000 description 1
- 239000005056 polyisocyanate Substances 0.000 description 1
- 238000006116 polymerization reaction Methods 0.000 description 1
- 229920005862 polyol Polymers 0.000 description 1
- 150000003077 polyols Chemical class 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 229920002689 polyvinyl acetate Polymers 0.000 description 1
- 239000011118 polyvinyl acetate Substances 0.000 description 1
- 229920001447 polyvinyl benzene Polymers 0.000 description 1
- 229920000036 polyvinylpyrrolidone Polymers 0.000 description 1
- 239000001267 polyvinylpyrrolidone Substances 0.000 description 1
- 235000013855 polyvinylpyrrolidone Nutrition 0.000 description 1
- 230000008092 positive effect Effects 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 239000003755 preservative agent Substances 0.000 description 1
- 230000002335 preservative effect Effects 0.000 description 1
- BDERNNFJNOPAEC-UHFFFAOYSA-N propan-1-ol Chemical compound CCCO BDERNNFJNOPAEC-UHFFFAOYSA-N 0.000 description 1
- 230000008929 regeneration Effects 0.000 description 1
- 238000011069 regeneration method Methods 0.000 description 1
- 239000013557 residual solvent Substances 0.000 description 1
- 229920003987 resole Polymers 0.000 description 1
- 239000004065 semiconductor Substances 0.000 description 1
- 235000012239 silicon dioxide Nutrition 0.000 description 1
- 239000011734 sodium Substances 0.000 description 1
- 229910052911 sodium silicate Inorganic materials 0.000 description 1
- NTHWMYGWWRZVTN-UHFFFAOYSA-N sodium silicate Chemical compound [Na+].[Na+].[O-][Si]([O-])=O NTHWMYGWWRZVTN-UHFFFAOYSA-N 0.000 description 1
- 239000011877 solvent mixture Substances 0.000 description 1
- 239000007921 spray Substances 0.000 description 1
- 238000003892 spreading Methods 0.000 description 1
- 230000007480 spreading Effects 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 229920001909 styrene-acrylic polymer Polymers 0.000 description 1
- 229940014800 succinic anhydride Drugs 0.000 description 1
- BUUPQKDIAURBJP-UHFFFAOYSA-N sulfinic acid Chemical compound OS=O BUUPQKDIAURBJP-UHFFFAOYSA-N 0.000 description 1
- 125000000475 sulfinyl group Chemical group [*:2]S([*:1])=O 0.000 description 1
- 229940124530 sulfonamide Drugs 0.000 description 1
- 150000003456 sulfonamides Chemical class 0.000 description 1
- 125000000472 sulfonyl group Chemical group *S(*)(=O)=O 0.000 description 1
- AUHHYELHRWCWEZ-UHFFFAOYSA-N tetrachlorophthalic anhydride Chemical compound ClC1=C(Cl)C(Cl)=C2C(=O)OC(=O)C2=C1Cl AUHHYELHRWCWEZ-UHFFFAOYSA-N 0.000 description 1
- YLQBMQCUIZJEEH-UHFFFAOYSA-N tetrahydrofuran Natural products C=1C=COC=1 YLQBMQCUIZJEEH-UHFFFAOYSA-N 0.000 description 1
- 239000001003 triarylmethane dye Substances 0.000 description 1
- UBOXGVDOUJQMTN-UHFFFAOYSA-N trichloroethylene Natural products ClCC(Cl)Cl UBOXGVDOUJQMTN-UHFFFAOYSA-N 0.000 description 1
- ROVRRJSRRSGUOL-UHFFFAOYSA-N victoria blue bo Chemical compound [Cl-].C12=CC=CC=C2C(NCC)=CC=C1C(C=1C=CC(=CC=1)N(CC)CC)=C1C=CC(=[N+](CC)CC)C=C1 ROVRRJSRRSGUOL-UHFFFAOYSA-N 0.000 description 1
- 125000000391 vinyl group Chemical group [H]C([*])=C([H])[H] 0.000 description 1
- 239000002492 water-soluble polymer binding agent Substances 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41N—PRINTING PLATES OR FOILS; MATERIALS FOR SURFACES USED IN PRINTING MACHINES FOR PRINTING, INKING, DAMPING, OR THE LIKE; PREPARING SUCH SURFACES FOR USE AND CONSERVING THEM
- B41N3/00—Preparing for use and conserving printing surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41C—PROCESSES FOR THE MANUFACTURE OR REPRODUCTION OF PRINTING SURFACES
- B41C1/00—Forme preparation
- B41C1/10—Forme preparation for lithographic printing; Master sheets for transferring a lithographic image to the forme
- B41C1/1008—Forme preparation for lithographic printing; Master sheets for transferring a lithographic image to the forme by removal or destruction of lithographic material on the lithographic support, e.g. by laser or spark ablation; by the use of materials rendered soluble or insoluble by heat exposure, e.g. by heat produced from a light to heat transforming system; by on-the-press exposure or on-the-press development, e.g. by the fountain of photolithographic materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41N—PRINTING PLATES OR FOILS; MATERIALS FOR SURFACES USED IN PRINTING MACHINES FOR PRINTING, INKING, DAMPING, OR THE LIKE; PREPARING SUCH SURFACES FOR USE AND CONSERVING THEM
- B41N3/00—Preparing for use and conserving printing surfaces
- B41N3/03—Chemical or electrical pretreatment
- B41N3/036—Chemical or electrical pretreatment characterised by the presence of a polymeric hydrophilic coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41C—PROCESSES FOR THE MANUFACTURE OR REPRODUCTION OF PRINTING SURFACES
- B41C1/00—Forme preparation
- B41C1/10—Forme preparation for lithographic printing; Master sheets for transferring a lithographic image to the forme
- B41C1/1008—Forme preparation for lithographic printing; Master sheets for transferring a lithographic image to the forme by removal or destruction of lithographic material on the lithographic support, e.g. by laser or spark ablation; by the use of materials rendered soluble or insoluble by heat exposure, e.g. by heat produced from a light to heat transforming system; by on-the-press exposure or on-the-press development, e.g. by the fountain of photolithographic materials
- B41C1/1016—Forme preparation for lithographic printing; Master sheets for transferring a lithographic image to the forme by removal or destruction of lithographic material on the lithographic support, e.g. by laser or spark ablation; by the use of materials rendered soluble or insoluble by heat exposure, e.g. by heat produced from a light to heat transforming system; by on-the-press exposure or on-the-press development, e.g. by the fountain of photolithographic materials characterised by structural details, e.g. protective layers, backcoat layers or several imaging layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41C—PROCESSES FOR THE MANUFACTURE OR REPRODUCTION OF PRINTING SURFACES
- B41C2201/00—Location, type or constituents of the non-imaging layers in lithographic printing formes
- B41C2201/02—Cover layers; Protective layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41C—PROCESSES FOR THE MANUFACTURE OR REPRODUCTION OF PRINTING SURFACES
- B41C2201/00—Location, type or constituents of the non-imaging layers in lithographic printing formes
- B41C2201/12—Location, type or constituents of the non-imaging layers in lithographic printing formes characterised by non-macromolecular organic compounds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41C—PROCESSES FOR THE MANUFACTURE OR REPRODUCTION OF PRINTING SURFACES
- B41C2201/00—Location, type or constituents of the non-imaging layers in lithographic printing formes
- B41C2201/14—Location, type or constituents of the non-imaging layers in lithographic printing formes characterised by macromolecular organic compounds, e.g. binder, adhesives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41C—PROCESSES FOR THE MANUFACTURE OR REPRODUCTION OF PRINTING SURFACES
- B41C2210/00—Preparation or type or constituents of the imaging layers, in relation to lithographic printing forme preparation
- B41C2210/02—Positive working, i.e. the exposed (imaged) areas are removed
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41C—PROCESSES FOR THE MANUFACTURE OR REPRODUCTION OF PRINTING SURFACES
- B41C2210/00—Preparation or type or constituents of the imaging layers, in relation to lithographic printing forme preparation
- B41C2210/04—Negative working, i.e. the non-exposed (non-imaged) areas are removed
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41C—PROCESSES FOR THE MANUFACTURE OR REPRODUCTION OF PRINTING SURFACES
- B41C2210/00—Preparation or type or constituents of the imaging layers, in relation to lithographic printing forme preparation
- B41C2210/06—Developable by an alkaline solution
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41C—PROCESSES FOR THE MANUFACTURE OR REPRODUCTION OF PRINTING SURFACES
- B41C2210/00—Preparation or type or constituents of the imaging layers, in relation to lithographic printing forme preparation
- B41C2210/22—Preparation or type or constituents of the imaging layers, in relation to lithographic printing forme preparation characterised by organic non-macromolecular additives, e.g. dyes, UV-absorbers, plasticisers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41C—PROCESSES FOR THE MANUFACTURE OR REPRODUCTION OF PRINTING SURFACES
- B41C2210/00—Preparation or type or constituents of the imaging layers, in relation to lithographic printing forme preparation
- B41C2210/24—Preparation or type or constituents of the imaging layers, in relation to lithographic printing forme preparation characterised by a macromolecular compound or binder obtained by reactions involving carbon-to-carbon unsaturated bonds, e.g. acrylics, vinyl polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41C—PROCESSES FOR THE MANUFACTURE OR REPRODUCTION OF PRINTING SURFACES
- B41C2210/00—Preparation or type or constituents of the imaging layers, in relation to lithographic printing forme preparation
- B41C2210/26—Preparation or type or constituents of the imaging layers, in relation to lithographic printing forme preparation characterised by a macromolecular compound or binder obtained by reactions not involving carbon-to-carbon unsaturated bonds
- B41C2210/262—Phenolic condensation polymers, e.g. novolacs, resols
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M2205/00—Printing methods or features related to printing methods; Location or type of the layers
- B41M2205/12—Preparation of material for subsequent imaging, e.g. corona treatment, simultaneous coating, pre-treatments
Landscapes
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Thermal Sciences (AREA)
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Materials For Photolithography (AREA)
- Printing Plates And Materials Therefor (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
Description
本発明はフェノール樹脂を含んで成る感熱性リトグラフ印刷版前駆物質に関する。 The present invention relates to a heat-sensitive lithographic printing plate precursor comprising a phenolic resin.
リトグラフ印刷は一般に輪転印刷機のシリンダー上に設置された印刷版のようないわゆる印刷マスターの使用を伴う。マスターはその表面上にリトグラフ画像を担持し、前記画像にインキを適用し、次にマスターから、一般には紙である受容材料上にインキを移すことにより印刷物を得る。通常のリトグラフ印刷においてはインキ並びに噴水水溶液(aqueous fountain solution)(ダンピング液とも称される)が親油性(もしくは疎水性、すなわちインキ受容性、撥水性)部分並びに親水性(もしくは疎油性、すなわち水受容性、撥インキ性)部分から成るリトグラフ画像に供給される。いわゆる乾平版印刷においてはリトグラフ画像はインキ受容性およびインキ不着性(撥インキ性)部分から成り、乾平版印刷中にはインキのみがマスターに供給される。 Lithographic printing generally involves the use of a so-called printing master such as a printing plate installed on a cylinder of a rotary printing press. The master carries a lithographic image on its surface, applies ink to the image, and then transfers the ink from the master onto a receiving material, typically paper, to obtain a print. In normal lithographic printing, inks and aqueous fountain solutions (also called damping liquids) are oleophilic (or hydrophobic, ie ink receptive, water repellant) and hydrophilic (or oleophobic, ie water). Supplied to a lithographic image comprising receptive and ink repellent parts. In so-called dry lithographic printing, a lithographic image is composed of ink receptive and ink non-adherent (ink repellency) portions, and only ink is supplied to the master during dry lithographic printing.
印刷マスターは一般に結像的暴露(image−wise exposure)および印刷版前駆物質と呼ばれる結像材料の処理により得られる。フィルムマスクをとおすUV接触暴露に適する、周知の、感光性の、いわゆる前以て感光性にされた印刷版に加えて、感熱性印刷版前駆物質も1990年代後半に非常に一般的になってきた。これらの感熱性材料は日光安定性の利点を与え、特に、印刷版前駆物質が直接暴露される、すなわちフィルムマスクの使用を伴わない、いわゆるコンピューターから印刷版法(computer−to−plate)に使用される。材料は熱もしくは赤外光に暴露され、生成される熱が(物理−)化学的過程[例えば削摩(ablation)、重合、ポリマーの架橋による不溶化、熱により誘導される可溶化もしくは、熱可塑性ポリマーラテックスの粒子凝集]の引き金を引く。 Print masters are generally obtained by image-wise exposure and processing of imaging materials called printing plate precursors. In addition to the well-known, photosensitive, so-called pre-sensitized printing plates suitable for UV contact exposure through film masks, thermosensitive printing plate precursors have become very common in the late 1990s. It was. These heat-sensitive materials offer the advantage of sunlight stability, in particular used for so-called computer-to-plate printing from a computer where the printing plate precursor is directly exposed, ie without the use of a film mask Is done. The material is exposed to heat or infrared light, and the heat generated is (physical-) chemical processes [eg ablation, polymerization, insolubilization by polymer cross-linking, heat-induced solubilization or thermoplasticity Trigger particle aggregation of polymer latex].
これらの熱による工程のいくつかは湿式処理を伴わずに印刷版製造を可能にするが、大部分の一般的な感熱性印刷版は被膜の暴露部分と非暴露部分の間のアルカリ性顕色剤中における熱により誘導される溶解度の差により画像を形成する。被膜は一般には、その顕色剤溶解度が結像的暴露により減少されるか(ネガ作用)もしくは増加される(ポジ作用)、親油性結合剤、例えばフェノール樹脂、を含んで成る。処理中に、溶解度の差が被膜の非画像(非印刷)部分の除去をもたらし、それにより親水性支持体を現し、他方、被膜の結像(印刷)部分は支持体上に残留する。このような印刷版の典型的な例は特許文献1、2、3、4、5および6に記載されている(特許文献1、2、3、4、5および6参照)。
Although some of these thermal steps allow printing plate manufacture without wet processing, most common heat sensitive printing plates are alkaline developers between the exposed and unexposed portions of the coating. An image is formed by the difference in solubility induced by heat in the medium. The coating generally comprises a lipophilic binder, such as a phenolic resin, whose developer solubility is reduced (negative effect) or increased (positive effect) by imagewise exposure. During processing, the difference in solubility results in the removal of non-image (non-printed) portions of the coating, thereby revealing a hydrophilic support, while the imaging (printing) portion of the coating remains on the support. Typical examples of such printing plates are described in
印刷版前駆物質の工業的製造は、典型的にはアルミナムであるウェブ形態の支持材料のコイルを巻きだし、ウェブ上に1もしくは複数層を被覆し、ウェブ上に熱風を吹き付けることにより被膜を乾燥し、そして最後にコア上に被覆ウェブを再度巻き取るかもしくは被覆ウェブを即時シートに切断して、それを次に積み上げ、包装する段階を伴う。工業的規模においては、これらすべての段階が「オンライン」で実施され、すなわち、どんな中間の貯蔵をも伴わずに、単一の連続操作で移動ウェブ上で実施される。 The industrial production of printing plate precursors involves unwinding a coil of support material in the form of a web, typically alumina, coating one or more layers on the web, and drying the coating by blowing hot air over the web. And finally involves rewinding the coated web onto the core or cutting the coated web into immediate sheets that are then stacked and packaged. On an industrial scale, all these steps are performed “on-line”, ie on a moving web in a single continuous operation without any intermediate storage.
フェノール樹脂を含んで成る感熱性印刷版前駆物質に伴う特別の問題は、被膜が顕色剤に対して徐々に、より抵抗性になり、従って結像的暴露期間中に、結像機序の引き金を引くためにより多くの熱を適用することを要するために、それらの感度が長期間にわたり安定ではないことである。一般には、被覆直後には例えば100mJ/cm2未満の高い感度が得られ、次に徐々に減少して、例えば250mJ/cm2の平衡値に達する。安定な感度に到達するために要する熟成期間は被覆後数カ月かかる可能性がある。熟成期間を短縮するために、特許文献7は、40〜90℃のオーブン中で被覆後間もなく、少なくとも4時間、そしてもっとも好ましくは少なくとも48時間の長期間中、材料を残すことによる熱処理を提唱している(特許文献7参照)。特許文献8は、熱処理後の制御された緩徐な冷却が更なる改善をもたらすことを開示した(特許文献8参照)。後者の文献(特許文献8)に従うと、「制御された緩徐な冷却」は、熱が前駆物質から、外界条件下で冷却されるよりもゆっくり喪失されることを意味する。このような冷却法の例には熱処理後に材料を断熱することもしくは、より低温に徐々に冷却するオーブン中に材料を残すことが含まれる。このような冷却工程は数時間継続し、「オフライン」でのみ実施することができる、すなわちコイルもしくはシートの積み重ねをオーブン中に置いて、必要な時間中、そこに残す。しかしオフラインの貯蔵はいくつかの理由で回避しなければならない。更なる経費およびロジスチックの意味の外に、コイルもしくは積み重ねの内側は外側と異なる温度プロファイルを経過するであろうために、コイルもしくは積み重ねを均一に冷却することができないことは極めて明白である。従って、コイル上にウェブを巻くかもしくはウェブをシートに切断する前に、オンラインで実施することができる有効な冷却段階を提供する方法が必要である。
フェノール樹脂を含む感熱性印刷版材料を熟成させるためのオンライン法を提供することが本発明の1アスペクトである。この目的は、乾燥された被膜がオンラインの冷却段階にさらされる特徴を有する、請求項1の方法により実現される。本発明に従うと、先行技術に開示され、オフラインでのみ実施することができる長時間の冷却過程が、ウェブが外界条件下に維持されるであろう速度より高いが、しかし30℃/秒を超えない平均冷却速度でウェブ温度が低下されるオンライン冷却段階により置き換えられる。 It is an aspect of the present invention to provide an on-line method for aging a heat sensitive printing plate material comprising a phenolic resin. This object is achieved by the method of claim 1 characterized in that the dried coating is subjected to an on-line cooling step. In accordance with the present invention, the long cooling process disclosed in the prior art and that can only be performed off-line is higher than the rate at which the web will be maintained under ambient conditions, but above 30 ° C./sec. It is replaced by an on-line cooling stage where the web temperature is reduced with no average cooling rate.
本発明の方法は、製造の数カ月後の代わりに数週間以内に安定な感度を有する感熱性印刷版前駆物質を製造させる。更なる熟成は必要ではないが、本発明に従うオンライン冷却段階を更なるオフライン冷却段階と組み合わせる態様も本発明の範囲内にあることは自明である。 The method of the present invention produces a thermosensitive printing plate precursor with stable sensitivity within weeks instead of months after production. Although further aging is not necessary, it is obvious that embodiments in which an on-line cooling step according to the present invention is combined with a further off-line cooling step are also within the scope of the present invention.
本発明の特定の態様は付随請求項中に定義されている。 Particular aspects of the present invention are defined in the appended claims.
本発明の感熱性のリトグラフ印刷版前駆物質は親水性支持体および、その上に提供されたフェノール樹脂を含んで成る被膜を含む。被膜はその例が下記に考察される1もしくは複数の層から成ることができる。フェノール樹脂は1もしくは複数層の前記被膜中に存在することができる。 The heat-sensitive lithographic printing plate precursor of the present invention comprises a hydrophilic support and a coating comprising a phenolic resin provided thereon. The coating can consist of one or more layers, examples of which are discussed below. The phenolic resin can be present in one or more layers of the coating.
前駆物質の温度に関する本明細書におけるすべての言及は、被膜のみならずまた支持体の温度に対する言及と考えられる:一般的には被膜は1もしくは数ミクロメーターの数字の次元で非常に薄いが、他方支持体は0.1〜0.5ミリメーターの間の典型的な厚さを有し、従って好ましくは金属支持体である支持体が被膜に対する大きな熱の流し口(heat sink)として働き、本明細書で考察される加熱および冷却段階が前駆物質の被覆側もしくは裏側またはその双方のいずれに熱もしくは冷却を供給することにより実施されるかにかかわらず、被膜の温度は支持体の温度に等しいかもしくはそれに非常に近い。実際に、本明細書で報告される温度値は、ウェブが被覆施設のすべての部門を通過して移動する時に、ウェブの裏側に対して遠隔操作で読み取ることができる熱電対装置を取り付けることにより記録された。そのようにして、本発明の方法のすべての段階期間中で正確な温度プロファイルを記録することができる。別に特記される場合を除き、本明細書で報告されるすべての温度は前記熱電対から得たウェブ温度である。以上の考察を考慮すると、ウェブ温度値はウェブ上に提供される乾燥被膜の温度に本質的に等しいことは当業者に明白である。 All references herein to precursor temperature are considered to be references to the temperature of the support as well as the coating: in general, the coating is very thin in the numerical dimension of one or several micrometers, On the other hand the support has a typical thickness between 0.1 and 0.5 millimeters, so that the support, preferably a metal support, acts as a large heat sink to the coating, Regardless of whether the heating and cooling steps discussed herein are carried out by supplying heat or cooling to the coated side, back side, or both of the precursor, the temperature of the coating is equal to the temperature of the support. Equal to or very close to it. In fact, the temperature values reported here are obtained by installing a thermocouple device that can be read remotely against the back of the web as it moves through all sections of the coating facility. Recorded. In that way, an accurate temperature profile can be recorded during all stages of the method of the invention. Unless otherwise specified, all temperatures reported herein are web temperatures obtained from the thermocouple. In view of the above considerations, it will be apparent to those skilled in the art that the web temperature value is essentially equal to the temperature of the dry coating provided on the web.
支持体の親水性表面に1もしくは複数の被覆溶液を適用するためには、あらゆる被覆法を使用することができる。多層被膜は各層を連続的に被覆/乾燥するかもしくは数種の被覆溶液の一度の同時被覆により適用することができる。乾燥は一般に、典型的には少なくとも70℃、適切には80〜150℃、そして特には90〜140℃の温度で被膜上に熱風を吹き付けることにより実施される。更にその他の熱源、例えば赤外ランプもしくはマイクロ波放射も乾燥段階で使用することができる。乾燥時間は一般に15〜600秒であることができる。しかし乾燥段階中にすべての溶媒を除去することは必要ではない(そして可能ですらないかも知れない)。実際、残留溶媒含量は被膜組成を最適化させることができる更なる組成変数とみなされることができる。従って本明細書では、乾燥段階の終結は被膜が自己支持性になり、接触に対して乾燥した瞬間と定義される。 Any coating method can be used to apply one or more coating solutions to the hydrophilic surface of the support. Multilayer coatings can be applied by coating / drying each layer sequentially or by simultaneous coating of several coating solutions. Drying is generally carried out by blowing hot air over the coating, typically at a temperature of at least 70 ° C, suitably 80-150 ° C and especially 90-140 ° C. In addition, other heat sources such as infrared lamps or microwave radiation can also be used in the drying stage. The drying time can generally be 15 to 600 seconds. However, it is not necessary (and may not be possible) to remove all solvent during the drying stage. Indeed, the residual solvent content can be regarded as a further composition variable that can optimize the coating composition. Thus, the termination of the drying phase is defined herein as the moment when the coating becomes self-supporting and dries on contact.
乾燥段階の終結後に、前駆物質を好ましくは短時間のオンラインの更なる加熱段階にかける。あるいはまた、乾燥段階と加熱段階の間に前駆物質を最初に冷却させることができるが、これは必須ではない。任意の加熱段階中に、被膜の温度が、前駆物質が外界条件下で維持されるであろう値より高い値(外気の温度は定義により本明細書では20℃に設定される)に維持されるように、熱が乾燥被膜に供給される。従って、加熱段階中の前駆物質の温度は乾燥段階の終末の温度より低い可能性がある。より好ましくは加熱段階中の被膜の温度は乾燥段階の終末の被膜温度より高い値に維持される。あるいはまた、乾燥された被膜は、更なる乾燥空気がそれが乾燥された後に被膜上に吹き付けられるように乾燥装置の長さを延長することにより熱処理されることができる。その態様においては、熱処置期間中の被膜温度は乾燥段階の終末時の温度と同一であることができる。 After completion of the drying stage, the precursor is subjected to a further heating stage, preferably a short on-line. Alternatively, the precursor can be cooled first between the drying and heating stages, but this is not essential. During the optional heating phase, the temperature of the coating is maintained at a value higher than that at which the precursor would be maintained under ambient conditions (the ambient temperature is set herein to 20 ° C. by definition). As such, heat is supplied to the dried coating. Thus, the temperature of the precursor during the heating phase can be lower than the temperature at the end of the drying phase. More preferably, the temperature of the coating during the heating phase is maintained at a value higher than the coating temperature at the end of the drying phase. Alternatively, the dried coating can be heat treated by extending the length of the drying apparatus so that additional dry air is blown over the coating after it has been dried. In that embodiment, the coating temperature during the heat treatment period can be the same as the temperature at the end of the drying phase.
オンライン加熱段階期間中、前駆物質のウェブ温度は好ましくは、フェノール樹脂のガラス転移温度Tgより上に上昇される。本明細書で言及される「Tg」はそれが被覆され、乾燥され、そして加熱された時の組成物中のフェノール樹脂のガラス転移温度、すなわちフェノール樹脂を含んで成る被膜のガラス転移温度である。前記Tg値は既知の熱量測定法により容易に測定することができる。熱処理はそれがオンラインで実施され得るように十分に短い、例えば、0.1〜60秒、より好ましくは1〜30秒である。ウェブ温度は好ましくは加熱段階期間中、少なくとも150℃に、好ましくは少なくとも170℃に上昇される。加熱段階期間のウェブ温度の上限は被膜の結像機序の引き金を引くために必要な温度域により規定される。従って前記上限は被膜の特定の組成に左右されるが、一般的には約200℃、もしくはより好ましくは約250℃である。更により高い温度における加熱は、前駆物質を画像記録に不適切にさせると考えられる、被膜に不可逆的な化学的もしくは物理的変化を誘発するかも知れない。 During the online heating phase, the precursor web temperature is preferably raised above the glass transition temperature Tg of the phenolic resin. “Tg” as referred to herein is the glass transition temperature of the phenolic resin in the composition when it is coated, dried and heated, ie the glass transition temperature of the coating comprising the phenolic resin. . The Tg value can be easily measured by a known calorimetric method. The heat treatment is sufficiently short so that it can be performed on-line, for example 0.1 to 60 seconds, more preferably 1 to 30 seconds. The web temperature is preferably raised to at least 150 ° C, preferably at least 170 ° C during the heating phase. The upper limit of the web temperature during the heating phase is defined by the temperature range necessary to trigger the film imaging mechanism. Thus, the upper limit depends on the specific composition of the coating, but is generally about 200 ° C, or more preferably about 250 ° C. Furthermore, heating at higher temperatures may induce irreversible chemical or physical changes in the coating that would cause the precursor to be unsuitable for image recording.
加熱は、例えばリトグラフ印刷版前駆物質上に熱風および/もしくは蒸気を吹き付けることにより、赤外光もしくはマイクロ波で前駆物質を照射することにより、または前駆物質を加熱されたローラーと接触させることにより実施することができる。これらの方法の組み合わせ物もまた適切である。熱風および/もしくは蒸気は好ましくは150℃を超える温度、より好ましくは少なくとも170℃を有する。赤外光は被膜、支持体の裏側もしくは双方を照射することができる。赤外光が被膜を照射する場合は、それは被膜の結像機序の引き金を引かない波長および/もしくは強度を有する。好ましくはサーモスタット制御される加熱されたローラーも同様に被膜、支持体の裏側もしくは双方に接触させることができるが、裏側が好ましい。ローラーは好ましくは金属ローラーである。 Heating is performed, for example, by blowing hot air and / or steam onto the lithographic printing plate precursor, by irradiating the precursor with infrared light or microwaves, or by contacting the precursor with a heated roller. can do. Combinations of these methods are also suitable. The hot air and / or steam preferably has a temperature above 150 ° C, more preferably at least 170 ° C. Infrared light can irradiate the coating, the backside of the support, or both. When infrared light illuminates the coating, it has a wavelength and / or intensity that does not trigger the imaging mechanism of the coating. A heated roller, preferably thermostatically controlled, can likewise be contacted with the coating, the back side of the support, or both, but the back side is preferred. The roller is preferably a metal roller.
加熱段階後、前駆物質はコア上に巻き取るかもしくは個別のシートに切断される前に冷却される。冷却段階は急速な「積極的」冷却段階であり、すなわちそれは、前駆物質が外界条件下で維持される場合よりも高い冷却速度で被膜温度を低下させる。従って、本明細書で言及される冷却段階は積極的冷却の開始と終結の間の段階と定義される。以下に更に考察される好ましい態様における冷却段階は、積極的冷却が典型的にはTg周辺の温度範囲の移行(transition)において、「受動的」冷却相により中断される可能性がある多相過程である。「受動的」冷却により、ウェブが、前駆物質が外界条件下で維持される場合に得られる冷却速度より低いかもしくはそれに等しい平均冷却速度で冷却される冷却段階を意味する。従って、本発明の方法における冷却段階は一連の1もしくは複数の積極的および受動的冷却相であることができる。このような多相冷却過程においては、積極的冷却段階は最初の積極的冷却相の開始と最後の積極的冷却相の終結の間の過程と定義される。 After the heating step, the precursor is cooled before being wound on a core or cut into individual sheets. The cooling phase is a rapid “aggressive” cooling phase, that is, it lowers the coating temperature at a higher cooling rate than if the precursor is maintained under ambient conditions. Thus, the cooling phase referred to herein is defined as the phase between the start and end of active cooling. In the preferred embodiment discussed further below, the cooling phase is a multiphase process in which active cooling can be interrupted by a “passive” cooling phase, typically in the transition of the temperature range around Tg. It is. By “passive” cooling is meant a cooling phase in which the web is cooled at an average cooling rate that is lower than or equal to that obtained when the precursor is maintained under ambient conditions. Thus, the cooling stage in the method of the present invention can be a series of one or more active and passive cooling phases. In such a multiphase cooling process, the active cooling phase is defined as the process between the start of the first active cooling phase and the end of the last active cooling phase.
冷却段階中もしくは冷却相中の平均冷却速度は、冷却段階もしくは冷却相の開始時と終結時の間の温度差と、前記冷却段階もしくは冷却相の期間の比率と定義される。 The average cooling rate during the cooling phase or during the cooling phase is defined as the ratio of the temperature difference between the start and end of the cooling phase or cooling phase and the duration of the cooling phase or cooling phase.
積極的冷却は様々な方法により、例えば、前駆物質の熱が1基もしくは複数のローラーに容易に移動されるように1もしくは複数のローラー、好ましくは1もしくは複数の金属ローラーに対して前駆物質を接触させることにより得ることができる。例えば前駆物質上に空気を吹き付けることによる、他の冷却法ももちろん可能である。しかし、冷却ローラーと前駆物質間の密接な接触により、冷却ローラーの温度が外気の温度よりも高い値で維持される場合ですら、前駆物質が外界条件下で、すなわち冷却ローラーと接触せずに維持されるであろう速度よりも早い温度低下が誘導され得るために、金属の冷却ローラーの使用が好ましい。従って、積極的冷却は加熱段階直後に、例えば50〜120℃の温度を有する金属冷却ローラーに対して前駆物質を接触させることにより得ることができる。例えば、より低い熱容量もしくは熱伝導率をもつ他の材料から成る冷却ローラーも使用することができる。冷却ローラーはウェブの裏側もしくは被覆側もしくは双方に接触させることができる。冷却ローラーと前駆物質間の温度差が高い場合、より急速な冷却効果が得られることは極めて明白である。平均冷却速度の好ましい最低値は0.5℃/秒、より好ましくは1℃/秒、そして更に好ましくは3℃/秒である。 Aggressive cooling can be accomplished in a variety of ways, for example, by applying the precursor to one or more rollers, preferably one or more metal rollers, so that the heat of the precursor is easily transferred to one or more rollers. It can be obtained by contacting. Other cooling methods are of course possible, for example by blowing air over the precursor. However, due to the intimate contact between the cooling roller and the precursor, even if the temperature of the cooling roller is maintained at a higher value than the temperature of the outside air, the precursor is not exposed to ambient conditions, i.e. without contact with the cooling roller The use of a metal chill roller is preferred because a temperature drop can be induced faster than would be maintained. Therefore, positive cooling can be obtained immediately after the heating step by bringing the precursor into contact with a metal cooling roller having a temperature of, for example, 50-120 ° C. For example, cooling rollers made of other materials with lower heat capacity or thermal conductivity can be used. The cooling roller can be in contact with the back side of the web or the coated side or both. It is quite obvious that a faster cooling effect is obtained when the temperature difference between the cooling roller and the precursor is high. A preferred minimum value of average cooling rate is 0.5 ° C./second, more preferably 1 ° C./second, and even more preferably 3 ° C./second.
改善された熟成動態は、平均冷却速度を30℃/秒を超えない、より好ましくは20℃/秒を超えない、そしてもっとも好ましくは10℃/秒を超えない値に限定することにより得ることができることが本発明者により確定された。従って、その理由は恐らく、フェノール樹脂がそのTgより下に急速に冷却される場合の非晶質状態の高い含量に関連する。被膜が大量の非晶質状態のフェノール樹脂を含んで成る場合は、被覆の数日もしくは数週後に不可避的に起る、より結晶性状態への緩和(relaxation)が、材料の熟成期間中に認めることができるより低い感度の方向への移動を説明することができると考えられる。 Improved aging kinetics can be obtained by limiting the average cooling rate to a value not exceeding 30 ° C./second, more preferably not exceeding 20 ° C./second, and most preferably not exceeding 10 ° C./second. It was determined by the inventor that this can be done. The reason is therefore probably related to the high content of the amorphous state when the phenolic resin is rapidly cooled below its Tg. If the coating comprises a large amount of a phenolic resin in the amorphous state, relaxation to the more crystalline state, which inevitably occurs after days or weeks of coating, may occur during the aging period of the material. It is thought that movement in the direction of lower sensitivity that can be recognized can be explained.
他方、ウェブが近代的被覆施設中を移動している高速度を考慮すると、そうでない場合には冷却段階の期間が被覆アレイの長さを余りに延長するであろうために、より短期間の、より急速な冷却段階が好ましい。これらの明らかに矛盾する要求条件の間の最良の妥協点は下記のような3相の冷却段階により得ることができる:
−冷却相1:前駆物質の温度をフェノール樹脂のTgより高い値T1へ低下させるための急速冷却、
−冷却相2:前駆物質の温度をTgより低いT2値へ低下させるための緩徐な冷却、
−冷却相3:ほぼ外気温度までの再度の急速冷却。
On the other hand, considering the high speed at which the web is moving through modern coating facilities, the duration of the cooling phase would otherwise extend the length of the coating array, so that A more rapid cooling step is preferred. The best compromise between these clearly conflicting requirements can be obtained by a three-phase cooling stage as follows:
-Cooling phase 1: rapid cooling to lower the temperature of the precursor to a value T1 higher than the Tg of the phenolic resin,
-Cooling phase 2: slow cooling to reduce the temperature of the precursor to a T2 value lower than Tg,
-Cooling phase 3: Rapid cooling again to approximately the outside temperature.
第1の急速冷却相は、例えば少なくとも10℃/秒、より好ましくは10〜20℃/秒もしくは更に20℃/秒を超えすらする、非常に高い平均冷却速度を伴う可能性がある。第2の冷却相において、Tg周辺の温度範囲の移動が低い平均冷却速度で実施され、すなわち前駆物質のウェブ温度は相1における速度より遅い、例えば10℃/秒未満の平均冷却速度でT1〜T2の範囲に低下される。T1とT2の好ましい値はそれぞれ、Tg+20℃とTg−20℃、より好ましくはそれぞれTg+10℃とTg−10℃である。更により好ましい態様に従うと、相1の急速冷却は前駆物質の温度がフェノール樹脂のTgのすぐ上になるまで進行し、次に緩徐な冷却がTgのすぐ上からTgのすぐ下に開始され、そして最後に、もう1回の急速冷却相を熟成動態に有意な影響を誘発せずに適用することができる。本明細書で使用されるTgの「すぐ上」と「すぐ下」間の範囲は例えばTg+5℃〜Tg−5℃、より好ましくはTg+2℃〜Tg−2℃の範囲である。 The first rapid cooling phase may be accompanied by a very high average cooling rate, for example at least 10 ° C./second, more preferably 10-20 ° C./second or even more than 20 ° C./second. In the second cooling phase, the movement of the temperature range around Tg is carried out at a low average cooling rate, i.e. the precursor web temperature is slower than the rate in phase 1, e.g. Reduced to the range of T2. Preferred values of T1 and T2 are Tg + 20 ° C. and Tg−20 ° C., respectively, more preferably Tg + 10 ° C. and Tg−10 ° C., respectively. According to an even more preferred embodiment, phase 1 rapid cooling proceeds until the precursor temperature is just above the Tg of the phenolic resin, and then slow cooling is initiated immediately above Tg and immediately below Tg; And finally, another rapid cooling phase can be applied without inducing a significant effect on aging kinetics. As used herein, the range between “just above” and “just below” Tg is, for example, Tg + 5 ° C. to Tg−5 ° C., more preferably Tg + 2 ° C. to Tg−2 ° C.
第2冷却相中の平均冷却速度は外界条件に対応する、すなわちローラーのような冷却手段の使用を伴わない冷却速度より高くてももしくは低くてもよい。第2冷却相中の好ましい平均冷却速度は0.1℃/秒〜5℃/秒、より好ましくは0.2℃/秒〜3℃/秒の範囲にあり、1℃/秒〜2℃/秒間の値が優れた結果をもたらす。そのようにしてウェブ温度がTgより下になるまで低下された後に、第3冷却相で、例えば少なくとも10℃/秒、より好ましくは10〜20℃/秒もしくは更に20℃/秒を超えさえする平均冷却速度で急速冷却を再度適用することができる。 The average cooling rate during the second cooling phase may be higher or lower than the cooling rate corresponding to ambient conditions, i.e. without the use of cooling means such as rollers. The preferred average cooling rate in the second cooling phase is in the range of 0.1 ° C / second to 5 ° C / second, more preferably 0.2 ° C / second to 3 ° C / second, and 1 ° C / second to 2 ° C / second. The value in seconds gives excellent results. After the web temperature has thus been lowered to below Tg, in the third cooling phase, for example at least 10 ° C / second, more preferably 10-20 ° C / second or even more than 20 ° C / second Rapid cooling can be reapplied at an average cooling rate.
市販のnovolacsのようなフェノール樹脂は75〜95℃間の、より典型的には80〜90℃間の典型的なTgを有する。本発明に従う好ましいウェブ温度プロファイルの典型的な例は図1に示され、そこでフェノール樹脂のTgは84℃である。図1において、乾燥は130℃の温度を有する熱風を使用して実施され、160℃の熱風が加熱段階に使用された。第1冷却相中には、>150℃から100℃への急速冷却が数秒間で得られ、次に16秒間の100℃から70℃への緩徐な冷却が続き(すなわち1.9℃/秒の平均冷却速度で)、そして最後に数秒間でほぼ外界温度に到達する急速冷却相が再度続いた。 Commercially available phenolic resins such as novolacs have a typical Tg between 75-95 ° C, more typically between 80-90 ° C. A typical example of a preferred web temperature profile according to the present invention is shown in FIG. 1, where the Tg of the phenolic resin is 84 ° C. In FIG. 1, drying was performed using hot air having a temperature of 130 ° C., and hot air of 160 ° C. was used for the heating stage. During the first cooling phase, rapid cooling from> 150 ° C. to 100 ° C. is obtained in a few seconds, followed by a slow cooling from 100 ° C. to 70 ° C. for 16 seconds (ie 1.9 ° C./s). Followed by a rapid cooling phase that finally reached near ambient temperature in a few seconds.
前記の加熱および冷却段階は、材料がこれらの段階にさらされない場合の期間より有意に短い熟成期間後に、例えば数カ月に比較して数週間後に、安定な感度を特徴として示す材料を提供する。改善された熟成動態に加えて、本発明に従う材料の被膜はまた、機械的損傷に対する抵抗の有意な改善を示す。更にとりわけ摩擦抵抗がTg周囲の範囲がより緩徐に通過される前記の冷却過程により著しく高められる。 The heating and cooling steps described above provide materials that are characterized by stable sensitivity after an aging period that is significantly shorter than the time period when the material is not exposed to these steps, for example after a few weeks compared to months. In addition to improved aging kinetics, the coating of the material according to the present invention also shows a significant improvement in resistance to mechanical damage. More particularly, the frictional resistance is remarkably increased by the cooling process as the range around Tg is passed more slowly.
本発明の方法はその典型的な例が図2に示される被覆施設中で実施することができる。支持体1がコイル2から巻き出され、、次に被覆装置3で1もしくは数層を適用され、次に被膜は多区分乾燥装置4−5−6−7中で乾燥され、例えば赤外光源もしくは熱風を吹き付けるノズルである熱源8により熱処理され、次にローラー9により冷却され、そして最後にコア13上に巻き取られる。空気ノズル10−11−12は更なる冷却のために使用することができる:Tg周囲の温度範囲の移行が緩徐であるように、ローラー9は好ましくはフェノール樹脂のTgのすぐ上の温度に維持され、そしてノズル10はTgのすぐ下に維持される。
The method of the present invention can be carried out in a coating facility, a typical example of which is shown in FIG. The support 1 is unwound from the
本発明の印刷版前駆物質によるリトグラフ画像の形成は顕色剤中での処理中の被膜の1もしくは複数層の熱に誘導される溶解度の差によるものである。具体的には、フェノール樹脂を含んで成る層の顕色剤の溶解度は暴露により変化する。1もしくは複数の更なる層は結像処理に貢献することができる。いくつかの態様において、被膜は更に結像機序に寄与しない1もしくは複数の層、例えば顕色剤中のその溶解度が暴露時に実質的に変化しない層を含んで成ることができる。その1例は被膜の上部に提供され、暴露部分および非暴露部分双方において顕色剤中に溶解することができる保護層である。更に、支持体と画像形成層間に提供される層は一般に結像過程に寄与しない。 The formation of a lithographic image with the printing plate precursor of the present invention is due to the difference in solubility induced by the heat of one or more layers of the coating being processed in the developer. Specifically, the solubility of the developer in the layer comprising the phenolic resin changes with exposure. One or more further layers can contribute to the imaging process. In some embodiments, the coating can further comprise one or more layers that do not contribute to the imaging mechanism, such as a layer whose solubility in the developer does not change substantially upon exposure. One example is a protective layer that is provided on top of the coating and can be dissolved in the developer in both exposed and unexposed areas. Furthermore, the layer provided between the support and the imaging layer generally does not contribute to the imaging process.
リトグラフ画像の結像(印刷、親油性)部分および非結像(非印刷、親水性)部分間の溶解度差は熱力学効果よりむしろ動力学的効果により特徴を示され、すなわち非結像部分は結像部分よりも顕色剤中に早く溶解することを特徴として示す。もっとも好ましい態様において、非結像部分は、結像部分が攻撃される前に、顕色剤中に完全に溶解するので、結像部分が鋭い縁および高いインキ受容性を特徴としてもつ。非結像部分の溶解の完了と結像部分の溶解の開始間の時間差は好ましくは10秒より長く、より好ましくは20秒より長く、そしてもっとも好ましくは60秒より長く、それにより広い顕色許容範囲を提供する。 The solubility difference between the imaged (printed, oleophilic) and non-imaged (non-printed, hydrophilic) parts of the lithographic image is characterized by a kinetic effect rather than a thermodynamic effect, ie the non-imaged part is It is characterized by dissolving faster in the developer than the imaged part. In the most preferred embodiment, the non-imaging portion is completely dissolved in the developer before the imaging portion is attacked, so that the imaging portion is characterized by sharp edges and high ink receptivity. The time difference between the completion of the dissolution of the non-imaging part and the start of the dissolution of the imaging part is preferably longer than 10 seconds, more preferably longer than 20 seconds and most preferably longer than 60 seconds, thereby allowing a wide color development tolerance. Provides a range.
1態様に従うと、印刷版前駆物質はネガ作用性である、すなわち結像部分が暴露部分に対応する。適切なネガ作用性被膜はフェノール樹脂および、加熱もしくはIR放射時に酸を生成する潜伏性(latent)Broented酸を含んで成る。これらの酸は暴露後加熱段階中に被膜の架橋および従って暴露領域の硬化を触媒する。従って、非暴露領域
は顕色剤により洗い落とされて、その下方の親水性基材を現す。このようなネガ作用性印刷版前駆物質のより詳細な説明に対しては米国特許第6,255,042号および第6,063,544号明細書およびこれらの文献に引用された文献を参照する。
According to one embodiment, the printing plate precursor is negative working, i.e. the imaging part corresponds to the exposed part. A suitable negative working coating comprises a phenolic resin and a latent Broented acid that produces an acid upon heating or IR radiation. These acids catalyze the crosslinking of the coating and thus the curing of the exposed areas during the post-exposure heating step. Thus, the unexposed area is washed away by the developer to reveal the underlying hydrophilic substrate. For a more detailed description of such negative working printing plate precursors, see US Pat. Nos. 6,255,042 and 6,063,544 and references cited in these references. .
もう1つの態様に従うと、印刷版前駆物質はポジ作用性である。これらの態様においては、1もしくは複数層の被膜は熱に誘導される可溶化が可能である、すなわちそれらは顕色剤に抵抗性で、非暴露状態でインキ受容性であり、支持体の親水性表面がそれにより現される程度に熱もしくは赤外光に暴露時に顕色剤に可溶性になる。従って、暴露および顕色後に、暴露部分は支持体から除去され、親水性の非結像(非印刷)部分を区画し、他方非暴露部分は支持体から除去されず、親油性結像(印刷)部分を区画する。 According to another embodiment, the printing plate precursor is positive working. In these embodiments, the one or more coatings are capable of heat-induced solubilization, i.e., they are resistant to developers, are ink-receptive in the unexposed state, and are hydrophilic on the support. The surface becomes soluble in the developer upon exposure to heat or infrared light to the extent that it appears. Thus, after exposure and color development, the exposed part is removed from the support and defines a hydrophilic non-imaged (non-printed) part, while the non-exposed part is not removed from the support and is oleophilic imaged (printed). ) Divide the part.
リトグラフ印刷版前駆物質の支持体は親水性表面を有するかもしくは親水性層を提供されている。支持体は印刷版のようなシート様材料であっても、もしくは印刷機の印刷シリンダーの周囲を滑動することができるスリーブのような円筒形素子であってもよい。支持体は好ましくはアルミナムもしくはステンレス鋼のような金属の支持体である。支持体はまた、アルミナムフォイルおよびプラスチック層を含んで成るラミネート、例えばポリエステルフィルムであってもよい。 The support for the lithographic printing plate precursor has a hydrophilic surface or is provided with a hydrophilic layer. The support may be a sheet-like material such as a printing plate or a cylindrical element such as a sleeve that can slide around a printing cylinder of a printing press. The support is preferably a metal support such as aluminum or stainless steel. The support may also be a laminate comprising an alumina foil and a plastic layer, for example a polyester film.
特に好ましいリトグラフ支持体は電気化学的に粒状化され、陽極処理したアルミナム支持体である。アルミナムの粒状化および陽極処理は当該技術分野で周知である。陽極処理アルミナム支持体はその表面の親水性を改善するように処理することができる。例えば、アルミナム支持体は高温、例えば95℃でナトリウムシリケート溶液でその表面を処理することによりケイ酸塩にすることができる。あるいはまた、無機フッ化物を更に含むことができるリン酸塩溶液で酸化アルミナム表面を処理することを伴うリン酸塩処理を適用することができる。更に、酸化アルミナム表面をクエン酸もしくはクエン酸塩溶液ですすぐことができる。この処理は室温で実施してももしくは約30〜50℃の僅かに高い温度で実施してもよい。更なる興味深い処理は酸化アルミナム表面を重炭酸塩溶液ですすぐことを伴う。更にまた、酸化アルミナム表面をポリビニルホスホン酸、ポリビニルメチルホスホン酸、ポリビニルアルコールのリン酸エステル、ポリビニルスルホン酸、ポリビニルベンゼンスルホン酸、ポリビニルアルコールの硫酸エステルおよび、スルホン化脂肪族アルデヒドとの反応により形成されるポリビニルアルコールのアセタールで処理することができる。更に、1もしくは複数のこれらの後処理を単独でもしくは組み合わせて実施することができることは明白である。これらの処理の更に詳細な説明は英国特許第1 084 070号、ドイツ特許第4 423 140号、ドイツ特許第4 417 907号、欧州特許第659 909号、欧州特許第537 633号、ドイツ特許第4 001 466号、欧州特許第292 801号、欧州特許第291 760号および米国特許第4 458 005号明細書に与えられている。 A particularly preferred lithographic support is an electrochemically granulated and anodized aluminum support. Aluminium granulation and anodization are well known in the art. The anodized aluminum support can be treated to improve the hydrophilicity of its surface. For example, an aluminum support can be silicated by treating its surface with a sodium silicate solution at an elevated temperature, for example 95 ° C. Alternatively, a phosphating treatment can be applied that involves treating the aluminum oxide surface with a phosphate solution that can further comprise an inorganic fluoride. Furthermore, the aluminum oxide surface can be rinsed with a citric acid or citrate solution. This treatment may be carried out at room temperature or at a slightly higher temperature of about 30-50 ° C. A further interesting treatment involves rinsing the aluminum oxide surface with a bicarbonate solution. Furthermore, the aluminum oxide surface is formed by reaction with polyvinyl phosphonic acid, polyvinyl methyl phosphonic acid, polyvinyl alcohol phosphate ester, polyvinyl sulfonic acid, polyvinyl benzene sulfonic acid, polyvinyl alcohol sulfate ester and sulfonated aliphatic aldehyde. It can be treated with an acetal of polyvinyl alcohol. Furthermore, it is clear that one or more of these post-treatments can be carried out alone or in combination. Further details of these processes are given in British Patent 1 084 070, German Patent No. 4 423 140, German Patent No. 4 417 907, European Patent No. 659 909, European Patent No. 537 633, German Patent No. No. 4,001,466, European Patent No. 292 801, European Patent No. 291 760 and US Pat. No. 4,458,005.
もう1つの態様に従うと、支持体はまた、以後「基底層」と呼ばれる親水性層を提供された柔軟な支持体であることもできる。柔軟な支持体は例えば紙、プラスチックフィルム、薄いアルミナムもしくはそれらのラミネートである。プラスチックフィルムの好ましい例はポリエチレンテレフタレートフィルム、ポリエチレンナフタレ−トフィルム、セルロースアセテートフィルム、ポリスチレンフィルム、ポリカーボネートフィルム、等である。プラスチックフィルム支持体は不透明でも透明でもよい。基底層は好ましくはホルムアルデヒド、グリオキサール、ポリイソシアネートもしくは加水分解テトラ−アルキルオルトシリケートのような硬化剤で架橋された親水性結合剤から得られる架橋親水性層である。本発明に従う使用に適した親水性基底層の特定の例は欧州特許第601 240号、英国特許第1 419 512号、フランス特許第2 300 354号、米国特許第3 971 660号および米国特許第4 284 705号明細書に開示されている。 According to another embodiment, the support can also be a flexible support provided with a hydrophilic layer, hereinafter referred to as the “base layer”. The flexible support is, for example, paper, plastic film, thin aluminum or a laminate thereof. Preferred examples of the plastic film are polyethylene terephthalate film, polyethylene naphthalate film, cellulose acetate film, polystyrene film, polycarbonate film, and the like. The plastic film support may be opaque or transparent. The base layer is preferably a cross-linked hydrophilic layer obtained from a hydrophilic binder cross-linked with a curing agent such as formaldehyde, glyoxal, polyisocyanate or hydrolyzed tetra-alkylorthosilicate. Specific examples of hydrophilic base layers suitable for use in accordance with the present invention are European Patent No. 601 240, British Patent No. 1 419 512, French Patent No. 2 300 354, US Pat. No. 3,971,660 and US Pat. No. 4 284 705.
フェノール樹脂は好ましくは、それが確実に水性アルカリ性顕色剤中に可溶性もしくは少なくとも膨潤性であるために13未満のpKaをもつ酸性基をもつ結合剤である。結合剤は有利には、例えばフェノール、レソルシノール、クレゾール、キシレノールもしくはトリメチルフェノールをアルデヒド、特にホルムアルデヒドもしくはケトンと反応させることにより得られるような遊離フェノールのヒドロキシル基を有するポリマーもしくは重縮合物である。ポリマーは更に、酸性単位をもたないその他のモノマーの単位を含むことができる。これらの単位にはビニル芳香族、メチル(メタ)アクリレート、フェニル(メタ)アクリレート、ベンジル(メタ)アクリレート、メタクリルアミドもしくはアクリロニトリルが含まれる。好ましい態様において、フェノール樹脂はノボラック、レソールもしくはポリビニルフェノールである。ノボラックは好ましくはクレゾール/ホルムアルデヒドもしくはクレゾール/キシレノール/ホルムアルデヒドノボラックであり、ここでノボラックの量は有利には、それぞれすべての結合剤の総重量に基づいて少なくとも50重量%、好ましくは少なくとも80重量%である。フェノール樹脂の量は有利には、それぞれ被膜の非揮発性成分の総重量に基づいて40〜99.8重量%、好ましくは70〜99.4重量%、特に好ましくは80〜99重量%である。 The phenolic resin is preferably a binder with an acidic group having a pKa of less than 13 to ensure that it is soluble or at least swellable in an aqueous alkaline developer. The binder is advantageously a polymer or polycondensate having a hydroxyl group of a free phenol such as obtained by reacting, for example, phenol, resorcinol, cresol, xylenol or trimethylphenol with an aldehyde, in particular formaldehyde or ketone. The polymer may further comprise units of other monomers that do not have acidic units. These units include vinyl aromatics, methyl (meth) acrylate, phenyl (meth) acrylate, benzyl (meth) acrylate, methacrylamide or acrylonitrile. In a preferred embodiment, the phenolic resin is novolak, resole or polyvinylphenol. The novolak is preferably cresol / formaldehyde or cresol / xylenol / formaldehyde novolak, wherein the amount of novolak is advantageously at least 50% by weight, preferably at least 80% by weight, based on the total weight of all the binders, respectively. is there. The amount of phenolic resin is advantageously 40 to 99.8% by weight, preferably 70 to 99.4% by weight, particularly preferably 80 to 99% by weight, each based on the total weight of the non-volatile components of the coating. .
顕色剤中のフェノール樹脂の溶解動態は任意の溶解度調整成分により微調整することができる。更にとりわけ、顕色促進剤および顕色阻害剤を使用することができる。これらの成分はフェノール樹脂および/またはその他の1もしくは複数の被膜を含んで成る層に添加することができる。 The dissolution kinetics of the phenol resin in the developer can be finely adjusted with an optional solubility adjusting component. More particularly, color development accelerators and color development inhibitors can be used. These components can be added to the layer comprising the phenolic resin and / or one or more other coatings.
顕色促進剤はそれらがフェノール樹脂の溶解速度を増加することができるので溶解プロモーターとして働く化合物である。水性顕色性を改善するためには、例えば環式酸無水物、フェノールもしくは有機酸を使用することができる。環式酸無水物の例には、米国特許第4,115,128号明細書に記載されたような、フタル酸無水物、テトラヒドロフタル酸無水物、ヘキサヒドロフタル酸無水物、3,6−エンドキシ−4−テトラヒドロ−フタル酸無水物、テトラクロロフタル酸無水物、マレイン酸無水物、クロロマレイン酸無水物、アルファ−フェニルマレイン酸無水物、コハク酸無水物およびピロメリット酸無水物が含まれる。フェノールの例には、ビスフェノールA、p−ニトロフェノール、p−エトキシフェノール、2,4,4’−トリヒドロキシベンゾフェノン、2,3,4−トリヒドロキシベンゾフェノン、4−ヒドロキシベンゾフェノン、4,4’,4”−トリヒドロキシトリフェニルメタンおよび4,4’,3”,4”−テトラヒドロキシ−3,5,3’.5’−テトラメチルトリフェニル−メタン等が含まれる。有機酸の例には、例えば特開昭60−88,942号および特開平02−96,755号公報に記載のような、スルホン酸、スルフィン酸、アルキル硫酸、ホスホン酸、リン酸塩およびカルボン酸が含まれる。これらの有機酸の具体的な例にはp−トルエンスルホン酸、ドデシルベンゼンスルホン酸、p−トルエンスルフィン酸、エチル硫酸、フェニルホスホン酸、フェニルホスフィン酸、フェニルリン酸塩、ジフェニルリン酸塩、安息香酸、イソフタル酸、アジピン酸、p−トルイル酸、3,4−ジメトキシ安息香酸、3,4,5−トリメトキシ安息香酸、3,4,5−トリメトキシケイ皮酸、フタル酸、テレフタル酸、4−シクロヘキセン−1,2−ジカルボン酸、エルカ酸、ラウリン酸、n−ウンデカン酸およびアスコルビン酸が含まれる。被膜中に含まれる環式酸無水物、フェノールもしくは有機酸の量は好ましくは0.05〜20重量%の範囲内にある。 Development accelerators are compounds that act as dissolution promoters because they can increase the dissolution rate of the phenolic resin. In order to improve the aqueous color development, for example, a cyclic acid anhydride, a phenol or an organic acid can be used. Examples of cyclic acid anhydrides include phthalic acid anhydride, tetrahydrophthalic acid anhydride, hexahydrophthalic acid anhydride, as described in US Pat. No. 4,115,128, 3,6- Includes endoxy-4-tetrahydro-phthalic anhydride, tetrachlorophthalic anhydride, maleic anhydride, chloromaleic anhydride, alpha-phenylmaleic anhydride, succinic anhydride and pyromellitic anhydride . Examples of phenol include bisphenol A, p-nitrophenol, p-ethoxyphenol, 2,4,4′-trihydroxybenzophenone, 2,3,4-trihydroxybenzophenone, 4-hydroxybenzophenone, 4,4 ′, 4 "-trihydroxytriphenylmethane and 4,4 ', 3", 4 "-tetrahydroxy-3,5,3'.5'-tetramethyltriphenyl-methane etc. are included. Examples of organic acids Examples include sulfonic acid, sulfinic acid, alkylsulfuric acid, phosphonic acid, phosphate and carboxylic acid as described in JP-A-60-88,942 and JP-A-02-96,755. Specific examples of the organic acid include p-toluenesulfonic acid, dodecylbenzenesulfonic acid, p-toluenesulfinic acid, and ethyl sulfate. Phenylphosphonic acid, phenylphosphinic acid, phenyl phosphate, diphenyl phosphate, benzoic acid, isophthalic acid, adipic acid, p-toluic acid, 3,4-dimethoxybenzoic acid, 3,4,5-trimethoxybenzoic acid, 3,4,5-trimethoxycinnamic acid, phthalic acid, terephthalic acid, 4-cyclohexene-1,2-dicarboxylic acid, erucic acid, lauric acid, n-undecanoic acid and ascorbic acid are included. The amount of cyclic acid anhydride, phenol or organic acid to be added is preferably in the range of 0.05 to 20% by weight.
好ましい態様において、被膜はまた、顕色阻害剤とも呼ばれる顕色抵抗手段、すなわち処理中に非暴露部分の溶解を遅らせることができる1もしくは複数の成分、を含む。溶解阻害効果は好ましくは、加熱により減衰されるので、暴露部分の溶解が遅らされず、それにより暴露部分と非暴露部分間の大きい溶解性の差が得られる。このような顕色剤の抵抗手段はフェノール樹脂を含んで成る層もしくは材料のもう1枚の層に添加することができる。 In a preferred embodiment, the coating also includes a color resisting means, also called a color development inhibitor, i.e. one or more components that can delay dissolution of the unexposed parts during processing. The dissolution inhibiting effect is preferably attenuated by heating so that dissolution of the exposed portion is not delayed, thereby providing a large solubility difference between the exposed and unexposed portions. Such developer resistance means can be added to a layer comprising phenolic resin or to another layer of material.
例えば欧州特許第823 327号明細書および国際公開第97/39894号パンフレットに記載の化合物は、被膜中での1もしくは複数のアルカリ可溶性結合剤との例えば水素橋形成による相互作用により溶解阻害剤として働く。この種の阻害剤は典型的には窒素原子、オニオム基、カルボニル(−CO−)、スルフィニル(−SO−)もしくはスルホニル(−SO2−)基のような水素橋形成基および、1もしくは複数の芳香族核のような大きい疎水性部分を含んで成る。 For example, the compounds described in EP 823 327 and WO 97/39894 are used as dissolution inhibitors by interaction with one or more alkali-soluble binders in the coating, for example by hydrogen bridge formation. work. Such inhibitors typically include a nitrogen atom, an onium group, a hydrogen bridge-forming group such as a carbonyl (—CO—), a sulfinyl (—SO—) or sulfonyl (—SO 2 —) group and one or more. It comprises a large hydrophobic portion such as an aromatic nucleus.
その他の適切な阻害剤はそれらがフェノール樹脂を含んで成る層中への水性アルカリ性顕色剤の浸透を遅らせるために、顕色剤の抵抗を改善する。これらの化合物は例えば欧州特許第950 518号明細書に記載のように層自体中にもしくは、例えば欧州特許第864 420号、第950 517号明細書、国際公開第99/21725号および第01/45958号パンフレットに記載のように前記の層の上部の顕色剤バリヤー層中に存在することができる。ポジ作用の態様において、バリヤー層は好ましくは、顕色剤中に不溶性かもしくは顕色剤により非透過性のポリマー材料、例えば、アクリル(コ)ポリマー、ポリスチレン、スチレン−アクリルコポリマー、ポリエステル、ポリアミド、ポリ尿素、ポリウレタン、ニトロセルロース物質、エポキシ樹脂およびシリコーンを含んで成る。この態様において、顕色剤中のバリヤー層の溶解度もしくは顕色剤によるバリヤー層の透過性は熱もしくは赤外光に対する暴露により増加させることができる。 Other suitable inhibitors improve the resistance of the developer because they retard the penetration of the aqueous alkaline developer into the layer comprising the phenolic resin. These compounds can be incorporated in the layer itself as described, for example, in EP 950 518, or in, for example, EP 864 420, 950 517, WO 99/21725 and 01 / It can be present in the developer barrier layer on top of the layer as described in pamphlet No. 45958. In a positive working embodiment, the barrier layer is preferably a polymeric material that is insoluble in the developer or impervious to the developer, such as acrylic (co) polymer, polystyrene, styrene-acrylic copolymer, polyester, polyamide, Comprising polyurea, polyurethane, nitrocellulose material, epoxy resin and silicone. In this embodiment, the solubility of the barrier layer in the developer or the transparency of the barrier layer by the developer can be increased by exposure to heat or infrared light.
後者のタイプの阻害剤の好ましい例には、シロキサンおよび/もしくはペルフルオロアルキル単位を含んで成るポリマーのような撥水性ポリマーが含まれる。典型的な態様において、前駆物質は0.5〜25mg/m2間、好ましくは、0.5〜15mg/m2間、そしてもっとも好ましくは0.5〜10mg/m2間の適切な量の撥水性ポリマーを含有するバリヤー層を含んで成る。化合物の疎水性/疎油性に応じて、より大量もしくはより少量も適当である。撥水性ポリマーがまたインキ反撥性である時は、例えばポリシロキサンの場合には、25mg/m2より大量が非暴露部分の弱いインキ受容性をもたらす可能性がある。他方、0.5mg/m2より少量が不満足な顕色抵抗をもたらすかも知れない。ポリシロキサンは直線状、環式もしくは複合架橋ポリマーもしくはコポリマーであることができる。ポリシロキサン化合物の用語はそのRおよびR’が場合によりアルキルもしくはアリール基で置換された2個以上のシロキサン基−Si(R,R’)−O−を含むあらゆる化合物を含むこととする。好ましいシロキサンはフェニルアルキルシロキサンおよびジアルキルシロキサンである。(コ)ポリマー中のシロキサン基の数は少なくとも2、好ましくは少なくとも10、より好ましくは少なくとも20である。それは100未満、好ましくは60未満であってもよい。もう1つの態様において、撥水性ポリマーはポリ(アルキレンオキシド)と、シロキサンおよび/もしくはペルフルオロアルキル単位を含んで成るポリマーとのブロック−コポリマーもしくはグラフト−コポリマーである。適切なコポリマーは約15〜25のシロキサン単位および50〜70のアルキレンオキシド基を含んで成る。好ましい例には、すべてドイツ、エッセンのTego Chemieから市販の、Tego Glide 410、Tego Wet 265、Tego Protect 5001もしくはSilikophen P50/Xのようなフェニルメチルシロキサンおよび/もしくはジメチルシロキサン並びにエチレンオキシドおよび/もしくはプロピレンオキシドを含んで成るコポリマーが含まれる。このようなコポリマーは、被覆時に、その二官能性構造により、被膜と空気間の界面にそれ自体を配置する傾向があり、それによりフェノール樹脂と同一溶液の成分として適用される時ですら別の上部層を形成する界面活性剤として働く。これらの界面活性剤は同時に、被覆性を改善する展着剤として働く。あるいはまた、撥水性ポリマーはフェノール樹脂を含んで成る層の上に被覆された第2溶液中に適用することができる。その態様において、著しく濃厚な撥水性相が材料の上部に得られるように、第1層中に存在する成分を溶解することができない第2の被覆溶液中に溶媒を使用することが有利かも知れない。 Preferred examples of the latter type of inhibitors include water repellent polymers such as polymers comprising siloxane and / or perfluoroalkyl units. In a typical embodiment, the precursor between 0.5~25mg / m 2, preferably between 0.5-15 / m 2, and most preferably an appropriate amount of between 0.5 to 10 mg / m 2 It comprises a barrier layer containing a water repellent polymer. Larger or smaller amounts are suitable depending on the hydrophobicity / oleophobicity of the compound. When the water repellent polymer is also ink repellant, in the case of polysiloxanes, for example, greater than 25 mg / m 2 may result in weak ink acceptance in the unexposed areas. On the other hand, less than 0.5 mg / m 2 may lead to unsatisfactory color development resistance. The polysiloxane can be a linear, cyclic or complex cross-linked polymer or copolymer. The term polysiloxane compound is intended to include any compound in which R and R ′ contain two or more siloxane groups —Si (R, R ′) — O—, optionally substituted with alkyl or aryl groups. Preferred siloxanes are phenylalkyl siloxanes and dialkyl siloxanes. (Co) The number of siloxane groups in the polymer is at least 2, preferably at least 10, more preferably at least 20. It may be less than 100, preferably less than 60. In another embodiment, the water repellent polymer is a block-copolymer or graft-copolymer of poly (alkylene oxide) and a polymer comprising siloxane and / or perfluoroalkyl units. Suitable copolymers comprise about 15-25 siloxane units and 50-70 alkylene oxide groups. Preferred examples include phenylmethyl siloxanes and / or dimethyl siloxanes such as Tego Glide 410, Tego Wet 265, Tego Protect 5001 or Silikophen P50 / X and ethylene oxide and / or propylene oxide, all commercially available from Tego Chemie, Essen, Germany. Copolymers comprising are included. Such copolymers, when coated, tend to place themselves at the interface between the coating and air due to their bifunctional structure, so that even when applied as a component in the same solution as the phenolic resin, Acts as a surfactant that forms the top layer. These surfactants simultaneously serve as spreading agents that improve the coverage. Alternatively, the water repellent polymer can be applied in a second solution coated on a layer comprising a phenolic resin. In that embodiment, it may be advantageous to use a solvent in the second coating solution that cannot dissolve the components present in the first layer so that a significantly rich water repellent phase is obtained on top of the material. Absent.
被膜は好ましくは、また、赤外光を吸収し、吸収されたエネルギーを熱に変換する化合物を含む。IR吸収化合物はフェノール樹脂と同一層中、前記に考察された任意のバリヤー層中もしくは任意のその他の層中に存在することができる。著しく好ましい態様に従うと、染料もしくは顔料はバリヤー層中もしくはその近位、例えば親油性層とバリヤー層の間の中間層に濃厚化される。その態様に従うと、前記の中間層は親油性層もしくはバリヤー層中のIR吸収化合物の量より高い量のIR吸収化合物を含んで成る。被膜中のIR吸収化合物の濃度は一般的には0.25〜10.0重量%、より好ましくは0.5〜7.5重量%の間である。好ましいIR吸収化合物はサイアニンおよびメロサイアニン染料のような染料もしくは炭素黒のような顔料である。適切なIR吸収剤の例は例えば、欧州特許第823327号、第978376号、第1029667号、第1053868号、第1093934号明細書、国際公開第97/39894号および第00/29214号パンフレット中に記載されている。好ましい化合物は下記のサイアニン染料: The coating preferably also includes a compound that absorbs infrared light and converts the absorbed energy into heat. The IR absorbing compound can be present in the same layer as the phenolic resin, in any of the barrier layers discussed above, or in any other layer. According to a highly preferred embodiment, the dye or pigment is concentrated in or near the barrier layer, for example in an intermediate layer between the lipophilic layer and the barrier layer. According to that embodiment, said intermediate layer comprises a higher amount of IR absorbing compound than the amount of IR absorbing compound in the lipophilic layer or barrier layer. The concentration of IR absorbing compound in the coating is generally between 0.25 and 10.0% by weight, more preferably between 0.5 and 7.5% by weight. Preferred IR absorbing compounds are dyes such as cyanonin and melocyanin dyes or pigments such as carbon black. Examples of suitable IR absorbers are described, for example, in European Patent Nos. 823327, 978376, 1029667, 1053868, 1093934, WO 97/39894 and 00/29214. Are listed. Preferred compounds are the following cyanonin dyes:
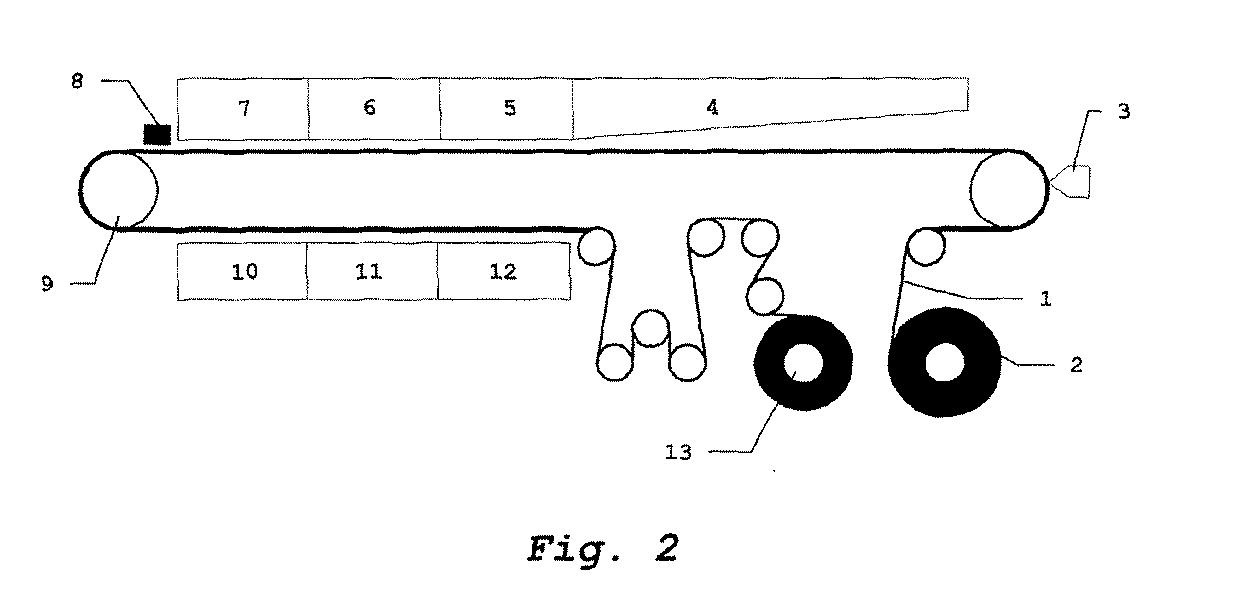
である。 It is.
被膜の表面をとりわけ機械的損傷から保護するために、更に、場合により保護層を適用してもよい。保護層は概括的に、ポリビニルアルコール、ポリビニルピロリドン、部分的に加水分解されたポリビニルアセテート、ゼラチン、炭化水素もしくはヒドロキシエチルセルロースのような少なくとも1種の水溶性ポリマー結合剤を含んで成り、必要な場合には少量の、すなわち保護層のための被膜溶媒の総重量に基づき5重量%未満の有機溶媒を含むことができる、水性溶液もしくは分散液からのようなあらゆる既知の方法で生成することができる。保護層の厚さは適切には、有利には5.0μmまでの、好ましくは0.1〜3.0μm、特に好ましくは0.15〜1.0μmのあらゆる量であることができる。 In order to protect the surface of the coating from mechanical damage, in particular, a protective layer may optionally be applied. The protective layer generally comprises at least one water soluble polymer binder such as polyvinyl alcohol, polyvinyl pyrrolidone, partially hydrolyzed polyvinyl acetate, gelatin, hydrocarbons or hydroxyethyl cellulose, if necessary Can be produced in any known manner, such as from aqueous solutions or dispersions, which can contain small amounts, ie less than 5% by weight of organic solvent, based on the total weight of the coating solvent for the protective layer. . The thickness of the protective layer can suitably be any amount, advantageously up to 5.0 μm, preferably 0.1 to 3.0 μm, particularly preferably 0.15 to 1.0 μm.
被膜そして、より具体的にはフェノール樹脂を含んで成る1もしくは複数の層は更に、場合により更なる成分を含んでもよい。好ましい成分は、印刷版の走行距離(run length)および化学的抵抗性を改善するために、例えば更なる結合剤、特にスルホンアミドおよびフタルイミド基を含むポリマーである。このようなポリマーの例は欧州特許第933682号、第894622号明細書および国際公開第99/63407号パンフレットに記載のものである。更に、被膜に可視的色彩を与え、暴露および処理後に可視的画像が形成されるように非暴露部分の被膜中に残る染料もしくは顔料のような着色剤を添加することもできる。このような対比染料(contrast dye)の典型的な例はアミノ−置換トリ−もしくはジアリールメタン染料、例えばクリスタルバイオレット、メチルバイオレット、ビクトリアピュアブルー、フレックソブラウ 630、バソニルブラウ 640、オーラミンおよびマラカイトグリーンである。 The coating and, more specifically, the layer or layers comprising a phenolic resin, may optionally further comprise further components. Preferred components are, for example, polymers containing further binders, in particular sulfonamide and phthalimide groups, in order to improve the printing plate run length and chemical resistance. Examples of such polymers are those described in EP 933682, 894622 and WO 99/63407. In addition, colorants such as dyes or pigments that impart a visible color to the coating and remain in the coating in the unexposed areas can be added so that a visible image is formed after exposure and processing. Typical examples of such contrast dyes are amino-substituted tri- or diarylmethane dyes such as crystal violet, methyl violet, victoria pure blue, flex sobrau 630, basonyl brou 640, auramine and malachite green. .
リトグラフ印刷版の前駆物質の調製のためには、あらゆる知られた方法を使用することができる。例えば、前記の成分を、それらの成分と不可逆的には反応せず、そして好ましくは意図される被覆法、層の厚さ、層の組成および乾燥条件に適合された溶媒混合物中に溶解させることができる。適切な溶媒には、ケトン(例えばメチルエチルケトン(ブタノン))並びに塩素化炭化水素(例えばトリクロロエチレンもしくは1,1,1−トリクロロエタン)、アルコール(例えばメタノール、エタノールもしくはプロパノール)、エーテル(例えばテトラヒドロフラン)、グリコール−モノアルキルエーテル(例えばエチレングリコールモノアルキルエーテル、例えば2−メトキシ−1−プロパノール)、またはプロピレングリコールモノアルキルエーテルおよびエステル(例えばブチルアセテートもしくはプロピレングリコールモノアルキルエーテルアセテート)が含まれる。更に、特別な目的のためにアセトニトリル、ジオキサン、ジメチルアセトアミド、ジメチルスルホキシドもしくは水のような溶媒を更に含むことができる混合物を使用することも可能である。 Any known method can be used for the preparation of lithographic printing plate precursors. For example, the aforementioned components do not react irreversibly with those components and are preferably dissolved in a solvent mixture adapted to the intended coating method, layer thickness, layer composition and drying conditions. Can do. Suitable solvents include ketones (eg methyl ethyl ketone (butanone)) as well as chlorinated hydrocarbons (eg trichloroethylene or 1,1,1-trichloroethane), alcohols (eg methanol, ethanol or propanol), ethers (eg tetrahydrofuran), glycol- Monoalkyl ethers such as ethylene glycol monoalkyl ethers such as 2-methoxy-1-propanol, or propylene glycol monoalkyl ethers and esters such as butyl acetate or propylene glycol monoalkyl ether acetate are included. Furthermore, it is also possible to use mixtures which can additionally contain solvents such as acetonitrile, dioxane, dimethylacetamide, dimethyl sulfoxide or water for special purposes.
末端消費者は例えば、熱ヘッドにより熱で直接、もしくは赤外光、好ましくは、近赤外光により間接的に、リトグラフ印刷版の前駆物質を結像的に暴露させることができる。赤外光は好ましくは前記のようなIR光吸収化合物により熱に変換される。本発明の感熱性リトグラフ印刷版の前駆物質は好ましくは、可視光線には感光性でない、すなわち可視光線に対する暴露により、顕色剤中の被膜の溶解速度に対して実質的な影響が誘導されない。もっとも好ましくは、被膜は、安全光線環境の必要を伴わずに材料を処理することができるように、通常の作業条件に対応する強度および暴露時間において外界日光、すなわち可視光線(400〜750nm)および近UV光線(300〜400nm)に感光性でない。日光に「非感光性である」ことは、外界日光に対する暴露により、顕色剤中の被膜の溶解速度の実質的な変化が誘導されないことを意味することとする。好ましい日光に安定な態様において、被膜は、日光もしくはオフィスの照明中に存在する近UV光線および/もしくは可視光線を吸収し、それにより暴露部分の被膜の溶解度を変化させる、(キノン)ジアジドもしくはジアノ(ニウム)化合物、光反応性酸(photoacids),光反応開始剤、感光剤等のような感光性成分を含まない。 The end consumer can, for example, expose the lithographic printing plate precursor imagewise either directly with heat by a thermal head or indirectly by infrared light, preferably by near infrared light. Infrared light is preferably converted to heat by an IR light absorbing compound as described above. The precursors of the heat-sensitive lithographic printing plate of the present invention are preferably not sensitive to visible light, ie exposure to visible light does not induce a substantial effect on the dissolution rate of the coating in the developer. Most preferably, the coating is external sunlight, i.e. visible light (400-750 nm) and at an intensity and exposure time corresponding to normal working conditions, so that the material can be processed without the need for a safe light environment. Not sensitive to near UV light (300-400 nm). “Non-photosensitive” to sunlight shall mean that exposure to ambient sunlight does not induce a substantial change in the dissolution rate of the coating in the developer. In a preferred sun-stable embodiment, the coating absorbs near UV and / or visible light present during sunlight or office lighting, thereby changing the solubility of the coating on the exposed portion, (quinone) diazide or diano It does not contain photosensitive components such as (nium) compounds, photoacids, photoreaction initiators, photosensitizers and the like.
本発明の印刷版前駆物質は例えばLEDもしくはレーザーにより赤外光に暴露することができる。もっとも好ましくは、暴露に使用される光線は半導体レーザーダイオード、Nd:YAGもしくはNd:YLFレーザーのような約750〜約1500nmの範囲の波長を有する近赤外光を放射するレーザーである。必要なレーザー出力(power)は画像記録層の感度、スポット直径(最大強度の1/e2における近年のプレート−セッターの典型的な値:10〜25μm)により決定されるレーザー光線のピクセル滞留時間、暴露装置のスキャン速度および解像度(すなわち、しばしば1インチ当りのドットもしくはdpiで表わされる直線距離単位当りのアドレス可能なピクセルの数;典型的な値:1000〜4000dpi)に左右される。 The printing plate precursor of the present invention can be exposed to infrared light by, for example, LEDs or lasers. Most preferably, the light beam used for exposure is a laser emitting near infrared light having a wavelength in the range of about 750 to about 1500 nm, such as a semiconductor laser diode, Nd: YAG or Nd: YLF laser. The required laser power is the pixel residence time of the laser beam determined by the sensitivity of the image recording layer, the spot diameter (typical values for modern plate-setters at 1 / e 2 of maximum intensity: 10-25 μm), Depending on the exposure device scan speed and resolution (ie, the number of addressable pixels per linear distance unit, often expressed in dots per inch or dpi; typical values: 1000-4000 dpi).
2種のレーザー暴露装置:内部ドラム(ITD)および外部ドラム(XTD)プレート−セッター、が一般に使用される。熱印刷版のためのITDプレート−セッターは典型的には500m/秒もの非常に高いスキャン速度を特徴としてもち、数ワットのレーザー出力(power)を必要とする可能性がある。約200mW〜約1Wの典型的レーザー出力を有する熱印刷版のためのXTDプレート−セッターはより低いスキャン速度、例えば0.1〜10m/秒で作動する。 Two types of laser exposure devices are commonly used: an internal drum (ITD) and an external drum (XTD) plate-setter. ITD plate-setters for thermal printing plates are typically characterized by very high scan speeds of 500 m / sec and may require several watts of laser power. XTD plate-setters for thermal printing plates with typical laser powers of about 200 mW to about 1 W operate at lower scan speeds, for example 0.1-10 m / sec.
既知のプレート−セッターは、押し下げ時間(press down−time)短縮の利点を提供する、オフセット印刷暴露装置として使用することができる。XTDプレート−セッター構成はまた、オンセット印刷暴露に使用することができ、それは多色印刷における即時登録(immediate registration)の利点を与える。オンセット印刷暴露装置(on−press exposure apparatuses)のより技術的な詳細は例えば米国特許第5,174,205号および第5,163,368号明細書に記載されている。 Known plate-setters can be used as offset printing exposure devices that offer the advantage of reduced press down-time. The XTD plate-setter configuration can also be used for on-set printing exposure, which provides the advantage of immediate registration in multicolor printing. More technical details of on-press exposure apparatus are described in, for example, US Pat. Nos. 5,174,205 and 5,163,368.
顕色段階において、被膜の非結像部分は、例えば回転ブラシによる、機械的摩擦と組み合わせることができる通常の水性アルカリ性顕色剤中への浸漬により除去される。顕色中、存在するあらゆる水溶性保護層も除去される。基材のアルミナ層(もし存在するならば)が損傷されないことを確保するために、少なくとも1のシリコンジオキシド対アルカリ金属酸化物の比率を有するシリケート基材の顕色剤が好ましい。好ましいアルカリ金属酸化物にはNa2OおよびK2Oおよびそれらの混合物がが含まれる。アルカリ金属シリケートに加えて、顕色剤は場合により、当該技術分野で周知のバッファー物質、錯体形成剤、気泡抑制剤、少量の有機溶媒、腐蝕阻害剤、染料、界面活性剤および/もしくは屈水剤のような更なる成分を含むことができる。顕色は好ましくは、当該技術分野で通常の自動化処理ユニット中で20〜40℃の温度で実施される。再生のためには0.6〜2.0モル/lのアルカリ金属を含むアルカリ金属シリケート溶液を適切に使用することができる。これらの溶液は顕色剤と同一のシリカ/アルカリ金属酸化物比率をもつことができ(しかし、一般には、より低いが)、同様に場合により、更なる添加剤を含むことができる。再生された材料の必要量は、使用される顕色装置、毎日の印刷版処理量、結像面積、等に適合させなければならず、一般に記録材料1平方メーター当り1〜50mlである。添加は例えば欧州特許第0 556 690号明細書に記載のように伝導率を測定することにより調節することができる。
In the developing stage, the non-imaged part of the coating is removed by immersion in a conventional aqueous alkaline developer that can be combined with mechanical friction, for example with a rotating brush. During the development, any water-soluble protective layer present is also removed. To ensure that the alumina layer (if present) of the substrate is not damaged, a silicate substrate developer having a ratio of at least one silicon dioxide to alkali metal oxide is preferred. Preferred alkali metal oxides include Na 2 O and K 2 O and mixtures thereof. In addition to the alkali metal silicate, the developer may optionally be a buffer material, complexing agent, bubble suppressant, small amount of organic solvent, corrosion inhibitor, dye, surfactant and / or hydrophobic well known in the art. Additional components such as agents can be included. The development is preferably carried out at a temperature of 20-40 ° C. in an automated processing unit customary in the art. For regeneration, an alkali metal silicate solution containing 0.6 to 2.0 mol / l of alkali metal can be appropriately used. These solutions can have the same silica / alkali metal oxide ratio as the developer (although generally lower) and can optionally contain additional additives as well. The required amount of reclaimed material must be adapted to the developing device used, daily printing plate throughput, imaging area, etc., and is generally 1-50 ml per square meter of recording material. The addition can be adjusted, for example, by measuring the conductivity as described in
本発明に従う印刷版前駆物質は必要な場合は、当該技術分野で知られた適切な修正剤もしくは保存剤で後処理することができる。仕上がり印刷版の抵抗を増加し、それにより印刷物の走行を延長するためには、層を短時間、高温に加熱することができる[焼き付け(baking)]。その結果、洗浄剤、修正剤およびUV−硬化性印刷インキに対する印刷版の抵抗も増加する。このような熱による後処理はとりわけ、ドイツ特許第14 47 963号および英国特許第1 154 749号明細書に記載されている。 The printing plate precursor according to the present invention can be post-treated with a suitable corrective or preservative known in the art, if necessary. In order to increase the resistance of the finished printing plate and thereby extend the travel of the printed material, the layer can be heated to a high temperature for a short time [baking]. As a result, the resistance of the printing plate to cleaning agents, modifiers and UV-curable printing inks is also increased. Such thermal after-treatment is described inter alia in DE 14 47 963 and GB 1 154 749.
前記の後処理の外に、印刷版前駆物質の処理はまた、すすぎ段階、乾燥段階および/もしくは糊付け段階(gumming step)を含んで成ることができる。 In addition to the post-treatment, the processing of the printing plate precursor can also comprise a rinsing step, a drying step and / or a gumming step.
このように得られた印刷版は、インキおよび水性湿潤化液が印刷版に供給される通常のいわゆる湿式オフセット印刷に使用することができる。もう1つの適した印刷法は湿潤液を使用しない、いわゆる単流体インキ(single−fluid ink)を使用する。本発明の方法における使用に適する単流体インキは米国特許第4,045,232号、第4,981,517号および第6,140,392号明細書に記載されている。もっとも好ましい態様において、単流体インキは、疎水性もしくは親油性相とも呼ばれるインキ相および国際公開第00/32705号パンフレットに記載のようなポリオール相を含んで成る。 The printing plate thus obtained can be used for ordinary so-called wet offset printing in which ink and aqueous wetting liquid are supplied to the printing plate. Another suitable printing method uses a so-called single-fluid ink that does not use a wetting liquid. Single fluid inks suitable for use in the method of the present invention are described in US Pat. Nos. 4,045,232, 4,981,517 and 6,140,392. In the most preferred embodiment, the single fluid ink comprises an ink phase, also called a hydrophobic or lipophilic phase, and a polyol phase as described in WO 00/32705.
下記の組成物を26μmの湿式被膜厚さおよび16m/分の速度で通常の粒状の陽極処理アルミナム支持体のウェブ上に被覆した:
−メトキシプロパノール(Dowanol PMTM) 410.80g
−メチルエチルケトン 266.03g
−テトラヒドロフラン 209.20g
−Dowanol PMTM中ノボラック40.4重量%溶液
(Alnovol SPN 452TM) 103.25g
−3,4,5−トリメトキシケイ皮酸 5.34g
−染料IR−1(上記の式) 2.10g
−Basonylblau 640TM(対比染料) 0.53g
−TEGO Glide 265TM(ポリアルキレエンオキシド/
ポリシロキサン界面活性剤の10重量%溶液) 0.85g
−TEGO Glide 410TM(ポリアルキレエンオキシド/
ポリシロキサン界面活性剤の10重量%溶液) 2.12g。
The following composition was coated on a normal granular anodized alumina support web at a wet film thickness of 26 μm and a speed of 16 m / min:
-Methoxypropanol (Dowanol PM ™ ) 410.80 g
-266.03 g of methyl ethyl ketone
-Tetrahydrofuran 209.20 g
-Novolak 40.4 wt% solution in Dowanol PM ™ (Alnovol SPN 452 ™ ) 103.25 g
-3,4,5-trimethoxycinnamic acid 5.34 g
-Dye IR-1 (the above formula) 2.10 g
-Basonylblau 640 ™ (contrast dye) 0.53 g
-TEGO Glide 265 TM (polyalkylene oxide /
0.85 g of 10% by weight polysiloxane surfactant)
-TEGO Glide 410 TM (polyalkylene oxide /
(10 wt% solution of polysiloxane surfactant) 2.12 g.
被膜を135℃の温度を有する空気で乾燥し、次に任意の加熱および冷却段階にかけた。加熱段階中に、表1に示した温度を有する空気を1.2秒間被膜上に吹き付けた。実施例1および2においては、熱風ノズルのスイッチを切った。その直後に、ウェブの裏側を表1に示した温度を有する金属冷却ローラーと接触させた。57℃の冷却ローラーにより加熱被膜の温度は非常に急速に(>30℃/秒)Tg未満の値に低下される。75℃の冷却ローラーによりTg周囲の温度範囲はずっと遅い平均冷却速度で通過される。 The coating was dried with air having a temperature of 135 ° C. and then subjected to optional heating and cooling steps. During the heating phase, air having the temperature shown in Table 1 was blown over the coating for 1.2 seconds. In Examples 1 and 2, the hot air nozzle was switched off. Immediately thereafter, the back side of the web was brought into contact with a metal cooling roller having the temperature shown in Table 1. The temperature of the heated coating is reduced very rapidly (> 30 ° C./sec) to a value below Tg by a 57 ° C. cooling roller. The temperature range around Tg is passed at a much slower average cooling rate by the 75 ° C. cooling roller.
次に材料をCreo Trendsetter 3244(830nm)上で様々なエネルギー密度の設定で結像させた。暴露版を25℃でAgfa Ozasol EP26顕色装置を使用して0.84m/分の速度で作動するAgfa Autolith PN85処理装置中で処理し、最後にAgfa Ozasol RC795により糊付けした(gummed)。IR−感度は50%スクリーンのドット面積を伴って(@200lpi)暴露された部分中の、染料の最大波長において顕色版上で測定される、50%光線吸収を得るために要する最小エネルギー密度と定義された。感度を新鮮な材料および、表1に示したような日数の間、外界条件下で熟成させた材料につき測定した。 The material was then imaged on a Creo Trendsetter 3244 (830 nm) with various energy density settings. The exposed version was processed at 25 ° C. in an Agfa Automatic PN85 processor operating at a speed of 0.84 m / min using an Agfa Ozasol EP26 developer and finally glued with Agfa Ozasol RC795. IR-sensitivity is the minimum energy density required to obtain 50% light absorption, measured on the developer plate at the maximum wavelength of the dye, in the exposed part with a dot area of 50% screen (@ 200 lpi) Defined. Sensitivity was measured for fresh material and material aged under ambient conditions for days as shown in Table 1.
表1のデータは、本発明に従って冷却された材料が被覆の15日後から安定な感度を達成し、他方、実施例1の対照材料の感度は25日後にまだ変動し、被覆の約2カ月後に165mJ/cm2で安定化することが見いだされたことを示す。 The data in Table 1 shows that the material cooled according to the present invention achieves stable sensitivity after 15 days of coating, while the sensitivity of the control material of Example 1 still fluctuates after 25 days, after about 2 months of coating. It shows that it was found to stabilize at 165 mJ / cm 2 .
改善された熟成動態はまた、本発明の方法を適用後、材料をオフライン熱処理にさらすことにより示すことができる。実施例4、5および6は同一組成物を被覆し、前記の実施例に考察されたものと同様な方法に従って乾燥することにより得た。次に、乾燥された材料を、乾燥被膜上に135℃の空気を吹き付ける更なる乾燥装置を使用することによる熱処理にかけた。後者の熱処理と冷却ローラーの間に、冷却ローラーの直前のウェブ温度が118℃であるように外界条件下でウェブを冷却した。最初の急速冷却は、その温度が表2に与えられる値に維持された金属ローラーにより得た。材料と冷却ローラー間の接触は2.41秒継続した。金属冷却ローラー通過直後に、第2の緩徐な冷却相を、被膜上に50℃の空気を32秒間吹き付けることにより経過させた。 Improved aging kinetics can also be demonstrated by subjecting the material to an off-line heat treatment after applying the method of the present invention. Examples 4, 5 and 6 were obtained by coating the same composition and drying according to a method similar to that discussed in the previous examples. The dried material was then subjected to a heat treatment by using a further drying apparatus that blows air at 135 ° C. over the dried coating. Between the latter heat treatment and the cooling roller, the web was cooled under ambient conditions such that the web temperature just before the cooling roller was 118 ° C. Initial rapid cooling was obtained with a metal roller whose temperature was maintained at the value given in Table 2. Contact between the material and the cooling roller lasted 2.41 seconds. Immediately after passing through the metal cooling roller, the second slow cooling phase was allowed to pass by blowing air at 50 ° C. over the coating for 32 seconds.
新鮮な材料および表3に与えられた温度で7日間オフラインで人工的に熟成させた材料の感度を測定した。表3のデータは、より緩徐に冷却される、すなわち、より高い冷却ローラー温度により冷却される材料がより安定な熟成動態を有することを示す。実施例6は非常に緩徐な冷却速度で近Tg領域に冷却され、更なるオフラインの熱処理からの影響がほとんどないので、最良の熟成動態を与える。 The sensitivity of fresh material and material artificially aged off-line for 7 days at the temperatures given in Table 3 was measured. The data in Table 3 shows that materials that cool more slowly, i.e., that are cooled by higher chill roller temperatures, have more stable aging kinetics. Example 6 is cooled to the near Tg region at a very slow cooling rate and gives the best aging kinetics since there is little impact from further off-line heat treatment.
Claims (2)
(ii)ウェブの親水性表面上にフェノール樹脂を含んで成る被膜を適用すること、
(iii)被覆されたウェブに熱を供給することにより被膜を乾燥すること、
(iv)ウェブが外界条件下に維持されるであろう速度より高いが30℃/秒より高くはない平均冷却速度でウェブ温度が低下される、積極的冷却段階、
(v)コア上に前駆物質を巻くか、もしくは前駆物質をシートに切断すること、
の段階を含んで成る感熱性リトグラフ印刷版前駆物質の製造方法であって、
冷却段階の開始時に、ウェブ温度がフェノール樹脂を含んで成る被膜のガラス転移温度、Tgより高く、そして冷却段階中に、ウェブ温度が、
−第1相において、少なくとも10℃/秒の平均冷却速度でTgより高いT1に、
−第2相において、10℃/秒より低い平均冷却速度でT1から、Tgより低いT2に、低下される、
ことを特徴とする方法。 (I) providing a web of lithographic support having a hydrophilic surface,
(Ii) applying a coating comprising a phenolic resin on the hydrophilic surface of the web;
(Iii) drying the coating by supplying heat to the coated web;
(Iv) an aggressive cooling phase in which the web temperature is reduced at an average cooling rate that is higher than the rate at which the web would be maintained under ambient conditions but not higher than 30 ° C./second;
(V) winding the precursor on the core or cutting the precursor into sheets,
A manufacturing method of the heat-sensitive lithographic printing plate precursor comprising the steps,
At the beginning of the cooling phase, the web temperature is higher than the glass transition temperature, Tg, of the coating comprising the phenolic resin, and during the cooling phase, the web temperature is
-In the first phase, at a T1 higher than Tg with an average cooling rate of at least 10 ° C / sec,
In the second phase, from T1 with an average cooling rate lower than 10 ° C./s, to T2 lower than Tg,
A method characterized by that.
−第1相において、少なくとも10℃/秒の平均冷却速度でT1に、
−第2相において、10℃/秒より低い平均冷却速度でT1からT2に、そして
−第3相において、少なくとも10℃/秒の平均冷却速度でT2からほぼ外界温度に、低下される請求項1に記載の方法。During the cooling phase, the web temperature is-in the first phase at T1 with an average cooling rate of at least 10 ° C / s
The second phase is reduced from T1 to T2 with an average cooling rate lower than 10 ° C./s, and the third phase is reduced from T2 to approximately ambient temperature with an average cooling rate of at least 10 ° C./s. The method according to 1 .
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP02102414 | 2002-10-04 | ||
| US42013502P | 2002-10-22 | 2002-10-22 | |
| PCT/EP2003/050622 WO2004030924A1 (en) | 2002-10-04 | 2003-09-12 | Method of making a lithographic printing plate precursor |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2006501506A JP2006501506A (en) | 2006-01-12 |
| JP2006501506A5 JP2006501506A5 (en) | 2006-08-31 |
| JP4338640B2 true JP4338640B2 (en) | 2009-10-07 |
Family
ID=35306278
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004540807A Expired - Fee Related JP4338640B2 (en) | 2002-10-04 | 2003-09-12 | Production of lithographic printing plate precursors |
Country Status (6)
| Country | Link |
|---|---|
| EP (1) | EP1551643B1 (en) |
| JP (1) | JP4338640B2 (en) |
| CN (1) | CN100439119C (en) |
| AU (1) | AU2003299181A1 (en) |
| DE (1) | DE60318600T2 (en) |
| WO (1) | WO2004030924A1 (en) |
Families Citing this family (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4732108B2 (en) * | 2005-10-06 | 2011-07-27 | 富士フイルム株式会社 | Planographic printing plate manufacturing method |
| DE602006009919D1 (en) | 2006-08-03 | 2009-12-03 | Agfa Graphics Nv | Lithographic printing plate support |
| ES2344668T3 (en) | 2007-11-30 | 2010-09-02 | Agfa Graphics N.V. | METHOD TO TREAT A LITHOGRAPHIC PRINT IRON. |
| EP2098376B1 (en) | 2008-03-04 | 2013-09-18 | Agfa Graphics N.V. | A method for making a lithographic printing plate support |
| ES2365885T3 (en) | 2008-03-31 | 2011-10-13 | Agfa Graphics N.V. | A METHOD TO TREAT A LITHOGRAPHIC PRINT IRON. |
| ATE553920T1 (en) | 2009-06-18 | 2012-05-15 | Agfa Graphics Nv | LITHOGRAPHY PRINTING PLATE PRECURSOR |
| JP2011073211A (en) * | 2009-09-29 | 2011-04-14 | Fujifilm Corp | Method of manufacturing original planographic printing plate |
| EP2329951B1 (en) | 2009-12-04 | 2012-06-20 | AGFA Graphics NV | A lithographic printing plate precursor |
| EP2668039B1 (en) | 2011-01-25 | 2015-06-03 | AGFA Graphics NV | A lithographic printing plate precursor |
| ES2427137T3 (en) | 2011-02-18 | 2013-10-29 | Agfa Graphics N.V. | Precursor of lithographic printing plate |
| CN104870193B (en) | 2013-01-01 | 2017-12-22 | 爱克发印艺公司 | (ethene, vinyl acetal) copolymer and their purposes in Lighographic printing plate precursor |
| EP2933278B1 (en) | 2014-04-17 | 2018-08-22 | Agfa Nv | (Ethylene, vinyl acetal) copolymers and their use in lithographic printing plate precursors |
| ES2617557T3 (en) | 2014-05-15 | 2017-06-19 | Agfa Graphics Nv | Copolymers (ethylene, vinyl acetal) and their use in lithographic printing plate precursors |
| ES2660063T3 (en) | 2014-06-13 | 2018-03-20 | Agfa Nv | Copolymers (ethylene, vinyl acetal) and their use in lithographic printing plate precursors |
| EP2963496B1 (en) | 2014-06-30 | 2017-04-05 | Agfa Graphics NV | A lithographic printing plate precursor including ( ethylene, vinyl acetal ) copolymers |
| EP3032334B1 (en) | 2014-12-08 | 2017-10-18 | Agfa Graphics Nv | A system for reducing ablation debris |
| EP3130465B1 (en) | 2015-08-12 | 2020-05-13 | Agfa Nv | Heat-sensitive lithographic printing plate precursor |
| EP3157310A1 (en) | 2015-10-12 | 2017-04-19 | Agfa Graphics Nv | An entry sheet for perforating electric boards such as printed circuit boards |
| EP3170662B1 (en) | 2015-11-20 | 2019-08-14 | Agfa Nv | A lithographic printing plate precursor |
| BR112018068709A2 (en) | 2016-03-16 | 2019-01-15 | Agfa Nv | method for processing a lithographic printing plate |
| EP3637188A1 (en) | 2018-10-08 | 2020-04-15 | Agfa Nv | An effervescent developer precursor for processing a lithographic printing plate precursor |
| EP3778253A1 (en) | 2019-08-13 | 2021-02-17 | Agfa Nv | Method for processing a lithographic printing plate |
| EP4239411A1 (en) | 2022-03-04 | 2023-09-06 | Eco3 Bv | Method and apparatus for processing a lithographic printing plate precursor |
| EP4382306A1 (en) | 2022-12-08 | 2024-06-12 | Eco3 Bv | Lithographic printing press make-ready method |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB9722861D0 (en) * | 1997-10-29 | 1997-12-24 | Horsell Graphic Ind Ltd | Improvements in relation to the manufacture of lithographic printing forms |
| US6706466B1 (en) * | 1999-08-03 | 2004-03-16 | Kodak Polychrome Graphics Llc | Articles having imagable coatings |
| US6251559B1 (en) * | 1999-08-03 | 2001-06-26 | Kodak Polychrome Graphics Llc | Heat treatment method for obtaining imagable coatings and imagable coatings |
| JP4233199B2 (en) * | 2000-06-30 | 2009-03-04 | 富士フイルム株式会社 | Planographic printing plate manufacturing method |
-
2003
- 2003-09-12 AU AU2003299181A patent/AU2003299181A1/en not_active Abandoned
- 2003-09-12 EP EP03798935A patent/EP1551643B1/en not_active Expired - Lifetime
- 2003-09-12 WO PCT/EP2003/050622 patent/WO2004030924A1/en active IP Right Grant
- 2003-09-12 JP JP2004540807A patent/JP4338640B2/en not_active Expired - Fee Related
- 2003-09-12 CN CNB038237067A patent/CN100439119C/en not_active Expired - Fee Related
- 2003-09-12 DE DE60318600T patent/DE60318600T2/en not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| WO2004030924A1 (en) | 2004-04-15 |
| EP1551643B1 (en) | 2008-01-09 |
| CN1688449A (en) | 2005-10-26 |
| AU2003299181A1 (en) | 2004-04-23 |
| EP1551643A1 (en) | 2005-07-13 |
| JP2006501506A (en) | 2006-01-12 |
| DE60318600T2 (en) | 2009-01-15 |
| CN100439119C (en) | 2008-12-03 |
| DE60318600D1 (en) | 2008-02-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4338641B2 (en) | Production of lithographic printing plate precursors | |
| JP4338640B2 (en) | Production of lithographic printing plate precursors | |
| JP2006501505A (en) | Production of lithographic printing plate precursors | |
| JP4473262B2 (en) | Developability of radiation sensitive elements | |
| US6251559B1 (en) | Heat treatment method for obtaining imagable coatings and imagable coatings | |
| EP1506854B1 (en) | Method for postbaking a lithographic printing plate | |
| KR100967562B1 (en) | Heat-sensitive lithographic printing plate precursor | |
| US7195859B2 (en) | Method of making a lithographic printing plate precursor | |
| JP4731197B2 (en) | Accurate exposure method for small dots in heat sensitive positive acting lithographic materials | |
| US20040048195A1 (en) | Heat-sensitive lithographic printing plate precursor | |
| US20060000377A1 (en) | Method of marking a lithographic printing plate precursor | |
| JP2004341495A (en) | Positive working heat-sensitive lithographic printing plate precursor | |
| EP1396338B1 (en) | Heat-sensitive lithographic printing plate precursor | |
| US6723489B2 (en) | Printing form precursors | |
| JP4226768B2 (en) | Positive photosensitive lithographic printing plate, method for producing the same, and plate making method | |
| JP2005181964A (en) | Heat-sensitive lithographic printing plate precursor | |
| JP2013037249A (en) | Lithographic printing plate precursor, lithographic printing plate, and plate-making method | |
| JP2004341496A (en) | Positive working heat-sensitive lithographic printing plate precursor | |
| JP2003107689A (en) | Heat sensitive positive-working lithographic printing plate precursor |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060712 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060712 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20080319 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20081106 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090203 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20090428 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090508 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20090511 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090623 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090630 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120710 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130710 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |