JP4268247B2 - Back placement sheet - Google Patents
Back placement sheet Download PDFInfo
- Publication number
- JP4268247B2 JP4268247B2 JP25164098A JP25164098A JP4268247B2 JP 4268247 B2 JP4268247 B2 JP 4268247B2 JP 25164098 A JP25164098 A JP 25164098A JP 25164098 A JP25164098 A JP 25164098A JP 4268247 B2 JP4268247 B2 JP 4268247B2
- Authority
- JP
- Japan
- Prior art keywords
- component
- resin
- weight
- sheet
- layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Landscapes
- Laminated Bodies (AREA)
Description
【0001】
【発明の属する技術分野】
本発明は、ハレーション防止性に優れ、特に展示商品を引き立てるための用途や、写真撮影時において、ストロボの光によるハレーションを防止し、被写体を鮮明に撮影するための用途などに好適に用いられるバック配置用シートに関するものである。
【0002】
【従来の技術】
従来、写真、絵画などの展示会や商品の展示などにおいては、それらを引き立てるために、着色された布や紙などのシート状のものを被展示物の下に敷くことがよく行われている。また、写真撮影の際には、外部からの不要な光の侵入を防止するために、暗幕で撮影室を覆ったり、被写体に複数のライトを当て、影ができないようにするなどして、鮮明な写真を撮影しうるようにしている。
しかしながら、展示の際には、展示物と共に、下に敷いてあるシート状物にも照明、太陽光などの光が当たり、シート状物からの光の反射、いわゆるハレーションにより、展示物の輪郭や鮮明性が不明瞭になる。
【0003】
また、写真撮影時には、暗幕などを用いて不要な光の侵入を防止することが行われるが、この暗幕の表面でストロボの光が散乱し、ハレーションを生じ、鮮明な写真が得られないことがしばしばみられる。したがって、このような現象を防止するために、複数のライトを被写体に当て、ストロボ発光による影の発生やハレーションを防止することが一般に行われているが、この場合、多数のライトを必要とし、作業的にも、コスト的にも必ずしも好ましい方法とはいえない。
【0004】
【発明が解決しようとする課題】
本発明は、このような事情のもとで、ハレーション防止性に優れ、特に展示商品を引き立てるためや、写真撮影時において、ストロボの光によるハレーションを防止し、かつ被写体に当てるライトを極力少なくして、被写体を鮮明に撮影するために好適に用いられるバック配置用シートを提供することを目的としてなされたものである。
【0005】
【課題を解決するための手段】
本発明者らは、ハレーションを防止するためのバック配置用シートの開発について鋭意研究を重ねた結果、合成樹脂マトリックスに対し、所定の粒径を有する非凝集性樹脂微粒子と凝集性樹脂微粒子とカーボンブラックとを、それぞれ特定の割合で含有させた樹脂組成物からなり、かつ特定の表面粗さを有するハレーション防止層を、基材シートの少なくとも一方の面に設けることにより、前記目的を達成しうることを見出し、この知見に基づいて本発明を完成するに至った。
【0006】
すなわち、本発明は、基材シートの少なくとも一方の面に、マトリックス及び粗面化形成剤とからなるハレーション防止層を設けた積層シートにおいて、ハレーション防止層を熱硬化性樹脂又は熱可塑性樹脂からなる合成樹脂マトリックスに、(A)平均粒径15〜30μmの非凝集性樹脂微粒子、(B)平均粒径15〜30μmの凝集性樹脂微粒子及び(C)平均粒径1μm以下のカーボンブラック微粒子を含み、かつ(A)成分と(B)成分との配合割合が重量比で10:1ないし1:2であり、(C)成分の配合量が(A)成分と(B)成分との合計重量に基づき3〜50重量%からなる粗面化形成剤で構成し、その層表面のJIS B0601による中心線平均粗さ(Ra)を4.00〜10.00μm、かつJIS Z 8741による60度〜85度での光沢度を1.0%以下にしたことを特徴とするバック配置用シートを提供するものである。
【0007】
【発明の実施の形態】
本発明のバック配置用シートに用いられる基材は、透明のものであってもよいし、不透明なものであってもよいが、不透明で遮光性を有する基材を用いたバック配置用シートは、暗幕や写真撮影用途として好適である。
【0008】
この基材シートとしては、例えばポリオレフィン、ポリエステル、ポリアミドなどの合成樹脂フィルムやシート、さらには紙、布、不織布などの中から、バック配置用シートの用途に応じて適宜選択することができる。また、この基材シートとしては、あらかじめ、カーボンブラックやアニリンブラックなどの黒色顔料を練り込んだものも使用することができる。特に暗幕などの用途では、黒色顔料を練り込んで光学濃度10以上の高遮光性にしたものは、光の遮蔽性に優れ、好適である。
【0009】
また、基材として合成樹脂フィルムを用いる場合には、必要に応じ、その片面又は両面をマット加工することにより、ハレーション防止効果を向上させることができる。このマット加工は、例えば化学的エッチング法やサンドブラスト法、合成樹脂と粗面化形成剤とを用いるケミカルマット法などにより行うことができる。
【0010】
基材の厚さについては特に制限はないが、合成樹脂シートの場合の厚さは、25〜200μm程度が適当である。この場合、厚さが25μm未満では反射防止効果が十分に発揮されないおそれがあるし、200μmを超えると軽量化の点で不利となる。
【0011】
本発明のバック配置用シートは、前記基材シートの少なくとも一方の面にハレーション防止層を設けたものであるが、基材シートとハレーション防止層との接着性を向上させるために、所望によりアンカー層を設けることができる。このアンカー層としては、例えば尿素系樹脂、メラミン系樹脂、ウレタン系樹脂などからなる層が挙げられる。アンカー層にウレタン系樹脂を用いる場合には、例えばポリイソシアネート化合物とジアミンやジオールなどの活性水素含有化合物とを含む溶液を、また尿素系樹脂やメラミン系樹脂の場合には、水溶性尿素系樹脂や水溶性メラミン系樹脂を含む溶液を基材表面に塗布し、硬化させることにより、アンカー層を形成することができる。このアンカー層としては、0.5〜2.0g/m2程度の厚さのものが好ましい。
【0012】
本発明のバック配置用シートにおけるハレーション防止層は、マトリックスを構成する合成樹脂に対し、(A)非凝集性樹脂微粒子、(B)凝集性樹脂微粒子及び(C)カーボンブラックを含有させた樹脂組成物からなっている。
上記合成樹脂としては、例えば熱硬化性樹脂や熱可塑性樹脂を用いる。このような熱硬化性樹脂としては、例えばアクリル系、ウレタン系、フェノール系、メラミン系、尿素系、ジアリルフタレート系、ポリエステル系、エポキシ系、アルキド系などの熱硬化性樹脂が好ましい。これらは単独で用いてもよいし、2種以上を組み合わせて用いてもよい。これらの中で、特に熱硬化性のアクリルエマルションが耐熱性、耐湿性、耐溶剤性及び表面硬度などに優れるので好ましい。また、熱可塑性樹脂としては、熱可塑性アクリル樹脂や、塩化ビニル樹脂、ブチラール樹脂、スチレン/ブタジエン樹脂などが挙げられる。
【0013】
このマトリックスを構成する合成樹脂には、所望により、架橋剤を含有させることができる。この架橋剤としては、例えば、尿素樹脂、メラミン樹脂、イソシアネート樹脂、アジリニン樹脂、オキサゾリン樹脂などが挙げられ、特にメラミン樹脂が、耐熱性、耐溶剤性及び塗膜硬度などに優れるので好ましい。架橋剤の配合割合は、該合成樹脂に対し、通常10〜50重量%の範囲である。これよりも少ないと所望の特性が得られず、また、これより多いと塗膜が硬すぎてもろくなる。
【0014】
さらに、架橋剤を用いる場合は、その反応を促進するために、反応触媒を併用するのが好ましい。この反応触媒としては、例えばアンモニアや塩化アンモニウムなどが挙げられる。反応触媒の配合割合は、架橋剤に対し通常0.1〜10重量%の範囲である。
【0015】
次に、粗面化形成剤としては、無機系又は有機系の粗面化形成剤を用いることができる。この粗面化形成剤としては、(A)非凝集性樹脂微粒子と(B)凝集性樹脂微粒子と(C)カーボンブラック微粒子との組み合せが用いられる。
(A)成分の非凝集性樹脂微粒子としては、平均粒径が15〜30μmの範囲にあるものが用いられ、特に20〜30μmの範囲にあるものが低角度での入射光の反射防止性が優れるという点で好ましい。この非凝集性樹脂微粒子は、合成樹脂の組成を選択して非凝集性に調整したものであってもよいし、凝集性微粒子を、分散剤、例えば界面活性剤などで処理して、非凝集性にしたものであってもよい。
【0016】
また(B)成分の凝集性樹脂微粒子としては、平均粒径が15〜30μmの範囲にあるものが用いられる。一般に樹脂を微粉化すると水中において凝集するようになるのでこれをそのまま用いてもよい。この凝集性樹脂微粒子としては、水中において、50〜200μm程度の平均粒径を有する凝集体を形成するものが好ましい。この凝集性微粒子は、前記合成樹脂、(A)成分及び後述する(C)成分を含有するハレーション防止層形成用塗工液中で凝集して、前記(A)成分の平均粒径より大きい凝集体を形成するものが好ましく、これによりさらに低角度の入射光によるハレーション及び反射防止性が向上する。この凝集性樹脂微粒子としては、通常ウレタン系樹脂微粒子が用いられる。
【0017】
前記(A)成分及び(B)成分の樹脂微粒子の形状については特に制限はないが、球状のものが、塗工液の流動特性及び塗布性を向上させ、かつ低角度の入射光によるハレーションの防止性が向上するので好ましい。
【0018】
一方、(C)成分のカーボンブラックとしては、平均粒径が1μm以下であることが必要である。平均粒径が1μmを越えると、(A)成分や(B)成分との粒径差が小さくなるとともに、表面積が小さくなり、カーボンブラックの充填密度が低下するため、光吸収能力が低下し、ハレーション発生の原因となる。ハレーション防止性の面から、このカーボンブラックの特に好ましい平均粒径は0.5μm以下である。
【0019】
本発明シートのハレーション防止層における各成分の配合割合については、(A)成分と(B)成分との配合割合は、重量比で10:1ないし1:2の範囲である。(A)成分の量がこの範囲より少ないと高角度の入射光によるハレーションの発生の原因となるし、この範囲より多いとハレーション防止層表面の中心線平均粗さが小さくなるため、低角度の入射光によるハレーション防止性が低下する。高角度及び低角度の入射光によるハレーション防止性の面から、(A)成分と(B)成分との配合割合は、重量比で7:1ないし1:2の範囲が好ましい。
【0020】
また、(C)成分の配合割合は、(A)成分と(B)成分との合計量に基づき、3〜50重量%の範囲である。(C)成分との配合量が3重量%未満では、高角度での反射防止性が低下するし、50重量%を超えると塗膜表面の乱反射効率が悪くなり、低角度での反射防止性が低下する。ハレーション防止性の面から、この(C)成分の配合量は、(A)成分と(B)成分との合計重量に基づき、5〜30重量%の範囲が好ましい。
【0021】
また、本発明においては、(A)成分、(B)成分及び(C)成分は、その合計量が、前記マトリックスを構成する合成樹脂100重量部に対し、50〜700重量部になるような割合で配合することが好ましい。この配合量が50重量部未満では基材や所望により設けられるアンカー層との密着性が悪く、反射率が高くなるおそれがあるし、700重量部を超えると塗膜がもろくなりやすい。塗膜物性及びハレーション防止性の面から、(A)成分、(B)成分及び(C)成分は、その合計量が、マトリックスを構成する合成樹脂100重量部に対して、100〜300重量部の範囲にあるのが、特に好ましい。
【0022】
このハレーション防止層を形成させるには、まず、マトリックスを構成する合成樹脂、(A)成分、(B)成分及び(C)成分を、それぞれ所定の割合で水又は有機溶剤、あるいは水と有機溶剤との混合液に添加して、懸濁液からなるハレーション防止層形成用塗工液を調製する。
この際、必要に応じ、従来使用されている各種添加剤、例えば、増粘剤、分散剤、着色剤、消泡剤などを配合することができる。特に、水溶性アクリル系樹脂は、塗工液に対し、優れた増粘効果及び分散効果をもたらすので、好ましい。この水溶性アクリル系樹脂を配合する場合、その配合割合は、マトリックスを構成する樹脂、(A)成分、(B)成分及び(C)成分の合計重量に基づき、0.5〜5重量%の範囲が好ましい。この配合量が、0.5重量%未満では増粘効果が不十分で、塗布性の向上効果が十分に発揮されないし、5重量%を越えると液粘度が高くなりすぎ、塗布性が低下する。
【0023】
次に、このようにして調製した塗工液を、基材又はアンカー層上に、塗布法、含浸法、吹付け法などにより塗工したのち、乾燥・硬化させることによりハレーション防止層を形成する。
このようにして形成されたハレーション防止層は、JIS B0601に従い測定した中心線平均粗さ(Ra)が4.00〜10.00μmの範囲であり、好ましくは4.00〜8.00μmの範囲である。これによって、低角度での入射光によるハレーションの防止効果が得られる。また、このハレーション防止層の反射濃度は1.60以上であるのが好ましい。この反射濃度が1.60未満では高角度での光の反射防止性が低下する。また、このハレーション防止層は、JIS Z 8741に従い、光沢度計で測定した際の入射光60度〜85度の範囲に対する光沢度が1.0%以下であることが必要である。この光沢度が1.0%を超えるとハレーション防止性が不十分となる。このような光沢度は、前記合成樹脂バインダー、粗面化形成剤及びカーボンブラック微粒子からなる層を基材シート上に形成することによって容易に得ることができる。
【0024】
さらに、このハレーション防止層の厚さは10〜100μmの範囲が好ましい。この厚さが10μm未満ではハレーション防止効果が十分に発揮されないし、100μmを超えるとハレーション防止層が厚くなりすぎ、バック配置用シートの軽量化及び商品価値の点で不利となる。時に好ましいハレーション防止層の厚さは20〜60μmの範囲である。
【0025】
本発明のバック配置用シートにおいては、ハレーション防止層とは反対側の基材表面の全面又は部分的に粘着層を介して剥離シートを積層することもできる。そして使用時にはこの剥離シートを剥がし、粘着層により、容易に被着体へ貼着することができる。この貼着層の厚さとしては、通常10〜25g/m2、好ましくは12〜20g/m2の範囲で選ばれる。
【0026】
この粘着層を構成する粘着剤としては、例えば天然ゴム、天然ゴムとスチレンブタジエンゴムとの混合物、アクリル系共重合体、ブタジエン又はイソプレンとスチレンとの共重合体、ビニルエーテル共重合体、シリコーンゴムなどを基剤とし、これらにロジン系、石油系又はテルペン系などの粘着性付着剤、粘着調整剤、粘着改良剤、老化防止剤、安定剤、着色剤などの成分を添加したものを用いることができるが、特にアクリル酸エステル系樹脂を主成分とする基剤からなるものが好ましい。
また、断面などにおいて側方からの入射光に基づく反射をできるだけ防止するために、濃色着色剤を含有させるのが有利である。
【0027】
【発明の効果】
本発明のバック配置用シートは、ハレーション防止性に優れ、特に展示商品を引き立てるための用途や、写真撮影時において、ストロボの光によるハレーションを防止し、かつ被写体に当てるライトを極力少なくして、被写体を鮮明に撮影するための用途などに好適に用いられる。
【0028】
【実施例】
次に本発明を実施例によりさらに詳細に説明するが、本発明は、これらの例によってなんら限定されるものではない。
【0029】
なお、各例中の物性は以下の方法によって測定したものである。
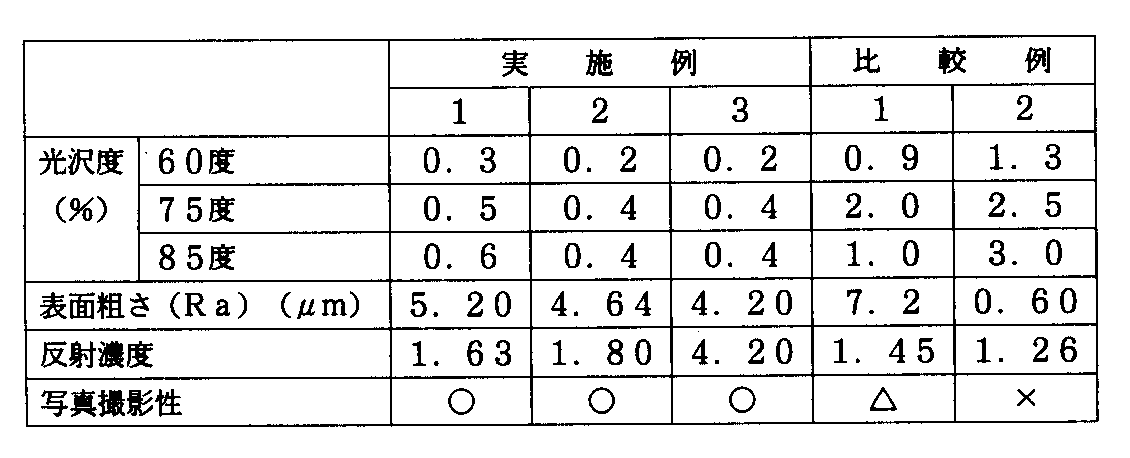
(1)光沢度(%):JIS Z8741に従い光沢度計を用いて入射光60度、75度、85度に対する光沢度を測定した。
(2)表面粗さ(Ra):JIS B0601に従い中心線平均粗さとして測定した。
(3)反射濃度:デジタル反射濃度計マクベス(Macbath)RD−918により測定した。
(4)写真撮影性:被写体の後ろ側に、バック配置用シートを置き、インスタントカメラ(製品名:FOTORMA MX80、富士写真フィルム社製)で撮影し、この際の写真の鮮明性を目視にて次の評価基準に従って評価した。
○:バックに、ハレーション、被写体の影がなく、被写体の輪郭及び細部が鮮明に写っている。
△:バックに、ハレーションが若干見られるか又は被写体の輪郭又は細部が部分的にぼやけている。
×:バックに、ハレーションが顕著であるか又は被写体の輪郭及び細部がぼやけている。
【0030】
実施例1
厚さ130μmのポリエチレンテレフタレートフィルムの片面に、厚さ7g/m2のウレタン樹脂からなるアンカー層を形成した。
別に、熱硬化性アクリルエマルション(ヘキスト合成社製,商品名「モビニール747」,固形分濃度43重量%)16.4重量部、平均粒径1μm以下のカーボンブラック(御国色素社製,商品名「GPブラック#4613」,固形分濃度12重量%)9.1重量部、平均粒径20μmの非凝集性アクリル樹脂微粒子(積水化成工業社製,商品名「テクポリマーMBX−20B」)15.0重量部、平均粒径20μmの凝集性ウレタン樹脂微粒子(大日本インキ化学工業社製,商品名「バーノックCFB−600C」)6.3重量部、水溶性アクリル樹脂(日本純薬社製,商品名「ジュリマーAC−10H」、固形分濃度20重量%)3.0重量部、架橋剤としてのメラミン樹脂(住友化学社製,商品名「スミテックレジンM−3」,固形分濃度80重量%)3.8重量部、5重量%アンモニア水溶液 4.0重量部、20重量%塩化アンモニウム水溶液 0.8重量部、エタノール 8.3重量部及び水 33.3重量部を混合して、ハレーション防止層形成用塗工液を調製した。
次に、前記基材上に設けたウレタン樹脂からなるアンカー層上に、上記ハレーション防止層形成用塗工液を塗布し、厚さ41μmのハレーション防止層を形成して、バック配置用シートを作製した。
このバック配置用シートの物性を表2に示す。
【0031】
実施例2、3
実施例1におけるハレーション防止層形成用塗工液において、各成分の配合割合を表1に示すように変えた以外は、実施例1と同様にしてバック配置用シートを作製した。その物性を表2に示す。
【0032】
比較例1
市販の暗幕(オーク製作所社製,商品名「オークジェットライト」付属品)を用いた。このものの物性を表2に示す。
【0033】
比較例2
黒色顔料含有ポリエチレンテレフタレート(厚さ125μm)の表面を、サンドブラスト処理し、バック配置用シートを作製した。このものの物性を表2に示す。
【0034】
【表1】
【表2】
表2からも分かるように、比較例1、2は写真撮影においてハレーションをおこし、鮮明な写真を得ることができないが、本発明の実施例1〜3のものは鮮明な写真を得ることができる。[0001]
BACKGROUND OF THE INVENTION
The present invention has excellent anti-halation properties, and is particularly suitable for use for enhancing exhibition products, and for taking pictures of a subject clearly by preventing halation caused by strobe light during photography. The present invention relates to an arrangement sheet.
[0002]
[Prior art]
Conventionally, in exhibitions such as photographs and paintings and product exhibitions, in order to complement them, it is often done to lay a sheet-like material such as colored cloth or paper under the exhibit. . Also, when taking a picture, in order to prevent the intrusion of unnecessary light from the outside, the shooting room is covered with a dark screen, or multiple lights are applied to the subject to prevent shadows, etc. It is possible to take a picture.
However, at the time of the exhibition, the sheet-like material laid under the exhibition is exposed to light such as lighting and sunlight, and the reflection of the light from the sheet-like material, so-called halation, The clarity is unclear.
[0003]
Also, when taking a picture, a black curtain or the like is used to prevent unnecessary light from entering, but the light of the strobe is scattered on the surface of the black curtain, causing halation, and a clear picture cannot be obtained. Often seen. Therefore, in order to prevent such a phenomenon, it is generally performed to apply a plurality of lights to a subject and prevent the occurrence of shadows and halation due to strobe emission, but in this case, a large number of lights are required, It is not necessarily a preferable method in terms of work and cost.
[0004]
[Problems to be solved by the invention]
Under such circumstances, the present invention is excellent in antihalation properties, particularly to enhance exhibition products, and to prevent halation due to strobe light during photography, and to minimize the amount of light applied to the subject. Thus, the present invention has been made for the purpose of providing a back arrangement sheet that is suitably used for clearly photographing a subject.
[0005]
[Means for Solving the Problems]
As a result of intensive research on the development of a sheet for back placement for preventing halation, the present inventors have made non-aggregating resin particles, aggregating resin particles and carbon having a predetermined particle size with respect to a synthetic resin matrix. The object can be achieved by providing an antihalation layer comprising a resin composition containing black and a specific ratio, and having a specific surface roughness on at least one surface of the base sheet. Based on this finding, the present invention has been completed.
[0006]
That is, the present invention is, on at least one surface of the substrate sheet, the laminated sheet provided with an antihalation layer comprising a matrix and roughening forming agent, comprising an antihalation layer of a thermosetting resin or a thermoplastic resin The synthetic resin matrix includes (A) non-aggregating resin fine particles having an average particle diameter of 15 to 30 μm, (B) coagulating resin fine particles having an average particle diameter of 15 to 30 μm, and (C) carbon black fine particles having an average particle diameter of 1 μm or less. And the blending ratio of the component (A) and the component (B) is 10: 1 to 1: 2 by weight, and the blending amount of the component (C) is the total weight of the components (A) and (B). constituted by roughening forming agent consisting of 3 to 50 wt% based on the, by the center line average roughness according to JIS B0601 of the layer surface of that the (Ra) 4.00~10.00μm, and the JIS Z 8741 The gloss at 0 ° to 85 ° is intended to provide a back-placement sheet which is characterized in that it has 1.0% or less.
[0007]
DETAILED DESCRIPTION OF THE INVENTION
The substrate used for the back placement sheet of the present invention may be transparent or opaque, but the back placement sheet using the opaque and light-shielding substrate is It is suitable for use as a blackout curtain and photography.
[0008]
As this base material sheet , it can select suitably from synthetic resin films and sheets, such as polyolefin, polyester, polyamide, etc., and also paper, cloth, a nonwoven fabric, etc. according to the use of the sheet | seat for back arrangement | positioning. Moreover, as this base material sheet , what kneaded black pigments, such as carbon black and aniline black, can be used previously. Particularly in applications such as blackouts, a black pigment kneaded to have a high light shielding property with an optical density of 10 or more is excellent in light shielding properties and is suitable.
[0009]
Moreover, when using a synthetic resin film as a base material, the halation prevention effect can be improved by carrying out the mat | matte process of the single side | surface or both surfaces as needed. This mat processing can be performed by, for example, a chemical etching method, a sand blast method, a chemical mat method using a synthetic resin and a roughening agent , or the like.
[0010]
Although there is no restriction | limiting in particular about the thickness of a base material, About 25-200 micrometers is suitable for the thickness in the case of a synthetic resin sheet . In this case, if the thickness is less than 25 μm, the antireflection effect may not be sufficiently exhibited, and if it exceeds 200 μm, it is disadvantageous in terms of weight reduction.
[0011]
Back arrangement sheet of the present invention, wherein at the at least one surface of the substrate sheet is provided with a antihalation layer, in order to improve the adhesion between the substrate sheet and the antihalation layer, optionally an anchor A layer can be provided. Examples of the anchor layer include a layer made of urea resin, melamine resin, urethane resin, or the like. When a urethane resin is used for the anchor layer, for example, a solution containing a polyisocyanate compound and an active hydrogen-containing compound such as diamine or diol is used. In the case of a urea resin or melamine resin, a water-soluble urea resin is used. An anchor layer can be formed by applying a solution containing water-soluble melamine-based resin to the substrate surface and curing the solution. As the anchor layer, preferably from 0.5 to 2.0 g / m 2 a thickness of about.
[0012]
The anti-halation layer in the back placement sheet of the present invention comprises a resin composition containing (A) non-aggregating resin particles, (B) aggregating resin particles and (C) carbon black with respect to the synthetic resin constituting the matrix. It consists of things.
As the synthetic resin, using, for example, a thermosetting resin or a thermoplastic resin. As such thermosetting resins, for example acrylic, urethane, phenolic, melamine, urea, diallyl phthalate, polyester, epoxy, thermosetting resins such as alkyd preferred. These may be used alone or in combination of two or more. Among these, thermosetting acrylic emulsions are particularly preferable because they are excellent in heat resistance, moisture resistance, solvent resistance, surface hardness, and the like. Examples of the thermoplastic resin include thermoplastic acrylic resins, vinyl chloride resins, butyral resins, and styrene / butadiene resins.
[0013]
If desired, the synthetic resin constituting the matrix may contain a crosslinking agent. Examples of the cross-linking agent include urea resin, melamine resin, isocyanate resin, azirinin resin, oxazoline resin, and the like, and melamine resin is particularly preferable because it is excellent in heat resistance, solvent resistance, coating film hardness, and the like. The blending ratio of the crosslinking agent is usually in the range of 10 to 50% by weight with respect to the synthetic resin. If it is less than this, the desired characteristics cannot be obtained, and if it is more than this, the coating film becomes too brittle.
[0014]
Furthermore, when a crosslinking agent is used, it is preferable to use a reaction catalyst in combination in order to accelerate the reaction. Examples of the reaction catalyst include ammonia and ammonium chloride. The mixing ratio of the reaction catalyst is usually in the range of 0.1 to 10% by weight with respect to the crosslinking agent.
[0015]
Next, as the surface roughening agent, an inorganic or organic surface roughening agent can be used. The roughening formers this, is used a combination of (A) and non-cohesive and the resin particles (B) and aggregated resin particles (C) carbon black particles.
The non-aggregated resin particles of component (A), the average particle diameter is used those in the range of 15 to 30 [mu] m, particularly antireflective of incident light at a low angle which is in the range of 20~30μm is It is preferable in that it is excellent. The non-aggregating resin fine particles may be those obtained by selecting the composition of the synthetic resin and adjusting the non-aggregating properties. Alternatively, the non-aggregating resin fine particles may be treated with a dispersant, for example, a surfactant to remove non-aggregation. It may be a sex.
[0016]
Further, as the cohesive resin fine particles of the component (B), those having an average particle diameter in the range of 15 to 30 μm are used. Generally, when a resin is pulverized, it becomes aggregated in water, so that it may be used as it is. As the cohesive resin fine particles, those that form aggregates having an average particle diameter of about 50 to 200 μm in water are preferable. These agglomerated fine particles are aggregated in an antihalation layer forming coating solution containing the synthetic resin, the component (A) and the component (C) described later, and agglomeration larger than the average particle size of the component (A). Those that form aggregates are preferred, and this further improves halation and antireflection properties due to incident light at a low angle. As the cohesive resin fine particles, urethane resin fine particles are usually used.
[0017]
The shape of the resin fine particles of the component (A) and the component (B) is not particularly limited, but the spherical shape improves the flow characteristics and applicability of the coating liquid and reduces halation caused by low-angle incident light. Since prevention property improves, it is preferable.
[0018]
On the other hand, the carbon black as the component (C) needs to have an average particle size of 1 μm or less. When the average particle size exceeds 1 μm, the particle size difference from the component (A) and the component (B) is reduced, the surface area is reduced, and the packing density of the carbon black is lowered, so that the light absorption ability is lowered, Causes halation. In view of antihalation properties, the carbon black has a particularly preferable average particle size of 0.5 μm or less.
[0019]
About the mixture ratio of each component in the antihalation layer of this invention sheet, the mixture ratio of (A) component and (B) component is the range of 10: 1 to 1: 2 by weight ratio. If the amount of the component (A) is less than this range, it causes halation due to incident light at a high angle, and if it exceeds this range, the center line average roughness of the surface of the antihalation layer becomes small. The antihalation property due to incident light is reduced. From the standpoint of preventing halation caused by incident light at high and low angles, the blending ratio of the component (A) and the component (B) is preferably in the range of 7: 1 to 1: 2.
[0020]
Moreover, the mixture ratio of (C) component is the range of 3-50 weight% based on the total amount of (A) component and (B) component. When the blending amount with the component (C) is less than 3% by weight, the antireflection property at a high angle is lowered, and when it exceeds 50% by weight, the irregular reflection efficiency of the coating film surface is deteriorated, and the antireflection property at a low angle. Decreases. From the viewpoint of antihalation, the amount of component (C) is preferably in the range of 5 to 30% by weight based on the total weight of component (A) and component (B).
[0021]
In the present invention, the total amount of the component (A), the component (B) and the component (C) is 50 to 700 parts by weight with respect to 100 parts by weight of the synthetic resin constituting the matrix. It is preferable to mix | blend in a ratio. If the blending amount is less than 50 parts by weight, the adhesion with the base material or an anchor layer provided as desired is poor, and the reflectance may be increased. If the blending amount exceeds 700 parts by weight, the coating film tends to be brittle. From the viewpoint of coating film properties and antihalation properties, the total amount of the component (A), the component (B) and the component (C) is 100 to 300 parts by weight with respect to 100 parts by weight of the synthetic resin constituting the matrix. It is especially preferable that it is in the range.
[0022]
In order to form this antihalation layer, first, the synthetic resin constituting the matrix, the component (A), the component (B) and the component (C) are respectively mixed with water or an organic solvent or water and an organic solvent at a predetermined ratio. To prepare a coating solution for forming an antihalation layer comprising a suspension.
At this time, if necessary, various conventionally used additives such as a thickener, a dispersant, a colorant, and an antifoaming agent can be blended. In particular, a water-soluble acrylic resin is preferable because it provides an excellent thickening effect and dispersion effect to the coating solution. When blending this water-soluble acrylic resin, the blending ratio is 0.5 to 5% by weight based on the total weight of the resin constituting the matrix, the component (A), the component (B) and the component (C). A range is preferred. If the blending amount is less than 0.5% by weight, the effect of increasing the viscosity is insufficient, and the effect of improving the coating property is not sufficiently exhibited. If the amount exceeds 5% by weight, the liquid viscosity becomes too high and the coating property is lowered. .
[0023]
Next, the coating solution prepared in this manner is applied on a substrate or anchor layer by a coating method, an impregnation method, a spraying method, or the like, and then dried and cured to form an antihalation layer. .
The antihalation layer thus formed has a center line average roughness (Ra) measured in accordance with JIS B0601 of 4.00 to 10.00 μm, preferably 4.00 to 8.00 μm. is there. Thereby, the effect of preventing halation due to incident light at a low angle can be obtained. The reflection density of the antihalation layer is preferably 1.60 or more. When the reflection density is less than 1.60, the antireflection property of light at a high angle is lowered. Further, this antihalation layer needs to have a glossiness of 1.0% or less with respect to a range of incident light of 60 to 85 degrees when measured with a glossmeter according to JIS Z 8741. When the glossiness exceeds 1.0%, the antihalation property becomes insufficient. Such glossiness can be easily obtained by forming a layer comprising the synthetic resin binder, the roughening agent and the carbon black fine particles on the base material sheet .
[0024]
Furthermore, the thickness of the antihalation layer is preferably in the range of 10 to 100 μm. If the thickness is less than 10 μm, the anti-halation effect is not sufficiently exhibited, and if it exceeds 100 μm, the anti-halation layer becomes too thick, which is disadvantageous in terms of weight reduction and commercial value of the back placement sheet. Sometimes preferred antihalation layer thicknesses are in the range of 20-60 μm.
[0025]
In the back arrangement sheet of the present invention, the release sheet can be laminated on the entire surface of the substrate surface opposite to the antihalation layer or partially through the adhesive layer. In use, the release sheet is peeled off and can be easily attached to the adherend by the adhesive layer. The thickness of the adhesive layer is usually selected in the range of 10 to 25 g / m 2 , preferably 12 to 20 g / m 2 .
[0026]
Examples of the pressure-sensitive adhesive constituting the pressure-sensitive adhesive layer include natural rubber, a mixture of natural rubber and styrene-butadiene rubber, an acrylic copolymer, a copolymer of butadiene or isoprene and styrene, a vinyl ether copolymer, silicone rubber, and the like. Based on rosin, petroleum, or terpene adhesives, adhesion regulators, adhesion improvers, anti-aging agents, stabilizers, colorants, etc. Although it can do, what consists of a base which has acrylic ester resin as a main component is especially preferable.
In order to prevent reflection based on incident light from the side in a cross section or the like as much as possible, it is advantageous to contain a dark colorant.
[0027]
【The invention's effect】
The seat for back arrangement of the present invention is excellent in antihalation properties, particularly for applications to enhance exhibition products and at the time of taking pictures, prevent halation due to strobe light, and reduce the light applied to the subject as much as possible, It is suitably used for purposes such as clearly photographing a subject.
[0028]
【Example】
EXAMPLES Next, although an Example demonstrates this invention still in detail, this invention is not limited at all by these examples.
[0029]
The physical properties in each example are measured by the following methods.
(1) Glossiness (%): Glossiness with respect to incident light of 60 °, 75 °, and 85 ° was measured using a gloss meter according to JIS Z8741.
(2) Surface roughness (Ra): Measured as centerline average roughness according to JIS B0601.
(3) Reflection density: Measured with a digital reflection densitometer Macbath RD-918.
(4) Photographic property: A back-positioning sheet is placed behind the subject and photographed with an instant camera (product name: FOTORMA MX80, manufactured by Fuji Photo Film Co., Ltd.). Evaluation was performed according to the following evaluation criteria.
○: There is no halation or shadow of the subject in the background, and the contour and details of the subject are clearly visible.
Δ: Some halation is seen in the background, or the outline or detail of the subject is partially blurred.
X: Halation is remarkable on the back or the outline and details of the subject are blurred.
[0030]
Example 1
An anchor layer made of a urethane resin having a thickness of 7 g / m 2 was formed on one surface of a polyethylene terephthalate film having a thickness of 130 μm.
Separately, 16.4 parts by weight of a thermosetting acrylic emulsion (manufactured by Hoechst Synthetic Co., Ltd., trade name “Movinyl 747”, solid content concentration 43% by weight) and an average particle diameter of 1 μm or less (manufactured by Mikuni Dye Co., trade name “ GP black # 4613 ", solid content concentration 12% by weight) 9.1 parts by weight, non-aggregating acrylic resin fine particles having an average particle size of 20 μm (trade name“ Techpolymer MBX-20B ”manufactured by Sekisui Chemical Co., Ltd.) 15.0 6.3 parts by weight of water-soluble acrylic resin (manufactured by Nippon Seiyaku Co., Ltd., trade name), part by weight, agglomerated urethane resin fine particles having an average particle diameter of 20 μm (manufactured by Dainippon Ink and Chemicals, trade name “Bernock CFB-600C”) "Julimer AC-10H", solid content concentration 20% by weight) 3.0 parts by weight, melamine resin as a cross-linking agent (product name "Sumitec Resin M-3", solid content) 80 parts by weight) 3.8 parts by weight, 5 parts by weight ammonia aqueous solution 4.0 parts by weight, 20 parts by weight ammonium chloride aqueous solution 0.8 parts by weight, ethanol 8.3 parts by weight and water 33.3 parts by weight. Thus, a coating solution for forming an antihalation layer was prepared.
Next, the anti-halation layer-forming coating solution is applied onto the anchor layer made of urethane resin provided on the base material to form a 41 μm-thick anti-halation layer, thereby producing a back arrangement sheet. did.
Table 2 shows the physical properties of the back placement sheet.
[0031]
Examples 2 and 3
A back disposition sheet was prepared in the same manner as in Example 1 except that the mixing ratio of each component in the coating solution for forming an antihalation layer in Example 1 was changed as shown in Table 1. The physical properties are shown in Table 2.
[0032]
Comparative Example 1
A commercially available black curtain (manufactured by Oak Seisakusho Co., Ltd., trade name “Oak Jet Light” accessory) was used. The physical properties of this product are shown in Table 2.
[0033]
Comparative Example 2
The surface of the black pigment-containing polyethylene terephthalate (thickness: 125 μm) was sandblasted to prepare a back arrangement sheet. The physical properties of this product are shown in Table 2.
[0034]
[Table 1]
[Table 2]
As can be seen from Table 2, Comparative Examples 1 and 2 cause halation in photography, and it is not possible to obtain clear pictures, but those of Examples 1 to 3 of the present invention can obtain clear pictures. .
Claims (1)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP25164098A JP4268247B2 (en) | 1998-09-04 | 1998-09-04 | Back placement sheet |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP25164098A JP4268247B2 (en) | 1998-09-04 | 1998-09-04 | Back placement sheet |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2000081653A JP2000081653A (en) | 2000-03-21 |
| JP2000081653A5 JP2000081653A5 (en) | 2005-10-27 |
| JP4268247B2 true JP4268247B2 (en) | 2009-05-27 |
Family
ID=17225836
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP25164098A Expired - Fee Related JP4268247B2 (en) | 1998-09-04 | 1998-09-04 | Back placement sheet |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4268247B2 (en) |
-
1998
- 1998-09-04 JP JP25164098A patent/JP4268247B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2000081653A (en) | 2000-03-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| TW388802B (en) | Reflection type projection screen | |
| JP3719811B2 (en) | Antireflection film | |
| JP2009508716A (en) | Repositionable photo card | |
| JP3929546B2 (en) | Anti-reflection camera and anti-reflection film used therefor | |
| JP4268247B2 (en) | Back placement sheet | |
| JP3825073B2 (en) | Projection screen paint and projection screen using the same | |
| JP2944926B2 (en) | Reflective projection screen | |
| JP3934199B2 (en) | Camera with anti-reflection effect | |
| JP3902827B2 (en) | Antireflection film | |
| JP2003246194A (en) | Transfer sheet | |
| JPH10104747A (en) | Reflection type projection screen | |
| JP2011123255A (en) | Light-blocking member for use in optical equipment | |
| JPH10282578A (en) | Reflection type projection screen and its production | |
| JPH10301207A (en) | Reflection type projection screen | |
| JPH10213851A (en) | Reflection-type imaging screen | |
| JPH10312027A (en) | Reflection type projection screen | |
| JPH10140043A (en) | Coating for preventing reflection | |
| JP3929547B2 (en) | Camera with anti-reflection capability | |
| JPH10260475A (en) | Reflection type projection screen | |
| JP2004061521A (en) | Reflection type screen | |
| JP2522105B2 (en) | Reflective screen | |
| WO2023171268A1 (en) | Photography booth construction kit | |
| JPH10177220A (en) | Reflection type screen | |
| JP2004331806A (en) | Colored adhesive and sheet with colored adhesive | |
| JPH1090796A (en) | Reflection type projection screen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050902 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050905 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20081118 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090119 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090212 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090220 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120227 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |