JP4201580B2 - 樹脂成形方法 - Google Patents
樹脂成形方法 Download PDFInfo
- Publication number
- JP4201580B2 JP4201580B2 JP2002338680A JP2002338680A JP4201580B2 JP 4201580 B2 JP4201580 B2 JP 4201580B2 JP 2002338680 A JP2002338680 A JP 2002338680A JP 2002338680 A JP2002338680 A JP 2002338680A JP 4201580 B2 JP4201580 B2 JP 4201580B2
- Authority
- JP
- Japan
- Prior art keywords
- mold
- resin
- cavity
- molded product
- gate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images













Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
Description
【発明の属する技術分野】
本発明は、樹脂成形方法に関するものである。
【0002】
【従来の技術】
従来、射出成形機等の樹脂成形機においては、加熱シリンダ内において加熱され、溶融させられた樹脂を高圧で射出して金型装置のキャビティ内に充填(てん)し、該キャビティ内において樹脂を冷却し、固化させることによって成形品を成形するようになっている。そのために、前記金型装置は固定金型及び可動金型から成り、型締装置によって前記可動金型を進退させ、前記固定金型に対して接離させることによって、型開閉、すなわち、型閉、型締及び型開を行うことができるようになっている(例えば、特許文献1参照。)。
【0003】
ここで、型閉とは、金型を開いた状態から金型のパーティング面が接触するまでの状態で、型締とは、金型のパーティング面が接触した状態から金型に締付力を付与している状態をいう。
【0004】
そして、成形品の変形を防止したり、樹脂の分子の配向を改善したり、残留応力を減少させたりするために、キャビティがわずかに拡大された状態で樹脂を充填し、その後、型締を行ってキャビティ内の樹脂を圧縮する射出圧縮成形方法が提案されている。該射出圧縮成形方法としては、大別してローリンクス法とマイクロモールド法とが知られている。
【0005】
まず、ローリンクス法は、英国の金型メーカであるローリンクス社が1960年代に開発した方法であり、さらに、金型装置のパーティング面を開くことなくキャビティ内の樹脂を加圧し圧縮する方法と、金型装置のパーティング面を開いてキャビティ内の樹脂を加圧し圧縮する方法とに分かれている。そして、金型装置のパーティング面を開くことのない方法においては、溶融樹脂を射出してキャビティ内に充填した後に、拡大したキャビティを収縮させて樹脂を加圧し圧縮する。この場合、パーティング面の隙(すき)間に樹脂が漏れ出してバリが発生することを防止するために、油圧シリンダ装置やスプリングによって、パーティング面を互いに押し付け合うようになっている。
【0006】
一方、金型装置のパーティング面を開いてキャビティ内の樹脂を加圧し圧縮する方法においては、可動金型を固定金型に対してわずかに後退させ、パーティング面がわずかに開いた状態で溶融樹脂を射出してキャビティ内に充填し、その後、可動金型を固定金型に対して前進させ、型閉及び型締を行って、キャビティ内の樹脂を加圧し圧縮する。
【0007】
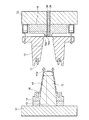
図2は従来の成形方法において溶融樹脂をキャビティ内に充填する状態を示す図、図3は従来の成形方法においてキャビティ内の樹脂を加圧し圧縮する状態を示す図である。
【0008】
図において101は図示されない固定プラテンに取り付けられた固定金型、102は可動金型であり図示されない可動プラテンに取り付けられ、前記固定金型101に対して進退させられるようになっている。そして、該固定金型101と可動金型102との間にはキャビティ103が形成され、溶融樹脂106が充填されるようになっている。また、固定金型101には前記キャビティ103に連通するランナ104が形成され、図示されない射出装置の射出ノズルから射出された溶融樹脂106が、前記ランナ104を通ってキャビティ103内に充填される。
【0009】
そして、溶融樹脂106が射出装置の射出ノズルから射出され、ランナ104を通ってキャビティ103内に充填される時には、図2に示されるように、可動金型102が固定金型101に対してわずかに後退させられた位置にあり、金型装置のパーティング面が寸法aだけ開いた状態となっている。そのため、キャビティ103はわずかに拡大され、該キャビティ103内に充填された溶融樹脂106は圧力がかかっていない状態となっている。なお、開いた状態のパーティング面から溶融樹脂106が漏れ出してバリが発生してしまうことのないように、前記固定金型101と可動金型102とがインロウ結合するように金型面が形成された、いわゆる、押切タイプの金型装置が採用される。
【0010】
続いて、図示されない型締装置が作動して可動金型102を固定金型101に対して前進させ、拡大したキャビティ103を収縮させる。これにより、図3に示されるように、型閉及び型締が行なわれ、キャビティ103内の溶融樹脂106が加圧され圧縮される。
【0011】
また、マイクロモールド法においては、溶融樹脂をキャビティ内に射出する前に圧縮量を見込んで、あらかじめキャビティ容積を拡大しておき、溶融樹脂を射出してキャビティ内に充填した後、適切なタイミングで油圧シリンダ装置等によって可動金型や金型のコアを前進させ、拡大したキャビティを収縮させて溶融樹脂を加圧し圧縮する。
【0012】
このように、ローリンクス法、マイクロモールド法等の射出圧縮成形法を使用することによって、溶融樹脂の内部における圧力分布が均等になり、樹脂の分子の配向が改善され、金型表面の転写性が向上し、樹脂のひけが防止され、成形品の残留応力が低減し、変形が防止される。そのため、射出圧縮成形方法は、精密部品、光学レンズ、導光板、コンパクトディスク、光ディスク、レーザディスク等の高い精度を要求される成形品の成形に使用される。
【0013】
【特許文献1】
特開平6−293043号公報
【0014】
【発明が解決しようとする課題】
しかしながら、前記従来の射出圧縮成形方法は、ディスクのような平面的な形状を有する成形品の成形に適用するために開発されたものであり、底の深い容器のように立体的な形状を有する成形品の成形に使用することができなかった。
【0015】
近年においては、樹脂製容器の重量低減に対する要求が厳しくなり、樹脂製容器の肉厚が薄くなる傾向にあるが、コップのように開口の径寸法に対して高さ寸法が大きい形状を有する底の深い容器の場合、側壁を薄肉化すると、キャビティ内における樹脂の流路が狭くなるので、射出された溶融樹脂がキャビティ全体に十分に行き渡らず、不良品が発生してしまう。特に、樹脂の粘性が高い場合、すなわち、高粘度の樹脂を使用した場合には、前記従来の射出圧縮成形方法を使用しても、溶融樹脂の流動性が低いために、前記薄肉化された側壁に対応するキャビティの部分を溶融樹脂が通過しないので、底の深い容器の成形が不可能となってしまう。
【0016】
本発明は、前記従来の問題点を解決して、立体的な形状を有し側壁が薄肉化された深底凹状の容器のような形状を有する成形品であっても、樹脂による成形品を短時間で成形することができる樹脂成形方法を提供することを目的とする。
【0017】
【課題を解決するための手段】
そのために、本発明の樹脂成形方法においては、金型装置の型閉工程終了前に前記金型装置のキャビティ内への樹脂の充填を開始し、前記型閉工程終了前に前記金型装置のキャビティ内への所定量の樹脂の充填を完了し、前記型閉工程終了後に前記金型装置の型締工程を行い成形品を成形する樹脂成形方法であって、前記キャビティは、型閉状態において、前記金型装置の開閉方向に対してほぼ垂直な底部及び前記開閉方向に対して傾斜する薄肉化された側壁部を備え、深さが10〔mm〕以上であり、かつ、側壁の肉厚が0.2〜0.3〔mm〕である側壁が薄肉化された深底凹状の容器に対応する形状となり、前記所定量の樹脂の充填完了時に、前記側壁部の少なくとも一部には前記樹脂が充填されていない。
【0018】
本発明の他の樹脂成形方法においては、さらに、前記樹脂の充填は、射出装置のスクリュ位置又は樹脂の充填時間を制御して前記キャビティ内に所定量の樹脂を充填する。
【0019】
本発明の更に他の樹脂成形方法においては、さらに、前記金型装置はゲートピンによって閉塞(そく)されるゲート孔を備え、前記ゲートピンは前記樹脂の充填完了後に前記ゲート孔を閉塞する。
【0020】
本発明の更に他の樹脂成形方法においては、さらに、前記ゲートピンは、前記型締工程時に前記ゲート孔を閉塞している。
【0021】
本発明の更に他の樹脂成形方法においては、さらに、前記ゲートピンは、前記ゲート孔を閉塞している時であっても、前記キャビティ内の樹脂の圧力が所定値以上になると前記ゲート孔を開放する。
【0022】
本発明の更に他の樹脂成形方法においては、さらに、前記スクリュを前進させて前記所定量の樹脂を充填し、該所定量の樹脂の充填完了後に前記スクリュを後退させる。
【0023】
本発明の更に他の樹脂成形方法においては、さらに、前記所定量は、前記キャビティの型閉状態における容積の100〜150〔%〕に相当する。
【0042】
【発明の実施の形態】
以下、本発明の実施の形態について図面を参照しながら詳細に説明する。なお、本発明の方法は、各種の装置や用途に適用することができるものであるが、本実施の形態においては、説明の都合上、射出成形機に適用した場合について説明する。
【0043】
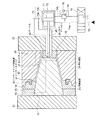
図4は本発明の第1の実施の形態における射出成形機の構成を示す概略図である。
【0044】
図において、30は射出装置であり、加熱シリンダ31、該加熱シリンダ31の前端に配設された射出ノズル32、前記加熱シリンダ31の内部に配設されたスクリュ33、及び、前記加熱シリンダ31に取り付けられた材料供給ホッパ34を有する。ここで、前記スクリュ33は、図示されない駆動手段によって、前記加熱シリンダ31の内部において、回転させられ、かつ、進退(図における左右方向に移動)させられる。
【0045】
ここで、射出成形機においては、加熱シリンダ31内において加熱され、溶融させられた樹脂を高圧で射出して後述される金型装置のキャビティ37内に充填し、該キャビティ37内において樹脂を冷却し、固化させることによって成形品を成形するようになっている。この場合、前記スクリュ33の進退は 図示されない制御装置によって制御されるが、本実施の形態においては、射出される樹脂又はキャビティ37内に充填される樹脂の圧力、すなわち、樹脂の充填圧が所定値となるようにスクリュ33の進退を制御する複雑な圧力制御でなく、樹脂の充填圧とは無関係に進退するスクリュ33の位置を制御する簡単な位置制御が行われる。これにより、所定量の樹脂がキャビティ37内に充填される。ここで、前記所定量は、例えば、キャビティ37の型閉状態における容積の約100〜150〔%〕、望ましくは、約120〔%〕に相当する量である。なお、前記位置制御に代えて充填開始からの充填時間を制御する方法であってもよい。
【0046】
また、前記金型装置は固定金型24及び可動金型23から成り、型締装置によって前記可動金型23を進退させ、前記固定金型24に対して接離させることによって、型開閉、すなわち、型閉、型締及び型開を行うことができるようになっている。そして、前記型締装置は、固定金型24を保持する固定プラテン22及び可動金型23を保持する可動プラテン21を有し、該可動プラテン21を進退させる油圧シリンダ装置11を駆動することによって作動させられる。
【0047】
そして、前記射出装置30に対向して固定金型支持装置としての固定プラテン22が配設される。該固定プラテン22は、図示されない射出成形機のフレームに固定され、金型取付面に固定金型24が取り付けられている。さらに、前記固定プラテン22には、複数、例えば、四本のタイバー27の一端が固定されている。
【0048】
また、可動金型支持装置としての可動プラテン21は前記固定プラテン22と対向して配設され、前記タイバー27に沿って進退自在に配設される。さらに、前記可動プラテン21における前記固定プラテン22と対向する金型取付面に前記可動金型23が取り付けられる。
【0049】
そして、前記可動プラテン21の背面に対向して駆動源支持部材26が、前記タイバー27に位置調整可能に取り付けられる。ここで、前記駆動源支持部材26の背面(図における左側面)には、射出成形機の型締装置の駆動源として、油圧シリンダ装置11が取り付けられている。この場合、該油圧シリンダ装置11は、ヘッド側油圧室11a、ロッド側油圧室11b、ピストン11c及びロッド11dを有する。ここで、前記ヘッド側油圧室11a及びロッド側油圧室11bは、前記ピストン11cにおけるロッド11dの反対側及びロッド11dの側にそれぞれ配設される。また、前記ロッド11dは、駆動源支持部材26に形成された貫通孔に挿入され、その端部が前記可動プラテン21に接続されている。
【0050】
なお、本実施の形態において、型締装置及び該型締装置の駆動源はいかなるものであってもよく、例えば、型締装置は、図4に示されるような直圧方式のものであってもよいし、トグルリンクを利用したトグル方式のものであってもよいし、リンク機構とシリンダ装置とを組み合わせた複合方式のものであってもよい。また、駆動源も図4に示されるような油圧シリンダ装置であってもよいし、電動モータとボールねじとを組み合わせたものであってもよい。
【0051】
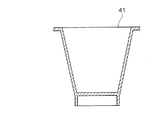
図5は本発明の第1の実施の形態における成形品の斜視図、図6は本発明の第1の実施の形態における成形品の断面図である。
【0052】
本実施の形態において、成形される成形品はいかなる形状のものであってもよいが、樹脂成形方法、樹脂成形用金型及び樹脂成形機は、図5及び6に示されるように、立体的な形状を有し側壁が薄肉化された深底凹状の容器のような形状を有する成形品41の成形に適用することができる点に特徴を有するものである。したがって、ここでは、立体的な形状を有し側壁が薄肉化された深底凹状の容器のような形状を有する成形品を成形する場合について説明する。
【0053】
なお、立体的な形状を有し側壁が薄肉化された深底凹状の容器のような形状を有する成形品としては、ゼリー、プリン等の食料品の容器、カップ、コンテナ、容器のキャップ、中空成形(ブロー成形)に使用される予備成形品(パリソン又はプリフォーム)等である。そして、本実施の形態において成形される成形品は、例えば、深さが10〔mm〕以上であり、側壁の厚さが0.2〜3〔mm〕程度のものであり、通常は、1〔mm〕前後のものである。
【0054】
また、本実施の形態において成形される成形品の材質もいかなる材質であってもよいが、本実施の形態における樹脂成形方法、樹脂成形用金型及び樹脂成形機は、高粘度の樹脂による成形品を短時間に高精度で成形することができる点に特徴を有するものである。したがって、ここでは、高粘度の樹脂による成形品を成形する場合について説明する。なお、高粘度の樹脂とは、熱可塑性樹脂の中で溶融粘度が3600ポアズ以上、又は、メルトインデックスが30以下、又は、数平均分子量が24000以上の樹脂であり、例えば、PET(ポリエチレンテレフタレート)、PC(ポリカーボネイト)、PMMA(ポリメタクリル酸メチル)、HDPE(高密度ポリエチレン)、AS(スチレン/アクリロニトリル)等である。
【0055】
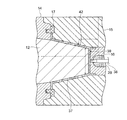
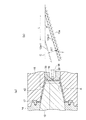
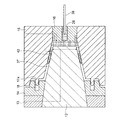
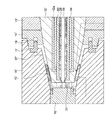
図1は本発明の第1の実施の形態における金型装置の構成を示す断面図である。
【0056】
図において、12は可動プラテン21の金型取付面に取り付けられた可動金型23の金型コア、13は該金型コア12を取り付けるためのコア押板、及び、14は該コア押板13に取り付けられたストリッパプレートである。また、15は固定プラテン22の金型取付面に取り付けられた固定金型24のキャビティ型板であり、16は該キャビティ型板15の内部に嵌(は)め込まれたゲートブロックである。そして、図に示されるように、型閉した状態において、前記金型コア12及びストリッパプレート14と、キャビティ型板15及びゲートブロック16との間に前記成形品41の形状を有するキャビティ37が形成される。
【0057】
また、前記固定プラテン22には、加熱シリンダ31の前端に配設された射出ノズル32(図4)から射出された樹脂の流通するスプルー等の樹脂流路28が形成され、ゲートブロック16には、前記キャビティ37の内部と樹脂流路28とを連通するゲート孔39が形成されている。これにより、前記射出ノズル32から射出された溶融樹脂がキャビティ37内に充填されるようになっている。なお、前記樹脂流路28はホットランナである。また、加熱装置を備えているホットランナであってもよい。
【0058】
ここで、前記ストリッパプレート14とキャビティ型板15とが互いに接触する面、すなわち、可動金型23及び固定金型24のパーティング面には、インロウ結合するように、凹凸が形成されている。これにより、キャビティ37内に充填された溶融樹脂が前記パーティング面の隙間から漏れ出してバリが発生してしまうことが防止される。
【0059】
さらに、キャビティ型板15のパーティング面には、インサートリング17が、ボルト、皿ねじ等の固定手段によって着脱自在に固定されている。そして、前記インサートリング17は、キャビティ型板15のパーティング面に固定される基部と前記ストリッパプレート14のパーティング面に向かって突出する突出部とから成り、断面L字形状を有している。なお、前記キャビティ型板15のパーティング面には、図に示されるように、溝が形成され、該溝に前記インサートリング17の基部が収納されるようになっていることが望ましい。
【0060】
また、前記ストリッパプレート14のパーティング面には、リング状の凹溝であるインサートリング収納溝18が形成され、図に示されるように、該インサートリング収納溝18に前記インサートリング17の突出部が嵌(かん)合するようになっている。そして、前記インサートリング17及びインサートリング収納溝18は、前記可動金型23及び固定金型24のパーティング面に形成された凹凸と同様に、キャビティ37内に充填された溶融樹脂が前記パーティング面の隙間から漏れ出してバリが発生してしまうことを防止する。
【0061】
なお、前記ストリッパプレート14のパーティング面にインサートリング17を固定し、キャビティ型板15のパーティング面にインサートリング収納溝18を形成するようにしてもよい。
【0062】
ここで、前記インサートリング17は、ストリッパプレート14及びキャビティ型板15の材質よりも軟質の材質から成ることが望ましい。この場合、金型装置を長期間に亘り使用すると、前記ストリッパプレート14及びキャビティ型板15は摩耗せず、専らインサートリング17が摩耗することとなるが、該インサートリング17は、ボルト、皿ねじ等の固定手段によって着脱自在に固定されているので、容易に交換することができる。
【0063】
そして、前記金型コア12及びコア押板13の内部には、一端がキャビティ37に連通し、他端がコア押板13の外壁に連通する加圧流体流路として機能するエジェクト用流路35が形成される。該エジェクト用流路35の前記他端は、コンプレッサ、アキュムレータ等の図示されない加圧流体供給源に接続され、該加圧流体供給源から供給される加圧空気等の加圧流体が、キャビティ37内に供給されるようになっている。これにより、型開の際に成形品41が金型コア12に付着した場合であっても、前記エジェクト用流路35を通して加圧流体を供給することによって、前記成形品41を金型コア12から取り外すことができる。
【0064】
また、前記キャビティ型板15及びゲートブロック16の内部には、前記エジェクト用流路35と同様に加圧流体流路として機能するベンチレーション用流路36が形成されている。そして、前記加圧流体供給源から供給される加圧空気等の加圧流体が、ベンチレーション用流路36を通ってキャビティ37内に供給されるようになっているので、型開の際に成形品41がキャビティ型板15に付着した場合であっても、前記ベンチレーション用流路36を通して加圧流体を供給することによって、前記成形品41をキャビティ型板15から取り外すことができる。
【0065】
さらに、図1においては、前記樹脂流路28にゲートピンとしてのバルブゲートピン38が進入した状態が示されている。ここで、該バルブゲートピン38は、その基部が固定プラテン22の図示されない支持部材に取り付けられている駆動機構としての空圧シリンダ装置73のピストン72に取り付けられ、金型装置の開閉方向、すなわち、図1における横方向に移動させられる。ここで、前記空圧シリンダ装置73は、ピストン72の両側にゲートピン側圧力室73a及び反ゲートピン側圧力室73bを備え、ゲートピン側管路74a及び反ゲートピン側管路74bを介して、前記ゲートピン側圧力室73a及び反ゲートピン側圧力室73bに供給される加圧流体としての加圧空気によって作動する。なお、該加圧空気は加圧流体供給源78から、切替弁77を介して、ゲートピン側圧力室73a及び反ゲートピン側圧力室73bに選択的に供給される。また、前記加圧流体供給源78は、加圧空気に代えて加圧油等の他の加圧流体を供給するものであってもよい。さらに、前記加圧流体供給源78は、エジェクト用流路35に加圧流体を供給する加圧流体供給源と共通のものであってもよい。
【0066】
なお、図1に示される状態においては、バルブゲートピン38の先端がゲート孔39内に進入して該ゲート孔39を閉塞し、空圧シリンダ装置73は所定の力でバルブゲートピン38をゲート孔39の方向に押し付け続ける保圧状態となっている。一方、バルブゲートピン38の先端は、キャビティ37内の樹脂の圧力によって、前記バルブゲートピン38を空圧シリンダ装置73の方向に押し付ける力を受けている。そして、前記反ゲートピン側管路74bにはシーケンス弁75及び逆止弁76が接続されており、キャビティ37内の樹脂の圧力が所定値以上となり、ピストン72を介して反ゲートピン側圧力室73b内の圧力が所定値以上となるとシーケンス弁75を開放する。これにより、ピストン72が移動し、バルブゲートピン38が空圧シリンダ装置73の方向に移動してゲート孔39を開放する。
【0067】
すなわち、キャビティ37内の樹脂は、圧力が所定値以上になると、バルブゲートピン38をゲート孔39の方向に押し付ける力に打ち勝って、バルブゲートピン38を空圧シリンダ装置73の方向に移動させる。これにより、バルブゲートピン38がゲート孔39を開放するので、樹脂がキャビティ37から樹脂流路28に漏れ出し、キャビティ37内の樹脂の圧力が低下する。そして、該樹脂の圧力が所定値未満になると、バルブゲートピン38をゲート孔39の方向に押し付ける力が樹脂の圧力に打ち勝つので、バルブゲートピン38の先端がゲート孔39を再び閉塞する。このように、前記バルブゲートピン38は、キャビティ37内の樹脂の圧力を所定値未満に維持する定圧弁、又は、リリーフ弁として機能する。
【0068】
しかし、キャビティ37内の樹脂の圧力が所定値以上にならない限り、バルブゲートピン38の先端はゲート孔39内に進入して該ゲート孔39を閉塞した状態を維持する。そのため、キャビティ37内に充填された溶融樹脂は、加圧され圧縮されても、前記ゲート孔39から漏れ出すことがない。
【0069】
次に、前記構成の成形機の動作について説明する。
【0070】
図7は本発明の第1の実施の形態における金型装置の断面図であり型開された状態を示す第1の図、図8は本発明の第1の実施の形態における金型装置の断面図であり溶融樹脂が充填される状態を示す図、図9は本発明の第1の実施の形態における金型装置の断面図であり型閉された状態を示す図、図10は本発明の第1の実施の形態における金型装置の型閉工程の動作を示す図、図11は本発明の第1の実施の形態における金型装置の断面図であり型開された状態を示す第2の図、図12は本発明の第1の実施の形態における金型装置の断面図であり成形品を取り出す状態を示す第1の図、図13は本発明の第1の実施の形態における金型装置の断面図であり成形品を取り出す状態を示す第2の図である。
【0071】
まず、成形を開始する前には、油圧シリンダ装置11のピストン11c及びロッド11dが後退(図4における左方向に移動)した状態になっているので、金型装置は、図7に示されるように、型開された状態になっている。また、バルブゲートピン38の先端がゲート孔39内に進入して該ゲート孔39を閉塞した状態になっている。
【0072】
続いて、型閉工程が開始されると、前記油圧シリンダ装置11が駆動してピストン11c及びロッド11dが前進(図4における右方向に移動)し、可動プラテン21が前進させられる。これにより、可動金型23が固定金型24に接近する。そして、図8に示されるように、ストリッパプレート14のパーティング面とキャビティ型板15のパーティング面との間隔が寸法bになった時点で、前記油圧シリンダ装置11が停止し、型閉工程が一時中断される。ここで、前記寸法bは、樹脂の圧縮量であり、成形品41の側壁の肉厚の3〜100倍程度であり、通常は、1〜15〔mm〕程度の寸法である。なお、前記圧縮量は、成形品41の側壁の肉厚及び樹脂としての溶融樹脂42の粘度に基づいて決定される。ここで、前記成形品41の肉厚が1.5〜3.0〔mm〕の場合、前記圧縮量を3〜10倍とし、前記成形品41の肉厚が0.2〜1.5〔mm〕の場合、前記圧縮量を10〜100倍とすることが望ましい。
【0073】
そして、図8に示されるように、ストリッパプレート14のパーティング面とキャビティ型板15のパーティング面とが開いた状態で、バルブゲートピン38が空圧シリンダ装置73の方向に移動し、すなわち、後退し、バルブゲートピン38がゲート孔39を開放する。続いて、加熱シリンダ31の前端に配設された射出ノズル32から射出された溶融樹脂42が、樹脂流路28を通って型開状態における金型コア12とゲートブロック16との間のキャビティ37内に充填される。そして、所定量の溶融樹脂42がキャビティ37内に充填されると、バルブゲートピン38が前進して、該バルブゲートピン38の先端がゲート孔39に進入して該ゲート孔39を閉塞する。
【0074】
この場合、金型装置の開閉方向に対してほぼ垂直な底部のすべてには溶融樹脂42が充填されるが、金型装置の開閉方向に対して傾斜する側壁部のゲート孔39から離れた部分には溶融樹脂42が充填されていない。すなわち、本実施の形態において、所定量の溶融樹脂42の充填完了時に、前記側壁部の少なくとも一部には溶融樹脂42が充填されていないようになっている。
【0075】
ここで、図8に示されるように前記底部の容積が比較的大きいので、前記溶融樹脂42は、金型コア12とゲートブロック16との間のキャビティ37内において、主として前記底部に留まっている。また、型閉工程が一時中断される時間は極めて短くなっている。そのため、型閉工程が一時中断されている間、ストリッパプレート14のパーティング面とキャビティ型板15のパーティング面との間から外部に漏れ出すようなことがない。なお、型閉工程が一時中断される時間をできる限り短くするために、溶融樹脂42の充填速度をできる限り高くすることが望ましい。また、前記型閉工程での一時中断をなくしても良い。これにより、1ショットの成形時間を短縮することができ、成形機のスループットを向上させることができる。
【0076】
続いて、前記油圧シリンダ装置11が駆動を再開して可動金型23が固定金型24に向けて前進し、型閉工程が再開される。なお、前記溶融樹脂42の充填は、再開された型閉工程中に継続されていてもよい。また、再開された型閉工程は、溶融樹脂42を圧縮するコンプレッション工程である。これにより、溶融樹脂42の充填速度を高くすることができない場合であっても、1ショットの成形時間を短縮することができ、成形機のスループットを向上させることができる。
【0077】
そして、型閉が行われることによって、金型コア12とゲートブロック16との間のキャビティ37内において、主として前記底部に留まっていた溶融樹脂42は、該キャビティ37が狭められるので、加圧されてキャビティ37内を図における左方へ移動し、前記側壁部のゲート孔39から離れた部分にも充填され、該キャビティ37の全体に行き渡る。この場合、型閉によって、インサートリング17の突出部がストリッパプレート14のパーティング面に形成されたインサートリング収納溝18に嵌合するので、前記溶融樹脂42は、インサートリング17によって遮られ、可動金型23及び固定金型24のパーティング面の隙間から漏れ出すことがない。
【0078】
続いて、型閉が終了した後も、前記油圧シリンダ装置11によって可動金型23が固定金型24に押し付けられ、型締が行われる。なお、型締工程においては、ゲートブロック16に形成されたゲート孔39がバルブゲートピン38によって塞(ふさ)がれている。このように、溶融樹脂42は、型締工程において圧縮されるので、キャビティ37の全体に万遍なく行き渡るだけでなく、内部における圧力分布が均等になり、樹脂の分子の配向が改善され、金型表面の転写性が向上し、樹脂のひけが防止され、残留応力が低減し、変形が防止される。
【0079】
ここで、可動金型23が固定金型24に向けて前進する型閉工程において、金型装置の開閉方向に対して傾斜する側壁部での溶融樹脂42の流れについて説明する。図10(a)には図9と同様の図が示され、図10(b)には図10(a)における円Aで示される側壁部の部分が拡大されて示されている。型閉工程においては可動金型23が固定金型24に接近するので、金型コア12の表面とキャビティ型板15の表面とが相対的に接近する。
【0080】
この場合、型閉工程の初期の段階において金型コア12の表面は12a−1で示される位置にある。なお、キャビティ型板15の表面の位置は15aで示されている。なお、前記側壁部の金型装置の開閉方向に対する傾斜角はθである。また、型閉工程終了時において金型コア12の表面は12a−2で示される位置にまで移動する。これにより、型閉工程終了時における型コア12の表面とキャビティ型板15の表面との間隔Tよりも、型閉工程の初期の段階における型コア12の表面とキャビティ型板15の表面との間隔のほうがΔTだけ広いことが分かる。なお、ΔTは型閉のストロークLにsinθを乗じた値である。例えば、θが4度である場合、Lが3〔mm〕であるとΔTは0.2〔mm〕、Lが6〔mm〕であるとΔTは0.4〔mm〕、Lが10〔mm〕であるとΔTは0.7〔mm〕、Lが15〔mm〕であるとΔTは1〔mm〕となる。
【0081】
本実施の形態においては、前述されたように型閉工程終了前にキャビティ37内への所定量の樹脂の充填を完了するようになっているので、前記側壁部における型コア12の表面とキャビティ型板15の表面との間隔が型閉工程終了時の間隔TよりもΔTだけ広い時点で溶融樹脂42が流動することが分かる。そのため、側壁部が金型装置の開閉方向に対して傾斜している場合、前記側壁部における型コア12の表面とキャビティ型板15の表面との間隔が狭くても、溶融樹脂42の流動が前記間隔が広い際に行われるので、溶融樹脂42はスムーズに流動し、側壁部の全体に充填される。したがって、図8に示されるように、キャビティ37内への所定量の樹脂の充填が完了した時点で、前記側壁部のゲート孔39から離れた部分に溶融樹脂42が充填されていなくても、型閉工程終了時には、前記側壁部のゲート孔39から離れた部分にも図9に示されるように、溶融樹脂42が充填される。
【0082】
このように、側壁部が金型装置の開閉方向に対して傾斜しているので、くさび効果が発生して、溶融樹脂42がキャビティ37の全体に万遍なく行き渡る。そのため、内部における圧力分布が均等になり、樹脂の分子の配向が改善され、樹脂の光学特性が向上し、金型表面の転写性が向上し、ウェルドラインが低減し、樹脂のひけが防止され、残留応力が低減し、変形が防止される。
【0083】
続いて、前記溶融樹脂42がある程度冷却されて固化し、成形品41が形成されると、型開が行われ、図11に示されるように、可動金型23と固定金型24とが開いた状態となる。なお、型開が行われる直前には、ベンチレーション用流路36から加圧流体がキャビティ37内に供給される。
【0084】
続いて、成形品41の取り出しが行われるが、図11に示されるように、前記成形品41が金型コア12の外面に付着している場合、ストリッパプレート14が金型コア12に対して相対的に前進させられ、また、エジェクト用流路35から加圧流体がキャビティ37内に供給される。これにより、図12に示されるように、成形品41は金型コア12から離れて落下する。なお、落下することにより、成形品41が損傷する恐れがある場合には、図示されない成形品取り出し機を使用して、成形品41を落下させることなく、金型コア12から取り外すこともできる。
【0085】
また、図13に示されるように、前記成形品41がキャビティ型板15及びゲートブロック16の内面に付着している場合、ベンチレーション用流路36から加圧流体がキャビティ37内に供給される。これにより、成形品41は前記キャビティ型板15及びゲートブロック16の内面から離れて落下する。なお、図示されない成形品取り出し機を使用して、成形品41を落下させることなく、キャビティ型板15及びゲートブロック16の内面から取り出すこともできる。
【0086】
次に、成形機の動作シーケンスについて説明する。
【0087】
図14は本発明の第1の実施の形態における成形機の第1の動作シーケンスを示す図、図15は本発明の第1の実施の形態における成形機の第2の動作シーケンスを示す図、図16は本発明の第1の実施の形態における成形機の第3の動作シーケンスを示す図である。
【0088】
本実施の形態において、成形機の型締装置及び射出装置30は、第1の動作シーケンスにおいて、図14に示されるように作動する。まず、図14(a)は、型締装置により可動金型23に加えられる型締力の時間に対応した変化を示すものであり、横軸は時間を示し、縦軸は型締力の大きさを示している。また、図14(b)は、可動金型23の位置の時間に対応した変化を示すものであり、横軸は時間を示し、縦軸は可動金型23の位置を示している。なお、前記縦軸は可動金型23が前進するほど、すなわち、固定金型24に接近するほど数値が小さくなるように示されている。そして、図14(c)は、射出装置30のスクリュ33の位置の時間に対応した変化を示すものであり、横軸は時間を示し、縦軸はスクリュ33の位置を示している。なお、該縦軸はスクリュ33が前進するほど、すなわち、射出ノズル32に接近するほど数値が小さくなるように示されている。また、図14(a)〜(c)において、時間を示す横軸のスケールは共通である。
【0089】
図14に示されるように、金型装置が型開された状態において、型閉工程が開始されると、型締装置により加えられる型締力が上昇し、可動金型23が前進して固定金型24に接近する。そして、可動金型23が固定金型24に所定の距離にまで接近した時点、すなわち、ストリッパプレート14のパーティング面とキャビティ型板15のパーティング面との間隔が寸法bになった時点で、型締装置の作動が一時停止して、可動金型23の動きが一時停止する。
【0090】
この時点において、空圧シリンダ装置73が作動し、バルブゲートピン38が空圧シリンダ装置73の方向に移動させられる、すなわち、後退させられる。これにより、バルブゲートピン38がゲート孔39を開放する。そして、それまでスクリュ33が回転して溶融樹脂42の計量工程を継続していた射出装置30において、射出工程が開始され、スクリュ33が前進させられる。これにより、射出ノズル32から溶融樹脂42が射出され、キャビティ37内への溶融樹脂42の充填が開始される。
【0091】
この場合、前記スクリュ33を前進させる動きは 図示されない制御装置によって制御されるが、射出ノズル32から射出される溶融樹脂42又はキャビティ37内に充填される溶融樹脂42の圧力が所定値となるようにスクリュ33の進退を制御する複雑な圧力制御でなく、溶融樹脂42の圧力とは無関係に前進するスクリュ33の位置を制御する簡単な位置制御が行われる。これにより、所定量の溶融樹脂42がキャビティ37内に充填される。
【0092】
一方、該溶融樹脂42の充填が継続されている間に、前記型締装置が作動を再開し、型閉工程が再開される。そして、型閉工程が継続されている間に、溶融樹脂42の充填が完了する。すなわち、前記キャビティ37内へ、充填されるべきすべての量の溶融樹脂42が充填される。すると、空圧シリンダ装置73が作動し、バルブゲートピン38が前進して、該バルブゲートピン38の先端がゲート孔39に進入して該ゲート孔39を閉塞する。なお、溶融樹脂42の充填が完了した後には、前記スクリュ33はわずかに後退させられる。これにより、樹脂流路28内に残存する溶融樹脂42の量が減少するので、キャビティ37内の溶融樹脂42の圧力が所定値以上となり、バルブゲートピン38がゲート孔39を開放し、溶融樹脂42がキャビティ37から樹脂流路28に漏れ出した場合、漏れ出した溶融樹脂42は樹脂流路28内に収容される。
【0093】
続いて、ストリッパプレート14のパーティング面とキャビティ型板15のパーティング面とが接触して型閉工程が完了して、型締装置は型締力を増大させる。そして、前記型閉工程により、キャビティ37の容積が収縮され、該キャビティ37内の溶融樹脂42が加圧され圧縮される。そのため、該溶融樹脂42はキャビティ37の全体に行き渡り、キャビティ37全体に溶融樹脂42が充填された状態となる。さらに、型閉工程の後の型締工程によっても、キャビティ37内の溶融樹脂42が加圧され圧縮される。そのため、該溶融樹脂42はキャビティ37の全体に万遍なく行き渡り、キャビティ37内に溶融樹脂42が完全に充填された状態となる。この場合、可動金型23はわずかに前進する。
【0094】
そして、前記型締装置は増大させた型締力を維持し、高圧型締が行われる。なお、高圧型締において、可動金型23は前進せず停止している。これにより、溶融樹脂42は、圧縮力を受けるので、内部における圧力分布が均等になり、樹脂の分子の配向が改善され、樹脂の光学特性が向上し、金型表面の転写性が向上し、ウェルドラインが低減し、樹脂のひけが防止され、残留応力が低減し、変形が防止される。また、キャビティ37内の溶融樹脂42の圧力が所定値以上になると、バルブゲートピン38がゲート孔39を開放し、溶融樹脂42がキャビティ37から樹脂流路28に漏れ出すようになっているので、金型装置や型締装置が損傷することもない。
【0095】
ここで、図15に示されるように、溶融樹脂42を型閉工程の一時停止中に充填する場合について第2の動作シーケンスで作動する。なお、図15(a)〜(c)は、図14(a)〜(c)と同様に、型締装置により可動金型23に加えられる型締力の時間に対応した変化、可動金型23の位置の時間に対応した変化、及び、射出装置30のスクリュ33の位置の時間に対応した変化をそれぞれ示している。
【0096】
第2の動作シーケンスにおいて、型閉工程が開始されてから、可動金型23の動きが一時停止し、キャビティ37内への溶融樹脂42の充填が開始されるまでの動作は、図14に示される第1の動作シーケンスと同様である。しかし、第2の動作シーケンスにおいては、溶融樹脂42の充填が完了した時点で、バルブゲートピン38の先端がゲート孔39に進入して該ゲート孔39が閉塞されるとともに、型締装置が作動を再開し、型閉工程が再開されるようになっている。
【0097】
なお、型閉工程が完了した後の動作は、第1の動作シーケンスの場合と同様であるので、説明を省略する。
【0098】
ここで、図16に示されるように、型閉工程中に一時停止を行わないで溶融樹脂42を充填する場合について第3の動作シーケンスで作動する。なお、図16(a)〜(c)は、図14(a)〜(c)と同様に、型締装置により可動金型23に加えられる型締力の時間に対応した変化、可動金型23の位置の時間に対応した変化、及び、射出装置30のスクリュ33の位置の時間に対応した変化をそれぞれ示している。
【0099】
第3の動作シーケンスにおいて、型閉工程が開始されてから型閉工程が完了するまでの間、型閉工程を一時停止させないで行う。そして、型閉工程の間に、溶融樹脂42の充填を完了させ、溶融樹脂42の充填が完了すると、バルブケートピン38の先端がゲート孔39に進入して該ゲート孔39が閉塞される。
【0100】
なお、型閉工程が完了した後の動作は、第1の動作シーケンスの場合と同様であるので、説明を省略する。
【0101】
次に、実験結果について説明する。
【0102】
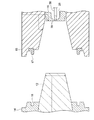
図17は本発明の第1の実施の形態における成形品の形状及び寸法を示す図、図18は本発明の第1の実施の形態における樹脂の圧縮量と流動長及び成形品高さとの関係を示すグラフである。
【0103】
本発明の発明者は、本実施の形態における樹脂成形方法、樹脂成形用金型及び樹脂成形機によって、図17に示されるような形状及び寸法を有する成形品45を成形する実験を実施した。ここで、該成形品45は、円形開口を有する底の深い容器であり、樹脂はHDPEである。なお、該樹脂は、JIS(K6922)に規定されたメルトインデクサーによる計測値としてのMFRが0.06〔g/10min〕の粘度、すなわち、流動特性を有するものである。ここで、実験に使用された金型装置は、前記成形品45の形状及び寸法に対応する形状のキャビティ37を有するものであり、最大40〔トン〕の型締力が加えられる。また、実験においては前記第2の動作シーケンスに従って射出成形機を動作させた。
【0104】
そして、前記成形品45を成形する場合に、樹脂の圧縮量を変化させて成形した実験結果が図18に示されている。図において横軸は樹脂の圧縮量〔mm〕であり、縦軸は樹脂の流動長〔mm〕及び成形された成形品の高さ〔mm〕である。ここで、圧縮量は、キャビティ37内への溶融樹脂42の充填が開始される時点、すなわち、可動金型23の動きが一時停止している時点におけるストリッパプレート14のパーティング面とキャビティ型板15のパーティング面との距離である。また、流動長は、キャビティ37内を溶融樹脂42が流動した距離の最大長であり、具体的には、図1に示されるようなキャビティ37の断面において、ゲート孔39から最も奥(図1における左側)にまで到達した溶融樹脂42の先端までの長さ寸法である。さらに、成形品の高さは、成形された成形品45の高さ寸法である。
【0105】
実験においては、前記樹脂の圧縮量を変化させて成形し、その時の樹脂の流動長及び成形された成形品45の高さ寸法を計測してプロットし、図18に示されるようなグラフを作成した。該グラフから、圧縮量が小さいと、キャビティ37内に充填された溶融樹脂42がキャビティ37の奥にまで到達せず、成形品45の高さ寸法が短くなってしまうことが分かる。そして、圧縮量を増加させると、前記溶融樹脂42がキャビティ37のより奥にまで到達するようになり、前記圧縮量が8〔mm〕以上となると、前記溶融樹脂42がキャビティ37の最奥部、すなわち、インサートリング17にまで到達する。また、成形品45の高さ寸法も、圧縮量を増加させると増加し、前記圧縮量が8〔mm〕以上となると、所定の高さ、すなわち、49.5〔mm〕となることが分かる。なお、前記圧縮量が10〔mm〕となった時に成形品45にバリが発生したことが確認された。
【0106】
このことから、圧縮量が少なすぎると、溶融樹脂42がキャビティ37の狭隘(あい)部分を通過することができないので、キャビティ37の最奥部に位置するインサートリング17にまで到達することができないことが分かる。この場合、図17から分かるように、成形品45の側壁部分の肉厚が0.35〔mm〕なので、前記キャビティ37の狭隘部分も0.35〔mm〕程度の隙間しかない。そのため、圧縮量が少なすぎると計量分の樹脂が射出されないのと、型閉工程により、キャビティ37の容積がほとんど収縮されないので、該キャビティ37内の溶融樹脂42が十分に加圧され圧縮されることがない。そのため、該溶融樹脂42はキャビティ37の奥にまで到達することができなくなる。
【0107】
また、圧縮量が多すぎると、溶融樹脂42がインサートリング17の突出部とインサートリング収納溝18との間に進入し、さらに、前記インサートリング17の外側に位置するストリッパプレート14のパーティング面とキャビティ型板15のパーティング面との隙間に進入してしまうことが分かる。なお、前記インサートリング17の形状を円形としたが、楕(だ)円又は多角形の形状であってもよい。
【0108】
このように、図17に示されるような形状及び寸法を有する成形品45を成形する場合には、圧縮量が8〜10〔mm〕程度、すなわち、成形品45の側壁部分の肉厚の22〜29倍程度が適切であることが分かる。
【0109】
なお、成形品45の側壁部分の肉厚がより小さな値である場合、キャビティ37において前記側壁部分に対応する狭隘部分の隙間もより狭くなり、溶融樹脂42が前記狭隘部分を通過するため必要な圧力はより大きくなる。したがって、成形品45の側壁部分の肉厚が小さな値である場合、圧縮量は成形品45の側壁部分の肉厚の100倍程度までの数値が適切である。一方、成形品45の側壁部分の肉厚が大きな値である場合、キャビティ37において前記側壁部分に対応する狭隘部分の隙間が広くなり、溶融樹脂42が前記狭隘部分を通過するため必要な圧力は小さくなる。したがって、成形品45の側壁部分の肉厚が大きな値である場合、圧縮量は成形品45の側壁部分の肉厚の3倍程度の数値が適切である。このことから、圧縮量は、成形品45の肉厚の3〜100倍程度が適切であることが分かる。
【0110】
このように、本実施の形態においては、可動金型23と固定金型24のパーティング面が互いに離れた状態でキャビティ37内に溶融樹脂42を充填し、その後、型閉及び型締を行うようになっている。
【0111】
そのため、型閉によってキャビティ37の容積が大きく収縮され、該キャビティ37内の溶融樹脂42は、大きな圧力を受けるので、粘度が高くても、キャビティ37において成形品41、45の側壁部分に対応する狭隘部分を通過して、キャビティ37の奥にまで到達する。そして、溶融樹脂42はキャビティ37の全体に万遍なく行き渡り、キャビティ37内に溶融樹脂42が完全に充填された状態となる。さらに、溶融樹脂42は、圧縮力を受けるので、内部における圧力分布が均等になり、樹脂の分子の配向が改善され、金型表面の転写性が向上し、樹脂のひけが防止され、残留応力が低減し、変形が防止される。
【0112】
したがって、立体的な形状を有し側壁が薄肉化された深底凹状の容器のような形状を有していても、高粘度の樹脂による成形品を短時間に高精度で成形することができる。
【0113】
また、成形品におけるゲートからの樹脂の流動長Lと成形品の肉厚Tとの流動長/肉厚比としてのL/Tを大きくすることができる。
【0114】
従来では、流動長/肉厚比としてのL/Tは、例えば、GPPS(ポリスチレン)で約200、HIPS(耐衝撃性ポリスチレン)で約220、PP(ポリプロピレン)で約240、HDPE(高密度ポリエチレン)で約140、LDPE(低密度ポリエチレン)で約160、PET(ポリエチレンテレフタレート)で約100が限界であった。該限界での成形では、成形された成形品の圧力分布、樹脂の分子の配向、樹脂のひけ等が悪いという問題があった。従来では、一般に流動長/肉厚比としてのL/Tを、例えば、GPPS(ポリスチレン)で約100、HIPS(耐衝撃性ポリスチレン)で約110、PP(ポリプロピレン)で約120、HDPE(高密度ポリエチレン)で約70、LDPE(低密度ポリエチレン)で約80、PET(ポリエチレンテレフタレート)で約50までの範囲で成形していた。
【0115】
本実施の形態においては、流動長/肉厚比としてのL/Tが、例えば、GPPS(ポリスチレン)で100〜400、HIPS(耐衝撃性ポリスチレン)で110〜400、PP(ポリプロピレン)で120〜400、HDPE(高密度ポリエチレン)で70〜300、LDPE(低密度ポリエチレン)で80〜300、PET(ポリエチレンテレフタレート)で50〜250であっても、成形された成形品の圧力分布、樹脂の分子の配向、樹脂のひけ等が問題なく成形することができる。特に、従来の成形方法では成形することができなかった流動長/肉厚比としてのL/Tが、例えば、GPPS(ポリスチレン)で200〜400、HIPS(耐衝撃性ポリスチレン)で220〜400、PP(ポリプロピレン)で240〜400、HDPE(高密度ポリエチレン)で140〜300、LDPE(低密度ポリエチレン)で160〜300、PET(ポリエチレンテレフタレート)で100〜250であっても成形することができる。
【0116】
次に、本発明の第2の実施の形態について説明する。なお、前記第1の実施の形態と同じ構成を有するもの及び同じ動作については、その説明を省略する。
【0117】
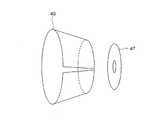
図19は本発明の第2の実施の形態におけるラベルの斜視図、図20は本発明の第2の実施の形態における金型装置の断面図であり型開された状態を示す図である。
【0118】
本実施の形態においては、図19に示されるようなラベル46、47を前記成形品41の成形と同時に貼(てん)着するインモールドラベリング(in−mold−labeling)を行う。この場合、前記ラベル46、47には文字、模様等があらかじめ印刷され、ラベル46は成形品41の側壁と同様の曲面を有し、ラベル47は成形品41の底面と同様の形状を有するが、射出ノズル32から射出された溶融樹脂42が通過する孔が形成されている。なお、前記ラベル46、47は、いずれか一方だけを使用してもよいが、ここでは、両方使用した場合について説明する。
【0119】
そして、成形を開始する前に、図20に示されるように、型開された状態の金型装置内に前記ラベル46、47を配設する。この場合、ラベル46はキャビティ型板15の内面に配設され、ラベル47はゲートブロック16の金型コア12との対向面に配設される。
【0120】
本実施の形態においては、キャビティ型板15及びゲートブロック16の内部には、一端がキャビティ型板15の内面及びゲートブロック16の金型コア12との対向面に連通し、他端がキャビティ型板15の外壁に連通するラベル吸引用流路48が形成されている。該ラベル吸引用流路48の前記他端は、真空ポンプ等の図示されない吸引装置に接続され、ラベル吸引用流路48の一端から空気を吸引するようになっている。これにより、図20に示されるように、ラベル46はキャビティ型板15の内面に吸引されて付着し、ラベル47はゲートブロック16の金型コア12との対向面に吸引されて付着する。なお、前記ラベル吸引用流路48は前記第1の実施の形態において説明したエジェクト用流路35と兼用することもできる。
【0121】
続いて、前記第1の実施の形態において説明したように、型閉、溶融樹脂42の充填、型締等が行われ、成形品41が成形される。これにより、ラベル46及びラベル47が一体的に貼着された図示されない成形品41を成形することができる。
【0122】
次に、本発明の第3の実施の形態について説明する。なお、前記第1の実施の形態と同じ構成を有するもの及び同じ動作については、その説明を省略する。
【0123】
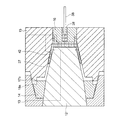
図21は本発明の第3の実施の形態における金型装置の断面図であり溶融樹脂が充填される状態を示す図である。
【0124】
本実施の形態においては、可動金型23のストリッパプレート14のパーティング面にインサートリング17の基部が、ボルト、皿ねじ等の固定手段によって着脱自在に固定されている。そして、前記インサートリング17の突出部はキャビティ型板15のパーティング面に向かって突出している。なお、前記ストリッパプレート14のパーティング面には、図に示されるように、溝が形成され、該溝に前記インサートリング17の基部が収納されるようになっていることが望ましい。
【0125】
また、前記キャビティ型板15のパーティング面には、リング状の凹溝であるインサートリング収納溝18が形成され、図に示されるように、該インサートリング収納溝18に前記インサートリング17の突出部が嵌合するようになっている。そして、前記インサートリング17及びインサートリング収納溝18は、前記可動金型23及び固定金型24のパーティング面に形成された凹凸と同様に、キャビティ37内に充填された溶融樹脂42が前記パーティング面の隙間から漏れ出してバリが発生してしまうことを防止するとともに、インサートリング17の内周面で成形品の前記鍔の端面を規制する役目も有する。
【0126】
次に、本発明の第4の実施の形態について説明する。なお、前記第1〜第3の実施の形態と同じ構成を有するもの及び同じ動作については、その説明を省略する。
【0127】
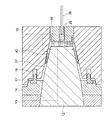
図22は本発明の第4の実施の形態における金型装置の断面図であり溶融樹脂が充填される状態を示す図である。
【0128】
本実施の形態においては、固定金型24のキャビティ型板15のパーティング面にリング状の突出部17aが一体的に形成されている。そして、前記リング状の突出部17aはストリッパプレート14のパーティング面に向かって突出している。
【0129】
また、前記ストリッパプレート14のパーティング面には、リング状の凹溝であるリング収納溝18が形成され、図に示されるように、該リング収納溝18に前記リング状の突出部17aが嵌合するようになっている。そして、前記リング状の突出部17a及びリング収納溝18は、前記可動金型23及び固定金型24のパーティング面に形成された凹凸と同様に、キャビティ37内に充填された溶融樹脂42が前記パーティング面の隙間から漏れ出してバリが発生してしまうことを防止するとともに、リング状の突出部17aの内周面で成形品の前記鍔の端面を規制する役目も有する。
【0130】
次に、本発明の第5の実施の形態について説明する。なお、前記第1〜第4の実施の形態と同じ構成を有するもの及び同じ動作については、その説明を省略する。
【0131】
図23は本発明の第5の実施の形態における金型装置の断面図であり溶融樹脂が充填される状態を示す図である。
【0132】
本実施の形態においては、固定金型24のキャビティ型板15のパーティング面における外縁部に凸部17bが一体的に形成されている。そして、該凸部17bはストリッパプレート14のパーティング面に向かって突出している。
【0133】
また、該ストリッパプレート14のパーティング面における外縁部には、凹部18aが形成され、図に示されるように、該凹部18aに前記凸部17bが嵌合するようになっている。そして、前記凸部17b及び凹部18aは、インロウ結合するので、キャビティ37内に充填された溶融樹脂42が前記パーティング面の隙間から漏れ出してバリが発生してしまうことを防止するとともに、凸部17bの内周面で成形品の前記鍔の端面を規制する役目も有する。
【0134】
次に、本発明の第6の実施の形態について説明する。なお、前記第1〜第5の実施の形態と同じ構成を有するもの及び同じ動作については、その説明を省略する。
【0135】
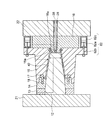
図24は本発明の第6の実施の形態における金型装置の断面図であり溶融樹脂が充填される状態を示す図である。
【0136】
本実施の形態においては、図19に示されるようなラベル46、47を前記成形品41の成形と同時に貼(てん)着するインモールドラベリング(in−mold−labeling)を行う。この場合、前記ラベル46、47には文字、模様等があらかじめ印刷され、ラベル46は成形品41の側壁と同様の曲面を有し、ラベル47は成形品41の底面と同様の形状を有するが、射出ノズル32から射出された溶融樹脂42が通過する孔が形成されている。なお、前記ラベル46、47は、いずれか一方だけを使用してもよいが、ここでは、両方使用した場合について説明する。
【0137】
そして、成形を開始する前に、図24に示されるように、型開された状態の金型装置内に前記ラベル46、47を配設する。この場合、ラベル46はキャビティ型板15の内面に配設され、ラベル47はゲートブロック16の金型コア12との対向面に配設される。
【0138】
本実施の形態においては、コア押板13とストリッパプレート14との間にばね81が配設され、前記コア押板13とストリッパプレート14との間隔を押し広げるようになっている。そして、前記ばね81の付勢力によって、ストリッパプレート14が固定金型24の方向に移動させられるので、型閉行程の比較的早い段階において、図24に示されるように、前記ストリッパプレート14のパーティング面がキャビティ型板15のパーティング面に接近する。これにより、キャビティ37内に装填されたラベル46は、ストリッパプレート14によってゲートブロック16方向に押されるので、キャビティ型板15の内面に吸引されて付着する。
【0139】
なお、キャビティ型板15及びゲートブロック16の内部には、一端がキャビティ型板15の内面及びゲートブロック16の金型コア12との対向面に連通し他端がキャビティ型板15の外壁に連通するラベル吸引用流路が形成されていてもよい。この場合、該ラベル吸引用流路の他端は、真空ポンプ等の吸引装置に接続され、ラベル吸引用流路の一端から空気を吸引する。この場合、ラベル46はキャビティ型板15の内面に吸引されて付着し、ラベル47はゲートブロック16の金型コア12との対向面に吸引されて付着する
続いて、前記第2の実施の形態において説明したように、型閉、溶融樹脂42の充填、型締等が行われ、成形品41が成形される。これにより、ラベル46及びラベル47が側壁及び底面に一体的に貼着された図示されない成形品41を成形することができる。
【0140】
次に、本発明の第7の実施の形態について説明する。なお、前記第1〜第6の実施の形態と同じ構成を有するもの及び同じ動作については、その説明を省略する。
【0141】
図25は本発明の第7の実施の形態における金型装置の断面図であり型閉された状態を示す図、図26は本発明の第7の実施の形態における金型装置の断面図であり型開された状態を示す図である。
【0142】
本実施の形態においては、固定プラテン22の金型取付面側にシリンダ装置82が配設され、キャビティ型板15を可動金型23の方向に移動させることができるようになっている。ここで、前記シリンダ装置82は、加圧空気又は加圧油によって作動させるものであり、固定プラテン22の金型取付面側に取り付けられたシリンダユニット82c、該シリンダユニット82c内に配設されたピストン82a、基部が該ピストン82aに固定され、先端がキャビティ型板15に固定されたピストンロッド82bを備える。そして、前記シリンダ装置82が作動していない場合、図25に示されるように、キャビティ型板15、ゲートブロック16及び固定プラテン22は互いに密着した状態になっている。
【0143】
ここで、前記キャビティ型板15及びゲートブロック16におけるキャビティ37を構成する面の互いに対向する位置には、アンダーカットとしての凹部15a及び凹部16aが、それぞれ、形成されている。そのため、成形品41には、図21に示されるように、金型装置の開閉方向に対して垂直な方向に突出するアンダーカットとしての凸部41aが形成される。
【0144】
そして、図25に示されるように型閉され、続いて型締されて、溶融樹脂42がある程度冷却されて固化し、成形品41が形成されると型開が行われる。この場合、前記シリンダ装置82が作動し、図26に示されるように、キャビティ型板15が可動金型23の方向に移動させられる。そのため、前記キャビティ型板15及びゲートブロック16におけるキャビティ37を構成する面の凹部15a及び凹部16aの位置が、金型装置の開閉方向に関してずれるので、成形品41の凸部41aは、成形品41自体が弾性変形することによって、前記凹部15a及び凹部16aに嵌まり込んだ状態から、滑らかに外れることができる。
【0145】
このように、本実施の形態においては、キャビティ型板15を金型装置の開閉方向に移動させることができるので、キャビティ型板15及びゲートブロック16におけるキャビティ37を構成する面にアンダーカットが形成されている場合であっても、成形品41に損傷を与えることなく、型開を行って成形品41を取り出すことができる。
【0146】
次に、本発明の第8の実施の形態について説明する。なお、前記第1〜第7の実施の形態と同じ構成を有するもの及び同じ動作については、その説明を省略する。
【0147】
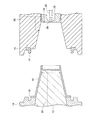
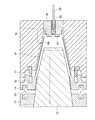
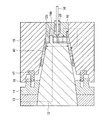
図27は本発明の第8の実施の形態における金型装置の断面図であり溶融樹脂が充填される状態を示す図である。
【0148】
本実施の形態において、12’は図示されない固定プラテンの金型取付面に取り付けられた固定金型24の金型コア、13’は該金型コア12’を取り付けるためのコア押板、及び、14’は該コア押板13’に取り付けられたストリッパプレートである。また、15’は図示されない可動プラテンの金型取付面に取り付けられた固定金型24のキャビティ型板であり、16’は該キャビティ型板15’の内部に嵌め込まれたゲートブロックである。そして、図に示されるように、型閉した状態において、前記金型コア12’及びストリッパプレート14’と、キャビティ型板15’及びゲートブロック16’との間に成形品の形状を有するキャビティ37’が形成される。また、金型コア12’には、加熱装置84を備えるホットランナ83が配設されるランナ孔12aが形成される。ここで、前記加熱装置84は、例えば、電気式ヒータから成り、樹脂流路28を流通する溶融樹脂42を加熱する。
【0149】
そして、型閉行程においては、図示されない射出ノズルから射出された溶融樹脂42が、樹脂流路28を通って型閉行程途中の状態における金型コア12’とゲートブロック16’との間のキャビティ37’内に充填される。そして、所定量の溶融樹脂42がキャビティ37’内に充填されると、バルブゲートピン38が前進して、図27に示されるように、バルブゲートピン38の先端がゲート孔39に進入して該ゲート孔39を閉塞する。
【0150】
この場合、金型装置の開閉方向に対してほぼ垂直な底部のすべてには溶融樹脂42が充填されるが、金型装置の開閉方向に対して傾斜する側壁部のゲート孔39から離れた部分には溶融樹脂42が充填されていない。すなわち、所定量の溶融樹脂42の充填完了時に、前記側壁部の少なくとも一部には溶融樹脂42が充填されていないようになっている。
【0151】
図27に示されるように、本実施の形態において、前記キャビティ37’は、前記底部が可動プラテン寄り(図における左方)に位置し、側壁部のゲート孔39から離れた部分は前記底部よりも固定プラテン寄り(図における右方)に位置している。そのため、前記ゲート孔39は成形品である容器の底部における内側の面に対応する位置となる。これにより、前記容器の底部における外側の面は、ゲート孔39の痕(こん)跡が残ることがなく、滑らかな面となるので、印刷等の方法によって模様のような装飾を施すことができる。
【0152】
次に、本発明の第9の実施の形態について説明する。なお、前記第1〜第8の実施の形態と同じ構成を有するもの及び同じ動作については、その説明を省略する。
【0153】
図28は本発明の第9の実施の形態における金型装置の断面図であり溶融樹脂が充填される状態を示す図である。
【0154】
本実施の形態においては、可動金型23の金型コア12における固定金型24のゲートブロック16と対向する面には、凸部12bが一体的に形成され、該凸部12bは前記ゲートブロック16に向かって突出している。また、前記ゲートブロック16における金型コア12と対向する面には、凹部16bが形成され、該凹部16bに前記凸部12bが嵌合するようになっている。なお、前記凸部12b及び凹部16bの数は、単数であっても複数であってもよい。
【0155】
これにより、成形品である容器の底部には、前記凸部12bに対応する位置に貫通孔が形成される。そのため、本実施の形態は、植木鉢のように、底部に貫通孔を備える容器の成形に適している。
【0156】
なお、前記の実施の形態においては、型締装置を油圧式で説明したが電動の型締装置の方が望ましい。また、可動プラテンが横方向(水平方向)に移動する横置型の射出成形機について説明したが、本発明の樹脂成形方法、樹脂成形用金型及び樹脂成形機は、可動プラテンが縦方向(垂直方向)に移動する縦置型の射出成形機にも適用することができる。さらに、本発明の樹脂成形方法、樹脂成形用金型及び樹脂成形機は、射出成形機の他に、ダイキャストマシーン、IJ封止プレス等の成形機にも適用することができる。
【0157】
また、本発明は前記実施の形態に限定されるものではなく、本発明の趣旨に基づいて種々変形させることが可能であり、それらを本発明の範囲から排除するものではない。
【0158】
例えば、本発明は、可動金型のパーティング面と固定金型のパーティング面とが互いに離れた状態でキャビティ内に高粘度の樹脂を充填し、成形品の肉厚の3〜100倍に等しい圧縮量だけ前記可動金型を前進させ、該可動金型のパーティング面を前記固定金型のパーティング面に押し付けて前記成形品を成形することを特徴とする樹脂成形方法を含むものである。
【0159】
また、前記成形品の肉厚が1.5〜3.0〔mm〕の場合、前記圧縮量を3〜10倍とし、前記成形品の肉厚が0.2〜1.5〔mm〕の場合、前記圧縮量を10〜100倍とする前記樹脂成形方法を含むものである。
【0160】
また、前記成形品は、側壁が薄肉化された深底凹状の容器形状を有する前記樹脂成形方法を含むものである。
【0161】
また、前記樹脂は、熱可塑性樹脂の中で溶融粘度が3600ポアズ以上、又は、メルトインデックスが30以下、又は、数平均分子量が24000以上の樹脂である前記樹脂成形方法を含むものである。
【0162】
また、前記圧縮量は、前記側壁の肉厚及び前記樹脂の粘度に基づいて決定される前記樹脂成形方法を含むものである。
【0163】
また、前記可動金型を前進させる際に、前記固定金型に形成されたゲート孔をゲートピンで塞ぐ前記樹脂成形方法を含むものである。
【0164】
【発明の効果】
以上詳細に説明したように、本発明によれば、樹脂成形方法においては、金型装置の型閉工程終了前に前記金型装置のキャビティ内への樹脂の充填を開始し、前記型閉工程終了前に前記所定量の樹脂の充填を完了し、前記型閉工程終了後に前記金型装置の型締工程を行い成形品を成形する。
【0165】
この場合、型閉によってキャビティの容積が大きく収縮され、該キャビティ内の樹脂は、大きな圧力を受けるので、粘度が高くても、キャビティの奥にまで到達する。そして、樹脂はキャビティの全体に万遍なく行き渡り、キャビティ内に樹脂が完全に充填された状態となる。また、樹脂は、圧縮力を受けるので、内部における圧力分布が均等になり、樹脂の分子の配向が改善され、金型表面の転写性が向上し、樹脂のひけが防止され、残留応力が低減し、変形が防止される。
【0166】
したがって、立体的な形状を有し側壁が薄肉化された深底凹状の容器のような形状を有する成形品であっても、高粘度の樹脂による成形品を短時間に高精度で成形することができる。
【0167】
さらに、型閉工程終了前に所定量の樹脂の充填を完了するので、樹脂の充填圧を制御する必要がない。そのため、樹脂の充填圧とは無関係に射出装置のスクリュ位置を制御することができ、射出装置の制御が容易になる。
【0168】
他の樹脂成形方法においては、さらに、前記金型装置はゲートピンによって閉塞されるゲート孔を備え、前記ゲートピンは前記樹脂の充填完了後に前記ゲート孔を閉塞する。
【0169】
この場合、型閉によってキャビティ内の樹脂に圧力を加えても、圧力が大きくなる型閉工程終了時にはゲートピンによってゲート孔が閉塞されているので、樹脂が射出装置の方へ逆流することがない。
【0170】
更に他の樹脂成形方法においては、さらに、前記ゲートピンは、前記型締工程時に前記ゲート孔を閉塞している。
【0171】
この場合、型締によってキャビティ内の樹脂に大きな圧力を加えても、ゲートピンによってゲート孔が閉塞されているので、樹脂が射出装置の方へ逆流することがない。
【0172】
更に他の樹脂成形方法においては、さらに、前記ゲートピンは、前記ゲート孔を閉塞している時であっても、前記キャビティ内の樹脂の圧力が所定値以上になると前記ゲート孔を開放する。
【0173】
この場合、金型装置や型締装置が損傷することがない。
【0174】
更に他の樹脂成形方法においては、さらに、前記スクリュを前進させて前記所定量の樹脂を充填し、該所定量の樹脂の充填完了後に前記スクリュを後退させる。
【0175】
この場合、樹脂流路内に残存する樹脂の量が減少するので、キャビティ内の樹脂の圧力が所定値以上となり、ゲートピンがゲート孔を開放し、樹脂がキャビティから樹脂流路に漏れ出しても、漏れ出した樹脂は樹脂流路内に収容される。
【0176】
更に他の樹脂成形方法においては、さらに、前記所定量は、前記キャビティの型閉状態における容積の100〜150〔%〕に相当する。
【0177】
この場合、樹脂はキャビティの全体に万遍なく行き渡り、キャビティ内に樹脂が完全に充填された状態となる。
【0178】
更に他の樹脂成形方法においては、さらに、前記キャビティは、型閉状態において、前記金型装置の開閉方向に対してほぼ垂直な底部及び前記開閉方向に対して傾斜する薄肉化された側壁部を備える。
【0179】
この場合、側壁部が金型装置の開閉方向に対して傾斜しているので、くさび効果が発生して、樹脂がキャビティの全体に万遍なく行き渡る。
【0180】
更に他の樹脂成形方法においては、さらに、前記所定量の樹脂の充填完了時に、前記側壁部の少なくとも一部には前記樹脂が充填されていない。
【0181】
この場合、キャビティ内に充填された樹脂が金型装置のパーティング面の隙間から漏れ出すことがないので、バリが発生してしまうことがない。
【0182】
樹脂成形用金型においては、パーティング面を備える固定金型と、該固定金型のパーティング面に押し付けられて密着するパーティング面を備え、前記固定金型に対して前進する可動金型と、前記パーティング面の一方に固定される基部及び突出部を備えるインサートリングと、前記パーティング面の他方に形成され、前記インサートリングの突出部を収納するリング状の凹溝とを有する。
【0183】
この場合、キャビティ内に充填された溶融樹脂が前記パーティング面の隙間から漏れ出すことがないので、バリが発生してしまうことがない。
【0184】
他の樹脂成形用金型においては、さらに、前記インサートリングは、前記固定金型及び可動金型の材質よりも軟質の材質から成る。
【0185】
この場合、前記固定金型及び可動金型は摩耗せず、専らインサートリングが摩耗することとなるが、該インサートリングは、容易に交換することができる。
【0186】
他の樹脂成形用金型においては、さらに、前記金型に形成されたゲート孔を閉塞するゲートピンを有する。
【0187】
この場合、型締によってキャビティ内の樹脂に大きな圧力を加えても、ゲートピンによってゲート孔が閉塞されているので、樹脂が射出装置の方へ逆流することがない。
【0188】
樹脂成形品においては、前記樹脂成形方法により成形された。
【0189】
この場合、内部における圧力分布が均等で、樹脂の分子の配向が良好で、金型表面が良好に転写され、樹脂のひけがなく、残留応力が低く、変形していない樹脂成形品を得ることができる。
【0190】
他の樹脂成形品においては、射出成形機により成形された薄肉化された凹状の容器であり、肉厚が0.2〜0.3〔mm〕である。
【0191】
この場合、薄肉化された高精度の容器を短時間で得ることができる。
【0192】
更に他の樹脂成形品においては、凹状の容器である樹脂成形品であって、前記容器のL/T(L:成形品におけるゲートからの樹脂の流動長、T:成形品の肉厚)は、樹脂がポリスチレンである場合100〜400、樹脂が耐衝撃性ポリスチレンである場合110〜400、樹脂がポリプロピレンである場合120〜400、樹脂が高密度ポリエチレンである場合70〜300、樹脂が低密度ポリエチレンである場合80〜300、樹脂がポリエチレンテレフタレートである場合50〜250である。
【0193】
この場合、立体的な形状を有し、薄肉化された高精度の容器を得ることができる。
【0194】
樹脂成形方法においては、金型装置の型閉工程終了前に、型閉状態において、前記金型装置の開閉方向に対してほぼ垂直な底部及び前記開閉方向に対して傾斜する薄肉化された側壁部を備えるキャビティ内への樹脂の充填を開始し、前記型閉工程終了前に、前記側壁部の少なくとも一部には前記樹脂が充填されていない状態で、前記キャビティ内への所定量の樹脂の充填を完了し、前記型閉工程終了後に、前記金型装置の型締工程を行い成形品を成形する。
【0195】
この場合、型閉によってキャビティの容積が大きく収縮され、該キャビティ内の樹脂は、大きな圧力を受けるので、粘度が高くても、キャビティの奥にまで到達する。そして、側壁部が金型装置の開閉方向に対して傾斜しているので、くさび効果が発生して、樹脂がキャビティの全体に万遍なく行き渡り、キャビティ内に樹脂が完全に充填された状態となる。また、樹脂は、圧縮力を受けるので、内部における圧力分布が均等になり、樹脂の分子の配向が改善され、金型表面の転写性が向上し、樹脂のひけが防止され、成形品の残留応力が低減し、変形が防止される。
【0196】
したがって、立体的な形状を有し側壁が薄肉化された深底凹状の容器のような形状を有する成形品であっても、高粘度の樹脂による成形品を短時間に高精度で成形することができる。
【0197】
さらに、型閉工程終了前に所定量の樹脂の充填を完了するので、樹脂の充填圧を制御する必要がない。そのため、樹脂の充填圧に無関係に射出装置のスクリュ位置を制御することができ、射出装置の制御が容易になる。
【0198】
他の樹脂成形方法においては、さらに、前記金型装置はゲートピンによって閉塞されるゲート孔を備え、前記ゲートピンは前記樹脂の充填完了後に前記ゲート孔の閉塞を開始し、前記型締工程時に前記ゲート孔を閉塞する。
【0199】
この場合、型閉によってキャビティ内の樹脂に圧力を加えても、圧力が大きくなる型閉工程終了時にはゲートピンによってゲート孔の閉塞が開始され、型締工程時には閉塞されているので、樹脂が射出装置の方へ逆流することがない。
【0200】
更に他の樹脂成形方法においては、さらに、前記ゲートピンは、前記ゲート孔を閉塞している時であっても、前記キャビティ内の樹脂の圧力が所定値以上になると前記ゲート孔を開放する。
【0201】
この場合、金型装置や型締装置が損傷することがない。
【0202】
更に他の樹脂成形方法においては、さらに、前記キャビティ内にラベルを装填して、インモールドラベル成形を行う。
【0203】
この場合、ラベルが一体的に貼着された成形品を容易に成形することができる。
【0204】
樹脂成形用金型においては、パーティング面を備える固定金型と、該固定金型のパーティング面に押し付けられて密着するパーティング面を備え、前記固定金型との間に、型閉状態において、開閉方向に対してほぼ垂直な底部及び前記開閉方向に対して傾斜する薄肉化された側壁部を備えるキャビティを形成する可動金型と、前記パーティング面の一方に配設されるリング状の突出部と、前記パーティング面の他方に形成され、前記リング状の突出部を収納するリング状の凹溝とを有する。
【0205】
この場合、キャビティ内に充填された溶融樹脂が前記パーティング面の隙間から漏れ出すことがないので、バリが発生してしまうことがない。また、側壁部が金型装置の開閉方向に対して傾斜しているので、くさび効果が発生して、樹脂がキャビティの全体に万遍なく行き渡り、キャビティ内に樹脂が完全に充填された状態となる。
【0206】
他の樹脂成形用金型においては、さらに、前記突出部は、前記パーティング面と一体的に形成される。
【0207】
この場合、固定金型又は可動金型の組み立てを容易に行うことができる。
【0208】
更に他の樹脂成形用金型においては、さらに、前記突出部は、前記パーティング面に着脱自在に取り付けられる。
【0209】
この場合、摩滅したインサートリングを容易に交換することができる。
【0210】
更に他の樹脂成形用金型においては、さらに、前記底部にはゲート孔が形成され、前記側壁部の前記底部と反対側の端部には前記パーティング面が連接する。
【0211】
この場合、くさび効果が発生して、樹脂が側壁部を滑らかに通過するので、側壁が薄肉化された深底凹状の容器のような形状を有する成形品であっても、樹脂による成形品を短時間で高精度で成形することができる。また、溶融樹脂が前記パーティング面の隙間から漏れ出すことがないので、バリが発生してしまうことがない。
【図面の簡単な説明】
【図1】本発明の第1の実施の形態における金型装置の構成を示す断面図である。
【図2】従来の成形方法において溶融樹脂をキャビティ内に充填する状態を示す図である。
【図3】従来の成形方法においてキャビティ内の樹脂を加圧し圧縮する状態を示す図である。
【図4】本発明の第1の実施の形態における射出成形機の構成を示す概略図である。
【図5】本発明の第1の実施の形態における成形品の斜視図である。
【図6】本発明の第1の実施の形態における成形品の断面図である。
【図7】本発明の第1の実施の形態における金型装置の断面図であり型開された状態を示す第1の図である。
【図8】本発明の第1の実施の形態における金型装置の断面図であり溶融樹脂が充填される状態を示す図である。
【図9】本発明の第1の実施の形態における金型装置の断面図であり型閉された状態を示す図である。
【図10】本発明の第1の実施の形態における金型装置の型閉工程の動作を示す図である。
【図11】本発明の第1の実施の形態における金型装置の断面図であり型開された状態を示す第2の図である。
【図12】本発明の第1の実施の形態における金型装置の断面図であり成形品を取り出す状態を示す第1の図である。
【図13】本発明の第1の実施の形態における金型装置の断面図であり成形品を取り出す状態を示す第2の図である。
【図14】本発明の第1の実施の形態における成形機の第1の動作シーケンスを示す図である。
【図15】本発明の第1の実施の形態における成形機の第2の動作シーケンスを示す図である。
【図16】本発明の第1の実施の形態における成形機の第3の動作シーケンスを示す図である。
【図17】本発明の第1の実施の形態における成形品の形状及び寸法を示す図である。
【図18】本発明の第1の実施の形態における樹脂の圧縮量と流動長及び成形品高さとの関係を示すグラフである。
【図19】本発明の第2の実施の形態におけるラベルの斜視図である。
【図20】本発明の第2の実施の形態における金型装置の断面図であり型開された状態を示す図である。
【図21】本発明の第3の実施の形態における金型装置の断面図であり溶融樹脂が充填される状態を示す図である。
【図22】本発明の第4の実施の形態における金型装置の断面図であり溶融樹脂が充填される状態を示す図である。
【図23】本発明の第5の実施の形態における金型装置の断面図であり溶融樹脂が充填される状態を示す図である。
【図24】本発明の第6の実施の形態における金型装置の断面図であり溶融樹脂が充填される状態を示す図である。
【図25】本発明の第7の実施の形態における金型装置の断面図であり型閉された状態を示す図である。
【図26】本発明の第7の実施の形態における金型装置の断面図であり型開された状態を示す図である。
【図27】本発明の第8の実施の形態における金型装置の断面図であり溶融樹脂が充填される状態を示す図である。
【図28】本発明の第9の実施の形態における金型装置の断面図であり溶融樹脂が充填される状態を示す図である。
【符号の説明】
17 インサートリング
18 インサートリング収納溝
23 可動金型
24 固定金型
30 射出装置
33 スクリュ
37 キャビティ
38 バルブゲートピン
39 ゲート孔
41、45 成形品
42 溶融樹脂
Claims (7)
- (a)金型装置の型閉工程終了前に前記金型装置のキャビティ内への樹脂の充填を開始し、
(b)前記型閉工程終了前に前記金型装置のキャビティ内への所定量の樹脂の充填を完了し、
(c)前記型閉工程終了後に前記金型装置の型締工程を行い成形品を成形する樹脂成形方法であって、
(d)前記キャビティは、型閉状態において、前記金型装置の開閉方向に対してほぼ垂直な底部及び前記開閉方向に対して傾斜する薄肉化された側壁部を備え、深さが10〔mm〕以上であり、かつ、側壁の肉厚が0.2〜0.3〔mm〕である側壁が薄肉化された深底凹状の容器に対応する形状となり、
(e)前記所定量の樹脂の充填完了時に、前記側壁部の少なくとも一部には前記樹脂が充填されていないことを特徴とする樹脂成形方法。 - 前記樹脂の充填は、射出装置のスクリュ位置又は樹脂の充填時間を制御して前記キャビティ内に所定量の樹脂を充填する請求項1に記載の樹脂成形方法。
- 前記金型装置はゲートピンによって閉塞されるゲート孔を備え、前記ゲートピンは前記樹脂の充填完了後に前記ゲート孔を閉塞する請求項1に記載の樹脂成形方法。
- 前記ゲートピンは、前記型締工程時に前記ゲート孔を閉塞している請求項3に記載の樹脂成形方法。
- 前記ゲートピンは、前記ゲート孔を閉塞している時であっても、前記キャビティ内の樹脂の圧力が所定値以上になると前記ゲート孔を開放する請求項4に記載の樹脂成形方法。
- 前記スクリュを前進させて前記所定量の樹脂を充填し、該所定量の樹脂の充填完了後に前記スクリュを後退させる請求項1〜5のいずれか1項に記載の樹脂成形方法。
- 前記所定量は、前記キャビティの型閉状態における容積の100〜150〔%〕に相当する請求項1〜6のいずれか1項に記載の樹脂成形方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002338680A JP4201580B2 (ja) | 2001-11-26 | 2002-11-22 | 樹脂成形方法 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001359120 | 2001-11-26 | ||
| JP2002292472 | 2002-10-04 | ||
| JP2002338680A JP4201580B2 (ja) | 2001-11-26 | 2002-11-22 | 樹脂成形方法 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008215535A Division JP2008279784A (ja) | 2001-11-26 | 2008-08-25 | 樹脂成形品 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004174714A JP2004174714A (ja) | 2004-06-24 |
| JP4201580B2 true JP4201580B2 (ja) | 2008-12-24 |
Family
ID=32718678
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002338680A Expired - Fee Related JP4201580B2 (ja) | 2001-11-26 | 2002-11-22 | 樹脂成形方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4201580B2 (ja) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2410001A (en) * | 2004-01-16 | 2005-07-20 | Im Pak Technologies Ltd | Injection compression moulding |
| JP4785398B2 (ja) * | 2005-03-30 | 2011-10-05 | 旭化成ケミカルズ株式会社 | 射出圧縮成形法 |
| JP4953680B2 (ja) * | 2006-03-31 | 2012-06-13 | アスカカンパニー株式会社 | 容器 |
| CN107415160A (zh) * | 2017-06-15 | 2017-12-01 | 佛山市顺德区百年科技有限公司 | 模具 |
| WO2019167118A1 (ja) * | 2018-02-27 | 2019-09-06 | 日立ジョンソンコントロールズ空調株式会社 | 空気調和機の製造方法および製造金型 |
| CN115190727A (zh) * | 2022-08-09 | 2022-10-14 | Oppo广东移动通信有限公司 | 电子设备及其制备方法 |
-
2002
- 2002-11-22 JP JP2002338680A patent/JP4201580B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2004174714A (ja) | 2004-06-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2008279784A (ja) | 樹脂成形品 | |
| JP4377377B2 (ja) | 成形方法、成形品及び成形機 | |
| US20060131788A1 (en) | Molding method, mold for molding, molded product, and molding machine | |
| CN101674924B (zh) | 注射模具和注射模制方法 | |
| US7837915B2 (en) | Injection molding process, resin molded product and mold | |
| CN102328404B (zh) | 注射成形方法及注射成形机 | |
| CA2435947C (en) | Moulding | |
| JP2009149005A (ja) | 導光板の成形金型および導光板の成形方法 | |
| US20060145395A1 (en) | Molding method, mold for molding, molded product, and molding machine | |
| KR0149180B1 (ko) | 사출방법 | |
| JP4201580B2 (ja) | 樹脂成形方法 | |
| TW200827796A (en) | Injection compression-molding method and mold device of small-sized light guide plate, and small-sized light guide plate | |
| KR100966877B1 (ko) | 핫 러너 시스템 및 이를 이용한 사출 성형 방법 | |
| JP5071794B2 (ja) | 薄板状光学用成形品の射出プレス成形方法 | |
| JP3752160B2 (ja) | 複合成形品の射出成形方法および射出成形用金型 | |
| JPH06305746A (ja) | 光学ガラスレンズ用成形型 | |
| EP1273424A1 (en) | Method of injection molding plastic lens | |
| JP2011131468A (ja) | 射出成形金型、射出成形品の製造方法および射出成形装置 | |
| JPH10156897A (ja) | 光ディスク成形装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20051104 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20071126 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080115 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080314 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20080624 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080825 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080804 |
|
| A911 | Transfer of reconsideration by examiner before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20080904 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080930 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20081007 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111017 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121017 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131017 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |