JP4162332B2 - Eyeglass lens processing equipment - Google Patents
Eyeglass lens processing equipment Download PDFInfo
- Publication number
- JP4162332B2 JP4162332B2 JP19376899A JP19376899A JP4162332B2 JP 4162332 B2 JP4162332 B2 JP 4162332B2 JP 19376899 A JP19376899 A JP 19376899A JP 19376899 A JP19376899 A JP 19376899A JP 4162332 B2 JP4162332 B2 JP 4162332B2
- Authority
- JP
- Japan
- Prior art keywords
- lens
- chamfering
- grindstone
- processing
- carriage
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images











Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B9/00—Machines or devices designed for grinding edges or bevels on work or for removing burrs; Accessories therefor
- B24B9/02—Machines or devices designed for grinding edges or bevels on work or for removing burrs; Accessories therefor characterised by a special design with respect to properties of materials specific to articles to be ground
- B24B9/06—Machines or devices designed for grinding edges or bevels on work or for removing burrs; Accessories therefor characterised by a special design with respect to properties of materials specific to articles to be ground of non-metallic inorganic material, e.g. stone, ceramics, porcelain
- B24B9/08—Machines or devices designed for grinding edges or bevels on work or for removing burrs; Accessories therefor characterised by a special design with respect to properties of materials specific to articles to be ground of non-metallic inorganic material, e.g. stone, ceramics, porcelain of glass
- B24B9/14—Machines or devices designed for grinding edges or bevels on work or for removing burrs; Accessories therefor characterised by a special design with respect to properties of materials specific to articles to be ground of non-metallic inorganic material, e.g. stone, ceramics, porcelain of glass of optical work, e.g. lenses, prisms
- B24B9/148—Machines or devices designed for grinding edges or bevels on work or for removing burrs; Accessories therefor characterised by a special design with respect to properties of materials specific to articles to be ground of non-metallic inorganic material, e.g. stone, ceramics, porcelain of glass of optical work, e.g. lenses, prisms electrically, e.g. numerically, controlled
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B19/00—Single-purpose machines or devices for particular grinding operations not covered by any other main group
- B24B19/02—Single-purpose machines or devices for particular grinding operations not covered by any other main group for grinding grooves, e.g. on shafts, in casings, in tubes, homokinetic joint elements
- B24B19/03—Single-purpose machines or devices for particular grinding operations not covered by any other main group for grinding grooves, e.g. on shafts, in casings, in tubes, homokinetic joint elements for grinding grooves in glass workpieces, e.g. decorative grooves
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B49/00—Measuring or gauging equipment for controlling the feed movement of the grinding tool or work; Arrangements of indicating or measuring equipment, e.g. for indicating the start of the grinding operation
- B24B49/02—Measuring or gauging equipment for controlling the feed movement of the grinding tool or work; Arrangements of indicating or measuring equipment, e.g. for indicating the start of the grinding operation according to the instantaneous size and required size of the workpiece acted upon, the measuring or gauging being continuous or intermittent
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Ceramic Engineering (AREA)
- Inorganic Chemistry (AREA)
- Grinding And Polishing Of Tertiary Curved Surfaces And Surfaces With Complex Shapes (AREA)
- Eyeglasses (AREA)
Description
【0001】
【発明の属する技術分野】
本発明は、眼鏡レンズの周縁を加工する眼鏡レンズ加工装置に関する。
【0002】
【従来技術】
眼鏡レンズの周縁を眼鏡枠形状に合うように加工する眼鏡レンズ加工装置が知られている。この種の装置では、眼鏡レンズを粗加工した後に仕上げ砥石により仕上加工を行うが、加工されたレンズは両側に角部を有するので、この角部にはさらに面取り加工を行う。
【0003】
従来、このような面取り加工は、回転する円錐の砥石を持ついわゆる手摺り機により、作業者が手作業で行っていた。また、加工装置に研削用の砥石とは別に面取り砥石を設け、レンズ回転軸に保持したレンズを回転させながら、面取砥石とレンズとの間に一定の負荷を掛けて面取りを行うものもある。
【0004】
【発明が解決しようとする課題】
しかし、手摺り機による手作業の面取り加工は容易でなく、所望する量の面取りと、全体に亘って均一な面取りを行うには熟練を要し、加工に不慣れな作業者では良好な面取りが難しかった。
【0005】
また、面取砥石とレンズとの間に一定の負荷をかける装置においても、レンズの回転速度は概ね一定であったので、均一な面取りを行うことができないという欠点があった。
【0006】
本発明は上記従来技術に鑑み、容易に良好な面取り加工が行える眼鏡レンズ加工装置を提供することを技術課題とする。
【0007】
【課題を解決するための手段】
上記課題を解決するために、本発明は以下のような構成を備えることを特徴とする。
【0008】
(1) 被加工レンズを保持して回転させるレンズ回転手段と、被加工レンズを面取り加工するための形状データを入力するデータ入力手段と、面取砥石を回転可能に軸支する砥石軸軸支手段と、被加工レンズを前記面取砥石の当接位置に相対的に移動する移動手段と、を有し眼鏡枠又は型板の形状に基づいて眼鏡レンズの周縁加工をする眼鏡レンズ加工装置において、面取砥石を、該被加工レンズに対して負荷を与えるために、被加工レンズ側に付勢する付勢手段と、前記形状データと前記面取砥石の加工面の形状に基づいて、被加工レンズを面取砥石に当接させたときの、レンズ回転角に対する接触点の位置データを求め、該位置データから加工中における接触点の移動速度を略一定とするレンズ回転角速度データを得る演算手段と、被加工レンズを1回転させたときの面取り量を全周で均一にするために,前記レンズ回転角速度データに基づいて前記レンズ回転手段の回転を制御して面取り加工する制御手段と、を備えることを特徴とする。
【0012】
【発明の実施の形態】
以下、本発明の実施の形態を図面に基づいて説明する。
【0013】
(1)全体構成
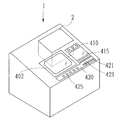
図1は本発明に係る眼鏡レンズ加工装置の外観構成を示す図である。装置本体1の上部右奥には、眼鏡枠測定装置2が内蔵されている。眼鏡枠測定装置2としては、例えば、本出願人による特開平4−93164号公報、特開平5−212661号公報等に記載のものが使用できる。眼鏡枠測定装置2の前方には、眼鏡枠測定装置2を操作するためのスイッチを持つスイッチパネル部410、加工情報等を表示するディスプレイ415が配置されている。また、420は加工条件等の入力や加工のための指示を行う各種のスイッチを持つスイッチパネル部であり、402は加工室用の開閉窓である。
【0014】
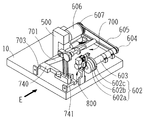
図2は装置本体1の筐体内に配置される加工部の構成を示す斜視図である。ベース10上にはキャリッジ部700が搭載され、キャリッジ701の回転軸に挟持された被加工レンズLEは、回転軸601に取り付けられた砥石群602により研削加工される。砥石群602はガラス用粗砥石602a、プラスチック用粗砥石602b、ヤゲン及び平加工用の仕上げ砥石602cからなる。回転軸601はスピンドル603によりベース10に回転可能に取り付けられ、回転軸601の端部にはプーリ604が取り付けられており、プーリ604はベルト605を介して砥石回転用モータ606の回転軸に取り付けられたプーリ607と連結されている。
【0015】
キャリッジ701の後方には、レンズ形状測定部500が設けられている。また、手前側には面取り・溝掘り機構部800が設けられている。
【0016】
(2)各部の構成
(イ)キャリッジ部
キャリッジ部700の構成を、図2、図3及び図4に基づいて説明する。図3はキャリッジ部700の要部を概略的に示した図であり、図4は図2におけるキャリッジ部700をE方向から見たときの図である。
【0017】
キャリッジ701は、レンズLEを2つのレンズチャック軸702L、702Rにチャッキングして回転させることができ、また、ベース10に固定されて砥石回転軸601と平行に延びるキャリッジシャフト703に対して回転摺動自在になっている。以下では、キャリッジ701を砥石回転軸601と平行に移動させる方向をX軸、キャリッジ701の回転によりレンズチャック軸(702L、703R)と砥石回転軸601との軸間距離を変化させる方向をY軸として、レンズチャック機構及びレンズ回転機構、キャリッジ701のY軸移動機構、キャリッジ701のX軸移動機構を説明する。
【0018】
<レンズチャック機構及びレンズ回転機構>
キャリッジ701の左腕701Lにチャック軸702Lが、右腕701Rにチャック軸702Rが回転可能に同一軸線上で保持されている。右腕701Rの中央上面にはチャック用モータ710が固定されており、モータ710の回転軸に付いているプーリ711の回転がベルト712を介して、右腕701Rの内部で回転可能に保持されている送りネジ713を回転させる。送りネジ713の回転により送りナット714を軸方向に移動させることにより、送りナット714に連結したチャック軸702Rが軸方向に移動することができ、レンズLEがチャック軸702L、702Rによって挟持される。
【0019】
キャリッジ左腕701Lの左側端部にはチャック軸702Lの軸線を中心にして回動自在なモータ取付用ブロック720が取り付けられており、チャック軸702Lはブロック720を通ってその左端にはギヤ721が固着されている。ブロック720にはレンズ回転用のモータ722が固定されており、モータ722がギヤ724を介してギヤ721を回転することにより、チャック軸702Lへモータ720の回転が伝達される。左腕701Lの内部ではチャック軸702Lにプーリ726が取り付けられており、プーリ726はキャリッジ701の後方で回転可能に保持されている回転軸728の左端に固着されたプーリ703aとタイミングベルト731aにより繋がっている。また、回転軸728の右端に固着されたプーリ703bは、キャリッジ右腕701R内でチャック軸702Rの軸方向に摺動可能に取付けられたプーリ733と、タイミングベルト731bにより繋がっている。この構成によりチャック軸702Lとチャック軸702Rは同期して回転する。
【0020】
<キャリッジのX軸移動機構、Y軸移動機構>
キャリッジシャフト703にはその軸方向に摺動可能な移動アーム740が設けられており、移動アーム740はキャリッジ701と共にX軸方向(シャフト703の軸方向)に移動するように取り付けられている。また、移動アーム740の前方は、シャフト703と平行な位置関係でベース10に固定されたガイドシャフト741上を摺動可能にされている。移動アーム740の後部には、シャフト703と平行に延びるラック743が取り付けられており、このラック743はベース10に固定されたキャリッジX軸移動用モータ745の回転軸に取り付けられたピニオン746と噛み合っている。これらの構成によりモータ745は移動アーム740と共にキャリッジ701をシャフト703の軸方向に移動させることができる。
【0021】
移動アーム740には揺動ブロック750が、図3(b)のように、砥石の回転中心と一致する軸線Laを中心に回動可能に取り付けられており、また、シャフト703の中心からこの軸線Laまでの距離と、シャフト703の中心からキャリッジ701のチャック軸(702L,702R)の回転中心までの距離とは同じになるように設定されている。揺動ブロック750にはY軸モータ751が取り付けられており、モータ751の回転はプーリ752とベルト753を介して、揺動ブロック750に回転可能に保持された雌ネジ755に伝達される。雌ネジ755内のネジ部には送りネジ756が噛み合わされて挿通されており、雌ネジ755の回転により送りネジ756は上下移動する。
【0022】
送りネジ756の上端には、モータ取付用ブロック720の下端面に当接するガイドブロック760が固定されており、ガイドブロック760は揺動ブロック750に植設された2つのガイド軸758a、758bに沿って移動する。したがって、Y軸モータ751の回転により送りネジ756と共にガイドブロック760を上下させることにより、ガイドブロック760に当接するモータ取付用ブロック720の上下位置を変化させることができる。これにより、ブロック720に取付けられたキャリッジ701もその上下位置を変化させることができる(すなわち、キャリッジ701はシャフト703を回転中心に回旋し、レンズチャック軸(702L、702R)と砥石回転軸601との軸間距離を変化させる)。キャリッジ701の左腕701Lと移動アーム740との間にはバネ762が張り渡されており、キャリッジ701は常時下方に付勢され、レンズLEの加工圧が与えられる。このキャリッジ701の下方への付勢力に対して、キャリッジ701はブロック720がガイドブロック760に当接する位置までしか下降できない。ブロック720には加工終了検知用のセンサ764が取付けられており、センサ764はガイドブロック760に付いているセンサ板765の位置を検知することにより加工終了(研削状態)を検知する。
【0023】
(ロ)レンズ形状測定部
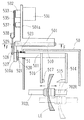
レンズ形状測定部500の構成を、図5〜図8を基に説明する。図5はレンズ形状測定部500を上から見たときの図、図6は図5の左側面図、図7は図5の右側面の要部を示した図である。図8は図5のF−F断面図である。
【0024】
ベース10には支基ブロック501が立設されており、この支基ブロック501には、上下に配置されたガイドレール部502a、502bによってスライドベース510が左右方向(チャック軸と平行な方向)に摺動可能に保持されている。スライドベース510の左端には前方に延びる側板510aが一体的に形成されており、側板510aにはチャック軸702L、702Rと平行な位置関係を持つシャフト511が回転可能に取付けられている。シャフト511の右端部にはレンズ後面測定用の測定子515を持つ測定子アーム514が固着されており、また、シャフト511の中央よりにはレンズ前面測定用の測定子517を持つ測定子アーム516が固着されている。測定子515及び測定子517は共に円筒形状をしており、図5のように先端側は斜めにカットされ、その斜めにカットされた各最先端がレンズLEの後面及び前面に接触する。測定子515の接触点及び測定子517の接触点は対向しており、その間隔は距離不変に配置されている。なお、測定子515の接触点と測定子517の接触点を結ぶ軸線は、図5に示す測定状態のとき、レンズチャック軸(702L,702R)の軸線と平行に所定の位置関係となっている。また、レンズ後面測定用の測定子515はやや長めの円筒部を持ち、レンズ外径の測定の際にはその側面をレンズLEのコバ端面に当接させて測定を行う。
【0025】
シャフト511の基部には小ギヤ520が固定されており、側板510aに回転可能に取付けられた大ギヤ521が小ギヤ520に噛み合っている。大ギヤ521と側板510aの下方にはバネ523が張り渡されており、バネ523により大ギヤ521が図7上の時計回りに回転する方向に常時引っ張られている。つまり、アーム514、516は小ギヤ520を介して下方に回転するように付勢されている。
【0026】
側板510aには溝503が形成されており、大ギヤ521からはこの溝503を貫通するピン527が偏心して固着されている。ピン527には大ギヤ521を回転させるための第1移動板528が取付けられている。第1移動板528の略中央には長穴528aが形成されており、この長穴528aに側板510aに固着された固定ピン529が係合する。
【0027】
また、支基ブロック501の後方に延びる後部板501aにはアーム回転用のモータ531が取付けられており、モータ531の回転軸に取付けられた回転部材532には回転軸から偏心した位置に偏心ピン533が取付けられている。偏心ピン533には第1移動板528を前後方向(図6上の左右方向)に移動するための第2移動板535が取り付けられている。第2移動板535の略中央には長穴535aが形成されており、この長穴535aに後部板501aに固定された固定ピン537が係合する。第2移動板535の端部にはローラ538が回転可能に取り付けられている。
【0028】
モータ531の回転により偏心ピン533を、図6の状態から時計回りに回転すると、固定ピン537と長穴535aのガイドにより第2移動板535は前側(図6上の右側)に移動する。ローラ538は第1移動板528の端面に当接しているので、第2移動板535の移動によりローラ538は第1移動板528をも前側に移動する。この移動によって第1移動板528がピン527を介して大ギヤ521を回転するようになり、大ギヤ521の回転によりシャフト511に取り付けられた測定子アーム514及び516は起立した状態に退避する。この退避位置へのモータ531の駆動は、回転部材532の回転位置を図示なきマイクロスイッチが検知することにより定められる。
【0029】
モータ531を逆回転すると第2移動板535は引き戻され、大ギヤ521はバネ523に引っ張られて回転し、測定子アーム514及び516は前側に倒される。大ギヤ521の回転は側板510aに形成された溝503の端面にピン527がぶつかることにより制限され、測定子アーム514及び516の測定位置が決定される。この測定位置まで測定子アーム514及び516が回転したことは、図8に示すように、側板510aに取り付けられたセンサ524で、大ギヤ521に付いているセンサ板525の位置を検知することにより検出する。
【0030】
スライドベース510(測定子アーム514,515)の左右移動機構を図8及び図9により説明する。図9は左右移動の状態を説明する図である。
【0031】
スライドベース510の内部は開口が形成されており、その開口の下端部にはラック540が設けられている。ラック540は支基ブロック501側に固定されたエンコーダ542のピニオン543と噛み合っており、エンコーダ542はスライドベース510の左右の移動方向と移動量を検知する。スライドベース510の開口から覗く支基ブロック501の壁面には、「く」の字状の駆動板551が軸552を中心に回転可能に、逆「く」の字状の駆動板553が軸554を中心に回転可能にそれぞれ取り付けられており、駆動板551と駆動板553の間には両者を接近させる方向に付勢力を持つバネ555が張り渡されている。また、支基ブロック501の壁面には制限ピン557が植設されており、スライドベース510に外力が働いていないときは、この制限ピン557に駆動板551の上部端面551aと駆動板553の上部端面553aが共に当接した状態となり、これが左右移動の原点となる。
【0032】
一方、スライドベース510の上部には、駆動板551の上部端面551aと駆動板553の上部端面553aとの間の位置にガイドピン560が固着されている。スライドベース510に右方向に移動する力が働くと、図9(a)のように、ガイドピン560は駆動板553の上部端面553aに当接して駆動板553は右方向に傾く。このとき、駆動板551側は制限ピン557によって固定されているので、スライドベース510はバネ555により左右移動の原点まで戻される方向(左方向)に付勢される。逆に、スライドベース510に左方向に移動する力が働くと、図9(b)のように、ガイドピン560は駆動板551の上部端面551aに当接して駆動板551は左方向に傾くが、駆動板553側は制限ピン557によって固定される。したがって、今度はスライドベース510がバネ555により左右移動の原点まで戻される方向(右方向)に付勢される。このようなスライドベース510の移動から、レンズ後面に接触する測定子515、レンズ前面に接触する測定子517の移動量(チャック軸の軸方向の移動量)が1つのエンコーダ542により検知される。
【0033】
なお、図5において、50は加工室の防水カバーを示し、防水カバー50からはシャフト511、測定子アーム514、516、及び測定子515、517のみが露出する状態となっている。51は防水カバー50とシャフト511とのシール材である。加工時には図示なきノズルから研削水が噴射されるが、レンズ形状測定部500を加工室の後方に配置するとともに、上記のような構成により、防水カバー50から露出するシャフト511のシールドを行うだけでレンズ形状測定部500の電装部や移動機構の防水を行うことができ、防水機構が簡略されている。
【0034】
(ハ)面取り・溝掘り機構部
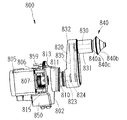
面取り・溝掘り機構部800の構成を図10〜12に基づいて説明する。図10は面取り・溝掘り機構部800の正面図、図11は上面図、図12は左側面図を示したものである。
【0035】
ベース10上に固設された支基ブロック801には各部材を取り付ける固定板802が固定されている。固定板802の上方左側には、後述するアーム820を回転して砥石部840を加工位置と退避位置とに移動するためのパルスモータ805が、4個の柱スペーサ806によって固定されている。固定板802の中央部には、アーム回転部材810を回転可能に保持する保持部材811が取り付けられており、固定板802の左側まで伸びたアーム回転部材810には大ギヤ813が固着されている。パルスモータ805の回転軸にはギヤ807が取り付けられており、パルスモータ805によるギヤ807の回転はアイドラギヤ815を介して大ギヤ813に伝達され、アーム回転部材810に取り付けられたアーム820が回転される。
【0036】
また、大ギヤ813の背後(図10上の左側)には砥石回転用のモータ821が固設されており、モータ821は大ギヤ813と共に回転する。モータ821の回転軸はアーム回転部材810の内部で回転可能に保持された軸823に連結されており、アーム820内まで延びた軸823の他端にはプーリ824が取り付けられている。また、アーム820の先端側には、砥石回転軸830を回転可能に保持する保持部材831が取り付けられ、砥石回転軸830の左端(図11上の左側)にはプーリ832が取り付けられている。そして、プーリ832はプーリ824とベルト835により繋がっており、モータ821の回転が砥石回転軸830に伝達される。
【0037】
砥石回転軸830の右端には砥石部840が取り付けられている。砥石部840はレンズ後面用の面取砥石840aと、レンズ前面用の面取砥石840bと、両面取砥石840a、840bの間に設けられた溝掘用砥石840cと、を一体的に形成して構成されている。溝掘用砥石840cの直径は約30mm程で、両側の面取砥石840a、840bは溝掘用砥石840cを中心に外側に向かって径が小さくなる加工斜面を持つ。
【0038】
なお、砥石回転軸830はレンズチャック軸702L、702Rの軸線方向に対して8度程傾いて配置されており、溝掘用砥石840cにより溝掘り形成がレンズカーブに沿いやすいようになっている。また、レンズ後面用の面取砥石840aの傾斜面、及びレンズ前面用の面取砥石840bの傾斜面は、レンズチャック軸702L、702Rに挟持されるレンズLEのコバ角部の面取角度がそれぞれ55度と40度となるように設計されている。
【0039】
固定板802の左側手前(図10上の左側手前)にはブロック850が取り付けられ、ブロック850の内部にはバネ851aを持つボールプランジャ851が設けられている。また、大ギヤ813にはボールプランジャ851が持つボール851bに当接する制限板853が固定されている。溝掘り及び面取り加工の開始時には、モータ805の回転により大ギヤ813と共にアーム820が回転され、砥石部840が図12に示す加工位置に置かれる。このとき制限板853がボールプランジャ851のボール851bに当接する位置となる。溝掘り及び面取りの加工は、キャリッジ701の昇降によりレンズLEが砥石部840に押し付けられながら行われるので、砥石部840は図12上の矢印845方向に押し下げられて大ギヤ813が回転する。この回転により制限板853はボールプランジャ851のボール851bを介してバネ851aを圧縮するので、砥石部840にはレンズLE方向への(加工位置に戻る方向への)付勢力が加えられるようになる。砥石部840はボール851bが押し込まれる位置までの逃げ移動が可能であり、その逃げの距離は約5mm程に設計されている。
【0040】
図12において、ブロック850の下方には加工位置の原点検出用のセンサ855が固定されており、センサ855は大ギヤ813に取り付けられたセンサ板856の遮光状態を検出することによって砥石部840の加工位置の原点、すなわちボールプランジャ851による付勢力が加わらずに、制限板853がボール851bに当接する位置を検出する。
【0041】
また、ブロック850の上方側には退避位置検出用のセンサ858が固定されており、センサ858は大ギヤ813に取り付けられたセンサ板859を検出することによって、矢印846方向にアーム820と共に回転される砥石部840の退避位置を検出する。砥石部840の退避位置は、図12上の垂直方向よりやや右側の位置に設定されている。
【0042】
なお、レンズと面取砥石との間に一定の負荷を掛ける上では、加工時における面取砥石の配置を固定し、キャリッジ機構に設けられたバネにより負荷を与える構成とすることも考えられるが、キャリッジ機構側のバネでは負荷が大きすぎ、糸面取りと呼ばれる僅かな量の面取りには適さない。仮にその負荷を小さくするように調整したとしても、キャリッジ機構は重量があるので、移動時の動きが悪く、面取量の制御は非常に難しくなる。これに対して、本形態のように重量の軽い面取砥石側からレンズに一定の負荷を掛けることにより、面取量の制御を行い易くできる。
【0043】
次に、以上のような構成を持つ装置において、その動作を図13の制御系ブロック図を使用して説明する。ここでは、溝掘り加工と面取り加工を行う場合について説明する。
【0044】
枠入れする眼鏡枠(又は型板)の形状を眼鏡枠測定装置2により測定し、測定した枠形状データを、スイッチ421を押すことによりデータメモリ161に入力する。ディスプレイ415には枠データに基づく枠形状図形が表示され、加工条件を入力できる状態になる。操作者はスイッチパネル部410の各スイッチを操作して装用者のPD、光学中心の高さ等の必要なレイアウトデータを入力する。また、加工するレンズの材質や加工モードを入力する。溝掘り加工を行う場合は、加工モード選択用のスイッチ423により溝掘り加工のモードを選択する。面取り加工を行う場合は、スイッチ425を操作して面取りモードを選択する。スイッチ425では面取りを行うか否かの選択と、面取りの大きさを選択でき、スイッチ425を押す毎にディスプレイ415に表示されるモードが、「面取り無し」→「小面取」→「中面取」→「大面取」の順に切替わる。例えば、「小面取」は0.1mm、「中面取」は0.2mm、「大面取」は0.3mmの面取りを施すように設定されている。
【0045】
必要な入力ができたら、レンズLEをレンズチャック軸702Lとレンズチャック軸702Rによりチャッキングした後、スタートスイッチ423を押して装置を作動させる。主制御部160は入力された枠形状データとレイアウトデータとを基にして加工中心を中心とした動径情報(rδn,rθn)(n=1,2,……,N)を得た後、動径が砥石面に接する接触点の位置情報から加工補正情報を求め(特開平5−212661号公報参照)、これをメモリ161に記憶する。
【0046】
続いて、主制御部160は、加工シーケンスプログラムに従って、レンズ形状測定部500を用いてレンズ形状の測定を実行する。主制御部160はモータ531を駆動してシャフト511を回転させ、測定子アーム514,516を退避位置から測定位置に位置させる。主制御部160は動径情報(rδn,rθn)に基づき、測定子515と測定子517を結ぶ軸線Lbに対するレンズチャック軸の軸線との距離を変化させるようにキャリッジ701を上下移動し、チャッキングしたレンズLEを図5のように測定子515と測定子517の間に位置させる。その後、モータ745の駆動によりキャリッジ701を測定子517側へ所定量分だけ移動し、レンズLEの前面屈折面の測定子517を当接させる。測定子517側へのレンズLEの初期測定位置は、スライドベース510の左側移動範囲のほぼ中間であり、測定子517にはバネ555により常にレンズLEの前側屈折面に当接するように力が働く。
【0047】
測定子517が前側屈折面に当接した状態で、モータ722によりレンズLEを回転するとともに、加工形状データである動径情報を基にモータ751を駆動してキャリッジ701を上下させる。こうしたレンズLEの回転及び移動に伴い、測定子517はレンズ前面形状に沿って左右方向に移動する。この移動量はエンコーダ542により検出されレンズLEの前面屈折面形状が計測される。
【0048】
レンズ前面側の測定が終了したら、主制御部160はそのままキャリッジ701を右方向へ移動し、レンズLEの後側屈折面に測定子515を当接させて測定面を切換える。後面測定の初期測定位置もスライドベース510の右側移動範囲のほぼ中間であり、測定子515には常にレンズLEの後側屈折面に当接するように力が働く。その後、レンズLEを1回転させながら前側屈折面の測定と同様にして測定子515の移動量から後側屈折面形状を計測する。レンズの前側屈折面形状及び後側屈折面形状が得られると、両者からコバ厚情報を得ることができる。レンズ形状の測定終了後は、主制御部160はモータ531を駆動させて測定子アーム514,516を退避させる。
【0049】
レンズ形状の測定が完了すると、主制御部160は加工条件の入力データに従ってレンズLEの加工を実行する。主制御部160は粗砥石602b上にレンズLEがくるようにキャリッジ701をモータ745により移動させた後、加工補正情報に基づいてキャリッジ701を上下移動させて粗加工を行う。次に、仕上げ砥石602cの平坦部分にレンズLEを移動し、同様にキャリッジ701を上下移動させて仕上げ加工を行う。
【0050】
仕上げ加工が終了したら、次に面取り・溝掘り機構部800を駆動して溝加工に移る。主制御部160はキャリッジ701を上昇させた後、退避位置に置かれている砥石部840を加工位置に来るように、モータ805を所定パルス数分だけ回転する。その後、キャリッジ701の上下移動と軸方向への移動とによりレンズLEを回転する溝掘用砥石840c上に位置させ、溝加工用データに基づいてキャリッジ701の移動を制御して加工を行う。
【0051】
溝加工用データは動径情報とレンズ形状の測定結果とから予め主制御部160が求めておく。キャリッジ701を上下移動させるデータについては、研削用の砥石群602にと同じように、予定する動径情報(rδn,rθn)と溝掘用砥石840cの径とにより、レンズ回転角に対する溝掘用砥石840cとレンズチャック軸との距離を求め、これに溝の深さ情報を加味して得る。また、レンズチャック軸方向における溝位置データは、レンズ形状の測定データによる前側屈折面形状及び後側屈折面形状からコバ厚が分かるので、これに基づきヤゲン位置の決定方法と同じ要領で決定することができる。例えば、レンズコバ厚をある比率で定める他、溝位置をレンズ前面のコバ位置より一定量後面側にずらし、前面カーブに沿わせるようにする等の各種の方法で行うことができる。
【0052】
溝加工はキャリッジ701の上下移動によりレンズLEが溝掘用砥石840cに押し当てられながら行われる。加工中、溝掘用砥石840cは加工位置の原点から図12上に矢印845の方向に逃げるが、ボールプランジャ851により負荷が掛けられているので徐々に削られていく。所定の深さまでの溝加工ができたか否かはセンサ858が監視し、全周の加工終了が検知されるまでレンズの回転が行われる。
【0053】
溝加工が終了すると、主制御部160は面取り加工データに基づいてキャリッジ701を移動制御して面取り加工を行う。
【0054】
面取り加工時の加工データの算出について説明する。レンズ後面側及び前面側にそれぞれ面取りを施す場合は、それぞれの加工データを算出するが、ここではレンズ後面側を例にとって説明する。
【0055】
主制御部160は動径情報(rδn,rθn)(n=1,2,……,N)を以下の式に代入してLの最大値を求める。Rはレンズ後面のコバを当接させる位置(例えば、砥石面の中間位置)における面取砥石840aの半径、Lは砥石回転中心とレンズ加工中心間の距離を示している。
【0056】
【数1】

【0057】
また、レンズ後面側面取りにおけるレンズチャック軸方向の加工情報は、レンズ形状測定によるレンズ後面形状情報を回転角ξiとの関係に変換して得られる。
【0058】
ここで、面取り加工時におけるレンズの回転角速度を一定にすると、レンズ形状によっては、レンズと面取砥石との接触点での移動速度が異なり、均一な面取が難しい。例えば、図14に示すようなレンズLEを半径Raの面取砥石PLで加工するとき、レンズ回転に対する砥石PLの中心の相対的な移動軌跡は、2点鎖線Mで示すものとなる。P1−P2間の距離を加工する時、レンズLEはθ1だけ回転し、鋭角な部分P2−P3間はθ2だけ回転する。この時、レンズの回転角θ1よりθ2の方が大きいが、P1−P2間の加工距離に対してP2−P3間の加工距離はかなり短い。すなわち、一定速度でレンズLEを回転すると、面取り砥石PLの移動速度はP1−P2間に対してP2−P3間の方が遅くなる。移動速度の遅い部分はその分だけ面取り砥石の接触時間が長くなるので、レンズに対して面取砥石により一定の負荷をかけて面取り加工を行うと、接触時間が長い部分は面取砥石からの負荷が強く作用し、結果的に多く面取りされることになる。
【0059】
そこで、本発明では加工中における面取砥石とレンズとの接触点の移動速度が略一定となるように、レンズの回転角速度を制御する。この回転角速度データは次のように主制御部160が求める(図15のフローチャート参照)。
【0060】
前述した面取り加工補正情報(ξi,Li,Θi)の算出において、単位回転角ξiにおけるLの最大値をLiとしたときの動径長rδnをΔiとすると、接触点位置情報が(ξi,Δi,Θi)(i=1,2,……,N)として得られる。次に、ξiとξ(i+1)の隣り合う2点間の距離diを順に求める(直交座標に変換して求めることができる)。そして、接触点の移動速度である単位時間当たりの移動距離Dに対する距離diの距離比eiを順に求めた後、ξiとξ(i+1)との差(すなわち単位回転角度)に距離比eiの逆数を乗ずることにより、各2点間の移動速度を一定にするための単位回転角当たりの回転角速度情報VDi(i=1,2,……,N)が得られる。なお、回転角速度VDiは接触点の隣り合う2点間毎に細かく求めても良いが、ある程度接触点の数をまとめて計算しても良い。
【0061】
面取り加工時、主制御部160は加工位置に配置された砥石部840の面取砥石840aに対して、面取り加工補正情報(ξi,Li,Θi)に基づいてキャリッジ701の上下移動を制御し、回転角ξiに対するレンズ後面形状情報に基づいてチャック軸の左右移動を制御する。また、回転角速度情報VDiに基づいてモータ722によるレンズの回転速度を制御する。このときレンズLEの後面角部は面取砥石840aに押し当てる必要があるので、加工位置に配置された面取砥石840aの当接面に対して、例えば1mm余分に押し込むようにキャリジ701を上下移動する。これにより面取砥石840aは図12に示す矢印845方向に逃げると共に、ボールプランジャ851の付勢力により、レンズコバ角部に対して一定の負荷を掛けながら面取りを行っていき、レンズを1回転させるこことでその全周に均一な面取りが施される。
【0062】
なお、所望する面取り量に対する移動速度は、面取砥石の粒度やボールプランジャ851の付勢力によって影響するので、実験的な結果から定めれば良い。
【0063】
また、面取り量の制御は、加工中に略一定とする接触点の移動速度、すなわち、単位時間当たりにおける接触点の移動距離Dを変えることで行うことができる。例えば、小面取(0.1mm)の移動速度を基準にして、中面取(0.2mm)の時は1/2の移動速度、大面取(0.3mm)の時は1/3の移動速度とすることにより、レンズLEの1回転での面取り量が変えられる。この他、加工中における接触点の移動速度は一定としたまま、レンズLEを回転する回数を変化させることによって面取り量を制御することも可能である。例えば、レンズの1回転で小面取(0.1mm)を行えるようにした場合、中面取(0.2mm)の時はレンズを2回転し、大面取(0.3mm)の時はレンズを3回転して行う。
【0064】
以上、面取り量の設定はスイッチ425で予め定められた量から選択するものとしたが、面取りのパラメータ設定画面によって任意の量を設定できるようにしても良い。この場合、主制御部160は接触点の移動速度とレンズ回転数の関係を最も好ましい条件とする。
【0065】
【発明の効果】
以上説明したように、本発明によれば、作業者の熟練度に拘わりなく、良好な面取り加工を容易に行うことができる。
【図面の簡単な説明】
【図1】本発明に係る眼鏡レンズ加工装置の外観構成を示す図である。
【図2】装置本体の筐体内に配置される加工部の構成を示す斜視図である。
【図3】キャリッジ部の要部を概略的に示した図である。
【図4】図2におけるキャリッジ部をE方向から見たときの図である。
【図5】レンズ形状測定部を上から見たときの図である。
【図6】図5の左側面図である。
【図7】図5の右側面の要部を示した図である。
【図8】図5のF−F断面図である。
【図9】レンズ形状測定部の左右移動の状態を説明する図である。
【図10】面取り・溝掘り機構部の正面図である。
【図11】面取り・溝掘り機構部の上面図である。
【図12】面取り・溝掘り機構部の左側面図である。
【図13】本装置の制御系ブロック図である。
【図14】レンズ回転に対するレンズと砥石の接触点の移動距離の関係を説明する図である。
【図15】面取砥石とレンズとの接触点の移動速度が略一定となるようにするための、レンズ回転角速度情報の算出を説明するフローチャートである。
【符号の説明】
2 眼鏡枠測定装置
160 主制御部
420 スイッチパネル部
500 レンズ形状測定部
701 キャリッジ
702L、702R レンズチャック軸
722 モータ
800 面取り・溝掘り機構部
805 パルスモータ
820 アーム
821 モータ
830 砥石回転軸
840a、840b 面取砥石
851 ボールプランジャ
851a バネ[0001]
BACKGROUND OF THE INVENTION
The present invention relates to a spectacle lens processing apparatus that processes the peripheral edge of a spectacle lens.
[0002]
[Prior art]
2. Description of the Related Art A spectacle lens processing apparatus that processes a peripheral edge of a spectacle lens so as to match a spectacle frame shape is known. In this type of apparatus, the spectacle lens is roughly processed and then finished with a finishing grindstone. Since the processed lens has corners on both sides, the corners are further chamfered.
[0003]
Conventionally, such a chamfering process is manually performed by an operator using a so-called handrail with a rotating conical grindstone. In addition, a chamfering grindstone is provided in the processing apparatus separately from the grinding grindstone, and there is also a chamfering by applying a certain load between the chamfering grindstone and the lens while rotating the lens held on the lens rotation shaft. .
[0004]
[Problems to be solved by the invention]
However, manual chamfering with a handrail is not easy, and skill is required to perform the desired amount of chamfering and uniform chamfering throughout, and good chamfering is required for workers who are unfamiliar with processing. was difficult.
[0005]
Further, even in an apparatus in which a constant load is applied between the chamfering grindstone and the lens, there is a drawback that uniform chamfering cannot be performed because the rotational speed of the lens is generally constant.
[0006]
In view of the above prior art, it is an object of the present invention to provide a spectacle lens processing apparatus capable of easily performing good chamfering.
[0007]
[Means for Solving the Problems]
In order to solve the above problems, the present invention is characterized by having the following configuration.
[0008]
(1) Lens rotating means for holding and rotating the lens to be processed, data input means for inputting shape data for chamfering the lens to be processed, and a grindstone shaft support for pivotally supporting the chamfering grindstone A spectacle lens processing apparatus for processing a peripheral edge of a spectacle lens based on a shape of a spectacle frame or a template, and means for moving the lens to be processed relative to a contact position of the chamfering grindstone The chamfering grindstone is biased toward the lens to be processed in order to apply a load to the lens to be processed, based on the shape data and the shape of the processing surface of the chamfering grindstone, Lens to be processed Calculating means for obtaining position data of the contact point with respect to the lens rotation angle when the lens is brought into contact with the chamfering grindstone, and obtaining lens rotation angular velocity data in which the moving speed of the contact point during processing is substantially constant from the position data; Control means for controlling chamfering by controlling the rotation of the lens rotating means based on the lens rotation angular velocity data in order to make the chamfering amount uniform when the lens to be processed is rotated once. It is characterized by that.
[0012]
DETAILED DESCRIPTION OF THE INVENTION
Hereinafter, embodiments of the present invention will be described with reference to the drawings.
[0013]
(1) Overall configuration
FIG. 1 is a diagram showing an external configuration of an eyeglass lens processing apparatus according to the present invention. A spectacle
[0014]
FIG. 2 is a perspective view illustrating a configuration of a processing unit disposed in the housing of the apparatus
[0015]
A lens
[0016]
(2) Configuration of each part
(A) Carriage part
The configuration of the
[0017]
The
[0018]
<Lens chuck mechanism and lens rotation mechanism>
A
[0019]
A
[0020]
<Carriage X-axis movement mechanism, Y-axis movement mechanism>
The
[0021]
As shown in FIG. 3B, a
[0022]
A
[0023]
(B) Lens shape measurement unit
The configuration of the lens
[0024]
A
[0025]
A
[0026]
A
[0027]
Further, a
[0028]
When the
[0029]
When the
[0030]
The horizontal movement mechanism of the slide base 510 (
[0031]
An opening is formed in the
[0032]
On the other hand, a
[0033]
In FIG. 5,
[0034]
(C) Chamfering / grooving mechanism
The configuration of the chamfering /
[0035]
Each member is attached to the
[0036]
A grinding
[0037]
A
[0038]
The
[0039]
A
[0040]
In FIG. 12, a
[0041]
A retraction
[0042]
In order to apply a certain load between the lens and the chamfering grindstone, it is possible to fix the arrangement of the chamfering grindstone during processing and apply a load by a spring provided in the carriage mechanism. The load on the carriage mechanism side spring is too large and is not suitable for a small amount of chamfering called thread chamfering. Even if the load is adjusted to be small, the carriage mechanism is heavy, so that the movement during movement is poor, and the control of the chamfering amount becomes very difficult. On the other hand, the chamfering amount can be easily controlled by applying a certain load to the lens from the light chamfering grindstone side as in this embodiment.
[0043]
Next, the operation of the apparatus having the above configuration will be described using the control system block diagram of FIG. Here, a case where grooving and chamfering are performed will be described.
[0044]
The shape of the spectacle frame (or template) to be framed is measured by the spectacle
[0045]
When necessary input is completed, the lens LE is chucked by the
[0046]
Subsequently, the
[0047]
The lens LE is rotated by the
[0048]
When the measurement on the front side of the lens is completed, the
[0049]
When the measurement of the lens shape is completed, the
[0050]
After finishing, the chamfering /
[0051]
The groove control data is obtained in advance by the
[0052]
The groove processing is performed while the lens LE is pressed against the
[0053]
When the grooving is finished, the
[0054]
Calculation of machining data at the time of chamfering will be described. When chamfering is performed on each of the rear surface side and the front surface side of the lens, the respective processing data is calculated. Here, the description will be made taking the rear surface side of the lens as an example.
[0055]
The
[0056]
[Expression 1]
[0057]
Further, the processing information in the lens chuck axial direction in the chamfering of the rear surface of the lens is obtained by converting the rear lens shape information obtained by measuring the lens shape into a relationship with the rotation angle ξi.
[0058]
Here, if the rotational angular velocity of the lens during the chamfering process is constant, the moving speed at the contact point between the lens and the chamfering grindstone varies depending on the lens shape, and uniform chamfering is difficult. For example, when processing a lens LE as shown in FIG. 14 with a chamfering grindstone PL having a radius Ra, the relative movement trajectory of the center of the grindstone PL with respect to the lens rotation is indicated by a two-dot chain line M. When processing the distance between P1 and P2, the lens LE rotates by θ1, and between the acute angle portions P2 and P3 rotates by θ2. At this time, θ2 is larger than the rotation angle θ1 of the lens, but the processing distance between P2 and P3 is considerably shorter than the processing distance between P1 and P2. That is, when the lens LE is rotated at a constant speed, the moving speed of the chamfering grindstone PL is slower between P2 and P3 than between P1 and P2. The part where the moving speed is slow increases the contact time of the chamfering grindstone accordingly, so when chamfering is performed with a constant load applied to the lens by the chamfering grindstone, the part where the contact time is long is removed from the chamfering grindstone. The load acts strongly, resulting in a lot of chamfering.
[0059]
Therefore, in the present invention, the rotational angular velocity of the lens is controlled so that the moving speed of the contact point between the chamfering grindstone and the lens during processing is substantially constant. The rotation angular velocity data is obtained by the
[0060]
In the calculation of the chamfering correction information (ξi, Li, Θi) described above, if the radial length rδn is Δi when the maximum value of L in the unit rotation angle ξi is Li, the contact point position information is (ξi, Δi). , Θi) (i = 1, 2,..., N). Next, a distance di between two adjacent points of ξi and ξ (i + 1) is obtained in order (can be obtained by converting into orthogonal coordinates). Then, after sequentially obtaining the distance ratio ei of the distance di to the moving distance D per unit time, which is the moving speed of the contact point, the difference between ξi and ξ (i + 1) (that is, the unit rotation angle) is the reciprocal of the distance ratio ei. Rotational angular velocity information V per unit rotational angle for making the moving speed between each two points constant by multiplying by D i (i = 1, 2,..., N) is obtained. Rotational angular velocity V D Although i may be calculated in detail between every two adjacent points of contact, the number of contact points may be calculated to some extent.
[0061]
At the time of chamfering, the
[0062]
In addition, since the moving speed with respect to the desired chamfering amount is influenced by the particle size of the chamfering grindstone and the urging force of the
[0063]
Further, the amount of chamfering can be controlled by changing the moving speed of the contact point that is substantially constant during processing, that is, the moving distance D of the contact point per unit time. For example, on the basis of the moving speed of small chamfer (0.1 mm), the moving speed is 1/2 when medium chamfering (0.2 mm), and 1/3 when large chamfering (0.3 mm). By setting the moving speed to 1, the amount of chamfering in one rotation of the lens LE can be changed. In addition, the chamfering amount can be controlled by changing the number of rotations of the lens LE while keeping the moving speed of the contact point during processing constant. For example, when a small chamfering (0.1 mm) can be performed with one rotation of the lens, the lens is rotated twice for a medium chamfering (0.2 mm) and for a large chamfering (0.3 mm). The lens is rotated 3 times.
[0064]
As described above, the setting of the chamfering amount is selected from a predetermined amount by the
[0065]
【The invention's effect】
As described above, according to the present invention, it is possible to easily perform good chamfering regardless of the skill level of the operator.
[Brief description of the drawings]
FIG. 1 is a diagram showing an external configuration of an eyeglass lens processing apparatus according to the present invention.
FIG. 2 is a perspective view illustrating a configuration of a processing unit disposed in a housing of the apparatus main body.
FIG. 3 is a diagram schematically illustrating a main part of a carriage unit.
4 is a view of the carriage portion in FIG. 2 when viewed from the E direction. FIG.
FIG. 5 is a view of the lens shape measurement unit as viewed from above.
6 is a left side view of FIG. 5. FIG.
7 is a view showing a main part of the right side surface of FIG. 5. FIG.
8 is a cross-sectional view taken along the line FF in FIG.
FIG. 9 is a diagram illustrating a state in which the lens shape measurement unit is moved left and right.
FIG. 10 is a front view of a chamfering / grooving mechanism.
FIG. 11 is a top view of a chamfering / grooving mechanism.
FIG. 12 is a left side view of the chamfering / grooving mechanism.
FIG. 13 is a control system block diagram of the apparatus.
FIG. 14 is a diagram for explaining a relationship between a moving distance of a contact point between a lens and a grindstone with respect to lens rotation.
FIG. 15 is a flowchart for explaining calculation of lens rotation angular velocity information so that the moving speed of the contact point between the chamfering grindstone and the lens becomes substantially constant.
[Explanation of symbols]
2 Eyeglass frame measuring device
160 Main control unit
420 Switch panel
500 Lens shape measurement unit
701 Carriage
702L, 702R Lens chuck shaft
722 motor
800 Chamfering / grooving mechanism
805 pulse motor
820 arm
821 motor
830 Grinding wheel rotation axis
840a, 840b Chamfering whetstone
851 Ball plunger
851a Spring
Claims (1)
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP19376899A JP4162332B2 (en) | 1999-07-07 | 1999-07-07 | Eyeglass lens processing equipment |
| JP2000098403A JP4412801B2 (en) | 1999-07-07 | 2000-03-31 | Eyeglass lens processing equipment |
| ES00114550T ES2237368T3 (en) | 1999-07-07 | 2000-07-06 | GLASS LENS PROCESSING DEVICE. |
| DE60017985T DE60017985T2 (en) | 1999-07-07 | 2000-07-06 | Lens processing device |
| EP00114550A EP1066918B1 (en) | 1999-07-07 | 2000-07-06 | Eyeglass lens processing apparatus |
| US09/612,252 US6478657B1 (en) | 1999-07-07 | 2000-07-07 | Eyeglass lens processing apparatus |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP19376899A JP4162332B2 (en) | 1999-07-07 | 1999-07-07 | Eyeglass lens processing equipment |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2000098403A Division JP4412801B2 (en) | 1999-07-07 | 2000-03-31 | Eyeglass lens processing equipment |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2001018155A JP2001018155A (en) | 2001-01-23 |
| JP2001018155A5 JP2001018155A5 (en) | 2004-12-16 |
| JP4162332B2 true JP4162332B2 (en) | 2008-10-08 |
Family
ID=16313496
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP19376899A Expired - Fee Related JP4162332B2 (en) | 1999-07-07 | 1999-07-07 | Eyeglass lens processing equipment |
| JP2000098403A Expired - Fee Related JP4412801B2 (en) | 1999-07-07 | 2000-03-31 | Eyeglass lens processing equipment |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2000098403A Expired - Fee Related JP4412801B2 (en) | 1999-07-07 | 2000-03-31 | Eyeglass lens processing equipment |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US6478657B1 (en) |
| EP (1) | EP1066918B1 (en) |
| JP (2) | JP4162332B2 (en) |
| DE (1) | DE60017985T2 (en) |
| ES (1) | ES2237368T3 (en) |
Families Citing this family (39)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19834748A1 (en) * | 1998-08-01 | 2000-02-10 | Wernicke & Co Gmbh | Spectacle lens edge grinding machine |
| DE60038459T2 (en) * | 1999-08-06 | 2009-04-23 | Hoya Corp. | GLASS GLASS LENS MACHINING METHOD AND DEVICE |
| JP3942802B2 (en) | 2000-04-28 | 2007-07-11 | 株式会社ニデック | Eyeglass lens processing equipment |
| JP3961196B2 (en) * | 2000-06-15 | 2007-08-22 | 株式会社ニデック | Eyeglass lens processing equipment |
| GB0019294D0 (en) * | 2000-08-07 | 2000-09-27 | Cerium Group Ltd | Intermediate lens pad |
| JP4169923B2 (en) * | 2000-10-17 | 2008-10-22 | 株式会社トプコン | Lens grinding method and lens grinding apparatus |
| JP2003145400A (en) | 2001-11-08 | 2003-05-20 | Nidek Co Ltd | Spectacle lens machining device |
| JP3916445B2 (en) | 2001-11-08 | 2007-05-16 | 株式会社ニデック | Eyeglass lens processing equipment |
| KR100434575B1 (en) * | 2001-12-29 | 2004-06-05 | 주식회사 휴비츠 | Combination tool for in-situ grooving, safety beveling and polishing rimless or semi-rimless eyeglass lens |
| JP2003300140A (en) | 2002-04-08 | 2003-10-21 | Hoya Corp | Lens processing device |
| JP2005523969A (en) * | 2002-04-26 | 2005-08-11 | チェイル インダストリーズ インコーポレイテッド | Thermoplastic flame retardant resin composition |
| US7740519B2 (en) | 2003-04-16 | 2010-06-22 | Kabushiki Kaisha Topcon | Method for processing chamfering of eyeglass lens and apparatus for processing the same |
| JP4774203B2 (en) * | 2004-10-01 | 2011-09-14 | 株式会社ニデック | Eyeglass lens processing equipment |
| FR2878178B1 (en) * | 2004-11-19 | 2008-06-13 | Briot Internat Sa | METHOD AND MACHINE FOR GRINDING THE PERIPHERY OF AN OPHTHALMIC LENS |
| JP4873878B2 (en) | 2005-03-31 | 2012-02-08 | 株式会社ニデック | Eyeglass lens peripheral processing equipment |
| FR2893524B1 (en) * | 2005-11-24 | 2009-05-22 | Essilor Int | METHOD AND APPARATUS FOR DISRUPTING AN OPHTHALMIC LENS FOR MACHINING THE LENS OF THE LENS FOLLOWING A WANTED CURVE |
| JP2007152439A (en) | 2005-11-30 | 2007-06-21 | Nidek Co Ltd | Spectacle lens machining device |
| JP2007181889A (en) * | 2006-01-05 | 2007-07-19 | Nidek Co Ltd | Glass lens working system |
| JP2007203423A (en) * | 2006-02-03 | 2007-08-16 | Nidek Co Ltd | Spectacle lens peripheral fringe working device |
| JP4841257B2 (en) * | 2006-02-03 | 2011-12-21 | 株式会社ニデック | Eyeglass lens peripheral processing equipment |
| JP4699243B2 (en) | 2006-02-28 | 2011-06-08 | 株式会社ニデック | Layout setting device for spectacle lens peripheral processing and spectacle lens peripheral processing system |
| JP4895656B2 (en) * | 2006-04-03 | 2012-03-14 | 株式会社ニデック | Whetstone dressing method and whetstone dressing apparatus for eyeglass lens peripheral edge processing apparatus |
| JP5028024B2 (en) | 2006-05-02 | 2012-09-19 | 株式会社ニデック | Facet machining area setting device |
| JP5028025B2 (en) | 2006-05-02 | 2012-09-19 | 株式会社ニデック | Eyeglass lens peripheral processing equipment |
| ATE407770T1 (en) * | 2006-05-12 | 2008-09-15 | Satisloh Gmbh | METHOD AND DEVICE FOR PRODUCING AN OPTICAL SURFACE ON A WORKPIECE, E.G. OPHTHALMIC LENSES |
| JP2007319984A (en) * | 2006-05-31 | 2007-12-13 | Nidek Co Ltd | Device for machining peripheral edge of eyeglass lens |
| JP5085898B2 (en) * | 2006-07-31 | 2012-11-28 | 株式会社ニデック | Eyeglass lens processing equipment |
| JP4920514B2 (en) | 2007-07-04 | 2012-04-18 | 株式会社ニデック | Ball shape measuring device |
| JP5554512B2 (en) * | 2009-06-03 | 2014-07-23 | 株式会社ニデック | Specular surface processing condition setting method for spectacle lens and spectacle lens processing apparatus |
| CN102248466B (en) * | 2011-07-21 | 2013-08-28 | 中冶陕压重工设备有限公司 | Method for processing Sendzimir roll wobbler slot |
| CN102240939B (en) * | 2011-07-22 | 2013-04-24 | 温州欣视界科技有限公司 | High-accuracy hard corneal contact lens side arc polishing machine |
| JP6080002B2 (en) | 2012-03-09 | 2017-02-15 | 株式会社ニデック | Eyeglass lens processing equipment |
| BR112017013847B1 (en) * | 2014-12-31 | 2022-09-13 | Essilor International | OPHTHALMIC LENS EDGE STRETCHING MACHINE AND OPHTHALMIC LENS EDGE STRETCHING METHOD BY CALCULATION |
| EP3374128B1 (en) * | 2015-11-10 | 2020-12-30 | ABB Schweiz AG | A method and system for machining, and a robot system |
| US10576600B2 (en) * | 2016-12-20 | 2020-03-03 | Huvitz Co., Ltd. | Apparatus for processing edge of eyeglass lens |
| CN109397008B (en) * | 2018-12-03 | 2023-11-07 | 厦门理工学院 | Novel lens numerical control cutting machine and control method |
| DE202019101497U1 (en) * | 2019-03-15 | 2019-04-01 | Carl Zeiss Vision International Gmbh | Selection guide for selecting glasses for glasses |
| CN112415771B (en) * | 2020-11-18 | 2022-06-14 | 湖北禾口光电有限公司 | Lens machining device |
| EP4431232A1 (en) * | 2023-03-16 | 2024-09-18 | Essilor International | Process for shaping an optic lens |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3316619A1 (en) * | 1983-05-06 | 1984-11-08 | Otto 4010 Hilden Helbrecht | GRINDING MACHINE FOR THE EDGES OF EYE GLASSES |
| JPH01124013A (en) | 1987-11-10 | 1989-05-16 | Furukawa Electric Co Ltd:The | Constant current source circuit |
| GB8816182D0 (en) * | 1988-07-07 | 1988-08-10 | Berkshire Ophthalmic Lab Ltd | Method & apparatus for grinding lenses |
| JP2771547B2 (en) | 1988-08-30 | 1998-07-02 | 株式会社トプコン | Eyeglass lens peripheral edge chamfering device |
| JP2761590B2 (en) | 1989-02-07 | 1998-06-04 | 株式会社ニデック | Eyeglass lens grinding machine |
| JP2845945B2 (en) | 1989-06-07 | 1999-01-13 | 株式会社日立製作所 | Magnetron |
| KR920001715Y1 (en) * | 1989-07-12 | 1992-03-13 | 박경 | Revolution speed automatic regulation equipment for swivel table of glass deformation grinder |
| US5053971A (en) * | 1989-08-30 | 1991-10-01 | Gerber Optical, Inc. | Method and apparatus for edging an optical lens |
| US5148637A (en) * | 1990-02-27 | 1992-09-22 | Bausch & Lomb Incorporated | Lens edging system with programmable feed and speed control |
| JP2925685B2 (en) | 1990-08-02 | 1999-07-28 | 株式会社ニデック | Frame shape measuring device |
| US5333412A (en) | 1990-08-09 | 1994-08-02 | Nidek Co., Ltd. | Apparatus for and method of obtaining processing information for fitting lenses in eyeglasses frame and eyeglasses grinding machine |
| JP2918657B2 (en) | 1990-08-09 | 1999-07-12 | 株式会社ニデック | Eyeglass lens grinding machine |
| JP2907974B2 (en) | 1990-08-28 | 1999-06-21 | 株式会社ニデック | Eyeglass frame tracing device |
| JP3011526B2 (en) | 1992-02-04 | 2000-02-21 | 株式会社ニデック | Lens peripheral processing machine and lens peripheral processing method |
| JPH09277148A (en) | 1996-04-17 | 1997-10-28 | Topcon Corp | Method of lens peripheral edge grinding and device thereof |
| JP4046789B2 (en) | 1996-10-31 | 2008-02-13 | 株式会社ニデック | Eyeglass lens grinding machine and eyeglass lens grinding method |
| JP4002324B2 (en) | 1997-07-08 | 2007-10-31 | 株式会社ニデック | Lens grinding device |
-
1999
- 1999-07-07 JP JP19376899A patent/JP4162332B2/en not_active Expired - Fee Related
-
2000
- 2000-03-31 JP JP2000098403A patent/JP4412801B2/en not_active Expired - Fee Related
- 2000-07-06 DE DE60017985T patent/DE60017985T2/en not_active Expired - Lifetime
- 2000-07-06 EP EP00114550A patent/EP1066918B1/en not_active Expired - Lifetime
- 2000-07-06 ES ES00114550T patent/ES2237368T3/en not_active Expired - Lifetime
- 2000-07-07 US US09/612,252 patent/US6478657B1/en not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| EP1066918A3 (en) | 2003-07-30 |
| JP4412801B2 (en) | 2010-02-10 |
| ES2237368T3 (en) | 2005-08-01 |
| EP1066918A2 (en) | 2001-01-10 |
| JP2001018154A (en) | 2001-01-23 |
| DE60017985D1 (en) | 2005-03-17 |
| DE60017985T2 (en) | 2006-03-16 |
| US6478657B1 (en) | 2002-11-12 |
| EP1066918B1 (en) | 2005-02-09 |
| JP2001018155A (en) | 2001-01-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4162332B2 (en) | Eyeglass lens processing equipment | |
| JP3961196B2 (en) | Eyeglass lens processing equipment | |
| JP3942802B2 (en) | Eyeglass lens processing equipment | |
| US8235770B2 (en) | Eyeglass lens processing apparatus | |
| US7713108B2 (en) | Eyeglass lens processing apparatus | |
| JP2001018155A5 (en) | ||
| JPH05212661A (en) | Lens edge finishing machine and method thereof | |
| EP1938923B1 (en) | Method of grinding eyeglass lens, and eyeglass lens grinding apparatus | |
| EP1815941B1 (en) | Eyeglass lens processing apparatus | |
| EP1974856A1 (en) | Eyeglass lens processing apparatus | |
| EP0839609B1 (en) | Apparatus for grinding eyeglass lenses | |
| ES2306327T3 (en) | GLASS LENS PROCESSING DEVICE. | |
| EP1952943A2 (en) | Eyeglass lens processing apparatus | |
| US8007344B2 (en) | Eyeglass lens processing apparatus | |
| KR101437160B1 (en) | Eyeglass lens processing apparatus | |
| JP4034868B2 (en) | Lens grinding machine | |
| JP3893081B2 (en) | Eyeglass lens processing equipment |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20040114 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20040114 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20060308 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20060314 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060515 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20060905 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080310 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080602 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080722 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110801 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120801 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130801 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |