JP4169672B2 - Airbag cover - Google Patents
Airbag cover Download PDFInfo
- Publication number
- JP4169672B2 JP4169672B2 JP2003340397A JP2003340397A JP4169672B2 JP 4169672 B2 JP4169672 B2 JP 4169672B2 JP 2003340397 A JP2003340397 A JP 2003340397A JP 2003340397 A JP2003340397 A JP 2003340397A JP 4169672 B2 JP4169672 B2 JP 4169672B2
- Authority
- JP
- Japan
- Prior art keywords
- airbag
- surface layer
- airbag cover
- layer
- base material
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images


Landscapes
- Air Bags (AREA)
Description
本発明は、エアバッグカバーに関する。 The present invention relates to an airbag cover.
エアバッグ装置は、自動車が衝撃を受けたときにその衝撃を感知してエアバッグを膨張、展開させて車体と乗員との間に介在させ、これによって乗員を保護するというものである。
近年急速に普及し、その配設箇所も運転席用のステアリングホイール、助手席用のインストルメントパネルだけでなく、乗員を側面部の衝撃から保護する側部用エアバッグが車体側部窓上部に配設されるようになった。
これらの中で、インストルメントパネルの内部に配設される助手席用エアバッグ装置においては、それをカバーするエアバッグカバーをインストルメントパネルとは別体として用意し、これをインストルメントパネルに設けた開口部に組みつけるというのが普通であったが、近年ではこれらを一体化してモジュール化して製造、組み立て作業の合理化を図ると共に、内装部品としてのインストルメントパネルの外観を向上させることが要望されている。
The airbag device senses an impact when the automobile receives an impact, inflates and deploys the airbag, and interposes between the vehicle body and the occupant, thereby protecting the occupant.
In recent years, it has become widespread, and in addition to the steering wheel for the driver's seat and the instrument panel for the passenger's seat, a side airbag that protects the passengers from the impact on the side is located on the upper part of the vehicle side window. It came to be arranged.
Among these, in the airbag device for the passenger seat that is arranged inside the instrument panel, an airbag cover that covers it is prepared separately from the instrument panel, and this is provided on the instrument panel. In recent years, there has been a desire to streamline manufacturing and assembly operations by integrating them into modules, and to improve the appearance of instrument panels as interior parts. Has been.
そして、このようにエアバッグカバー体をインストルメントパネルに一体化したものもすでに提案されており、例えば特開平11−291069号(特許文献1)に記載のものは、インストルメントパネルをエアバッグ用開口部を設けずに射出成形し、このパネル裏面のエアバッグ収納位置に対応する箇所にレーザー加工を施し破断予定線を形成するというものである。
また、このようにパネル成形後にエアバッグカバー体を展開するための破断予定線を後加工することなく、成形時にこの破断予定線も形成するという成形方法の提案もされている(特開2002−234413、特許文献2)。
And what integrated the airbag cover body in the instrument panel in this way has already been proposed, for example, what is indicated in JP, 11-29069, A (patent documents 1) uses an instrument panel for an airbag. Injection molding is performed without providing an opening, and laser processing is performed at a location corresponding to the airbag storage position on the back of the panel to form a planned fracture line.
In addition, there has also been proposed a molding method in which a planned fracture line is formed at the time of molding without post-processing the planned fracture line for deploying the airbag cover body after panel formation (Japanese Patent Laid-Open No. 2002-2002). 234413, Patent Document 2).
しかしながら、前者の破断予定線を後加工する方法は、このためのレーザー加工機を必要とする上に、成形後に微妙な加工作業を要する等コスト的にも、生産性の観点からも問題がある。
また、後者の成形方法は、後加工を要しない点で合理的な方法であるが、成形型内に破断予定線を形成するためのコアを進退自在に設けることが必要であり、金型も複雑となり、また成形方法も煩雑となる。
However, the former method of post-processing the expected fracture line requires a laser processing machine for this purpose, and also has a problem from the viewpoint of productivity, such as requiring subtle processing operations after molding. .
In addition, the latter molding method is a rational method in that no post-processing is required, but it is necessary to provide a core for forming a planned fracture line in the molding die so that it can be moved forward and backward. It becomes complicated and the molding method becomes complicated.
また、インストルメントパネルは、内装部品であるので、その外観や触感も重要である。そのため、このパネルの表面層を軟質でソフト感のある材料で構成し、これを基材層の上に積層した2層構造のものも各種提案されている。
しかし、このような2層構造とした場合においては、所定の破断特性を安定的に得るのは技術的に難しい。すなわち、本発明者は、従来技術の教示するところに基づいた種々の試行結果から、基材層に設けた溝部の真上に向かって表皮層の破断を安定的に生起させるための技術手段が必要であるとの知見を得ている。これは、エアバッグカバーが下方のエアバッグから均一に押し上げられるとは限らず、段違い隆起による剪断力が掛かることで、真上方向に対して傾斜した方向に破断が起こりやすくなるからであると推定される。例えばシングルフラップ型(片開き型)のカバーでは、扉形成部とその周縁との関係において、ツインフラップ型(両開き型)のカバーではさらに隣り合うフラップ同士の関係において、不均一に押し上げられる関係がある。この破断角度はところにより真上方向にも類似した方向にもなり得、また、傾斜する場合の角度も一定とはなりにくい。そのため、所望の破断特性を得るための材料の選定、その特定材料の物性を安定的に利用できる成形加工条件の特定と厳密な品質管理を要することとなり、著しいコストアップが懸念されるところである。
In addition, since the instrument panel is an interior part, its appearance and touch are also important. Therefore, various types of two-layer structures in which the surface layer of the panel is made of a soft and soft material and laminated on the base material layer have been proposed.
However, in the case of such a two-layer structure, it is technically difficult to stably obtain a predetermined breaking property. That is, the present inventor has found out from various trial results based on the teachings of the prior art that technical means for stably causing the skin layer to rupture directly above the groove provided in the base material layer. We have the knowledge that it is necessary. This is because the airbag cover is not necessarily pushed up uniformly from the lower airbag, and it is easy to break in a direction inclined with respect to the upward direction by applying a shearing force due to a stepped uplift. Presumed. For example, in the case of a single flap type (single-opening type) cover, the relationship between the door forming portion and the periphery thereof, and in the case of a twin flap type (double-opening type) cover, there is a relationship in which the adjacent flaps are pushed up unevenly. is there. This breaking angle can be either a direction directly above or a similar direction, and the angle when tilting is not likely to be constant. Therefore, selection of a material for obtaining desired fracture characteristics, specification of molding processing conditions that can stably use physical properties of the specific material, and strict quality control are required, and there is a concern about a significant increase in cost.
こうした2層構造のエアバッグカバーにおいて、より小さい力で破断予定ラインを確実に破断させるための提案もされている。すなわち、特表2000−512953(特許文献3)には、滑らかな表面のカバー層を有するエアバッグのカバー体に、意図した破断ラインの端部を超えてカバー体が破れ続けることなく、カバー体がより小さい力により破断でき、視覚的及び/又は機械的特性を変更することなく、開く力及び破れる力を変えられるように構成した2層エアバッグカバー体の構成が提案されている。
これによれば、基材層の溝部において表面層と基材層とが互いの層の中に延びる部分の間のエッジで破断ラインを形成するとしている。
このような構成とすれば、この2層の接触面で破断されることになり、より確実に破断予定線に沿った設計どおりの破断が可能となるものと思われる。
According to this, in the groove part of a base material layer, it is supposed that a fracture line will be formed in the edge between the part where a surface layer and a base material layer extend in each other layer.
With such a configuration, the two-layer contact surfaces are ruptured, and it is considered that the rupture as designed along the planned rupture line can be more reliably performed.
しかしながら、前述のようにエアバッグカバーは、自動車の内装部品であり、その外観や触感もまた重要である。
前記の表面層と基材層とが互いに延びる接触面を破断ラインとする場合には、表面層側にも薄肉部が形成されることとなるが、その結果、もともと肉厚の薄い表面層に更に薄肉部を設けるのであるから、その部分の表面側にも視覚的な影響が及び破断予定線が視覚的に認識されることとなる。また、手、指で触れたときにも周囲の感触と異なることとなり、見栄えや触感に問題が生じる。
更に、溝を設けた基材層上のもともと薄肉とされるソフト感のある表面層に更に薄肉部を設けるのであるから、エアバッグの作動時には破断しやい反面、通常時にも、当該部分が機械的に弱く損傷することも懸念される。
However, as described above, the airbag cover is an interior part of an automobile, and its appearance and feel are also important.
When the contact surface between the surface layer and the base material layer is a fracture line, a thin portion is also formed on the surface layer side. As a result, the surface layer is originally thin. Further, since the thin portion is provided, the visual influence is also recognized on the surface side of the portion, and the expected fracture line is visually recognized. In addition, when touched with a hand or a finger, it differs from the surrounding touch, causing problems in appearance and touch.
Furthermore, since a thin wall portion is provided on the surface layer with a soft feeling that is originally thin on the base material layer provided with the groove, it is easy to break during the operation of the airbag. There is also concern about mechanical weakness and damage.
本発明は、こうした状況の下、基材層の上に軟質の装飾的表面層を設けたインストルメントパネル一体化に好適なエアバッグカバーであって、エアバッグ装置の作動時には破断予定線に沿って確実に破断することができ、安全装置としての信頼性の高いエアバッグカバーであり、かつ、通常時においては、その表面外観が周辺部の外観と何らの相違もなく、視覚的にも触感的にも一体化されるエアバッグカバーを提供することを目的とするものである。
また、本発明は、成形後加工を要せず、また成形に複雑な金型や成形法を要せずに、簡易に成形できるインストルメントパネル一体化に好適なエアバッグカバーを提供することを目的とするものである。
Under such circumstances, the present invention is an airbag cover suitable for instrument panel integration in which a soft decorative surface layer is provided on a base material layer, and is along a planned fracture line when the airbag device is in operation. It is a reliable air bag cover as a safety device that can be reliably broken, and in normal times its surface appearance is no different from the appearance of the surrounding area, and it is visually tactile An object of the present invention is to provide an airbag cover that is also integrated.
In addition, the present invention provides an airbag cover suitable for instrument panel integration that can be easily molded without requiring post-molding processing and without requiring a complicated mold or molding method. It is the purpose.
本発明者は、鋭意検討した結果、軟質表面層を基材層の上に設けた構造のインストルメントパネル一体化に好適なエアバッグカバーにおいて、その破断予定線の構成として、基材層側に有底溝を設け、この溝の壁部に沿って表面層側から隆起部を形成することが有効であることを知見し、本発明に至った。 As a result of intensive studies, the inventor has determined that the structure of the planned break line is the base material layer side in an airbag cover suitable for instrument panel integration having a structure in which a soft surface layer is provided on the base material layer. It has been found that it is effective to provide a bottomed groove and form a raised portion from the surface layer side along the wall portion of the groove, and the present invention has been achieved.
すなわち、本発明は、
(1)収納されたエアバッグを組み込んだエアバッグ装置の膨出方向を覆いエアバッグの展開によって扉部を形成する破断予定部が形成されたエアバッグカバーであって、
エアバッグ装置側に配置される硬質樹脂製の基材層と、この基材層に積層されるポリウレタン樹脂からなる軟質樹脂製の表面層を有し、
破断予定部は基材層のエアバッグ装置対向側に設けた有底溝とし、該溝に対応する表面層側には該溝の壁部に沿う隆起部を形成し、破断予定部における基材層と表面層との間を、遊離のイソシアネート基を有する接着剤により表面層との間でウレタン結合により、エアバッグカバー破断時に積層状態を維持するのに十分な接着強度をもって接着していることを特徴とするエアバッグカバー、
(2)隆起部が溝部の左右両側に形成されている前記(1)記載のエアバッグカバー、
(3)インストルメントパネルに一体化された前記(1)または(2)記載のエアバッグカバー、
(4)表面層の引張強度は70kgf/cm以下であり、基材層と表面層との接着強度より小である、前記(3)記載のエアバッグカバー、
に関するものである。
That is, the present invention
(1) An airbag cover in which a breakable portion that covers the bulging direction of an airbag device incorporating a stored airbag and forms a door portion by deployment of the airbag is formed;
A base layer made of a hard resin disposed on the airbag device side, and a surface layer made of a soft resin made of a polyurethane resin laminated on the base layer;
The part to be broken is a bottomed groove provided on the side opposite to the airbag device of the base material layer, and a raised part is formed along the wall of the groove on the surface layer side corresponding to the groove, and the base material in the part to be broken Adhesive strength between the surface layer and the surface layer is sufficient to maintain the laminated state when the airbag cover is ruptured by an urethane bond between the surface layer and an adhesive having a free isocyanate group. Airbag cover, characterized by
(2) The airbag cover according to (1), wherein the raised portions are formed on both left and right sides of the groove portion,
(3) The airbag cover according to (1) or (2), which is integrated with an instrument panel,
( 4 ) The airbag cover according to ( 3 ), wherein the surface layer has a tensile strength of 70 kgf / cm or less and is smaller than an adhesive strength between the base material layer and the surface layer.
It is about.
本発明は、エアバッグカバーの破断予定線を形成する基材層の溝部に対応する表面層側から溝部の壁部に沿う隆起部を設けたことにより、エアバッグ装置が作動してエアバッグが下方からエアバッグを押し上げる際に、その破断予定部に剪断力が生じた場合であっても、破断予定位置のずれを極力抑制することができ、実質上破断予定位置にてエアバッグカバーを破断し、エアバッグを展開することができる。しかも、薄い軟質の表面層には実質的な薄肉部がないため、表面側の外観、触感を損ねることなく周辺と一体化することができる。
更に、本発明のエアバッグカバーは、成形後の後加工を要せずに成形工程のみにより製造するすることができ、かつその成形にも複雑な金型を必要とせず、一般的なインサート成形型で対応することができる。
In the present invention, the airbag device is activated by providing a raised portion along the wall portion of the groove portion from the surface layer side corresponding to the groove portion of the base material layer that forms the planned fracture line of the airbag cover. When pushing up the airbag from below, even if a shear force is generated at the planned breakage portion, the displacement of the planned breakage position can be suppressed as much as possible, and the airbag cover can be broken substantially at the planned breakage position. The airbag can be deployed. In addition, since the thin soft surface layer does not have a substantially thin portion, it can be integrated with the periphery without impairing the appearance and tactile sensation on the surface side.
Furthermore, the airbag cover of the present invention can be manufactured only by a molding process without requiring post-processing after molding, and does not require a complicated mold for molding, so that general insert molding is possible. Can be handled by type.
本発明のエアバッグカバーは、上記のように、基材層とその上に積層された表面層から構成されている。
基材層は、厚み2.5〜4.0mmで、比較的硬質な材料、例えばポリプロピレンをタルクなどで補強したPPC樹脂で構成することが好ましい。また、その上に積層される表面層は、厚み0.5〜3.0mmで、軟質の材料、例えばポリウレタンで構成することが好ましい。無論これらの材料に制限されるというものではない。要は、基材層がより硬質でエアバッグカバーとしての必要な強度を保持でき、また表面層はより軟質で、好ましくは弾性を有し、表面外観、触感を向上させる材料であればよい。
As described above, the airbag cover of the present invention is composed of the base material layer and the surface layer laminated thereon.
The base material layer is preferably made of a PPC resin having a thickness of 2.5 to 4.0 mm and a relatively hard material such as polypropylene reinforced with talc or the like. Moreover, it is preferable that the surface layer laminated | stacked on it is 0.5-3.0 mm in thickness, and is comprised with a soft material, for example, a polyurethane. Of course, you are not limited to these materials. In short, any material may be used as long as the base material layer is harder and can maintain the necessary strength as an airbag cover, and the surface layer is softer, preferably elastic, and improves the surface appearance and touch.
本発明のエアバッグカバーは、その破断予定線を形成する有底の溝部の周辺の構造が重要である。
すなわち、まず、有底溝とすることにより、エアバッグ膨出によるエアバッグカバー破断時における段違い隆起の抑制に寄与させ、また、成形時に表面層用の成形材料が溝内に入り込むのを防止させる。
また、該溝部は、基材層においてエアバッグ装置側から、好ましくは溝残厚0.4〜0.8mmとなるように設けられ、その上方の壁部に沿って、表面層が厚肉部を形成し、表面層がその部分で、好ましくは0.5〜1.5mmの隆起部を形成していることが重要である。表面層は、溝部周辺で特に実質的な薄肉部を形成しない。
In the airbag cover of the present invention, the structure around the bottomed groove portion that forms the planned fracture line is important.
That is, by first forming a bottomed groove, it contributes to the suppression of uneven bulging when the airbag cover is broken due to the expansion of the airbag, and prevents the molding material for the surface layer from entering the groove during molding. .
Further, the groove portion is provided in the base material layer from the airbag device side so that the remaining groove thickness is preferably 0.4 to 0.8 mm, and the surface layer is a thick portion along the upper wall portion. It is important that the surface layer forms a raised portion of preferably 0.5 to 1.5 mm. The surface layer does not form a particularly thin portion around the groove.
破断予定線をこのような構造とすることにより、エアバッグ装置の作動時に下方から膨出しようとするエアバッグの押し上げによる剪断力がかかる場合においても、そのために基材層の溝部から斜め方向、あるいは横方向に破断する場合であっても、わずかなずれで薄肉で軟質の表面層に達することができるので、破断予定線のずれをわずかなずれに抑えることができ、実質的に破断予定線に沿ってエアバッグカバーを展開することができる。
このことに加えて、破断予定部における基材層と表面層とを破断時に積層状態を維持するに十分な接着力を持って接着することにより、表面層が剥離しながら、破断する場合に生じる破断予定部位のずれも防止することができる。
By adopting such a structure for the planned fracture line, even when a shearing force is applied by pushing up the airbag to be inflated from below during operation of the airbag device, an oblique direction from the groove portion of the base material layer for that purpose, Alternatively, even when it breaks in the lateral direction, it can reach a thin and soft surface layer with a slight deviation, so the deviation of the planned breaking line can be suppressed to a slight deviation, and the planned breaking line is substantially reduced. The airbag cover can be deployed along
In addition to this, it occurs when the surface layer peels off while the base layer is peeled off by bonding the base material layer and the surface layer in the planned breaking portion with sufficient adhesive strength to maintain the laminated state at the time of breaking. Deviation of the planned fracture site can also be prevented.
一方、表面層には、溝部に対応する周辺において、特に実質的な薄肉部を形成していないので、エアバッグカバーの表面外観を損なうことはなく、これが一体化されたインストルメントパネルの周辺ともよく融和して視覚的にも触感的にも一体化されて、インストルメントパネルにおいてエアバッグカバーが認識されることはない。
もちろん、本発明の目的の範囲内において、すなわち、表面側へ視覚的、触感的に影響が及ばない限度において、必要に応じて、表面層に周囲に比して薄肉とした部分を設けることも可能である
また、前記破断予定線は、エアバッグカバーの扉部の形状に従い、片開き扉の場合にはコの字型、両開き扉の場合にはH型の形に設けることができる。
本発明のエアバッグカバーは特にインストルメントパネル一体化に好適であるが、これに制限されるものではない。
On the other hand, since the surface layer does not have a particularly thin portion in the periphery corresponding to the groove portion, it does not impair the surface appearance of the airbag cover, and the periphery of the instrument panel in which it is integrated It is well integrated and integrated visually and tactilely, and the airbag cover is not recognized on the instrument panel.
Of course, within the scope of the object of the present invention, that is, to the extent that the surface side is not visually or tactilely affected, if necessary, the surface layer may be provided with a portion that is thinner than the surroundings. In addition, the planned breaking line can be provided in a U-shape in the case of a single door and in an H shape in the case of a double door, according to the shape of the door portion of the airbag cover.
The airbag cover of the present invention is particularly suitable for instrument panel integration, but is not limited thereto.
本発明のエアバッグカバーは、常法により、予定破断線を形成する溝部を有する基材層を射出成形により成形し、この上に表面層をポリウレタンの反応射出成形法により容易に形成することができる。 The airbag cover of the present invention can be formed easily by injection molding a base material layer having a groove part that forms a predetermined breaking line, and a surface layer can be easily formed thereon by polyurethane reaction injection molding. it can.
以下に、本発明の実施例を図面に基づき説明する。
図1は、一体に成形したエアバッグカバーを搭載したインストルメントパネルの斜視図である。図1中、Bはその裏面に設けた破断予定線で、AとCとは開裂する扉のヒンジ部を形成する。図2は、図1の矢印を付した箇所の断面であり、図示しないステアリングメンバーに固定されたリアクションカン8のフック9に係合する係合孔部22が穿設された壁部21を含むTPO樹脂製のインナー部材20を振動溶着などして基材1の裏面に貼着したエアバッグカバーを示している。
Embodiments of the present invention will be described below with reference to the drawings.
FIG. 1 is a perspective view of an instrument panel on which an integrally formed airbag cover is mounted. In FIG. 1, B is a planned fracture line provided on the back surface, and A and C form a hinge part of a door to be cleaved. FIG. 2 is a cross-sectional view taken along the arrow in FIG. 1, and includes a
ドア部5がエアバッグ10の膨張により押し上げられて開裂し、それにより形成される開口を通ってエアバッグ10が車室内に展開する。ドア支持部23はヒンジ24を介して壁部21に結合され、エアバッグ10の展開時にはヒンジ部A、Cに重層するように位置してドア部5を支持する。エアバッグカバーはいわゆるシームレスインパネであり、インストルメントパネル上面についてその略全幅に亘って覆うパネルであり、エアバッグモジュールの搭載位置が容易に認識されないシンプルで周囲とよく融和した外観になっている。
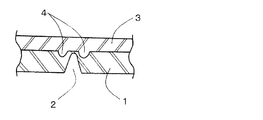
図2及び3において、1は基材層、2は基材層に設けた有底の溝部、3は表面層、4は表面層隆起部をそれぞれ示す。
The door portion 5 is pushed up by the expansion of the
2 and 3,
表面層隆起部4の形状は、図2のB部に示すように略半円状であっても、同図A部などにあるように、矩形リブ状であってもよく、これらは溝部2の一側(例えばA部)にあってもよいし、両側に設けてもよい(例えばB部)。また、表面隆起部は、溝部2に沿って連続的に設けるほか、適宜間隔をあけて間欠的に設けてもよい。
次に成形法について述べると、1はあらかじめ射出成形された基材層でタルクを添加して強度を上げたポリプロピレン樹脂で構成されている。2は基材層に設けた有底の弱部であり、この弱部に対応する部位には遊離のイソシアネート基を有する接着剤が塗布されている(塗布面は図3において有底の弱部2のセンター対応部位を中心に40mm幅、すなわち左右に20mm幅であり、両側の隆起部を少し越える範囲まで塗布される)。3は無発泡ポリウレタン樹脂からなる表面層で、該ポリウレタンは平均分子量2000〜6000のポリオールとイソシアネートからなる成形材料を使用し、イソシアネートはMDI、例えばポリオール変性MDIと非変性MDIを1:1の重量比で混合したものを用い、インサートされた前記基材上に反応射出成形で積層成形され、かつ前記接着剤との間でウレタン結合により破断時においてもこの間で層剥離が生じないように強く接着されている。4は表面層隆起部を示す。こうした隆起部を設けることにより、接着面積を大きくする効果も発現でき、そのことによる接着力の強化も加味されて、エアバッグカバーが段違いに隆起するような場合であっても、破断部位の位置ずれを極力抑制するでき、実質上破断予定線どおりに開裂することができる。この場合、より一層所望の破断特性を得るために図3に示すような構成において、基材層の弱部を表面層側に突きだし、表面層を薄肉とすることもできる。
なお、表面層の隆起部4は、弱部に沿って、連続的に設けても、また、適宜間隔をあけて間欠的に設けてもよく、さらに弱部の両側に、また片側だけに設けることもできる。
The shape of the surface layer raised portion 4 may be substantially semicircular as shown in B portion of FIG. 2, or may be rectangular rib shape as shown in A portion of FIG. May be provided on one side (for example, part A) or may be provided on both sides (for example, part B). Further, the surface raised portions may be provided intermittently at appropriate intervals in addition to being provided continuously along the
Next, the molding method will be described. 1 is composed of a polypropylene resin whose strength is increased by adding talc in a base material layer that has been injection molded in advance.
In addition, the raised part 4 of the surface layer may be provided continuously along the weak part, or may be provided intermittently at appropriate intervals, and further provided on both sides of the weak part and only on one side. You can also.
1:基材層
2:溝部
3:表面層
4:表面層隆起部
1: Base material layer 2: Groove part 3: Surface layer 4: Surface layer raised part
Claims (4)
エアバッグ装置側に配置される硬質樹脂製の基材層と、該基材層に積層されるポリウレタン樹脂からなる軟質樹脂製の表面層を有し、
破断予定部は基材層のエアバッグ装置対向側に設けた有底溝とし、該溝に対応する表面層には該溝の壁部に沿う隆起部を形成し、破断予定部における基材層と表面層との間を、遊離のイソシアネート基を有する接着剤により表面層との間でウレタン結合により、エアバッグカバー破断時に積層状態を維持するのに十分な接着強度をもって接着していることを特徴とするエアバッグカバー。 An airbag cover formed with a planned breakage portion that covers the airbag inflating direction of an airbag device incorporating a stored airbag and forms a door portion by deployment of the airbag;
A base layer made of a hard resin disposed on the airbag device side, and a surface layer made of a soft resin made of a polyurethane resin laminated on the base layer;
The part to be broken is a bottomed groove provided on the side opposite to the airbag device of the base material layer, and the surface layer corresponding to the groove is formed with a raised part along the wall part of the groove, and the base material layer in the part to be broken Adhesive strength between the surface layer and the surface layer is sufficient to maintain the laminated state when the airbag cover is broken by urethane bonding between the surface layer and an adhesive having a free isocyanate group. A featured airbag cover.
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003340397A JP4169672B2 (en) | 2003-09-30 | 2003-09-30 | Airbag cover |
| EP04023377A EP1520754B1 (en) | 2003-09-30 | 2004-09-30 | Airbag cover and its production process |
| DE602004014574T DE602004014574D1 (en) | 2003-09-30 | 2004-09-30 | Airbag cover and manufacturing method therefor |
| US10/953,565 US7425018B2 (en) | 2003-09-30 | 2004-09-30 | Vehicle interior panel and production process |
| ES04023377T ES2308083T3 (en) | 2003-09-30 | 2004-09-30 | COVER FOR AIRBAG AND PROCEDURE FOR MANUFACTURING. |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003340397A JP4169672B2 (en) | 2003-09-30 | 2003-09-30 | Airbag cover |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005104307A JP2005104307A (en) | 2005-04-21 |
| JP4169672B2 true JP4169672B2 (en) | 2008-10-22 |
Family
ID=34535308
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003340397A Expired - Fee Related JP4169672B2 (en) | 2003-09-30 | 2003-09-30 | Airbag cover |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4169672B2 (en) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4668669B2 (en) * | 2005-04-14 | 2011-04-13 | 日本プラスト株式会社 | Automotive interior panels |
| JP4690164B2 (en) * | 2005-09-29 | 2011-06-01 | 住化バイエルウレタン株式会社 | Manufacturing method of automotive interior panel |
| JP4698391B2 (en) * | 2005-11-11 | 2011-06-08 | 日本プラスト株式会社 | Manufacturing method of interior parts for automobile and interior material for automobile |
| JP4847177B2 (en) | 2006-03-30 | 2011-12-28 | 住友大阪セメント株式会社 | Light modulation element |
| JP5207428B2 (en) | 2006-09-29 | 2013-06-12 | 日本プラスト株式会社 | Airbag cover |
| JP4900877B2 (en) * | 2007-10-18 | 2012-03-21 | 株式会社デンソー | Vehicle display device |
| JP7223340B2 (en) * | 2020-01-23 | 2023-02-16 | 豊田合成株式会社 | airbag cover |
-
2003
- 2003-09-30 JP JP2003340397A patent/JP4169672B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2005104307A (en) | 2005-04-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1520754B1 (en) | Airbag cover and its production process | |
| JP5561205B2 (en) | Automotive airbag doors | |
| JP4820473B2 (en) | Automotive interior panels | |
| WO1998036948A1 (en) | Instrument panel for air bag | |
| US20060103117A1 (en) | Airbag system and interior panel for the same | |
| US20120223512A1 (en) | Angled tear seams for airbag covers | |
| EP2460696A1 (en) | Improved tear seams for airbag covers | |
| JP5324810B2 (en) | Interior parts for vehicles | |
| JP4169672B2 (en) | Airbag cover | |
| JP4906551B2 (en) | Airbag door structure | |
| JP2007118895A (en) | Airbag door | |
| JP4215612B2 (en) | Automotive interior panels | |
| JP4363634B2 (en) | Airbag cover | |
| JP4082279B2 (en) | Automotive interior parts for airbag devices | |
| JP5013990B2 (en) | Cover body of airbag device and airbag device | |
| JP3937296B2 (en) | Airbag door opening structure | |
| JP2004175121A (en) | Airbag door-integrated instrument panel and its manufacturing method | |
| JP4215204B2 (en) | Airbag cover and manufacturing method thereof | |
| JP2009051249A (en) | Airbag door | |
| US20240034262A1 (en) | Instrument panel airbag assembly | |
| JP6254479B2 (en) | Vehicle interior parts having airbag doors | |
| JP4629499B2 (en) | Interior parts for vehicles with airbag doors | |
| JP2005212695A (en) | Airbag door opening structure | |
| JPH1095297A (en) | Instrument panel integrally having air bag door part | |
| JPH10264757A (en) | Interior trim material for vehicle |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060309 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080221 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080221 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080421 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080804 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080805 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110815 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4169672 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110815 Year of fee payment: 3 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110815 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120815 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130815 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |